EP3483300B2 - Anlage und verfahren zum feuerverzinken von halbzeugen - Google Patents
Anlage und verfahren zum feuerverzinken von halbzeugen Download PDFInfo
- Publication number
- EP3483300B2 EP3483300B2 EP18189326.4A EP18189326A EP3483300B2 EP 3483300 B2 EP3483300 B2 EP 3483300B2 EP 18189326 A EP18189326 A EP 18189326A EP 3483300 B2 EP3483300 B2 EP 3483300B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- semi
- finished products
- roll
- zinc
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0032—Apparatus specially adapted for batch coating of substrate
- C23C2/00322—Details of mechanisms for immersing or removing substrate from molten liquid bath, e.g. basket or lifting mechanism
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0034—Details related to elements immersed in bath
- C23C2/00342—Moving elements, e.g. pumps or mixers
- C23C2/00344—Means for moving substrates, e.g. immersed rollers or immersed bearings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/50—Controlling or regulating the coating processes
- C23C2/52—Controlling or regulating the coating processes with means for measuring or sensing
- C23C2/522—Temperature of the bath
Definitions
- the invention relates to a plant and a method for hot-dip galvanizing semi-finished products.
- a zinc coating is applied.
- the zinc coating must be applied in such a way that the threads remain free.
- the zinc melt is heated to a temperature of at least 530 °C to reduce its viscosity.
- the low-viscosity melt allows for a comparatively thin coating thickness of up to 70 ⁇ m, thus ensuring threads remain free.
- High-temperature galvanizing for certain semi-finished products, particularly threaded rods, does not comply with EN ISO 10684.
- a process and a plant for hot-dip galvanizing are DE 10 2016 106 660 A1 and from EP 0 462 397 A1 known.
- a separating device Using a separating device, components are fed into a galvanizing bath, immersed, and removed.
- a stripping device is provided to remove excess zinc from the component.
- the separating device can be controlled to rotate in such a way that zinc drips off the component and is evenly distributed over the component surface.
- Such a process is complex and cost-intensive.
- the separating device requires complex kinematics and system control.
- the DE 16 96 613 A discloses a pipe pulling machine.
- the DE 12 95 475 A discloses a device for the automatic bath treatment of objects.
- the invention is based on the object of enabling the galvanizing of semi-finished products, whereby the galvanized semi-finished products are manufactured in accordance with standards and are functional.
- the galvanized semi-finished products are manufactured in accordance with standards, in particular in accordance with low-temperature galvanizing.
- the rolling device enables, in particular, independent, particularly gravity-induced unrolling of the semi-finished products.
- the unwinding device is designed to ensure that the semi-finished products conveyed from the zinc bath roll around their longitudinal axis, meaning they do not slide.
- the semi-finished products are conveyed through the zinc bath by means of a conveyor device.
- This conveyor device enables continuous conveying.
- the system is suitable for providing a continuous process for galvanizing and the subsequent centrifuging of the molten zinc.
- the system is also referred to as a thread centrifuging machine.
- a centrifugal section for centrifuging the molten zinc from the semi-finished products improves the centrifuging of the molten zinc.
- the centrifugal section has a curvature, i.e., a non-linear profile such that the threaded rods in the area of the centrifugal section are additionally accelerated, particularly due to gravity.
- the acceleration of the rolling motion of the threaded rods increases the rotational speed of the threaded rods.
- the increased centrifugal forces on the surface of the threaded rods cause the molten zinc to be centrifuged.
- the curvature in the centrifugal section is implemented, in particular, by a radius of the contour of the unwinding device.
- a conveying device simplifies the continuous operation of the system.
- a carrier unit according to claim 3 ensures reliable carrying and conveying of the semi-finished products through the zinc bath.
- An embodiment of the driver unit according to claim 4 ensures simplified, error-robust handling of the system.
- the driver unit can be arranged in an automated manner between a closed transport arrangement and an open transfer arrangement.
- the semi-finished products can be transported safely and captively with the driver unit.
- the transfer arrangement reliable and uncomplicated loading of the driver unit with a semi-finished product and unloading of the driver unit from a semi-finished product is ensured.
- a receiving element and a cooperating closing element are attached to the drive chain. The receiving element and the closing element extend essentially perpendicular to the conveying direction of the drive chain.
- the receiving element and the closing element form the closed transport arrangement.
- an open transfer arrangement is created.
- the driver unit can be loaded and/or unloaded automatically.
- An excavation device enables automated excavation of the semi-finished products from the zinc bath.
- An excavation device enables a continuous excavation movement of the semi-finished products from the zinc bath, in particular one which is coordinated with the conveying device.
- a lifting unit according to claim 7 simplifies the further conveyance of the semi-finished products from the zinc bath to the unwinding device.
- a lifting unit according to claim 8 enables an automatic, in particular gravity-induced, transfer of the threaded rods to the unwinding device.
- the unwinding device which has a rolling section for rolling on the semi-finished products, wherein the rolling section has a gradient facing away from the conveyor device with an angle of inclination, is designed to be error-resistant.
- Galvanized semi-finished products can, in particular, roll automatically from the lifting unit into the rolling section of the unwinding device.
- An angle of inclination relative to the horizontal in the region of the rolling section is, in particular, at least 1°, in particular at least 2°, in particular at least 3°, in particular at least 4°, in particular at least 5°, in particular at least 6°, in particular at least 7°, and in particular at least 10°. This ensures, in particular, that the semi-finished products roll reliably around their own longitudinal axis.
- the unwinding device is designed so that the angle of inclination in the area of the rolling section is variably adjustable.
- the angle of inclination can be adapted to different requirements. Depending on the geometry, especially the diameter of the semi-finished products, the angle of inclination can be changed to ensure the rolling of the semi-finished products.
- a centrifugal section in which the curvature is defined by a radius of the contour of the unwinding device improves the centrifuging of the molten zinc.
- the centrifugal section has, in particular, a curvature, in particular a non-linear profile, such that the threaded rods in the region of the centrifugal section are additionally accelerated, in particular due to gravity.
- a curvature in particular a non-linear profile
- the unwinding device which has at least two unwinding skids, is designed to be simple.
- the semi-finished products can roll stably on two spaced-apart unwinding skids, which, in particular, have an identical geometry.
- the surface contact between the unwinding skids and the semi-finished products is minimized.
- Rolling resistance is minimized.
- the molten zinc can be thrown off unhindered.
- the contact area between the unwinding device and the semi-finished product is minimized.
- a discharge device which is particularly connected to the centrifugal section of the unwinding device, enables a controlled stop of the unwinding movement of the semi-finished products.
- a stop unit in particular in the form of a horizontal end stop, is provided, which terminates, in particular brakes, the unwinding movement of the semi-finished products in a controlled manner.
- the discharge device serves in particular for an, for example, automated and/or continuous further transport of the galvanized semi-finished products.
- the discharge device can also serve as a storage facility, in particular an intermediate storage facility, for the semi-finished products.
- the discharge device can also be used to dry the semi-finished products.
- the discharge device which is at least partially oriented horizontally, is in particular arranged at a height that is lower than a transfer point of the semi-finished products to the unwinding device. This ensures that the semi-finished products can pass through the unwinding device and reach the discharge device solely as a result of gravity. Additional drive elements are unnecessary.
- the system is designed to be particularly simple.
- the method for hot-dip galvanizing semi-finished products according to claim 10 essentially has the advantages already explained with reference to the system, to which reference is hereby made.
- the method is robust and uncomplicated.
- a method according to claim 11 enables the standard-compliant production of galvanized semi-finished products using a low-temperature process.
- the energy required to heat the zinc melt is reduced.
- the process is particularly economical.
- a method according to claim 12 enables the application of a reliable zinc layer. It has been recognized that by centrifuging the zinc melt, a comparatively higher viscosity of the zinc melt can be accepted and nevertheless a homogeneous layer thickness can be created even in the area of the external thread of the semi-finished product. It is not necessary to heat the zinc melt to the elevated temperature level in order to reduce the viscosity of the zinc melt.
- the method makes it possible to apply a zinc layer with a layer thickness greater than 70 ⁇ m and in particular in a range of 80 ⁇ m to 200 ⁇ m, in particular between 100 ⁇ m and 180 ⁇ m and in particular between 120 ⁇ m and 150 ⁇ m.
- the applied zinc layer is robust and durable.
- a plant designated as a whole by 1 is used for hot-dip galvanizing semi-finished products, in particular in the form of threaded rods 2.
- the threaded rods 2 have a longitudinal axis 3 and an external thread, not shown in detail, in particular a metric external thread.
- the system 1 comprises a feeding device 4, a zinc bath 5, a conveying device 6 for continuously conveying the semi-finished products 2 through the zinc bath 5, a lifting device 7, a rolling device 8 and a discharge device 9.
- the feed device 4 is connected to the conveyor device 6.
- the feed device 4 is designed as a rod magazine.
- the rod magazine has a lower opening 10, wherein the rod magazine is arranged at an incline such that the threaded rods 2 can be automatically ejected from the feed device 4 through the lower opening 10 due to gravity.
- a closure (not shown) can be arranged at the lower opening 10 to prevent the rods 2 from falling out of the rod magazine due to gravity.
- the semi-finished products can also be fed manually to the conveyor device 6.
- the feed device can also be omitted.
- the sprockets 12 are arranged essentially at the corners of a flat rhombus, with the opening angles of the rhombus being essentially the same at the respective opposite corners.
- the diamond-shaped arrangement of the sprockets 12 is inclined relative to the horizontal with a gradient facing away from the feed device 4. According to the illustrated embodiment, the gradient angle g is approximately 15°.
- the two drive chains 15 are arranged one above the other in the plane of the drawing.
- the conveyor device 6 has a pair of chains and both drive chains 15 are driven, the synchronization of the conveyor device is improved.
- the driver unit 17 comprises an angular receiving element 18.
- the receiving element 18 is rod-shaped and has a bend.
- the receiving element 18 is essentially L-shaped.
- the receiving element 18 has a first web extending essentially radially with respect to the respective drive chain 15 or the conveying direction 16 and a second web connected in one piece thereto and angled by approximately 90°.
- the second web is oriented essentially parallel to the respective drive chain 15 or the conveying direction 16.
- the second web of the receiving element 18 extends from the first web in the opposite direction to the conveying direction 16.
- the driver unit 17 further comprises a closing element 19 which interacts with the receiving element 18.
- the closing element 19 is rod-shaped.
- the closing element 19 is fastened to a further chain link of the respective drive chain 15.
- the fastening points of the receiving element 18 and the closing element 19 on the respective drive chain 15 are spaced apart from one another in the conveying direction 16.
- the closing element 19 is arranged trailing the receiving element 18, i.e. upstream.
- the closing element 19 is arranged inclined relative to the respective drive chain 15 at a fastening angle b which is less than 90°. According to the exemplary embodiment shown, the fastening angle is b approximately 80°.
- the driver unit 17 is essentially closed by the closing element 19 and the receiving element 18 in that the rod of the closing element 19 is arranged essentially parallel to the first web of the receiving element 18.
- the first and second webs of the receiving element 18 and the closing element 19 form a closed, U-shaped rod contour of the driver unit 17, in which the threaded rod is held reliably and captively. Accidental loss of the threaded rod 2 from the driver unit 17 is impossible.
- the receiving element 18 and the closing element 19 are each rigidly attached to the chain links of the respective drive chain 15.
- the receiving elements 18 and the closing elements 19 are directly moved by the conveying movement of the respective drive chain 15 with the chain links.
- the driver units 17 When the drive chains 15 rotate on the upper sprockets 12 or the lower sprockets 12 with a wrap angle of approximately 160 °, the driver units 17 are automatically into the open transfer arrangement. Because the rod-shaped receiving elements 18 and closing elements 19 are attached directly to the chain links, the rods are moved away from each other in the circumferential direction by the deflection conveying direction on the respective chain wheels 12 and then moved towards each other again.
- a driver unit 17 in the area of the feeding device 4 is shown in Fig. 2 enlarged.
- the unloaded driver unit 17 on the upper run of the drive chain 15 is closed, just like the loaded driver unit 17 on the lower run of the drive chain 15.
- the driver units 17 open in the area of the respective upper chain wheel 12.
- the conveyor device 6 is arranged such that at least the respective lower run of the drive chain 15, on which the carrier units 17 loaded with threaded rods 2 are conveyed, is immersed at least partially in the zinc bath 5.
- the zinc bath 5 has a melt basin 20 and a heating device (not shown) for heating the zinc melt to the required temperature.
- a temperature sensor can be provided, which is in particular a control unit is in signal connection with the heating device in order to keep the zinc melt at a constant temperature level.
- the conveying device 6 is connected to the excavation device 7.
- the excavation device 7 serves to excavate the semi-finished products 2 conveyed through the zinc bath 5.
- the excavation device 7 has a second drive element in the form of a pair of drive chains 21, which are guided in an endless rotation via two sprockets 22. At least one of the second sprockets 22 is driven by a second drive motor 36.
- a plurality of lifting units 23 are fastened to each of the second drive chains 21, which are displaced with the drive chain 21 in an endless rotation along the excavation direction 24.
- the excavation direction 24 is oriented essentially vertically.
- the lifting unit 23 comprises angular lifting elements 25, each of which is attached to the second drive chains 21 and is directly guided by the second drive chains 21.
- the lifting unit 23 further comprises a stationary guide column 26, which is arranged at a distance from the vertical column of the frame 11.
- the guide column 26 has a guide contour 37 facing the second drive chains 21, along which the semi-finished products 2 are guided by means of the lifting elements 25.
- the guide contour 37 has a lower, substantially horizontal section 38, which transitions via a continuous radius section 40 into a section 39 inclined relative to the vertical.
- the lifting elements 25 are each fastened by their apex region to the second drive chain 21.
- the opening angle ⁇ of the lifting elements 25 is less than 90°, in particular greater than 80°, in particular greater than 82° and in particular greater than or equal to 85°.
- the lifting element 25 has a first leg that extends substantially perpendicular to the excavation direction 24 and a second leg that is integrally connected thereto and extends substantially parallel to the excavation direction 24.
- the first leg serves to carry the threaded rod 2.
- the free end of the first leg of the lifting element 25 has a rolling slope 27.
- the second leg supports the lifting element 25 on the vertical column of the frame 11.
- the length of the first leg of the lifting element 25 is greater than the distance between the guide contour 37 of the guide column 26 and the second drive chain 21.
- the rolling device 8 is designed by two essentially identical rolling skids 29, which define a rolling contour of the threaded rods 2 along the rolling device 8.
- the rolling skids 29 are arranged in a direction perpendicular to the plane of the drawing according to Fig. 1 arranged one behind the other. More than two rolling skids 29 can also be provided.
- the distance between the rolling skids 29 is in particular smaller than the length of the threaded rods 2.
- the threaded rod 2 has a first height level H 1.
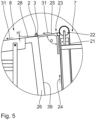
- the length of the first leg of the lifting element 25 is selected such that at the Fig. 5 shown upper position of the lifting element 25, a rolling of the threaded rod 2 from the lifting element 25 via the rolling slope 27 to the rolling device 8 is reliably ensured.
- the rolling device 8 has a rolling section 28, onto which the threaded rods 2 coming from the excavation device 7 are intended to roll in a controlled manner.
- the rolling section 28 has a gradient with an angle of inclination n of 7 °.
- the angle of inclination n is, in particular, variably adjustable.
- the rolling skids 29 are constructed in multiple parts.
- the individual sections of the rolling device 8 are connected to one another in an articulated manner. This makes it possible to adjust the height of individual sections of the rolling device 8.
- the acceleration curve 32 is followed by the transition curve 33, which is followed by a substantially horizontal valley section 34.
- the horizontal valley section 34 has a slight gradient before the rolling device 8 merges into the run-out device 9 via a braking curve 35.
- the run-out device 9 is oriented horizontally at least in sections and has a second height H 2 .
- the second height level H 2 is smaller than the first height level H 1 .
- a threaded rod 2 is discharged from the feed device 4 and falls due to gravity into the carrier unit 17, which is located on the upper chain wheels 12 of the conveyor device 6 in the open transfer position, as shown in Fig. 2 shown.
- the carrier unit 17 is automatically closed, i.e., transferred into the closed transport arrangement by displacing the closing element 19 toward the receiving element 18.
- the carrier units 17, each equipped with a threaded rod 2 are conveyed along the conveying direction 16 into and through the zinc bath 5.
- the threaded rods 2 wetted with molten zinc are released by opening the driver units 17 on the respective lower chain wheel 12 of the conveyor device 6 and placed on the horizontal section 38 of the guide column 26.
- the depositing of the wetted semi-finished product 2 is in Fig. 4
- the semi-finished product 2, wetted with molten zinc and placed on the guide column 26, is carried along by the lifting elements 25 of the lifting unit 23 on the lifting device 7 (cf. Fig. 3 ) and conveyed along the guide contour 37 of the guide column 26 over the rounded section 40 upwards to the unwinding device 8.
- the threaded rod 2 is located in the area of the front free end of the lifting element 25, i.e. in the area of the rolling slope 27, during conveyance along the excavation direction 24.
- the threaded rod is reliably conveyed upwards between the lifting elements 25 and the guide column 26.
- the displacement speed of the threaded rod 2 along the rolling direction 31, in particular the rotational speed of the threaded rod 2, is increased about its longitudinal axis 3.
- the centrifugal forces on the still liquid zinc melt caused by the rotational speed of the threaded rods ensure reliable centrifugation of the melt.
- the melt cools at least proportionally.
- the unwinding device 8 is designed without any moving parts and is low-maintenance. The structure is simple and robust.
- the galvanized threaded rods 2 can cool down and in particular be stored or at least temporarily stored before being transported to the goods exit and/or a further processing stage.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
Description
- Die Erfindung betrifft eine Anlage und ein Verfahren zum Feuerverzinken von Halbzeugen.
- Beim Feuerverzinken von Halbzeugen in Form von Gewindestangen wird eine Zinkschicht aufgebracht. Die Zinkschicht muss so aufgebracht werden, dass die Gewindegängigkeit erhalten bleibt. Beim Hochtemperaturverzinken wird die Zinkschmelze auf eine Temperatur von mindestens 530 °C erwärmt, um die Viskosität der Zinkschmelze zu reduzieren. Die niedrigviskose Schmelze ermöglicht eine vergleichsweise dünne Schichtdicke von bis zu 70 µm, so dass die Gewindegängigkeit gewährleistet ist. Das Hochtemperaturverzinken für bestimmte Halbzeuge, insbesondere für Gewindestangen, entspricht nicht der EN ISO 10684.
- Ein Verfahren und eine Anlage zum Feuerverzinken sind aus
DE 10 2016 106 660 A1 und ausEP 0 462 397 A1 bekannt. Mittels eines Vereinzelungsmittels werden Bauteile in ein Verzinkungsbad zugeführt, eingetaucht und ausgetaucht. Um überschüssiges Zink von dem Bauteil zu entfernen ist eine Abstreifvorrichtung vorgesehen. Zusätzlich kann das Vereinzelungsmittel so gesteuert werden, dass eine Drehbewegung derart stattfindet, dass Zink von dem Bauteil abtropft und/gleichmäßig auf der Bauteiloberfläche verteilt wird. Ein derartiges Verfahren ist komplex und kostenintensiv. Das Vereinzelungsmittel erfordert eine aufwendige Kinematik und Anlagensteuerung. - Aus
US 5,985,365 ist eine Anlage zum Feuerverzinken von Gewindestangen bekannt. Zum Abschleudern der Zinkschmelze ist eine geneigte Rampe vorgesehen. - Die
DE 16 96 613 A offenbart eine Rohrausziehmaschine. - Die
DE 12 95 475 A offenbart eine Vorrichtung zur automatischen Badbehandlung von Gegenständen. - Der Erfindung liegt die Aufgabe zugrunde, das Verzinken von Halbzeug zu ermöglichen, wobei die verzinkten Halbzeuge normgerecht hergestellt und funktionsfähig sind.
- Die Aufgabe wird durch die Merkmale der Patentansprüche 1 und 10 gelöst. Erfindungsgemäß wurde erkannt, dass Halbzeuge verzinkt werden können, wenn die durch ein Zinkbad geförderten Halbzeuge an einer Abrollvorrichtung abrollen können. Durch das Abrollen wird die noch flüssige Zinkschmelze von dem Halbzeug, insbesondere selbsttätig, abgeschleudert, insbesondere auch in unebenen Außenkonturbereichen, insbesondere im Bereich eines Außengewindes. Das Abschleudern der Zinkschmelze erfolgt passiv. Aktive Abschleudermittel sind entbehrlich. Die Halbzeuge sind Gewindestangen mit einem metrischen Außengewinde. Überraschend wurde gefunden, dass die Gewindegängigkeit einer Stange mit verzinktem Außengewinde erhalten bleibt. Das Hochtemperaturverzinken ist entbehrlich. Die verzinkten Halbzeuge sind normgerecht, insbesondere gemäß dem Niedertemperaturenverzinken, hergestellt. Die Abrollvorrichtung ermöglicht insbesondere ein selbständiges, insbesondere schwerkraftbedingtes Abrollen der Halbzeuge. Die Abrollvorrichtung ist derart ausgeführt, dass gewährleistet ist, dass die aus dem Zinkbad geförderten Halbzeuge um ihre Längsachse abrollen, also nicht gleiten. Mittels einer Fördervorrichtung werden die Halbzeuge durch das Zinkbad gefördert. Die Fördervorrichtung ermöglicht insbesondere das kontinuierliche Fördern. Die Anlage ist geeignet, einen kontinuierlichen Ablauf des Verzinkens und des anschließenden Abschleuderns der Zinkschmelze bereitzustellen. Die Anlage wird auch als Gewinde-Schleuder-Maschine bezeichnet.
- Ein Schleuderabschnitt zum Abschleudern der Zinkschmelze von den Halbzeugen verbessert das Schleudern der flüssigen Zinkschmelze. Der Schleuderabschnitt weist eine Krümmung, also einen nichtlinearen Verlauf derart auf, dass die Gewindestangen im Bereich des Schleuderabschnitts zusätzlich, insbesondere schwerkraftbedingt, beschleunigt werden. Durch die Beschleunigung der Rollbewegung der Gewindestangen wird die Drehgeschwindigkeit der Gewindestangen erhöht. Durch die erhöhten Fliehkräfte an der Oberfläche der Gewindestangen wird die flüssige Zinkschmelze abgeschleudert. Die Krümmung im Schleuderabschnitt ist insbesondere durch einen Radius der Kontur der Abrollvorrichtung ausgeführt.
- Eine Fördervorrichtung gemäß Anspruch 2 vereinfacht den kontinuierlichen Betrieb der Anlage.
- Eine Mitnehmereinheit gemäß Anspruch 3 gewährleistet ein zuverlässiges Mitnehmen und Fördern der Halbzeuge durch das Zinkbad.
- Eine Ausgestaltung der Mitnehmereinheit gemäß Anspruch 4 gewährleistet eine vereinfachte, fehlerrobuste Handhabung der Anlage. Insbesondere ist die Mitnehmereinheit automatisierbar zwischen einer geschlossenen Transportanordnung und einer geöffneten Übergabeanordnung anordenbar. In der Transportanordnung sind die Halbzeuge sicher und unverlierbar mit der Mitnehmereinheit transportierbar. In der Übergabeanordnung ist ein zuverlässiges und unkompliziertes Beladen der Mitnehmereinheit mit einem Halbzeug und Entladen der Mitnehmereinheit von einem Halbzeug gewährleistet. Insbesondere sind ein Aufnahmeelement und ein damit zusammenwirkendes Schließelement an der Antriebskette befestigt. Das Aufnahmeelement und das Schließelement erstrecken sich im Wesentlichen senkrecht zur Förderrichtung der Antriebskette. Entlang eines linearen Förderwegs, insbesondere zwischen zwei Umlenk- und/oder Antriebszahnrändern, bilden das Aufnahmeelement und das Schließelement die geschlossene Transportanordnung. Im Umlenkbereich der Antriebskette, in dem eine Umlenkung der Antriebskette von mindestens 90 °, insbesondere mindestens 135 °, insbesondere mindestens 150 °, insbesondere mindestens 160 °, insbesondere mindestens 165 °, insbesondere mindestens 170 ° und insbesondere höchstens 180 °, erfolgt, ergibt sich eine geöffnete Übergabeanordnung. Die Mitnehmereinheit kann automatisiert beladen und/oder entladen werden.
- Eine Aushubvorrichtung gemäß Anspruch 5 ermöglicht ein automatisiertes Ausheben der Halbzeuge aus dem Zinkbad.
- Eine Aushubvorrichtung gemäß Anspruch 6 ermöglicht eine kontinuierliche, insbesondere auf die Fördervorrichtung abgestimmte, Aushubbewegung der Halbzeuge aus dem Zinkbad.
- Eine Hebeeinheit gemäß Anspruch 7 vereinfacht die Weiterförderung der Halbzeuge aus dem Zinkbad zu der Abrollvorrichtung.
- Eine Hebeeinheit gemäß Anspruch 8 ermöglicht eine selbsttätige, insbesondere schwerkraftbedingte Übergabe der Gewindestangen an die Abrollvorrichtung.
- Die Abrollvorrichtung, die einen Anrollabschnitt zum Anrollen der Halbzeuge aufweist, wobei der Anrollabschnitt ein der Fördervorrichtung abgewandtes Gefälle mit einem Neigungswinkel aufweist, ist fehlerunanfällig ausgeführt. Verzinkte Halbzeuge können insbesondere von der Hebeeinheit selbsttätig im Anrollabschnitt der Abrollvorrichtung anrollen. Ein Neigungswinkel gegenüber der Horizontalen im Bereich des Anrollabschnitts beträgt insbesondere mindestens 1 °, insbesondere mindestens 2 °, insbesondere mindestens 3 °, insbesondere mindestens 4 °, insbesondere mindestens 5 °, insbesondere mindestens 6 °, insbesondere mindestens 7 ° und insbesondere mindestens 10 °. Dadurch ist insbesondere gewährleistet, dass die Halbzeuge zuverlässig um die eigene Längsachse anrollen.
- Ein Abgleiten der mit Zinkschmelze überzogenen Halbzeuge ist verhindert. Insbesondere ist die Abrollvorrichtung derart ausgeführt, dass der Neigungswinkel im Bereich des Anrollabschnitts veränderlich einstellbar ist. Der Neigungswinkel kann auf unterschiedliche Anforderungen angepasst werden. In Abhängigkeit der Geometrie, insbesondere des Durchmessers der Halbzeuge, kann der Neigungswinkel verändert werden, um das Anrollen der Halbzeuge zu gewährleisten.
- Ein Schleuderabschnitt bei dem die Krümmung durch einen Radius der Kontur der Abrollvorrichtung ausgeführt ist, verbessert das Schleudern der flüssigen Zinkschmelze. Der Schleuderabschnitt weist insbesondere eine Krümmung, insbesondere also einen nichtlinearen Verlauf derart auf, dass die Gewindestangen im Bereich des Schleuderabschnitts zusätzlich, insbesondere schwerkraftbedingt, beschleunigt werden. Durch die Beschleunigung der Rollbewegung der Gewindestangen wird die Drehgeschwindigkeit der Gewindestangen erhöht. Durch die erhöhten Fliehkräfte an der Oberfläche der Gewindestangen wird die flüssige Zinkschmelze abgeschleudert. Die Krümmung im Schleuderabschnitt ist insbesondere durch einen Radius der Kontur der Abrollvorrichtung ausgeführt.
- Die Abrollvorrichtung, die mindestens zwei Abrollkufen aufweist, ist unkompliziert ausgeführt. Die Halbzeuge können auf zwei beabstandet angeordneten Abrollkufen, die insbesondere eine identische Geometrie aufweisen, stabil abrollen. Der Flächenkontakt zwischen den Abrollkufen und den Halbzeugen ist minimiert. Der Rollwiderstand ist minimiert. Die Zinkschmelze kann ungehindert abgeschleudert werden. Die Kontaktfläche zwischen Abrollvorrichtung und Halbzeug ist minimiert.
- Eine Auslaufvorrichtung gemäß Anspruch 9, die sich insbesondere dem Schleuderabschnitt der Abrollvorrichtung anschließt, ermöglicht ein kontrolliertes Auslaufen der Abrollbewegung der Halbzeuge. Im Bereich der Auslaufvorrichtung ist insbesondere eine Stoppeinheit, insbesondere in Form eines Horizontalendanschlags, vorgesehen, die die Abrollbewegung der Halbzeuge kontrolliert beendet, insbesondere abbremst. Die Auslaufvorrichtung dient insbesondere für einen, beispielsweise automatisierten und/oder kontinuierlichen Weitertransport der verzinkten Halbzeuge. Die Auslaufvorrichtung kann auch als Lager, insbesondere Zwischenlager, für die Halbzeuge dienen. Die Auslaufvorrichtung kann auch zur Trocknung der Halbzeuge dienen. Die Auslaufvorrichtung, die zumindest abschnittsweise horizontal orientiert ist, ist insbesondere auf einem Höhenniveau angeordnet, das niedriger ist als ein Übergabepunkt der Halbzeuge zu der Abrollvorrichtung. Dadurch ist gewährleistet, dass die Halbzeuge ausschließlich infolge der Schwerkraft die Abrollvorrichtung durchlaufen und zu der Auslaufvorrichtung gelangen können. Zusätzliche Antriebselemente sind entbehrlich. Die Anlage ist besonders unkompliziert ausgeführt.
- Das Verfahren zum Feuerverzinken der Halbzeuge gemäß Anspruch 10 weist im Wesentlichen die Vorteile auf, die anhand der Anlage bereits erläutert worden sind, worauf hiermit verwiesen wird. Das Verfahren ist robust und unkompliziert.
- Ein Verfahren gemäß Anspruch 11 ermöglicht die normgerechte Herstellung verzinkter Halbzeuge im Niedertemperaturverfahren. Der Energieaufwand für die Erwärmung der Zinkschmelze ist reduziert. Das Verfahren ist besonders wirtschaftlich.
- Ein Verfahren gemäß Anspruch 12 ermöglicht das Aufbringen einer zuverlässigen Zinkschicht. Es wurde erkannt, dass durch das Abschleudern der Zinkschmelze eine vergleichsweise größere Viskosität der Zinkschmelze akzeptiert werden kann und trotzdem eine homogene Schichtdicke auch im Bereich des Außengewindes des Halbzeugs erzeugt werden kann. Es ist nicht erforderlich, die Zinkschmelze auf das erhöhte Temperaturniveau zu erwärmen, um die Viskosität der Zinkschmelze zu erniedrigen. Mit dem Verfahren gelingt es, eine Zinkschicht aufzutragen, die eine Schichtdicke aufweist, die größer ist als 70 µm und insbesondere in einem Bereich von 80 µm bis 200 µm, insbesondere zwischen 100 µm und 180 µm und insbesondere zwischen 120 µm und 150 µm liegt. Die aufgebrachte Zinkschicht ist robust und langlebig.
- Sowohl die in den Patentansprüchen angegebenen Merkmale als auch die in den nachfolgenden Ausführungsbeispielen der erfindungsgemäßen Anlage angegebenen Merkmale sind jeweils für sich alleine oder in Kombination miteinander geeignet, den erfindungsgemäßen Gegenstand weiterzubilden. Die jeweiligen Merkmalskombinationen stellen hinsichtlich der Weiterbildungen des Erfindungsgegenstandes keine Einschränkung dar, sondern weisen im Wesentlichen lediglich beispielhaften Charakter auf.
- Weitere Merkmale, Vorteile und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen anhand der Zeichnung. Es zeigen:
- Fig. 1
- eine Seitenansicht einer erfindungsgemäßen Anlage zum Feuer-verzinken von Halbzeugen,
- Fig. 2
- eine vergrößerte Detaildarstellung des Details II in
Fig. 1 , - Fig. 3
- eine vergrößerte Detaildarstellung des Details III in
Fig. 1 , - Fig. 4
- eine
Fig. 3 entsprechende Darstellung zu einem früheren Zeitpunkt der Anlage, zu dem ein Halbzeug von der Fördervorrichtung an die Aushubvorrichtung übergeben wird, und - Fig. 5
- eine vergrößerte Detaildarstellung des Details V in
Fig. 1 . - Einander entsprechende Teile sind in
Fig. 1 bis 5 mit denselben Bezugszeichen versehen. Auch Einzelheiten der im Folgenden näher erläuterten Ausführungsbeispiele können für sich genommen eine Erfindung darstellen oder Teil eines Erfindungsgegenstands sein. - Eine als Ganzes mit 1 bezeichnete Anlage dient zum Feuerverzinken von Halbzeugen, insbesondere in Form von Gewindestangen 2. Die Gewindestangen 2 weisen eine Längsachse 3 und ein nicht näher dargestelltes Außengewinde, insbesondere ein metrisches Außengewinde auf.
- Die Anlage 1 umfasst eine Zuführvorrichtung 4, ein Zinkbad 5, eine Fördervorrichtung 6 zum kontinuierlichen Fördern der Halbzeuge 2 durch das Zinkbad 5, eine Aushubvorrichtung 7, eine Abrollvorrichtung 8 und eine Auslaufvorrichtung 9.
- Die Zuführvorrichtung 4 ist mit der Fördervorrichtung 6 verbunden. Die Zuführvorrichtung 4 ist als Stangenmagazin ausgeführt. Das Stangenmagazin weist eine untere Öffnung 10 auf, wobei das Stangenmagazin derart geneigt angeordnet ist, dass die Gewindestangen 2 durch die untere Öffnung 10 selbsttätig infolge der Schwerkraft aus der Zuführvorrichtung 4 ausgeworfen werden können. An der unteren Öffnung 10 kann ein nicht dargestellter Schließer angeordnet sein, der ein schwerkraftbedingtes Herausfallen der Stangen 2 aus dem Stangenmagazin verhindert.
- Der Schließer wird manuell oder automatisiert, insbesondere zeitgesteuert oder getaktet, geöffnet, wenn eine Stange aus dem Stangenmagazin abgegeben werden soll.
- Das Zuführen der Halbzeuge zu der Fördervorrichtung 6 kann auch manuell erfolgen. Die Zuführvorrichtung kann auch entfallen.
- Die Fördervorrichtung 6 weist ein Gestell 11 auf, das aus mehreren miteinander verbundenen Leisten fachwerkartig gebildet ist. An dem Gestell 11 sind mehrere, gemäß dem gezeigten Ausführungsbeispiel vier, Kettenräderpaare mit jeweils zwei identischen Kettenrädern 12, jeweils um eine Drehachse 13 drehbar befestigt. Die Kettenräder 12 sind gestellfest angeordnet, also bezüglich des Gestells 11 nicht verschiebbar. Mindestens eines der Kettenräder 12 ist mit einem ersten Antriebsmotor 14 verbunden. Dieses Kettenrad ist ein Antriebsrad.
- Gemäß dem gezeigten Ausführungsbeispiel sind die Kettenräder 12 im Wesentlichen an den Eckpunkten einer flachen Raute angeordnet, wobei die Öffnungswinkel der Raute an den jeweils gegenüberliegenden Ecken im Wesentlichen gleich sind. Die rautenförmige Anordnung der Kettenräder 12 ist gegenüber der Horizontalen geneigt mit einem Gefälle, das von der Zuführvorrichtung 4 abgewandt ist. Gemäß dem zeigten Ausführungsform beträgt der Gefällewinkel g etwa 15 °.
- An den auf einer Seite des Gestells 11 angeordneten Kettenrädern 12 ist jeweils eine Antriebskette 15 als erstes Antriebsorgan endlos umlaufend angeordnet. Die Antriebsketten 15 werden jeweils über das angetriebene Kettenrad 12 in Förderrichtung 16 um die Kettenräder 12 gefördert.
- Die beiden Antriebsketten 15 sind in der Zeichenebene übereinanderliegend angeordnet.
- Dadurch, dass die Fördervorrichtung 6 ein Kettenpaar aufweist und beide Antriebsketten 15 angetrieben werden, ist der Gleichlauf der Fördervorrichtung verbessert.
- An den Kettengliedern der Antriebsketten 15 sind jeweils mehrere Mitnehmereinheiten 17 unmittelbar befestigt. Wesentlich ist, dass mindestens eine Mitnehmereinheit 17 vorgesehen ist. Gemäß dem gezeigten Ausführungsbeispiel sind zwölf Mitnehmereinheiten 17 vorgesehen. Die Anzahl der Mitnehmereinheiten 17 hängt von der Taktung der Fördervorrichtung 6 und der erforderlichen Verweildauer der Halbzeuge im Zinkbad 5 ab.
- Die Mitnehmereinheit 17 umfasst ein winkelförmiges Aufnahmeelement 18. Das Aufnahmeelement 18 ist stabförmig ausgeführt und weist einen Knick auf. Das Aufnahmeelement 18 ist im Wesentlichen L-förmig ausgeführt. Das Aufnahmeelement 18 weist einen ersten, sich im Wesentlichen radial bezüglich der jeweiligen Antriebskette 15 bzw. der Förderrichtung 16 wegerstreckenden Steg und einen einteilig damit verbundenen, um etwa 90 ° abgewinkelten zweiten Steg auf. Der zweite Steg ist im Wesentlichen parallel zur jeweiligen Antriebskette 15 bzw. zur Förderrichtung 16 orientiert. Der zweite Steg des Aufnahmeelements 18 erstreckt sich ausgehend von dem ersten Steg entgegengesetzt zur Förderrichtung 16.
- Die Mitnehmereinheit 17 weist ferner ein Schließelement 19 auf, das mit dem Aufnahmeelement 18 zusammenwirkt. Das Schließelement 19 ist stabförmig ausgeführt. Das Schließelement 19 ist an einem weiteren Kettenglied der jeweiligen Antriebskette 15 befestigt. Die Befestigungspunkte des Aufnahmeelements 18 und des Schließelements 19 an der jeweiligen Antriebskette 15 sind in Förderrichtung 16 zueinander beabstandet. Entlang der Förderrichtung 16 ist das Schließelement 19 dem Aufnahmeelement 18 nacheilend, also stromaufwärts angeordnet. Das Schließelement 19 ist gegenüber der jeweiligen Antriebskette 15 mit einem Befestigungswinkel b geneigt angeordnet, der kleiner ist als 90 °. Gemäß dem gezeigten Ausführungsbeispiel beträgt der Befestigungswinkel b etwa 80 °. Durch das Schließelement 19 und das Aufnahmeelement 18 ist die Mitnehmereinheit 17 im Wesentlichen dadurch geschlossen, dass der Stab des Schließelements 19 im Wesentlichen parallel zu dem ersten Steg des Aufnahmeelements 18 angeordnet ist. Der erste und der zweite Steg des Aufnahmeelements 18 und das Schließelement 19 bilden eine geschlossene, U-förmige Stabkontur der Mitnehmereinheit 17, in der die Gewindestange zuverlässig und unverlierbar gehalten ist. Ein unbeabsichtigtes Verlieren der Gewindestange 2 aus der Mitnehmereinheit 17 ist ausgeschlossen.
- Das Aufnahmeelement 18 und das Schließelement 19 sind jeweils starr an den Kettengliedern der jeweiligen Antriebskette 15 befestigt. Durch die Förderbewegung der jeweiligen Antriebskette 15 mit den Kettengliedern werden die Aufnahmeelemente 18 und die Schließelemente 19 unmittelbar mitbewegt. Bei der Förderung der Mitnehmereinheiten 17 zwischen dem jeweils oberen, der Fördervorrichtung 6 zugewandten Kettenrad 12 und dem jeweils unteren, der Aushubvorrichtung 7 zugewandten Kettenrand 12 befinden sich die Mitnehmereinheiten 17 in der zuvor geschilderten, geschlossenen Transportanordnung.
- Beim Umlaufen der Antriebsketten 15 an den oberen Kettenrädern 12 oder den unteren Kettenrädern 12 mit jeweils einem Umschlingungswinkel von etwa 160 °, werden die Mitnehmereinheiten 17 automatisch
in die geöffnete Übergabeanordnung verlagert. Dadurch, dass die stabförmigen Aufnahmeelemente 18 und Schließelemente 19 unmittelbar an den Kettengliedern befestigt sind, werden die Stäbe durch die Umlenkförderrichtung an den jeweiligen Kettenrädern 12 in Umfangsrichtung voneinander weg und anschließend wieder aufeinanderzu bewegt. - Die Übergabeanordnung einer Mitnehmereinheit 17 im Bereich der Zuführvorrichtung 4 ist in
Fig. 2 vergrößert dargestellt. Wie ausFig. 2 unmittelbar ersichtlich ist, ist die unbeladene Mitnehmereinheit 17 am Obertrum der Antriebskette 15 geschlossen genauso wie die beladene Mitnehmereinheit 17 am Untertrum der Antriebskette 15. Zum Beladen der Mitnehmereinheit 17 mit den Gewindestangen 2 aus dem Stangenmagazin öffnen die Mitnehmereinheiten 17 im Bereich des jeweils oberen Kettenrads 12. - Dadurch, dass der zweite Steg der Aufnahmeelemente 18 an dem jeweils zugeordneten Schließelement 19 übersteht, ist gewährleistet, dass die Mitnehmereinheiten 17 auch im Bereich der dazwischen liegenden Kettenräder 12, die einen Umschlingungswinkel von höchstens 30 °, insbesondere von höchstens 20 ° und insbesondere von höchstens 15 ° aufweisen, in der geschlossenen Transportanordnung verbleiben. Dadurch ist ein sicherer Transport der Gewindestäbe 2 entlang der Förderrichtung 16 gewährleistet.
- Die Fördervorrichtung 6 ist derart angeordnet, dass zumindest das jeweilige Untertrum der Antriebskette 15, an dem die mit Gewindestangen 2 beladenen Mitnehmereinheiten 17 gefördert werden, zumindest abschnittsweise in das Zinkbad 5 eintauchen. Das Zinkbad 5 weist ein Schmelzebecken 20 und eine nicht dargestellte Heizvorrichtung auf, um die Zinkschmelze auf die geforderte Temperatur zu erwärmen. Zusätzlich kann ein Temperatursensor vorgesehen sein, der insbesondere über
eine Regelungseinheit mit der Heizvorrichtung in Signalverbindung steht, um die Zinkschmelze auf einem konstanten Temperaturniveau zu halten. - Im Bereich des jeweils unteren Kettenrades 12 des ersten Antriebsorgans ist die Fördervorrichtung 6 mit der Aushubvorrichtung 7 verbunden. Die Aushubvorrichtung 7 dient zum Ausheben der durch das Zinkbad 5 geförderten Halbzeuge 2. Dazu weist die Aushubvorrichtung 7 ein zweites Antriebsorgan in Form eines Paars von Antriebsketten 21 auf, die über zwei Kettenräder 22 endlos umlaufend geführt ist. Mindestens eines der zweiten Kettenräder 22 wird über einen zweiten Antriebsmotor 36 angetrieben. An den zweiten Antriebsketten 21 sind jeweils mehrere Hebeeinheiten 23 befestigt, die mit der Antriebskette 21 endlos umlaufend entlang der Aushubrichtung 24 verlagert werden. Die Aushubrichtung 24 ist gemäß dem gezeigten Ausführungsbeispiel im Wesentlichen vertikal orientiert.
- Die Hebeeinheit 23 umfasst winkelförmige Hebeelemente 25, die jeweils an den zweiten Antriebsketten 21 befestigt sind und mit den zweiten Antriebsketten 21 unmittelbar mitgeführt werden. Die Hebeeinheit 23 umfasst ferner eine stationäre Führungssäule 26, die beabstandet zu der vertikalen Säule des Gestells 11 angeordnet ist. Die Führungssäule 26 weist eine den zweiten Antriebsketten 21 zugewandte Führungskontur 37 auf, entlang der die Halbzeuge 2 mittels der Hebeelemente 25 geführt werden. Die Führungskontur 37 weist einen unteren, im Wesentlichen horizontalen Abschnitt 38 auf, der über einen kontinuierlichen Radiusabschnitt 40 in einen gegenüber der Vertikalen geneigten Abschnitt 39 übergeht.
- Die Hebeelemente 25 sind mit ihrem Scheitelbereich jeweils an der zweiten Antriebskette 21 befestigt. Der Öffnungswinkel o der Hebeelemente 25 ist kleiner als 90 °, insbesondere größer als 80 °, insbesondere größer als 82 ° und insbesondere größer oder gleich 85 °. Das Hebeelement 25 weist einen ersten Schenkel auf, der sich im Wesentlichen senkrecht zur Aushubrichtung 24 erstreckt und einen einstückig damit verbundenen zweiten Schenkel, der sich im Wesentlichen parallel zur Aushubrichtung 24 erstreckt. Der erste Schenkel dient zum Mitnehmen der Gewindestange 2. Das freie Ende des ersten Schenkels des Hebeelements 25 weist eine Abrollschräge 27 auf. Mit dem zweiten Schenkel ist das Hebeelement 25 an der Vertikalsäule des Gestells 11 abgestützt.
- Die Länge des ersten Schenkels des Hebeelements 25 ist größer als der Abstand zwischen der Führungskontur 37 der Führungssäule 26 und der zweiten Antriebskette 21.
- An dem oberen, in
Fig. 5 dargestellten Kettenrad 22 der Aushubvorrichtung 7 endet die Führungskontur 37 der Führungssäule 26. - Die Abrollvorrichtung 8 ist durch zwei im Wesentlichen identische Abrollkufen 29 ausgeführt, die eine Abrollkontur der Gewindestangen 2 entlang der Abrollvorrichtung 8 vorgeben. Die Abrollkufen 29 sind in einer Richtung senkrecht zur Zeichenebene gemäß
Fig. 1 hintereinander angeordnet. Es können auch mehr als zwei Abrollkufen 29 vorgesehen sein. Der Abstand der Abrollkufen 29 zueinander ist insbesondere kleiner als die Länge der Gewindestangen 2. - An dem in
Fig. 5 gezeigten Übergabepunkt der Gewindestange 2 von der Aushubvorrichtung 7 auf die Abrollvorrichtung 8 weist die Gewindestange 2 ein erstes Höhenniveau H1 auf. Die Länge des ersten Schenkels des Hebeelements 25 ist derart gewählt, dass an der inFig. 5 gezeigten oberen Position des Hebeelements 25 ein Abrollen der Gewindestange 2 von dem Hebeelement 25 über die Abrollschräge 27 zu der Abrollvorrichtung 8 zuverlässig gewährleistet ist. Die Abrollvorrichtung 8 weist einen Anrollabschnitt 28 auf, an dem die Gewindestangen 2 von der Aushubvorrichtung 7 kommend kontrolliert anrollen sollen. Dazu weist der Anrollabschnitt 28 ein Gefälle mit einem Neigungswinkel n von 7 ° auf. Der Neigungswinkel n ist insbesondere veränderlich einstellbar. Die Aushubvorrichtung 7 weist dazu insbesondere ein rahmenartiges Gestell auf, das über höhenverstellbare Füße am Boden abgestellt ist. Die höhenverstellbaren Füße sind aus darstellerischen Gründen nicht gezeigt. Derartige Füße können ein metrisches Schraubgewinde aufweisen, mit dem sie an einer Gewindeaufnahme am Gestell höhenverstellbar ein- bzw. ausschraubbar sind. - Gemäß dem gezeigten Ausführungsbeispiel sind die Abrollkufen 29 mehrteilig ausgeführt. Die einzelnen Abschnitte der Abrollvorrichtung 8 sind gelenkig miteinander verbunden. Dadurch ist es möglich, einzelne Abschnitte der Abrollvorrichtung 8 höhenveränderlich anzupassen.
- Dem Anrollabschnitt 28 schließt sich unmittelbar ein Schleuderabschnitt 30 an. Entlang der Rollrichtung 31 weist der Schleuderabschnitt 30 zunächst eine Beschleunigungskrümmung 32 auf. Die Neigung der Abrollkufen 29 nimmt entlang der Rollrichtung 31 im Bereich der Beschleunigungskrümmung 32 kontinuierlich zu. Im Bereich der Beschleunigungskrümmung 32 ist die Neigung der Abrollvorrichtung zunehmend, also nicht konstant. Im Bereich der Beschleunigungskrümmung 32 sind die jeweiligen Oberflächen der Abrollkufen 29 konvex gebildet.
- Der Beschleunigungskrümmung 32 schließt sich die Übergangskrümmung 33 an, der ein im Wesentlichen horizontaler Talabschnitt 34 folgt. Der horizontale Talabschnitt 34 hat eine geringe Steigung, bevor die Abrollvorrichtung 8 mit einer Bremskrümmung 35 in die Auslaufvorrichtung 9 übergeht. Die Auslaufvorrichtung 9 ist zumindest abschnittsweise horizontal orientiert und weist eine zweite Höhe H2 auf. Das zweite Höhenniveau H2 ist kleiner als das erste Höhenniveau H1.
- Nachfolgend wird die Funktion der Anlage 1, also das Verfahren zum Feuerverzinken der Gewindestangen 2 näher erläutert.
- Eine Gewindestange 2 wird aus der Zuführvorrichtung 4 abgegeben und fällt schwerkraftbedingt in die Mitnehmereinheit 17, die sich an den oberen Kettenrädern 12 der Fördervorrichtung 6 in der geöffneten Übergabeposition befindet, wie in
Fig. 2 dargestellt. - Durch die anschließende Umlaufförderung der Mitnehmereinheit 17 an den ersten Antriebsketten 15 wird die Mitnehmereinheit 17 automatisch geschlossen, also in die geschlossene Transportanordnung überführt, indem das Schließelement 19 zu dem Aufnahmeelement 18 hin verlagert wird. In der geschlossenen Transportanordnung werden die jeweils mit einer Gewindestange 2 bestückten Mitnehmereinheiten 17 entlang der Förderrichtung 16 in und durch das Zinkbad 5 gefördert.
- Die mit Zinkschmelze benetzten Gewindestangen 2 werden durch das Öffnen der Mitnehmereinheiten 17 an dem jeweils unteren Kettenrad 12 der Fördervorrichtung 6 freigegeben und auf den Horizontalabschnitt 38 der Führungssäule 26 abgelegt. Das Ablegen des benetzten Halbzeugs 2 ist in
Fig. 4 dargestellt. Das mit Zinkschmelze benetzte, an der Führungssäule 26 abgelegte Halbzeug 2 wird von den Hebeelementen 25 der Hebeeinheit 23 an der Aushubvorrichtung 7 mitgenommen (vgl.Fig. 3 ) und entlang der Führungskontur 37 der Führungssäule 26 über den Rundungsabschnitt 40 nach oben zu der Abrollvorrichtung 8 gefördert. - Dadurch, dass das Hebeelement 25 einen Öffnungswinkel o von weniger als 90 ° aufweist und die Führungskontur 37 der Führungssäule 26 gegenüber der Vertikalen geneigt ist, befindet sich die Gewindestange 2 während der Förderung entlang der Aushubrichtung 24 im Bereich des vorderen freien Endes des Hebeelements 25, also im Bereich der Abrollschräge 27. Die Gewindestange wird zwischen den Hebeelementen 25 und der Führungssäule 26 zuverlässig nach oben gefördert.
- Wenn sich die Hebeelemente 25 in einer oberen Position, wie in
Fig. 5 dargestellt, befindet, rollt das Halbzeug 2 infolge der Schwerkraft über die Abrollschräge 27 des jeweiligen Hebeelements 25 in die Abrollvorrichtung 8, insbesondere in den Anrollabschnitt 28. Aufgrund der geneigten Anordnung des Anrollabschnitts 28 ist gewährleistet, dass die Gewindestange 2 um ihre Längsachse 3 abrollt. - In dem anschließenden Schleuderabschnitt 30 mit der Beschleunigungskrümmung 32 wird die Verlagerungsgeschwindigkeit der Gewindestange 2 entlang der Rollrichtung 31, insbesondere die Drehgeschwindigkeit der Gewindestange 2, um ihre Längsachse 3 erhöht. Die durch die Drehgeschwindigkeit der Gewindestäbe verursachten Fliehkräfte auf die noch flüssige Zinkschmelze gewährleisten ein zuverlässiges Abschleudern der Schmelze. Während des Abrollens der Gewindestäbe entlang der Abrollvorrichtung 8 kühlt die Schmelze zumindest anteilig ab.
- Da das erste Höhenniveau H1 zu Beginn der Abrollvorrichtung 8 größer ist als das zweite Höhenniveau H2 am Ende der Auslaufvorrichtung 9, durchlaufen die Gewindestangen 2 in jedem Fall selbsttätig infolge der schwerkraftbedingten Beschleunigung die Abrollvorrichtung 8. Zusätzliche Antriebselemente sind entbehrlich. Die Abrollvorrichtung 8 ist insbesondere ohne bewegliche Teile ausgeführt und wartungsarm. Der Aufbau ist unkompliziert und robust.
- In dem horizontalen Bereich der Auslaufvorrichtung 9 können die verzinkten Gewindestangen 2 abkühlen und insbesondere gelagert oder zumindest zwischengelagert werden, bevor ein Abtransport zum Warenausgang und/oder einer weiteren Verarbeitungsstufe erfolgt.
Claims (12)
- Anlage zum Feuerverzinken von Halbzeugen (2) umfassend eine Fördervorrichtung (6) zum Fördern der Halbzeuge (2) durch ein Zinkbad (5), wobei die Halbzeuge (2) Stangen mit metrischem Außengewinde sind, und wobei eine mit der Fördervorrichtung (6) verbundene Abrollvorrichtung (8) vorgesehen ist zum Abrollen der aus dem Zinkbad (5) geförderten Halbzeuge (2) um ihre Längsachsen (3), wobei die Abrollvorrichtung (8) mindestens zwei Abrollkufen (29) aufweist,wobei die Abrollvorrichtung (8) einen Schleuderabschnitt (30) zum Abschleudern der Zinkschmelze von den Halbzeugen (2) aufweist, wobei die Abrollvorrichtung (8) einen Anrollabschnitt (28) zum Anrollen der Halbzeuge (2) aufweist, wobei der Anrollabschnitt (28) ein der Fördervorrichtung (6) abgewandtes Gefälle mit einem Neigungswinkel (n) aufweist,dadurch gekennzeichnet, dass- sich der Schleuderabschnitt (30) unmittelbar dem Anrollabschnitt (28) anschließt,- der Schleuderabschnitt (30) entlang der Rollrichtung (31) zunächst eine Beschleunigungskrümmung (32) aufweist, wobei die Neigung der Abrollkufen (29) entlang der Rollrichtung (31) im Bereich der Beschleunigungskrümmung (32) kontinuierlich zunimmt.
- Anlage gemäß Anspruch 1, dadurch gekennzeichnet, dass die Fördervorrichtung (6) ein, insbesondere endlos umlaufendes, erstes Antriebsorgan, insbesondere ein Paar von Antriebsketten (15), aufweist.
- Anlage gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Fördervorrichtung (6) mindestens eine Mitnehmereinheit (17) zum Mitnehmen der Halbzeuge (2) aufweist.
- Anlage gemäß Anspruch 3, dadurch gekennzeichnet, dass wobei die Mitnehmereinheit (17) ein Aufnahmeelement (18) und ein damit zusammenwirkendes Schließelement (19) aufweist, wobei das Aufnahmeelement (18) und das Schließelement (19) zwischen einer geschlossenen Transportanordnung und in einer geöffneten Übergabeanordnung relativ zueinander verlagerbar sind.
- Anlage gemäß einem der vorstehenden Ansprüche, gekennzeichnet durch eine mit der Fördervorrichtung (6) verbundene Aushubvorrichtung (7) zum Ausheben der durch das Zinkbad (5) geförderten Halbzeuge (2).
- Anlage gemäß Anspruch 5, dadurch gekennzeichnet, dass die Aushubvorrichtung (7) ein, insbesondere endlos umlaufendes, zweites Antriebsorgan, insbesondere ein Paar von Antriebsketten (21), aufweist.
- Anlage gemäß Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Aushubvorrichtung (7) mindestens eine Hebeeinheit (23) zum Heben der Halbzeuge (2) aus dem Zinkbad (5) aufweist.
- Anlage gemäß Anspruch 7, dadurch gekennzeichnet, dass die Hebeeinheit (23) ein an dem zweiten Antriebsorgan befestigtes Hebeelement (25) und eine stationäre Führungsschiene (26) aufweist.
- Anlage gemäß einem der vorstehenden Ansprüche, gekennzeichnet durch eine mit der Abrollvorrichtung (8) verbundene Auslaufvorrichtung (9), die zumindest abschnittsweise horizontal orientiert ist.
- Verfahren zum Feuerverzinken von Halbzeugen (2) umfassend die Verfahrensschritte- Bereitstellen einer Anlage zum Feuerverzinken von Halbzeugen (2) gemäß einem der vorstehenden Ansprüche,- Fördern der Halbzeuge (2) in Form von Stangen mit metrischem Außengewinde durch ein Zinkbad (5) mittels einer Fördervorrichtung (6),- Abschleudern flüssiger Zinkschmelze durch Abrollen der Halbzeuge (2) um ihre Längsachse (3) mittels der mit der Fördervorrichtung (6) verbundenen Abrollvorrichtung (8),dadurch gekennzeichnet, dass die Halbzeuge (2) in einem Schleuderabschnitt (30) der Abrollvorrichtung (8) entlang einer Krümmung (32, 33, 35) zusätzlich beschleunigt werden, so dass die flüssige Zinkschmelze abgeschleudert wird.
- Verfahren gemäß Anspruch 10, dadurch gekennzeichnet, dass die Zinkschmelze in dem Zinkbad (5) auf eine Temperatur von höchstens 460 °C, insbesondere höchstens 455 °C und insbesondere höchstens 450 °C erwärmt ist.
- Verfahren gemäß Anspruch 10 oder 11, dadurch gekennzeichnet, dass die Zinkschmelze nach dem Abschleudern mit einer Schichtdicke von mindestens 80 µm an dem Halbzeug (2) angeordnet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017220102.9A DE102017220102A1 (de) | 2017-11-10 | 2017-11-10 | Anlage und Verfahren zum Feuerverzinken von Halbzeugen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3483300A1 EP3483300A1 (de) | 2019-05-15 |
| EP3483300B1 EP3483300B1 (de) | 2019-10-23 |
| EP3483300B2 true EP3483300B2 (de) | 2025-03-26 |
Family
ID=63294083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18189326.4A Active EP3483300B2 (de) | 2017-11-10 | 2018-08-16 | Anlage und verfahren zum feuerverzinken von halbzeugen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3483300B2 (de) |
| DE (1) | DE102017220102A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112501531B (zh) * | 2020-12-01 | 2023-01-31 | 邯郸市永年区众和紧固件有限公司 | 一种快速离心镀锌件的自动化设备及其工作方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1570949A (en) † | 1924-02-20 | 1926-01-26 | Frank H Cunningham | Metal-coating machine |
| US1706348A (en) † | 1925-08-14 | 1929-03-19 | Buchert Gottfried | Machine for automatically coating tubes, pipes, etc. |
| DE674571C (de) † | 1937-11-24 | 1939-04-15 | Rudolf Traut | Vorrichtung zum ununterbrochenen UEberziehen von Metallrohren mit heissfluessigen, bituminoesen Schutzmassen |
| US2951491A (en) † | 1953-04-22 | 1960-09-06 | Oscar R Olson | Apparatus for feeding elongated articles through a bath type furnace |
| US3105774A (en) † | 1961-09-26 | 1963-10-01 | Charles H Segraves | Apparatus and method for improving uniformity of zinc coatings on the threaded ends of galvanized pipes |
| US3196828A (en) † | 1962-09-27 | 1965-07-27 | Blaw Knox Co | Apparatus for continuous coating of elongated articles |
| DE1251222B (de) † | 1959-02-06 | 1967-09-28 | Blaw Knox Co | Fördervorrichtung für eine Anlage zur Oberflächenbehandlung von langgestreckten Gegenständen |
| DE1295475B (de) † | 1965-02-09 | 1969-05-14 | Oggioni Marco | Vorrichtung zur automatischen Badbehandlung von Gegenstaenden |
| US3559794A (en) † | 1968-04-23 | 1971-02-02 | Taylor Wilson Mfg Co | Method and apparatus for handling elongated workpieces through a process area |
| DE1696613A1 (de) † | 1968-03-07 | 1971-11-18 | Schmitz & Apelt Industrieofenb | Rohrausziehmaschine |
| DE2545709A1 (de) † | 1974-10-15 | 1976-04-29 | Wheatland Tube Co | Vorrichtung und verfahren zum bewegen laenglicher gegenstaende durch ein beschichtungsmaterial |
| DE102016106660A1 (de) † | 2016-03-09 | 2017-09-14 | Fontaine Holdings Nv | Anlage zur Feuerverzinkung und Feuerverzinkungsverfahren |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1141930A (en) | 1915-06-08 | Safety Armorite Conduit Company | Apparatus for galvanizing. | |
| DE4016172C1 (de) | 1990-05-19 | 1991-03-28 | Werner 5900 Siegen De Ackermann | |
| US5985365A (en) | 1997-10-17 | 1999-11-16 | Galvanizing Services Co., Inc. | Method and automated apparatus for galvanizing threaded rods |
-
2017
- 2017-11-10 DE DE102017220102.9A patent/DE102017220102A1/de active Pending
-
2018
- 2018-08-16 EP EP18189326.4A patent/EP3483300B2/de active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1570949A (en) † | 1924-02-20 | 1926-01-26 | Frank H Cunningham | Metal-coating machine |
| US1706348A (en) † | 1925-08-14 | 1929-03-19 | Buchert Gottfried | Machine for automatically coating tubes, pipes, etc. |
| DE674571C (de) † | 1937-11-24 | 1939-04-15 | Rudolf Traut | Vorrichtung zum ununterbrochenen UEberziehen von Metallrohren mit heissfluessigen, bituminoesen Schutzmassen |
| US2951491A (en) † | 1953-04-22 | 1960-09-06 | Oscar R Olson | Apparatus for feeding elongated articles through a bath type furnace |
| DE1251222B (de) † | 1959-02-06 | 1967-09-28 | Blaw Knox Co | Fördervorrichtung für eine Anlage zur Oberflächenbehandlung von langgestreckten Gegenständen |
| US3105774A (en) † | 1961-09-26 | 1963-10-01 | Charles H Segraves | Apparatus and method for improving uniformity of zinc coatings on the threaded ends of galvanized pipes |
| US3196828A (en) † | 1962-09-27 | 1965-07-27 | Blaw Knox Co | Apparatus for continuous coating of elongated articles |
| DE1295475B (de) † | 1965-02-09 | 1969-05-14 | Oggioni Marco | Vorrichtung zur automatischen Badbehandlung von Gegenstaenden |
| DE1696613A1 (de) † | 1968-03-07 | 1971-11-18 | Schmitz & Apelt Industrieofenb | Rohrausziehmaschine |
| US3559794A (en) † | 1968-04-23 | 1971-02-02 | Taylor Wilson Mfg Co | Method and apparatus for handling elongated workpieces through a process area |
| DE2545709A1 (de) † | 1974-10-15 | 1976-04-29 | Wheatland Tube Co | Vorrichtung und verfahren zum bewegen laenglicher gegenstaende durch ein beschichtungsmaterial |
| DE102016106660A1 (de) † | 2016-03-09 | 2017-09-14 | Fontaine Holdings Nv | Anlage zur Feuerverzinkung und Feuerverzinkungsverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3483300B1 (de) | 2019-10-23 |
| EP3483300A1 (de) | 2019-05-15 |
| DE102017220102A1 (de) | 2019-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2332865B1 (de) | Vorrichtung zum Palettieren und/oder Depalettieren | |
| EP3115322B1 (de) | Verfahren und vorrichtung zum depalettieren von reifen | |
| DE29724558U1 (de) | Vorrichtung zur Oberflächenbehandlung von Werkstücken | |
| DD211963A5 (de) | Vorrichtung zur sortierung laenglicher teile | |
| DE102008008009A1 (de) | Fördereinrichtung zum vertikalen Transport von Stückgut | |
| EP0608861A2 (de) | Verfahren und Einrichtung zum Zuführen empfindlicher Gegenstände zu einer Verarbeitungsmaschine | |
| EP1559663B1 (de) | Verfahren und Fördervorrichtung zur Förderung von mit einem Kragen versehenen Gegenständen | |
| DE3633617C2 (de) | Vorrichtung und Verfahren zum Einlegen von Druckprodukten in eine Trommel | |
| EP3786089A1 (de) | Vorrichtung und verfahren zum fördern und sortieren von stückgütern | |
| EP2903919A1 (de) | Transportvorrichtung für güter sowie verfahren zum betreiben einer transportvorrichtung | |
| EP3483300B2 (de) | Anlage und verfahren zum feuerverzinken von halbzeugen | |
| DE3024195C2 (de) | Fördersystem zum Hindurchführen von Werkstücken durch Flüssigkeitsbehandlungsbäder | |
| DE10033494A1 (de) | Verfahren und Vorrichtung zur Lageänderung von Wurstketten | |
| DE19515199A1 (de) | Vorrichtung zum Verdrehen von in einem Förderprozeß befindlichen Produkten | |
| DE3539303C2 (de) | ||
| DE3210875A1 (de) | Verfahren und vorrichtung zum schliessen von schachteln | |
| DE2016054C3 (de) | Vorrichtung zum Überführen von Behältern in den Förderer einer Einkocheinrichtung | |
| WO2012025093A1 (de) | Verfahren und vorrichtung zum kontrollierten übergeben eines stückguts von einem zuführförderer auf einen förderer | |
| DE3218251C2 (de) | ||
| DE4211682C2 (de) | Verfahren und Vorrichtung zum Zwischenlagern von Förderobjekten, insbesondere Schlachttierkörpern oder Schlachttierkörperteilen, in einer Stapelgleisanordnung | |
| WO2018158067A1 (de) | Verfahren und vorrichtung zum kommissionieren von einem artikel | |
| DE60318739T2 (de) | Verfahren und vorrichtung zur handhabung von walzen | |
| DE2235787A1 (de) | Uebergabevorrichtung | |
| DE2759443C2 (de) | Verfahren und Vorrichtung zum Aufbringen von wärmeschrumpfbaren Hülsen auf den Umfang von Behältern | |
| DE1556528B2 (de) | Behaelterumsetzvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190319 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190607 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018000307 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1193700 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 33027 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200124 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200123 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200123 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502018000307 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200223 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| 26 | Opposition filed |
Opponent name: FONTAINE HOLDINGS NV Effective date: 20200630 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20220822 Year of fee payment: 5 Ref country code: IE Payment date: 20220819 Year of fee payment: 5 Ref country code: GB Payment date: 20220824 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220822 Year of fee payment: 5 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230830 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230816 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230831 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230816 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20250326 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502018000307 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T5 Ref document number: E 33027 Country of ref document: SK |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250724 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250801 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20250808 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251021 Year of fee payment: 8 |