JP2004017993A - 紙容器 - Google Patents
紙容器 Download PDFInfo
- Publication number
- JP2004017993A JP2004017993A JP2002173058A JP2002173058A JP2004017993A JP 2004017993 A JP2004017993 A JP 2004017993A JP 2002173058 A JP2002173058 A JP 2002173058A JP 2002173058 A JP2002173058 A JP 2002173058A JP 2004017993 A JP2004017993 A JP 2004017993A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- paper container
- layer
- present
- liquid paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Laminated Bodies (AREA)
- Cartons (AREA)
- Wrappers (AREA)
Abstract
【解決手段】少なくとも、最外層、紙基材、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層、および、最内層を順次に積層して積層材を構成し、更に、該積層材を使用し、これを製函してなることを特徴とする液体紙容器に関するものである。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、液体紙容器に関し、更に詳しくは、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、ピンホ−ルの発生を皆無とし、また、シ−ル不良、液漏れ等を回避し、内容物の変質等を防止すると共に保存性、貯蔵性等に優れた液体紙容器に関するものである。
【0002】
【従来の技術】
従来、酒、ジュ−ス、ミネラルウオ−タ−、液体調味料、その他等の液体飲食物を充填包装するために、種々の形態からなる液体紙容器が、開発され、提案されている。
而して、上記の液体紙容器において、これを構成する包装用材料としては、特に、酸素ガス、水蒸気等の透過を阻止するガスバリア性に優れ、更に、防湿性等に優れているがバリア性素材が最も重要な積層材料である。
ところで、上記のバリア性素材としては、例えば、アルミニウム箔あるいはアルミニウムの蒸着膜等の金属系素材、ポリ塩化ビニリデン系樹脂、エチレン−ビニルアルコ−ル共重合体等の樹脂系素材、更には、近年、注目されている2軸延伸ポリエチレンテレフタレ−トフィルム、あるいは、2軸延伸ナイロンフィルム等の基材フィルムの一方の面に、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜を設けた透明バリア性フィルム、その他等が知られている。
上記のバリア性素材は、例えば、少なくとも、ポリオレフィン系樹脂層(ヒ−トシ−ル性樹脂層)/紙基材/接着性樹脂層/バリア性素材/ポリオレフィン系樹脂層(ヒ−トシ−ル性樹脂層)の順で積層して積層材を構成し、次いで、該積層材を使用し、まず、該積層材に折り罫等を施すと共に所望の形状にブランク板を打ち抜き加工し、次に、内容物の浸透、液漏れ等を防止するために、その端面に、例えば、スカイブ・ヘミング処理等を施して端面処理を行い、しかる後、シ−ル部にフレ−ム処理、あるいは、ホットエア−処理等を行いフレ−ムシ−ル、あるいは、ホットエア−シ−ル等により胴貼りを行って、筒状のスリ−ブを製造する。
次に、上記で製造した筒状のスリ−ブを、内容物を充填するメ−カ−等に納入し、該筒状のスリ−ブを内容物充填機に供給し、次いで、内容物の充填に先立って、まず、筒状のスリ−ブのボトムの内面をホットエア−により炙り、プレスシ−ルを行って底部を製造し、しかる後、内容物を充填した後、トップの内面をホットエア−で炙り、プレスシ−ルを行ってトップ部を形成して、内容物を充填包装した密閉液体紙容器を製造するものである。
【0003】
【発明が解決しようとする課題】
しかしながら、上記のような仕様からなる積層材において、バリア性素材として、アルミニウム箔等の金属系素材を使用する場合、優れたバリア性を有すると共に遮光性等を有するので極めて有用なものであるが、アルミニウム箔等の金属箔は、耐屈曲性等に欠けることから、ピンホ−ルが発生し易く、そのバリア性を著しく損なうという問題点があり、更に、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、アルミニウム等の金属が残り、焼却炉を損傷し兼ねず、その廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。
また、バリア性素材として、ポリ塩化ビニリデン系樹脂等の樹脂系素材を使用する場合、酸素ガス、水蒸気等の透過を阻止するガスバリア性において、所期の効果を有するものであるが、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、塩素原子を含有していることから、焼却廃棄時に、例えば、ダイオキシン等の有毒ガス等を発生する原因となり、人体等への影響が懸念されるために、廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。
更に、バリア性素材として、エチレン−ビニルアルコ−ル共重合体等の樹脂系素材を使用する場合、絶乾状態においては、酸素ガス、水蒸気等の透過を阻止するガスバリア性について、所期の効果を有するものの、湿潤状態においては、酸素ガス、水蒸気等の透過を阻止するガスバリア性は、著しく低下し、もはや、その使用に耐え得ないものであるという問題点がある。
更にまた、バリア性素材として、2軸延伸ポリエチレンテレフタレ−トフィルム、あるいは、2軸延伸ナイロンフィルム等の基材フィルムの一方の面に、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜を設けた透明バリア性フィルムを使用する場合、該透明バリア性フィルムを構成する酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜は、ガラス質の、非可撓性の薄膜であって、柔軟性に著しく欠ける薄膜であることから、例えば、外部から、熱、あるいは、圧等の作用により簡単にクラック等が発生するという問題点があり、而して、一度、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜にクラック等が発生すると、酸素ガス、水蒸気等の透過を阻止するバリア性に著しく欠け、もはや、その使用に耐えないという欠点がある。
例えば、紙基材と上記の透明バリア性フィルムを、その酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜の面を対向させて、アンカ−コ−ト剤層等を介して、例えば、低密度ポリエチレン樹脂等を使用し、これを330℃位に加熱し、押出機等から溶融押出しながら、その溶融押出樹脂層を介して積層すると、上記の溶融押出樹脂層による加熱温度等により、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜にクラック等を発生し易く、酸素ガス、水蒸気等の透過を阻止するバリア性を著しく劣化させるものである。
【0004】
また、上記のような液体紙容器において、少なくとも、ポリオレフィン系樹脂層(ヒ−トシ−ル性樹脂層)/紙基材/接着性樹脂層/バリア性素材/ポリオレフィン系樹脂層(ヒ−トシ−ル性樹脂層)を順次に積層した積層材を使用し、その内面にホットエア−等を吹きつけて、筒条のスリ−ブ、底部あるいはトップ部を形成して製函する際に、内面層を構成するポリオレフィン系樹脂層(ヒ−トシ−ル性樹脂層)を、通常、320℃〜350℃位の加熱温度で加熱し、而して、そのような加熱温度等の条件でヒ−トシ−ルを行うと、紙容器を構成する積層材の内面において、炙りピンホ−ルが、極めて容易に発生するという問題点がある。
そして、上記のようにピンホ−ルが発生すると、シ−ル不良、液漏れ等を発生し、これに伴い内容物の変質と共に保存性、貯蔵性等の安定性に欠けるという問題点があり、場合によっては、その商品価値を著しく低下し、廃棄しなければならないという問題点がある。
【0005】
一般的に、紙容器において発生するピンホ−ルとしては、積層材を使用し、該積層材に折り罫等を施すと共に所望の形状にブランク板を打ち抜き加工する際に発生する罫バリピンホ−ル、あるいは、内容物を充填するときに、筒状のスリ−ブのトップおよびボトムをホットエア−により炙る際に発生する炙りピンホ−ル等が知られている。
而して、上記の炙りピンホ−ルについてその発生の過程等を含めて以下に更に詳しく説明すると、前述のように、製函に際し、まず、紙容器のトップ部あるいは底部を形成するために、筒状のスリ−ブのトップあるいはボトムの内面に、加熱チャンバ−の吹き出し口からホットエア−を吹きつける。
ところで、上記で筒状のスリ−ブのトップあるいはボトムの内面に吹きつけたホットエア−は、その内面にあるヒ−トシ−ル性樹脂層を構成するヒ−トシ−ル性樹脂を溶融するが、更に、ホットエア−による熱は、紙基材まで到達し、該紙基材を加熱し、而して、紙基材が加熱されると、紙基材中に含まれている水分が、加熱され、これが蒸気となって積層材の内外面側に抜けようとし、これにより、紙基材の内外面に積層されている樹脂フィルムを押し上げて、膨らむという発泡化現象を示す。
更に、ホットエア−による熱が加わると、紙基材に積層されている内面側の樹脂フィルムは、水分の蒸発による蒸気圧に耐えられなくなり、その膨らんだ樹脂フィルムが破れることになり、これにより炙りピンホ−ルが発生するものであると考えられている。
例えば、外面側から、低密度ポリエチレン樹脂層、紙基材、接着性ポリエチレン樹脂層、無機酸化物の蒸着膜を設けた2軸延伸ポリエチレンテレフタレ−トフィルム、低密度ポリエチレンフィルム等を順次に積層した構成からなる積層材を使用し、これを製函して製造した液体紙容器において、上記の炙りピンホ−ルの発生過程を観察すると、上記と同様に、まず、初期において、接着性ポリエチレン樹脂層において、これが膨れて発泡化現象を発生し、その膨れにつられるように無機酸化物の蒸着膜を設けた2軸延伸ポリエチレンテレフタレ−トフィルム、更に、低密度ポリエチレンフィルムが膨らんで発泡化し、次いで、最終的に、上記の膨らんで発泡化した気泡が破裂して炙りピンホ−ルが発生することを確認することができるものである。
そこで本発明は、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、ピンホ−ルの発生を皆無とし、また、シ−ル不良、液漏れ等を回避し、内容物の変質等を防止すると共に保存性、貯蔵性等に優れた液体紙容器を提供することである。
【0006】
【課題を解決するための手段】
本発明者は、上記のような液体紙容器における課題を解決すべく種々研究の結果、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜が、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、防湿性等にも優れていることに着目し、まず、少なくとも、最外層、紙基材、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層、および、最内層を順次に積層して積層材を製造し、而して、該積層材を使用し、まず、該積層材に折り罫等を施すと共に所望の形状にブランク板を打ち抜き加工し、次に、内容物の浸透、液漏れ等を防止するために、その端面に、例えば、スカイブ・ヘミング処理等を施して端面処理を行い、しかる後、シ−ル部にフレ−ム処理、あるいは、ホットエア−処理等を行いフレ−ムシ−ル、あるいは、ホットエア−シ−ル等により胴貼りを行って筒状のスリ−ブを製造し、次いで、上記で製造した筒状のスリ−ブを、内容物充填機に供給し、次に、内容物の充填に先立って、まず、筒状のスリ−ブのボトムの内面をホットエア−により炙り、プレスシ−ルを行って底部を製造し、次いで、内容物を充填した後、トップの内面をホットエア−で炙り、プレスシ−ルを行ってトップ部を形成して内容物を充填包装した密閉液体紙容器を製造したところ、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、防湿性等に優れていると共に炙りピンホ−ル等の発生を皆無とし、更に、そのピンホ−ルの発生に伴いシ−ル不良、液漏れ等を回避し、内容物の変質等を防止すると共に保存性、貯蔵性等に優れた液体紙容器を製造し得ることを見出して本発明を完成したものである。
【0007】
すなわち、本発明は、少なくとも、最外層、紙基材、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層、および、最内層を順次に積層して積層材を構成し、更に、該積層材を使用し、これを製函してなることを特徴とする液体紙容器に関するものである。
【0008】
【発明の実施の形態】
上記の本発明について以下に図面等を用いて更に詳しく説明する。
まず、本発明にかかる液体紙容器を構成する積層材等の構成についてその一二例を例示して図面を用いて説明すると、図1は、本発明にかかる液体紙容器を構成する積層材についてその一例の層構成を示す概略的断面図である。
次に、本発明にかかる液体紙容器の構成についてその一例を例示して図面を用いて説明すると、図2、図3、図4、および、図5は、上記の図1に示す積層材を使用し、本発明にかかる液体紙容器の製函についてその製函工程の構成を示す各製函工程における液体紙容器の構成を示す概略的斜視図である。
【0009】
まず、本発明において、本発明にかかる液体紙容器を構成する積層材Aとしては、図1に示すように、少なくとも、最外層1、紙基材2、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜3からなるバリア性層4、および、最内層5を順次に積層した構成を基本構造とするものである。
上記の例示は、本発明にかかる液体紙容器を構成する積層材についてその一二例を例示したものであり、これによって本発明は限定されるものではない。
例えば、本発明においては、図示しないが、本発明にかかる液体紙容器を構成する積層材においては、図示しないが、液体紙容器の包装目的、充填包装する内容物、その流通経路、用途等によって、更に、他の基材を任意に積層して、種々の形態からなる積層材を設計して製造することができるものである。
【0010】
次に、本発明において、本発明にかかる液体紙容器の構成についてその一例を例示して説明すると、上記の図1に示す積層材Aを使用した場合の例で説明すると、図2に示すように、まず、上記の図1に示す積層材Aを使用し、該積層材Aに、所望の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫11を刻設すると共に打ち抜き加工して、糊代部12等を有するブランク板Bを製造する。
次に、図3に示すように、常法により、上記で製造したブランク板Bの端面に、内容物の浸透、液漏れ等を防止するために、例えば、スカイブ・ヘミング処理等を施して端面処理を行った後、糊代部12(図2参照)の面に、上記のブランク板Bの他方の端部13の面を対向させて重ね合わせ、次いで、その層間に、例えば、フレ−ム処理、あるいは、ホットエア−処理等を行い、上記の糊代部12および他方の端部13の部分にある最内層5あるいは最外層1(図1参照)を構成する樹脂層を溶融し、その溶融面を介して、フレ−ムシ−ル、あるいは、ホットエア−シ−ル等により胴貼りシ−ル部14を形成して、筒状のスリ−ブCを製造する。
次に、図4に示すように、上記で製造した筒状のスリ−ブCを、内容物を充填するメ−カ−等に納入し、該筒状のスリ−ブCを内容物充填機(図示せず)に供給し、次いで、内容物の充填に先立って、まず、筒状のスリ−ブCのボトムの内面をホットエア−により炙り、その内面の最内層を構成する樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部15を形成して、上方に開口部16を有する包装用容器Dを製造する。
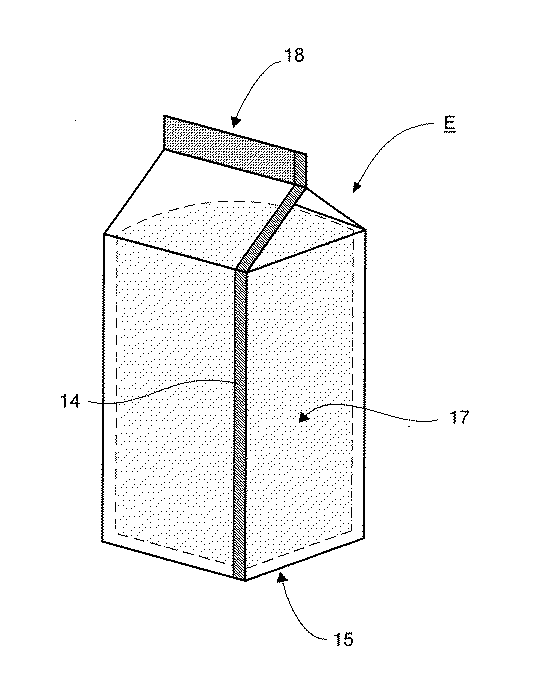
しかる後、図5に示すように、上記の包装用容器Dの開口部16から内容物17を充填した後、トップの内面をホットエア−で炙り、その内面の最内層を構成する樹脂層を溶融させて、プレスシ−ルを行って屋根型トップシ−ル部18を形成して、内容物17を充填包装した本発明にかかる密閉液体紙容器Eを製造するものである。
上記の例示は、本発明にかかる液体紙容器についてその一例を例示したものであり、これによって本発明は限定されるものではない。
例えば、本発明においては、図示しないが、本発明にかかる液体紙容器の形状としては、ブロック型のもの、筒状型のもの、その他等の任意の形状を取り得るものである。
【0011】
次に、本発明において、本発明にかかる液体紙容器等を構成する材料、製造法等について更に詳しく説明すると、まず、本発明にかかる液体紙容器を構成する最外層としては、例えば、熱によって溶融し相互に融着し得る各種のヒ−トシ−ル性を有するポリオレフィン系樹脂、その他等を使用することができる。
具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマ−、ポリブテンポリマ−、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマ−ル酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、熱可塑性ポリエステル系樹脂、ポリアミド系樹脂、その他等の樹脂を使用することができる。
而して、本発明においては、上記のような樹脂の1種ないし2種以上を使用し、これを押出機等を用いて溶融押出して、例えば、紙基材の一方の面に、アンカ−コ−ト剤層等を介して、溶融押出樹脂層を溶融押出積層することにより、あるいは、上記のような樹脂の1種ないし2種以上を使用し、予め、これから樹脂のフィルムないしシ−トを製造し、その樹脂のフィルムないしシ−トを、紙基材の一方の面にラミネ−ト用接着剤層等を介してドライラミネ−ト積層することにより、あるいは、上記のように溶融押出樹脂層を介して溶融押出積層する押出積層法等を用いて、最外層を形成することができる。
なお、本発明において、最外層の厚さとしては、5〜200μm位、好ましくは、10〜100μm位が望ましいものである。
【0012】
次に、本発明において、本発明にかかる液体紙容器を構成する紙基材としては、これが紙容器を構成する基本素材となることから、賦型性、耐屈曲性、剛性、腰、強度等を有するものを使用することができ、例えば、強サイズ性の晒または未晒の紙基材、あるいは、純白ロ−ル紙、クラフト紙、板紙、加工紙、その他等の各種の紙基材を使用することができる。
また、本発明において、上記の紙基材としては、坪量約80〜600g/m2 位のもの、好ましくは、坪量約100〜450g/m2 位のものを使用することができる。
なお、本発明において、上記の紙基材には、例えば、文字、図形、絵柄、記号、その他等の所望の印刷絵柄を通常の印刷方式にて任意に形成することができるものである。
【0013】
次に、本発明において、本発明にかかる液体紙容器を構成するバリア性層について説明すると、まず、バリア性層を形成するには、例えば、樹脂の1種ないし2種をビヒクルの主成分とし、これに、無機層状化合物の1種ないし2種以上を加え、更に、要すれば、例えば、分散剤、充填剤、各種安定剤、硬化剤、架橋剤、滑剤、紫外線吸収剤、染料・顔料等の着色剤、その他等の添加剤を任意に添加し、更にまた、溶媒、希釈剤等を加えて充分に混合して樹脂組成物を調製する。而して、上記で調製した樹脂組成物を使用し、これを、例えば、ロ−ルコ−ト、グラビアコ−ト、ナイフコ−ト、デップコ−ト、スプレイコ−ト、その他のコ−ティング法等により、前述の紙基材の一方の面にコ−ティングし、しかる後、コ−ティング膜を乾燥させて溶媒、希釈剤等を除去し、更に、要すれば、エ−ジング処理等を行って、本発明にかかる樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層を形成することができる。
なお、本発明において、バリア性層の膜厚としては、例えば、0.1g/m2 〜10.0g/m2位 乾燥状態)、好ましくは、1.0g/m2 〜5.0g/m2位 乾燥状態)が望ましい。
【0014】
また、本発明において、バリア性層としては、まず、例えば、樹脂の1種ないし2種をビヒクルの主成分とし、これに、無機層状化合物の1種ないし2種以上を加え、更に、要すれば、例えば、分散剤、充填剤、各種安定剤、硬化剤、架橋剤、滑剤、紫外線吸収剤、染料・顔料等の着色剤、その他等の添加剤を任意に添加し、更にまた、要すれば、溶媒、希釈剤等を加えて充分に混合して樹脂組成物を調製する。
而して、上記で調製した樹脂組成物を使用し、これを、例えば、押出機、Tダイ押出機、その他等を用いて、前述の紙基材の一方の面に溶融押出コ−ティングし、押出コ−ティング膜を形成して、本発明にかかる樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層を形成することができる。
なお、本発明において、上記の押出コ−ティング膜からなるバリア性層の膜厚としては、例えば、1μm〜100μm位、好ましくは、3.0μm〜30.0μm位(乾燥状態)が望ましい。
【0015】
次にまた、本発明において、バリア性層としては、まず、上記と同様に、例えば、樹脂の1種ないし2種をビヒクルの主成分とし、これに、無機層状化合物の1種ないし2種以上を加え、更に、要すれば、例えば、分散剤、充填剤、各種安定剤、硬化剤、架橋剤、滑剤、紫外線吸収剤、染料・顔料等の着色剤、その他等の添加剤を任意に添加し、更にまた、要すれば、溶媒、希釈剤等を加えて充分に混合して樹脂組成物を調製する。
而して、上記で調製した樹脂組成物を使用し、これを、例えば、押出機、Tダイ押出機、インフレ−ション成形機、キャスト成形機、その他等を用いて、製膜化成形して、フィルムないしシ−トを製造し、次いで、前述の紙基材の一方の面に、上記で製造したフィルムないしシ−トを、例えば、溶融押出樹脂層を介して積層する押出積層法、または、ラミネ−ト用接着剤層を介して積層するドライラミネ−ト積層法等を用いて積層して、本発明にかかる樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層を形成することができる。
なお、本発明において、上記のフィルムないしシ−トからなるバリア性層の膜厚としては、例えば、1.0μm〜100μm位、好ましくは、3.0μm〜30.0μm位(乾燥状態)が望ましい。
【0016】
上記において、バリア性層を構成する樹脂としては、これが、無機層状化合物、その他等の結合剤として作用するものであればいずれのものでも使用することができ、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブテン−1、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリルル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、エチレン−酢酸ビニル共重合体、ポリ(メタ)アクリル系樹脂、ポリカ−ボネ−ト系樹脂、ポリビニルアルコ−ル、エチレン−ビニルアルコ−ル共重合体、ポリビニルアセタ−ル、ポリビニルブチラ−ル、ポリエステル系樹脂、不飽和ポリエステル樹脂、アルキッド樹脂、ポリアミド系樹脂、エポキシ系樹脂、フェノ−ル系樹脂、メラミン系樹脂、尿素樹脂、シリコ−ン系樹脂、ポリウレタン系樹脂、アセタ−ル系樹脂、セルロ−ス系樹脂、その他等の各種の樹脂の1種ないし2種以上を使用することができる。
【0017】
而して、本発明において、上記の樹脂の中でも、それ自身で酸素ガスあるいは水蒸気等に対するバリア性を有し、かつ、押出成形性に優れている結晶性芳香族ポリアミド、特に、ナイロンMXD6(三菱瓦斯化学株式会社製)を使用することが好ましいものである。
本発明において、上記の結晶性芳香族ポリアミドとしては、例えば、メタキシレンジアミン、パラキシレンジアミン等の芳香族ジアミンと、アジピン酸、スベリン酸、セバシン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸等のジカルボン酸もしくはその誘導体との重縮合反応で得られる結晶性芳香族ポリアミド系樹脂を使用することができる。
【0018】
更に、本発明において、押出し適性の向上、もしくは、紙基材との接着性の向上を目的として、上記の樹脂としては、上記のような結晶性芳香族ポリアミド系樹脂に、更に、例えば、脂肪族ポリアミド系樹脂の1種ないし2種以上を添加し、その両者からバリア性層を構成することが望ましいものである。
而して、上記の脂肪族ポリアミド系樹脂としては、例えば、ヘキサメチレンジアミン、デカメチレンジアミン、ドデカメチレンジアミン、2、2、4−または2、4、4−トリメチルヘキサメチレンジアミン、1、3−または1、4−ビス(アミノメチル)シクロヘキサン、ビス(p−アミノシクロヘキシルメタン)等の脂肪族、脂環式等のジアミン類と、アジピン酸、スベリン酸、セバシン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸等のジカルボン酸もしくはその誘導体との重縮合反応で得られる脂肪族ポリアミド、ε−アミノカプロン酸、11−アミノウンデカン酸等の縮合によって得られるポリアミド樹脂、ε−カプロラクタム、ω−ラウロラクタム等のラクタム化合物から得られるポリアミド樹脂、あるいはそれらの混合物等を使用することができる。
具体的には、例えば、ナイロン6、ナイロン66、ナイロン9、ナイロン11、ナイロン12、ナイロン6/66、ナイロン66/610等の脂肪族ポリアミド系樹脂を使用することができる。
上記の結晶性芳香族ポリアミド系樹脂と脂肪族ポリアミド系樹脂との配合割合としては、結晶性芳香族ポリアミド系樹脂60〜100重量%に対し脂肪族ポリアミド系樹脂0〜40重量%位の配合割合で混合して使用することができる。
【0019】
次に、本発明において、上記のバリア性層を構成する無機層状化合物としては、単位結晶層が互いに積み重なって層状構造を形成し、これを凝集させることにより、無機層状化合物が実際の粒径よりも大きな二次凝集体を形成し、これが樹脂膜中に分散し、優れたガスバリア性を発現し得るものを使用することができ、具体的には、粘土系鉱物等の1種ないし2種以上を使用することができる。
上記の粘土系鉱物としては、カオリナイト、ディッカイト、ナクライト、ハロイサイト、アンチゴライト、クリソタイル、パイロフィライト、モンモリロナイト、バイデライト、ノントロナイト、サポナイト、ソ−コナイト、スチブンサイトヘクトライト、テトラシリリックマイカ、ナトリウムテニオライト、白雲母、マ−ガライト、タルク、バ−ミキュライト、金雲母、ザンソフィライト、緑泥岩、その他等の1種ないし2種以上を使用することができる。
上記の無機層状化合物の粒子径としては、0.05μm〜5μm位、好ましくは、0.1μm〜3μm位が望ましい。
なお、本発明において、樹脂と無機層状化合物とを含む樹脂組成物おいて、樹脂と無機層状化合物との配合割合としては、無機層状化合物1重量部に対し樹脂2重量部〜100重量部位、好ましくは、無機層状化合物1重量部に対し樹脂2〜50重量部位が望ましいものである。
【0020】
次にまた、本発明において、本発明にかかる液体紙容器を構成する最内層について説明すると、かかる最内層としては、前述の最外層と同様に、例えば、熱によって溶融し相互に融着し得る各種のヒ−トシ−ル性を有するポリオレフィン系樹脂、その他等を使用することができる。
具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマ−、ポリブテンポリマ−、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマ−ル酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、熱可塑性ポリエステル系樹脂、ポリアミド系樹脂、その他等の樹脂を使用することができる。
而して、本発明においては、上記のような樹脂の1種ないし2種以上を使用し、これを押出機等を用いて溶融押出して、例えば、バリア性層の一方の面に、アンカ−コ−ト剤層等を介して、溶融押出樹脂層を溶融押出積層することにより、あるいは、上記のような樹脂の1種ないし2種以上を使用し、予め、これから樹脂のフィルムないしシ−トを製造し、その樹脂のフィルムないしシ−トを、バリア性層の一方の面にラミネ−ト用接着剤層等を介してドライラミネ−ト積層することにより、最内層を形成することができる。
なお、本発明において、最内層の厚さとしては、5〜200μm位、好ましくは、10〜100μm位が望ましいものである。
【0021】
ところで、本発明において、本発明にかかる液体紙容器を構成する最内層としては、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体層から構成することが好ましいものである。
上記のメタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体としては、例えば、二塩化ジルコノセンとメチルアルモキサンの組み合わせによる触媒等のメタロセン錯体とアルモキサンとの組み合わせによる触媒、すなわち、メタロセン触媒を使用して、エチレンとα・オレフィンとを共重合してなるエチレン−α・オレフィン共重合体を使用することができる。
上記のメタロセン触媒は、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである(以下、メタロセン触媒は、シングルサイト触媒と同等の意味である。)。
具体的には、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体としては、三菱化学株式会社製の商品名「カ−ネル」、三井石油化学工業株式会社製の商品名「エボリュ−」、米国、エクソン・ケミカル(EXXON CHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW CHEMICAL)社製の商品名「アフィニティ−(AFFINITY)、商品名「エンゲ−ジ(ENGAGE)」等のメタロセン触媒を用いて重合したエチレン−α−オレフィン共重合体を使用することができる。
而して、本発明において、上記のようなメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体層からなる最内層としては、バリア性層の面に、例えば、アンカ−コ−ト剤層等を介して積層する溶融押出積層法、あるいは、ラミネ−ト用接着剤層等を介して積層するドライラミネ−ト法等の通常の積層法を用いて形成することができる。
本発明において、最内層の膜厚としては、10μmないし300μm位、好ましくは、20μmないし100μm位が望ましい。
【0022】
上記のメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体について更に詳述すると、具体的には、例えば、メタロセン系遷移金属化合物と有機アルミニウム化合物との組み合わせによる触媒、すなわち、メタロセン触媒(いわゆるカミンスキ−触媒を含む)を使用し、エチレンとα・オレフィンとを共重合させてなるエチレン−α・オレフィン共重合体を使用することができる。
なお、上記のメタロセン触媒は、無機物に担持されて使用されることもある。
上記において、メタロセン系遷移金属化合物としては、例えば、IVB族から選ばれる遷移金属、具体的には、チタニウム(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)に、シクロペンタジエニル基、置換シクロペンタジエニル基、インデニル基、置換インデニル基、テトラヒドロインデニル基、置換テトラヒドロインデニル基、フルオニル基またと置換フルオニル基が1ないし2個結合しているか、あるいは、これらのうちの二つの基が共有結合で架橋したものが結合しており、他に水素原子、酸素原子、ハロゲン原子、アルキル基、アルコキシ基、アリ−ル基、アセチルアセトナ−ト基、カルボニル基、窒素分子、酸素分子、ルイス塩基、ケイ素原子を含む置換基、不飽和炭化水素等の配位子を有するものを使用することができる。
また、上記において、有機アルミニウム化合物としては、アルキルアルミニウム、または鎖状あるいは環状アルミノキサン等を使用することができる。
ここで、アルキルアルミニウムとしては、例えば、トリエチルアルミニウム、トリイソブチルアルミニウム、ジメチルアルミニウムクロリド、ジエチルアルミニウムクロリド、メチルアルミニウムジクロリド、エチルアルミニウムジクロリド、ジメチルアルミニウムフルオリド、ジイソブチルアルミニウムハイドライド、ジエチルアルミニウムハイドライド、エチルアルミニウムセスキクロリド等を使用することができる。
また、鎖状あるいは環状アルミノキサンとしては、例えば、アルキルアルミニウムと水を接触させて生成することができる。
例えば、重合時に、アルキルアルミニウムを加えておき、後に水を添加するか、あるいは、錯塩の結晶水または有機・無機化合物の吸着水とアルキルアルミニウムとを反応させることで生成することができる。
次にまた、上記において、メタロセン触媒を担持させる無機物としては、例えば、シリカゲル、ゼオライト、珪素土等を使用することができる。
【0023】
次に、上記において、重合方法としては、例えば、塊状重合、溶液重合、懸濁重合、気相重合等の各種の重合方法で行なうことができる。
また、上記の重合は、バッチ式あるいは連続式等のいずれの方法でもよい。
上記において、重合条件としては、重合温度、−100〜250℃、重合時間、5分〜10時間、反応圧力、常圧〜300Kg/cm2 位である。
更に、本発明において、エチレンと共重合されるコモノマ−であるα・オレフィンとしては、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、デセン等を使用することができる。
上記のα・オレフフィンは、単独で使用してもよく、また、2以上を組み合わせて使用することもできる。
また、上記のα・オレフフィンの混合比率は、例えば、1〜50重量%、望ましくは、10〜30重量%とすることが好ましい。
而して、本発明において、上記のメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体の物性は、例えば、分子量、5×103 〜5×106 、密度、0.890〜0.930g/cm3 、メルトフロ−レ−ト〔MFR〕、0.1〜50g/10分位である。
なお、本発明においては、上記のメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体には、例えば、酸化防止剤、紫外線吸収剤、帯電防止剤、アンチブロッキング剤、滑剤(脂肪酸アミド等)、難燃化剤、無機ないし有機充填剤、染料、顔料等を任意に添加して使用することができる。
【0024】
更に、本発明においては、メタロセン触媒により重合されたエチレン−α・オレフィン共重合体層からなる最内層としては、上記のようなメタロセン触媒により重合されたエチレン−α・オレフィン系共重合体と、低密度ポリエチレン、直鎖状低密度ポリエチレン等のポリオレフィン系樹脂との共押し出し樹脂層からなり、更に、該共押し出し樹脂層を構成するメタロセン触媒により重合したエチレン−α・オレフィン系樹脂層を最内層とする共押し出し樹脂層を使用することがてきる。
上記において、共押し出し樹脂層を形成する方法としては、Tダイ共押し出し方式、あるいは、共押し出しインフレ−ション方式等によって製造することができ、また、その層構成は、2層あるいはそれ以上の層からなる共押し出し樹脂層からなり、更にまた、その各樹脂層の厚さとしては、2〜20μm位の範囲内で任意に調整することが望ましい。
【0025】
なお、最内層を構成する樹脂としては、通常、熱によって溶融し相互に融着し得る樹脂、具体的には、低密度ポリエチレン、あるいは、直鎖状(線状)低密度ポリエチレン等のポリオレフィン系樹脂を使用して構成するものであるが、その場合には、低密度ポリエチレン、あるいは、直鎖状(線状)低密度ポリエチレン等のポリオレフィン系樹脂層によるシ−ル温度が、320℃〜350℃位であり、極めて高いシ−ル温度であることからピンホ−ルを発生し、シ−ル不良、液漏れ等を起こす原因となるものである。
そのため、本発明においては、低温シ−ル性を有するメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体に着目し、それによる最内層を形成し、250℃〜300℃位の低温シ−ルを可能とし、ピンホ−ルの発生を防止し、シ−ル不良、液漏れ等を回避することが好ましいものである。
更に、メタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体は、粘着性を有することから破断の伝搬が少なく耐衝撃性を向上させるという利点があるものであり、また、最内層は常時内容物に接触していることから、耐環境ストレスクラッキング性の劣化を防止するためにも有効なものである。
また、本発明においては、メタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体に他の樹脂をブレンドすることもでき、例えば、エチレン−ブテン共重合体等をブレンドすることにより、若干、耐熱性に劣り高温環境下ではシ−ル安定性が劣化する傾向があるものの、引き裂き性が向上し、易開封性に寄与するという利点がある。
本発明において、特に、メタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体層からなる最内層を使用する場合には、液体紙容器を製函するときに、低温ヒ−トシ−ル性が可能であるという利点を有するものである。
【0026】
なお、本発明において、本発明にかかる液体紙容器を構成する積層材を形成する材料として、その他、例えば、水蒸気、水等のバリア−性を有する低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等の樹脂のフィルムないしシ−ト、あるいは、酸素、水蒸気等に対するバリア−性を有するポリ塩化ビニリデン系樹脂、、ポリビニルアルコ−ル系樹脂、エチレン−ビニルアルコ−ル共重合体、MXDポリアミド系樹脂、ポリナフタレンテレフタレ−ト系樹脂等の樹脂のフィルムないしシ−ト、樹脂に顔料等の着色剤を、その他、所望の添加剤を加えて混練してフィルム化してなる遮光性を有する各種の着色樹脂のフィルムないしシ−ト等を使用することができる。
これらの材料は、一種ないしそれ以上を組み合わせて使用することができる。上記のフィルムないしシ−トの厚さとしては、任意であるが、通常、5μmないし300μm位、更には、10μmないし100μm位が望ましい。
【0027】
また、本発明においては、通常、包装用容器は、物理的にも化学的にも過酷な条件におかれることから、包装用容器を構成する包装材料には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホ−ル性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求され、このために、本発明においては、上記のような諸条件を充足する材料を任意に選択して使用することができ、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマ−、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジエン系樹脂、ポリアセタ−ル系樹脂、ポリウレタン系樹脂、ニトロセルロ−ス、その他等の公知の樹脂のフィルムないしシ−トから任意に選択して使用することができる。
本発明において、上記のフィルムないしシ−トは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。
また、その厚さは、任意であるが、数μmから300μm位の範囲から選択して使用することができる。
更に、本発明においては、フィルムないしシ−トとしては、押し出し成膜、インフレ−ション成膜、コ−ティング膜等のいずれの性状の膜でもよい。
その他、例えば、セロハン等のフィルム、合成紙等も使用することができる。
【0028】
次に、本発明においては、本発明にかかる液体紙容器を構成する積層材を形成するいずれかの層間に所望の印刷模様層を形成することができるものである。
上記の印刷模様層としては、例えば、上記のバリア性塗布膜の上に、通常のグラビアインキ組成物、オフセットインキ組成物、凸版インキ組成物、スクリーンインキ組成物、その他のインキ組成物を使用し、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、シルクスクリーン印刷方式、その他の印刷方式を使用し、例えば、文字、図形、絵柄、記号、その他からなる所望の印刷絵柄を形成することにより構成することができる。
上記インキ組成物について、インキ組成物を構成するビヒクルとしては、例えば、ポリエチレン系樹脂、塩素化ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル共重合体、ポリスチレン系樹脂、スチレン−ブタジエン共重合体、フッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、ポリブタジエン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アルキッド系樹脂、エポキシ系樹脂、不飽和ポリエステル系樹脂、熱硬化型ポリ(メタ)アクリル系樹脂、メラミン系樹脂、尿素系樹脂、ポリウレタン系樹脂、フェノール系樹脂、キシレン系樹脂、マレイン酸樹脂、ニトロセルロース、エチルセルロース、アセチルブチルセルロース、エチルオキシエチルセルロースなどの繊維素系樹脂、塩化ゴム、環化ゴムなどのゴム系樹脂、石油系樹脂、ロジン、カゼインなどの天然樹脂、アマニ油、大豆油などの油脂類、その他の樹脂の1種ないし2種以上の混合物を使用することができる。
本発明において、上記のようなビヒクルの1種ないし2種以上を主成分とし、これに、染料・顔料などの着色剤の1種ないし2種以上を加え、さらに必要ならば、充填剤、安定剤、可塑剤、酸化防止剤、紫外線吸収剤などの光安定剤、分散剤、増粘剤、乾燥剤、滑剤、帯電防止剤、架橋剤、その他の添加剤を任意に添加し、溶剤、希釈剤などで充分に混練してなる各種の形態からなるインキ組成物を使用することができる。
【0029】
なお、本発明において、上記のような材料を使用して積層材を製造する方法について説明すると、かかる方法としては、通常の包装材料をラミネ−トする方法、例えば、ウエットラミネ−ション法、ドライラミネ−ション法、無溶剤型ドライラミネ−ション法、押出ラミネ−ション法、Tダイ押出成形法、共押出ラミネ−ション法、インフレ−ション法、共押出インフレ−ション法、その他等で行うことができる。
而して、本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、プラズマ処理、オゾン処理、その他等の前処理を任意に施すことができ、また、例えば、イソシアネ−ト系(ウレタン系)、ポリエチレンイミン系、ポリブタジェン系、有機チタン系等のアンカ−コ−ト剤、あるいは、ポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロ−ス系、その他等のラミネ−ト用接着剤等の公知のアンカ−コ−ト剤、ラミネ−ト用接着剤等を任意に使用することができる。
【0030】
本発明において、本発明にかかる積層材を製造する方法について、具体的に述べると、例えば、ラミネート用接着剤によるラミネート用接着剤層を介して積層するドライラミネーション法、あるいは、溶融押出接着性樹脂による溶融押出樹脂層を介して積層する押出ラミネーション法などで行うことができる。
上記において、ラミネート用接着剤としては、例えば、1液、あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他などの溶剤型、水性型、あるいは、エマルジョン型などのラミネート用接着剤を使用することができる。
上記ラミネート用接着剤のコーティング法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。
そのコーティング量としては、好ましくは0.1〜10g/m2(乾燥状態)位、より好ましくは1〜5g/m2(乾燥状態)位である。
なお、上記ラミネート用接着剤には、例えば、シランカップリング剤などの接着促進剤を任意に添加することができる。
【0031】
また、上記において、溶融押出接着性樹脂としては、前述のヒートシール性樹脂層を形成するヒートシール性樹脂を同様に使用することができ、具体的には、例えば、低密度ポリエチレン、特に、線状低密度ポリエチレン、酸変性ポリエチレンまたはポリプロピレン等を使用することが好ましい。
上記の溶融押出接着性樹脂による溶融押出樹脂層の膜厚は、好ましくは5〜100μm位、さらに好ましくは、10〜50μm位である。
なお、本発明において、上記の積層を行う際に、より強固な接着強度を得る必要がある場合には、アンカーコート剤などの接着改良剤などをコートすることもできる。
上記アンカーコート剤としては、例えば、アルキルチタネートなどの有機チタン系アンカーコート剤、イソシアネート系アンカーコート剤、ポリエチレンイミン系アンカーコート剤、ポリブタジエン系アンカーコート剤、その他の水性または油性の各種のアンカーコート剤を使用することができる。
本発明においては、上記アンカーコート剤を、ロールコート、グラビアコート、ナイフコート、ディップコート、スプレイコート、その他のコーティング法でコーティングし、溶剤、希釈剤などを乾燥して、アンカーコート剤層を形成することができる。
上記アンカーコート剤の塗布量としては、0.1〜5g/m2(乾燥状態)位が好ましい。
【0032】
次にまた、本発明において、本発明にかかる液体紙容器としては、例えば、ブリックタイプ、フラットタイプあるいはゲ−ベルトップタイプ等の液体用紙容器等を製造することができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
更に、本発明において、本発明にかかる液体紙容器には、例えば、各種の飲食品、接着剤、粘着剤等の化学品、化粧品、医薬品等の雑貨品、その他等の種々の物品を充填包装することができるものである。
而して、本発明において、本発明にかかる液体紙容器は、特に、例えば、酒、果汁飲料等のジュ−ス、ミネラルウオ−タ−、醤油、ソ−ス、ス−プ等の液体調味料、あるいは、カレ−、シチュ−、ス−プ、その他等の種々の液体飲食物を充填包装する包装用容器として有用なものである。
【0033】
【実施例】
上記の本発明について実施例を挙げて更に具体的に説明する。
実施例1
(1).支持体として、坪料340g/m2 の紙基材を使用し、その紙基材の片面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トし、厚さ20μmの低密度ポリエチレン樹脂層を形成した。
次に、上記の紙基材の他方の面に、コロナ処理を施し、次いで、該コロナ処理面に、無機層状化合物(クニミネ工業株式会社製、商品名、クニピアF、モンモリロナイト系粘土鉱物)2重量部と芳香族ポリアミド(三菱瓦斯化学株式会社製、商品名、MXナイロン6007)98重量部とを十分に溶融混練してなる樹脂組成物を使用し、これを押出機を用いて、溶融押出して押出コ−トし、厚さ30μmのバリア性層を形成した。
次に、上記で形成したバリア性層の面に、アンカ−コ−ト剤(武田薬品工業株式会社製、商品名、A3210/A3075)を使用し、これをグラビアコ−ト法を用いてコ−ティングし、次いで、ドライヤ−で80℃にて乾燥して、コ−ト量1g/m2(乾燥状態)からなるアンカ−コ−ト剤層を形成し、次いで、該アンカ−コ−ト剤層の面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トして、厚さ30μmの低密度ポリエチレン樹脂層を形成して、本発明にかかる積層材を製造した。
(2).次いで、上記で製造した積層材を使用し、ゲ−ベルトップ型の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫を刻設すると共に打ち抜き加工して、糊代部を有するブランク板を製造し、次いで、上記で製造したブランク板の端面に、内容物の浸透、液漏れ等を防止するために、スカイブ・ヘミング処理を施して端面処理を行った後、糊代部にホットエア−処理を行い、該糊代部の低密度ポリエチレン樹脂層を溶融し、その溶融面に、上記のブランク板の他方の端部を重ね合わせてその両者を貼り合わせて胴貼りシ−ル部を形成して筒状のスリ−ブを製造した。
次に、上記で製造した筒状のスリ−ブのボトムの内面をホットエア−により炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部を形成して紙容器を形成し、しかる後、その紙容器の開口部から果汁ジュ−スを充填した後、トップの内面をホットエア−で炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行ってゲ−ベルトップシ−ル部を形成して、内容物を充填包装した本発明にかかる液体紙容器を使用した包装製品を製造した。
上記で製造した包装製品は、炙りピンホ−ル等の発生は認められず、更に、、酸素ガス、水蒸気等に対するバリア性に優れ、かつ、保香性に優れ、その内容物の変質は認められず、また、ラミネ−ト強度等に優れ、市場における流通に耐え、かつ、貯蔵保存等に優れているものであった。
【0034】
実施例2
(1).支持体として、坪料340g/m2 の紙基材を使用し、その紙基材の片面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トし、厚さ20μmの低密度ポリエチレン樹脂層を形成した。
次に、上記の紙基材の他方の面に、コロナ処理を施し、次いで、該コロナ処理面に、無機層状化合物(クニミネ工業株式会社製、商品名、クニピアF、モンモリロナイト系粘土鉱物)2重量部と芳香族ポリアミド(三菱瓦斯化学株式会社製、商品名、MXナイロン6007)50重量部と脂肪族ナイロン(宇部興産株式会社製、商品名、SF1018A)48重量部とを十分に溶融混練してなる樹脂組成物を使用し、これを押出機を用いて、溶融押出して押出コ−トし、厚さ30μmのバリア性層を形成した。
次に、上記で形成したバリア性層の面に、アンカ−コ−ト剤(武田薬品工業株式会社製、商品名、A3210/A3075)を使用し、これをグラビアコ−ト法を用いてコ−ティングし、次いで、ドライヤ−で80℃にて乾燥して、コ−ト量1g/m2(乾燥状態)からなるアンカ−コ−ト剤層を形成し、次いで、該アンカ−コ−ト剤層の面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トして、厚さ30μmの低密度ポリエチレン樹脂層を形成して、本発明にかかる積層材を製造した。
(2).次いで、上記で製造した積層材を使用し、ゲ−ベルトップ型の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫を刻設すると共に打ち抜き加工して、糊代部を有するブランク板を製造し、次いで、上記で製造したブランク板の端面に、内容物の浸透、液漏れ等を防止するために、スカイブ・ヘミング処理を施して端面処理を行った後、糊代部にホットエア−処理を行い、該糊代部の低密度ポリエチレン樹脂層を溶融し、その溶融面に、上記のブランク板の他方の端部を重ね合わせてその両者を貼り合わせて胴貼りシ−ル部を形成して筒状のスリ−ブを製造した。
次に、上記で製造した筒状のスリ−ブのボトムの内面をホットエア−により炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部を形成して紙容器を形成し、しかる後、その紙容器の開口部から果汁ジュ−スを充填した後、トップの内面をホットエア−で炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行ってゲ−ベルトップシ−ル部を形成して、内容物を充填包装した本発明にかかる液体紙容器を使用した包装製品を製造した。
上記で製造した包装製品は、炙りピンホ−ル等の発生は認められず、更に、、酸素ガス、水蒸気等に対するバリア性に優れ、かつ、保香性に優れ、その内容物の変質は認められず、また、ラミネ−ト強度等に優れ、市場における流通に耐え、かつ、貯蔵保存等に優れているものであった。
【0035】
比較例1
(1).支持体として、坪料340g/m2 の紙基材を使用し、その紙基材の片面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トし、厚さ20μmの低密度ポリエチレン樹脂層を形成した。
次に、上記の紙基材の他方の面に、コロナ処理を施し、次いで、該コロナ処理面に、芳香族ポリアミド(三菱瓦斯化学株式会社製、商品名、MXナイロン6007)100重量部からなる樹脂組成物を使用し、これを押出機を用いて、溶融押出して押出コ−トし、厚さ30μmのバリア性層を形成した。
次に、上記で形成したバリア性層の面に、アンカ−コ−ト剤(武田薬品工業株式会社製、商品名、A3210/A3075)を使用し、これをグラビアコ−ト法を用いてコ−ティングし、次いで、ドライヤ−で80℃にて乾燥して、コ−ト量1g/m2(乾燥状態)からなるアンカ−コ−ト剤層を形成し、次いで、該アンカ−コ−ト剤層の面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トして、厚さ30μmの低密度ポリエチレン樹脂層を形成して、本発明にかかる積層材を製造した。
(2).次いで、上記で製造した積層材を使用し、ゲ−ベルトップ型の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫を刻設すると共に打ち抜き加工して、糊代部を有するブランク板を製造し、次いで、上記で製造したブランク板の端面に、内容物の浸透、液漏れ等を防止するために、スカイブ・ヘミング処理を施して端面処理を行った後、糊代部にホットエア−処理を行い、該糊代部の低密度ポリエチレン樹脂層を溶融し、その溶融面に、上記のブランク板の他方の端部を重ね合わせてその両者を貼り合わせて胴貼りシ−ル部を形成して筒状のスリ−ブを製造した。
次に、上記で製造した筒状のスリ−ブのボトムの内面をホットエア−により炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部を形成して紙容器を形成し、しかる後、その紙容器の開口部から果汁ジュ−スを充填した後、トップの内面をホットエア−で炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行ってゲ−ベルトップシ−ル部を形成して、内容物を充填包装した液体紙容器を使用した包装製品を製造した。
【0036】
比較例2
(1).支持体として、坪料340g/m2 の紙基材を使用し、その紙基材の片面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トし、厚さ20μmの低密度ポリエチレン樹脂層を形成した。
次に、上記の紙基材の他方の面に、コロナ処理を施し、次いで、該コロナ処理面に、芳香族ポリアミド(三菱瓦斯化学株式会社製、商品名、MXナイロン6007)50重量部と脂肪族ナイロン(宇部興産株式会社製、商品名、SF1018A)50重量部とを十分に混練してなる樹脂組成物を使用し、これを押出機を用いて、溶融押出して押出コ−トし、厚さ30μmのバリア性層を形成した。
次に、上記で形成したバリア性層の面に、アンカ−コ−ト剤(武田薬品工業株式会社製、商品名、A3210/A3075)を使用し、これをグラビアコ−ト法を用いてコ−ティングし、次いで、ドライヤ−で80℃にて乾燥して、コ−ト量1g/m2(乾燥状態)からなるアンカ−コ−ト剤層を形成し、次いで、該アンカ−コ−ト剤層の面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トして、厚さ30μmの低密度ポリエチレン樹脂層を形成して、本発明にかかる積層材を製造した。
(2).次いで、上記で製造した積層材を使用し、ゲ−ベルトップ型の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫を刻設すると共に打ち抜き加工して、糊代部を有するブランク板を製造し、次いで、上記で製造したブランク板の端面に、内容物の浸透、液漏れ等を防止するために、スカイブ・ヘミング処理を施して端面処理を行った後、糊代部にホットエア−処理を行い、該糊代部の低密度ポリエチレン樹脂層を溶融し、その溶融面に、上記のブランク板の他方の端部を重ね合わせてその両者を貼り合わせて胴貼りシ−ル部を形成して筒状のスリ−ブを製造した。
次に、上記で製造した筒状のスリ−ブのボトムの内面をホットエア−により炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部を形成して紙容器を形成し、しかる後、その紙容器の開口部から果汁ジュ−スを充填した後、トップの内面をホットエア−で炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行ってゲ−ベルトップシ−ル部を形成して、内容物を充填包装した本発明にかかる液体紙容器を使用した包装製品を製造した。
上記で製造した包装製品は、炙りピンホ−ル等の発生は認められず、更に、、酸素ガス、水蒸気等に対するバリア性に優れ、かつ、保香性に優れ、その内容物の変質は認められず、また、ラミネ−ト強度等に優れ、市場における流通に耐え、かつ、貯蔵保存等に優れているものであった。
【0037】
比較例3
(1).支持体として、坪料340g/m2 の紙基材を使用し、その紙基材の片面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トし、厚さ20μmの低密度ポリエチレン樹脂層を形成した。
次に、上記の紙基材の他方の面に、コロナ処理を施し、次いで、該コロナ処理面に、脂肪族ナイロン(宇部興産株式会社製、商品名、SF1018A)100重量部からなる樹脂組成物を使用し、これを押出機を用いて、溶融押出して押出コ−トし、厚さ30μmのバリア性層を形成した。
次に、上記で形成したバリア性層の面に、アンカ−コ−ト剤(武田薬品工業株式会社製、商品名、A3210/A3075)を使用し、これをグラビアコ−ト法を用いてコ−ティングし、次いで、ドライヤ−で80℃にて乾燥して、コ−ト量1g/m2(乾燥状態)からなるアンカ−コ−ト剤層を形成し、次いで、該アンカ−コ−ト剤層の面に、低密度ポリエチレン樹脂〔密度、0.923g/cc、メルトインデックス(MI)=3.7、融点=111℃〕を押出機を使用し、溶融押出して押出コ−トして、厚さ30μmの低密度ポリエチレン樹脂層を形成して、本発明にかかる積層材を製造した。
(2).次いで、上記で製造した積層材を使用し、ゲ−ベルトップ型の液体紙容器の形状に合わせて、縦あるいは横または斜め等に折り罫を刻設すると共に打ち抜き加工して、糊代部を有するブランク板を製造し、次いで、上記で製造したブランク板の端面に、内容物の浸透、液漏れ等を防止するために、スカイブ・ヘミング処理を施して端面処理を行った後、糊代部にホットエア−処理を行い、該糊代部の低密度ポリエチレン樹脂層を溶融し、その溶融面に、上記のブランク板の他方の端部を重ね合わせてその両者を貼り合わせて胴貼りシ−ル部を形成して筒状のスリ−ブを製造した。
次に、上記で製造した筒状のスリ−ブのボトムの内面をホットエア−により炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行って底シ−ル部を形成して紙容器を形成し、しかる後、その紙容器の開口部から果汁ジュ−スを充填した後、トップの内面をホットエア−で炙り、その内面の低密度ポリエチレン樹脂層を溶融させて、プレスシ−ルを行ってゲ−ベルトップシ−ル部を形成して、内容物を充填包装した本発明にかかる液体紙容器を使用した包装製品を製造した。
上記で製造した包装製品は、炙りピンホ−ル等の発生は認められず、更に、、酸素ガス、水蒸気等に対するバリア性に優れ、かつ、保香性に優れ、その内容物の変質は認められず、また、ラミネ−ト強度等に優れ、市場における流通に耐え、かつ、貯蔵保存等に優れているものであった。
【0038】
実験例
上記の実施例1〜2、および、比較例1〜3で製造した積層材、紙容器について、酸素透過度について測定した。
(1).酸素透過度の測定
これは、(イ).積層材、および、(ロ).紙容器について、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OXTRAN)〕にて測定した。
上記のテスト結果について下記の表1に示す。
【0039】
【0040】
上記の表1に示すテスト結果から明らかなように、実施例1〜2にかかるものは、酸素透過度等に優れていた。
これに対し、比較例1〜3のものは、酸素透過度が、劣るものであった。
【発明の効果】
以上の説明で明らかなように、本発明は、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜が、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、防湿性等に優れていることに着目し、まず、少なくとも、最外層、紙基材、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層、および、最内層を順次に積層して積層材を製造し、而して、該積層材を使用し、まず、該積層材に折り罫等を施すと共に所望の形状にブランク板を打ち抜き加工し、次に、内容物の浸透、液漏れ等を防止するために、その端面に、例えば、スカイブ・ヘミング処理等を施して端面処理を行い、しかる後、シ−ル部にフレ−ム処理、あるいは、ホットエア−処理等を行いフレ−ムシ−ル、あるいは、ホットエア−シ−ル等により胴貼りを行って筒状のスリ−ブを製造し、次いで、上記で製造した筒状のスリ−ブを、内容物充填機に供給し、次に、内容物の充填に先立って、まず、筒状のスリ−ブのボトムの内面をホットエア−により炙り、プレスシ−ルを行って底部を製造し、次いで、内容物を充填した後、トップの内面をホットエア−で炙り、プレスシ−ルを行ってトップ部を形成して内容物を充填包装した密閉液体紙容器を製造して、酸素ガス、水蒸気等の透過を阻止するバリア性に優れ、更に、防湿性等に優れていると共に炙りピンホ−ル等の発生を皆無とし、更に、そのピンホ−ルの発生に伴いシ−ル不良、液漏れ等を回避し、内容物の変質等を防止すると共に保存性、貯蔵性等に優れた液体紙容器を製造し得ることができるというものである。
【図面の簡単な説明】
【図1】本発明にかかる液体紙容器を構成する積層材についてその一例の層構成を示す概略的断面図である。
【図2】上記の図1に示す積層材を使用し、本発明にかかる液体紙容器の製函についてその製函工程の構成を示す各製函工程における液体紙容器の構成を示す概略的斜視図である。
【図3】上記の図1に示す積層材を使用し、本発明にかかる液体紙容器の製函についてその製函工程の構成を示す各製函工程における液体紙容器の構成を示す概略的斜視図である。
【図4】上記の図1に示す積層材を使用し、本発明にかかる液体紙容器の製函についてその製函工程の構成を示す各製函工程における液体紙容器の構成を示す概略的斜視図である。
【図5】上記の図1に示す積層材を使用し、本発明にかかる液体紙容器の製函についてその製函工程の構成を示す各製函工程における液体紙容器の構成を示す概略的斜視図である。
【符号の説明】
A 積層材
B ブランク板
C 筒状のスリ−ブ
D 包装用容器
E 密閉液体紙容器
1 最外層
2 紙基材
3 樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜
4 バリア性層
5 最内層
11 折り罫
12 糊代部
13 端部
14 胴貼りシ−ル部
15 底シ−ル部
16 上方に開口部
17 内容物
18 屋根型トップシ−ル部
Claims (8)
- 少なくとも、最外層、紙基材、樹脂と無機層状化合物とを含む樹脂組成物によるコ−ティング膜からなるバリア性層、および、最内層を順次に積層して積層材を構成し、更に、該積層材を使用し、これを製函してなることを特徴とする液体紙容器。
- 最外層が、ヒ−トシ−ル性を有するポリオレフィン系樹脂層からなることを特徴とする上記の請求項1に記載する液体紙容器。
- 紙基材が、坪量80〜600g/m2 の紙基材からなることを特徴とする上記の請求項1〜2のいずれか1項に記載する液体紙容器。
- 樹脂が、芳香族ポリアミドからなることを特徴とする上記の請求項1〜3のいずれか1項に記載する液体紙容器。
- 樹脂が、芳香族ポリアミドと脂肪族ポリアミドとの混合物からなることを特徴とする上記の請求項1〜4のいずれか1項に記載する液体紙容器。
- 樹脂が、ナイロンMXD6からなることを特徴とする上記の請求項1〜5のいずれか1項に記載する液体紙容器。
- 無機層状化合物が、粘土系鉱物の1種ないし2種以上からなることを特徴とする上記の請求項1〜6のいずれか1項に記載する液体紙容器。
- 最内層が、ヒ−トシ−ル性を有するポリオレフィン系樹脂層からなることを特徴とする上記の請求項1〜7のいずれか1項に記載する液体紙容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002173058A JP2004017993A (ja) | 2002-06-13 | 2002-06-13 | 紙容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002173058A JP2004017993A (ja) | 2002-06-13 | 2002-06-13 | 紙容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004017993A true JP2004017993A (ja) | 2004-01-22 |
Family
ID=31172455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002173058A Pending JP2004017993A (ja) | 2002-06-13 | 2002-06-13 | 紙容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004017993A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008087785A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料 |
| JP2008087784A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料 |
| JP2008087783A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料及びその製造方法 |
| JP2008221708A (ja) * | 2007-03-14 | 2008-09-25 | Dainippon Printing Co Ltd | 積層体、その製造方法及び積層体を用いた紙製容器 |
| JP2009220841A (ja) * | 2008-03-14 | 2009-10-01 | Dainippon Printing Co Ltd | 液体用紙容器用包装材料およびその包装材料から製造される液体用紙容器 |
| JP2009220840A (ja) * | 2008-03-14 | 2009-10-01 | Dainippon Printing Co Ltd | 液体用紙容器用包装材料およびその包装材料から製造される液体用紙容器 |
| WO2013069788A1 (ja) * | 2011-11-10 | 2013-05-16 | 日本製紙株式会社 | 紙製バリア包装材料 |
| WO2014104415A1 (ja) * | 2012-12-28 | 2014-07-03 | 株式会社明治 | 容器入りの乳含有飲料の製造方法並びに製造システム |
| JP2016064871A (ja) * | 2014-09-19 | 2016-04-28 | 日本製紙株式会社 | 液体紙容器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0716993A (ja) * | 1993-06-21 | 1995-01-20 | Enso Gutzeit Oy | 多層製品 |
| WO2000076862A1 (en) * | 1999-06-14 | 2000-12-21 | International Paper Company | Multi-layer resin/paper laminate structure containing at least a polymer/nanoclay composite layer and packaging materials made thereof |
| JP2001278330A (ja) * | 2000-03-31 | 2001-10-10 | Nihon Tetra Pak Kk | 積層包装材料および積層包装材料の製造法 |
| JP2004507406A (ja) * | 2000-08-28 | 2004-03-11 | テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム | 包装積層材およびそれにより製造された包装容器 |
-
2002
- 2002-06-13 JP JP2002173058A patent/JP2004017993A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0716993A (ja) * | 1993-06-21 | 1995-01-20 | Enso Gutzeit Oy | 多層製品 |
| WO2000076862A1 (en) * | 1999-06-14 | 2000-12-21 | International Paper Company | Multi-layer resin/paper laminate structure containing at least a polymer/nanoclay composite layer and packaging materials made thereof |
| JP2001278330A (ja) * | 2000-03-31 | 2001-10-10 | Nihon Tetra Pak Kk | 積層包装材料および積層包装材料の製造法 |
| JP2004507406A (ja) * | 2000-08-28 | 2004-03-11 | テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム | 包装積層材およびそれにより製造された包装容器 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008087785A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料 |
| JP2008087784A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料 |
| JP2008087783A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 包装材料及びその製造方法 |
| JP2008221708A (ja) * | 2007-03-14 | 2008-09-25 | Dainippon Printing Co Ltd | 積層体、その製造方法及び積層体を用いた紙製容器 |
| JP2009220841A (ja) * | 2008-03-14 | 2009-10-01 | Dainippon Printing Co Ltd | 液体用紙容器用包装材料およびその包装材料から製造される液体用紙容器 |
| JP2009220840A (ja) * | 2008-03-14 | 2009-10-01 | Dainippon Printing Co Ltd | 液体用紙容器用包装材料およびその包装材料から製造される液体用紙容器 |
| WO2013069788A1 (ja) * | 2011-11-10 | 2013-05-16 | 日本製紙株式会社 | 紙製バリア包装材料 |
| JP5331265B1 (ja) * | 2011-11-10 | 2013-10-30 | 日本製紙株式会社 | 紙製バリア包装材料 |
| WO2014104415A1 (ja) * | 2012-12-28 | 2014-07-03 | 株式会社明治 | 容器入りの乳含有飲料の製造方法並びに製造システム |
| JPWO2014104415A1 (ja) * | 2012-12-28 | 2017-01-19 | 株式会社明治 | 容器入りの乳含有飲料の製造方法並びに製造システム |
| JP2016064871A (ja) * | 2014-09-19 | 2016-04-28 | 日本製紙株式会社 | 液体紙容器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4538313B2 (ja) | 飲料を包装するための障壁層構造体 | |
| US20050089656A1 (en) | Laminate for container and paper container for liquid content manufactured therefrom | |
| JP2005199514A (ja) | 多層積層樹脂フィルムおよびそれを使用した積層材 | |
| JP2004017993A (ja) | 紙容器 | |
| JP4489412B2 (ja) | 紙カップの製造法 | |
| JP2007210639A (ja) | 紙カップ | |
| JP2004042935A (ja) | 液体紙容器 | |
| JP4839644B2 (ja) | 蓋材 | |
| JP4857809B2 (ja) | 包装体 | |
| JP4923590B2 (ja) | イ−ジ−ピ−ルシ−ラント | |
| JP4713187B2 (ja) | 紙カップ | |
| JP5023924B2 (ja) | 電子レンジ調理用袋 | |
| WO2005012594A1 (ja) | ガスバリヤ性コーティング剤組成物、その製造方法及びそれを用いて得られるガスバリヤ性包装容器 | |
| JP4184507B2 (ja) | 積層材およびそれを使用した包装用袋 | |
| JP4219999B2 (ja) | 包装菓子類 | |
| JP4793562B2 (ja) | 液体紙容器 | |
| JP4249278B2 (ja) | 紙容器 | |
| CN1628965A (zh) | 容器用层压材料及使用该层压材料的纸容器 | |
| JP2001192018A (ja) | 液体紙容器 | |
| JP2006001055A (ja) | 多層積層フィルム、それを使用した積層材および包装用袋 | |
| JP4811546B2 (ja) | 液体紙容器 | |
| JP2007320060A (ja) | イ−ジ−ピ−ルシ−ラント | |
| JP4946411B2 (ja) | 液体紙容器 | |
| JP2006027621A (ja) | 蓋材 | |
| JP4811545B2 (ja) | 液体紙容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070803 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071031 |