EP3209470B1 - Wasserstrahl-schneidvorrichtung - Google Patents
Wasserstrahl-schneidvorrichtung Download PDFInfo
- Publication number
- EP3209470B1 EP3209470B1 EP15771144.1A EP15771144A EP3209470B1 EP 3209470 B1 EP3209470 B1 EP 3209470B1 EP 15771144 A EP15771144 A EP 15771144A EP 3209470 B1 EP3209470 B1 EP 3209470B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- water jet
- cutting device
- jet cutting
- cutting table
- manner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F3/00—Severing by means other than cutting; Apparatus therefor
- B26F3/004—Severing by means other than cutting; Apparatus therefor by means of a fluid jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F3/00—Severing by means other than cutting; Apparatus therefor
- B26F3/004—Severing by means other than cutting; Apparatus therefor by means of a fluid jet
- B26F3/008—Energy dissipating devices therefor, e.g. catchers; Supporting beds therefor
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Catching Or Destruction (AREA)
Description
- Die Erfindung betrifft eine Wasserstrahl-Schneidvorrichtung zum Trennen eines Streifens von einer laufenden Papier-, Karton-, Tissue- oder einer anderen Faserstoffbahn, bevorzugt einer Maschine zur Herstellung und/oder Veredlung derselben, im Einzelnen gemäß Anspruch 1.
- Derartige Trennvorrichtungen sind seit längerer Zeit im Einsatz. Mittels einer Düse wird ein Wasserstrahl erzeugt, der die Faserstoffbahn trennt. Ferner ist eine Wasserstrahl-Auffangvorrichtung vorgesehen, der ist für gewöhnlich ein Schneidtisch zugeordnet ist. Auf dem Schneidtisch wird die zu trennende und an diesem vorbeibewegte Faserstoffbahn abgestützt. Aus Sicherheitsgründen, aber auch zum Schutz vor Verschmutzung, wird der Wasserstrahl dabei, nachdem er die Faserstoffbahn durchtrennt hat, von der Wasserstrahl-Auffangvorrichtung aufgenommen. Der Schneidtisch weist dazu eine Auffangöffnung für den Wasserstrahl auf. Letzterer tritt in Richtung der Ausbringung des Wassers gesehen, nachdem er die Faserstoffbahn durchtrennt hat, durch die Auffangöffnung hindurch. Die jetzt noch verbleibende Energie des Wasserstrahls wird von der Wasserstrahl-Auffangvorrichtung absorbiert. Letztere dient auch dazu, das Wasser des Wasserstrahls aufzufangen und einer entsprechenden Einrichtung zu dessen Wiederaufbereitung zuzuführen.
- Dabei führen die im Wasserstrahl enthaltenen Stoffe sowie die aus der Faserstoffbahn mitgerissenen Fasern in Verbindung mit dem Wasser neben einer erhöhten Verschmutzung auch zum Verschleiß des Schneidtisches im Bereich der Auffangöffnung. Daher werden gemäß dem Stand der Technik die Auffangöffnungen der Wasserstrahl-Auffangvorrichtung relativ groß gewählt, was jedoch Probleme hinsichtlich einer ausreichenden Abstützung der Faserstoffbahn im Schneidbereich und damit Beschädigungen des Bahnrandes mit sich bringt. Die relativ großen Auffangöffnungen bedingen selbst relativ große Schneidtische. Ein Aus- und Einbau eines solch verhältnismäßig großen Schneidtisches ist im Verschleißfall mit relativ großem Aufwand verbunden. Oft ist für den Ein- und Ausbau auch Spezialwerkzeug nötig. Da ein solcher Wechsel des Schneidtisches nur im Stillstand einer eingangs genannten Maschine möglich ist, schlägt sich dies in vergleichsweise hohen Stillstandszeiten und -kosten nieder.
-
DE 10 2005 018769 A1 beschreibt eine Wasserstrahl-Schneidvorrichtung zum Trennen eines Streifens von einer laufenden Faserstoffbahn mit den Merkmalen des Oberbegriffs des Anspruchs 1. - Die vorliegende Erfindung betrifft die eingangs genannten, gattungsgemäßen Gegenstände.
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine Wasserstrahl-Schneidvorrichtung der eingangs genannten Art anzugeben, mit denen die zuvor genannten Probleme auf möglichst einfache und zuverlässige Weise beseitigt werden können.
- Unter Abstand im Sinne der Erfindung kann der kleinste Abstand zwischen dem Wasserstrahl (bzw. seiner Mantelfläche) und (der Mantelfläche) der Begrenzung der Auffangöffnung gemeint sein. Er kann in der Ebene parallel zum Schneidtisch oder zur über diesen hinwegbewegbaren Faserstoffbahn bzw. einer jeweils parallel dazu verlaufenden Ebene gemessen werden. Er kann - in dieser Ebene - bevorzugt nach allen Seiten des Wasserstrahls maximal 10 mm betragen.
- Der Abstand kann alternativ auch wie folgt beschrieben werden: In einer Draufsicht auf den Schneidtisch - in Richtung der Ausbringung des Wasserstrahls gesehen - ergibt sich in einer Projektion der Außenkontur des Wasserstrahls (bzw. dessen Mantelfläche) auf den Schneidtisch (oder eine dazu parallele Ebene) eine theoretische Auftrefffläche des Wasserstrahls auf dem Strahltisch. Bei relativ zum Strahltisch bewegtem Wasserstrahl wird diese Auftrefffläche durch alle einander überlagerten Projektionen des Wasserstrahls entlang aller Positionen des Wasserstrahls in Schneidrichtung bzw. dem vom Wasserstrahl zurückgelegten Schneidweg gebildet. Unabhängig davon, ob der Wasserstrahl relativbeweglich ist zum Schneidtisch oder nicht, verläuft die genannte Auftrefffläche stets konzentrisch zu der Fläche, die von der Begrenzung der Auffangöffnung (nachfolgend Aufffangfläche genannt) gebildet wird. Dies jeweils wieder in der genannten Draufsicht gesehen. Konzentrisch sind Aufffangfläche und Auftrefffläche dann, wenn deren Symmetrieachsen zusammenfallen, jedoch die Flächen nicht flächengleich sind, sondern deren Begrenzungskonturen unterschiedlich groß sind. Der eingangs genannte Abstand ist in diesem Fall der Abstand, den die beiden Begrenzungskonturen zueinander in der genannten Draufsicht bilden, bevorzug nach allen Seiten. Man könnte auch sagen, dass der genannte Abstand dem Spalt zwischen Wasserstrahl und Auffangöffnung entspricht. Die geringe Ausdehnung der Auffangöffnung verglichen mit der Ausdehnung des Wasserstrahls bringt eine verbesserte Abstützung der Faserstoffbahn beim Schneiden. Denn die Faserstoffbahn wird im Schneidbereich besser abgestützt. Beschädigungen des Bahnrandes werden dadurch minimiert. Insgesamt kann dann ein sauberer Schnitt der Faserstoffbahn bzw. des davon zu trennenden Streifens erzielt werden.
- Die Auffangöffnung des Schneidtisches kann auch von der Wasserstrahl-Schneidvorrichtung, genauer gesagt von dem Wasserstrahl selbst herstellbar sein. Anders ausgedrückt bedeutet dies, dass die Auffangöffnung vor dem ersten Auftreffen des Wasserstrahls noch geschlossen ist. Um die Herstellung dieser kleinen und genau angeordneten Auffangöffnung zu ermöglichen oder zu erleichtern, sollte die Materialdicke der Wasserstrahl-Auffangvorrichtung um die Auffangöffnung so gering sein und/oder das Material der Wasserstrahl-Auffangvorrichtung um die Auffangöffnung so beschaffen sein, dass es - bevorzugt im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung - vom Wasserstrahl durchtrennbar ist. Anders ausgedrückt: Die Wasserstrahl-Schneidvorrichtung ist derart eingerichtet, dass sie zumindest kurzfristig sowohl die Faserstoffbahn zu durchtrennen vermag als auch im Stande ist die Auffangöffnung im Schneidtisch herzustellen.
- Unter bestimmungsgemäßem Gebrauch kann jener Zustand verstanden werden, in welchem mittels der Wasserstrahl-Schneidvorrichtung ein Streifen von der Faserstoffbahn getrennt wird. Anders ausgedrückt wird ein vergleichsweise so hoher Druck des Wasserstrahls eingestellt, dass lediglich die Faserstoffbahn noch gerade zuverlässig geschnitten wird (Schneiddruck). Ein Druck, der über den Schneiddruck hinausgeht, sollte vermieden werden. Eine mit einem solchen Druck arbeitende Wasserstrahl-Schneidvorrichtung schneidet die Faserstoffbahn zwar zuverlässig, die über die zum Schneiden der Faserstoffbahn nötige Energie ist jedoch umsonst aufgebracht. Das Material bzw. die Dicke des Schneidtisches kann so bemessen sein, dass es unter Schneiddruck und damit im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung durchtrennbar ist. Alternativ wäre es denkbar, dass die Wasserstrahl-Schneidvorrichtung derart eingerichtet sein könnte, dass der Druck des Wasserstrahls zur erstmaligen Schaffung der Auffangöffnung im Schneidtisch zumindest kurzfristig über den Schneiddruck auf einen Trenndruck anhebbar wäre. Das Material bzw. die Dicke des Schneidtisches könnte dann derart gewählt sein, dass es oberhalb des Schneiddrucks auf Trenndruck mittels des Wasserstrahls zur Schaffung der Auffangöffnung durchtrennbar wäre.
- Unabhängig von den genannten Ausführungsformen könnte der Wasserstrahl-Schneidvorrichtung eine Druckquelle zugeordnet sein, die mittels einer Druckleitung strömungsleitend mit der Düse verbindbar wäre. In dieser Leitung könnte ein Druckeinstellventil vorgesehen sein, mittels dem der Druck des der Düse zugeführten Wassers, also der Druck des Wasserstrahls einstellbar wäre. Bezogen auf die zuletzt besprochene Ausführungsform könnte zur Schaffung der Auffangöffnung im Schneidtisch - insbesondere außerhalb des bestimmungsgemäßen Betriebs der Wasserstrahl-Schneidvorrichtung - der Druck durch das Druckeinstellventil kurzfristig auf den Trenndruck angehoben werden. Nach Schaffung der Auffangöffnung im Schneidtisch könnte der Druck wieder auf Schneiddruck zurückgesetzt werden.
- Anders ausgedrückt wird die Auffangöffnung während des Betriebs der Wasserstrahl-Schneidvorrichtung mittels selbiger zum ersten Mal hergestellt. Diese erstmalige Herstellung der Auffangöffnung hat den Vorteil, dass keine engen Toleranzen hinsichtlich des Abstands der Düse bzw. des daraus austretenden Wasserstrahls zu einer bereits vorhandenen Auffangöffnung in dem Schneidtisch eingehalten werden müssen.
- Die vorliegende Erfindung betrifft ein entsprechendes Verfahren zum Herstellen einer Auffangöffnung bei einer solchen Wasserstrahl-Schneidvorrichtung mit den eben beschriebenen Schritten.
- Prinzipiell könnte der Wasserstrahl-Schneidvorrichtung neben der Druckquelle auch eine Aufbereitungsvorrichtung zugeordnet sein, mittels der das von der Wasserstrahl-Auffangvorrichtung aufgefangene Wasser von den darin mitgerissenen Fasern der Faserstoffbahn gereinigt werden könnte.
- Im bestimmungsgemäßem Gebrauch ist die Wechselplatte in den Schneidtisch eingesetzt und die lösbare Verbindung geschlossen, sodass die Schneidplatte sicher bzw. unverlierbar im Schneidtisch gehalten ist.
- Unter Haltemitteln im Sinne der Erfindung werden bevorzugt nach dem Wirkprinzip des Kraft- und/oder Formschluss funktionierende, lösbare Verbindungen verstanden, wie z.B. Klemm-, Schiebe-, Schnappverbindungen. Aber auch Bolzen- oder Schraubverbindungen oder Passungen fallen hierunter.
- Mit Arretiermitteln werden solche Mittel verstanden, mittels denen die Haltemittel gegen ein unbeabsichtigtes Lösen der Verbindung im bestimmungsgemäßem Betrieb gesichert werden. Arretiermittel sind daher derart eingerichtet, dass sie eine Vorspannung oder Vorspannkraft auf die Haltemittel in Schließrichtung - also entgegen einer dazu entgegengesetzten Öffnungsrichtung - der lösbaren Verbindung bewirken. Ein Beispiel hierfür sind Federn, die die Haltemittel so gegeneinander (in Schließrichtung) verspannen, dass z.B. der wenigstens eine Vorsprung nicht (in Öffnungsrichtung) aus der wenigstens einen Aussparung herausgelangt.
- Wenn die Rede davon ist, dass die Verbindung zwischen Wechselplatte und Schneidtisch frei von Werkzeug lösbar und verbindbar ist, ist gemeint, dass diese von Hand lösbar und von Hand wieder schließbar ist. Dazu kann die Wasserstrahl-Schneidvorrichtung derart eingerichtet sein, dass die Kraft, die nötig ist die lösbare Verbindung zu lösen und/oder zu schließen, derart bemessen ist, dass diese Kraft noch von Hand aufbringbar ist.
- Im Sinne der Erfindung ist mit dem Begriff koplanar gemeint, dass zwei oder mehrere Oberflächen (oder Oberseiten) derart im Raum zueinander (dauerhaft) angeordnet sind, dass sie zusammenfallen oder zueinander bündig sind.
- Von Vorteil ist es, wenn die Auffangöffnung von einer separaten, austauschbaren Wechselplatte des Schneidtisches gebildet wird. Die Wechselplatte kann so einerseits bei Verschleiß schnell ausgetauscht und andererseits speziell an die Anforderungen ihres Einsatzes insbesondere hinsichtlich Verschleiß, Verschmutzungsanfälligkeit und Größe der Auffangöffnung angepasst werden.
- Weist die Wechselplatte eine symmetrische Außenkontur auf, hat dies den Vorteil, dass Ober- und Rückseite der Wechselplatte gleich sind, so dass die Wechselplatte wechselseitig einsetzbar ist. Die symmetrische Außenkontur (z.B. in Draufsicht aus Richtung der Ausbringung des Wasserstrahls gesehen) kann achsensymmertrisch zu der Längsachse und/oder Querachse der Wechselplatte sein. Mit Längsachse und/oder Querachse ist die jeweilige Mittelachse gemeint. Die Längsachse beschreibt die Richtung der räumlichen Länge, die Querachse die Richtung der räumlichen Breite der Wechselplatte. Die Wechselplatte kann in dem Schneidtisch derart angeordnet sein, dass deren Längs- oder Querachse parallel zur Laufrichtung der Faserstoffbahn oder der Schneidrichtung verläuft.
- Der Schneidtisch kann eine Länge bzw. der Breite im Bereich zwischen 50 und 200 mm sowie eine Dicke zwischen 1 und 30 mm aufweisen. Die Wechselplatte kann hinsichtlich ihrer Längen- und Breitenabmessungen kleiner sein als der Schneidtisch. Sie kann jedoch auch eine Dicke zwischen 1 und 30 mm aufweisen.
- Mit Oberseite ist die der Düse bzw. der Faserstoffbahn zugewandte Seite der Wechselplatte, mit Rückseite hingegen die entsprechende diesen Elementen abgewandte Seite gemeint.
- Die genannte Symmetrie hat den folgenden Vorteil: Ist z.B. die Oberseite der Wechselplatte stark verschlissen, kann sie durch Lösen der erfindungsgemäßen
- Verbindung aus dem Schneidtisch genommen, (um deren Längsachse und/oder Querachse) gedreht und unter Herstellung der Verbindung wieder in den Schneidtisch eingesetzt werden. Die neue Oberseite wird nun von der eigentlichen Rückseite gebildet.
- Für alle Ausführungsformen ist es vorteilhaft, wenn die Wechselplatte im Bereich der Auffangöffnung einen Einsatz aus einem verschleißfesten und verschmutzungsresistenten Material umfasst. Dieser kann selbst lösbar mit der Wechselplatte verbindbar sein, z.B. kraft-, form- und/oder stoffschlüssig in dieser gehalten sein. Denn wenn der Einsatz verschmutzt oder verschleißt, muss in der Regel nur dieser, nicht aber die Wechselplatte getauscht werden.
- Gemäß einer Ausführungsform könnte der Abstand zwischen Düse und der Wasserstrahl-Auffangvorrichtung bzw. dem Schneidtisch weniger als 10 mm betragen. Mit dem Abstand könnte der kleinste Abstand gemeint sein, der sich zwischen einer z.B. äußeren, der Wasserstrahl-Auffangvorrichtung bzw. dem Schneidtisch zugewandten Seite der Düse und einer entsprechenden, der Düse zugewandten Seite der Wasserstrahl-Auffangvorrichtung bzw. des Schneidtischs ergibt. Wird ein kartesisches Koordinatensystem zugrunde gelegt, bei dem die Wasserstrahl-Auffangvorrichtung bzw. der Schneidtisch in einer Ebene, die von der x- und y-Achse aufgespannt wird, angeordnet ist, so verläuft die Längsachse der Düse im Idealfall parallel zur z-Achse oder fällt mit dieser zusammen. Der Abstand wäre dann der in z-Achsenrichtung gemessene (kleinste) Abstand zwischen einer der Wasserstrahl-Auffangvorrichtung bzw. dem Schneidtisch zugewandten Seite der Düse und der entsprechenden, der Düse zugewandten Seite der Wasserstrahl-Auffangvorrichtung bzw. des Schneidtischs. Verläuft die Längsachse der Düse winklig zur z-Achse, so könnte der Abstand entlang einer Verlängerung der Längsachse der Düse gemessen werden. Mit der der Wasserstrahl-Auffangvorrichtung bzw. dem Schneidtisch zugewandten Seite der Düse kann jene Seite der Düse gemeint sein, die einen Düsenauslass für den Wasserstrahl in die Umgebung begrenzt oder bildet. Der geringe Abstand von kleiner 10 mm hat auch den Vorteil, dass einerseits die Qualität des Schnitts und andererseits die Unfallgefahr wegen der geringen Abstände gering sind. Im letztgenannten Fall wird die Wahrscheinlichkeit, dass der Bediener seine Finger dort hineinlegt verringert.
- Die Erfindung betrifft auch eine eingangs genannte Maschine zur Herstellung und/oder Veredlung einer laufenden Faserstoffbahn, wie Papier-, Karton-, Tissue- oder einer anderen mit einer erfindungsgemäßen Wasserstrahl-Schneidvorrichtung.
- Ferner betrifft die Erfindung auch eine Verwendung einer erfindungsgemäßen Wasserstrahl-Schneidvorrichtung in einer solchen Maschine.
- Die Erfindung wird nachfolgend unter Bezugnahme auf die Zeichnungen ohne Einschränkung der Allgemeinheit näher erläutert. In den Zeichnungen zeigen:
- Figur 1
- eine stark schematisierte Darstellung einer Vorrichtung in einer teilgeschnittenen Seitenansicht senkrecht zu einer Laufrichtung der zu trennenden Faserstoffbahn gemäß einer ersten Ausführungsform;
- Figur 2
- eine stark schematisierte Darstellung einer Vorrichtung in einer teilgeschnittenen Ansicht in Laufrichtung der zu trennenden Faserstoffbahn gemäß einer zweiten Ausführungsform;
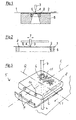
- Figur 3
- eine stark schematisierte und vergrößerte räumliche Detailansicht einer Vorrichtung gemäß einer weiteren Ausführungsform;
- Bei den in
Figur 1 und 2 dargestellten Wasserstrahl-Schneidvorrichtungen wird über einen Wasserstrahl 4 mit vergleichsweise hohem Druck ein Streifen, wie Randstreifen von einer Faserstoffbahn 1 abgetrennt. Der Randstreifen kann parallel zum Rand der Faserstoffbahn 1 fortlaufend von dieser getrennt werden. Er kann zur Herstellung sauberer Bahnränder entfernt werden, aber auch für das Überführen der Faserstoffbahn 1 erforderlich sein. Dabei läuft die Faserstoffbahn 1, hier in Form einer Papierbahn innerhalb einer Papiermaschine z.B. mit einer Geschwindigkeit zwischen 200 und 2.500 m/min an der Wasserstrahl-Schneidvorrichtung in Laufrichtung (durch den Pfeil angedeutet) entlang. Die Faserstoffbahn 1 stützt sich wenigstens abschnittsweise unmittelbar auf einem Schneidtisch 2 ab. Ferner weist die Wasserstrahl-Schneidvorrichtung jeweils zumindest eine Düse 3 auf, die einen Wasserstrahl 4 auf die Faserstoffbahn 1 zu deren Trennung in einen Randstreifen richtet. Die Düse 3 kann hierzu mit einer nicht dargestellten Druckquelle, die der Wasserstrahl-Schneidvorrichtung zugeordnet sein kann, über eine Druckleitung strömungsleitend verbindbar sein. - Um einer Verschmutzung mit abprallendem Wasser und aus der Faserstoffbahn 1 mitgerissenen Fasern und anderen Partikeln vorzugbeugen, wird der Wasserstrahl 4 auf der, der Düse 3 gegenüberliegenden Seite der Faserstoffbahn 1 von einer Wasserstrahl-Auffangvorrichtung 5 aufgenommen. Der Schneidtisch 2 kann der Wasserstrahl-Auffangvorrichtung 5 zugeordnet sein oder, wie dargestellt, direkt von dieser ausgebildet werden. In Richtung der Ausbringung des Wasserstrahls gesehen trifft der Wasserstrahl 4 zunächst auf die Faserstoffbahn 1 und gelangt dann durch eine Auffangöffnung 6 im Schneidtisch 2 in das Innere der Wasserstrahl-Auffangvorrichtung 5.
- Die Wasserstrahl-Schneidvorrichtung der
Figur 1 ist derart ausgeführt, dass Düse 3 und Wasserstrahl-Auffangvorrichtung 5 bzw. Schneidtisch 2 zueinander stationär sind, also sich relativ gegeneinander nicht bewegen. Die Darstellung zeigt die Wasserstrahl-Schneidvorrichtung in Seitenansicht, sodass sich die Faserstoffbahn 1 von links nach rechts an der Wasserstrahl-Schneidvorrichtung vorbei bewegt. Die Wasserstrahl-Schneidvorrichtung könnte dann derart eingerichtet sein, dass sich Wasserstrahl-Auffangvorrichtung 5 und Schneidtisch 2 zusammen relativ zur Faserstoffbahn 2 bewegen, um eine vorgegebene Breite des abzutrennenden Randstreifens einstellen zu können. Eine solche Bewegung kann in Schneidrichtung, z.B. senkrecht zur Laufrichtung der Faserstoffbahn 2 - inFigur 1 gesehen bspw. in Richtung in die Zeichenebene hinein - erfolgen. Wenn der Wasserstrahl 4 in seinem Querschnitt im Wesentlichen kreisförmig ist, so ergibt sich eine Auffangöffnung 6, die auch im Wesentlichen kreisförmig ist. Sie ist dann eine entsprechende Durchgangsbohrung. - In
Figur 2 hingegen ist die Düse 3 relativ zur hier feststehenden Wasserstrahl-Auffangvorrichtung 5 bzw. zum Schneidtisch 2 beweglich. In der gezeigten Ansicht bewegt sich die Faserstoffbahn 1 relativ zur feststehenden Wasserstrahl-Auffangvorrichtung 5 (bzw. zum Schneidetisch 2) in die Zeichenebene hinein. Die Bewegung der Düse relativ zur Wasserstrahl-Auffangvorrichtung 5 ist vorliegend eine rein translatorische. Sie erfolgt, wie auch inFigur 1 , senkrecht zur Laufrichtung, also in Breitenrichtung der Faserstoffbahn 1. Die Auffangöffnung 6 kann sich über einen Teil oder die vollständige Breite der mit der Papiermaschine herzustellenden Faserstoffbahn 1 erstrecken. Anders ausgedrückt kann die Wasserstrahl-Schneidvorrichtung derart eingerichtet sein, dass der Schneidweg im Wesentlichen der Breite der Faserstoffbahn 1 entsprecht. Ist der Wasserstrahl 4 in seinem Querschnitt im Wesentlichen kreisförmig, so ist die Auffangöffnung 6 ein durchgehendes Langloch. - Den
Figuren 1 und 2 ist gemein, dass die Auffangöffnung 6 von einer separaten, austauschbaren Wechselplatte 8 des Schneidtisches 2 gebildet wird. Diese Wechselplatte 8 kann zum Beispiel aus einem verschleißfesten und/oder verschmutzungsresistenten Material, wie Kunststoff gefertigt sein. Die Wechselplatte 8 ist dabei separat zum Schneidtisch 2 ausgebildet. Sie ist mittels einer lösbaren Verbindung von diesem zerstörungsfrei trennbar und weder mit diesem verbindbar. Die Wasserstrahl-Schneidvorrichtung ist derart eingerichtet, dass die Oberseite der Wechselplatte 8 und die Oberseite des Schneidtisches 2 im Wesentlichen koplanar verlaufen. Dies beugt nochmals Schmutzablagerungen an der Wechselplatte 8 vor und senkt die Gefahr von Abrissen der Faserstoffbahn 1 an dieser Stelle. -
Figur 3 zeigt eine vergrößerte und teilgeschnittene räumliche Darstellung einer Verbindung von Wechselplatte 8 und Schneidtisch 2. Eine solche Wechselplatte 8 könnte bei den inFiguren 1 und 2 dargestellten Gegenständen Verwendung finden. Vorliegend ist die Auffangöffnung 6 entsprechend derFigur 1 als Kreis ausgeführt. - Wie in
Figur 3 exemplarisch dargestellt ist, kann die lösbare Verbindung Haltemittel, hier in Form von genau zwei Vorsprüngen 9, umfassen. Die Vorsprünge 9 werden in dem vorliegenden Beispiel von dem Schneidtisch 2, genauer gesagt einer seiner Stirnseiten ausgebildet. Sie müssen jedoch nicht einteilig, sondern könnten auch separat zueinander ausgeführt sein. Die Vorsprünge 9 sind hier derart ausgeführt, dass sie in korrespondierende Aussparungen 10, die einer entsprechenden, dem Schneidtisch zugewandten Stirnseite der Wechselplatte 8 eingreifen. Selbstverständlich könnten mehr oder weniger als die hier abgebildeten Vorsprünge 9 und Aussparungen 10 vorgesehen sein. Auch könnten diese an anderen als den gezeigten Positionen angebracht sein. Ebenso könnten die Aussparungen 10 im Schneidtisch 2 eingebracht sein, wohingegen die Vorsprünge 9 z.B. einteilig mit der Wechselplatte 8 ausgebildet oder separat dazu vorgesehen sein könnten. - Von Vorteil ist es, wenn Haltemittel, also die Vorsprünge 9 und Aussparungen 10 zu einer Längsachse L oder zu einer Querachse Q (oder zu beiden Achsen L und Q) achsensymmetrisch sind. Die beiden Achsen L und Q können dabei entsprechende Mittel- oder Symmetrieachsen der Wechselplatte 8 darstellen. Denn ist die Oberseite der Wechselplatte 8 stark verschlissen, kann sie durch Lösen der erfindungsgemäßen Verbindung aus dem Schneidtisch 2 entnommen, um deren Längsachse L und/oder Querachse Q gedreht und unter Herstellung der Verbindung wieder in den Schneidtisch 2 eingesetzt werden. Die neue Oberseite wird nun von der eigentlichen Rückseite der Wechselplatte 8 gebildet. Zum Herausnehmen der Wechselplatte 8 wird diese in Öffnungsrichtung, hier z.B. entlang der Längsachse L vom Schneidtisch 2 entfernt, bis die Vorsprünge 9 aus den Aussparungen 10 herausgleiten und die Verbindung gelöst wird. Zum Einsetzen der Wechselplatte 8 wird umgekehrt diese in Schließrichtung, welche entgegen der Öffnungsrichtung ebenfalls entlang der Längsachse L verläuft, auf die Vorsprünge 9 des Schneidtisches 2 hin geschoben.
- Die Wechselplatte 8 kann derart in dem Schneidtisch 2 angeordnet sein, dass die Faserstoffbahn 1 sich relativ an dem Schneidtisch 2 in Längsrichtung L vorbeibewegt. Ist die Düse 3, wie mit Bezug auf
Figur 3 ausgeführt, relativbeweglich ausgeführt, so kann der Schneidweg des inFigur 3 gezeigten Wasserstrahls parallel zur Querachse Q verlaufen. - Obwohl dies nicht gezeigt ist, kann dem Haltemittel ein Arretiermittel zugeordnet sein, um die Wechselplatte 8 gegen ein unbeabsichtigtes Lösen vom Schneidtisch 2 während des bestimmungsgemäßen Betriebes der Wasserstrahl-Schneidvorrichtung zu schützen. Ein solches Arretiermittel kann eine Kraft auf z.B. die Wechselplatte 8 in Richtung auf die Schließrichtung ausführen. Diese kann z.B. mittels einer Feder erfolgen. Aber auch die Faserstoffbahn 1 kann in diesem Sinne ein Arretiermittel darstellen. Insbesondere dann, wenn die Wechselplatte 8 und bevorzugt die Haltemittel derart angeordnet sind, dass die relativ an diesen in Laufrichtung vorbeibewegte Faserstoffbahn 1 und die Schließrichtung der lösbaren Verbindung zusammenfallen. Ein versehentliches Lösen der Verbindung zwischen Schneidtisch 2 und Wechselplatte 8 wird dann durch die vorbeieilende Faserstoffbahn 1 verhindert.
- Ferner kann, wie durch die gestrichelten Linien und die Schraffur angedeutet, der Wechselplatte 8 um deren Auffangöffnung 6 ein Einsatz 11 zugeordnet sein. Letzterer kann einteilig oder aber lösbar mit der Wechselplatte 8 verbindbar sein. Dessen Oberfläche - oder der Einsatz 11 selbst - kann aus einem verschleißfesten und verschmutzungsresistenten Material bestehen (siehe die schraffierte Fläche in
Figur 3 ). - Um einen sauberen Schnitt des Randstreifens zu erzielen und Ein- oder gar Abrisse der Faserstoffbahn 1 zu vermeiden, kann die Auffangöffnung 6 möglichst klein gestaltet sein. Konkret kann der Abstand zwischen der Auffangöffnung 6 und dem Wasserstrahl 4 allseits der Auffangöffnung 6 in einer Ebene parallel zum Schneidtisch 2 bzw. zur Faserstoffbahn 1 maximal 10 mm betragen. Dies kann dadurch erzielt werden, dass die Auffangöffnung 6 zunächst nicht vorgesehen ist, jedoch im bestimmungsgemäßen Betrieb erstmalig durch den Wasserstrahl 4 der Wasserstrahl-Schneidvorrichtung erzeugt wird. Dies kann z.B. dadurch ermöglicht werden, dass der von der Wasserstrahl-Auffangvorrichtung 5 gebildete Schneidtisch 2 im Auftreffbereich des Wasserstrahls 4 eine vergleichsweise dünne Wandstärke aufweist und so im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung leicht vom Wasserstrahl 4 durchstoßen werden kann. Die so erzeugte Auffangöffnung 6 ist kaum breiter als der Wasserstrahl 4, was eine umfassende Abstützung der Faserstoffbahn 1 zur Folge hat. Außerdem kann so auch das Austreten von Sprühnebel aus der Wasserstrahl-Auffangvorrichtung 5 stark vermindert werden.
Claims (15)
- Wasserstrahl-Schneidvorrichtung zum Trennen eines Streifens von einer laufenden Faserstoffbahn (1), umfassend wenigstens eine mit Wasser beaufschlagbare Düse (3) zur Erzeugung eines Wasserstrahls (4), wobei die Düse (3) derart eingerichtet ist, dass der Wasserstrahl (4) auf die Faserstoffbahn (1) richtbar ist, eine Wasserstrahl-Auffangvorrichtung (5), der ein Schneidtisch (2) zur wenigstens abschnittsweisen Abstützung der Faserstoffbahn (1) zugeordnet ist, wobei der Schneidtisch (2) im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung eine Auffangöffnung (6) für den Wasserstrahl (4) ausbildet oder begrenzt, dadurch gekennzeichnet, dass die Auffangöffnung (6) von einer separaten Wechselplatte (8) des Schneidtisches (2) gebildet wird, welche mit dem Schneidtisch (2) lösbar verbindbar ist.
- Wasserstrahl-Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die lösbare Verbindung zwischen Wechselplatte (8) und Schneidtisch (2) kraft-, form- und/oder stoffschlüssig ausgebildet ist.
- Wasserstrahl-Schneidvorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die lösbare Verbindung als kraft- und/oder formschlüssige Verbindung ausgeführt ist und Haltemittel umfasst, wobei die Haltemittel zumindest einen Vorsprung (9) und zumindest eine, entsprechend ausgebildete, den Vorsprung (9) aufnehmende Aussparung (10) aufweisen und die Haltemittel vom Schneidtisch (2) und der Wechselplatte (8) gemeinsam ausgebildet werden.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Haltemittel an zumindest einem Paar einander zugewandter Oberflächen, wie Stirnflächen von Wechselplatte (8) und Schneidtisch (2) angeordnet sind.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die lösbare Verbindung Arretiermittel umfasst, welche derart ausgeführt sind, dass einerseits die Wechselplatte (8) und der Schneidtisch (2) oder andererseits der zumindest eine Vorsprung und die zumindest eine Aussparung gegeneinander verspannbar sind, um ein unbeabsichtigtes Lösen der Verbindung im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung zu vermeiden.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die lösbare Verbindung derart ausgeführt ist, dass sie frei von Werkzeug lösbar und wieder verbindbar ist.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Wechselplatte (8) derart eingerichtet ist, dass deren Material und/oder Materialdicke - bevorzugt zumindest um die Auffangöffnung (6) - so gewählt ist, dass es im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung vom Wasserstrahl (4) der Düse (3) durchtrennbar ist.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Wechselplatte (8) eine symmetrische Außenkontur aufweist, welche achsensymmertrisch zu der Längsachse und/oder Querachse der Wechselplatte (8) ist.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Wasserstrahl-Auffangvorrichtung (5) derart eingerichtet ist, dass im bestimmungsgemäßen Betrieb der Wasserstrahl-Schneidvorrichtung zumindest die Oberseiten, also die jeweils der Faserstoffbahn (1) zugewandten Oberflächen von Wechselplatte (8) und Schneidtisch (2), im Wesentlichen koplanar zueinander verlaufen.
- Wasserstrahl-Schneidvorrichtung nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass die Haltemittel derart eingerichtet sind, dass sie achsensymmertrisch zu einer Längsachse und/oder Querachse der Wechselplatte (8) sind.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass zumindest ein Bereich des Schneidtisches (2) oder ein Bereich der Wechselplatte (8), bevorzugt um die Auffangöffnung (6), einen Einsatz aus einem verschleißfesten und verschmutzungsresistenten Material umfasst.
- Wasserstrahl-Schneidvorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass der Einsatz kraft-, form- und/oder stoffschlüssig im Schneidtisch (2) oder in der Wechselplatte (8) gehalten ist.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Abstand zwischen der Mantelfläche der Auffangöffnung (6) und der Mantelfläche des Wasserstrahls (4) in einer Ebene parallel zu einer der Faserstoffbahn (1) zugewandten Oberfläche der Wechselplatte (8) oder des Schneidtisches (2) gemessen, maximal 10 mm beträgt.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Wasserstrahl-Schneidvorrichtung derart eingerichtet ist, dass die Düse (3) mit der Wasserstrahl-Auffangvorrichtung (5), bevorzugt mit der Auffangöffnung (6), synchron bewegbar ist.
- Wasserstrahl-Schneidvorrichtung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass die Wasserstrahl-Schneidvorrichtung derart eingerichtet ist, dass die Düse (3) relativ zur Wasserstrahl-Auffangvorrichtung (5), bevorzugt zur Auffangöffnung (6), bewegbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014221644 | 2014-10-24 | ||
| PCT/EP2015/072563 WO2016062509A1 (de) | 2014-10-24 | 2015-09-30 | Wasserstrahl-schneidvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3209470A1 EP3209470A1 (de) | 2017-08-30 |
| EP3209470B1 true EP3209470B1 (de) | 2019-01-23 |
Family
ID=54199692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15771144.1A Not-in-force EP3209470B1 (de) | 2014-10-24 | 2015-09-30 | Wasserstrahl-schneidvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3209470B1 (de) |
| CN (1) | CN107073738A (de) |
| CA (1) | CA2965557C (de) |
| WO (2) | WO2016062508A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107244003A (zh) * | 2017-07-20 | 2017-10-13 | 苏州晓炎自动化设备有限公司 | 一种汽车天窗玻璃用的切割机 |
| CN111015826A (zh) * | 2019-12-04 | 2020-04-17 | 合肥博克斯医疗科技有限公司 | 医疗器械盒生产用硅胶支架加工方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4651476A (en) * | 1986-05-07 | 1987-03-24 | Flow Systems, Inc. | Compact receptacle with automatic feed for dissipating a high-velocity fluid jet |
| DE8710495U1 (de) * | 1987-07-31 | 1987-10-01 | G. Siempelkamp Gmbh & Co, 4150 Krefeld, De | |
| AU2399288A (en) * | 1987-11-30 | 1989-06-01 | Flow Systems Inc. | Energy-dissipating receptacle for high velocity fluid jet |
| US5269211A (en) * | 1992-02-28 | 1993-12-14 | Flaming Max L | Method and apparatus for severing work objects |
| DE10017288A1 (de) * | 2000-04-06 | 2001-10-31 | Koenig & Bauer Ag | Vorrichtung zum Schneiden von Papierbahnen |
| SG121700A1 (en) * | 2001-12-28 | 2006-05-26 | Jetsis Int Pte Ltd | A method and related apparatus for cutting a product from a sheet material |
| DE102005018769A1 (de) * | 2005-04-22 | 2006-10-26 | Voith Patent Gmbh | Schneideinrichtung |
| JP5063908B2 (ja) * | 2006-03-20 | 2012-10-31 | Towa株式会社 | アブレイシブウォータージェットによる切断装置 |
| JP2009045718A (ja) * | 2007-08-22 | 2009-03-05 | Kid:Kk | ワーク加工方法及びワーク支持装置 |
| US20100064870A1 (en) * | 2008-09-18 | 2010-03-18 | Omax Corporation | Fluid jet cutting system with bed slat caps |
| JP5000019B1 (ja) * | 2011-07-05 | 2012-08-15 | 一徳 飯盛 | 反射鏡、及び当該反射鏡の加工方法 |
| ES2435394B1 (es) * | 2012-05-21 | 2014-09-10 | Urtasun Tecnologia Alimentaria, S.L. | Maquina para formar bloques de productos vegetales |
| US9358668B2 (en) * | 2012-07-19 | 2016-06-07 | Ascent Aerospace, Llc | Fluid jet receiving receptacles and related fluid jet cutting systems |
-
2015
- 2015-09-30 WO PCT/EP2015/072560 patent/WO2016062508A1/de active Application Filing
- 2015-09-30 CN CN201580057521.3A patent/CN107073738A/zh active Pending
- 2015-09-30 WO PCT/EP2015/072563 patent/WO2016062509A1/de active Application Filing
- 2015-09-30 CA CA2965557A patent/CA2965557C/en not_active Expired - Fee Related
- 2015-09-30 EP EP15771144.1A patent/EP3209470B1/de not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2965557A1 (en) | 2016-04-28 |
| WO2016062508A1 (de) | 2016-04-28 |
| CA2965557C (en) | 2018-07-31 |
| WO2016062509A1 (de) | 2016-04-28 |
| EP3209470A1 (de) | 2017-08-30 |
| CN107073738A (zh) | 2017-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3519130B1 (de) | Stechschwert | |
| DE102015215625A1 (de) | Montage- und/oder Bearbeitungsmaschine, damit gebildete Fertigungsstraße sowie Fertigungsanlage | |
| EP3209470B1 (de) | Wasserstrahl-schneidvorrichtung | |
| DE102010052635A1 (de) | Halte-Reinigungsvorrichtung und Verfahren zum abschnittsweisen Reinigen gesägter Wafer | |
| EP0143925B1 (de) | Vorrichtung zum Reinigen rotierender Walzen von Textilmaschinen | |
| EP0603647B1 (de) | Vorrichtung zum kontinuierlichen Herstellen von Schaumstoffbahnen, insbesondere Hartschaumstoffplatten | |
| EP2301671B1 (de) | Düsenstreifen für eine Textilbearbeitungsmaschine | |
| DE3115688C2 (de) | Vorrichtung zum Trennen von aus einer Materialbahn zu lösenden Nutzen und Abfällen | |
| DE102015118610A1 (de) | Vorrichtung zum Zerteilen von Lebensmitteln | |
| EP3319752B1 (de) | Haltevorrichtung für schneidmaschinen | |
| EP2704580B1 (de) | Verfahren zur reinigung von backplatten einer backautomatenanlage und reinigungsvorrichtung | |
| DE102009056625B9 (de) | Verlängerungseinrichtung für einen Luftleitkasten | |
| EP3473393B1 (de) | Sammel- und abfuhrvorrichtung für den schneidmedienstrahl einer flüssigkeitsschneidanlage und flüssigkeitsschneidanlage | |
| EP1488895A2 (de) | Schneidmesser sowie Verfahren zu dessen Herstellung | |
| DE102004048275B3 (de) | Vorrichtung zum Zuführen von Pressgutmatten zu einer Presse | |
| DE102016103941B4 (de) | Reinigungssystem für eine Kette oder dgl. sowie Verfahren hierzu | |
| DE102013223041B4 (de) | Plattenaufteilanlage | |
| DE202012104930U1 (de) | Vorrichtung zur Reinigung von Sprühdüsen einer Faserbahnbeschichtungsvorrichtung | |
| EP0473932B1 (de) | Vorrichtung zur Zerkleinerung des Innenspans längsnahtgeschweisster Rohre | |
| DE202012104934U1 (de) | Vorrichtung zur Aufnahme von Beschichtungsmaterial | |
| DE102013019598B4 (de) | Verfahren und Vorrichtung zur Herstellung von Aussparungen in Haltestangen | |
| DE3402497A1 (de) | Vorrichtung zum kappen von hoelzern und zum anschliessenden bearbeiten der holzabschnitte an den seitenkanten | |
| DE3510374C2 (de) | Vorrichtung zum Trennen der Bestandteile eines extrudierten Profilstreifens | |
| EP0371393B1 (de) | Zerkleinerungsvorrichtung | |
| DE102010004172A1 (de) | Vorrichtung zur Beaufschlagung von flächigem Material mittels unter Druck stehenden Fluiden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170524 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180710 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20181114 |
|
| GRAF | Information related to payment of grant fee modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MUELLER, MALTE Inventor name: KATHER, DANIEL Inventor name: LOHRMANN, MICHAEL Inventor name: HERMANN, LUTZ-THOMAS |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1091095 Country of ref document: AT Kind code of ref document: T Effective date: 20190215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015007742 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190523 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190423 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190523 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190423 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015007742 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20190919 Year of fee payment: 5 Ref country code: SE Payment date: 20190918 Year of fee payment: 5 Ref country code: DE Payment date: 20190918 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: VOITH PATENT GMBH |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20191024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015007742 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MAE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1091095 Country of ref document: AT Kind code of ref document: T Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190123 |