EP3674230B1 - Package for cigarettes - Google Patents
Package for cigarettes Download PDFInfo
- Publication number
- EP3674230B1 EP3674230B1 EP20157967.9A EP20157967A EP3674230B1 EP 3674230 B1 EP3674230 B1 EP 3674230B1 EP 20157967 A EP20157967 A EP 20157967A EP 3674230 B1 EP3674230 B1 EP 3674230B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- region
- tab
- opening
- layer
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000019504 cigarettes Nutrition 0.000 title claims description 32
- 238000007789 sealing Methods 0.000 claims description 46
- 239000010410 layer Substances 0.000 claims description 36
- 239000011888 foil Substances 0.000 claims description 15
- 239000003292 glue Substances 0.000 claims description 8
- 230000003313 weakening effect Effects 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 6
- 230000001070 adhesive effect Effects 0.000 claims description 6
- 239000002365 multiple layer Substances 0.000 claims 3
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000004806 packaging method and process Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1018—Container formed by a flexible material, i.e. soft-packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6685—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape
- B65D5/6691—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape the container being provided with an internal frame or the like for maintaining the lid in the closed position by friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
- B65D75/5833—Tear-lines provided in a wall portion for tearing out a portion of the wall
- B65D75/5838—Tear-lines provided in a wall portion for tearing out a portion of the wall combined with separate fixed tearing means, e.g. tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
Definitions
- the invention relates to a pack for cigarettes according to the preamble of claim 1.
- a pack is out EP 0 007 423 A1 known from the applicant's company.
- the invention deals with improvements and further developments of packs of the embodiment mentioned at the beginning. In particular, it is about improving the protection of the cigarettes arranged within the sealing film and an improved opening aid for the sealing block, as well as the requirements for efficient production of the packs.
- a pack according to the invention has the features of claim 1.
- a (independent) special feature is the multiple-use opening aid of the inner casing in the area of one end face.
- the outer actuation tab is formed by an outer layer of the inner blank.
- the packs shown here are primarily intended to hold cigarettes 10, with a number of cigarettes 10 being combined in formation to form a cigarette group 11 as the contents of the pack.
- the structure of the (cigarette) pack consists of an outer pack and an inner pack.
- the outer pack is a folding box 12 with a standard structure, namely with a (lower) box part 13 and a lid 14 and optionally a collar 15 ( Fig. 11 ).
- Box part 13 and lid 14 consist of a one-piece blank ( Fig. 1 ) with areas for a box front wall 16, bottom wall 17, box rear wall 18, lid rear wall 19, end wall 20 and lid front wall 21.
- Box side walls 22 and lid side walls 23 ( Fig. 5, Fig. 6 ) each consist of overlapping side flaps, so they are double-layered.
- a block-shaped inner pack is arranged within the outer pack designed in this way, in the form of a sealing block 24.
- the contents of the pack, in particular the cigarette group 11, is surrounded on all sides by an inner blank 25 made of film, which is preferably moisture and aroma-tight due to its composition.
- the material of the inner blank 25 is thermally sealable, so that folding flaps can be connected to one another using heat and pressure.
- a special feature of the sealing block 24 or the inner blank 25 is an opening aid that can be used several times, i.e. re-closable.
- This consists of an opening tab 26, which exposes a removal opening 27 in an internal film or film layer.
- the opening tab 26 is in the present case U-shaped Weakening line 28, namely a perforation, a continuous punching line or other suitable material weakening.
- the actuation tab 29 is part of the inner blank 25 or part of an outer layer 30 of the inner blank 25.
- the actuation tab 29 is delimited by a substantially U-shaped weakening or punching line 31.
- the actuation tab 29 is preferably connected over the entire surface to the (outside of the) opening tab 26 by adhesive.
- the actuation tab 29 is larger than the opening tab 26 and covers it with a (U-shaped) closure strip 32, which is preferably formed on three sides. This rests on an edge strip 33 of an inner layer 34 surrounding the removal opening 27 as a carrier of the opening tab 26.
- the actuation tab 29 is provided with a permanent adhesive at least in the area of the closure strip 32.
- the blank for the sealing block 24, i.e. the inner blank 25, is divided into areas by (imaginary) fold lines for an inner front wall 35, an inner end wall 36 and an inner rear wall 37.
- the inner blank 25 extends over the full length on both sides Side strips to form interconnected side tabs 39, 40. These form inner side tabs 38.
- transverse strips 41 are formed, which extend over the full width of the inner blank 25.
- the transverse strips 41 form an inner floor wall 42 in a special design.
- the inner blank 25 is specially designed in the area of the opening construction.
- the actuation tab 29 is part of the outer layer 30 of the single or multi-layer inner blank 25.
- the removal opening 27 or the opening tab 26 are part of the inner layer 34.
- the inner blank 25 consists of at least two films or at least two layers of a film laminate .
- the inner blank 25 consists of a continuous two-layer film with an outer layer 30 and an inner layer 34.
- a piece of film 26 is also positioned in the area of the opening structure, which is embedded between the layers 30, 34.
- the film piece 26 (and the inner layer 34) has the opening tab 26.
- the film piece 43 has larger dimensions than the opening tab 26 and than the actuating tab 29, extends namely into the area of the side strips 38 of the inner blank 25. Only free ends of the weakening line 28 and the punching line 31 are located outside the area of the film piece 43, so that a line joint that forms in this area when opening lies next to the film piece 43.
- the opening tab that can be detected by the actuating tab 29 is therefore designed here in two layers, consists on the one hand of a corresponding part of the inner layer 34 and on the other hand of a corresponding, equally large part of the film piece 43.
- a glue layer 44 made of permanent adhesive is arranged between the outer film 30 and the film piece 43 .
- the edge strip 33 for connecting the actuation tab 29 to the inner film 34 or the film piece 43 is formed (exclusively) in the area of the film piece 43. In terms of manufacturing technology, the entire surface of the film piece 43 can be provided with the permanent adhesive and thus positioned between the layers 30, 34 of the inner blank 25.
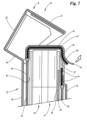
- the arrangement is preferably such that the organs of the opening construction, i.e. in particular the opening tab 26 and the actuating tab 29, are located in an upper region of the inner front wall 35, across the inner end wall 36 and with an end region in the inner rear wall 37 of the inner blank 25 extends.
- the actuating tab 29 can thereby be grasped by the consumer in an upper, exposed area of the sealing block 24 and brought into an open position via the inner end wall 36, forming a joint at the upper edge of the inner rear wall 37.
- the contents of the pack namely the cigarette group 11, are exposed in the area of the removal opening 27 over the full width of the inner front wall 36 and a sufficient portion of the inner front wall 35.
- a grip tongue 45 in the middle in the area of the inner front wall 35. This is in an adhesive-free area.
- the glue layer 44 is recessed at least in the surface of the grip tongue 45 ( Fig. 7 ).
- the handle tongue 45 is attached so that it is always above the box front wall 16, so it can be grasped freely.
- the grip tongue 45 lies freely in the area of the recess 53 in the collar front wall 50.
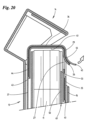
- a special opening structure is in Fig. 18 to Fig. 20 shown.
- the inner blank 25 is designed in a single layer, optionally with sealing coatings.
- the film piece 43 is attached to the inner blank 25 in the area of the opening aid.
- the opening tab 26 and the removal opening 27 are only part of the film piece 43.
- the actuating tab 29 is in Positioned with the same function and training in the area of the inner blank 25.
- the film piece 43 has a larger dimension here and extends with sufficient length in the area of the inner front wall 35 and the inner rear wall 37 of the inner blank 25.
- the film piece 43 is (almost) completely covered by the glue layer 44 with the inside of the inner blank 25 tied together.
- the film piece 43 also forms the edge strip 33 for delimiting the removal opening 27 and for repeatedly fixing the actuating tab 29 on the film piece 43 in the closed position.
- FIG. 9 Another special feature is the structural design of the sealing block 24 or the folding of the inner blank 25. Different designs for the sealing block 24 are proposed.
- the inner blank 25 is folded around the pack contents or the cigarette group 11 in such a way that the side flaps 39, 40 are folded like an envelope to form inner side walls 38 ( Fig. 9 ).
- the side tabs 39, 40 cover each other in the plane of the side wall 38 of the sealing block 24.
- the folding tabs, namely side tabs 39, 40 are connected to one another over the full length by thermal sealing.
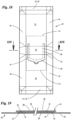
- the inner blank 25 is folded in such a way that at the bottom, namely in the area of an inner bottom wall 42, protruding folding tabs, namely parts of the transverse strips 41 of the inner blank 25, are arranged in a protruding position, forming a fin fold 46.
- the thermal sealing of the Folding tabs of the transverse strips 41 are transferred to the ends of the cigarettes 10 without transfer of pressure and / or heat, namely by sealing jaws 47, which are moved against each other transversely to the sealing block 24 and outside the area of the cigarettes 10 and connect the folding tabs of the fin fold 46 to one another.
- the transversely projecting fin fold 46 is then folded over against the inner bottom wall 42. Gussets 48 protruding at the ends are folded upwards against the inner side walls 38 of the sealing block 24 ( Fig. 9 ).
- a cover is arranged within the sealing block 24, which extends at least in the area of the inner side walls 38.
- the inner collar 49 ( Fig. 2 ), which partially surrounds the cigarette group 11.
- the inner collar 49 extends over the full length or height of the cigarette group 11 with a collar front wall 50 in the front area.
- Collar side walls 51 are against lateral areas of the Cigarette group 11 folded over and extend in the area of the inner side walls 38, i.e. in the area of the folded side flaps 39, 40, to cover the cigarette group 11 against heat and pressure.
- An edge strip 52 of the inner collar 49 is folded against the back of the cigarette group 11 so that it is surrounded by an inner collar 49 which is C-shaped in cross section.
- a recess 53 in the area of the front collar wall 50 enables the cigarettes 10 to be removed when the sealing block 24 is open ( Fig. 6 ).
- fin folds 54 are also formed in the area of inner side walls 38, i.e. on both long sides, by corresponding folding of the side flaps 39, 40. This means that the folding flaps or side flaps 39, 40 can also be sealed in this area Sealing jaws 55 take place, which are effective across the front and back next to the cigarette group 11 and transfer heat and pressure to the folding tabs without affecting the cigarettes 10.
- the resulting fin folds or fin seams 54 are folded over against the inner side walls 38 ( Fig. 17 ).
- the bottom fin fold 46 is designed analogously to the exemplary embodiment described. Gussets 56 created by the lateral fin folds 54 are folded downwards against the inner side walls 38 or side flaps 39, 40.
- the outer pack designed as a folding box 12
- a standard collar 15 which, as usual, is positioned in the box part 13.
- the opening aid ( Fig. 12 ) is adapted in terms of dimensions to the structure of the outer packaging.
- a special feature is the manufacturing process for the sealing block 24.
- a blank for the inner collar 49 is fed in the transverse direction of the formed cigarette group 11 and placed on top of it.
- the collar side walls 51 are then folded in the downward direction.
- the unit consisting of cigarette group 11 and inner collar 49 is then conveyed into the area of a cutting unit.
- Prepared internal blanks 25 are kept ready here, namely fed in a (vertical) transverse plane.
- the cigarette group 11 is positioned so that filter ends are in Point the transport direction forward. These capture the inner blank 25.
- the inner blank 25 is folded in a U-shape around the cigarette group 11 and the inner collar 49 due to the transport.
- the inner blank 25 is held in such a way that the organs of the opening aid are captured in the exact position by the cigarette group 11.
- the front corner flaps are also folded.
- the side flaps 39, 40 are then folded and sealed by transversely movable sealing jaws 57.
- the folding is then carried out in the area of the inner bottom wall 42, namely the production of the fin fold 46 and its sealing.
- the fin fold 46 is folded over against the inner bottom wall 42 on the rear in the conveying direction and then the gussets 48 are brought into position.
- the sealing block 24 produced in this way is inserted into the outer packaging in a suitable manner.
- the procedure for the sealing block 24 in the execution according to Fig. 17 is designed analogously, with the cigarette group 11 without the inner collar 49 capturing the inner blank 25 held ready, without folding the corner flaps.
- the protruding side flaps 39, 40 are sealed over their full length to form the fin fold 54 by sealing jaws 55 acting on both sides of the cigarette group 11.
- the fold is then carried out in the area of the inner bottom wall 42 in the manner described and the Making the sealed fin fold 46.
- the outer pack can also be designed in a different way, in particular as a shell-and-slide pack or as a cap box.
Description
Die Erfindung betrifft eine Packung für Zigaretten gemäß dem Oberbegriff des Anspruchs 1. Eine derartige Packung ist aus
Die Erfindung befasst sich mit Verbesserungen und Weiterentwicklungen von Packungen der eingangs genannten Ausführung. Insbesondere geht es um eine Verbesserung des Schutzes der innerhalb der Dichtfolie angeordneten Zigaretten und um eine verbesserte Öffnungshilfe für den Dichtblock, sowie um Voraussetzungen für eine leistungsfähige Fertigung der Packungen.The invention deals with improvements and further developments of packs of the embodiment mentioned at the beginning. In particular, it is about improving the protection of the cigarettes arranged within the sealing film and an improved opening aid for the sealing block, as well as the requirements for efficient production of the packs.
Zur Lösung dieser Aufgabe weist eine erfindungsgemäße Packung die Merkmale des Anspruchs 1 auf. Eine (eigenständige) Besonderheit ist die mehrfach benutzbare Öffnungshilfe der Innenumhüllung im Bereich einer Stirnseite. Die äußere Betätigungslasche wird durch eine Außenlage des Innenzuschnitts gebildet.To solve this problem, a pack according to the invention has the features of
Entnahmeöffnung und Verschlusslasche sind im Bereich einer weiteren Lage des Innenzuschnitts oder im Bereich einer gesonderten Innenfolie gebildet. Dadurch wird erreicht, dass die Außenseite des Innenzuschnitts frei von aufliegenden Laschen bleibt. Weitere Einzelheiten der Erfindung werden nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert. Es zeigt:
- Fig. 1
- einen Zuschnitt für eine Außenpackung,
- Fig. 2
- einen Zuschnitt für einen Innenkragen,
- Fig. 3
- einen Zuschnitt mit Öffnungshilfe für eine Innenumhüllung,
- Fig. 4
- einen Querschnitt IV-IV des Zuschnitts gemäß
Fig. 3 , in vergrößertem Maßstab, - Fig. 5
- eine Packung mit Klappschachtel als Außenpackung und Dichtblock als Packungsinhalt in perspektivischer Darstellung bei geöffnetem Deckel,
- Fig. 6
- die Packung gemäß
Fig. 5 bei offenem Dichtblock, - Fig. 7
- einen Vertikalschnitt durch die Packung gemäß
Fig. 5 in der Schnittebene VII-VII in vergrößertem Maßstab, - Fig. 8
- Fertigungsschritte für einen Dichtblock als Inhalt einer Außenpackung in perspektivischer Darstellung,
- Fig. 9
- einen fertigen Dichtblock in Seitenansicht,
- Fig. 10
- einen Zuschnitt entsprechend
Fig. 1 , - Fig. 11
- einen Zuschnitt für einen Kragen einer Klappschachtel,
- Fig. 12
- einen Zuschnitt für einen Dichtblock analog
Fig. 3 eines anderen Ausführungsbeispiels, - Fig. 13
- eine Packung analog
Fig. 5 eines anderen Ausführungsbeispiels der Packung, - Fig. 14
- eine Darstellung entsprechend
Fig. 6 des Ausführungsbeispiels gemäßFig. 13 , - Fig. 15
- einen Vertikalschnitt zu der Packung gemäß
Fig. 13 in vergrößerter Darstellung, - Fig. 16
- eine Folge von Fertigungsschritten für einen Dichtblock des Ausführungsbeispiels gemäß
Fig. 13, Fig. 14 in perspektivischer Darstellung, - Fig. 17
- den Dichtblock der Packung gemäß
Fig. 16 in Seitenansicht, - Fig. 18
- einen Zuschnitt für einen Dichtblock eines weiteren Ausführungsbeispiels,
- Fig. 19
- einen Querschnitt des Zuschnitts gemäß
Fig. 18 in der Schnittebene XIX-XIX, in vergrößertem Maßstab, - Fig. 20
- eine Einzelheit einer Packung mit geöffnetem Deckel im Vertikalschnitt, analog
Fig. 15 , für ein weiteres Ausführungsbeispiel.
- Fig. 1
- a blank for an outer packaging,
- Fig. 2
- a cut for an inner collar,
- Fig. 3
- a blank with opening aid for an inner casing,
- Fig. 4
- a cross section IV-IV of the blank according to
Fig. 3 , on an enlarged scale, - Fig. 5
- a pack with a folding box as the outer packing and a sealing block as the contents of the pack in a perspective view with the lid open,
- Fig. 6
- the packaging according to
Fig. 5 with the sealing block open, - Fig. 7
- a vertical section through the pack
Fig. 5 in the section plane VII-VII on an enlarged scale, - Fig. 8
- Manufacturing steps for a sealing block as the contents of an outer packaging in a perspective view,
- Fig. 9
- a finished sealing block in side view,
- Fig. 10
- a cut accordingly
Fig. 1 , - Fig. 11
- a blank for a collar of a folding box,
- Fig. 12
- a blank for a sealing block analogously
Fig. 3 another embodiment, - Fig. 13
- a pack analogue
Fig. 5 another embodiment of the pack, - Fig. 14
- a representation accordingly
Fig. 6 according to the exemplary embodimentFig. 13 , - Fig. 15
- a vertical section to the pack according to
Fig. 13 in an enlarged view, - Fig. 16
- a sequence of manufacturing steps for a sealing block of the exemplary embodiment
Fig. 13, Fig. 14 in perspective view, - Fig. 17
- the sealing block according to the packing
Fig. 16 in side view, - Fig. 18
- a blank for a sealing block of a further exemplary embodiment,
- Fig. 19
- a cross section of the blank according to
Fig. 18 in the section plane XIX-XIX, on an enlarged scale, - Fig. 20
- a detail of a package with the lid open in a vertical section, analogous
Fig. 15 , for another embodiment.
Die vorliegend dargestellten Packungen sind vorrangig für die Aufnahme von Zigaretten 10 bestimmt, wobei eine Anzahl von Zigaretten 10 in Formation zu einer Zigarettengruppe 11 als Packungsinhalt zusammengefasst ist. Im Aufbau besteht die (Zigaretten-)Packung aus einer Außenpackung und einer Innenpackung. Die Außenpackung ist eine Klappschachtel 12 mit standardmäßigem Aufbau, nämlich mit einem (unteren) Schachtelteil 13 und einem Deckel 14 sowie gegebenenfalls einem Kragen 15 (
Schachtelteil 13 und Deckel 14 bestehen aus einem einstückigen Zuschnitt (
Innerhalb der so ausgebildeten Außenpackung ist eine blockförmige Innenpackung angeordnet, und zwar in der Ausführung als Dichtblock 24. Der Packungsinhalt, insbesondere die Zigarettengruppe 11, ist allseitig von einem Innenzuschnitt 25 aus Folie umgeben, der aufgrund seiner Zusammensetzung vorzugsweise feuchtigkeits- und aromadicht ist. Darüber hinaus ist das Material des Innenzuschnitts 25 thermisch siegelbar, sodass Faltlappen durch Wärme und Druck miteinander verbunden werden können.A block-shaped inner pack is arranged within the outer pack designed in this way, in the form of a sealing
Eine Besonderheit des Dichtblocks 24 bzw. des Innenzuschnitts 25 ist eine mehrfach benutzbare, also wiederverschließbare Öffnungshilfe. Diese besteht aus einer Öffnungslasche 26, die eine Entnahmeöffnung 27 in einer innenliegenden Folie bzw. Folienlage freilegt. Die Öffnungslasche 26 ist vorliegend durch eine U-förmige Schwächungslinie 28, nämlich eine Perforation, eine durchgehende Stanzlinie oder andere geeignete Materialschwächung begrenzt. Beim Öffnen des Dichtblocks 24 wird die Öffnungslasche 26 mit Hilfe eines Betätigungsorgans, nämlich einer Betätigungslasche 29, in die Öffnungsstellung (
Die Betätigungslasche 29 ist Teil des Innenzuschnitts 25 bzw. Teil einer Außenlage 30 des Innenzuschnitts 25. Die Betätigungslasche 29 ist von einer im Wesentlichen U-förmigen Schwächungs- oder Stanzlinie 31 begrenzt. Des Weiteren ist die Betätigungslasche 29 vorzugsweise vollflächig durch Kleber mit der (Außenseite der) Öffnungslasche 26 verbunden. Die Betätigungslasche 29 ist größer als die Öffnungslasche 26 und überdeckt diese mit einem vorzugsweise an drei Seiten gebildeten (U-förmigen) Verschlussstreifen 32. Dieser liegt an einem die Entnahmeöffnung 27 umgebenden Randstreifen 33 einer Innenlage 34 als Träger der Öffnungslasche 26 an. Die Betätigungslasche 29 ist mindestens im Bereich des Verschlussstreifens 32 mit einem dauerhaft wirkenden Kleber versehen.The
Der Zuschnitt für den Dichtblock 24, also der Innenzuschnitt 25, ist durch (imaginäre) Faltlinien in Bereiche aufgeteilt für eine Innen-Vorderwand 35, eine Innen-Stirnwand 36 und eine Innen-Rückwand 37. Über die volle Länge des Innenzuschnitts 25 erstrecken sich beidseitig Seitenstreifen zur Bildung von miteinander verbundenen Seitenlappen 39, 40. Diese bilden Innen-Seitenlappen 38. An freien Enden des langgestreckten Innenzuschnitts 25 sind Querstreifen 41 gebildet, die sich über die volle Breite des Innenzuschnitts 25 erstrecken. Die Querstreifen 41 bilden eine Innen-Bodenwand 42 in besonderer Ausführung.The blank for the sealing
Der Innenzuschnitt 25 ist im Bereich der Öffnungskonstruktion besonders ausgebildet. Die Betätigungslasche 29 ist Teil der Außenlage 30 des ein- oder mehrlagigen Innenzuschnitts 25. Die Entnahmeöffnung 27 bzw. die Öffnungslasche 26 sind Teil der Innenlage 34. Mindestens im Bereich der Öffnungsstruktur besteht der Innenzuschnitt 25 aus mindestens zwei Folien bzw. mindestens zwei Lagen eines Folienlaminats.The inner blank 25 is specially designed in the area of the opening construction. The
Bei dem Ausführungsbeispiel gemäß
Vorzugsweise ist die Anordnung so getroffen, dass sich die Organe der Öffnungskonstruktion, also insbesondere die Öffnungslasche 26 und die Betätigungslasche 29, in einem oberen Bereich der Innen-Vorderwand 35, quer über die Innen-Stirnwand 36 und mit einem Endbereich in der Innen-Rückwand 37 des Innenzuschnitts 25 erstreckt. Die Betätigungslasche 29 kann dadurch vom Verbraucher in einem oberen, freiliegenden Bereich des Dichtblocks 24 erfasst und über die Innen-Stirnwand 36 unter Bildung eines Gelenks am oberen Rand der Innen-Rückwand 37 in eine Öffnungsstellung gebracht werden. Der Packungsinhalt, nämlich die Zigarettengruppe 11, liegt im Bereich der Entnahmeöffnung 27 über die volle Breite der Innen-Stirnwand 36 und einen ausreichenden Teilbereich der Innen-Vorderwand 35 frei. Zum Erfassen der Betätigungslasche 29 ist diese im Bereich der Innen-Vorderwand 35 mittig mit einer Griffzunge 45 versehen. Diese befindet sich in einem klebstofffreien Bereich. Die Leimschicht 44 ist mindestens in der Fläche der Griffzunge 45 ausgespart (
Eine besondere Öffnungsstruktur ist in
Eine weitere Besonderheit ist die konstruktive Ausbildung des Dichtblocks 24 bzw. der Faltung des Innenzuschnitts 25. Es werden unterschiedliche Ausführungen für den Dichtblock 24 vorgeschlagen. Bei der in
Der Innenzuschnitt 25 ist so gefaltet, dass unten, nämlich im Bereich einer Innen-Bodenwand 42, überstehende Faltlappen, nämlich Teile der Querstreifen 41 des Innenzuschnitts 25, in abstehender Position angeordnet sind unter Bildung einer Flossenfaltung 46. In diesem Bereich kann die thermische Siegelung der Faltlappen der Querstreifen 41 ohne Übertragung von Druck und/oder Wärme auf die Enden der Zigaretten 10 übertragen werden, nämlich durch Siegelbacken 47, die quer zum Dichtblock 24 und außerhalb des Bereichs der Zigaretten 10 gegeneinander bewegt werden und die Faltlappen der Flossenfaltung 46 miteinander verbinden. Die quer abstehende Flossenfaltung 46 wird danach gegen die Innen-Bodenwand 42 umgefaltet. An den Enden überstehende Zwickel 48 werden aufwärts gegen die Innen-Seitenwände 38 des Dichtblocks 24 gefaltet (
Zum Schutz des Packungsinhalts, nämlich der Zigaretten 10, beim Siegeln der Seitenlappen 39, 40 ist innerhalb des Dichtblocks 24 eine Abdeckung angeordnet, die sich mindestens im Bereich der Innen-Seitenwände 38 erstreckt. Es handelt sich vorliegend um einen Innenkragen 49 (
Eine Alternative für die Gestaltung des Dichtblocks 24 zeigt
Bei diesem Ausführungsbeispiel bedarf es nicht der Anordnung eines Innenkragens innerhalb des Dichtblocks 24. Stattdessen ist die als Klappschachtel 12 ausgebildete Außenpackung mit einem standardmäßigen Kragen 15 versehen, der, wie üblich, im Schachtelteil 13 positioniert ist. Die Öffnungshilfe (
Eine Besonderheit ist das Herstellungsverfahren für den Dichtblock 24.A special feature is the manufacturing process for the sealing
Bei einem Dichtblock in der Ausführung gemäß
Hier werden vorbereitete Innenzuschnitte 25 bereitgehalten, nämlich in einer (vertikalen) Querebene zugeführt. Die Zigarettengruppe 11 ist so positioniert, dass Filterenden in Transportrichtung nach vorn weisen. Diese erfassen den Innenzuschnitt 25. In Verbindung mit Führungen bzw. Faltorganen wird aufgrund des Transports der Innenzuschnitt 25 U-förmig um Zigarettengruppe 11 und Innenkragen 49 herumgefaltet. Der Innenzuschnitt 25 wird so gehalten, dass die Organe der Öffnungshilfe positionsgenau von der Zigarettengruppe 11 erfasst werden.Prepared
Mit dem ersten U-Faltschritt werden auch frontseitige Ecklappen gefaltet. Danach erfolgt die Faltung der Seitenlappen 39, 40 und deren Siegelung durch querbewegbare Siegelbacken 57. Sodann wird die Faltung im Bereich der Innen-Bodenwand 42 ausgeführt, nämlich die Herstellung der Flossenfaltung 46 und deren Siegelung. Als Nächstes wird die Flossenfaltung 46 gegen die in Förderrichtung rückseitige Innen-Bodenwand 42 umgefaltet und danach die Zwickel 48 in die Position gebracht. Der so hergestellte Dichtblock 24 wird in geeigneter Weise in die Außenpackung eingeführt.With the first U-folding step, the front corner flaps are also folded. The side flaps 39, 40 are then folded and sealed by transversely movable sealing
Das Verfahren für den Dichtblock 24 in der Ausführung gemäß
Auf den fertigen Dichtblock 24 wird schließlich ein üblicher Kragen 15 aufgelegt. Die Einheit aus Dichtblock 24 und Kragen 15 wird in die Außenpackung eingeführt.Finally, a
Die Außenpackung kann auch in anderer Weise ausgebildet sein, insbesondere als shelland-slide-Packung oder als Kappenschachtel.
Claims (7)
- Pack for cigarettes, consisting of an outer pack in the embodiment as a hinge-lid box (12) and an inner pack as a sealed block (24) with an inner blank (25) which surrounds the pack contents, in particular a cigarette group (11), and is made from a preferably aroma-proof and moisture-proof, thermally sealable foil which has an opening aid which can be used multiple times in the region of one inner end wall (36) and preferably folding tabs which are connected to one another by way of thermal sealing in the region of inner side walls (33) and, in particular, one inner bottom wall (42), and the sealing block (24) or the inner blank (25) having an opening aid of which can be used multiple times in the region of the inner end wall (36), in the case of which opening aid a removal opening (27) with an opening tab (26) is formed in the region of an inner layer (34) of the continuously multiple-layer inner blank (25) or in the region of a separate foil piece (43) which is attached to the inner side of the inner blank (25) or within the multiple-layer inner blank (25), characterized in that, in the case of the opening aid which can be used multiple times, an outer actuating tab (29) is formed by way of an outer layer (30) of the inner blank (25).
- Pack according to Claim 1, characterized in that the actuating tab (29) is formed by way of a weakening line, in particular by way of a U-shaped punch line (31), in the region of an outer layer (30) of the inner blank (25), and the opening tab (26) which is preferably of small dimensions is formed in an inner layer (34) and/or an inner-side foil piece (43) by way of weakening lines (28), in particular by way of punch lines, to be precise completely in the region of the actuating tab (29), in particular centrally with respect to the latter, with the result that the actuating tab (29) forms a preferably approximately U-shaped closure strip (32) which surrounds the actuating tab (29) and which is provided with a permanent adhesive or a corresponding glue layer (44).
- Pack according to Claim 1 or 2, characterized in that the inner blank (25) consists of two foil layers, namely an outer layer (30) and an inner layer (34), a foil piece (34) being arranged between the layers (30, 34) in the region of the opening aid, namely in the region of the opening tab (26) and the actuating tab (29), and the weakening line (28) or punch line for the delimitation of the opening tab (26) extending congruently in the region of the inner layer (34) and the foil piece (43).
- Pack according to Claim 1 or one of the further preceding claims, characterized in that the foil piece (43) is dimensioned in such a way that it extends in the region of the inner front wall (35) and in the region of inner side tabs (39, 40) and the inner end wall (36) at least in a region which completely covers the actuating tab (29), in particular with an overhang on all sides, and in that punched portions for the opening tab (26) and/or actuating tab (29) protrude beyond the film piece (43) in the region of one inner rear wall (37) in such a way that a transversely directed line hinge for the opening tab (26) and/or the actuating tab (29) lies outside the foil piece (43).
- Pack according to Claim 1 or one of the further preceding claims, characterized in that the inner layer (34) and/or the foil piece (43) are/is provided on the side which faces the actuating tab (29) with a continuous glue layer (44) consisting of permanent adhesive, one foil piece (43) preferably being provided approximately over its full surface area with the glue layer (44).
- Pack according to Claim 1 or one of the further preceding claims, characterized in that the inner blank (25) is provided, preferably in a multiple-layer configuration, on the inner side in the region of the actuating tab (29) with the foil piece (42) which is connected to the inner side of the inner blank (25), preferably by way of a glue layer (44), the actuating tab (29) being arranged exclusively in the region of the foil of the inner blank (25), and the opening tab (26) with a removal opening (27) being arranged exclusively in the region of the foil piece (43).
- Pack according to Claim 6 or one of the further preceding claims, characterized in that the preferably inner-side foil piece (43) extends with a considerable overhang in comparison with the actuating tab (29) in the region of the inner front wall (35), the inner end wall (36) and the inner rear wall (37).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009034705A DE102009034705A1 (en) | 2009-07-24 | 2009-07-24 | Cigarette pack and method for producing cigarette packs |
| EP10732286A EP2456685A1 (en) | 2009-07-24 | 2010-06-23 | Cigarette pack and method of producing cigarette packs |
| PCT/EP2010/003831 WO2011009520A1 (en) | 2009-07-24 | 2010-06-23 | Cigarette pack and method of producing cigarette packs |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10732286A Division EP2456685A1 (en) | 2009-07-24 | 2010-06-23 | Cigarette pack and method of producing cigarette packs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3674230A1 EP3674230A1 (en) | 2020-07-01 |
| EP3674230B1 true EP3674230B1 (en) | 2023-10-18 |
Family
ID=42537631
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10732286A Ceased EP2456685A1 (en) | 2009-07-24 | 2010-06-23 | Cigarette pack and method of producing cigarette packs |
| EP15003037.7A Withdrawn EP2993143A1 (en) | 2009-07-24 | 2010-06-23 | Method for making cigarette packages |
| EP20157967.9A Active EP3674230B1 (en) | 2009-07-24 | 2010-06-23 | Package for cigarettes |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10732286A Ceased EP2456685A1 (en) | 2009-07-24 | 2010-06-23 | Cigarette pack and method of producing cigarette packs |
| EP15003037.7A Withdrawn EP2993143A1 (en) | 2009-07-24 | 2010-06-23 | Method for making cigarette packages |
Country Status (4)
| Country | Link |
|---|---|
| EP (3) | EP2456685A1 (en) |
| DE (1) | DE102009034705A1 (en) |
| PL (1) | PL3674230T3 (en) |
| WO (1) | WO2011009520A1 (en) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011110634A1 (en) | 2011-08-18 | 2013-02-21 | Focke & Co. (Gmbh & Co. Kg) | Cigarette pack and method of making same |
| DE102011119344A1 (en) * | 2011-10-11 | 2013-04-11 | Focke & Co. (Gmbh & Co. Kg) | Pack for cigarettes and method of making same |
| US10710760B2 (en) | 2011-10-11 | 2020-07-14 | Focke & Co. (Gmbh & Co. Kg) | Method for producing a package for cigarettes |
| ITBO20110758A1 (en) * | 2011-12-23 | 2013-06-24 | Gd Spa | PACKAGE OF SMOKE ITEMS. |
| TWI586596B (en) | 2012-02-15 | 2017-06-11 | 菲利浦莫里斯製品股份有限公司 | Reinforced resealable inner package for container |
| SI2814763T1 (en) * | 2012-02-15 | 2018-02-28 | Philip Morris Products S.A. | Container with adhesive label with adhesive free area |
| JP6095793B2 (en) * | 2012-11-21 | 2017-03-15 | ジェイティー インターナショナル エス.エイ. | Pack of smoking articles and packaging method thereof |
| EP2769930A1 (en) * | 2013-02-22 | 2014-08-27 | Amcor Flexibles | Easy-opening reclose systems for cigarette packaging |
| EP2769929A1 (en) * | 2013-02-22 | 2014-08-27 | Amcor Flexibles | Easy-opening reclose systems for cigarette packaging |
| ITBO20130235A1 (en) * | 2013-05-21 | 2014-11-22 | Gd Spa | PACKAGE PROVIDED WITH A REFILLABLE SEALANT PANEL. |
| DE102013009472A1 (en) * | 2013-06-06 | 2014-12-11 | Focke & Co. (Gmbh & Co. Kg) | Method and device for producing cigarette packets |
| DE112015000960T5 (en) | 2014-02-25 | 2016-12-15 | G.D. Società per Azioni | A packaging method and unit for folding a sheet of packaging material around a parallelepiped-shaped product |
| PL233529B1 (en) | 2014-03-14 | 2019-10-31 | Gd Spa | Method of packing and the packing unit for making the sealed inner package |
| JP6702894B2 (en) * | 2014-07-02 | 2020-06-03 | ジー.デー ソチエタ ペル アツィオニG.D Societa Per Azioni | Packet of smoking article with inner package having reclosable outlet |
| DE102014011396A1 (en) * | 2014-08-06 | 2016-02-11 | Focke & Co. (Gmbh & Co. Kg) | cigarette pack |
| GB201421707D0 (en) | 2014-12-05 | 2015-01-21 | British American Tobacco Co | Pack of tobacco industry products |
| GB201421702D0 (en) * | 2014-12-05 | 2015-01-21 | British American Tobacco Co | Wrapper for tobacco industry products |
| GB201421705D0 (en) * | 2014-12-05 | 2015-01-21 | British American Tobacco Co | Wrapper for tobacco industry products |
| ITBO20150185A1 (en) * | 2015-04-16 | 2016-10-16 | Gd Spa | PACKAGE OF SMOKING ITEMS. |
| WO2017002002A1 (en) | 2015-06-30 | 2017-01-05 | Philip Morris Products S.A. | A resealable inner package for a container |
| WO2017002001A1 (en) | 2015-06-30 | 2017-01-05 | Philip Morris Products S.A. | A resealable inner package for a container |
| ITUB20152672A1 (en) * | 2015-07-30 | 2017-01-30 | Gd Spa | Pack of cigarettes and method to make it happen. |
| US10807790B2 (en) | 2015-11-30 | 2020-10-20 | Philip Morris Products S.A. | Resealable inner package for a container |
| ES2685808T3 (en) | 2015-12-22 | 2018-10-11 | Reemtsma Cigarettenfabriken Gmbh | Articulated lid package with magnetic closure |
| CN105600169B (en) * | 2016-01-29 | 2017-02-22 | 上海华宝生物科技有限公司 | Cigarette packing box provided with inner package having adhesive cover plate structure, and blank used for constructing inner package |
| DE102016003277A1 (en) * | 2016-03-18 | 2017-09-21 | Focke & Co. (Gmbh & Co. Kg) | Cigarette pack and method and apparatus for making the same |
| WO2017194621A1 (en) | 2016-05-12 | 2017-11-16 | Philip Morris Products S.A. | A container with inner stiffener for smoking articles, inner stiffener, method |
| KR102105327B1 (en) * | 2016-05-31 | 2020-04-29 | 필립모리스 프로덕츠 에스.에이. | Courage, method |
| DE102016007533A1 (en) | 2016-06-22 | 2017-12-28 | Focke & Co. (Gmbh & Co. Kg) | Pack for cigarettes |
| DE102016114350A1 (en) * | 2016-08-03 | 2018-02-08 | Focke & Co. (Gmbh & Co. Kg) | Pack of cigarettes and method and apparatus for making same |
| US10086987B2 (en) | 2016-10-13 | 2018-10-02 | Altria Client Services Llc | Reseal label for box in a box re-sealable pack |
| US10124953B2 (en) | 2016-10-13 | 2018-11-13 | Altria Client Services Llc | Box in a box re-sealable cigarette pack |
| TW201817660A (en) * | 2016-11-14 | 2018-05-16 | 瑞士商菲利浦莫里斯製品股份有限公司 | Reinforced resealable container for consumer articles |
| TW201817661A (en) * | 2016-11-14 | 2018-05-16 | 瑞士商菲利浦莫里斯製品股份有限公司 | Reinforced resealable container for consumer articles |
| GB201701073D0 (en) | 2017-01-23 | 2017-03-08 | British American Tobacco Investments Ltd | Inner frame blank for a pack of tobacco industry products |
| IT201700020954A1 (en) * | 2017-02-24 | 2018-08-24 | Gd Spa | Package of smoking items with wrapping and closing label |
| CN107215573A (en) * | 2017-06-22 | 2017-09-29 | 上海烟草机械有限责任公司 | Film cigarette case and box is once opened out of film cigarette case take cigarette method |
| DE102017007130A1 (en) * | 2017-07-31 | 2019-01-31 | Focke & Co. (Gmbh & Co. Kg) | Pack for cigarettes |
| IT201700122345A1 (en) * | 2017-10-27 | 2019-04-27 | Gd Spa | Method for making a package of smoking and package items obtained from this method |
| EP3871997A1 (en) * | 2020-02-25 | 2021-09-01 | CCL Label AG | Container with flexible packaging bag |
| IT202000024433A1 (en) | 2020-10-16 | 2022-04-16 | Gd Spa | PACKAGING MACHINE AND WRAPPING METHOD TO PRODUCE A PACKAGE OF RIGID SMOKING ITEMS WITH A SEALED INTERNAL WRAPPING. |
| IT202100002912A1 (en) | 2021-02-10 | 2022-08-10 | Gd Spa | PACKAGING MACHINE AND WRAPPING METHOD TO PRODUCE A PACKAGE OF RIGID SMOKING ITEMS WITH A SEALED INTERNAL WRAPPING |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2262774A (en) * | 1937-07-07 | 1941-11-18 | American Mach & Foundry | Packaging cigarettes and the like |
| GB587956A (en) * | 1944-10-26 | 1947-05-09 | Alfred German Rose | Improvements in packages |
| DE1066132B (en) * | 1952-07-30 | 1959-09-24 | Werner Bahlsen, Hannover | Octagonal collapsible container |
| GB1461594A (en) * | 1973-04-26 | 1977-01-13 | Molins Ltd | Packets |
| IN142192B (en) | 1974-09-04 | 1977-06-11 | American Brands | |
| DE2833389C2 (en) * | 1978-07-29 | 1983-11-10 | Focke & Co, 2810 Verden | Cuboid pack for cigarettes, cigarillos or the like. |
| DE2854443C2 (en) | 1978-12-16 | 1985-05-30 | Focke & Co, 2810 Verden | Pack, in particular cuboid pack for cigarettes, cigarillos or the like |
| DE3529119A1 (en) * | 1985-08-14 | 1987-02-26 | Focke & Co | SQUARE PACKAGING FOR CIGARETTES OR THE LIKE, AND METHOD FOR THE PRODUCTION THEREOF |
| AU727891B2 (en) | 1996-11-21 | 2001-01-04 | Rothmans International Services Limited | Packaging of smoking articles |
| GB9725768D0 (en) * | 1997-12-04 | 1998-02-04 | Rothmans International Ltd | Packaging of smoking articles |
| GB9814533D0 (en) | 1998-07-03 | 1998-09-02 | Rothmans International Ltd | Packaging of smoking articles |
| DE10115935C2 (en) * | 2001-03-30 | 2003-03-20 | Reemtsma H F & Ph | cigarette pack |
| ES2288592T3 (en) | 2003-02-19 | 2008-01-16 | ALCAN TECHNOLOGY & MANAGEMENT LTD. | CONTAINER CONTAINER WITH A CONTAINER SHEET WITH INTEGRATED SYSTEM OF OPENING AND CLOSING AGAIN. |
| US7717620B2 (en) | 2004-06-11 | 2010-05-18 | Sonoco Development, Inc. | Flexible packaging structure with a built-in opening and reclose feature, and method for making same |
| ITBO20050042A1 (en) * | 2005-01-27 | 2006-07-28 | Gd Spa | METHOD FOR THE REALIZATION OF A SEALED BOX AROUND A GROUP OF CIGARETTES |
| GB0623385D0 (en) * | 2006-11-23 | 2007-01-03 | British American Tobacco Co | Packaging for smoking articles |
| US8114451B2 (en) | 2006-12-27 | 2012-02-14 | Kraft Foods Global Brands Llc | Resealable closure with package integrity feature |
| DE102007030267A1 (en) * | 2007-06-28 | 2009-01-08 | Focke & Co.(Gmbh & Co. Kg) | Pack for lumpy or granular goods |
| DE102007031208A1 (en) | 2007-07-04 | 2009-01-08 | Focke & Co.(Gmbh & Co. Kg) | Cap box for tobacco products |
| ITBO20070492A1 (en) * | 2007-07-18 | 2007-10-17 | Gd Spa | METHOD OF BENDING A SHEET OF RECTANGULAR PAPER AROUND A PARALLELEPIPED ITEM TO FORM A TUBULAR ENTRANCE WITH AN OPEN END. |
| ITBO20070487A1 (en) * | 2007-07-18 | 2007-10-17 | Gd Spa | PACKAGE FOR SMOKE ITEMS WITH AN INTERNAL ENCLOSURE PROVIDED WITH A CLOSING LABEL. |
| JP5240441B2 (en) * | 2008-06-06 | 2013-07-17 | 凸版印刷株式会社 | Soft package |
-
2009
- 2009-07-24 DE DE102009034705A patent/DE102009034705A1/en not_active Withdrawn
-
2010
- 2010-06-23 EP EP10732286A patent/EP2456685A1/en not_active Ceased
- 2010-06-23 EP EP15003037.7A patent/EP2993143A1/en not_active Withdrawn
- 2010-06-23 PL PL20157967.9T patent/PL3674230T3/en unknown
- 2010-06-23 WO PCT/EP2010/003831 patent/WO2011009520A1/en active Application Filing
- 2010-06-23 EP EP20157967.9A patent/EP3674230B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2456685A1 (en) | 2012-05-30 |
| PL3674230T3 (en) | 2024-03-25 |
| WO2011009520A1 (en) | 2011-01-27 |
| EP3674230A1 (en) | 2020-07-01 |
| EP2993143A1 (en) | 2016-03-09 |
| DE102009034705A1 (en) | 2011-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3674230B1 (en) | Package for cigarettes | |
| EP3284699B1 (en) | Cigarette package | |
| EP2826724B1 (en) | Package for cigarettes | |
| EP2170734B1 (en) | Covered box for tobacco products | |
| EP0007423B1 (en) | Square shaped package for cigarettes or the like | |
| EP0134549B1 (en) | Cigarette package provided with a hinged lid | |
| EP3066032B1 (en) | Cigarette pack | |
| EP3114044B1 (en) | Cigarette packet | |
| DE2854443A1 (en) | PACK, ESPECIALLY SQUARE PACK FOR CIGARETTES, CIGARILLOS AND THE LIKE | |
| DE102008035467A1 (en) | (Cigarette) package and blank, method and apparatus for making the same | |
| DE3918325A1 (en) | SOFT PACKING, IN PARTICULAR PAPER TISSUE PACKING | |
| EP2832663B1 (en) | Cigarette package | |
| EP2841358B1 (en) | Cigarette package and method for production thereof | |
| DE102016012300A1 (en) | Cigarette pack and method and apparatus for making the same | |
| DE102016003277A1 (en) | Cigarette pack and method and apparatus for making the same | |
| EP2704956B1 (en) | Pack for cigarettes, material web and method for the manufacture thereof | |
| EP3475186B1 (en) | Package for cigarettes | |
| EP1119502B1 (en) | Cigarette package | |
| DE102005014864A1 (en) | cigarette pack | |
| DE10361741A1 (en) | Packet e.g. for cigarettes, has block wrapped into interior folded pack with box having cover and wrapped block has interior which exhibits entrance latch for block which overlaps corresponding cutout of interior | |
| DE19915911A1 (en) | Pack of cigarettes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2456685 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201204 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210601 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230508 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2456685 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010017069 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20231026 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20240400138 Country of ref document: GR Effective date: 20240209 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240218 |