EP3894622B1 - Strahlsaugkasten und strahlsaugverfahren - Google Patents
Strahlsaugkasten und strahlsaugverfahren Download PDFInfo
- Publication number
- EP3894622B1 EP3894622B1 EP19827636.2A EP19827636A EP3894622B1 EP 3894622 B1 EP3894622 B1 EP 3894622B1 EP 19827636 A EP19827636 A EP 19827636A EP 3894622 B1 EP3894622 B1 EP 3894622B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- box
- jet
- opening
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 7
- 239000002657 fibrous material Substances 0.000 claims description 39
- 239000007788 liquid Substances 0.000 claims description 32
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 16
- 238000000605 extraction Methods 0.000 claims description 8
- 238000011084 recovery Methods 0.000 claims description 6
- 239000003570 air Substances 0.000 description 11
- 238000005516 engineering process Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 4
- 210000000078 claw Anatomy 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 239000012080 ambient air Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- KEUKAQNPUBYCIC-UHFFFAOYSA-N ethaneperoxoic acid;hydrogen peroxide Chemical compound OO.CC(=O)OO KEUKAQNPUBYCIC-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000005480 shot peening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B15/00—Removing liquids, gases or vapours from textile materials in association with treatment of the materials by liquids, gases or vapours
- D06B15/04—Removing liquids, gases or vapours from textile materials in association with treatment of the materials by liquids, gases or vapours by suction
- D06B15/043—Removing liquids, gases or vapours from textile materials in association with treatment of the materials by liquids, gases or vapours by suction by means of a perforated drum
Definitions
- the invention relates to a jet suction box for a suction device of a device for hydroentanglement of fiber material webs and a jet suction method with the features in the independent claims.
- a jet suction box for a suction device which is provided for a water jet bonding device with which a fiber material web in the form of a nonwoven web is bonded with impinging water jets.
- the jet suction box With the jet suction box, the water jets emitted at high pressure by several injectors of the hydroentanglement device are sucked in after penetrating the material web.
- the hollow, tubular jet suction box has openings in the casing in the form of oblong holes, next to which sliding strips are arranged on both sides and protrude into a perforated drum. A cleaning strip and possibly two separating strips are arranged between the sliding strips.
- the WO 01/79598 A2 shows a jet suction box of a suction device with a suction nozzle whose suction opening has a constant opening width.
- the claimed jet suction technology i.e. the jet suction box and the jet suction method as well as the suction device and the device for hydroentanglement equipped with it, have various advantages.
- the jet suction technology requires little energy and construction costs. It saves resources, is efficient and has low noise emissions. Due to the low construction and energy costs, the claimed jet suction technology is more economical than the prior art. Finally, better and more constant bonding results are also achieved when bonding a fiber material web with high-pressure liquid jets, in particular high-pressure water jets.
- the claimed jet suction box can be an independent component of a suction device and a device for hydroentanglement equipped therewith.
- the jet suction box can be retrofitted or converted to existing suction devices. It can also be implemented as initial equipment in a new extraction system.
- the claimed jet suction box has on its box casing at least one suction nozzle with a slit-like suction opening, the width of which increases steadily toward the inside of the box.
- the suction opening can in particular have a conically widening cross-section.
- the suction opening opens out at the jacket opening on the outlet side.
- the suction port has an outlet-side opening width that is larger than the inlet-side opening width.
- the pressure loss on the nozzle outlet side can be kept low. Compared to a suction nozzle with a constant or reduced nozzle width, the pressure loss is significantly lower.
- the positive effect of the claimed jet suction technology is all the greater, the greater the flow velocity at the nozzle outlet and the greater the suction velocity of the air/liquid mixture from the hollow interior of the box.
- a moderate vacuum in the interior of the box and a low-dimensioned vacuum generator are sufficient to achieve a desired vacuum on the inlet side of the suction nozzle and a desired flow rate at the suction nozzle and at a suction opening of the jet suction box.
- a negative pressure can be, for example, 15,000 Pa and a flow rate can be, for example, 25 m/s.
- the one or more suction nozzles can be arranged in a suitable manner on the jet suction box. They can extend along the axis of the suction box and also transversely to the web of fibrous material.
- the number and arrangement of the suction nozzles can be adapted to the number and arrangement of injectors or nozzle bars of a hydroentanglement device.
- the suction nozzles can each face one of these injectors in the direction of emission of liquid jets, in particular water jets.
- the emitted liquid and the ambient air entrained by the jet can be taken up and discharged particularly well and effectively in the claimed slit-like and in the further enlarged suction opening.
- the flow of fibrous material web is thus moistened as little as possible.
- the subsequent drying effort can be lower for the fiber material web, which resource consumption is also reduced and efficiency and profitability are increased.
- the jet suction box can have a plurality of suction nozzles distributed in the circumferential direction on its box casing. These can be integrated into a correspondingly thick box casing. They are also designed as a nozzle attachment and are arranged over a shell opening of the box shell. The nozzle attachment protrudes outwards from the box jacket. It can project almost to a liquid-permeable, in particular perforated, conveying means for the fiber material web. Alternatively or additionally, the nozzle attachment on the box jacket can protrude inwards into the box interior.
- the training with the nozzle attachment has several advantages.
- the intake of false air can be reduced or avoided.
- the one or more nozzle attachments locally projecting outwards from the jet suction box can create a space between the box jacket and the liquid-permeable conveyor, which can correspond to the space required for storing a drum-like conveyor.
- Nozzle attachments protruding inwards from the box jacket into the box interior enable maximum expansion of the suction box and maximum interior volume, which is advantageous for optimizing the suction effect and suction capacity.
- the claimed jet suction box can have any suitable shape. It can also be adapted to said conveyor.
- the jet suction box can have a cubic or cuboid shape, in which case the conveying means can be designed, for example, as a straight section of a conveyor belt.
- the jet suction box is designed as a straight jet suction pipe.
- This can have an outside prismatic jacket have a flattening in the region of one or more shell openings.
- the jacket can be cylindrical on the inside. Due to the flattening, a nozzle attachment can be arranged particularly favorably on the jet suction pipe.
- the liquid-permeable conveying means can be designed, for example, as a rotary driven conveying drum and arranged coaxially with the stationary jet suction pipe.
- the jet suction pipe can also have bearing surfaces for the conveyor drum.
- the jet suction box in particular the jet suction pipe
- several support struts are arranged in the one or more slot-like casing openings. These can be aligned at an angle to one another and arranged in a framework-like manner.
- the casing opening adjoins its outlet-side end.
- the jacket opening width can be equal to or larger than the suction opening width on the outlet side.
- the width of the suction opening can be adjusted. As a result, it can be adapted to different application requirements, in particular also to varying operating modes of the hydroentanglement device. In the case of several suction nozzles arranged distributed over the transport path of the fiber material web, the width of their suction openings can be adjusted to be the same as one another or, if necessary, to be different.
- Forming the suction nozzle as a nozzle attachment is particularly advantageous for such a width adjustment.
- the suction nozzle, in particular the nozzle attachment can have side walls that can be moved relative to one another and an adjustment device for their mutual adjustment.
- the prismatic outer outline and the one or more flats for a suction nozzle adjustment is particularly advantageous.
- the suction device equipped with the claimed jet suction box is particularly efficient and economical.
- the associated vacuum generator can be designed to be relatively weak in the above-mentioned manner and thus resource- and cost-effective. With recovery, the water can be separated from the water/air mixture sucked in in a particularly advantageous manner and, if necessary, fed back to the device for hydroentanglement.
- the water used in the shot peening process can be used effectively and recovered to a high degree. A water discharge via the fibrous material web can be kept low.
- the claimed hydroentanglement device can include a suction device and in particular a jet suction box of the type claimed.
- the high pressure jets of liquid emitted to and penetrating the web of fibrous material may be water or any other suitable liquid.
- a hydroentanglement device is therefore understood to mean all types of consolidation devices using such high-pressure liquid jets from any liquids.
- the invention relates to a jet suction box (14) and a method for jet suction of high-pressure liquid jets from a device (1) for hydroentanglement.
- the invention also relates to a suction device (6) with such a jet suction box (14).
- the invention also includes a device (1) for hydroentanglement with such a jet suction box (14) and a suction device (6).
- the invention also includes a hydroentanglement process and a suction process.
- FIG 1 shows a plant with three devices (1) for hydroentanglement of a fiber material web (2).
- the web of fibrous material (2) consists of textile fibers, in particular synthetic fibers. It is designed, for example, as a nonwoven fleece. It is supplied by a generating device (not shown), for example a card, a spunbond or spunbond tower, an airlay or the like, on a transport means (5). In this case, if required, further machines, for example a non-woven layer, can be interposed.
- the transport means (5) can have an endlessly circulating and radiation-permeable transport belt.
- the web of fibrous material (2) can run through the three devices (1) for hydroentanglement in succession.
- the three devices (1) can be of the same design as one another. They each have one or more injectors (3). The preferably several injectors (3) are distributed and arranged one behind the other along the conveying path in the conveying direction of the fiber material web (2).
- the web of fibrous material (2) is sprayed with thin high-pressure liquid jets (4), in particular water jets, arranged in a row or in a matrix. solidified, which are emitted from the injectors (3) each against the fiber material web (2) and penetrate it.
- the respective injector (3) can be designed, for example, as a nozzle bar which is aligned transversely to the fiber material web (2) and to its transport path and the width of the fiber material web (2) for the most part, preferably completely, overlaps.
- the jets of liquid (4) emitted are picked up by a suction device (6), sucked in and transported away.
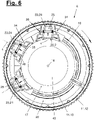
- the suction device (6) has according to figure 1 , 2 and 6 a jet suction box (14) and a conveyor (11) for transporting the fiber material web (2) in the area of the injector or injectors (3).
- the conveying means (11) supports the web of fibrous material (2) against the impinging liquid jets (4).
- the jet suction box (14) sucks in the liquid jets (4) emerging from the web of fibrous material (2). In addition, ambient air can be sucked in.
- the jet suction box (14) is in the in figure 1 and 6 shown emission direction of the liquid jets (4) arranged below the conveyor (11).
- the jet suction box (14) is arranged relatively stationary relative to the moving conveyor (11).
- the jet suction box (14) is designed as a long and straight jet suction pipe (15).
- a different configuration for example in the form of a cuboid box, is possible.
- the features described below for the jet suction pipe (15) also apply correspondingly to other types of jet suction boxes (14).
- the conveying means (11) is designed as a rotatingly driven conveying drum (12), in which the jet suction box (14) or the jet suction pipe (15) is arranged in a relatively stationary manner.
- the conveyor drum (12) is arranged concentrically to the central axis (16) of the jet suction pipe (15) and rotates about this axis (16).
- the conveyor drum (12) can be driven in rotation in any suitable manner.
- a drive (13) is provided for this purpose, from which figure 2 For example, a ring gear is shown, which is arranged at one end of the conveyor drum (12).
- the other parts of the drive (13), such as a motor with gear and output pinion, etc., are not shown.
- the conveyor (11) is fluid-permeable. It allows the liquid jets (4) and also air to pass.
- the conveying means (11) can, for example, have a perforated conveying element.
- the drum shell is liquid-permeable.
- the conveying means (11) can be designed in a different way, e.g. as a circulating belt conveyor. This can also be fluid-permeable and can, for example, have a punched or perforated conveyor belt.
- the conveying drum (12) has a perforated, in particular perforated, cylindrical shell through whose openings the liquid jets (4) can reach the jet suction box (14) or jet suction pipe (15).
- a negative pressure can be generated in the jet suction pipe (15), through which the emitted jets of liquid (4) can be sucked efficiently and in a targeted manner into the hollow interior of the box (17).
- the jet suction pipe (15) is closed at one end and has a suction opening (43) at the other end, through which the suctioned liquid/air mixture can leave the box interior (17) again.
- the web of fibrous material (2) wraps around the conveyor drum (12) over a large part of its circumference.
- the web of fibrous material (2) can be conveyed by the drum rotation and also transferred to the next conveying drum (12) and, after passing through the last device (1) for hydroentanglement, transferred back to a conveyor belt or another means for transport.
- the web of fibrous material (2) can rest directly on the drum shell. Alternatively, a moving conveyor belt can be arranged in between.
- An injector (3) is arranged under the transport means (5) and at the transfer point of the fiber material web (2) to the first suction device (6), the emitted liquid jets (4) of which penetrate the transport belt. They also cause the fiber material web (2) to be carried along and transferred to the first conveyor drum (12). figure 1 shows this arrangement.
- FIG 2 , 3 and 4 show schematically further components of the suction device (6).
- the conveyor drum (12) is rotatably mounted on the jet suction pipe (15).
- the jet suction pipe (15) can have bearing surfaces (41) at the front ends, which figure 3 and 4 are clarified.
- figure 6 shows this arrangement.
- the steel suction pipe (15) has a support pin at the closed front end and a pipe flange (42) for stationary assembly at the other open (43) front end.
- the suction device (6) has a vacuum generator (7) with which the liquid/air mixture is sucked out of the jet suction pipe (15) through the opening (43) and through a subsequent line.
- the suction device (6) can also have a recovery unit (8), with which the liquid is separated from the air and can be fed back to the one or more injectors (3) via a return line (9) and, if necessary, a cleaning device.
- the air can be discharged via an outlet (10).
- the vacuum generator (7) and the recovery (8) are in figure 2 only indicated schematically. They can be designed and arranged in any suitable way.
- the recovery (8) can be configured as a cyclone, for example.
- FIG. 3 to 8 illustrate the formation of the jet suction box (14) or the jet suction pipe (15).
- the hollow jet suction tube (15) has a box jacket (18) or tube jacket, which is cylindrical in cross section on the inside and has a prismatic shape with several flattened areas (19) on the outside. figure 7 and 8th explains this training.
- the jet suction pipe (14) has at least one suction nozzle (23) with a slit-like suction opening (25) on its box casing (18).
- the width of the suction opening (25) increases towards the interior of the box (17).
- the suction opening (25) can have a conical cross section, as is the case, for example, in Figure 6 to 8 is shown.
- the suction nozzle (23) and its slit-like suction opening (25) extend along the axis (16) or suction box axis. They also preferably extend over the entire width of the fiber material web (2).
- the number and arrangement of the suction nozzles (23) can depend on the number and arrangement of the one or more injectors (3).
- three injectors are arranged in an arc around the conveying drum (12) and the jet suction pipe (15).
- the arc arrangement and the emission direction of the liquid jets (4) can be concentric to the axis (16).
- the suction nozzles (23) are arranged in a corresponding distribution on the box casing (18) of the jet suction pipe (15). They point with their suction opening (25) to the associated injector (3) and are opposite to this in the direction of emission. After penetrating the web of fibrous material (2) and the conveying means (11, 12), the liquid jet (4) emitted by the respective injector (3) reaches the suction opening (25) directly. In figure 6 this situation is shown with arrows.
- the emission direction and the vertical axis of the suction opening (25) are aligned radially to the axis (16).
- the penetration of the respective liquid jets (4) into the suction opening (25) is supported by the negative pressure in the box interior (17) and the suction effect.
- air is sucked in from the outside through the suction opening (25) and entrained with the liquid jets (4).
- the three suction nozzles (23) distributed in the circumferential direction on the box casing (18) are each designed as a nozzle attachment (24) which is arranged over an axial casing opening (20) in the box casing (18).
- the nozzle attachment (24) protrudes outwards in the radial direction from the box jacket (18) and extends according to figure 1 and 6 up close to the conveyor (11), in particular to the conveyor drum (12).
- the close approach or, if necessary, the attachment of the nozzle attachment (24) to the conveying means (11), in particular to the conveying drum (12) prevents false air from being sucked in at the side, in particular from the intermediate space (22).
- the preferably slit-like shell opening (20) extends along the axis (16) in the box shell (18). It extends over the width of the material web and ends in front of the front edges of the jet suction pipe (15).
- a plurality of support struts (21) are arranged in each of the slit-like casing openings (20). The array may have an oblique orientation and may be trussed.
- the nozzle attachments (24) have axially directed side walls (28) which are spaced apart laterally and between which the suction opening (25) is arranged.
- the suction opening (25) opens out on the inlet side (26) or on the outside of the nozzle attachment (24) and close to the conveying means (11, 12).
- the suction opening (25) opens out at the jacket opening (20).
- the nozzle attachment(s) (24) are tightly sealed at the front ends by closures (40).
- the side walls (28) can also be supported axially here.
- the side walls (28) can be in one piece or in several parts. In the exemplary embodiments shown, they are segmented, with the respective side wall segments being guided to one another in a form-fitting manner by means of complementary stepped end faces.
- the suction opening (25) preferably has the conical cross-sectional shape shown.
- the width of the suction opening (25) is smaller on the inlet side (26) than on the outlet side (27).
- the width of the jacket opening (20) in the box jacket (18) can be equal to or greater than the width of the suction opening (25) on the outlet side.
- the side walls (28) of the nozzle attachments (24) can each have a sloping inner wall (29) to form the said change in width.
- the wall slope can be mirror-symmetrical with respect to the radial direction starting from the axis (16). Alternatively, an asymmetrical design is possible.
- the enlargement of the suction opening width can be continuous in the embodiments shown.
- the angle of inclination ⁇ between the inclined wall (29) and the radial direction can be between 8° and 15°, for example. A range between 10° and 13° is preferred. figure 8 clarifies this fact. 2
- the width of the suction opening (25) can be adjusted. If required, the angle of inclination ⁇ can alternatively or additionally be changed and adjusted in an embodiment that is not shown.
- the suction nozzle (23), in particular the nozzle attachment (24), has side walls (28) that can be moved relative to one another and an adjustment device (34) for their mutual adjustment.
- the adjusting device (34) can have clamping means (35) for the mutual adjustment of the side walls (28) and a respective nozzle holder (38) for fixing the side walls (28) to the box casing (18).
- the side walls (28) each have a stepped outer wall (30). This can have a laterally protruding base (33) at the bottom end facing the axis (16). Furthermore, the side walls (28) on the inlet side (26) or on the outside of the nozzle attachment (24) can each have a convexly curved or sloping roof wall (31). In this way, together with the conveying means (11, 12), a seal with respect to the intermediate space (22) can be effected.
- the side walls (28) can each have a flat bottom wall (32).
- the bottom wall (32) can rest on a bevel (19) of the box casing (18) and can slide along transversely to said radial direction during adjustment.
- a seal (39) can be arranged between the bottom wall (32) and the bevel (19).
- the nozzle holder (38) holds the nozzle attachment (24) and its side walls (28) on the box casing (18) and at the same time enables the side walls (28) to be adjusted transversely to change the width of the suction opening.
- the nozzle holders (38) are each designed, for example, as a clamping claw, which is fastened to the box shell (18) by screws or in some other way and which engages over the respective base (33) with a claw arm and against the box shell (18) or the flattening ( 19) fixed.
- the nozzle holders (38) can extend over the entire length or part of the length of the nozzle attachments (24). In the exemplary embodiments shown, there are several shorter nozzle holders (38) distributed along the box casing (18).
- the clamping means (35) for adjusting the width of the suction opening (25) acts between the opposite side walls (28) of the respective nozzle attachments (24).
- the clamping means has, for example, axial clamping strips (36) which each rest against the outer wall (30) and are supported on the base (33).
- the clamping strip (36) arranged on the respective side walls (28) can be designed in one piece and can extend over the entire length of the respective nozzle attachment (24). Alternatively, it may be segmented.
- the tensioning means (35) also has a plurality of tensioning pins (37) which extend transversely through the side walls (28) and which are adjustably fastened to the tensioning bars (36).
- the width of the suction opening can be changed by adjusting, in particular twisting, the dowel pins (37).
- the clamping pins (37) can be designed as screw pins, for example, with which the spaced clamping bars (36) can be mutually screwed and braced.
- the dowel pins (37) pass through the side walls (28), according to figure 8 in the area of the suction opening (25), a clamping sleeve is pulled onto the respective clamping pin (37), which is accommodated in a blind hole in the inner walls (29) and supported axially by a spring.
- the clamping strips (36) are moved closer or further away from one another, taking their respective side wall (28) with them, with the clamping sleeve with the springs exerting a central counterforce on the side walls (28) and these resting against their respective clamping strip (36) holds.
- the adjusting device (34) and the clamping means (35) can be constructed in a different way.
- the fibrous material web (2) solidified with the liquid jets (4) in one or more water jet solidification devices (1) can be transported to subsequent further processing (not shown).
- This can, for example, be a drying device with a squeezing mechanism and/or a drying oven.
- further processing devices for example a fleece laying device, a winding device, a cutter or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
Description
- Die Erfindung betrifft einen Strahlsaugkasten für eine Absaugvorrichtung einer Einrichtung zur Wasserstrahlverfestigung von Fasermaterialbahnen und ein Strahlsaugverfahren mit den Merkmalen in den selbstständigen Ansprüchen.
- Aus der
EP 1 059 377 A1 ist ein Strahlsaugkasten für eine Absaugvorrichtung bekannt, die für eine Wasserstrahlverfestigungseinrichtung vorgesehen ist, mit der eine Fasermaterialbahn in Form eines Nonwoven-Vlieses mit auftreffenden Wasserstrahlen, verfestigt wird. Mit dem Strahlsaugkasten werden die von mehreren Injektoren der Wasserstrahlverfestigungseinrichtung mit hohem Druck emittierten Wasserstrahlen nach Durchdringen der Materialbahn eingesaugt. Der hohle rohrförmige Strahlsaugkasten weist Mantelöffnungen in Form von Langlöchern auf, neben denen Gleitleisten beidseits angeordnet sind und zu einer gelochten Trommel ragen. Zwischen den Gleitleisten sind eine Reinigungsleiste und ggf. zwei Trennleisten angeordnet. - Die
US 5,718,022 A offenbart einen anderen Strahlsaugkasten einer Absaugvorrichtung. - Die
WO 01/79598 A2 - Es ist Aufgabe der vorliegenden Erfindung, eine verbesserte Strahlsaugtechnik aufzuzeigen.
- Die Erfindung löst diese Aufgabe mit den Merkmalen in den selbstständigen Ansprüchen.
- Die beanspruchte Strahlsaugtechnik, d.h. der Strahlsaugkasten und das Strahlsaugverfahren sowie die Absaugvorrichtung und die damit ausgerüstete Einrichtung zur Wasserstrahlverfestigung haben verschiedene Vorteile.
- Die Strahlsaugtechnik benötigt wenig Energie- und Bauaufwand. Sie spart Ressourcen, ist effizient und hat eine geringe Geräuschemission. Durch den geringen Bau- und Energieaufwand ist die beanspruchte Strahlsaugtechnik wirtschaftlicher als der Stand der Technik. Schließlich werden auch bessere und konstantere Verfestigungsergebnisse bei der Verfestigung einer Fasermaterialbahn mit Hochdruck-Flüssigkeitsstrahlen, insbesondere Hochdruck-Wasserstrahlen, erreicht.
- Der beanspruchte Strahlsaugkasten kann eine eigenständige Komponente einer Absaugeinrichtung und einer damit ausgerüsteten Einrichtung zur Wasserstrahlverfestigung sein. Der Strahlsaugkasten kann an bestehenden Absaugeinrichtungen nachgerüstet oder umgerüstet werden. Er kann auch als Erstausstattung in eine neue Absaugeinrichtung implementiert werden.
- Der beanspruchte Strahlsaugkasten weist an seinem Kastenmantel mindestens eine Saugdüse mit einer schlitzartigen Saugöffnung auf, deren Weite sich zum Kasteninnenraum hin stetig vergrößert. Die Saugöffnung kann insbesondere einen konischen erweiternden Querschnitt aufweisen. Die Saugöffnung mündet auslassseitig an der Mantelöffnung. Die Saugöffnung hat eine auslassseitige Öffnungsweite, die größer als die einlassseitige Öffnungsweite ist.
- Durch die Vergrößerung der Düsenweite in Strahlrichtung bzw. Einsaugrichtung kann der Druckverlust an der Düsenauslassseite gering gehalten werden. Gegenüber einer Saugdüse mit konstanter oder verengter Düsenweite ist der Druckverlust wesentlich geringer. Der positive Effekt der beanspruchten Strahlsaugtechnik wirkt sich umso stärker aus, je größer die Strömungsgeschwindigkeit am Düsenauslass ist und je größer die Absauggeschwindigkeit des Luft-/Flüssigkeitsgemisches aus dem hohlen Kasteninnenraum ist.
- Dank des geringen Druckverlustes genügen ein moderater Unterdruck im Kasteninnenraum und ein niedrig dimensionierter Unterdruckerzeuger zur Erzielung eines gewünschten Unterdrucks an der Einlassseite der Saugdüse und einer gewünschten Strömungsgeschwindigkeit an der Saugdüse und an einer Absaugöffnung des Strahlsaugkastens. Ein solcher Unterdruck kann z.B. bei 15.000 Pa liegen und eine Strömungsgeschwindigkeit kann z.B. 25 m/s betragen.
- Die ein oder mehreren Saugdüsen können am Strahlsaugkasten in geeigneter Weise angeordnet werden. Sie können sich längs der Saugkastenachse und außerdem quer zur Fasermaterialbahn erstrecken. Die Zahl und Anordnung der Saugdüsen kann an die Zahl und Anordnung von Injektoren bzw. Düsenleisten einer Wasserstrahlverfestigungseinrichtung angepasst werden. Die Saugdüsen können jeweils einem dieser Injektoren in Emissionsrichtung emittierten Flüssigkeitsstrahlen, insbesondere Wasserstrahlen, gegenüberliegen. Die emittierte Flüssigkeit und die vom Strahl mitgerissene Umgebungsluft können in der beanspruchten schlitzartigen und in der weiter vergrößerten Saugöffnung besonders gut und wirksam aufgenommen und abgeführt werden. Die durchströmte Fasermaterialbahn wird dadurch möglichst wenig angefeuchtet. Der nachfolgende Trocknungsaufwand kann für die Fasermaterialbahn geringer sein, wodurch ebenfalls der Ressourcenverbrauch gemindert und die Effizienz bzw. Wirtschaftlichkeit gesteigert wird.
- Der Strahlsaugkasten kann an seinem Kastenmantel mehrere in Umfangsrichtung verteilt angeordnete Saugdüsen aufweisen. Diese können in einen entsprechend dicken Kastenmantel integriert werden. Sie sind zusätzlich als Düsenaufsatz ausgebildet und über einer Mantelöffnung des Kastenmantels angeordnet. Der Düsenaufsatz ragt dabei vom Kastenmantel nach außen weg. Er kann bis nahe an ein flüssigkeitsdurchlässiges, insbesondere perforiertes, Fördermittel für die Fasermaterialbahn ragen. Alternativ oder zusätzlich kann der Düsenaufsatz am Kastenmantel nach innen in den Kasteninnenraum ragen.
- Die Ausbildung mit dem Düsenaufsatz hat mehrere Vorteile. Das Ansaugen von Falschluft kann reduziert oder vermieden werden. Durch die lokal vom Strahlsaugkasten nach außen wegragenden ein oder mehreren Düsenaufsätze kann ein Zwischenraum zwischen dem Kastenmantel und dem flüssigkeitsdurchlässigen Fördermittel geschaffen werden, welcher dem Platzbedarf für die Lagerung eines trommelartigen Fördermittels entsprechen kann. Vom Kastenmantel nach innen in den Kasteninnenraum ragende Düsenaufsätze ermöglichen eine maximale Ausdehnung des Saugkastens und ein maximales Innenraumvolumen, was für die Optimierung der Saugwirkung und der Saugleistung von Vorteil ist.
- Der beanspruchte Strahlsaugkasten kann eine beliebige geeignete Formgebung haben. Er kann auch an das besagte Fördermittel angepasst sein. In einer Ausführungsform kann der Strahlsaugkasten eine kubische oder quaderartige Form haben, wobei das Fördermittel z.B. als gerader Abschnitt eines Förderbands ausgebildet sein kann.
- In der bevorzugten Ausführungsform ist der Strahlsaugkasten als gerades Strahlsaugrohr ausgebildet. Dieses kann einen außenseitig prismatischen Mantel mit einer Abflachung im Bereich der ein oder mehreren Mantelöffnungen aufweisen. Der Mantel kann innenseitig zylindrisch ausgebildet sein. Durch die Abflachung kann ein Düsenaufsatz besonders günstig am Strahlsaugrohr angeordnet werden. Bei einem Strahlsaugrohr kann das flüssigkeitsdurchlässige Fördermittel z.B. als rotierend angetriebene Fördertrommel ausgebildet und koaxial zum stationären Strahlsaugrohr angeordnet sein. Das Strahlsaugrohr kann auch Lagerflächen für die Fördertrommel aufweisen.
- Für die mechanische Stabilität des Strahlsaugkastens, insbesondere Strahlsaugrohrs, ist es günstig, wenn in den ein oder mehreren schlitzartigen Mantelöffnungen mehrere Stützstreben angeordnet sind. Diese können schräg zueinander ausgerichtet und fachwerkartig angeordnet sein. Die Mantelöffnung schließt bei einem Düsenaufsatz an dessen auslassseitiges Ende an. Die Mantelöffnungsweite kann gleich oder größer als die auslassseitige Saugöffnungsweite sein.
- Die Saugöffnung kann in ihrer Weite verstellbar sein. Sie kann dadurch an unterschiedliche Einsatzerfordernisse, insbesondere auch an variierende Betriebsmodi der Wasserstrahlverfestigungseinrichtung, angepasst werden. Bei mehreren über den Transportweg der Fasermaterialbahn verteilt angeordneten Saugdüsen kann die Weite ihrer Saugöffnungen untereinander gleich oder bedarfsweise unterschiedlich eingestellt werden.
- Für eine solche Weitenverstellung ist eine Ausbildung der Saugdüse als Düsenaufsatz besonders vorteilhaft. Die Saugdüse, insbesondere der Düsenaufsatz, kann relativ zueinander bewegliche Seitenwände und eine Verstelleinrichtung für deren gegenseitige Verstellung aufweisen. Bei einem Strahlsaugrohr sind der prismatische Außenumriss und die ein oder mehreren Abflachungen für eine Saugdüsenverstellung besonders vorteilhaft.
- Die mit dem beanspruchten Strahlsaugkasten ausgerüstete Absaugvorrichtung ist besonders effizient und wirtschaftlich. Der zugehörige Unterdruckerzeuger kann in der vorerwähnten Weise relativ schwach und damit ressourcen- und kostengünstig ausgebildet sein. Mit einer Rückgewinnung kann aus dem angesaugten Wasser/Luft-Gemisch das Wasser in besonders vorteilhafter Weise abgeschieden und bedarfsweise der Einrichtung zur Wasserstrahlverfestigung wieder zugeführt werden. Das im Strahlverfestigungsprozess eingesetzte Wasser kann effektiv genutzt und in einem hohen Grad zurückgewonnen werden. Ein Wasseraustrag über die Fasermaterialbahn kann gering gehalten werden.
- Die beanspruchte Einrichtung zur Wasserstrahlverfestigung kann eine Absaugvorrichtung und insbesondere einen Strahlsaugkasten der beanspruchten Art beinhalten. Die zur Fasermaterialbahn unter hohem Druck emittierten und diese durchdingenden Flüssigkeitsstrahlen können aus Wasser oder einer beliebigen anderen geeigneten Flüssigkeit bestehen. Unter einer Wasserstrahlverfestigungseinrichtung werden daher alle Arten von Verfestigungseinrichtungen mit Einsatz solcher Hochdruck-Flüssigkeitsstrahlen aus beliebigen Flüssigkeiten verstanden.
- In den Unteransprüchen sind weitere vorteilhafte Ausgestaltungen der Erfindung angegeben.
- Die Erfindung ist in den Zeichnungen beispielhaft und schematisch dargestellt. Im Einzelnen zeigen:
- Figur 1:
- eine schematische Ansicht einer Wasserstrahlverfestigungseinrichtung mit einer Absaugvorrichtung und einem Strahlsaugkasten sowie einer Fasermaterialbahn,
- Figur 2:
- eine perspektivische Anordnung eines als Strahlsaugrohr ausgebildeten Strahlsaugkastens mit einer umgebenden rotierenden Fördertrommel,
- Figur 3 und 4:
- perspektivische Ansichten des Strahlsaugrohrs mit drei axial ausgerichteten Saugdüsen gemäß
Figur 1 , - Figur 5:
- eine abgebrochene und vergrößerte Detaildarstellung des vorderen Saugrohrbereichs von
Figur 4 , - Figur 6:
- einen Querschnitt durch das Strahlsaugrohr und die Fördertrommel von
Figur 1 und2 , - Figur 7:
- eine abgebrochene und vergrößerte sowie geschnittene Detaildarstellung des Strahlsaugrohrs mit zwei als Düsenaufsatz ausgebildeten Saugdüsen und
- Figur 8:
- eine abgebrochene und vergrößerte Frontansicht eines Düsenaufsatzes in einer geschnittenen Darstellung.
- Die Erfindung betrifft einen Strahlsaugkasten (14) und ein Verfahren zum Strahlsaugen von Hochdruck-Flüssigkeitsstrahlen einer Einrichtung (1) zur Wasserstrahlverfestigung. Die Erfindung betrifft auch eine Absaugvorrichtung (6) mit einem solchen Strahlsaugkasten (14). Ferner umfasst die Erfindung eine Einrichtung (1) zur Wasserstrahlverfestigung mit einem solchen Strahlsaugkasten (14) und einer Absaugvorrichtung (6). Zur Erfindung gehören außerdem ein Wasserstrahlverfestigungsverfahren und ein Absaugverfahren.
-
Figur 1 zeigt eine Anlage mit drei Einrichtungen (1) zur Wasserstrahlverfestigung einer Fasermaterialbahn (2). Die Fasermaterialbahn (2) besteht aus textilen Fasern, insbesondere Kunstfasern. Sie ist z.B. als Nonwoven-Vlies ausgebildet. Sie wird von einer nicht dargestellten Erzeugervorrichtung, z.B. einer Karde, einem Spinnvliesoder Spunbondturm, einer Airlay oder dgl. auf einem Transportmittel (5) zugeführt. Dabei können bedarfsweise weitere Maschinen, z.B. eine Vliesleger, zwischengeschaltet sein. Das Transportmittel (5) kann ein endlos umlaufendes und strahldurchlässiges Transportband aufweisen. Die Fasermaterialbahn (2) kann die drei Einrichtungen (1) zur Wasserstrahlverfestigung nacheinander durchlaufen. - Die drei Einrichtungen (1) können untereinander gleichartig ausgebildet sein. Sie weisen jeweils ein oder mehrere Injektoren (3) auf. Die bevorzugt mehreren Injektoren (3) sind verteilt und in Förderrichtung der Fasermaterialbahn (2) hintereinander entlang des Förderwegs angeordnet.
- Die Fasermaterialbahn (2) wird mit dünnen und in Reihe oder in einer Matrix angeordneten Hochdruck-Flüssigkeitsstrahlen (4), insbesondere Wasserstrahlen, verfestigt, die aus den Injektoren (3) jeweils gegen die Fasermaterialbahn (2) emittiert werden und diese durchdringen. Der jeweilige Injektor (3) kann z.B. als Düsenbalken ausgebildet sein, der quer zur Fasermaterialbahn (2) und zu deren Transportweg ausgerichtet ist und die Fasermaterialbahn (2) in ihrer Breite zum größten Teil, vorzugsweise vollständig, übergreift.
- Die emittierten Flüssigkeitsstrahlen (4) werden mit einer Absaugvorrichtung (6) aufgenommen, angesaugt und abtransportiert. Die Absaugvorrichtung (6) weist gemäß
Figur 1 ,2 und6 einen Strahlsaugkasten (14) und ein Fördermittel (11) zum Transport der Fasermaterialbahn (2) im Bereich des oder der Injektoren (3) auf. Das Fördermittel (11) stützt die Fasermaterialbahn (2) gegen die auftreffenden Flüssigkeitsstrahlen (4) ab. - Der Strahlsaugkasten (14) saugt die aus der Fasermaterialbahn (2) wieder austretenden Flüssigkeitsstrahlen (4) an. Außerdem kann Umgebungsluft angesaugt werden. Der Strahlsaugkasten (14) ist in der in
Figur 1 und6 gezeigten Emissionsrichtung der Flüssigkeitsstrahlen (4) unterhalb des Fördermittels (11) angeordnet. Der Strahlsaugkasten (14) ist relativ ortsfest gegenüber dem bewegten Fördermittel (11) angeordnet. - In den gezeigten Ausführungsbeispielen ist der Strahlsaugkasten (14) als langes und gerades Strahlsaugrohr (15) ausgebildet. Alternativ ist eine andere Ausbildung, z.B. in quaderartiger Kastenform, möglich. Die nachfolgend zum Strahlsaugrohr(15) beschriebenen Merkmale gelten entsprechend auch für andere Arten von Strahlsaugkästen (14).
- Das Fördermittel (11) ist in den gezeigten Ausführungsbeispielen als rotierend angetriebene Fördertrommel (12) ausgebildet, in welcher der Strahlsaugkasten (14) bzw. das Strahlsaugrohr (15) relativ ortsfest angeordnet ist. Die Fördertrommel (12) ist konzentrisch zur zentralen Achse (16) des Strahlsaugrohrs (15) angeordnet und rotiert um diese Achse (16). Die Fördertrommel (12) kann in beliebig geeigneter Weise rotierend angetrieben werden. Hierfür ist ein Antrieb (13) vorgesehen, von dem in
Figur 2 z.B. ein Zahnkranz dargestellt ist, der am einen Stirnende der Fördertrommel (12) angeordnet ist. Die anderen Teile des Antriebs (13), z.B. ein Motor mit Getriebe und Abtriebsritzel etc., sind nicht dargestellt. - Das Fördermittel (11) ist fluiddurchlässig ausgebildet. Es lässt die Flüssigkeitsstrahlen (4) und auch Luft passieren. Das Fördermittel (11) kann hierfür z.B. ein gelochtes oder perforiertes Förderelement aufweisen. Bei der gezeigten Ausbildung als Fördertrommel (12) ist der Trommelmantel flüssigkeitsdurchlässig.
- In einer anderen und nicht dargestellten Variante kann das Fördermittel (11) in anderer Weise, z.B. als umlaufender Bandförderer ausgebildet sein. Dieser kann ebenfalls fluiddurchlässig sein und kann z.B. ein gelochtes oder perforiertes Förderband aufweisen.
- In den gezeigten Ausführungsformen weist die Fördertrommel (12) einen gelochten, insbesondere perforierten, zylindrischen Mantel auf, durch dessen Öffnungen die Flüssigkeitsstrahlen (4) zum Strahlsaugkasten (14) bzw. Strahlsaugrohr (15) gelangen können. Im Strahlsaugrohr (15) kann ein Unterdruck erzeugt werden, durch den die emittierten Flüssigkeitsstrahlen (4) effizient und gezielt in den hohlen Kasteninnenraum (17) gesaugt werden können. Das Strahlsaugrohr (15) ist an einem Stirnende geschlossen und weist am anderen Stirnende eine Absaugöffnung (43) auf, durch die das angesaugte Flüssigkeits/Luft-Gemisch den Kasteninnenraum (17) wieder verlassen kann.
- Die Fasermaterialbahn (2) umschlingt die Fördertrommel (12) an einem großen Teil ihres Umfangs. Die Fasermaterialbahn (2) kann durch die Trommelrotation gefördert und auch an die nächstfolgende Fördertrommel (12) übergeben sowie nach Durchlaufen der letzten Einrichtung (1) zur Wasserstrahlverfestigung wieder an ein Förderband oder ein anderes Mittel zum Abtransport übergeben werden. Die Fasermaterialbahn (2) kann direkt auf dem Trommelmantel aufliegen. Alternativ kann ein bewegtes Förderband dazwischen angeordnet sein.
- Unter dem Tranportmittel (5) und an der Übergabestelle der Fasermaterialbahn (2) an die erste Absaugvorrichtung (6) ist ein Injektor (3) angeordnet, dessen emittierte Flüssigkeitsstrahlen (4) das Transportband durchdringen. Sie bewirken zusätzlich eine Mitnahme und eine Übergabe der Fasermaterialbahn (2) an die erste Fördertrommel (12).
Figur 1 zeigt diese Anordnung. -
Figur 2 ,3 und4 zeigen schematisch weitere Komponenten der Absaugeinrichtung (6). Die Fördertrommel (12) ist auf dem Strahlsaugrohr (15) drehbar gelagert. Hierfür kann das Strahlsaugrohr (15) an den stirnseitigen Enden Lagerflächen (41) aufweisen, die inFigur 3 und4 verdeutlicht sind. Zwischen dem Strahlsaugrohr (15) und der Fördertrommel (12) kann ein Zwischenraum (22) bestehen, welcher dem radialen Platzbedarf der Trommellagerung entsprechen kann.Figur 6 zeigt diese Anordnung. Am geschlossenen Stirnende weist das Stahlsaugrohr (15) einen Stützzapfen und am anderen offenen (43) stirnseitigen Ende einen Rohrflansch (42) für die ortsfeste Montage auf. - Die Absaugvorrichtung (6) weist einen Unterdruckerzeuger (7) auf, mit dem das Flüssigkeits/Luftgemisch aus dem Strahlsaugrohr (15) durch die Öffnung (43) und durch eine anschließende Leitung abgesaugt wird. Die Absaugvorrichtung (6) kann ferner eine Rückgewinnung (8) aufweisen, mit der die Flüssigkeit von der Luft getrennt wird und über eine Rückführung (9) sowie ggf. eine Reinigungsvorrichtung wieder den ein oder mehreren Injektoren (3) zugeführt werden kann. Die Luft kann über einen Auslass (10) abgegeben werden. Der Unterdruckerzeuger (7) und die Rückgewinnung (8) sind in
Figur 2 nur schematisch angedeutet. Sie können in beliebig geeigneter Weise ausgebildet und angeordnet sein. Die Rückgewinnung (8) kann z.B. als Zyklon ausgestaltet sein. -
Figur 3 bis 8 verdeutlichen die Ausbildung des Strahlsaugkastens (14) bzw. des Strahlsaugrohrs (15). Das hohle Strahlsaugrohr (15) weist einen Kastenmantel (18) bzw. Rohrmantel auf, der im Querschnitt innenseitig zylindrisch ausgebildet ist und außenseitig eine prismatische Form mit mehreren Abflachungen (19) aufweist.Figur 7 und8 verdeutlicht diese Ausbildung. - Das Strahlsaugrohr (14) weist an seinem Kastenmantel (18) mindestens eine Saugdüse (23) mit einer schlitzartigen Saugöffnung (25) auf. Die Weite der Saugöffnung (25) vergrößert sich zum Kasteninnenraum (17) hin. Die Saugöffnung (25) kann dabei einen konischen Querschnitt aufweisen, wie er z.B. in
Figur 6 bis 8 gezeigt ist. Die Saugdüse (23) und ihre schlitzartige Saugöffnung (25) erstrecken sich längs der Achse (16) bzw. Saugkastenachse. Sie erstrecken sich ferner bevorzugt über die gesamte Breite der Fasermaterialbahn (2). - Die Zahl und Anordnung der Saugdüsen (23) kann sich nach der Zahl und Anordnung der ein oder mehreren Injektoren (3) richten. Im gezeigten Ausführungsbeispiel sind bei einer Einrichtung (1) zur Wasserstrahlverfestigung gemäß
Figur 1 z.B. drei Injektoren im Bogen um die Fördertrommel (12) und das Strahlsaugrohr (15) angeordnet. Die Bogenanordnung und die Emissionsrichtung der Flüssigkeitsstrahlen (4) können konzentrisch zur Achse (16) sein. - Die Saugdüsen (23) sind in entsprechender Verteilung am Kastenmantel (18) des Strahlsaugrohrs (15) angeordnet. Sie weisen mit ihrer Saugöffnung (25) zum jeweils zugeordneten Injektor (3) hin und liegen diesem in Emissionsrichtung gegenüber. Der von dem jeweiligen Injektor (3) emittierte Flüssigkeitsstrahl (4) gelangt nach Durchdringen der Fasermaterialbahn (2) und des Fördermittels (11,12) direkt in die Saugöffnung (25). In
Figur 6 ist dieser Sachverhalt mit Pfeilen dargestellt. - Die Emissionsrichtung und die Hochachse der Saugöffnung (25) sind radial zur Achse (16) ausgerichtet. Das Eindringen der jeweiligen Flüssigkeitsstrahlen (4) in die Saugöffnung (25) wird durch den Unterdruck im Kasteninnenraum (17) und die Ansaugwirkung unterstützt. Außerdem wird von außen Luft durch die Saugöffnung (25) eingesaugt und mit den Flüssigkeitsstrahlen (4) mitgerissen.
- In den gezeigten Ausführungsbeispielen sind die drei in Umfangsrichtung verteilt am Kastenmantel (18) angeordneten Saugdüsen (23) jeweils als ein Düsenaufsatz (24) ausgebildet, der über einer axialen Mantelöffnung (20) im Kastenmantel (18) angeordnet ist. Der Düsenaufsatz (24) ragt jeweils in radialer Richtung vom Kastenmantel (18) nach außen weg und reicht gemäß
Figur 1 und6 bis dicht an das Fördermittel (11), insbesondere an die Fördertrommel (12). Die dichte Annäherung oder ggf. auch Anlage des Düsenaufsatzes (24) am Fördermittel (11), insbesondere an der Fördertrommel (12), verhindert ein seitliches Ansaugen von Falschluft, insbesondere aus dem Zwischenraum (22). - Die bevorzugt schlitzartige Mantelöffnung (20) erstreckt sich längs der Achse (16) im Kastenmantel (18). Sie reicht über die Materialbahnbreite und endet vor den stirnseitigen Rändern des Strahlsaugrohrs (15). In den schlitzartigen Mantelöffnungen (20) sind jeweils mehrere Stützstreben (21) angeordnet. Die Anordnung kann eine Schrägausrichtung haben und kann fachwerkartig ausgebildet sein.
- Die Düsenaufsätze (24) weisen axial gerichtete Seitenwände (28) auf, die seitlich voneinander distanziert sind und zwischen denen die Saugöffnung (25) angeordnet ist. Die Saugöffnung (25) mündet an der Einlassseite (26) bzw. an der Außenseite des Düsenaufsatzes (24) und nahe am Fördermittel (11,12). Am auslassseitigen Ende (27) mündet die Sauföffnung (25) an der Mantelöffnung (20).
- Der oder die Düsenaufsätze (24) sind jeweils an den Stirnenden durch Verschlüsse (40) dicht verschlossen. Hier kann auch eine axiale Abstützung der Seitenwände (28) stattfinden. Die Seitenwände (28) können einstückig oder mehrteilig sein. In den gezeigten Ausführungsbeispielen sind sie segmentiert, wobei die jeweiligen Seitenwandsegmente durch komplementär abgestufte Stirnseiten formschlüssig aneinander geführt sind.
- Die Saugöffnung (25) hat vorzugsweise die gezeigte konische Querschnittsform. Die Weite der Saugöffnung (25) ist an der Einlassseite (26) kleiner als an der Auslassseite (27). Die Weite der Mantelöffnung (20) im Kastenmantel (18) kann gleich oder größer als die auslassseitige Weite der Saugöffnung (25) sein.
- Die Seitenwände (28) der Düsenaufsätze (24) können zur Bildung der besagten Weitenänderung jeweils eine schräge Innenwandung (29) aufweisen. Die Wandungsschräge kann spiegelsymmetrisch bezüglich der radialen Richtung ausgehend von der Achse (16) sein. Alternativ ist eine unsymmetrische Ausbildung möglich. Die Vergrößerung der Saugöffnungsweite kann in den gezeigten Ausführungsformen stetig sein.
- Der Neigungswinkel α zwischen der schrägen Wandung (29) und der Radialenrichtung kann z.B. zwischen 8° und 15° liegen. Bevorzugt wird ein Bereich zwischen 10° und 13°.
Figur 8 verdeutlicht diesen Sachverhalt.
2 - Die Saugöffnung (25) kann in ihrer Weite verstellbar sein. Bedarfsweise lässt sich auch der Neigungswinkel α in einer nicht dargestellten Ausführungsform alternativ oder zusätzlich verändern und verstellen.
- Für die Weitenverstellung der Saugöffnung (25) weist die Saugdüse (23), insbesondere der Düsenaufsatz (24), relativ zueinander bewegliche Seitenwände (28) und eine Verstelleinrichtung (34) für deren gegenseitige Verstellung auf. Die Verstelleinrichtung (34) kann Spannmittel (35) für die gegenseitige Verstellung der Seitenwände (28) und jeweils einen Düsenhalter (38) zur Fixierung der Seitenwände (28) am Kastenmantel (18) aufweisen.
- Wie
Figur 7 und8 verdeutlichen, weisen die Seitenwände (28) jeweils eine abgestufte Außenwandung (30) auf. Diese kann einen seitlich abstehenden Sockel (33) am unteren und der Achse (16) zugewandten Ende aufweisen. Ferner können die Seitenwände (28) an der Einlassseite (26) bzw. an der Außenseite des Düsenaufsatzes (24) jeweils eine konvex gewölbte oder abgeschrägte Dachwandung (31) aufweisen. Hierdurch kann zusammen mit dem Fördermittel (11,12) eine Abdichtung gegenüber dem Zwischenraum (22) bewirkt werden. - An der Auslassseite (27) können die Seitenwände (28) jeweils eine ebene Bodenwandung (32) aufweisen. Die Bodenwandung (32) kann auf einer Abschrägung (19) des Kastenmantels (18) aufliegen und beim Verstellen quer zur besagten Radialrichtung entlang gleiten. Zwischen der Bodenwandung (32) und der Abschrägung (19) kann jeweils eine Dichtung (39) angeordnet sein.
- Der Düsenhalter (38) hält den Düsenaufsatz (24) und seine Seitenwände (28) am Kastenmantel (18) fest und ermöglicht zugleich eine Querverstellung der Seitenwände (28) zur Veränderung der Saugöffnungsweite. Die Düsenhalter (38) sind z.B. jeweils als Spannklaue ausgebildet, die am Kastenmantel (18) durch Schrauben oder auf andere Weise befestigt ist und die mit einem Klauenarm den jeweiligen Sockel (33) übergreift und gegen den Kastenmantel (18) bzw. die Abflachung (19) fixiert. Die Düsenhalter (38) können sich über die gesamte Länge oder einen Teil der Länge der Düsenaufsätze (24) erstrecken. In den gezeigten Ausführungsbeispielen sind mehrere kürzere und entlang des Kastenmantels (18) verteilt angeordnete Düsenhalter (38) vorhanden.
- Das Spannmittel (35) zur Weitenverstellung der Saugöffnung (25) wirkt zwischen den gegenüberliegenden Seitenwänden (28) der jeweiligen Düsenaufsätze (24). Das Spannmittel weist z.B. axiale Spannleisten (36) auf, die jeweils an der Außenwandung (30) anliegen und auf dem Sockel (33) abgestützt sind. Die an den jeweiligen Seitenwänden (28) angeordnete Spannleiste (36) kann einteilig ausgebildet sein und kann sich über die gesamte Länge des jeweiligen Düsenaufsatzes (24) erstrecken. Sie kann alternativ segmentiert sein.
- Das Spannmittel (35) weist ferner mehrere Spannstifte (37) auf, die sich quer durch die Seitenwände (28) erstrecken und die an den Spannleisten (36) verstellbar befestigt sind. Die Saugöffnungsweite kann durch Verstellung, insbesondere Verdrehen, der Spannstifte (37) verändert werden.
- Die Spannstifte (37) können z.B. als Schraubstifte ausgebildet sein, mit denen die distanzierten Spannleisten (36) gegenseitig verschraubt und verspannt werden können. Die Spannstifte (37) durchsetzen die Seitenwände (28), wobei gemäß
Figur 8 im Bereich der Saugöffnung (25) eine Spannhülse auf dem jeweiligen Spannstift (37) aufgezogen ist, die jeweils in einer Sackbohrung der Innenwände (29) aufgenommen und mit einer Feder axial abgestützt ist. Beim Verschrauben der Spannstifte (37) werden die Spannleisten (36) unter Mitnahme ihrer jeweiligen Seitenwand (28) gegenseitig angenähert oder entfernt, wobei die Spannhülse mit den Federn eine zentrale Gegenkraft auf die Seitenwände (28) ausübt und diese in Anlage an ihrer jeweiligen Spannleiste (36) hält. Alternativ können die Verstelleinrichtung (34) und das Spannmittel (35) in anderer Weise konstruktiv ausgebildet sein. - Die mit den Flüssigkeitsstrahlen (4) in einer oder mehreren Wasserstrahlverfestigungseinrichtungen (1) verfestigte Fasermaterialbahn (2) kann zu einer anschließenden, nicht dargestellten Weiterverarbeitung transportiert werden. Dies kann z.B. eine Trocknungseinrichtung mit einem Quetschwerk und/oder einem Trocknungsofen sein. Hieran können sich weitere Verarbeitungseinrichtungen, z.B. ein Vliesleger, eine Wickeleinrichtung, ein Schneidwerk oder dergleichen anschließen.
- Abwandlungen der gezeigten und beschriebenen Ausführungsformen und der genannten Varianten sind in verschiedener Weise möglich. Insbesondere können die genannten Merkmale im Rahmen der Ansprüche miteinander kombiniert und gegebenenfalls auch vertauscht werden.
-
- 1
- Einrichtung zur Wasserstrahlverfestigung
- 2
- Fasermaterialbahn
- 3
- Injektor, Düsenleiste
- 4
- Flüssigkeitsstrahl, Wasserstrahl
- 5
- Transportmittel
- 6
- Absaugvorrichtung
- 7
- Unterdruckerzeuger
- 8
- Rückgewinnung
- 9
- Rückführung Wasser
- 10
- Auslass Luft
- 11
- Fördermittel
- 12
- Fördertrommel
- 13
- Antrieb
- 14
- Strahlsaugkasten
- 15
- Strahlsaugrohr
- 16
- Achse, Kastenachse
- 17
- Kasteninnenraum
- 18
- Kastenmantel
- 19
- Abflachung
- 20
- Mantelöffnung
- 21
- Strebe
- 22
- Zwischenraum
- 23
- Saugdüse
- 24
- Düsenaufsatz
- 25
- Saugöffnung
- 26
- Einlassseite
- 27
- Auslassseite
- 28
- Seitenwand
- 29
- Innenwandung schräg
- 30
- Außenwandung gestuft
- 31
- Dachwandung gewölbt
- 32
- Bodenwandung eben
- 33
- Sockel
- 34
- Verstelleinrichtung
- 35
- Spannmittel
- 36
- Spannleiste
- 37
- Spannstift
- 38
- Düsenhalter, Klaue
- 39
- Dichtung
- 40
- Verschluss
- 41
- Lagerfläche
- 42
- Flansch
- 43
- Absaugöffnung
Claims (15)
- Strahlsaugkasten für eine Absaugvorrichtung (6) einer Einrichtung (1) zur Wasserstrahlverfestigung einer Fasermaterialbahn (2), insbesondere eines Nonwoven-Vlieses, wobei der Strahlsaugkasten (14) dazu vorgesehen und ausgebildet ist, die von der Einrichtung (1) zur Wasserstrahlverfestigung emittierten und aus der Fasermaterialbahn (2) wieder austretenden Flüssigkeitsstrahlen (4) anzusaugen und wobei der hohle Strahlsaugkasten (14) an seinem Kastenmantel (18) mindestens eine zu seinem Kasteninnenraum (17) führende schlitzartige Mantelöffnung (20) aufweist, wobei der Strahlsaugkasten (14) an seinem Kastenmantel (18) mindestens eine Saugdüse (23) mit einer schlitzartigen Saugöffnung (25) aufweist, deren Weite sich zum Kasteninnenraum (17) und zu der Mantelöffnung (20) hin stetig vergrößert, wobei die Saugdüse (23) als Düsenaufsatz (24) ausgebildet und über der Mantelöffnung (20) angeordnet ist, wobei die Weite der Mantelöffnung (20) gleich oder größer als die auslassseitige Weite der Saugöffnung (25) ist.
- Strahlsaugkasten nach Anspruch 1, dadurch gekennzeichnet, dass die Saugöffnung (25) einen konischen Querschnitt aufweist.
- Strahlsaugkasten nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Saugdüse (23) und die schlitzartige Saugöffnung (25) längs der Saugkastenachse (16) ausgerichtet sind, wobei der Strahlsaugkasten (14) an seinem Kastenmantel (18) mehrere in Umfangsrichtung verteilt angeordnete Saugdüsen (23) aufweist.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Strahlsaugkasten (14) als bevorzugt gerades Strahlsaugrohr (15) ausgebildet ist, wobei das Strahlsaugrohr (15) einen außenseitig prismatischen Mantel mit einer Abflachung (19) im Bereich der Mantelöffnung (20) aufweist.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Düsenaufsatz (24) vom Kastenmantel (18) wegragt.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Saugöffnung (25) in ihrer Weite verstellbar ist, wobei bevorzugt die Saugdüse (23), insbesondere der Düsenaufsatz (24), relativ zueinander bewegliche Seitenwände (28) und eine Verstelleinrichtung (34) für deren gegenseitige Verstellung aufweist.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Seitenwände (28) der Saugdüse (23), insbesondere des Düsenaufsatzes (24), an der Einlassseite (26) jeweils eine konvex gewölbte oder abgeschrägte Dachwandung (31) aufweisen.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Strahlsaugkasten (14) eine bevorzugt axiale Absaugöffnung (43) aufweist und an einen Unterdruckerzeuger (7) und ggf. an eine Rückgewinnung (8) angeschlossen ist.
- Strahlsaugkasten nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Strahlsaugkasten (14) für eine insbesondere relativ ortsfeste Anordnung innerhalb einer rotierenden perforierten Fördertrommel (12) für eine Fasermaterialbahn (2) ausgebildet ist, wobei der Strahlsaugkasten (14) bevorzugt eine Lagerfläche (41) für die Fördertrommel (12) aufweist.
- Absaugvorrichtung für eine Einrichtung (1) zur Wasserstrahlverfestigung einer Fasermaterialbahn (2), insbesondere eines Nonwoven-Vlieses, wobei die Absaugvorrichtung (6) einen hohlen Strahlsaugkasten (14) aufweist, dadurch gekennzeichnet, dass der Strahlsaugkasten (14) nach mindestens einem der Ansprüche 1 bis 9 ausgebildet ist.
- Absaugvorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die Absaugvorrichtung (6) ein flüssigkeitsdurchlässiges, insbesondere perforiertes, Fördermittel (11) für die Fasermaterialbahn (2), insbesondere eine rotierende angetriebene Fördertrommel (12), aufweist, wobei der Düsenaufsatz (24) bis nahe an das Fördermittel (11) reicht.
- Einrichtung zur Wasserstrahlverfestigung einer Fasermaterialbahn (2), insbesondere eines Nonwoven-Vlieses, mit mindestens einem Injektor (3), der Flüssigkeitsstrahlen (4), insbesondere Wasserstrahlen, unter Druck emittiert, und mit einer Absaugvorrichtung (6), die einen Strahlsaugkasten (14) aufweist, dadurch gekennzeichnet, dass der Strahlsaugkasten (14) nach mindestens einem der Ansprüche 1 bis 9 ausgebildet ist.
- Einrichtung zur Wasserstrahlverfestigung nach Anspruch 12, dadurch gekennzeichnet, dass der Injektor (3) die emittierten Flüssigkeitsstrahlen (4), insbesondere Wasserstrahlen, in eine Saugdüse (23) des Strahlsaugkastens (14) richtet, die in Emissionsrichtung gegenüber liegt.
- Einrichtung zur Wasserstrahlverfestigung nach Anspruch 13, dadurch gekennzeichnet, dass die Einrichtung (1) zur Wasserstrahlverfestigung mehrere in Laufrichtung der Fasermaterialbahn (2) nebeneinander angeordnete Injektoren (3) aufweist, denen jeweils eine Saugdüse (23) des Strahlsaugkastens (14) in Emissionsrichtung gegenüber liegt.
- Verfahren zum Ansaugen von Flüssigkeitsstrahlen (4), die von einer Einrichtung (1) zur Wasserstrahlverfestigung gegen eine Fasermaterialbahn (2), insbesondere ein Nonwoven-Vlies, emittiert werden und aus der Fasermaterialbahn (2) wieder austreten, wobei die austretenden Flüssigkeitsstrahlen (4) mittels eines hohlen Strahlsaugkastens (14) einer Absaugvorrichtung (6) angesaugt werden, wobei der Strahlsaugkasten (14) an seinem Kastenmantel (18) mindestens eine zu seinem Kasteninnenraum (17) führende schlitzartige Mantelöffnung (20) und mindestens eine Saugdüse (23) mit einer schlitzartigen Saugöffnung (25) aufweist, deren Weite sich zum Kasteninnenraum (17) und zu der Mantelöffnung (20) hin kontinuierlich vergrößert, wobei die Saugdüse (23) als Düsenaufsatz (24) ausgebildet und über der Mantelöffnung (20) angeordnet ist, wobei die Weite der Mantelöffnung (20) gleich oder größer als die auslassseitige Weite der Saugöffnung (25) ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202018107163.7U DE202018107163U1 (de) | 2018-12-14 | 2018-12-14 | Strahlsaugkasten |
| PCT/EP2019/084271 WO2020120412A1 (de) | 2018-12-14 | 2019-12-09 | Strahlsaugkasten und strahlsaugverfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3894622A1 EP3894622A1 (de) | 2021-10-20 |
| EP3894622B1 true EP3894622B1 (de) | 2023-01-25 |
Family
ID=69005686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19827636.2A Active EP3894622B1 (de) | 2018-12-14 | 2019-12-09 | Strahlsaugkasten und strahlsaugverfahren |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11767624B2 (de) |
| EP (1) | EP3894622B1 (de) |
| JP (1) | JP2022513825A (de) |
| CN (1) | CN113166998B (de) |
| DE (1) | DE202018107163U1 (de) |
| WO (1) | WO2020120412A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021103314A1 (de) | 2021-02-12 | 2022-08-18 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung zum Absaugen eines Fluids in einer Nonwovensanlage |
| CN112981726A (zh) * | 2021-02-20 | 2021-06-18 | 江苏迎阳无纺机械有限公司 | 水刺头的水针保护装置 |
| DE102021107902A1 (de) * | 2021-03-29 | 2022-09-29 | Andritz Küsters Gmbh | Anlage zur Verfestigung mindestens einer nass- oder trockengelegten Faserlage zu einer Vliesbahn, mit einem Förderer, der ein umlaufendes Band mit einem oberen Trum umfasst, auf welches die mindestens eine Faserlage ablegbar und in einer Produktionsrichtung verlagerbar ist |
| DE202022103600U1 (de) | 2022-06-29 | 2023-10-06 | Autefa Solutions Germany GmbH | Strahlsaugkasten |
| DE202022106415U1 (de) | 2022-11-15 | 2024-02-16 | Autefa Solutions Germany Gmbh | Faserbehandlungsanlage |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3992746A (en) * | 1971-12-16 | 1976-11-23 | Eric Stanley Rhodes | Apparatus for the treatment of textile fabrics |
| IT1072364B (it) | 1977-01-18 | 1985-04-10 | Rimar Meccania Spa | Tuno aspirante per l'estrazione di liquidi dai tessuti sottoposti a trattamenti di lavaggio,sbozzimatura o simili |
| DE3741658A1 (de) | 1987-12-09 | 1989-06-22 | Babcock Textilmasch | Absaugevorrichtung fuer laufende bahnen |
| JP3154851B2 (ja) * | 1993-01-08 | 2001-04-09 | 三菱製紙株式会社 | 水流交絡不織布の製造方法及びその装置 |
| US5674587A (en) * | 1994-09-16 | 1997-10-07 | James; William A. | Apparatus for making nonwoven fabrics having raised portions |
| FR2730246B1 (fr) | 1995-02-03 | 1997-03-21 | Icbt Perfojet Sa | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
| FR2734285B1 (fr) * | 1995-05-17 | 1997-06-13 | Icbt Perfojet Sa | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
| DE19700503A1 (de) * | 1997-01-09 | 1998-07-16 | Brueckner Apparatebau Gmbh | Absaugvorrichtung und Vorrichtung zur Behandlung von textilen Flächengebilden |
| DE19852717A1 (de) * | 1998-11-16 | 2000-05-18 | Fleissner Maschf Gmbh Co | Vorrichtung zur Herstellung von perforierten Vliesstoffen mittels hydrodynamischer Vernadelung |
| DE19925703A1 (de) * | 1999-06-06 | 2000-12-07 | Fleissner Maschf Gmbh Co | Absaugeinrichtung an einer Textilmaschine wie insbesondere Wasservernadelungsmaschine |
| DE10018920A1 (de) | 2000-04-17 | 2001-10-18 | Fleissner Gerold | Absaugeinrichtung an einer Textilmaschine wie insbesondere Wasservernadelungseinrichtung |
| CN2542696Y (zh) * | 2002-03-20 | 2003-04-02 | 东华大学 | 带有可调式吸风口的水刺机脱水箱 |
| FR2838457B1 (fr) * | 2002-04-12 | 2004-08-27 | Rieter Perfojet | Tambour pour installation de production d'une nappe non-tissee, procede de production d'une nappe non-tissee et nappe non-tissee obtenue |
| DE102004030918A1 (de) | 2003-12-18 | 2005-07-21 | Fleissner Gmbh | Absaugvorrichtung für Flüssigkeiten insbesondere an Maschinen zur hydrodynamischen Vernadelung |
| DE102005007757A1 (de) * | 2005-02-18 | 2006-08-31 | Fleissner Gmbh | Vorrichtung zur Musterung und Verfestigung einer Warenbahn mit austauschbarer Musterschale |
| DE102006007834A1 (de) * | 2006-02-17 | 2007-09-06 | Fleissner Gmbh | Trommelschale zur Erzeugung von Strukturen und/oder Reliefmuster auf der Oberfläche eines gewebten oder nicht gewebten Zellenmaterials oder Vlieses |
| DE102006033071A1 (de) * | 2006-07-14 | 2008-01-17 | Fleissner Gmbh | Vorrichtung zur Herstellung von Textilien, Vliesstoffen, Spinnvliesen, Papierwerkstoffen |
| IL177788A (en) * | 2006-08-30 | 2011-03-31 | N R Spuntech Ind Ltd | Cylindrical suction box assembly |
| DE102006057367A1 (de) * | 2006-12-04 | 2008-06-05 | Fleissner Gmbh | Absaugkammer für einen Wasserbalken zur Strahlbeaufschlagung von Geweben |
| EP2334869B1 (de) * | 2008-09-11 | 2018-01-17 | Albany International Corp. | Durchlässiges band zur herstellung von tissue, tücher und vliesstoffen |
| EP2334860B1 (de) * | 2008-09-11 | 2016-01-27 | Albany International Corp. | Technisches gewebe und verfahren zum herstellen |
| EP2302120B1 (de) * | 2009-09-22 | 2012-06-20 | Groz-Beckert KG | Injektor für eine Textilbearbeitungsmaschine |
| DE102011113672A1 (de) * | 2011-09-20 | 2013-03-21 | Trützschler Nonwovens Gmbh | Verfahren und Vorrichtung zum Perforieren eines Vlieses mittels hydrodynamischer Vernadelung |
| DE202013102203U1 (de) * | 2012-08-23 | 2013-06-06 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung zur hydrodynamischen Verfestigung von Vliesen, Geweben oder Gewirken |
| DE102012110741A1 (de) * | 2012-11-09 | 2014-05-15 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur hydrodynamischen Verfestigung von Vliesen, Geweben oder Gewirken |
| DE102013101431B4 (de) * | 2013-02-13 | 2016-06-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung und Verfahren zum hydrodynamischen Verfestigen von Vliesen, Geweben und Gewirken |
| CA2960974A1 (en) * | 2014-09-12 | 2016-03-17 | The Procter & Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
| DE102015119470A1 (de) * | 2015-11-11 | 2017-05-11 | Autefa Solutions Germany Gmbh | Flor-Verfestigungsvorrichtung zum Verfestigen von Flor und Steuerungseinrichtung und Verfahren zum Betrieb von Antriebseinrichtungen der Flor-Verfestigungsvorrichtung |
| CN106222889B (zh) * | 2016-10-19 | 2018-04-24 | 郑州纺机工程技术有限公司 | 一种高效节能分体式抽吸辊筒 |
-
2018
- 2018-12-14 DE DE202018107163.7U patent/DE202018107163U1/de active Active
-
2019
- 2019-12-09 JP JP2021533707A patent/JP2022513825A/ja active Pending
- 2019-12-09 CN CN201980082353.1A patent/CN113166998B/zh active Active
- 2019-12-09 US US17/413,380 patent/US11767624B2/en active Active
- 2019-12-09 EP EP19827636.2A patent/EP3894622B1/de active Active
- 2019-12-09 WO PCT/EP2019/084271 patent/WO2020120412A1/de unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN113166998B (zh) | 2023-02-28 |
| US20220025563A1 (en) | 2022-01-27 |
| JP2022513825A (ja) | 2022-02-09 |
| WO2020120412A1 (de) | 2020-06-18 |
| EP3894622A1 (de) | 2021-10-20 |
| DE202018107163U1 (de) | 2020-03-13 |
| CN113166998A (zh) | 2021-07-23 |
| US11767624B2 (en) | 2023-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3894622B1 (de) | Strahlsaugkasten und strahlsaugverfahren | |
| EP0731212B1 (de) | Reinigungsvorrichtung | |
| EP3075902B1 (de) | Reinigungsvorrichtung | |
| EP0963927A2 (de) | Vorrichtung und Verfahren zum Reinigen eines Transportbandes | |
| DE2640219A1 (de) | Kabine fuer eine elektrostatische pulver-beschichtungsanlage | |
| DE3241299C2 (de) | ||
| DE4314475A1 (de) | Anordnung zum Führen einer zu trocknenden Bahn | |
| CH678193A5 (de) | ||
| DE60225727T2 (de) | Vorrichtung zur trockenherstellung einer faserstoffbahn | |
| DE60221099T2 (de) | Sprühbeschichtungsvorrichtung | |
| EP3495544B1 (de) | Vorrichtung zum hydrodynamischen verfestigen von vliesen, geweben oder gewirken | |
| DE3330414A1 (de) | Verfahren und vorrichtung zum aufbereiten der einer friktionsspinnmaschine zugefuehrten spinnfasern | |
| WO1999061688A1 (de) | Schmutzabfuhr | |
| DE3205938C2 (de) | ||
| DE3016031C2 (de) | Verfahren zum Beleimen von Spänen, Fasern o.dgl. lignozellulosehaltigen Teilchen und Beleimmaschine zur Durchführung des Verfahrens | |
| DE2252081A1 (de) | Krempel zur bearbeitung von fasergut u.dgl | |
| DE2237291B2 (de) | Zigarettenmaschine | |
| EP0106969B1 (de) | Vorrichtung zum Scheren von Stoffbahnen | |
| DE102009032907B3 (de) | Vorrichtung zum Entfernen von Rückständen von der Oberfläche eines bewegten Bandes sowie Bandbearbeitungsanlage | |
| DE1809761A1 (de) | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von Lunten,Garnen,Vliesen aus einem thermoplastischen Material | |
| DE202022103600U1 (de) | Strahlsaugkasten | |
| DE2237295B2 (de) | Tabakzufuehreinrichtung fuer eine zigarettenherstellungsmaschine | |
| DE102016217801A1 (de) | Abscheideeinrichtung | |
| DE1635304C3 (de) | Vorrichtung zum Scheren einer sich bewegenden Stoffbahn | |
| DE3001729A1 (de) | Stofflegemaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210623 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D06B 15/04 20060101ALN20220713BHEP Ipc: D04H 18/04 20120101AFI20220713BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20220810 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019006889 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1545974 Country of ref document: AT Kind code of ref document: T Effective date: 20230215 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230525 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230425 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230525 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230426 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019006889 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20231026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231214 Year of fee payment: 5 Ref country code: IT Payment date: 20231227 Year of fee payment: 5 Ref country code: FR Payment date: 20231219 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20231209 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230125 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231209 |