EP3242966B1 - Bloc de filage pour la filature a chaud de filaments - Google Patents
Bloc de filage pour la filature a chaud de filaments Download PDFInfo
- Publication number
- EP3242966B1 EP3242966B1 EP15797257.1A EP15797257A EP3242966B1 EP 3242966 B1 EP3242966 B1 EP 3242966B1 EP 15797257 A EP15797257 A EP 15797257A EP 3242966 B1 EP3242966 B1 EP 3242966B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spin
- pump
- boiler
- frame
- disposed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009987 spinning Methods 0.000 title claims description 40
- 239000007788 liquid Substances 0.000 claims description 19
- 239000004033 plastic Substances 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 15
- 239000000725 suspension Substances 0.000 claims description 6
- 238000010276 construction Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 claims 3
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 238000009413 insulation Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- MHCVCKDNQYMGEX-UHFFFAOYSA-N 1,1'-biphenyl;phenoxybenzene Chemical group C1=CC=CC=C1C1=CC=CC=C1.C=1C=CC=CC=1OC1=CC=CC=C1 MHCVCKDNQYMGEX-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000003000 extruded plastic Substances 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/06—Feeding liquid to the spinning head
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/06—Distributing spinning solution or melt to spinning nozzles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D13/00—Complete machines for producing artificial threads
- D01D13/02—Elements of machines in combination
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/08—Supporting spinnerettes or other parts of spinnerette packs
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/082—Melt spinning methods of mixed yarn
Definitions
- the invention relates to a spinning beam for the production of melt-spun filaments according to the preamble of claim 1.
- the known spinning beams have spinneret packs which are arranged in rows on the underside of the spinneret.
- spin-beam modules are arranged firmly next to each other, which are firmly connected to each other via pipes for the heat transfer medium.
- the high space requirement of juxtaposed Spinnbalkenmodule depends on the mounting situation of the heating elements and pump, which can be maintained only with great effort and possibly replaced, as this sufficient space must be present between the spinning beam modules. An adaptation to an increased plant capacity is possible only with great effort.
- the EP 2122019 B1 discloses an apparatus for melt spinning synthetic elements, wherein the spin pump is disposed on a separate pump support which is spaced from the housing of the spinning beam. This results in a very large distance between the pump and the spinneret, which is associated with the technological disadvantage of a longer residence time and makes a possible expansion of the system can be realized only with great effort due to the space required.
- the US 6,083,432 shows a modular spinner, in which the individual components are difficult to access due to the vertical arrangement of spin pack and pump.
- Each spin beam can only be equipped with a spin pack, with the boiler located outside of the modular assembly.
- the US 6,736,624 discloses a support structure, below which the spin pack is arranged with the enclosing heating space.
- Object of the present invention is to simplify the known spinning beam design, to allow easier access to the maintenance of the pump while compact design.
- the object is achieved by a spinning beam for the production of melt-spun filaments, in which via an externally arranged extruder liquid plastic is conveyed to at least one pump, which promotes the liquid plastic to at least one spin pack with a spinneret, wherein at least the pump and the spin pack of a heat transfer medium to be heated, which is heated in a boiler.
- the invention is characterized in that the pump, the boiler and an opening for receiving a spin pack are arranged in a modular assembly, which can be used and fastened one or more times in succession into a frame of a spinning beam.
- the spinning beam can be expanded to include additional spin packages, so that the capacity of the system can easily be adapted to increasing production.
- the modular assembly has a suspension which comprises at least two cross members.
- the cross members are dimensioned so that they can be used in the frame of the spinner. On the cross members, the entire structure of the modular assembly takes place.
- the cross member are connected to at least one heat chamber such that an opening for receiving at least one spin pack is formed.
- the cross member and the heat chamber thus form a frame in which the openings for receiving the spin packs are arranged.
- the connection of the cross member with the heat chambers results in a supporting frame to which all other components of the modular assembly can be fastened
- the pump is lying and arranged transversely or orthogonal to a longitudinal side of the frame.
- the pump can be maintained from an operation of the scaffold without major disassembly work is required.
- a further improvement is achieved in that the boiler is arranged lying and transversely or orthogonal to a longitudinal side of the frame.
- Both measures namely the horizontal arrangement of the boiler and the pump orthogonal to the longitudinal side of the frame allows a more compact design of the spinner, since no space requirement between the spinning packages or between the modules is required for the maintenance of both components. This is done exclusively at the operation of the scaffold, which has enough space for changing the long heating rods and the pumps.
- the space required for the individual modules is reduced, whereby the lines for the liquid plastic can be designed shorter with a smaller pitch.
- the lateral arrangement of the boiler also allows good access to the pump and to the monomer extraction.
- the available space between the blower ducts is used for the boiler, so that no additional floor space is required for a separate boiler on the steel platform.
- the arrangement of the boiler allows a small pitch, since the heating rods are about 90 ° to the spinning beam axis.
- the pump and the boiler do not have to be arranged exactly at right angles to the longitudinal member. Also, a slightly oblique arrangement of, for example, 75 ° of the longitudinal axis of the boiler and the pump to the side rail, in which the components, such as the heating elements, exchanged via the service gear would fall under the term transverse or orthogonal.
- the pump and the boiler between the spin packs are arranged removable, so that the distance between the spin packs is determined by the disassembly of the exchangeable components.
- the arrangement of the spinning beam can be done in a very close distance from each other, which makes the overall system more compact and shortens the melt-carrying lines, which means the procedural advantage of shorter residence time for the liquid plastic.
- the pump is driven by a shaft by a drive, wherein the drive is arranged on a frame outside of the spinning beam.
- the pump is easily accessible and can be easily disassembled by loosening a few screws.
- liquid plastic is passed via a flange connection by means of at least one pipe to the pump, wherein the pipes are arranged falling.
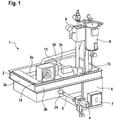
- FIG. 1 a modularly constructed spinning beam 1 is shown, which has a peripheral frame 2 on which all the essential components are arranged or attached.
- the frame 2 is formed from a circumferential U or double T-beam into which a modular assembly 20a (FIG. FIG. 2 ) can be suspended or used.
- the frame 2 is rectangular in construction and has two narrow sides 2a and two longitudinal sides 2b.
- openings 23a, 23b, 23c are arranged for spin packs to be inserted, which can be closed by covers 3a, 3b, 3c and insulation, which are arranged on the frame 2.
- a drive 4 is arranged for a pump 24, wherein the drive 4 with the pump 24 via a shaft 5 is connectable.
- the pump 24 is arranged lying and transversely or orthogonal to the longitudinal side of the spinner 1 and promotes the liquid plastic through the nozzles of the spin packs.
- the drive 4 can be arranged outside the frame 2 on a scaffold, which accommodates the modularly constructed spinning beam 1.
- a boiler 25 is arranged, the For example, absorbs Diphyl as a heating medium.
- openings 26 are arranged on the boiler, in the heating elements can be inserted. Outwardly, both the boiler 25 and the openings 26 for the heating elements are each closed by a cover 6, 7.
- a vacuum station 8 is mounted with a condenser 9, which are connected via a pipe 10 to a heat chamber 27a.
- the heat chamber 27a corresponds to at least one further heat chamber 27b, so that the spinnerets are enclosed at least from two sides, whereby a circulating circulation of the heating medium between the vacuum station 8, the heat chambers 27a, 27b and the boiler 25 is formed.
- Both the condenser 9 and the vacuum station 8 are attached with their ancillaries on the spinning beam 1.
- a heat transfer medium for example Diphyl, is placed inside the boiler 25 by the heating elements in a vaporous state, so that the steam flows through the heat chambers 27a, 27b.
- a condensate occurring within the heat cycle is returned via condensate lines to the vacuum station 8 and to the condenser 9.
- FIG. 1 further shows a flange connection 11 for a pipeline, via which liquid plastic is conveyed to the pump 24 from an externally arranged extruder.
- the flange 11 is also attached to the spinning beam 1 and connected by means of pipes 12 to the pump 24 and the spinnerets.
- the spinning beam 1 has a walk-on surface, under which an insulation 13 is arranged.
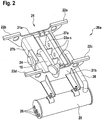
- the modular assembly 20a after FIG. 2 essentially comprises a suspension 21, which has at least two transverse beams 21a, 21b, between which the heat chambers 27a, 27b and the openings 23a, 23b, 23c are arranged for the spin packs with the spinnerets.
- the spinning beam 1 is designed for three spin packs, each with a spinneret, since each opening 23a, 23b, 23c can receive a spin pack.
- the spinning beam 1 can also be designed only for a spinning package, two spin packages, or for more than three spin packages. In the longitudinal direction of the spinning beam 1 so the spin packs are arranged one behind the other to produce a variable number of spinning lines.
- the heat chambers 27a, 27b are an integral part of the suspension 21 and connect the cross members 21a, 21b with each other, so that a self-supporting modular assembly 20a is formed within the spinner 1.
- the heat chambers 27a, 27b are connected to one another in the region of the cross members 21a, 21b in such a way that the spin packages are evenly heated on two further sides, the end faces.
- pads 22a - 22d are arranged, with which the modular assembly 20a in the frame 2 or in a framework can be suspended.
- the boiler 25 is arranged lying on the cross member 21b.
- angle profiles are arranged on an end face on the cross member 21a, 21b, in which the boiler 25 is adjustably mounted in the embodiment.
- the boiler 25 is placed horizontally so that the openings 26 for the heating rods are accessible without further disassembly from a gangway of a scaffold.
- the boiler 25 is arranged transversely or orthogonally to a longitudinal side 2b of the frame 2 or to the longitudinal side 2b of the spinning beam 1.
- Another pipeline 10 leads the heat transfer medium from the heat chamber 27b to the condenser 9.
- the modular assembly 20a thus includes the suspension 21, which is connected by the two transverse beams 21a, 21b with the heat chambers 27a, 27b arranged therebetween.
- the heat chamber 27a is connected via a pipe 28 to the boiler 25, which is also part of the modular assembly 20a.
- Another component of the modular assembly 20a is the pump 24, on or in the area of Heat chamber 27b is arranged horizontally and supplies all integrated within the assembly spinnerets with extruded plastic, as well as the pipe 10.
- the cross member 21a, 21b further have pads 22a - 22d, where the modular assembly 20a in the frame 2 or in a frame can be suspended and attachable.
- the liquid plastic is passed to the pump 24 via the flange connection 11 and from there via further pipelines to the spinnerets. It is advantageous that all pipelines which conduct liquid plastic to the spinnerets are arranged to fall, so that a backflow of the liquid melt to the extruder or to the pump 24 during the exchange of components is avoided.
- mixers can be integrated at one or more points, which mix the molten plastic.
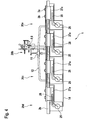
- each modular assembly 20a - 20d is suspended with two cross members 21a, 21b in the frame 2, wherein the pads 22a - 22d on a profile rest of the frame 2 and are connected to this.
- Each modular subassembly 20a-20d in this exemplary embodiment, can accommodate two spin packs each having a spinneret which can be inserted into the openings 23a, 23b and closed by the covers 3a, 3b. Under the covers 3a, 3b, the spin packs can be insulated by insertable heat blocks upwards, which have a circumferential seal to avoid a chimney effect within the opening 23a, 23b.
- the spin packs are arranged in parallel between the longitudinal sides 2b of the frame 2.
- a vacuum station 8 and a condenser 9 are connected for the heat cycle of all modules with all boilers 25 via pipes, from each boiler 25, a pipe 28, the heat transfer medium to the heat chambers 27a directs.
- the boilers 25 are connected to each other via a pipe 14, so that the same heat cycle results for each modular assembly 20a - 20d even with multiple arrangement.
- All spinning packages are supplied with liquid plastic from an external extruder via a single flange connection 11.
- a pipe 12 is arranged, which, starting from the flange connection 11, directs the liquid plastic to the pumps 24.
- the front side of the spinning beam 1, in the area of which the drives 4 are arranged, is easily accessible to the operating personnel for the maintenance of the pumps 24, so that the heating elements in the boilers 25 can also be changed from this side.
- the boiler 25 are arranged horizontally and transversely or orthogonal to the longitudinal side 2b of the frame 2. Due to the fact that the pump 24 is also arranged lying horizontally or orthogonally to the longitudinal side of the spinning beam 1, the entire spinning beam 1 can be maintained from one position. Both measures, namely the horizontal arrangement of the boiler 25 and the pump 24 transversely or orthogonal to the longitudinal side of the frame 2 allows a more compact design of the spinner 1, since no space requirement between the spinning packages or between the modules is required for the maintenance of both components. This takes place exclusively at the operating passage of the scaffold, which has enough space for changing the long heating rods and the pumps 24.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Claims (7)
- Barre de filage pour la production de filaments filés à l'état fondu, dans laquelle de la matière plastique liquide est transportée vers au moins une pompe par l'intermédiaire d'une extrudeuse agencée à l'extérieur, laquelle pompe transporte la matière liquide vers au moins un paquet de filage avec une buse de filage, dans laquelle au moins la pompe et le paquet de filage sont chauffés par un agent caloporteur, lequel est chauffé dans une chaudière, caractérisée en ce que la pompe (24), la chaudière (25) et une ouverture (23) pour la réception d'une barre de filage sont agencées dans un ensemble de construction modulaire (20), lesquelles sont intraduisibles et attachables individuellement ou plusieurs fois les unes après les autres dans un cadre (2) d'un paquet de filage (1), l'ensemble de construction modulaire (20) comportant au moins un accrochage (21), lequel comporte au moins deux supports transversaux (21a, 21b) formant avec au moins une chambre de chauffage (27a, 27b) un cadre porteur, dans lequel est agencée au moins une ouverture (23) pour la réception d'au moins un paquet de filage.
- Barre de filage selon la revendication 1, caractérisée en ce que la pompe (24) est agencée de façon couchée et transversalement, respectivement orthogonalement par rapport à une face longitudinal (2b) du cadre (2).
- Barre de filage selon la revendication 1, caractérisée en ce que la chaudière (25) est agencée de façon couchée et transversalement, respectivement orthogonalement par rapport à une face longitudinal (2b) du cadre.
- Barre de filage selon lune des revendications précédentes, caractérisée en ce que la pompe (24) est entraînée par un entraînement (4) par l'intermédiaire d'un arbre (5), l'entraînement (4) étant agencé sur un châssis à l'extérieur de la barre de filage (1).
- Barre de filage selon la revendication 1, caractérisée en ce que plusieurs ensembles de construction modulaire (20a, 20b, 20c, 20d) forment une barre de filage, une station de vide (8) et un condensateur (9) étant connectés à toutes les chaudières (25) par l'intermédiaire de conduites.
- Barre de filage selon la revendication 1, caractérisée en ce que les chaudières (25) sont connectées entre-elles par l'intermédiaire d'une conduite (14).
- Barre de filage selon l'une des revendications précédentes, caractérisée en ce que la matière plastique liquide est amenée vers les pompes (24) via un raccord à bride (11) par l'intermédiaire d'au moins une conduite (12), les conduites étant agencées de façon inclinée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015100179.9A DE102015100179A1 (de) | 2015-01-08 | 2015-01-08 | Spinnbalken zur Herstellung von schmelzgesponnenen Filamentgarnen |
| PCT/EP2015/002301 WO2016110300A1 (fr) | 2015-01-08 | 2015-11-18 | Rampe de filage pour la production de filaments filés à chaud |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3242966A1 EP3242966A1 (fr) | 2017-11-15 |
| EP3242966B1 true EP3242966B1 (fr) | 2018-10-24 |
Family
ID=54601731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15797257.1A Active EP3242966B1 (fr) | 2015-01-08 | 2015-11-18 | Bloc de filage pour la filature a chaud de filaments |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10662551B2 (fr) |
| EP (1) | EP3242966B1 (fr) |
| KR (1) | KR101919271B1 (fr) |
| CN (1) | CN107109702B (fr) |
| DE (1) | DE102015100179A1 (fr) |
| TR (1) | TR201820046T4 (fr) |
| WO (1) | WO2016110300A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114427123B (zh) * | 2022-01-27 | 2023-04-25 | 九江中科鑫星新材料有限公司 | 一种超高分子量聚乙烯纤维生产用保温机构 |
| EP4365339A1 (fr) | 2022-11-02 | 2024-05-08 | Trützschler Group SE | Barre de filage pour la fabrication de filaments ou de fils filés au fondu |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1908207B2 (de) * | 1969-02-19 | 1973-10-18 | Barmag Barmer Maschinenfabrik Ag, 5600 Wuppertal | Beheizbarer Spinnbalken zum Erzeugen von Endlosfäden aus synthetischen Polymeren |
| SU643556A1 (ru) * | 1970-08-06 | 1979-01-25 | Феб Пласт Унд Эластферарбайтунгсмашиненкомбинат (Инопредприятие) | Устройство дл формировани полотна синтетических нитей |
| DE9313586U1 (de) | 1993-09-08 | 1993-11-04 | Synthetik Fiber Machinery | Spinnbalken |
| CN2216070Y (zh) * | 1994-12-30 | 1995-12-27 | 侯慕毅 | 模块组合式宽体喷丝机头 |
| US5618566A (en) * | 1995-04-26 | 1997-04-08 | Exxon Chemical Patents, Inc. | Modular meltblowing die |
| CN2277999Y (zh) * | 1996-08-20 | 1998-04-08 | 大连合成纤维研究所 | 整体易拆卸式纺丝箱 |
| KR19980024331A (ko) | 1996-09-04 | 1998-07-06 | 핑슈텐 | 방사 빔 |
| DE59705514D1 (de) * | 1996-09-04 | 2002-01-10 | Barmag Barmer Maschf | Spinnbalken |
| US5866050A (en) * | 1997-02-06 | 1999-02-02 | E. I. Du Pont De Nemours And Company | Method and spinning apparatus having a multiple-temperature control arrangement therein |
| DE19924838A1 (de) * | 1999-05-29 | 2000-11-30 | Lurgi Zimmer Ag | Spinnvorrichtung zum Verspinnen schmelzflüssiger Polymere und Verfahren zum Beheizen der Spinnvorrichtung |
| DE10116959A1 (de) | 2001-04-05 | 2002-10-10 | Neumag Gmbh & Co Kg | Vorrichtung zum Schmelzspinnen und Ablegen mehrerer Spinnkabel |
| DE10258261A1 (de) * | 2002-12-13 | 2004-06-24 | Saurer Gmbh & Co. Kg | Spinnbalken |
| DE10355542A1 (de) * | 2003-11-27 | 2005-06-23 | Saurer Gmbh & Co. Kg | Spinnanlage |
| DE502007005850D1 (de) * | 2006-05-08 | 2011-01-13 | Oerlikon Textile Gmbh & Co Kg | Spinn-treck-texturiermaschine |
| WO2008101863A2 (fr) | 2007-02-24 | 2008-08-28 | Oerlikon Textile Gmbh & Co. Kg | Dispositif de filage à chaud de filaments synthétiques |
| CN101550611B (zh) * | 2007-06-12 | 2010-12-08 | 东华大学 | 纺粘生产的模块式纺丝箱体 |
| CN201801640U (zh) * | 2010-08-13 | 2011-04-20 | 胡尹烟 | 组合式喷丝板 |
-
2015
- 2015-01-08 DE DE102015100179.9A patent/DE102015100179A1/de not_active Withdrawn
- 2015-11-18 EP EP15797257.1A patent/EP3242966B1/fr active Active
- 2015-11-18 WO PCT/EP2015/002301 patent/WO2016110300A1/fr active Application Filing
- 2015-11-18 KR KR1020177022068A patent/KR101919271B1/ko active IP Right Grant
- 2015-11-18 CN CN201580071267.2A patent/CN107109702B/zh active Active
- 2015-11-18 US US15/542,406 patent/US10662551B2/en active Active
- 2015-11-18 TR TR2018/20046T patent/TR201820046T4/tr unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016110300A1 (fr) | 2016-07-14 |
| CN107109702A (zh) | 2017-08-29 |
| EP3242966A1 (fr) | 2017-11-15 |
| KR101919271B1 (ko) | 2018-11-15 |
| US20170350039A1 (en) | 2017-12-07 |
| DE102015100179A1 (de) | 2016-07-14 |
| KR20170126451A (ko) | 2017-11-17 |
| TR201820046T4 (tr) | 2019-01-21 |
| US10662551B2 (en) | 2020-05-26 |
| CN107109702B (zh) | 2019-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0497296B1 (fr) | Installation de filtre-ventilateur pour l'utilisation dans des salles blanches | |
| EP0122464A2 (fr) | Tête de filage pour le filage au fondu de filaments | |
| EP3242966B1 (fr) | Bloc de filage pour la filature a chaud de filaments | |
| EP0436105B1 (fr) | Dispositif de filage | |
| EP0236666B1 (fr) | Procédé de réchauffage de produits semi-finis provenant d'installations de coulée continue ou d'installations de formage en vue de leur chargement dans des installations de formage ou de finissage | |
| EP2505742B1 (fr) | Tour de refroidissement | |
| DE102015102312A1 (de) | Rohrbündelwärmeübertrager mit sequentiell angeordneten Rohrbündelkomponenten | |
| EP2760657B1 (fr) | Dispositif de fixation pour boîtier d'extrudeuse | |
| EP1375708A2 (fr) | Bâti intermédiaire verticale pour des métiers à filer à anneaux | |
| DE4002739C1 (en) | Appts. for cooling oil in hydraulic drive unit - includes two coaxial guide tubes for oils, cooling tube in annular chamber filter insert etc. | |
| DE102015012846A1 (de) | Schmelzspinnvorrichtung | |
| EP1366838B1 (fr) | Dispositif de refroidissement pour une cage de laminoir dans une installation de coulée continue | |
| EP1126227A1 (fr) | Condenseur de vapeur | |
| DE102004028918B4 (de) | Vorrichtung zum Spinnen von Fäden | |
| DE2506146A1 (de) | Universalmaschine zum herstellen von einkristallen | |
| DE102014102562B4 (de) | Presse, Fertigungsanlage und Verfahren zur Herstellung eines faserverstärkten Werkstoffes sowie Heizplatte einer Presse | |
| EP2069703A1 (fr) | Échangeur de chaleur | |
| DE2120600B2 (de) | Schmelzspinnvorrichtung | |
| DE4220952C2 (de) | Wirbelschichtreaktor zum Kühlen oder Erhitzen körniger Feststoffe durch indirekten Wärmeaustausch | |
| EP1713965B1 (fr) | Ensemble de bancs d'etirage pour metiers a filer | |
| DE3624593C1 (en) | Device for periodic cleaning of shell- and -tube heat exchanges during operations | |
| EP4365339A1 (fr) | Barre de filage pour la fabrication de filaments ou de fils filés au fondu | |
| DE2460642C3 (de) | Vorrichtung zum Schmelzspinnen eines faserbildenden synthetischen Polymers | |
| WO1998017959A1 (fr) | Refroidisseur de puits | |
| EP2869010B1 (fr) | Méthode pour la production d'un boîtier pour un séchoir à vide équipé d'un passage présentant un orifice d'entrée et de sortie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20170808 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502015006615 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: D01D0004000000 Ipc: D01D0001060000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D01D 4/06 20060101ALI20180509BHEP Ipc: D01D 5/08 20060101ALI20180509BHEP Ipc: D01D 4/00 20060101ALI20180509BHEP Ipc: D01D 1/06 20060101AFI20180509BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180626 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1056776 Country of ref document: AT Kind code of ref document: T Effective date: 20181115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015006615 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOHEST AG, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190124 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190224 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190224 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190125 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015006615 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181118 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181224 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20151118 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181024 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191118 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 1056776 Country of ref document: AT Kind code of ref document: T Owner name: TRUETZSCHLER GROUP SE, DE Effective date: 20220516 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502015006615 Country of ref document: DE Owner name: TRUETZSCHLER GROUP SE, DE Free format text: FORMER OWNER: TRUETZSCHLER GMBH & CO. KG, 41199 MOENCHENGLADBACH, DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: TRUETZSCHLER GROUP SE; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), MERGE; FORMER OWNER NAME: TRUETZSCHLER GMBH & CO. KG Effective date: 20220330 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230622 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231117 Year of fee payment: 9 Ref country code: IT Payment date: 20231124 Year of fee payment: 9 Ref country code: DE Payment date: 20231121 Year of fee payment: 9 Ref country code: CH Payment date: 20231201 Year of fee payment: 9 Ref country code: AT Payment date: 20231121 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231120 Year of fee payment: 9 |