EP3552788A1 - Appareil de malaxage pour materiaux humides ou secs, notamment de composants pour la fabrication de beton - Google Patents
Appareil de malaxage pour materiaux humides ou secs, notamment de composants pour la fabrication de beton Download PDFInfo
- Publication number
- EP3552788A1 EP3552788A1 EP19165308.8A EP19165308A EP3552788A1 EP 3552788 A1 EP3552788 A1 EP 3552788A1 EP 19165308 A EP19165308 A EP 19165308A EP 3552788 A1 EP3552788 A1 EP 3552788A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mixing
- train
- diameter
- kneading
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000004898 kneading Methods 0.000 claims abstract description 98
- 241000940835 Pales Species 0.000 description 7
- 206010033546 Pallor Diseases 0.000 description 7
- 239000008240 homogeneous mixture Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 241001080024 Telles Species 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 241001416181 Axis axis Species 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 239000012615 aggregate Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28C—PREPARING CLAY; PRODUCING MIXTURES CONTAINING CLAY OR CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28C5/00—Apparatus or methods for producing mixtures of cement with other substances, e.g. slurries, mortars, porous or fibrous compositions
- B28C5/08—Apparatus or methods for producing mixtures of cement with other substances, e.g. slurries, mortars, porous or fibrous compositions using driven mechanical means affecting the mixing
- B28C5/10—Mixing in containers not actuated to effect the mixing
- B28C5/12—Mixing in containers not actuated to effect the mixing with stirrers sweeping through the materials, e.g. with incorporated feeding or discharging means or with oscillating stirrers
- B28C5/16—Mixing in containers not actuated to effect the mixing with stirrers sweeping through the materials, e.g. with incorporated feeding or discharging means or with oscillating stirrers the stirrers having motion about a vertical or steeply inclined axis
- B28C5/166—Pan-type mixers
- B28C5/168—Pan-type mixers with stirrers having planetary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F27/00—Mixers with rotary stirring devices in fixed receptacles; Kneaders
- B01F27/80—Mixers with rotary stirring devices in fixed receptacles; Kneaders with stirrers rotating about a substantially vertical axis
- B01F27/95—Mixers with rotary stirring devices in fixed receptacles; Kneaders with stirrers rotating about a substantially vertical axis with stirrers having planetary motion, i.e. rotating about their own axis and about a sun axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28C—PREPARING CLAY; PRODUCING MIXTURES CONTAINING CLAY OR CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28C5/00—Apparatus or methods for producing mixtures of cement with other substances, e.g. slurries, mortars, porous or fibrous compositions
- B28C5/08—Apparatus or methods for producing mixtures of cement with other substances, e.g. slurries, mortars, porous or fibrous compositions using driven mechanical means affecting the mixing
- B28C5/0806—Details; Accessories
- B28C5/0818—Charging or discharging gates or chutes; Sealing means
Definitions
- the present invention relates to an apparatus for mixing wet or dry materials, in particular components for the manufacture of concrete.
- the field of the invention is that of apparatus for mixing wet or dry materials, and in particular the various components used in the manufacture of concrete, and more particularly on the concrete manufacturing sites, known as mills. concrete.
- such an apparatus generally comprises a tank, whose size can reach several m3. Said tank receives the various materials to be kneaded, such as the various components of the concrete, such as cement, water, sand, aggregates and various additives, which are mixed and kneaded so as to form a homogeneous pasty mixture which can then be used on any type of site.
- various materials to be kneaded such as the various components of the concrete, such as cement, water, sand, aggregates and various additives, which are mixed and kneaded so as to form a homogeneous pasty mixture which can then be used on any type of site.
- Mixing blades driven in rotation relative to the tank are used to perform the mixing and mixing of the raw materials of the concrete.
- the invention relates more particularly to the field of kneaders with fixed bowl and epicyclic gear for which the kneading blades are driven along planetary trajectories.
- document is known FR2 527 939 A a mixing apparatus with a fixed vessel comprising a fixed vessel into which the various components to be kneaded are introduced, a kneading train comprising blades driven in an epicyclic movement by a motor unit.
- the drive device of the kneading train comprises a fixed drive member, driving a turntable via a ring integral with the outer diameter of the plate.
- the turntable serves as a support for the kneading train, said kneading train being articulated in rotation on the plate.
- the kneading train has on its drive shaft, a pinion receiver which meshes around a fixed ring to be rotated relative to the turntable.
- the turntable and the fixed ring are coaxial and leave in their center a large central clearance.
- a kneading train generally comprises at least one arm, at each end of which is fixed a blade, said arm extending perpendicular to the drive shaft of the kneading train, and in a conventional manner centered on said shaft of training.
- the drive shafts of the various mixing trains are designed to be rotated by the same drive ring, and conventionally by means of identical pinions.
- these different drive shafts will have angular drive speeds with respect to the identical trough, the angular rotational speed of each kneading train relative to its drive shaft depending on the ratio between the number of teeth. of its receiving pinion and that of the fixed wheel.
- the kneading blades attached to the two ends of the arm of each kneading train will have a linear speed, which will vary continuously, which makes it possible to carry out the kneading by differential stretching of the mixture of different materials.
- the kneading trains are rotated about their axis, in the same direction of rotation as the turntable, which maximizes the maximum linear speed of said blade.
- the linear velocity of each blade must be such that it does not exceed a certain value, so as not to cause a degradation of the efficiency of the mixture, by segregation and projection, as well as accelerated wear, and that not be less than a certain value, which would also be detrimental to its effectiveness.
- the dimension of the arms supporting the mixing blades must be such that at least the blades of a kneading train pass through the center of the tank and the peripheral zone of the tank, which receives the majority of the mixture, without the blades of the different kneading trains come to collide, during operation of said kneading apparatus.
- Such a mixer 1 ' is shown schematically on the figure 1 of this application.
- a single mixing train 3 ' has its blades 34' passing through the center A 'of the tank 2' and that the other mixing trains 4 'have their blades 44' passing at the periphery 21 'of the tank 2'.
- the shaft drive 41 'mixing trains 4' having blades 34 ', 44' not passing through the center A 'of the tank 2' is offset relative to the circular ring 6 'on which the drive pinion 32 'mounted on the drive shaft 31' of the kneading train 3 'whose blades 34' pass through the center A 'of tank 2'.
- two gears 45 ', 46' are interposed between said circular ring 6 'and said drive gear 42' of the mixing trains 4 'offset, not passing through the center A' of the tank 2 '.
- the blades 44 of the remote mixing trains 4 ' travel in a circular path T4' of diameter D4 ', less than the diameter D3' of the circular path T3 'traversed by the blades 34 of the first kneading train 3.
- the driving angular velocities of the different mixing trains 3 ', 4' remain identical if their driving pinions 32 ', 42' are so, which is the case in the device described in the document WO 9,511,120 A .
- the maximum linear speed of the blades 34 of the first mixing train 3 is 3.71 m / s
- the maximum linear speed of the blades 44 of each of the second mixing trains 4 is 3.59 m / s.
- the average maximum linear speed of the blades is also 3.63 m / s.
- said ring being provided to be optionally arranged around a supply line of the tank, it will be necessary to also reduce the diameter of said duct, which can be problematic to ensure the supply of the tank of optimal way.
- the maximum linear speed of the blades of kneading trains in remote position is limited by this design.
- Such a limitation affects the overall mixing performance, in particular when the mixing trains in the offset position are in number (i.e. two, three) and that their kneading action thus becomes preponderant.
- the invention proposes to overcome these disadvantages by providing an apparatus for mixing wet or dry materials, in particular components for the manufacture of concrete to ensure a homogeneous mixture of materials, simple design and low cost, and especially in the case where said kneading apparatus is provided for mixing a large amount of materials.
- the invention also makes it possible to use a supply duct centered on the axis of the fixed vessel, of such dimensions as to allow an optimal supply of said vessel.
- the pinion fixed on the drive shaft of the first kneading train meshes with the first ring gear
- the pinion fixed on the drive shaft of the at least one second kneading gear meshes with the second circular crown
- the at least one second kneading train 4 can be in a position remote from the first kneading train 3, without using intermediate gears, which simplifies the design of said apparatus 1 and reduces its cost.
- the driving angular speed of the drive shaft 41 of the at least one second kneading unit 4 will be greater than the angular drive speed of the drive shaft 31 of the first mixing train 3, while their respective pinions 32, 42 can remain identical.
- the linear speeds at each of the at least one blade 34, 44 of each of the mixing trains 3, 4 are such that the kneading of the materials is optimal so as to obtain a homogeneous concrete.
- the maximum linear speeds of the blades 34, 44 may be substantially identical, or similar, which allows optimal mixing of the materials in the tank 2.
- the maximum linear speed of the at least one blade 44 of each second kneading unit 4 may be greater than the maximum linear speed of the at least one blade of the first mixing train 3, which is particularly advantageous in that the kneading action of said second kneading trains is predominant.
- the maximum linear speed of each blade 44 of the second mixing trains is about 3.8 m / s while the maximum linear speed of the blades 34 of the first mixing train 3 is about 3.5 m / s .
- the average maximum linear velocity is then 3.72 m / s.
- the rotary plate 5 is rotated by means of a plurality of geared motors 51 distributed regularly around the turntable, each comprising for example a pinion 52 mounted on their drive shaft, said pinion 52 meshing with a circular ring gear 53 attached to the turntable 5.
- a plurality of geared motors 51 distributed regularly around the turntable, each comprising for example a pinion 52 mounted on their drive shaft, said pinion 52 meshing with a circular ring gear 53 attached to the turntable 5.
- all or part of the blades 34, 44 of the mixing trains 3, 4 can be replaced by other rotating elements involved in the mixing of the concrete, such as for example a concrete propeller or still a quick dispersive tool 48, also known as Wirbler in English or Wirbel in German.
- such a rapid dispersing effect tool 48 may advantageously be positioned at a second kneading train 4, dimensioned so as to end up being propelled at a linear speed of between 5 and 10 m / s, depending on the size of the particles present. in the tank 2 and the viscosity of the materials.
- Such a tool with a dispersive effect 48 has an effect of impact grinding on the materials present in the tank 2, which combined with the differential stretching carried out by the blades 34, 44 of the kneading trains 3, 4 makes it possible to optimize the mixing of materials in the tank 2.
- this rapid dispersive effect tool 48 at a second mixing train 4 whose pinion 42 meshes with the second circular ring 7 advantageously makes it possible to act on the particles of the materials in the tank 2 near the periphery 22 of said tank 2, which will be trapped against the periphery 22 of the tank 2 by such a rapid dispersive effect tool 48, which can break the nodules of fine particles of materials.
- the mixing apparatus 1 comprises a supply duct 21 disposed above the tank 2, centered on the axis A of the tank 2.
- the first ring gear 6 and the second ring gear 7 are positioned around the feed duct 21 and their respective diameters D6, D7 are strictly greater than the diameter D21 of said supply duct 21, so as not to obstruct the passage to through the supply duct 21, which can thus maintain a dimension such as to allow optimum supply of said fixed vessel 2.
- the rotary plate 5 may comprise a central bore 51, of diameter strictly greater than the diameter D21 of the supply duct.
- the first kneading train 3 comprises an arm 33 of length L33, arranged perpendicularly to the drive shaft 32, centered on said drive shaft 32, two blades 34 being fixed at each end.
- the second mixing train 4 comprises an arm 43 of length L43, arranged perpendicularly to the drive shaft 42, centered on said drive shaft 42, two blades 44 being fixed at each end of the arm 43.
- the blades 34, 44 are connected to the arms 33, 43 of the kneading trains 3, 4 by means of connecting rods 37, 47.
- the length L33 of the arm 33 of the first mixing train 3 is strictly greater than the length L43 of the arm 43 of the at least one second mixing train 4.
- the at least one second kneading train 4 meshing on the second ring 7 of larger diameter it will be closer to the periphery 22 of the fixed vessel 2.
- the length of its arm 43 must to be reduced compared to that of the arm 33 of the first mixing train 3, so that its blades 34 do not collide with the periphery 22 of said tank 2.
- the diameter D3 of the path T3 traversed by the at least one blade 34 of the first mixing train 3 is such that the at least one blade 34 passes through the axis A of the vessel 2.
- the diameter D4 of the path T4 traversed by the at least one blade 44 of the at least one second mixing train 4 is such that said at least one blade 44 passes close to the periphery 22 of the vessel 2 .
- the entire bottom surface of the fixed vessel 2 will be swept by the blades 34, 44 of the first 3 or the at least one second 4 kneading train, which ensures a homogeneous mixture of materials in the tank 2 during the operation of the mixing device 1.
- the diameter D4 of the path T4 traversed by the at least one blade 44 of the at least one second mixing train 4 is strictly less than the diameter D3 of the trajectory T3 traversed by the at least one blade 34 of the first mixing train 3.
- the difference between the diameter D3 and the diameter D4 may be greater than or equal to the difference between the diameter D6 of the first ring 6 and the diameter D7 of the second ring 7.
- the drive shafts 31 of the first 3 and the at least one second 4 kneading train being arranged on the turntable 5 so that the blades 34, 44 of each of the kneading trains 3, 4 do not collide during the rotation of the mixing trains 3, 4.
- the entire bottom surface of the fixed vessel 2 will be swept by the blades 34, 44 of the first 3 or the at least one second 4 kneading train during operation of the kneading apparatus 1, which allows that all the materials present in the tank 2 are kneaded simultaneously.
- a homogeneous mixture of the materials is guaranteed, without the blades 34, 44 of the first and of the at least one second mixing train 3, 4 colliding with each other during their respective journeys in the fixed vessel 2 .
- the first ring gear 6 has teeth 61 on its outer periphery 62 or on its inner periphery 63, on which the pinion 32 of the first kneading unit 3 meshes.
- the second ring gear 7 has teeth 71 on its outer periphery 72 or on its inner periphery 73, on which meshing the pinion 42 of the at least one second kneading train 4.
- the volume of the tank 2 is greater than or equal to 3 m 3 .
- the kneading apparatus 1 is particularly suitable for mixing a large quantity of materials, in that it makes it possible to provide a plurality of kneading trains 3, 4, and especially second trains. 4, so that all the materials in the fixed vessel 2 are kneaded simultaneously, which provides a homogeneous mixture.
- said mixing apparatus 1 comprises at least two second mixing trains 4.
- the kneading device 1 thus comprises at least three kneading trains 3, 4, which are distributed substantially regularly around the axis A of the tank 2, so that all the materials in the tank 2 are kneaded simultaneously, during operation of said kneading apparatus 1.
- the tank 2 When the tank 2 is particularly bulky, for example with a volume greater than 4 m 3 , it can for example be provided a first kneading train 3 and at least four second kneading trains 4. Therefore, so that all materials in the fixed tank 2 are mixed simultaneously, during operation of said mixing apparatus 1, it can be advantageously provided a third ring gear (not shown in the figures) with a diameter strictly greater than the diameter D6 of the first ring 6 and to the diameter D7 of the second ring 7, on which meshes with at least one pinion of a second kneader 4.
- a third ring gear (not shown in the figures) with a diameter strictly greater than the diameter D6 of the first ring 6 and to the diameter D7 of the second ring 7, on which meshes with at least one pinion of a second kneader 4.
- the different kneading trains are dimensioned such that their blades do not collide during the operation of the kneading apparatus 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
Abstract
Description
- La présente invention concerne un appareil de malaxage de matériaux humides ou secs, notamment de composants pour la fabrication de béton.
- Le domaine de l'invention est celui des appareils de malaxage de matériaux humides ou secs, et notamment des différents composants employés lors de la fabrication du béton, et plus particulièrement sur les sites de fabrication du béton, connus sous le nom d'usines à béton.
- De façon bien connue, un tel appareil comporte généralement une cuve, dont la taille peut aller jusqu'à plusieurs m3. Ladite cuve reçoit les différents matériaux à malaxer, comme par exemple les différents composants du béton, comme le ciment, l'eau, le sable, les granulats et différents adjuvants, lesquels sont mélangés et malaxés de sorte à former un mélange pâteux homogène qui peut ensuite être employé sur tout type de chantier.
- Des pales de malaxage entraînées en rotation par rapport à la cuve sont employées afin de réaliser le mélange et le malaxage des matériaux bruts du béton.
- L'invention concerne plus particulièrement le domaine des malaxeurs à cuve fixe et à train épicycloïdal pour lesquels les pales de malaxage sont entrainées suivant des trajectoires épicycloïdales. Ainsi, on connaît par exemple du document
FR2 527 939 A - De manière notable, le plateau rotatif et la couronne fixe sont coaxiaux et laissent en leur centre un large dégagement central. Un conduit d'alimentation central, fixe, traverse ce dégagement central et autorise un large accès au centre de la cuve, permettant en particulier le chargement des matières.
- Un train de malaxage comporte généralement au moins un bras, au niveau de chaque extrémité duquel est fixée une pale, ledit bras s'étendant perpendiculairement à l'arbre d'entraînement du train de malaxage, et de manière classique centré sur ledit arbre d'entraînement.
- De façon bien connue, et en particulier pour des cuves de large capacité et de diamètre important, on peut prévoir d'employer une pluralité de trains de malaxage afin de couvrir l'intégralité du volume de la cuve, de sorte à effectuer simultanément le malaxage de l'ensemble des matériaux se trouvant dans la cuve et assurer leur mélange homogène. Selon l'état de la technique connu, les arbres d'entraînement des différents trains de malaxage sont prévus pour être mis en rotation par une même couronne d'entraînement, et classiquement par l'intermédiaire de pignons identiques. De ce fait, ces différents arbres d'entrainement auront des vitesses angulaires d'entraînement par rapport à la cuve identique, la vitesse angulaire de rotation de chaque train de malaxage par rapport à son arbre d'entraînement dépendant du rapport entre le nombre de dents de son pignon récepteur et celui de la roue fixe.
- De plus, les pales de malaxage, fixées aux deux extrémités du bras de chaque train de malaxage, vont avoir une vitesse linéaire, qui va varier en continu, ce qui permet d'effectuer le malaxage par étirement différentiel du mélange des différents matériaux. De manière classique, les trains de malaxage sont entraînés en rotation autour de leur axe, dans le même sens de rotation que le plateau tournant, ce qui permet de maximiser la vitesse linéaire maximale de ladite pale.
- Cependant, la vitesse linéaire de chaque pale doit être telle qu'elle ne dépasse pas une certaine valeur, pour ne pas entraîner une dégradation de l'efficacité du mélange, par ségrégation et projection, ainsi qu'une usure accélérée, et qu'elle ne soit pas inférieure à une certaine valeur, ce qui nuirait également à son efficacité.
- Par ailleurs, la dimension des bras supportant les pales de malaxage doit être telle qu'au moins les pales d'un train de malaxage passent par le centre de la cuve et par la zone périphérique de la cuve, laquelle reçoit la majorité du mélange, sans que les pales des différents trains de malaxage ne viennent à entrer en collision, lors du fonctionnement dudit appareil de malaxage. A cet effet, il peut être prévu des trains de malaxage avec des bras de longueurs différentes.
- Dans le cas de cuves de grands volumes (par exemple de volume supérieur ou égal à 3 m3), il est préférable d'employer au moins trois trains de malaxage pour s'assurer que l'ensemble des matériaux présents dans la cuve soient malaxés simultanément, de sorte à obtenir un mélange homogène.
- On connaît ainsi du document
WO 9 511 120 A - Un tel malaxeur 1', selon cette conception antérieure, est représenté schématiquement sur la
figure 1 de la présente demande. - Afin de pouvoir couvrir l'intégralité du volume de la cuve 2' simultanément par les différents trains de malaxage 3', 4', il est prévu dans un tel malaxeur 1' qu'un seul train de malaxage 3' ait ses pales 34' passant par le centre A' de la cuve 2' et que les autres trains de malaxage 4' aient leur pales 44' passant au niveau de la périphérie 21' de la cuve 2'.
- De ce fait, afin que les pales 34', 44' des différents trains de malaxage 3', 4' ne viennent pas entrer en collision au cours du fonctionnement de l'appareil de malaxage 1', il est également prévu que l'arbre d'entraînement 41' des trains de malaxage 4' ayant des pales 34', 44' ne passant pas par le centre A' de la cuve 2' soit déporté par rapport à la couronne circulaire 6' sur laquelle le pignon d'entraînement 32' monté sur l'arbre d'entraînement 31' du train de malaxage 3' dont les pales 34' passent par le centre A' de cuve 2'.
- A cet effet, et afin de garantir que les trains de malaxage 3', 4' soient entraînés en rotation dans le même sens, deux pignons 45', 46' sont intercalés entre ladite couronne circulaire 6' et ledit pignon d'entraînement 42' des trains de malaxage 4' déportés, ne passant pas par le centre A' de la cuve 2'.
- De ce fait, les pales 44 des trains de malaxage 4' déportés parcourent une trajectoire circulaire T4' de diamètre D4', inférieur au diamètre D3' de la trajectoire circulaire T3' parcourue par les pales 34 du premier train de malaxage 3. Cependant, les vitesses angulaires d'entraînement des différents trains de malaxage 3', 4' demeurent identiques si leurs pignons d'entraînement 32', 42' le sont, ce qui est le cas dans le dispositif décrit dans le document
WO 9 511 120 A - Par exemple, sur l'exemple de réalisation de la
figure 1 , les dimensions sont les suivantes : - Le diamètre D6' de la couronne circulaire 6' est de 1262 mm,
- Le diamètre des pignons d'entrainement 32', 42' est de 250 mm
- Le diamètre D3' de la trajectoire circulaire T3' est de 1620 mm,
- Le diamètre D4' de la trajectoire circulaire T4' est de 1340 mm.
- Ainsi, la vitesse linéaire maximale des pales 34 du premier train de malaxage 3 est de 3,71 m/s, tandis que la vitesse linéaire maximale des pales 44 de chacun des deuxièmes trains de malaxage 4 est de 3,59 m/s.
- La vitesse linéaire maximale moyenne des pales est par ailleurs de 3,63 m/s.
- Or, selon les constations de l'inventeur, il est souhaitable d'obtenir que les vitesses linéaires restent importantes pour les pales des différents trains de malaxage, afin d'obtenir un mélange homogène des différents matériaux, par étirement différentiel. Il faudrait pour cela que la vitesse angulaire d'entraînement des trains de malaxage ayant les bras les plus courts soit supérieure à celle des trains de malaxage ayant les bras les plus longs pour compenser la différence de diamètre des trajectoires parcourues par les pales des différents trains de malaxage.
- Selon les constations de l'inventeur, il faudrait donc envisager d'employer un pignon avec un nombre de dents et un diamètre augmenté pour le train de malaxage ayant le bras le plus long, car le pignon du train de malaxage ayant le bras le plus court est le train de malaxage déporté, et est généralement déjà de dimensions minimales, notamment en termes de résistance mécanique et de couple transmissible. Le positionnement sur le plateau rotatif des arbres d'entraînement entraînant les trains de malaxage en rotation autour de l'axe de la cuve, restant identique, il faudra de ce fait prévoir une couronne circulaire de diamètre réduit.
- Cela risque ainsi de complexifier la conception d'un tel appareil de malaxage.
- En outre, ladite couronne étant prévue pour être éventuellement disposée autour d'un conduit d'alimentation de la cuve, il faudra prévoir de diminuer également le diamètre dudit conduit, ce qui peut s'avérer problématique pour assurer l'alimentation de la cuve de façon optimale.
- Pour ces raisons et selon les constations de l'inventeur, la vitesse linéaire maximale des pales des trains de malaxage en position déportée (à bras court) est limitée par cette conception. Une telle limitation affecte les performances générales de malaxage, en particulier lorsque les trains de malaxage en position déportée sont en nombre (i.e deux, trois) et que leur action de malaxage devient ainsi prépondérante.
- L'invention propose de pallier à ces inconvénients en fournissant un appareil de malaxage de matériaux humides ou secs, notamment de composants pour la fabrication de béton permettant d'assurer un mélange homogène des matériaux, de conception simple et de coût de revient réduit, et notamment dans le cas où ledit appareil de malaxage est prévu pour mélanger une quantité importante de matériaux.
- L'invention permet également d'employer un conduit d'alimentation centré sur l'axe de la cuve fixe, de dimensions telles à permettre une alimentation optimale de ladite cuve.
- D'autres buts et avantages de l'invention apparaîtront au cours de la description qui va suivre, qui n'est donnée qu'à titre indicatif.
- Ainsi l'invention concerne un appareil de malaxage de matériaux humides ou secs, notamment de composants pour la fabrication de béton, comprenant :
- une cuve fixe de forme cylindrique d'axe A,
- un premier train de malaxage comprenant un arbre d'entraînement d'axe B, muni d'un pignon fixé centré sur l'axe B de l'arbre d'entraînement, et au moins une pale de malaxage, ladite pale parcourant autour de l'axe B de l'arbre d'entraînement une trajectoire circulaire de diamètre D3,
- au moins un deuxième train de malaxage comprenant un arbre d'entraînement d'axe C, muni d'un pignon fixé centré sur l'axe C de l'arbre d'entraînement, et au moins une pale de malaxage, ladite pale parcourant autour de l'axe C de l'arbre d'entrainement une trajectoire circulaire de de diamètre D4,
- un plateau rotatif centré sur l'axe A de la cuve, entraîné en rotation autour de l'axe A de la cuve, le plateau rotatif recevant l'arbre d'entraînement de chacun du premier et du au moins un deuxième train de malaxage.
- Selon l'invention, ledit appareil de malaxage comporte en outre :
- une première couronne circulaire dentée de diamètre D6, centrée sur l'axe A de la cuve et immobile par rapport à la cuve, et
- une deuxième couronne circulaire dentée de diamètre D7, centrée sur l'axe A de la cuve et immobile par rapport à la cuve,
- Selon l'invention, le pignon fixé sur l'arbre d'entraînement du premier train de malaxage vient engrener avec la première couronne circulaire, et le pignon fixé sur l'arbre d'entraînement du au moins un deuxième train de malaxage vient engrener avec la deuxième couronne circulaire.
- Selon des caractéristiques optionnelles prises seules ou en combinaison :
- l'appareil de malaxage comprend un conduit d'alimentation disposé au-dessus de la cuve, centré sur l'axe a de la cuve,
- le premier train de malaxage comporte un bras de longueur L33, disposé perpendiculairement à l'arbre d'entraînement, centré sur ledit arbre d'entraînement, deux pales étant fixées au niveau de chaque extrémité du bras et le deuxième train de malaxage comporte un bras de longueur L43, disposé perpendiculairement à l'arbre d'entraînement, centré sur ledit arbre d'entraînement, deux pales étant fixées au niveau de chaque extrémité du bras,
- le diamètre D3 de la trajectoire parcourue par la au moins une pale du premier train de malaxage est tel que ladite au moins une pale passe par l'axe A de la cuve,
- le diamètre D4 de la trajectoire parcourue par la au moins une pale du premier train de malaxage est tel que ladite au moins une pale passe à proximité de la périphérie de la cuve,
- la longueur L33 du bras du premier train de malaxage est telle que les pales montées au niveau de chacune de ses extrémités vont parcourir une trajectoire passant par l'axe A de la cuve,
- la longueur L43 du bras de chacun du au moins un deuxième train de malaxage est telle que les pales montées au niveau de chacune de ses extrémités vont parcourir une trajectoire passant à proximité de la périphérie de la cuve,
- le diamètre D4 de la trajectoire parcourue par la au moins une pale du au moins un deuxième train de malaxage est strictement inférieur au diamètre D3 de la trajectoire parcourue par la au moins une pale du premier train de malaxage, et la différence entre le diamètre D3 et le diamètre D4 est supérieure ou égale à la différence entre le diamètre D6 de la première couronne et le diamètre D7 de la deuxième couronne, les arbres d'entraînement du premier et du au moins un deuxième train de malaxage étant disposés sur le plateau rotatif de sorte que les pales de chacun des trains de malaxage n'entrent pas en collision au cours de la rotation des trains de malaxage,
- la première couronne comporte des dentures sur sa périphérie extérieure ou sur sa périphérie intérieure, sur lesquelles vient engrener le pignon du premier train de malaxage,
- la deuxième couronne comporte des dentures sur sa périphérie extérieure ou sur sa périphérie intérieure, sur lesquelles vient engrener le pignon du au moins un deuxième train de malaxage,
- le volume de la cuve est supérieur ou égale à 3 m3,
- l'appareil de malaxage comprend au moins deux deuxièmes trains de malaxage.
- L'invention sera mieux comprise à la lecture de la description suivante accompagnée des figures en annexe, parmi lesquelles :
- La
figure 1 est une vue de dessus d'un appareil de malaxage de l'état de la technique, - La
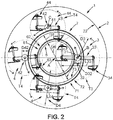
figure 2 est une vue de dessus d'un appareil de malaxage conforme à un mode de réalisation de l'invention, - La
figure 3 est une vue en perspective en coupe d'un appareil de malaxage conforme à un mode de réalisation de l'invention, - La
figure 4 est une vue de détail en coupe d'un appareil de malaxage conforme à un autre mode de réalisation de l'invention. - Dans toute la suite de la description, on considérera l'appareil de malaxage 1 en position normale de fonctionnement, c'est-à-dire posé sur le sol. Les références spatiales, telles que « au-dessus », « en-dessous », sont considérées dans une telle position, sauf si précise.
- L'invention concerne un appareil de malaxage 1 de matériaux humides ou secs, notamment de composants pour la fabrication de béton, comprenant :
- une cuve 2 fixe de forme cylindrique d'axe A,
- un premier train de malaxage 3 comprenant un arbre d'entraînement 31 d'axe B, muni d'un pignon 32 fixé centré sur l'axe B de l'arbre d'entraînement 31, et au moins une pale 34 de malaxage, ladite pale 34 parcourant autour de l'axe B de l'arbre d'entraînement 31 une trajectoire T3 circulaire de diamètre D3,
- au moins un deuxième train de malaxage 4 comprenant un arbre d'entraînement 41 d'axe C, muni d'un pignon 42 fixé centré sur l'axe C de l'arbre d'entraînement 41, et au moins une pale 44 de malaxage, ladite pale 44 parcourant autour de l'axe C de l'arbre d'entrainement 41 une trajectoire T4 circulaire de diamètre D4,
- un plateau rotatif 5 centré sur l'axe A de la cuve 2, entraîné en rotation autour de l'axe A de la cuve 2, le plateau rotatif 5 recevant l'arbre d'entraînement 31, 41 de chacun du premier 3 et du au moins un deuxième 4 train de malaxage.
- Selon l'invention, ledit appareil de malaxage comporte en outre :
- une première couronne 6 circulaire dentée de diamètre D6, centrée sur l'axe A de la cuve 2 et immobile par rapport à la cuve 2, et
- une deuxième couronne 7 circulaire dentée de diamètre D7, centrée sur l'axe A de la cuve 2 et immobile par rapport à la cuve 2,
- Selon l'invention, le pignon fixé 32 sur l'arbre d'entraînement 31 du premier train de malaxage 3 venant engrener avec la première couronne circulaire 6, et le pignon 42 fixé sur l'arbre d'entraînement 41 du au moins un deuxième train de malaxage 4 venant engrener avec la deuxième couronne circulaire 7.
- Ainsi, grâce à cette disposition avantageuse de l'invention, le au moins un deuxième train de malaxage 4 peut se trouver dans une position déportée par rapport au premier train de malaxage 3, sans employer de pignons intermédiaires, ce qui simplifie la conception dudit appareil de malaxage 1 et réduit son coût de revient.
- De plus, dans le cas où les pignons 32, 42 de chacun des trains de malaxage 3, 4 sont identiques, la vitesse angulaire d'entraînement de l'arbre d'entraînement 41 du au moins un deuxième train de malaxage 4 sera supérieure à la vitesse angulaire d'entraînement de l'arbre d'entraînement 31 du premier train de malaxage 3, alors que leurs pignons respectifs 32, 42 peuvent demeurer identiques.
- De ce fait, les vitesses linéaires au niveau de chacune de la au moins une pale 34, 44 de chacun des trains de malaxage 3, 4 sont telles que le malaxage des matériaux est optimal de sorte à obtenir un béton homogène. Notamment, selon le diamètre D3, D4 de la trajectoire circulaire T3, T4 parcourue par le premier 3 et le au moins un deuxième train de malaxage 4, les vitesses linéaires maximales des pales 34, 44 peuvent être sensiblement identiques, ou voisines, ce qui permet un mélange optimal des matériaux se trouvant dans la cuve 2.
- Dans le cas où il est prévu une pluralité de deuxièmes trains de malaxage 4, par exemple trois, comme sur l'exemple de réalisation de la
figure 2 , notamment pour une cuve 2 de grandes dimensions i.e. supérieure à 3 m3, la vitesse linéaire maximale de la au moins une pale 44 de chaque deuxième train de malaxage 4 peut être supérieure à la vitesse linaire maximale de la au moins une pale du premier train de malaxage 3, ce qui est particulièrement avantageux, en ce que l'action de malaxage desdits deuxièmes trains de malaxage est prépondérante. - Par exemple :
- le diamètre D6 peut être de 1416 mm,
- le diamètre D7 peut être de 2130 mm,
- le diamètre D3 de la trajectoire circulaire T3 parcourue par les pales 34 du premier train de malaxage 3 peut être de 1360 mm,
- le diamètre D4 de la trajectoire circulaire T4 parcourue par les pales 44 du au moins un deuxième train de malaxage 4 peut être de 1700 mm,
- Le diamètre du pignon 32 du premier train est de 250mm,
- Le diamètre du pignon 42 du deuxième train est de 278mm.
- Avec de telles dimensions, la vitesse linéaire maximale de chacune des pales 44 des deuxièmes trains de malaxage vaut environs 3,8 m/s tandis que la vitesse linéaire maximale des pales 34 du premier train de malaxage 3 vaut environs 3,5 m/s.
- La vitesse linéaire maximale moyenne est alors de 3,72 m/s.
- De façon classique et comme visible sur l'exemple de réalisation de la
figure 3 , le plateau rotatif 5 est entraîné en rotation par l'intermédiaire d'une pluralité de motoréducteurs 51, répartis de façon régulière autour du plateau rotatif, comprenant par exemple chacun un pignon 52 monté sur leur arbre d'entraînement, ledit pignon 52 venant engrener avec une couronne dentée circulaire 53 fixée au plateau rotatif 5. - Alternativement, sans sortir du cadre de la présente invention, tout ou partie des pales 34, 44 des trains de malaxage 3, 4 peuvent être remplacées par d'autres éléments rotatifs intervenant dans le malaxage du béton, comme par exemple une hélice à béton ou encore un outil rapide à effet dispersif 48, connu également sous le nom de Wirbler en langue anglaise ou de Wirbel en langue allemande.
- Comme visible sur l'exemple de réalisation de la
figure 4 , un tel outil rapide à effet dispersif 48 peut avantageusement être positionné au niveau d'un deuxième train de malaxage 4, dimensionné de sorte à se retrouver propulsé à une vitesse linéaire comprise entre 5 et 10 m/s, selon la taille des particules présentes dans la cuve 2 et la viscosité des matériaux. Un tel outil à effet dispersif 48 a un effet de broyage par choc sur les matériaux présents dans la cuve 2, qui combiné à l'étirement différentiel effectué par les pales 34, 44 des trains de malaxage 3, 4, permet d'optimiser le mélange des matériaux dans la cuve 2. - La disposition de cet outil rapide à effet dispersif 48 au niveau d'un deuxième train de malaxage 4 dont le pignon 42 vient engrener avec la deuxième couronne circulaire 7 permet avantageusement d'agir sur les particules des matériaux dans la cuve 2 à proximité de la périphérie 22 de ladite cuve 2, qui vont se retrouver coincés contre la périphérie 22 de la cuve 2 par un tel outil rapide à effet dispersif 48, lequel peut ainsi briser les nodules de particules fines de matériaux.
- Selon un mode de réalisation, l'appareil de malaxage 1 comprend un conduit d'alimentation 21 disposé au-dessus de la cuve 2, centré sur l'axe A de la cuve 2.
- Grâce à cette disposition avantageuse de l'invention, il est possible d'alimenter la cuve fixe 2 par au-dessus, ce qui permet notamment d'alimenter ledit appareil de malaxage 1 en fonctionnement, c'est-à-dire, lorsque les trains de malaxage 3, 4 sont entraînés en rotation pour effectuer le malaxage des matériaux dans la cuve fixe 2.
- Avantageusement, la première couronne 6 et la deuxième couronne 7 sont positionnées autour du conduit d'alimentation 21 et leur diamètre respectif D6, D7 est strictement supérieur au diamètre D21 dudit conduit d'alimentation 21, de sorte à ne pas venir obstruer le passage à travers le conduit d'alimentation 21, lequel peut ainsi conserver une dimension telle à permettre une alimentation optimale de ladite cuve fixe 2.
- Avantageusement, afin également de ne pas obstruer le passage à travers le conduit d'alimentation 21, le plateau rotatif 5, peut comporter un perçage central 51, de diamètre strictement supérieur au diamètre D21 du conduit d'alimentation.
- Selon un mode de réalisation, le premier train de malaxage 3 comporte un bras 33 de longueur L33, disposé perpendiculairement à l'arbre d'entraînement 32, centré sur ledit arbre d'entraînement 32, deux pales 34 étant fixées au niveau de chaque extrémité du bras 33 et le deuxième train de malaxage 4 comporte un bras 43 de longueur L43, disposé perpendiculairement à l'arbre d'entraînement 42, centré sur ledit arbre d'entraînement 42, deux pales 44 étant fixées au niveau de chaque extrémité du bras 43.
- Avantageusement, comme visible sur l'exemple de réalisation de la
figure 3 , les pales 34, 44 sont reliées aux bras 33, 43 des trains de malaxage 3, 4 par l'intermédiaire de tiges de liaison 37, 47. - Selon un mode de réalisation, la longueur L33 du bras 33 du premier train de malaxage 3 est strictement supérieure à la longueur L43 du bras 43 du au moins un deuxième train de malaxage 4.
- En effet, le au moins un deuxième train de malaxage 4 engrenant sur la deuxième couronne 7 de plus grand diamètre, celui-ci va se trouver plus proche de la périphérie 22 de la cuve fixe 2. Ainsi, la longueur de son bras 43 doit être réduite par rapport à celle du bras 33 du premier train de malaxage 3, afin que ses pales 34 n'entrent pas en collision avec la périphérie 22 de ladite cuve 2.
- Selon un mode de réalisation, le diamètre D3 de la trajectoire T3 parcourue par la au moins une pale 34 du premier train de malaxage 3 est tel que ladite au moins une pale 34 passe par l'axe A de la cuve 2.
- Selon un mode de réalisation, le diamètre D4 de la trajectoire T4 parcourue par la au moins une pale 44 du au moins un deuxième train de malaxage 4 est tel que ladite au moins une pale 44 passe à proximité de la périphérie 22 de la cuve 2.
- Ainsi, comme visible sur l'exemple de réalisation de la
figure 2 , l'ensemble de la surface du fond de la cuve fixe 2 sera balayé par les pales 34, 44 du premier 3 ou du au moins un deuxième 4 train de malaxage, ce qui garantit un mélange homogène des matériaux dans la cuve 2 lors du fonctionnement de l'appareil de malaxage 1. - Selon un mode de réalisation, le diamètre D4 de la trajectoire T4 parcourue par la au moins une pale 44 du au moins un deuxième train de malaxage 4 est strictement inférieur au diamètre D3 de la trajectoire T3 parcourue par la au moins une pale 34 du premier train de malaxage 3.
- Le différence entre le diamètre D3 et le diamètre D4 peut être supérieure ou égale à la différence entre le diamètre D6 de la première couronne 6 et le diamètre D7 de la deuxième couronne 7. Les arbres d'entraînement 31 du premier 3 et du au moins un deuxième 4 train de malaxage étant disposés sur le plateau rotatif 5 de sorte que les pales 34, 44 de chacun des trains de malaxage 3, 4 n'entrent pas en collision au cours de la rotation des trains de malaxage 3, 4.
- Ainsi, comme visible sur l'exemple de réalisation de la
figure 2 , l'ensemble de la surface du fond de la cuve fixe 2 sera balayé par les pales 34, 44 du premier 3 ou du au moins un deuxième 4 train de malaxage lors du fonctionnement de l'appareil de malaxage 1, ce qui permet que l'ensemble des matériaux présents dans la cuve 2 soient malaxés simultanément. On garantit un mélange homogène des matériaux, sans que les pales 34, 44 du premier et du au moins un deuxième train de malaxage 3, 4 n'entrent en collision les unes avec les autres au cours de leurs parcours respectifs dans la cuve fixe 2. - Selon un mode de réalisation, la première couronne 6 comporte des dentures 61 sur sa périphérie extérieure 62 ou sur sa périphérie intérieure 63, sur lesquelles vient engrener le pignon 32 du premier train de malaxage 3.
- Selon un mode de réalisation, la deuxième couronne 7 comporte des dentures 71 sur sa périphérie extérieure 72 ou sur sa périphérie intérieure 73, sur lesquelles vient engrener le pignon 42 du au moins un deuxième train de malaxage 4.
- Selon un mode de réalisation, le volume de la cuve 2 est supérieur ou égale à 3 m3.
- En effet, l'appareil de malaxage 1 selon l'invention convient particulièrement pour assurer le mélange d'une quantité importante de matériaux, en ce qu'il permet de prévoir une pluralité de trains de malaxage 3, 4, et notamment de deuxièmes trains de malaxage 4, afin que l'ensemble des matériaux se trouvant dans la cuve fixe 2 soient malaxés simultanément, ce qui permet d'obtenir un mélange homogène.
- Selon un mode de réalisation, ledit appareil de malaxage 1 comprend au moins deux deuxièmes trains de malaxage 4.
- Avantageusement, et comme visible sur l'exemple de réalisation de la
figure 2 , l'appareil de malaxe 1 comporte ainsi au moins trois trains de malaxage 3, 4, lesquels sont répartis sensiblement régulièrement autour de l'axe A de la cuve 2, de telle sorte que l'ensemble des matériaux se trouvant dans la cuve 2 soient malaxés simultanément, lors du fonctionnement dudit appareil de malaxage 1. - Lorsque la cuve 2 est particulièrement volumineuse, par exemple de volume supérieur à 4 m3, il peut par exemple être prévu un premier train de malaxage 3 et au moins quatre deuxième trains de malaxage 4. De ce fait, afin que l'ensemble des matériaux se trouvant dans la cuve fixe 2 soient malaxés simultanément, lors du fonctionnement dudit appareil de malaxage 1, il peut être avantageusement prévu une troisième couronne circulaire dentée (non représentée sur les figures) avec un diamètre strictement supérieur au diamètre D6 de la première couronne 6 et au diamètre D7 de la deuxième couronne 7, sur laquelle vient engrener au moins un pignon d'un deuxième train de malaxage 4.
- Les différents trains de malaxage sont dimensionnés de telle sorte que leurs pales n'entrent pas en collision au cours du fonctionnement de l'appareil de malaxage 1.
- Naturellement, d'autres modes de réalisation auraient pu être envisagés par l'Homme du métier sans pour autant sortir du cadre de l'invention définie par les revendications ci-après.
-
- 1'. Appareil de malaxage
- 2'. Cuve
- A'. Axe
- 3'. Premier train de malaxage
- T3'. Trajectoire
- D3'. Diamètre
- B'. Axe
- 31'. Arbre d'entraînement
- 32'. Pignon
- 33'. Bras
- 34'. Pale
- 4'. Deuxième train de malaxage
- T4'. Trajectoire
- D4'. Diamètre
- C'. Axe
- 41'. Arbre d'entraînement
- 42'. Pignon
- 43'. Bras
- 44'. Pale
- 45', 46'. Pignon intermédiaire
- 6'. Couronne
- D6'. Diamètre
-
- 1. Appareil de malaxage
- 2. Cuve fixe
- A. Axe
- 21. Conduit d'alimentation
- 22. Périphérie
- 3. Premier train de malaxage
- B. Axe
- T3. Trajectoire
- D3. Diamètre
- 31. Arbre d'entraînement
- 32. Pignon
- 33. Bras
- L33. Longueur du bras
- 34. Pale
- 37. Tige de liaison
- 4. Deuxième train de malaxage
- T4. Trajectoire
- D4. Diamètre
- C. Axe
- 41. Arbre d'entraînement
- 42. Pignon
- 43. Bras
- L43. Longueur du bras
- 44. Pale
- 47. Tige de liaison
- 48. Outil rapide à effet dispersif
- 5. Plateau rotatif
- 51. Motoréducteur
- 52. Pignon
- 53. Couronne circulaire dentée
- 6. Première couronne
- D6. Diamètre
- 61. Dentures
- 62. Périphérie extérieure
- 63. Périphérie intérieure
- 7. Deuxième couronne
- D7. Diamètre
- 71. Dentures
- 72. Périphérie extérieure
- 73. Périphérie intérieure
Claims (11)
- Appareil de malaxage (1) de matériaux humides ou secs, notamment de composants pour la fabrication de béton, comprenant :- une cuve (2) fixe de forme cylindrique d'axe (A)- un premier train de malaxage (3) comprenant un arbre d'entraînement (31) d'axe (B), muni d'un pignon (32) fixé centré sur l'axe (B) de l'arbre d'entraînement (32), et au moins une pale (34) de malaxage, ladite pale (34) parcourant autour de l'axe (B) de l'arbre d'entraînement (31) une trajectoire (T3) circulaire de diamètre (D3),- au moins un deuxième train de malaxage (4) comprenant un arbre d'entraînement (41) d'axe (C), muni d'un pignon (42) fixé centré sur l'axe (C) de l'arbre d'entraînement (41), et au moins une pale (44) de malaxage, ladite pale (44) parcourant autour de l'axe (C) de l'arbre d'entrainement (41) une trajectoire (T4) circulaire de de diamètre (D4),- un plateau rotatif (5) centré sur l'axe (A) de la cuve (2), entraîné en rotation autour de l'axe (A) de la cuve (2), le plateau rotatif (5) recevant l'arbre d'entraînement (31, 41) de chacun du premier (3) et du au moins un deuxième (4) train de malaxage,caractérisé en ce que ledit appareil de malaxage comporte en outre :- une première couronne circulaire dentée (6) de diamètre (D6), centrée sur l'axe (A) de la cuve (2) et immobile par rapport à la cuve (2), et- une deuxième couronne circulaire (7) dentée de diamètre (D7), centrée sur l'axe (A) de la cuve (2) et immobile par rapport à la cuve (2),telles que le diamètre (D7) est strictement supérieur au diamètre (D6),
le pignon (33) fixé sur l'arbre d'entraînement (31) du premier train de malaxage (3) venant engrener avec la première couronne circulaire (6), et le pignon (43) fixé sur l'arbre d'entraînement (41) du au moins un deuxième train de malaxage (4) venant engrener avec la deuxième couronne circulaire (7). - Appareil de malaxage (1) selon la revendication 1, comprenant un conduit d'alimentation (21) disposé au-dessus de la cuve (2), centré sur l'axe (A) de la cuve.
- Appareil de malaxage (1) selon la revendication 1 ou 2, dans lequel le premier train de malaxage (3) comporte un bras (33) de longueur (L33), disposé perpendiculairement à l'arbre d'entraînement (32), centré sur ledit arbre d'entraînement (32), deux pales (34) étant fixées au niveau de chaque extrémité du bras (33) et le deuxième train de malaxage (4) comporte un bras (43) de longueur (L43), disposé perpendiculairement à l'arbre d'entraînement (42), centré sur ledit arbre d'entraînement (42), deux pales (44) du au moins un deuxième train de malaxage (4) étant fixées au niveau de chaque extrémité du bras (43).
- Appareil de malaxage (1) selon la revendication 3, dans lequel la longueur (L33) du bras (33) du premier train de malaxage (3) est strictement supérieure à la longueur (L43) du bras (43) du au moins un deuxième train de malaxage (4).
- Appareil de malaxage (1) selon l'une des revendications 1 à 4, dans lequel le diamètre (D3) de la trajectoire (T3) parcourue par la au moins une pale (34) du premier train de malaxage (3) est tel que ladite au moins une pale (34) passe par l'axe (A) de la cuve (2).
- Appareil de malaxage (1) selon l'une des revendications 1 à 5, dans lequel le diamètre (D4) de la trajectoire (T4) parcourue par la au moins une pale (44) du au moins un deuxième train de malaxage (4) est tel que ladite au moins une pale (44) passe à proximité de la périphérie (22) de la cuve (2).
- Appareil de malaxage (1) selon l'une des revendications 1 à 6, dans lequel le diamètre (D4) de la trajectoire (T4) parcourue par la au moins une pale (44) du au moins un deuxième train de malaxage (4) est strictement inférieur au diamètre (D3) de la trajectoire (T3) parcourue par la au moins une pale (34) du premier train de malaxage (3), et la différence entre le diamètre (D3) et le diamètre (D4) est supérieure ou égale à la différence entre le diamètre (D6) de la première couronne (6) et le diamètre (D7) de la deuxième couronne (7), les arbres d'entraînement (31, 41) du premier (3) et du au moins un deuxième (4) train de malaxage étant disposés sur le plateau rotatif (5) de sorte que les pales (34, 44) de chacun des trains de malaxage (3, 4) n'entrent pas en collision au cours de la rotation des trains de malaxage (3, 4).
- Appareil de malaxage (1) selon l'une des revendications 1 à 7, dans lequel la première couronne (6) comporte des dentures (61) sur sa périphérie extérieure (62) ou sur sa périphérie intérieure (63), sur lesquelles vient engrener le pignon (32) du premier train de malaxage (3).
- Appareil de malaxage (1) selon l'une des revendications 1 à 8, dans lequel la deuxième couronne (7) comporte des dentures (71) sur sa périphérie extérieure (72) ou sur sa périphérie intérieure (73), sur lesquelles vient engrener le pignon (42) du au moins un deuxième bras de malaxage (4).
- Appareil de malaxage (1) selon l'une des revendications 1 à 9, dans lequel le volume de la cuve (2) est supérieur ou égale à 3 m3.
- Appareil de malaxage (1) selon l'une des revendications 1 à 10, comprenant au moins deux deuxièmes trains de malaxage (4).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1853058A FR3079770B1 (fr) | 2018-04-09 | 2018-04-09 | Appareil de malaxage pour materiaux humides ou secs, notamment de composants pour la fabrication de beton |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3552788A1 true EP3552788A1 (fr) | 2019-10-16 |
| EP3552788B1 EP3552788B1 (fr) | 2020-08-19 |
Family
ID=62528691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19165308.8A Active EP3552788B1 (fr) | 2018-04-09 | 2019-03-26 | Appareil de malaxage pour materiaux humides ou secs, notamment de composants pour la fabrication de beton |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3552788B1 (fr) |
| FR (1) | FR3079770B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115431409A (zh) * | 2022-09-02 | 2022-12-06 | 黄淮学院 | 一种砂浆自动化搅拌设备 |
| CN116351289A (zh) * | 2023-05-29 | 2023-06-30 | 无锡氟士德防腐科技有限公司 | 化学品材料搅拌储罐 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2527939A1 (fr) | 1982-06-04 | 1983-12-09 | Couvrot Laine Cie | Malaxeur a cuve fixe |
| WO1995011120A1 (fr) | 1993-10-21 | 1995-04-27 | Skako A/S | Melangeur |
| DE102008033644A1 (de) * | 2008-07-17 | 2010-01-21 | Elba-Werk Maschinen-Gesellschaft Mbh | Vorrichtung und Verfahren zum Mischen von Beton |
| DE102014008067A1 (de) * | 2014-05-27 | 2015-12-03 | Ammann Elba Beton GmbH | Vorrichtung zum Mischen von Beton |
-
2018
- 2018-04-09 FR FR1853058A patent/FR3079770B1/fr not_active Expired - Fee Related
-
2019
- 2019-03-26 EP EP19165308.8A patent/EP3552788B1/fr active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2527939A1 (fr) | 1982-06-04 | 1983-12-09 | Couvrot Laine Cie | Malaxeur a cuve fixe |
| WO1995011120A1 (fr) | 1993-10-21 | 1995-04-27 | Skako A/S | Melangeur |
| DE102008033644A1 (de) * | 2008-07-17 | 2010-01-21 | Elba-Werk Maschinen-Gesellschaft Mbh | Vorrichtung und Verfahren zum Mischen von Beton |
| DE102014008067A1 (de) * | 2014-05-27 | 2015-12-03 | Ammann Elba Beton GmbH | Vorrichtung zum Mischen von Beton |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115431409A (zh) * | 2022-09-02 | 2022-12-06 | 黄淮学院 | 一种砂浆自动化搅拌设备 |
| CN115431409B (zh) * | 2022-09-02 | 2023-12-15 | 黄淮学院 | 一种砂浆自动化搅拌设备 |
| CN116351289A (zh) * | 2023-05-29 | 2023-06-30 | 无锡氟士德防腐科技有限公司 | 化学品材料搅拌储罐 |
| CN116351289B (zh) * | 2023-05-29 | 2023-08-18 | 无锡氟士德防腐科技有限公司 | 化学品材料搅拌储罐 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3552788B1 (fr) | 2020-08-19 |
| FR3079770B1 (fr) | 2020-03-27 |
| FR3079770A1 (fr) | 2019-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3552788B1 (fr) | Appareil de malaxage pour materiaux humides ou secs, notamment de composants pour la fabrication de beton | |
| EP0096136B1 (fr) | Malaxeur à cuve fixe | |
| WO2018002477A1 (fr) | Transmission, notamment pour engin roulant, et engin roulant équipe d'une telle transmission | |
| EP2754484A1 (fr) | Mélangeur à cuve conique tournante | |
| FR2996276A1 (fr) | "transmission a variation continue de vitesse a bille" | |
| KR102114871B1 (ko) | 다축 회전이 가능한 혼합장치 | |
| EP1479443A1 (fr) | Système d'entraínement d'une centrifugeuse | |
| FR2537218A1 (fr) | Turbomachine du type rotodynamique | |
| FR2929535A1 (fr) | Agitateur pour agiter un produit liquide, pateux ou particulaire contenu dans une cuve | |
| FR2896706A1 (fr) | Malaxeur a cuve fixe dont le train de malaxage presente une casserole solidaire au dessus dudit arbre de rotation. | |
| EP3837074B1 (fr) | Dispositif de percage orbital | |
| EP2380656B1 (fr) | Godet pourvu d'un organe de mélange et/ou de distribution à double entraînement | |
| EP0737507B1 (fr) | Mélangeur à cuve tournante | |
| FR2726814A3 (fr) | Dispositif de transport melangeur | |
| EP3677332A1 (fr) | Distribution de particules solides dans une enceinte | |
| FR3010914A1 (fr) | Outil melangeur | |
| FR2890284A1 (fr) | Ensileuse pour silo-boudin | |
| EP1530891B1 (fr) | Dispositif de dosage et de distribution de graines pour semoir | |
| FR2572152A1 (fr) | Differentiel mecanique autobloque | |
| FR2952555A1 (fr) | Vis melangeuse | |
| FR2955042A1 (fr) | Broyeur centrifuge du type planetaire | |
| FR2777804A1 (fr) | Dispositif melangeur a rotor et stator | |
| FR2533698A1 (fr) | Dispositif de determination de la puissance de moteurs a combustion interne | |
| FR2500359A1 (fr) | Appareil melangeur malaxeur pour betons, mortiers et autres materiaux inertes destines aux chantiers de construction | |
| CA2979917C (fr) | Entrainement de broyeur agitateur vertical |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191127 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200121 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAF | Information related to payment of grant fee modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SKAKO CONCRETE A/S |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019000495 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1303422 Country of ref document: AT Kind code of ref document: T Effective date: 20200915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201120 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201119 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201221 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201119 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1303422 Country of ref document: AT Kind code of ref document: T Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602019000495 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| 26N | No opposition filed |
Effective date: 20210520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210326 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190326 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240220 Year of fee payment: 6 Ref country code: FR Payment date: 20240129 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |