EP4033210A1 - Sensorpaket und verfahren zur befestigung eines sensorpakets - Google Patents
Sensorpaket und verfahren zur befestigung eines sensorpakets Download PDFInfo
- Publication number
- EP4033210A1 EP4033210A1 EP20864456.7A EP20864456A EP4033210A1 EP 4033210 A1 EP4033210 A1 EP 4033210A1 EP 20864456 A EP20864456 A EP 20864456A EP 4033210 A1 EP4033210 A1 EP 4033210A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- adhesive layer
- pressure
- sensitive adhesive
- sensor package
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 31
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims abstract description 217
- 239000010410 layer Substances 0.000 claims abstract description 205
- 239000012790 adhesive layer Substances 0.000 claims abstract description 130
- 229920005989 resin Polymers 0.000 claims abstract description 130
- 239000011347 resin Substances 0.000 claims abstract description 130
- 239000000758 substrate Substances 0.000 claims abstract description 125
- 239000003795 chemical substances by application Substances 0.000 claims description 94
- 238000003892 spreading Methods 0.000 claims description 6
- 230000007480 spreading Effects 0.000 claims description 6
- 239000003822 epoxy resin Substances 0.000 description 72
- 229920000647 polyepoxide Polymers 0.000 description 72
- 239000000853 adhesive Substances 0.000 description 56
- 230000001070 adhesive effect Effects 0.000 description 56
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 50
- 239000000463 material Substances 0.000 description 49
- -1 polyethylene terephthalate Polymers 0.000 description 41
- 239000013307 optical fiber Substances 0.000 description 33
- 239000000178 monomer Substances 0.000 description 30
- 238000002156 mixing Methods 0.000 description 23
- 239000000203 mixture Substances 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 17
- 239000003505 polymerization initiator Substances 0.000 description 16
- 239000007787 solid Substances 0.000 description 16
- 239000002904 solvent Substances 0.000 description 16
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 15
- 239000003431 cross linking reagent Substances 0.000 description 15
- 229920000058 polyacrylate Polymers 0.000 description 15
- 230000035945 sensitivity Effects 0.000 description 14
- 238000010438 heat treatment Methods 0.000 description 12
- 229920000139 polyethylene terephthalate Polymers 0.000 description 12
- 239000005020 polyethylene terephthalate Substances 0.000 description 12
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 9
- 239000011737 fluorine Substances 0.000 description 9
- 229910052731 fluorine Inorganic materials 0.000 description 9
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 239000010454 slate Substances 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- 125000000217 alkyl group Chemical group 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000002966 varnish Substances 0.000 description 6
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 239000012948 isocyanate Substances 0.000 description 5
- 150000002513 isocyanates Chemical class 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 238000006116 polymerization reaction Methods 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- SVNWKKJQEFIURY-UHFFFAOYSA-N 2-methyl-1-(2-methylpropyl)imidazole Chemical compound CC(C)CN1C=CN=C1C SVNWKKJQEFIURY-UHFFFAOYSA-N 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 4
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000004005 microsphere Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 239000011342 resin composition Substances 0.000 description 4
- FBHPRUXJQNWTEW-UHFFFAOYSA-N 1-benzyl-2-methylimidazole Chemical compound CC1=NC=CN1CC1=CC=CC=C1 FBHPRUXJQNWTEW-UHFFFAOYSA-N 0.000 description 3
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 3
- XMTQQYYKAHVGBJ-UHFFFAOYSA-N 3-(3,4-DICHLOROPHENYL)-1,1-DIMETHYLUREA Chemical compound CN(C)C(=O)NC1=CC=C(Cl)C(Cl)=C1 XMTQQYYKAHVGBJ-UHFFFAOYSA-N 0.000 description 3
- ULKLGIFJWFIQFF-UHFFFAOYSA-N 5K8XI641G3 Chemical compound CCC1=NC=C(C)N1 ULKLGIFJWFIQFF-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 229920005601 base polymer Polymers 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 229920006113 non-polar polymer Polymers 0.000 description 3
- 229920003986 novolac Polymers 0.000 description 3
- 150000002978 peroxides Chemical class 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 239000006188 syrup Substances 0.000 description 3
- 235000020357 syrup Nutrition 0.000 description 3
- LLPKQRMDOFYSGZ-UHFFFAOYSA-N 2,5-dimethyl-1h-imidazole Chemical compound CC1=CN=C(C)N1 LLPKQRMDOFYSGZ-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 229930185605 Bisphenol Natural products 0.000 description 2
- 239000004812 Fluorinated ethylene propylene Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000003849 aromatic solvent Substances 0.000 description 2
- 235000010290 biphenyl Nutrition 0.000 description 2
- 239000004305 biphenyl Substances 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 239000004210 ether based solvent Substances 0.000 description 2
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- NIHNNTQXNPWCJQ-UHFFFAOYSA-N fluorene Chemical compound C1=CC=C2CC3=CC=CC=C3C2=C1 NIHNNTQXNPWCJQ-UHFFFAOYSA-N 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- WJRBRSLFGCUECM-UHFFFAOYSA-N hydantoin Chemical compound O=C1CNC(=O)N1 WJRBRSLFGCUECM-UHFFFAOYSA-N 0.000 description 2
- 229940091173 hydantoin Drugs 0.000 description 2
- 239000005453 ketone based solvent Substances 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 229920009441 perflouroethylene propylene Polymers 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 230000035484 reaction time Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical compound C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 2
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 2
- 239000003981 vehicle Substances 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- RUEBPOOTFCZRBC-UHFFFAOYSA-N (5-methyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC1=C(C)NC(C=2C=CC=CC=2)=N1 RUEBPOOTFCZRBC-UHFFFAOYSA-N 0.000 description 1
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- SEULWJSKCVACTH-UHFFFAOYSA-N 1-phenylimidazole Chemical compound C1=NC=CN1C1=CC=CC=C1 SEULWJSKCVACTH-UHFFFAOYSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- AVTLBBWTUPQRAY-UHFFFAOYSA-N 2-(2-cyanobutan-2-yldiazenyl)-2-methylbutanenitrile Chemical compound CCC(C)(C#N)N=NC(C)(CC)C#N AVTLBBWTUPQRAY-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- WYGWHHGCAGTUCH-UHFFFAOYSA-N 2-[(2-cyano-4-methylpentan-2-yl)diazenyl]-2,4-dimethylpentanenitrile Chemical compound CC(C)CC(C)(C#N)N=NC(C)(C#N)CC(C)C WYGWHHGCAGTUCH-UHFFFAOYSA-N 0.000 description 1
- PQAMFDRRWURCFQ-UHFFFAOYSA-N 2-ethyl-1h-imidazole Chemical compound CCC1=NC=CN1 PQAMFDRRWURCFQ-UHFFFAOYSA-N 0.000 description 1
- YTWBFUCJVWKCCK-UHFFFAOYSA-N 2-heptadecyl-1h-imidazole Chemical compound CCCCCCCCCCCCCCCCCC1=NC=CN1 YTWBFUCJVWKCCK-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- FUOZJYASZOSONT-UHFFFAOYSA-N 2-propan-2-yl-1h-imidazole Chemical compound CC(C)C1=NC=CN1 FUOZJYASZOSONT-UHFFFAOYSA-N 0.000 description 1
- LLEASVZEQBICSN-UHFFFAOYSA-N 2-undecyl-1h-imidazole Chemical compound CCCCCCCCCCCC1=NC=CN1 LLEASVZEQBICSN-UHFFFAOYSA-N 0.000 description 1
- NEVYNAFJLYYHPR-UHFFFAOYSA-N 3-[3-(dimethylcarbamoylamino)-2-methylphenyl]-1,1-dimethylurea Chemical compound CN(C)C(=O)NC1=CC=CC(NC(=O)N(C)C)=C1C NEVYNAFJLYYHPR-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- TYOXIFXYEIILLY-UHFFFAOYSA-N 5-methyl-2-phenyl-1h-imidazole Chemical compound N1C(C)=CN=C1C1=CC=CC=C1 TYOXIFXYEIILLY-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- UUQQGGWZVKUCBD-UHFFFAOYSA-N [4-(hydroxymethyl)-2-phenyl-1h-imidazol-5-yl]methanol Chemical compound N1C(CO)=C(CO)N=C1C1=CC=CC=C1 UUQQGGWZVKUCBD-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- HFBMWMNUJJDEQZ-UHFFFAOYSA-N acryloyl chloride Chemical compound ClC(=O)C=C HFBMWMNUJJDEQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000005250 alkyl acrylate group Chemical group 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- ZFVMWEVVKGLCIJ-UHFFFAOYSA-N bisphenol AF Chemical compound C1=CC(O)=CC=C1C(C(F)(F)F)(C(F)(F)F)C1=CC=C(O)C=C1 ZFVMWEVVKGLCIJ-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000012662 bulk polymerization Methods 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000012933 diacyl peroxide Substances 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- 239000003759 ester based solvent Substances 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 125000005670 ethenylalkyl group Chemical group 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- XXOYNJXVWVNOOJ-UHFFFAOYSA-N fenuron Chemical compound CN(C)C(=O)NC1=CC=CC=C1 XXOYNJXVWVNOOJ-UHFFFAOYSA-N 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- ZQMHJBXHRFJKOT-UHFFFAOYSA-N methyl 2-[(1-methoxy-2-methyl-1-oxopropan-2-yl)diazenyl]-2-methylpropanoate Chemical compound COC(=O)C(C)(C)N=NC(C)(C)C(=O)OC ZQMHJBXHRFJKOT-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- XLSZMDLNRCVEIJ-UHFFFAOYSA-N methylimidazole Natural products CC1=CNC=N1 XLSZMDLNRCVEIJ-UHFFFAOYSA-N 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- MMCOUVMKNAHQOY-UHFFFAOYSA-L oxido carbonate Chemical compound [O-]OC([O-])=O MMCOUVMKNAHQOY-UHFFFAOYSA-L 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000001259 photo etching Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 150000003097 polyterpenes Chemical class 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920001289 polyvinyl ether Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- AOHJOMMDDJHIJH-UHFFFAOYSA-N propylenediamine Chemical compound CC(N)CN AOHJOMMDDJHIJH-UHFFFAOYSA-N 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 230000007261 regionalization Effects 0.000 description 1
- 230000003678 scratch resistant effect Effects 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000012719 thermal polymerization Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 150000003573 thiols Chemical class 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002948 undecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/26—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light
- G01D5/32—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light
- G01D5/34—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells
- G01D5/353—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D11/00—Component parts of measuring arrangements not specially adapted for a specific variable
- G01D11/30—Supports specially adapted for an instrument; Supports specially adapted for a set of instruments
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/26—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light
- G01D5/32—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light
- G01D5/34—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells
- G01D5/353—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre
- G01D5/35306—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre using an interferometer arrangement
- G01D5/35309—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre using an interferometer arrangement using multiple waves interferometer
- G01D5/35316—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre using an interferometer arrangement using multiple waves interferometer using a Bragg gratings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D11/00—Component parts of measuring arrangements not specially adapted for a specific variable
- G01D11/24—Housings ; Casings for instruments
- G01D11/245—Housings for sensors
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D21/00—Measuring or testing not otherwise provided for
- G01D21/02—Measuring two or more variables by means not covered by a single other subclass
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/26—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light
- G01D5/32—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light
- G01D5/34—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells
- G01D5/353—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells influencing the transmission properties of an optical fibre
- G01D5/3537—Optical fibre sensor using a particular arrangement of the optical fibre itself
Definitions
- the present invention relates to a sensor package and a method for attaching the sensor package.
- a sensor installed on an object to measure a physical change such as vibration and distortion of the object and various kinds of information is used.
- Patent Literature 1 discloses a sensor module in which a sensor device is enclosed in a package member and an adhesive sheet is attached to the package member, as one of purposes of reducing variation in output characteristics of a sensor that monitors a state of a structure.
- Patent Literature 2 discloses a strain gauge including a slightly adhesive sheet having a slightly adhesive attachable-and-detachable surface on one surface of a base sheet, and a strain gauge element provided on the attachable-and-detachable surface of the slightly adhesive sheet by pattern formation of a strain gauge element material by a photoetching process.
- Patent Literature 3 discloses a curable adhesive sheet that can easily adhere a deformation conversion device and an adherend and can cause the deformation conversion device to accurately detect deformation of the adherend.
- the present inventors conceive that a resin portion holding the FBG sensor and a pressure-sensitive adhesive layer are provided on a substrate, and when the sensor package is attached to an object, the sensor package is temporarily fixed by the adhesive layer.
- the resin portion holding the FBG sensor In order to prevent sensitivity of the FBG sensor from being greatly reduced, it is found that it is important to strongly adhere the resin portion holding the FBG sensor to the object with an adhesive layer.
- the present invention has following configurations.
- the sensor package according to one aspect of the present invention can be easily attached and positioned without greatly reducing sensitivity of the FBG sensor, and is excellent in workability.
- the sensor package is applicable to outdoor use and has high durability.
- the sensor package according to an embodiment of the present invention is a sensor package to be attached to an object, and includes: a first substrate; an FBG sensor; a resin portion and a first pressure-sensitive adhesive layer positioned on the first substrate; and an adhesive layer positioned on a surface of the resin portion on a side opposite to the first substrate, in which the FBG sensor is held by the resin portion.
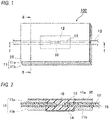
- FIG. 1 is a schematic view of a sensor package 100 according to the first embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view taken along a line I-I in FIG. 1 .
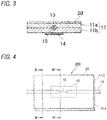
- FIG. 3 is a schematic cross-sectional view taken along a line II-II in FIG. 1 .
- the sensor package 100 shown in FIGS. 1 to 3 includes: a first substrate 20; a Fiber Bragg Grating (FBG) sensor 10 attached to an object; a resin portion 12 and a first pressure-sensitive adhesive layer 11 positioned on the first substrate 20; and an adhesive layer 14 positioned on a surface of the resin portion 12 on a side opposite to the first substrate 20, in which the FBG sensor 10 is held by the resin portion 12.
- FBG Fiber Bragg Grating
- a surface on a side on which the adhesive layer 14 is provided is a surface on a side to be attached to the object.
- the FBG sensor 10 is formed by engraving a periodic diffraction grating on a core of an optical fiber 15, and a detection signal of the FBG sensor 10 is output to an outside of the sensor package 100.
- the optical fiber 15 may be covered with a covering material 13.
- a material of the covering material 13 is not particularly limited, and examples thereof include a gold coated metal material, and a resin material such as polyimide, silicone, nylon, acrylic, and vinyl chloride.
- the covering material 13 may be a resin coating material for coating the optical fiber 15 with a resin, or may be a sheath material or the like.
- the covering material 13 may be a single layer or a plurality of layers.
- the first pressure-sensitive adhesive layer 11 is provided on the first substrate.
- the sensor package when the sensor package is installed on the object, the sensor package can be temporarily fixed by the first pressure-sensitive adhesive layer 11 and strongly adhered by curing of the adhesive layer, and is excellent in workability.
- a gap between the sensor package 100 and the object is filled by the first pressure-sensitive adhesive layer 11 and durability is excellent, outside air and moisture can be prevented from entering the FBG sensor 10.
- the first pressure-sensitive adhesive layer covers at least a part of the entire periphery of the resin portion holding the FBG sensor excluding a surface on the side to be attached to the object. This is because, in a case where the FBG sensor detects information from the object, when a pressure-sensitive adhesive layer is present between the FBG sensor and the object, obtained deformation is mitigated by the pressure-sensitive adhesive layer, so that sensitivity of detection is greatly reduced.
- the first pressure-sensitive adhesive layer 11 may be formed of a plurality of pressure-sensitive adhesive layers. For example, as shown in FIGS. 1 to 3 , a first pressure-sensitive adhesive layer 11a and a first pressure-sensitive adhesive layer 11b may be stacked, and as shown in FIGS. 4 to 6 , a first pressure-sensitive adhesive layer 11c and a first pressure-sensitive adhesive layer 11 d may be combined. Thicknesses of the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b may be the same or different, and when the thicknesses are different, either thickness may be larger.
- the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b can be provided with notches at positions corresponding to the covering material 13 depending on a thickness of the covering material 13.
- the sensor package can be attached to the object with almost no gap between the first pressure-sensitive adhesive layer 11 and the object, the outside air and moisture can be prevented from entering the FBG sensor 10, and the sensor package has excellent durability.
- a maximum diameter of the covering material 13 (an outer diameter of the covering material 13 including the optical fiber 15) is smaller than a thickness of the first pressure-sensitive adhesive layer 11, it is not always necessary to provide the notch in the first pressure-sensitive adhesive layer 11, and the covering material 13 is embedded in the first pressure-sensitive adhesive layer 11, which can prevent the outside air and moisture from entering and has excellent durability.
- the thickness of the first pressure-sensitive adhesive layer 11 is preferably equal to or larger than the maximum diameter (outer diameter) of the covering material 13.
- An outer diameter of the optical fiber is preferably 0.125 mm.
- the thickness of the covering material 13 that covers the optical fiber 15 is not particularly limited, and is usually 10 ⁇ m to 1 mm.
- the optical fiber having the outer diameter of 0.125 mm may be covered with a resin covering material, so that an outer diameter of the covering material including the optical fiber may be preferably 0.15 mm to 1 mm.
- the first pressure-sensitive adhesive layer 11 may have an opening portion that penetrates in a thickness direction (hereinafter, may be simply referred to as an opening portion).
- the FBG sensor When the FBG sensor is disposed in the opening portion and a gap between the FBG sensor and the opening portion is filled with the resin portion, the FBG sensor and the first pressure-sensitive adhesive layer are not in contact with each other, and accurate information of the object is more easily obtained. Further, by disposing the FBG sensor in the opening portion, a position of the FBG sensor can be visually confirmed, and positioning at the time of performing attachment work is facilitated.
- a shape of the opening portion is not particularly limited, and may be circular, elliptical, polygonal, square, or rectangular.
- the resin portion 12 is positioned on the first substrate and holds the FBG sensor 10.
- the FBG sensor 10 is preferably protected by the resin portion 12 so as not to be exposed to the outside air, may be embedded in the resin portion 12, and a portion of the FBG sensor 10 may be exposed from the resin portion 12, but it is preferable that an entire periphery of the FBG sensor 10 excluding wiring of the FBG sensor 10 is embedded in the resin portion 12.
- the FBG sensor 10 detects the information of the object via the resin portion 12.
- At least the part of the entire periphery of the resin portion 12 excluding the surface on the side to be attached to the object may be covered with the first pressure-sensitive adhesive layer 11.
- the resin portion 12 is provided to fill the gap between the FBG sensor 10 disposed in the opening portion and the opening portion, and can hold the FBG sensor 10.
- the resin portion 12 is formed such that the surface of the resin portion 12 on the side opposite to the first substrate and a surface (attachment surface) of the first pressure-sensitive adhesive layer 11 on a side opposite to the first substrate are flush with each other.
- the resin portion 12 and the first pressure-sensitive adhesive layer 11 are positioned on the first substrate 20, and the sensor package 100 includes the adhesive layer 14 positioned on the surface of the resin portion 12 on the side opposite to the first substrate 20.
- the adhesive layer 14 can be installed such that when the sensor package 100 is attached to the object, the resin portion 12 is attached to the object via the adhesive layer 14. Accordingly, the FBG sensor 10 held by the resin portion 12 is attached to the object via the resin portion 12 and the adhesive layer 14. That is, the FBG sensor 10 detects the information of the object through the resin portion 12 and the adhesive layer 14 without passing through the first pressure-sensitive adhesive layer 11, which can prevent the sensitivity from being greatly reduced.
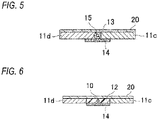
- FIG. 4 is a schematic view of a sensor package 200 according to the second embodiment of the present invention.
- FIG. 5 is a schematic cross-sectional view taken along a line III-III in FIG. 4 .
- FIG. 6 is a schematic cross-sectional view taken along a line IV-IV in FIG. 4 .
- the sensor package 200 shown in FIG. 4 is a modification of the sensor package 100 shown in FIG. 1 , and shows an embodiment in which the thickness of the first pressure-sensitive adhesive layer 11 in FIG. 1 is about the same as the maximum diameter (thickness) of the covering material 13.
- the thickness of the first pressure-sensitive adhesive layer 11 may be larger than the maximum diameter of the covering material 13.
- the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d having a shape obtained by cutting the first pressure-sensitive adhesive layer 11 at a position corresponding to the covering material 13 are abutted against the covering material 13, so that the FBG sensor 10 can be disposed in the opening portion of the first pressure-sensitive adhesive layer 11 and held by the resin portion 12.
- Thicknesses of the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d may be the same or different, but are preferably the same.
- the first pressure-sensitive adhesive layer 11a in FIG. 1 may be further combined to form the first pressure-sensitive adhesive layer 11.
- FIG. 7 is a schematic cross-sectional view of a sensor package 300 according to the third embodiment of the present invention.
- the sensor package 300 shown in FIG. 7 is a modification of the sensor package 100 shown in FIG. 1 , and is an embodiment in which the first pressure-sensitive adhesive layer 11 in FIG. 1 is one layer.
- the FBG sensor 10 in the sensor package 300 is formed in the optical fiber 15, and the optical fiber 15 includes the covering material 13. As shown in FIG. 7 , the optical fiber 15 with the FBG sensor 10 in the sensor package 300 may be disposed such that the covering material 13 is in contact with the first substrate 20.
- FIG. 8 is a schematic cross-sectional view of a sensor package 400 according to the fourth embodiment of the present invention.
- the sensor package 400 shown in FIG. 8 is a modification of the sensor package 100 shown in FIG. 1 , and is an embodiment in which the first pressure-sensitive adhesive layer 11 in FIG. 1 is one layer.
- the FBG sensor 10 in the sensor package 400 is formed in the optical fiber 15, and the optical fiber 15 includes the covering material 13. As shown in FIG. 8 , the optical fiber with the FBG sensor 10 in the sensor package 400 may be disposed such that the covering material 13 is in contact with the adhesive layer 14.
- FIG. 9 is a schematic cross-sectional view of a configuration example of a sensor package according to the fifth embodiment of the present invention.
- a sensor package 500 may include a second pressure-sensitive adhesive layer 16 and a second substrate 17 in this order on a surface of the first substrate 20 on a side opposite to a surface on a first pressure-sensitive adhesive layer 11 side.
- the sensor package 500 may include a second release liner 19 in a part between the first substrate 20 and the second pressure-sensitive adhesive layer 16.
- the second substrate 17 can be stacked on the first substrate 20 at any timing.
- the FBG sensor 10 is easily visible, positioning is facilitated, and workability is excellent at the time of attachment.
- the second release liner 19 may be provided with a back split portion.
- the back split portion is formed by making a cutting line on a surface of the second release liner 19 on a side opposite to a contact surface with the pressure-sensitive adhesive layer.
- a shape of the cutting line may be linear, curved, for example, wavy, or a combination thereof.
- the cutting line may be a solid line, a broken line, or a combination thereof.
- the second release liner 19 can be easily removed by providing the back split portion on the second release liner 19.
- the sensor package 500 may include the second release liner 19 in the part between the first substrate 20 and the second pressure-sensitive adhesive layer 16, and the second release liner 19 may include an extension portion that extends beyond the second pressure-sensitive adhesive layer 16 and is exposed in a surface spreading direction of the second release liner 19. If the second release liner 19 has the extension portion, the extension portion serves as a grip portion, and the sensor package having excellent workability can be obtained.
- a shape of the extension portion is not particularly limited, and any appropriate shape may be adopted depending on a purpose. Specific examples of a visual shape of the extension portion include a quadrangle (including a trapezoid) and a semi-elliptical shape. An end portion of the extension portion may be a waveform or the like.
- a length of the extension portion in a releasing direction is preferably from 1 mm to 30 mm, and more preferably from 5 mm to 20 mm.
- the sensor package having excellent releasing operability and good workability can be obtained.
- the method for manufacturing the sensor package according to the embodiment of the present invention includes a step of providing the first pressure-sensitive adhesive layer 11 on the first substrate 20, a step of providing the FBG sensor 10 embedded by the resin portion 12, and a step of providing the adhesive layer 14 positioned on the surface of the resin portion 12 on the side opposite to the first substrate 20.
- the first pressure-sensitive adhesive layer 11 may be directly formed on the first substrate by applying and curing of an adhesive composition, or the pressure-sensitive adhesive layer formed in advance may be attached.
- the step of providing the first pressure-sensitive adhesive layer 11 may be performed in a plurality of times.
- the first pressure-sensitive adhesive layer 11a may be disposed on the first substrate, then the FBG sensor 10 may be disposed, and the first pressure-sensitive adhesive layer 11b may be disposed.
- the FBG sensor 10 can be in the opening portion of the first pressure-sensitive adhesive layer 11.
- the optical fiber 15 with the FBG sensor 10 may be covered with the covering material 13.
- the optical fiber 15 with the FBG sensor 10 is covered with the covering material 13
- at least one of the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b may be provided with notches at positions corresponding to the optical fiber 15 and the covering material 13.
- the first pressure-sensitive adhesive layer 11 may be formed by combining the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d.
- the optical fiber 15 with the FBG sensor 10 is covered with the covering material 13
- at least one of the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d may be provided with notches at positions corresponding to the optical fiber 15 and the covering material 13.
- the first pressure-sensitive adhesive layer 11 and the resin portion may be provided in the sensor package 300.
- the FBG sensor 10 may be installed, and then the resin portion may be provided.
- the first pressure-sensitive adhesive layer 11 may be provided with notches at positions corresponding to the covering material 13.
- the maximum diameter of the covering material 13 is smaller than the thickness of the first pressure-sensitive adhesive layer 11, it is not always necessary to provide the notch in the first pressure-sensitive adhesive layer 11, and the covering material 13 is embedded in the first pressure-sensitive adhesive layer 11, which can prevent the outside air and moisture from entering and has excellent durability.
- the FBG sensor 10 may be embedded in the resin portion 12 after the FBG sensor 10 is installed on the first substrate, or the FBG sensor 10 embedded in the resin portion 12 in advance may be installed on the first substrate.
- the FBG sensor 10 When the first pressure-sensitive adhesive layer 11 has the opening portion, the FBG sensor 10 can be in the opening portion of the first pressure-sensitive adhesive layer 11 as shown in FIGS. 1 to 3 . Then, a resin composition for forming the resin portion 12 is filled in the opening portion, so that the resin portion 12 can fill the gap between the FBG sensor disposed in the opening portion and the opening portion. Accordingly, the FBG sensor is embedded and held by the resin portion 12.
- the FBG sensor 10 embedded in the resin portion 12 in advance may be placed on the first substrate 20, and at least the part of the entire periphery of the resin portion 12 excluding the surface on the side to be attached to the object may be covered with the first pressure-sensitive adhesive layer 11.
- step of providing the first pressure-sensitive adhesive layer 11 on the first substrate 20 and the step of providing the FBG sensor 10 embedded in the resin portion 12 can be performed at the same time.
- the first pressure-sensitive adhesive layer 11b is disposed on any release liner 30, the FBG sensor 10 is placed to be positioned in the opening portion of the first pressure-sensitive adhesive layer 11b, further, the first pressure-sensitive adhesive layer 11a is disposed to face the first pressure-sensitive adhesive layer 11b, a resin fills opening portions of the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b and cures to form the resin portion 12, and the FBG sensor 10 is embedded in the resin portion 12.
- the first substrate 20 is stacked on a first pressure-sensitive adhesive layer 11a side on a side opposite to a first pressure-sensitive adhesive layer 11b side, and the release liner 30 is released, so that the first pressure-sensitive adhesive layer 11 and the FBG sensor 10 embedded in the resin portion 12 can be provided on the first substrate 20 at the same time.
- the adhesive layer 14 can be provided on the surface of the resin portion 12 on the side opposite to the first substrate 20.
- the adhesive layer 14 may be directly formed on the resin portion 12 by applying and curing of an adhesive composition, or the adhesive layer 14 formed in advance may be attached to the resin member 12.
- the step of providing the adhesive layer 14 can be performed after the FBG sensor 10 is embedded in the resin portion 12, may be performed after the resin portion 12 is disposed on the first substrate 20, or may be performed before the resin portion 12 is disposed on the first substrate 20.
- surfaces of the first pressure-sensitive adhesive layer and the adhesive layer on the side to be attached to the object may be protected by a first release liner, or the first release liner may be attached.
- the sensor package 500 may include the second pressure-sensitive adhesive layer 16 and the second substrate 17 in this order on the surface of the first substrate 20 on the side opposite to the surface on the first pressure-sensitive adhesive layer 11 side.
- the sensor package 300 may include the second release liner 19 in the part between the first substrate 20 and the second pressure-sensitive adhesive layer 16.
- the second release liner 19 can be stacked on a part of a surface of the first substrate 20 on the side opposite to the surface on the first pressure-sensitive adhesive layer 11 side, and the second pressure-sensitive adhesive layer 16 and the second substrate 17 can be provided on the first substrate 20 and the second release liner.
- the second pressure-sensitive adhesive layer 16 and the second substrate 17 may be formed by applying and curing of a material for forming the second pressure-sensitive adhesive layer 16 or the second substrate 17, or the second pressure-sensitive adhesive layer 16 and the second substrate 17 formed in advance may be attached.
- the second substrate may be a weather resistant substrate.
- the method for attaching the sensor package according to the present embodiment includes a step of attaching the sensor package to the object.
- the object and the FBG sensor held by the resin portion are adhered to each other by the adhesive layer and the first pressure-sensitive adhesive layer before the adhesive layer is cured, and the object and the FBG sensor held by the resin portion are strongly adhered by curing of the adhesive layer, and the sensitivity of the FBG sensor can be prevented from being greatly reduced.
- a step of bringing the adhesive layer into contact with the curing agent is necessary.
- the adhesive layer reacts with the curing agent by being in contact with the curing agent.
- the step of bringing the adhesive layer into contact with the curing agent may include a step of applying the curing agent to at least one of the adhesive layer and the object, and a step of attaching the sensor package to the object via the adhesive layer.
- the step of bringing the adhesive layer into contact with the curing agent may include a step of applying the curing agent to the adhesive layer and a step of attaching the sensor package to the object, and may include a step of applying the curing agent to the object and a step of attaching the sensor package to the object so that the adhesive layer and the applied curing agent are in contact with each other.
- the step of bringing the adhesive layer into contact with the curing agent may include the step of applying the curing agent to the adhesive layer, the step of applying the curing agent to the object, and a step of attaching the sensor package to the object so that the curing agent applied to the adhesive layer and the curing agent applied to the object are in contact with each other.
- the adhesive layer and the curing agent may be heated, and a heating temperature is, for example, preferably 50°C or more, and more preferably 70°C or more, and for example, preferably 130°C or less, and more preferably 110°C or less.
- a reaction temperature is preferably a room temperature.
- the room temperature is a temperature at which the above heating (for example, heating of 50°C or more) for reacting the adhesive layer with the curing agent is not performed, and is for example, less than 50°C, and preferably 40°C or less, and is, for example, 10°C or more, and preferably 20°C or more.
- reaction temperature is the room temperature
- heating for reacting the adhesive layer with the curing agent is not required, and the sensor package can be adhered to the object more easily, and the workability is excellent.
- a reaction time is, for example, 1 hour or more, and preferably 12 hours or more, and for example, 96 hours or less, and preferably 48 hours or less.
- the adhesive layer is cured to form a cured layer.
- the adhesive layer is cured at room temperature.
- the object and the FBG sensor held by the resin portion are strongly adhered by the cured layer, and the sensitivity of the FBG sensor can be prevented from being greatly reduced.
- a shear adhesion strength of the cured layer is, for example, 0.1 MPa or more, preferably 0.4 MPa or more, more preferably 0.6 MPa or more, even more preferably 0.7 MPa or more, particularly preferably 1.0 MPa or more, most preferably 2.3 MPa or more, even more preferably 2.5 MPa or more, and still more preferably 3.5 MPa or more.
- the adhesive layer has excellent adhesiveness and can reliably adhere the object and the FBG sensor held by the resin portion.
- the shear adhesion strength of the cured layer is measured by a following method. That is, the adhesive layer is sandwiched between two released polyethylene terephthalate films, one polyethylene terephthalate film is released from the adhesive layer, the released adhesive layer is disposed on a first slate plate, and then the other polyethylene terephthalate film is released from the adhesive layer. Separately, the curing agent is disposed on a second slate plate. Then, the adhesive layer and the curing agent are brought into contact with each other so as to be sandwiched between the first slate plate and the second slate plate, and allowed to stand for 24 hours to form the cured layer. After that, the first slate plate and the second slate plate are pulled in a shearing direction at a speed of 5 mm/min, and a strength when the two slate plates are released is determined as the shear adhesion strength.
- the surfaces of the first pressure-sensitive adhesive layer and the adhesive layer on the side to be attached to the object are protected by the first release liner
- the sensor package includes the first substrate, the second pressure-sensitive adhesive layer, and the second substrate in this order on a surface of the first pressure-sensitive adhesive layer on a side opposite to the surface on the side to be attached to object
- the sensor package includes the second release liner in the part between the first substrate and the second pressure-sensitive adhesive layer
- the second release liner includes the extension portion that extends beyond the second pressure-sensitive adhesive layer and is exposed in the surface spreading direction of the second release liner
- the method for attaching the sensor package includes: a step of releasing the first release liner and bringing the curing agent into contact with the adhesive layer; a step of attaching a release surface from which the first release liner of the sensor package is released to the object; and a step of releasing the second release liner and attaching a release surface of the second pressure-sensitive adhesive layer, from which the second release
- the step of bringing the adhesive layer into contact with the curing agent is the similar as described above.
- the FBG sensor held by the resin portion can be visually observed when the release surface from which the first release liner is released is attached to the object. Therefore, positioning when the FBG sensor is attached to the object is facilitated, and the workability is excellent.
- the second release liner is released, and with a step of attaching the release surface of the second pressure-sensitive adhesive layer from which the second release liner is released to the first substrate, as shown in FIG. 10 , the second pressure-sensitive adhesive layer and the second substrate are stacked in this order on the surface of the first substrate on a side opposite to the resin portion. Accordingly, the first pressure-sensitive adhesive layer, the FBG sensor, the resin portion, and the first substrate are protected by the second pressure-sensitive adhesive layer and the second substrate, so that weather resistance of the sensor package is improved.
- the sensor package according to the embodiment of the present invention can be set together with the curing agent. That is, the set according to the embodiment of the present invention includes the sensor package and the curing agent according to the embodiment of the present invention.
- the sensor package and the curing agent in the set according to the embodiment of the present invention are synonymous with the above-mentioned sensor package and the curing agent, and are similar as those preferred.
- the sensor package and the object can be easily and strongly adhered to each other, the workability is excellent, and the sensitivity of the FBG sensor can be prevented from being greatly reduced.
- the first substrate various substrates can be preferably used.
- a resin film, paper, cloth, a rubber film, a foam film, a metal foil, a composite or a stacked structure thereof, or the like can be used.
- a film substrate including a resin film is preferable from a viewpoint of attachment property and appearance.
- the film substrate including the resin film is also advantageous in terms of dimensional stability, thickness accuracy, workability, tensile strength, and the like.
- resin films examples include a polyolefin-based resin film such as PE, PP, and ethylenepropylene copolymer; a polyester-based resin film such as PET, polybutylene terephthalate, and polyethylene naphthalate; a vinyl chloride-based resin film; a vinyl acetate-based resin film; a polyimide-based resin film; a polyamide-based resin film; a fluorine-based resin film; cellophane; and the like.
- Preferable examples include the resin film formed of the PE, PP, or PET.
- the film substrate may have a single-layer structure or a multilayer structure of two or three or more layers.
- the first substrate is preferably transparent or translucent.
- an attachment position of the FBG sensor is important when the sensor package is attached to the object. Since the first substrate is transparent or translucent, the position of the FBG sensor in the sensor package can be grasped. Therefore, positioning when attaching the FBG sensor to the object is easy and the workability is excellent.
- the first substrate preferably exhibits a total light transmittance of 80% or more (for example, 90% or more, typically 95% or more).
- a haze value of the first substrate is preferably 10% or less (for example, 5% or less).
- a thickness of the first substrate is preferably 5 ⁇ m or more, and more preferably 10 ⁇ m or more, from a viewpoint of ensuring a strength for the first substrate to function as a support in the sensor package. From a viewpoint of implementing appropriate flexibility in the sensor package, the thickness of the first substrate is preferably 300 ⁇ m or less, and more preferably 200 ⁇ m or less.
- the first pressure-sensitive adhesive layer can be made of an adhesive.
- the adhesive is preferably a pressure-sensitive adhesive.
- the pressure-sensitive adhesive (pressure-sensitive adhesive composition) forming the first pressure-sensitive adhesive layer for example, one type or a combination of two or more types of a rubber-based pressure-sensitive adhesive, an acrylic pressure-sensitive adhesive, a vinyl alkyl ether-based pressure-sensitive adhesive, a silicone-based pressure-sensitive adhesive, a polyester-based pressure-sensitive adhesive, a polyamide-based pressure-sensitive adhesive, a urethane-based pressure-sensitive adhesive, a fluorine-based pressure-sensitive adhesive, a styrene-diene block copolymer-based pressure-sensitive adhesive, and an epoxy-based pressure-sensitive adhesive can be used.
- a photocurable pressure-sensitive adhesive such as an ultraviolet curable pressure-sensitive adhesive
- the thickness of the first pressure-sensitive adhesive layer is preferably 50 ⁇ m or more, more preferably 100 ⁇ m or more, and even more preferably 300 ⁇ m or more.
- the thickness of the first pressure-sensitive adhesive layer is preferably 2 mm or less, more preferably 1.5 mm or less, and even more preferably 1 mm or less.
- the pressure-sensitive adhesive composition contains a polymerization initiator such as a thermal polymerization initiator or a photopolymerization initiator.
- a polymerization initiator such as a thermal polymerization initiator or a photopolymerization initiator.
- the photopolymerization initiator can be preferably used in view of an advantage that a polymerization time can be shortened.
- the polymerization initiator may be used alone or in combination of two or more types thereof.
- the first pressure-sensitive adhesive layer may further have a bubble structure.
- the "bubble structure” may be a structure having a gas component, and may be a “bubble” having a structure including only the gas component and having no outer shell, or may be a “hollow microsphere” having a structure in which the gas component such as a microbubble of glass is sealed in the outer shell.
- the first pressure-sensitive adhesive layer may contain an appropriate additive depending on use of a pressure-sensitive adhesive sheet.
- additives include a crosslinking agent (for example, a polyisocyanate-based crosslinking agent, a silicone-based crosslinking agent, an epoxy-based crosslinking agent, an alkyl-etherified melamine-based crosslinking agent, or the like), a tackifier (for example, a solid, a semi-solid, or liquid tackifier at room temperature formed of a rosin derivative resin, a polyterpene resin, a petroleum resin, an oil-soluble phenol resin, or the like), a plasticizer, a filler, an anti-aging agent, an antioxidant, a coloring agent (a pigment, a dye, or the like), and the like.
- a crosslinking agent for example, a polyisocyanate-based crosslinking agent, a silicone-based crosslinking agent, an epoxy-based crosslinking agent, an alkyl-etherified melamine-based crosslink
- the pressure-sensitive adhesive composition for forming the first pressure-sensitive adhesive layer can be prepared by mixing a monomer component (for example, alkyl (meth) acrylate) forming the base polymer and, if necessary, the hollow microsphere, the polymerization initiator, various additives, and the like using a known method.
- a monomer component for example, alkyl (meth) acrylate
- the monomer component may be partially polymerized as necessary, for adjusting a viscosity.
- a preparation method include a following procedure, (i) The monomer component (for example, the alkyl (meth) acrylate or other copolymerizable monomer) for forming the base polymer and the polymerization initiator (for example, the photopolymerization initiator) are mixed to prepare a monomer mixture, and (ii) a polymerization reaction (for example, ultraviolet ray polymerization) according to a type of the polymerization initiator is performed on the monomer mixture to prepare a composition (syrup) in which only some of the monomer component is polymerized. Then, (iii) the obtained syrup is blended with the hollow microsphere, a fluorine-based surfactant and other additives, as necessary.
- the monomer component for example, the alkyl (meth) acrylate or other copolymerizable monomer
- the polymerization initiator for example, the photopolymerization initiator
- a polymerization reaction for example, ultraviolet ray polymerization
- the pressure-sensitive adhesive composition can be obtained by introducing the bubble into a blended material obtained in (iii) and mixing the bubble and the blended material.
- the preparation method for the pressure-sensitive adhesive composition is not limited thereto, and for example, a preparation method such as blending the fluorine-based surfactant or the hollow microsphere in advance in the monomer mixture may be used when preparing the syrup.
- the first pressure-sensitive adhesive layer can be formed by a known or common method. Examples thereof include a method in which the above pressure-sensitive adhesive composition is applied onto the first substrate to form the first pressure-sensitive adhesive layer, and the first pressure-sensitive adhesive layer is cured (for example, cured by heat or cured by the active energy ray) or dried as necessary. Above all, as described above, curing by irradiation with the active energy ray is preferable.
- the above pressure-sensitive adhesive composition may be applied onto a support substrate, cured, and dried to manufacture the pressure-sensitive adhesive sheet, and then the pressure-sensitive adhesive sheet may be adhered to the first substrate and the support substrate may be released to form the first pressure-sensitive adhesive layer.
- pressure-sensitive adhesive sheet a commercially available product can also be used, and for example, "HYPERJOINT H7004, H7008, H7012, H8008, H9008" (substrateless double-sided pressure-sensitive adhesive sheet) manufactured by Nitto Denko Corporation can be used.
- the resin portion is preferably transparent or translucent. Since the resin portion is transparent or translucent, the position of the FBG sensor held in the resin portion can be grasped more accurately. Therefore, positioning when attaching the FBG sensor to the object is easy.
- the resin portion has an initial tensile elastic modulus at 25°C of preferably 1.0 ⁇ 10 8 Pa or more, more preferably 5.0 ⁇ 10 8 Pa or more, and even more preferably 1.0 ⁇ 10 9 Pa or more.
- a thickness of the resin portion is preferably 200 ⁇ m or more, more preferably 400 ⁇ m or more, and even more preferably 800 ⁇ m or more.
- the thickness of the resin portion is preferably 3 mm or less, more preferably 2 mm or less, and even more preferably 1.5 mm or less.
- the resin portion can be formed of the resin composition.
- the resin composition may contain a curable resin or a thermoplastic resin, and preferably contains a resin that is cured at room temperature. By appropriately combining the curable resin and the curing agent, the resin can be cured at room temperature.
- the curable resin include an epoxy resin, a phenol resin, an amino resin, an unsaturated polyester resin, a polyurethane resin, a silicone resin, and a thermosetting polyimide resin, and the epoxy resin is preferable. Since the epoxy resin tends to have a small content of ionic impurities or the like that may cause deterioration of the FBG sensor, the epoxy resin is preferable as the curable resin in the resin portion.
- the resin composition may contain one type of curable resin, or may contain two or more types of curable resins.
- an amine-based curing agent an imidazole-based curing agent, a thiol-based curing agent, and the like are preferable as the curing agent for exhibiting room temperature curing properties in the epoxy resin.
- the epoxy resin examples include bifunctional epoxy resins and polyfunctional epoxy resins such as a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a bisphenol S type epoxy resin, a brominated bisphenol A type epoxy resin, a hydrogenated bisphenol A type epoxy resin, a bisphenol AF type epoxy resin, a biphenyl type epoxy resin, a naphthalene type epoxy resin, a fluorene type epoxy resin, a phenol novolac type epoxy resin, an orthocresol novolac type epoxy resin, a trishydroxyphenylmethane type epoxy resin, and a tetraphenylolethane type epoxy resin.
- bifunctional epoxy resins and polyfunctional epoxy resins such as a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a bisphenol S type epoxy resin, a brominated bisphenol A type epoxy resin, a hydrogenated bisphenol A type epoxy resin, a bisphenol AF type epoxy resin, a biphenyl type epoxy resin, a n
- Examples of the epoxy resin also include a hydantoin type epoxy resin, a trisglycidylisocyanurate type epoxy resin, and a glycidylamine type epoxy resin.
- the resin portion may contain one type of epoxy resin or two or more types of epoxy resins.
- epoxy resin a commercially available product can also be used, and for example, "jER828, bisphenol A type epoxy resin” (viscosity at 25°C is 12 Ps s to 15 Ps ⁇ s) manufactured by Mitsubishi Chemical Corporation can be used.
- the curing agent a commercially available product can also be used, and for example, "ST-12, modified aliphatic polyamine" (viscosity at 25°C is 1650 mPa ⁇ s to 3300 mPa ⁇ s) manufactured by Mitsubishi Chemical Corporation can be used.
- a content ratio of the curable resin in the resin portion is preferably from 5% by mass to 60% by mass, and more preferably from 10% by mass to 50% by mass, from a viewpoint of appropriately curing the resin portion.
- the adhesive layer according to the present embodiment is positioned on the surface of the resin portion on the side opposite to the first substrate. As a result, the FBG sensor protected by the resin portion is attached to the object by the adhesive layer.
- the object and the FBG sensor held by the resin portion are adhered to each other by the adhesive layer according to the present embodiment before the adhesive layer is cured, and the object and the FBG sensor held by the resin portion are strongly adhered by the curing of the adhesive layer, and the sensitivity of the FBG sensor can be prevented from being greatly reduced.
- an elastic modulus of the cured layer formed on the adhesive layer by curing is preferably 1.0 ⁇ 10 8 Pa or more, more preferably 3.0 ⁇ 10 8 Pa or more, and even more preferably 5 ⁇ 10 8 Pa or more.
- the adhesive layer is a layer (sheet) to be cured by contacting and reacting with the curing agent, extends along a surface direction (direction orthogonal to the thickness direction), and has a substantially flat plate shape having a flat front surface and flat back surface.
- the curing agent for curing the adhesive layer will be described later.
- the adhesive layer is formed in a layer shape by an adhesive component.
- the adhesive component is not particularly limited as long as the adhesive component is a main agent of a two-liquid type adhesive agent capable of forming a layer, and examples thereof include a silicone compound, for example, a polyol compound such as polypropylene glycol, for example, a urethane resin, and for example, an epoxy resin.
- the adhesive component preferably contains the epoxy resin as a main component. Accordingly, the FBG sensor, the resin portion, and the object can be easily and strongly adhered to each other.
- the epoxy resin examples include bisphenol-based epoxy resins such as a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a bisphenol S type epoxy resin, and a hydrogenated bisphenol A type epoxy resin, for example, a naphthalene type epoxy resin, for example, a biphenyl type epoxy resin, for example, a dicyclo type epoxy resin, for example, an alicyclic epoxy resin, for example, a triglycidyl isocyanurate epoxy resin, for example, a hydantoin epoxy resin, for example, a glycidyl ether-based epoxy resin, for example, a glycidylamino-based epoxy resin.
- bisphenol-based epoxy resins such as a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a bisphenol S type epoxy resin, and a hydrogenated bisphenol A type epoxy resin
- a naphthalene type epoxy resin for example, a biphenyl type epoxy resin
- the epoxy resin is preferably a bisphenol-based epoxy resin.
- the epoxy resin can be used alone or in combination of two or more types thereof.
- the epoxy resin may be in any form of liquid, semi-solid, and solid at room temperature, but preferably, a semi-solid epoxy resin used alone, or a liquid epoxy resin and a solid epoxy resin used in combination. This makes it possible to reliably form a layered adhesive layer with tackiness from the adhesive component.
- the liquid epoxy resin at room temperature is liquid at 25°C.
- a viscosity of the liquid epoxy resin is, for example, 30 Pa ⁇ s or more, and preferably 80 Pa ⁇ s or more, and for example, 500 Pa ⁇ s or less, and preferably 300 Pa ⁇ s or less, at 25°C.
- the solid epoxy resin at room temperature is solid at 25°C.
- the solid epoxy resin has a softening point of, for example, 70°C or more, and preferably 75°C or more.
- a blending ratio of the liquid epoxy resin to the solid epoxy resin is, for example, 1.0 or more, and preferably 1.5 or more, and, for example, 4.0 or less, and preferably 3.0 or less.
- the blending ratio of the liquid epoxy resin to the solid epoxy resin is a lower limit or more described above, a viscosity of the adhesive component can be reduced, and occurrence of unevenness in coating can be prevented, and a uniform adhesive layer can be obtained.
- the blending ratio of the liquid epoxy resin to the solid epoxy resin is an upper limit or less described above, a layered adhesive layer with tackiness can be obtained.
- the blending ratio of the epoxy resin is set to a ratio in which the epoxy resin is the main component in the adhesive component, and specifically, for example, 70% by mass or more, preferably 75% by mass or more, more preferably 80% by mass or more, and even more preferably 90% by mass or more, and for example, 100% by mass or less with respect to the adhesive component.
- the adhesive component is formed of only the epoxy resin, that is, the blending ratio of the epoxy resin with respect to the adhesive component is 100% by mass.
- an acrylic polymer can be blended to the adhesive component. Accordingly, a cohesive force of the adhesive component can be improved.
- the acrylic polymer is obtained by reacting the monomer component containing (meth) acrylate.
- the (meth) acrylate is an alkyl methacrylate and/or an alkyl acrylate, and specific examples thereof include an alkyl (meth) acrylate having 1 to 20 carbon atoms such as methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, butyl (meth) acrylate, isobutyl (meth) acrylate, s-butyl (meth) acrylate, t-butyl (meth) acrylate, n-butyl (meth) acrylate, pentyl (meth) acrylate, isopentyl (meth) acrylate, hexyl (meth) acrylate, heptyl (meth) acrylate, octyl (meth)
- the (meth) acrylate is preferably the alkyl (meth) acrylate having 2 to 14 carbon atoms, and more preferably the alkyl (meth) acrylate having 4 to 9 carbon atoms.
- the (meth) acrylate can be used alone or in combination of two or more types thereof.
- a blending ratio of the (meth) acrylate with respect to the monomer component is, for example, 70% by mass or more, and preferably 80% by mass or more, and for example, 99% by mass or less, and preferably 98% by mass or less.
- the monomer component can further contain a copolymerizable monomer copolymerizable with the (meth) acrylate.
- Examples of the copolymerizable monomer include a carboxyl group-containing monomer such as (meth) acrylic acid, itaconic acid, maleic acid, crotonic acid, and maleic anhydride, or an acid anhydride thereof; a hydroxyl group-containing (meth) acrylate such as 2-hydroxyethyl (meth) acrylate and 3-hydroxypropyl (meth) acrylate; an amide group-containing monomer such as (meth) acrylamide, N, N-dimethyl (meth) acrylamide, N-methylol (meth) acrylamide, N-methoxymethyl (meth) acrylamide, and N-butoxymethyl (meth) acrylamide; a vinyl ester such as vinyl acetate; an aromatic vinyl compound such as styrene and vinyltoluene; a (meth) acrylonitrile; an N (meth) acryloylmorpholine; and an N-vinyl-2-pyrrolidone.
- the copolymerizable monomer is preferably a carboxyl group-containing monomer and a hydroxyl group-containing (meth) acrylate, and more preferably a (meth) acrylic acid or 2-hydroxyethyl (meth) acrylate.
- copolymerizable monomers can be used alone or in combination of two or more types thereof.
- the copolymerizable monomer is preferably a combination of the carboxyl group-containing monomer and the hydroxyl group-containing (meth) acrylate, and more preferably a combination of the (meth) acrylic acid and 2-hydroxyethyl (meth) acrylate.
- a blending ratio of the copolymerizable monomer with respect to 100 parts by mass of the (meth) acrylate is, for example, 0.1 part by mass or more, and preferably 0.3 part by mass or more, and for example, 15 parts by mass or less, and preferably 10 parts by mass or less.
- the (meth) acrylate and, if necessary, the copolymerizable monomer are blended to prepare the monomer component, which is prepared, for example, by a known polymerization method such as solution polymerization, bulk polymerization, emulsion polymerization, and various radical polymerizations.
- the polymerization method is preferably the solution polymerization.
- the monomer component and the polymerization initiator are blended in a solvent to prepare a monomer solution, and then the monomer solution is heated.
- the solvent examples include an organic solvent.
- the organic solvent include an aromatic solvent such as toluene, benzene, and xylene; an ether-based solvent such as ethyl acetate; a ketone-based solvent such as acetone and methyl ethyl ketone; an ester-based solvent such as ethyl acetate; and an amide-based solvent such as N, N-dimethylformamide.
- the solvent can be used alone or in combination of two or more types thereof, and preferably a combination of the aromatic solvent and the ether-based solvent.
- a blending ratio of the solvent with respect to 100 parts by mass of the monomer component is, for example, 10 parts by mass or more, and preferably 50 parts by mass or more, and for example, 1000 parts by mass or less, and preferably 500 parts by mass or less.
- polymerization initiator examples include a peroxide-based polymerization initiator and an azo-based polymerization initiator.
- peroxide-based polymerization initiator examples include organic peroxides such as peroxycarbonate, ketone peroxide, peroxyketal, hydroperoxide, dialkyl peroxide, diacyl peroxide, and peroxyester.
- azo-based polymerization initiator examples include azo compounds such as 2,2'-azobisisobutyronitrile, 2,2'-azobis (2-methylbutyronitrile), 2,2'-azobis (2,4-dimethylvaleronitrile), and dimethyl 2,2'-azobisisobutyrate.
- the polymerization initiator is preferably the azo-based polymerization initiator.
- a blending ratio of the polymerization initiator with respect to 100 parts by mass of the monomer component is, for example, 0.01 part by mass or more, and preferably 0.05 part by mass or more, and for example, 5 parts by mass or less, and preferably 3 parts by mass or less.
- a heating temperature is, for example, 50°C or more and 80°C or less, and a heating time is, for example, 1 hour or more and 24 hours or less.
- the monomer component is polymerized to obtain the acrylic polymer solution containing the acrylic polymer.
- the acrylic polymer solution is blended in the epoxy resin so that a blending ratio of the acrylic polymer with respect to 100 parts by mass of the adhesive component is, for example, 1 part by mass or more, and preferably 2 parts by mass or more, and for example, 50 parts by mass or less, and preferably 30 parts by mass or less.
- a blending ratio of the acrylic polymer with respect to 100 parts by mass of the epoxy resin is, for example, 1 part by mass or more, and preferably 2 parts by mass or more, and for example, 43 parts by mass or less, and preferably 35 parts by mass or less.
- the blending ratio of the acrylic polymer is a lower limit or more described above, the cohesive force of the adhesive component, and consequently an adhesive strength, can be improved, and a releasing adhesive strength of the adhesive layer can be improved.
- the acrylic polymer can be cured.
- a trace amount of the curing agent may be blended to the adhesive component. Accordingly, a cohesive force of the adhesive layer can be improved. Examples of the curing agent will be described later.
- a blending ratio of the curing agent is adjusted to a ratio such that the releasing adhesive strength of the adhesive layer is improved and the adhesive component is slightly cured (not completely cured).
- the adhesive component for example, the epoxy resin and, if necessary, the acrylic polymer (acrylic polymer solution) and/or the curing agent are blended, and if necessary, diluted with the solvent to prepare a varnish.
- the solvent may be any solvent as long as the solvent can dissolve the adhesive component, and examples thereof include the above-described solvent.
- the solvent is preferably the ketone-based solvent.
- a concentration of the adhesive component in the varnish is, for example, 20% by mass or more, and preferably 40% by mass or more, and for example, 80% by mass or less, and preferably 70% by mass or less.
- the crosslinking agent can be blended when preparing the adhesive component.
- crosslinking agent examples include an isocyanate-based crosslinking agent, an aziridine-based crosslinking agent, an epoxy-based crosslinking agent, and a metal chelate-based crosslinking agent, and preferably the isocyanate-based crosslinking agent.
- isocyanate-based crosslinking agent examples include aromatic diisocyanate such as tolylene diisocyanate and xylene diisocyanate; alicyclic diisocyanate such as isophorone diisocyanate; aliphatic diisocyanate such as hexamethylene diisocyanate; and modified products of these isocyanates (specifically, tolylene diisocyanate adducts of trimethylolpropane).
- the crosslinking agent is preferably the isocyanate modified product.
- a blending ratio of the crosslinking agent with respect to 100 parts by mass of the acrylic polymer is, for example, 1 part by mass or more, and preferably 5 parts by mass or more, and for example, 20 parts by mass or less, and preferably 15 parts by mass or less. Accordingly, the adhesive component is prepared.
- the adhesive layer is formed to have a predetermined thickness by applying the adhesive component on the substrate and drying the adhesive component.
- a thickness of the adhesive layer is, for example, 1 ⁇ m or more, preferably 5 ⁇ m or more, and more preferably 10 ⁇ m or more, and is, for example, 1000 ⁇ m or less, preferably 500 ⁇ m or less, and more preferably 100 ⁇ m or less.
- the curing agent can cure the adhesive layer by contacting and reacting with the adhesive layer, and may be a curing agent layer (sheet), and in this case, the curing agent extends along the surface direction (direction orthogonal to the thickness direction), and has a substantially flat plate shape having a flat front surface and flat back surface.
- the curing agent layer is formed in a layer shape from a curing component, and the curing component contains the curing agent.
- the curing agent is not particularly limited as long as the curing agent is a curing agent for the two-liquid type adhesive, and examples of the curing agent include an epoxy resin curing agent such as an imidazole compound, an amine compound, and an amide compound when the adhesive component contains the epoxy resin.
- an epoxy resin curing agent such as an imidazole compound, an amine compound, and an amide compound when the adhesive component contains the epoxy resin.
- imidazole compound examples include methylimidazole, 2-ethyl-4-methylimidazole, 1-isobutyl-2-methylimidazole, 1-benzyl-2-methylimidazole, 2-ethyl-4-methylimidazole, ethylimidazole, isopropylimidazole, 2,4-dimethylimidazole, phenylimidazole, undecylimidazole, heptadecylimidazole, 2-phenyl-4-methylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole, and 2-phenyl-4-methyl-5-hydroxymethylimidazole, preferably 1-isobutyl-2-methylimidazole, 1-benzyl-2-methylimidazole, and 2-ethyl-4-methylimidazole, more preferably 1-isobutyl-2-methylimidazole and 1-benzyl-2-methylimidazole, and even more preferably 1-isobuty
- amine compound examples include ethylenediamine, propylenediamine, diethylenetriamine, triethylenetetramine, an amine adduct thereof, metaphenylenediamine, diaminodiphenylmethane, and diaminodiphenyl sulfone.
- amide compound examples include dicyandiamide and polyamide, and preferably the dicyandiamide.
- the curing agent is preferably the imidazole compound.
- the curing agent can be used alone or in combination of two or more types thereof.
- a blending ratio of the curing agent with respect to the curing component is, for example, 10% by mass or more, preferably 30% by mass or more, more preferably 50% by mass or more, still more preferably 80% by mass or more, and particularly preferably 90% by mass or more, and for example, 100% by mass or less.
- the blending ratio of the curing agent is a lower limit or more described above, the adhesive layer is excellent in the adhesiveness.
- the curing component is formed of only the curing agent, that is, the ratio of the curing agent with respect to the curing component is 100% by mass.
- a curing accelerator can be blended with the curing component.
- the curing accelerator examples include a urea compound such as 3- (3,4-dichlorophenyl) -1,1-dimethylurea (DCMU), N'-phenyl-N, N-dimethylurea, and 1,1'-(methyl-m-phenylene) bis (3,3'-dimethylurea); a tertiary amine compound such as triethylenediamine and tri-2,4,6-dimethylaminomethylphenol; a phosphorus compound such as triphenylphosphine, tetraphenylphosphonium tetraphenylborate, and tetra-n-butylphosphonium-o, o-diethylphosphorodithioate; a quaternary ammonium salt compound; an organic metal salt compound, preferably a urea compound, and more preferably 3- (3,4-dichlorophenyl) -1,1-dimethylurea.
- DCMU 3- (3,4-dichlorophen
- the curing accelerator can be used alone or in combination of two or more types thereof.
- a blending ratio of the curing accelerator with respect to the curing component is, for example, 10% by mass or more, preferably 15% by mass or more, and more preferably 25% by mass or more, and for example, 40% by mass or less.
- a blending ratio of the curing accelerator with respect to 100 parts by mass of the curing agent is 10 parts by mass or more, and preferably 25 parts by mass or more, and for example, 60 parts by mass or less, and preferably 50 parts by mass or less.
- the curing agent In order to prepare the curing component, the curing agent and, if necessary, the curing accelerator are blended.
- the curing agent is solid, if necessary, the curing agent is dissolved in a solvent to prepare the varnish.
- the solvent may be any solvent as long as the solvent can dissolve the curing component, and examples thereof include the above-described solvent.
- a concentration of the curing component in the varnish is, for example, 10% by mass or more, and preferably 20% by mass or more, and for example, 90% by mass or less, and preferably 50% by mass or less.
- the curing component is prepared.
- the curing agent is formed to have a predetermined thickness by applying the curing component on the adhesive layer or the substrate and drying the curing component.
- a thickness at the time of applying the curing agent is, for example, 1 ⁇ m or more, preferably 5 ⁇ m or more, and more preferably 10 ⁇ m or more, and is, for example, 1000 ⁇ m or less, preferably 800 ⁇ m or less, and more preferably 500 ⁇ m or less.
- the adhesive layer is interposed between the object and the FBG sensor and the resin portion such that the adhesive layer contacts the resin portion holding the FBG sensor and the curing agent contacts the adhesive layer.
- the adhesive component has pressure-sensitive adhesiveness before curing.
- the pressure-sensitive adhesiveness before curing means that the adhesive component has the pressure-sensitive adhesiveness by the reaction of the adhesive component with the curing component before the adhesive component is completely cured, and specifically, from before the adhesive component and the curing component are blended to after the blending, until the adhesive component is completely cured.
- the adhesive layer containing the adhesive component has the pressure-sensitive adhesiveness.
- the releasing adhesive strength of the adhesive layer with respect to an aluminum plate is, for example, 0.5 N/20 mm or more, preferably 1.0 N/20 mm or more, more preferably 2.0 N/20 mm or more, even more preferably 3.0 N/20 mm or more, and particularly preferably 3.5 N/20 mm or more, and for example, 10 N/20 mm or less.
- the adhesive layer is excellent in the pressure-sensitive adhesiveness, and can adhere the FBG sensor and the object and position the FBG sensor.
- the releasing adhesive strength of the adhesive layer is obtained as the releasing adhesive strength of the adhesive layer when the adhesive layer is adhered to the aluminum plate and then the adhesive layer is released from the aluminum plate by 90 degrees at a speed of 300 mm/min.
- the adhesive layer has the pressure-sensitive adhesiveness
- the object and the FBG sensor are adhered to each other by the adhesive layer and the first pressure-sensitive adhesive layer before the adhesive layer is cured. Therefore, it is easy to reliably position the FBG sensor with respect to the object.
- the adhesive layer reacts with the curing agent to be cured.
- the reaction temperature is, for example, the room temperature.
- the adhesive layer and the curing agent may be heated, and the heating temperature is, for example, 50°C or more, and preferably 70°C or more, and for example, 160°C or less, and preferably 110°C or less.
- the reaction temperature is preferably the room temperature.
- the room temperature is a temperature at which the above heating (for example, heating of 50°C or more) for reacting the adhesive layer with the curing agent is not performed, for example, less than 50°C, and preferably 40°C or less, and is, for example, 10°C or more, and preferably 20°C or more.
- reaction temperature is the room temperature
- heating for reacting the adhesive layer with the curing agent is not required, and the FBG sensor 10 and the object can be more easily adhered.
- the reaction time is, for example, 15 minutes or more, preferably 1 hour or more, and more preferably 12 hours or more, and for example, 96 hours or less, and preferably 48 hours or less. Accordingly, the adhesive layer is cured. Preferably, the adhesive layer is cured at room temperature.
- a thickness of the adhesive layer after curing is, for example, 1 ⁇ m or more, preferably 5 ⁇ m or more, and more preferably 30 ⁇ m or more, and is, for example, 2000 ⁇ m or less, preferably 1000 ⁇ m or less, more preferably 500 ⁇ m or less, and even more preferably 100 ⁇ m or less.
- the FBG sensor, the resin portion, and the object are adhered to each other.
- the second substrate is preferably a film, and is preferably a resin film that plays a role of protection and decoration.
- the second substrate may be, for example, a weather resistant film such as a moisture resistant film or a light resistant film, a design film, a surface protective film such as a decorative film or a scratch resistant film, or the like. From a viewpoint of outdoor use, the second substrate is preferably the weather resistant film.
- Examples of the resin forming the resin film include polyimide, polyethylene (PE), polypropylene (PP), fluorinated ethylene propylene copolymer (FEP), ethylene-tetrafluoroethylene copolymer (ETFE), polytetrafluoroethylene (PTFE), polyethylene terephthalate (PET), tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA), and polyvinylidene difluoride (PVDF), and preferably polyvinylidene difluoride (PVDF).
- PE polyethylene
- PP polypropylene
- FEP fluorinated ethylene propylene copolymer
- ETFE ethylene-tetrafluoroethylene copolymer
- PTFE polytetrafluoroethylene
- PET polyethylene terephthalate
- PVDF polyvinylidene difluoride
- PVDF polyvinylidene difluoride
- the second pressure-sensitive adhesive layer can be used without particular limitation.
- a polymer such as, as a base polymer, an acrylic polymer, a silicone polymer, a polyester, a polyurethane, a polyamide, a polyvinyl ether, a vinyl acetate/vinyl chloride copolymer, a modified polyolefin, an epoxy-based polymer, a fluorine-based polymer, a rubber-based polymer such as a natural rubber and a synthetic rubber may be appropriately selected and used.
- the acrylic pressure-sensitive adhesive is preferably used in terms of exhibiting adhesive properties such as appropriate wettability, cohesiveness, and adhesiveness, and being excellent in weather resistance, heat resistance, and the like.
- the first release liner and the second release liner that protect the first pressure-sensitive adhesive layer and the second pressure-sensitive adhesive layer until use will be described.
- the first release liner and the second release liner are not particularly limited, and a common release liner or the like can be used, and for example, a substrate including a release-treated layer, a low adhesive substrate formed of the fluorine-based polymer, and a low adhesive substrate formed of a nonpolar polymer can be used.
- the substrate including the release-treated layer examples include a plastic film or paper surface-treated with a release treatment agent such as a silicone-based release treatment agent, a long-chain alkyl-based release treatment agent, a fluorine-based release treatment agent, and molybdenum sulfide.
- a release treatment agent such as a silicone-based release treatment agent, a long-chain alkyl-based release treatment agent, a fluorine-based release treatment agent, and molybdenum sulfide.
- fluorine-based polymer of the low adhesive substrate formed of the fluorine-based polymer examples include polytetrafluoroethylene, polychlorotrifluoroethylene, polyvinyl fluoride, polyvinylidene difluoride, a tetrafluoroethylene-hexafluoropropylene copolymer, and a chlorofluoroethylene-vinylidene fluoride copolymer.
- nonpolar polymer of the low adhesive substrate formed of a nonpolar polymer examples include olefin-based resins (for example, polyethylene, and polypropylene).
- the release liner can be formed by a known or common method. A thickness and the like of the release liner are also not particularly limited.
- the object to which the FBG sensor is attached is not particularly limited as long as the object can be an object to be measured by the FBG sensor, and examples thereof include various structures such as a metal product, a wood product, a plastic product, a glass product, a building (an inner and outer wall surface, a floor surface, a ceiling surface, a road, a railroad, and a bridge), an electronic device, a transportation device (for example, a vehicle such as an automobile, a two-wheeled vehicle, and a railway, and a ship).
- a metal product for example, a wood product, a plastic product, a glass product, a building (an inner and outer wall surface, a floor surface, a ceiling surface, a road, a railroad, and a bridge), an electronic device, a transportation device (for example, a vehicle such as an automobile, a two-wheeled vehicle, and a railway, and a ship).
- the varnish was applied to a release-treated surface of a release-treated polyethylene terephthalate film (trade name Diafoil MRF # 38, manufactured by Mitsubishi Plastics, Inc.) so that a thickness after drying became 50 ⁇ m, and heating is performed at 80°C for 3 minutes and drying is performed to obtain an adhesive layer. Thereafter, the adhesive layer was brought into contact with another polyethylene terephthalate film so that the adhesive layer was sandwiched between the two polyethylene terephthalate films.
- a release-treated polyethylene terephthalate film trade name Diafoil MRF # 38, manufactured by Mitsubishi Plastics, Inc.
- An pressure-sensitive adhesive layer (HYPERJOINT H7008, manufactured by Nitto Denko Corporation) was cut into a size of 50 mm ⁇ 30 mm, and as shown in FIG. 12 (a) , a center portion was cut to provide the opening portion of 20 mm ⁇ 10 mm, and the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b were prepared.
- the first pressure-sensitive adhesive layer 11b was disposed on the release liner 30 (Diafoil MRF # 38, manufactured by Mitsubishi Plastics, Inc.).
- the optical fiber with the FBG sensor 10 having the outer diameter of 0.125 mm was placed so that the FBG sensor 10 was positioned in the opening portion of the first pressure-sensitive adhesive layer 11b.
- the first pressure-sensitive adhesive layer 11a was stacked on the first pressure-sensitive adhesive layer 11b and the optical fiber. At this time, the first pressure-sensitive adhesive layer 11a was pressed against the first pressure-sensitive adhesive layer 11b. Accordingly, the gap between the optical fiber, the first pressure-sensitive adhesive layer 11a, and the first pressure-sensitive adhesive layer 11b is filled, and the FBG sensor 10 is disposed in the opening portions of the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b.
- the opening portion was filled with a resin that was a mixture of an epoxy resin (jER828, Mitsubishi Chemical Corporation) and a curing agent (S-12, Mitsubishi Chemical Corporation) at a mass ratio of 100:50 and was cured at room temperature, and was allowed to stand at room temperature to be cured to form the resin portion 12.
- a resin that was a mixture of an epoxy resin (jER828, Mitsubishi Chemical Corporation) and a curing agent (S-12, Mitsubishi Chemical Corporation) at a mass ratio of 100:50 and was cured at room temperature, and was allowed to stand at room temperature to be cured to form the resin portion 12.
- a PET substrate (Lumirror S-10 # 188, manufactured by Toray Industries, Inc.) as the first substrate 20 was stacked on the first pressure-sensitive adhesive layer 11a as shown in FIGS. 11(e) and 12(e) to form a stacked structure.
- the adhesive layer prepared above was cut into 20 mm ⁇ 10 mm to prepare the adhesive layer 14. As shown in FIGS. 11 (f) and 12 (f) , the release liner 30 was released from the stacked structure, and the adhesive layer 14 was adhered to the resin portion 12 to manufacture a sensor package.
- the optical fiber 15 with the FBG sensor 10 covered with the covering material 13 having an outer diameter of 0.9 mm was placed on the release liner 30 (Diafoil MRF # 38, manufactured by Mitsubishi Plastics, Inc.).
- An pressure-sensitive adhesive layer (HYPERJOINT H7008, manufactured by Nitto Denko Corporation) was cut into a size of 50 mm ⁇ 15 mm, and as shown in FIG. 13 (b) , a part of the cut pressure-sensitive adhesive layer was cut into a size of 20 mm ⁇ 5 mm, and the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d having a U shape were prepared.
- the covering material 13 was sandwiched between the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d having the U shape.
- the first pressure-sensitive adhesive layer 11a and the first pressure-sensitive adhesive layer 11b were pressed against the release liner 30. Accordingly, a gap between the covering material 13, the first pressure-sensitive adhesive layer 11c, and the first pressure-sensitive adhesive layer 11d is filled, and the FBG sensor 10 is disposed in the opening portions formed by the first pressure-sensitive adhesive layer 11c and the first pressure-sensitive adhesive layer 11d.
- the opening portion was filled with the resin that was the mixture of the epoxy resin (jER828, Mitsubishi Chemical Corporation) and the curing agent (S-12, Mitsubishi Chemical Corporation) at the mass ratio of 100:50 and was cured at room temperature, and was allowed to stand at room temperature to be cured to form the resin portion 12.
- the resin was the mixture of the epoxy resin (jER828, Mitsubishi Chemical Corporation) and the curing agent (S-12, Mitsubishi Chemical Corporation) at the mass ratio of 100:50 and was cured at room temperature, and was allowed to stand at room temperature to be cured to form the resin portion 12.
- the PET substrate Limirror S-10 # 188, manufactured by Toray Industries, Inc.
- the release liner 30 was released from the stacked structure, and the adhesive layer 14 cut to 20 mm ⁇ 10 mm was adhered to the resin portion 12 to manufacture a sensor package.
- a sensor package was manufactured similarly as in Manufacturing Example 2 except that the optical fiber with the FBG sensor was changed to an optical fiber covered with a covering material having an outer diameter of 0.155 mm (the outer diameter of the covering material including the optical fiber was 0.155 mm).
- a sensor package was manufactured similarly as in Manufacturing Example 2 except that the optical fiber with the FBG sensor was changed to an optical fiber covered with a covering material having an outer diameter of 1 mm (the outer diameter of the covering material including the optical fiber was 1 mm).
- a sensor package according to the present invention can be easily attached and positioned without greatly reducing sensitivity of an FBG sensor, and is excellent in workability.
- the sensor package is applicable to outdoor use and has high durability.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Measuring Fluid Pressure (AREA)
- Optical Transform (AREA)
- Adhesives Or Adhesive Processes (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019168780 | 2019-09-17 | ||
| PCT/JP2020/035044 WO2021054350A1 (ja) | 2019-09-17 | 2020-09-16 | センサパッケージおよびセンサパッケージの取付方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4033210A1 true EP4033210A1 (de) | 2022-07-27 |
| EP4033210A4 EP4033210A4 (de) | 2023-10-18 |
Family
ID=74884258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20864456.7A Pending EP4033210A4 (de) | 2019-09-17 | 2020-09-16 | Sensorpaket und verfahren zur befestigung eines sensorpakets |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220349733A1 (de) |
| EP (1) | EP4033210A4 (de) |
| JP (1) | JP7488273B2 (de) |
| KR (1) | KR20220061986A (de) |
| TW (1) | TWI832005B (de) |
| WO (1) | WO2021054350A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4080172A1 (de) * | 2021-04-20 | 2022-10-26 | Palo Alto Research Center Incorporated | Vorrichtung zum befestigen einer optischen faser an einer struktur |
| WO2024058744A1 (en) * | 2022-09-12 | 2024-03-21 | Sazcilar Otomotiv Sanayi Ve Ticaret Anonim Sirketi | A front face part for rail system vehicle |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11668889B2 (en) | 2021-04-20 | 2023-06-06 | Palo Alto Research Center Incorporated | System for applying pre-strain to an optical sensor |
| WO2023191017A1 (ja) | 2022-03-31 | 2023-10-05 | 日東電工株式会社 | センサパッケージ、センサパッケージの取付方法、センサパッケージ及び硬化剤を含むセット、並びに接着構造体 |
| JP2023161978A (ja) * | 2022-04-26 | 2023-11-08 | 日東電工株式会社 | 光ファイバ組込シート、光ファイバの設置方法、および貼付装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61250191A (ja) | 1985-04-26 | 1986-11-07 | Electroplating Eng Of Japan Co | コネクタ端子のブラシメツキ方法 |
| JP2002090233A (ja) * | 2000-09-13 | 2002-03-27 | Iwateken Doboku Gijutsu Center | 橋梁の歪み分布計測方法 |
| JP2002311253A (ja) * | 2001-04-18 | 2002-10-23 | Hitachi Cable Ltd | ファイバグレーティング及びそれを用いた物理量測定方法 |
| JP3811761B2 (ja) * | 2002-03-26 | 2006-08-23 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | ファイバ型ブラッググレーティング素子及びその製造方法 |
| JP2006208264A (ja) * | 2005-01-31 | 2006-08-10 | Fujikura Ltd | 光ファイバセンサ |
| US7515781B2 (en) * | 2005-07-22 | 2009-04-07 | Exxonmobil Research And Engineering Company | Fiber optic, strain-tuned, material alteration sensor |
| JP2008070357A (ja) * | 2006-08-15 | 2008-03-27 | Suncall Corp | 光学式圧力センサ |
| DE102007008464B4 (de) * | 2007-02-19 | 2012-01-05 | Hottinger Baldwin Messtechnik Gmbh | Optischer Dehnungsmessstreifen |
| JP5372411B2 (ja) | 2008-06-10 | 2013-12-18 | ミネベア株式会社 | ひずみゲージ及びその製造方法並びにひずみゲージの取付方法 |
| DE102008060507A1 (de) * | 2008-07-10 | 2010-01-14 | Sms Siemag Aktiengesellschaft | Temperaturmessung in einer Kokille durch ein faseroptisches Messverfahren |
| TWI428230B (zh) * | 2011-01-27 | 2014-03-01 | Ship & Ocean Ind R & D Ct | Pressure sensing method for perfusion molding of composite |
| TWI529371B (zh) * | 2011-09-08 | 2016-04-11 | Wen Fung Liu | Fiber grating rotary angle meter |
| JP6696112B2 (ja) | 2015-03-31 | 2020-05-20 | 大日本印刷株式会社 | センサモジュール及びその取付方法、並びにセンサモジュールが取り付けられた構造物 |
| JP6449795B2 (ja) * | 2016-01-15 | 2019-01-09 | 日東電工株式会社 | 硬化型粘接着シート |
| CN106404065B (zh) * | 2016-10-09 | 2019-05-07 | 山东大学 | 一种复合材料封装的光纤光栅传感器及其制造方法 |
| JP6581683B1 (ja) | 2018-03-22 | 2019-09-25 | 株式会社アイネット | 名刺管理システム |
-
2020
- 2020-09-16 EP EP20864456.7A patent/EP4033210A4/de active Pending
- 2020-09-16 KR KR1020227008708A patent/KR20220061986A/ko active Search and Examination
- 2020-09-16 US US17/760,906 patent/US20220349733A1/en active Pending
- 2020-09-16 JP JP2021546926A patent/JP7488273B2/ja active Active
- 2020-09-16 WO PCT/JP2020/035044 patent/WO2021054350A1/ja unknown
- 2020-09-17 TW TW109132163A patent/TWI832005B/zh active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4080172A1 (de) * | 2021-04-20 | 2022-10-26 | Palo Alto Research Center Incorporated | Vorrichtung zum befestigen einer optischen faser an einer struktur |
| WO2024058744A1 (en) * | 2022-09-12 | 2024-03-21 | Sazcilar Otomotiv Sanayi Ve Ticaret Anonim Sirketi | A front face part for rail system vehicle |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4033210A4 (de) | 2023-10-18 |
| WO2021054350A1 (ja) | 2021-03-25 |
| TW202118998A (zh) | 2021-05-16 |
| US20220349733A1 (en) | 2022-11-03 |
| TWI832005B (zh) | 2024-02-11 |
| JPWO2021054350A1 (de) | 2021-03-25 |
| CN114424028A (zh) | 2022-04-29 |
| JP7488273B2 (ja) | 2024-05-21 |
| KR20220061986A (ko) | 2022-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4033210A1 (de) | Sensorpaket und verfahren zur befestigung eines sensorpakets | |
| US11578237B2 (en) | Adhesive sheet set and method for producing product | |
| KR102630882B1 (ko) | 접착 방법, 접착 구조체, 및, 접착 키트 | |
| KR20180030747A (ko) | 플렉서블 디스플레이용 점착제, 점착 시트, 플렉서블 적층 부재 및 플렉서블 디스플레이 | |
| EP2315666A1 (de) | Aushärtbare klebefolie | |
| CN102101986A (zh) | 压敏粘合片 | |
| CN106536655B (zh) | 在对渗透物敏感的表面上产生粘结的方法 | |
| CN108473833B (zh) | 固化型粘合粘接片 | |
| JP5717019B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| TW201934347A (zh) | 積層體之製造方法 | |
| US9222007B2 (en) | Shape memory polymer which functions as a dry adhesive clamp and methods of making and using the same | |
| TW202330856A (zh) | 黏著劑及/或接著劑 | |
| JP7111485B2 (ja) | 接着構造体の製造方法 | |
| CN114424028B (en) | Sensor package and method for mounting sensor package | |
| WO2023191017A1 (ja) | センサパッケージ、センサパッケージの取付方法、センサパッケージ及び硬化剤を含むセット、並びに接着構造体 | |
| JP6536152B2 (ja) | 樹脂封止部品の製造方法 | |
| JP7008748B2 (ja) | 接着方法 | |
| JP2013129775A (ja) | 接着剤組成物およびそれを用いた接着シート | |
| WO2023210666A1 (ja) | 光ファイバ組込シート、光ファイバの設置方法、および貼付装置 | |
| JP6611424B2 (ja) | 熱硬化性接着組成物、及び熱硬化性接着シート | |
| KR20230098050A (ko) | 커버 필름 부착 광학 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220324 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20230918 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G01D 5/353 20060101ALI20230912BHEP Ipc: G01D 11/30 20060101AFI20230912BHEP |