EP3192944B1 - Procédé et dispositif d'application d'un produit pâteux - Google Patents
Procédé et dispositif d'application d'un produit pâteux Download PDFInfo
- Publication number
- EP3192944B1 EP3192944B1 EP17000034.3A EP17000034A EP3192944B1 EP 3192944 B1 EP3192944 B1 EP 3192944B1 EP 17000034 A EP17000034 A EP 17000034A EP 3192944 B1 EP3192944 B1 EP 3192944B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- opening
- scraper
- face
- container
- recipient
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000011837 pasties Nutrition 0.000 title claims description 85
- 238000000034 method Methods 0.000 title claims description 17
- 239000011449 brick Substances 0.000 claims description 30
- 238000007790 scraping Methods 0.000 claims description 9
- 238000010276 construction Methods 0.000 claims description 8
- 239000011230 binding agent Substances 0.000 claims description 6
- 238000003892 spreading Methods 0.000 claims description 5
- 235000014594 pastries Nutrition 0.000 claims 2
- 239000004570 mortar (masonry) Substances 0.000 description 13
- 230000000295 complement effect Effects 0.000 description 6
- 239000003292 glue Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000151 deposition Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images









Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/14—Conveying or assembling building elements
- E04G21/16—Tools or apparatus
- E04G21/20—Tools or apparatus for applying mortar
- E04G21/204—Mortar sledges
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F21/00—Implements for finishing work on buildings
- E04F21/02—Implements for finishing work on buildings for applying plasticised masses to surfaces, e.g. plastering walls
- E04F21/023—Implements for finishing work on buildings for applying plasticised masses to surfaces, e.g. plastering walls for applying adhesive, e.g. glue or mortar, on the covering elements, in particular tiles
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F21/00—Implements for finishing work on buildings
- E04F21/02—Implements for finishing work on buildings for applying plasticised masses to surfaces, e.g. plastering walls
- E04F21/16—Implements for after-treatment of plaster or the like before it has hardened or dried, e.g. smoothing-tools, profile trowels
- E04F21/161—Trowels
- E04F21/162—Trowels with a blade having a notched or toothed edge
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/14—Conveying or assembling building elements
- E04G21/16—Tools or apparatus
- E04G21/20—Tools or apparatus for applying mortar
- E04G21/201—Trowels
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/14—Conveying or assembling building elements
- E04G21/16—Tools or apparatus
- E04G21/20—Tools or apparatus for applying mortar
- E04G2021/208—Tools or apparatus for applying mortar on a vertical joint
Definitions
- the present invention relates to a method for applying at least one strip of a pasty product, in particular a binder, to a support, in particular a wall in construction, according to which a pasty product is supplied with a container comprising an open face and a face.
- the open face being opposite to the implementation face, said implementation face being provided with at least a first opening which extends over a first portion of the length of this face of implementation work, said pasty product being spread on the support by passing through the first opening (s) and then scraped with a scraper which is introduced by the open face inside the container, which scraper comprises a profiled side so as to be provided with at least a second opening, the second opening (s) extends (ent) each time on a fraction of said profiled side, and is imposed on the scraper a movement of e translation that extends over at least the said first part while keeping the container in place on the support.
- the invention also relates to a device comprising a container and a scraper, which container comprises an open face and an implementation face, the open face being opposite to the implementation face, said implementation face being provided with at least a first opening which extends over at least a first portion of the length of this implementation face.
- the invention allows to deposit on the support, for example the top of a wall in construction, at least one strip of pasty product, for example binder such as for example mortar or glue. Said at least one strip will thus be of predetermined shape and size and positioned at a predetermined distance from at least one edge of the support.
- a method and such a device are known from the French patent application no. 2,560,912 .
- the pasty product is introduced into the container by its open face and spread on the wall and over the entire length of the container. Then the product is roughly leveled inside the container. After that the scraper is moved, which is applied to the edges of the container, pulling it on these edges to level the product and calibrate the thickness of the applied bands.
- a disadvantage of the known method and device is that it is difficult to properly calibrate the thickness of the applied bands.
- this is a real problem for the masons and does not allow them a speed of construction.
- a surplus of product will accumulate at the back of the scraper and will be driven towards the internal edges of the container.
- This surplus of product will dirty the threaded rods that guide the scraper and overflow the container to fall on the ground. This leads to a waste of the product.
- the surplus of pasty product will also accumulate along the internal edges and thus negatively affect in this place the accuracy of the bands to be applied.
- FR 2560912 discloses a method with the features of the preamble of claim 1, and a device with the features of the preamble of claim 5.
- the object of the invention is to provide a method and a device for apply at least one band of a pasty product allowing a high accuracy when applying the tape while having a rapid application of the band, ease of application and low maintenance of the device after use.
- the invention proposes a method according to claim 1, in which the container is supplied with pasty product by depositing the pasty product on a second part of the implementation face, which second part is shifted in the direction of said length relative to the first part, in which the pasty product is spread on the support from this second part using the scraper which is configured so that the second opening (s) ) are arranged so as to correspond each time with one of the first openings when the profiled side of the scraper is facing the implementation face in a position ready to spread the pasty product, and in which the position is positioned.
- scraper on the implementation face inside the container so that for the band or bands to apply one or the second openings correspond to one or more openings, the product pas x being spread on the support during the translation movement of the scraper, which spreading of the pasty product is followed by scraping of the spread product to form the at least one strip using the scraper and to evacuate a surplus of product applied by bringing it back to the second part.
- the invention also proposes a device according to claim 5, wherein the second opening (s) is (are) arranged to correspond with one of the first openings when the profiled side of the scraper is placed on the implementation face in a position ready to perform the translational movement to spread and scrape the pasty product, and wherein the implementation face comprises a second portion (S4), which second part is shifted in the direction of the length compared to the first part.
- Imposing on the scraper a translational motion to the inside of the container and on the implementation face has the consequence that the application of the pasty product on the support is done more precisely.
- the product As the product is deposited on the second part, the latter serves as a reservoir for the pasty product.
- the application of the product will then be carried out from this second part, which has the advantage that the amount of product to be spread and scraped during each pass may be limited.
- the excess binder from the scraping operation will be pushed towards this second part with the scraper to be redeposited. It is sufficient for the mason to impose on the scraper translational movement on the implementation face to spread the pasty product, which is an easy operation to perform.
- the first spread of the product from the second part and then scrape with the scraper allows great precision during application, because scraping the product spread scraping will allow, thanks at the second or second openings, a great precision in the application of the band.
- scraping the product spread scraping will allow, thanks at the second or second openings, a great precision in the application of the band.
- the work is finished it will be sufficient to clean the scraper and the container, which can be done quickly, for example by rinsing with water.
- having one or more opening (s) in the implementation face and one or more opening (s) in the scraper will allow to apply one or more strips ( s) of different dimensions using a set of scrapers having one or more second openings of different sizes.
- a first preferred embodiment of the method according to the invention is characterized in that after having spread and scraped the strip, the container is moved by lifting it relative to the support and then redeposit it on the support so as to continue the process. spreading of the band. It is sufficient to lift the container, move it without contact with the support, and redeposit further on the same support to continue the application of the tape.
- a second preferred embodiment of the process according to the invention is characterized in that the container comprises a transverse face provided with at least a third opening which extends over a portion of this transverse face, each of the first and third openings being arranged such that each of the third openings are aligned with at least one of the first openings , and after having spread and scraped the tape, the container is moved by dragging it on the carrier and then continue spreading the tape. It is thus sufficient to slide the container on the support before continuing the application of the band. Since during this movement there is no application of the product, the band already applied will not be affected by this displacement.
- a first preferred form of a device according to the invention is characterized in that each third opening has a width greater than that of the first opening with which it is aligned. This helps not to damage the band (s) already applied (s) when sliding the container on the support.
- a second preferred form of a device according to the invention is characterized in that the container is equipped with an abutment applied on an external lateral flank of the container. The stop allows positioning the container relative to the support to ensure that the strips are applied to the correct location on the support.
- the figure 1 illustrates a first embodiment of a container (20) and the figure 2 illustrates a first example of a scraper (9) being both part of a device according to the invention.
- the container and the scraper are preferably made of metal but they can also for example be made from a plastic or wood material.
- the container (20) is generally of parallelepipedal shape with a length L, a width l and a height H. It comprises a fully open top face (1) and an implementation face (6), which in this embodiment is formed by the lower face (6).
- the latter comprises a first surface (S4) of width l and length L2, which preferably will be equal to or greater than a quarter of the total surface of this lower face (6) of the container (20).
- a first opening (S1), of width 11 and length L1 is provided in the implementation face (6) of the container.
- the opening (S1) preferably extends between a side face (3) and the first surface (S4) of the implementation face (6) of the container (20).
- This implementation face (6) also comprises a second surface (S2) of width 12 and length L1 and a third surface (S3) of width 18 and length L1 which each run along the first opening (S1) over its entire length. length (L1).
- the container further comprises three other lateral faces (2), (4) and (5) which, like the lateral face (3), extend from the implementation face (6) towards the upper face (1).
- the widths 11, 12 and 18 of the respective surfaces (S1), (S2) and (S3) are preferably constant over their entire common length L1.
- the widths 12 and 18 respectively of (S2) and (S3) may be the same or different.
- the lateral face (3) which forms a vertical face of the container (20), has a third opening (S6) of width 13 which is at least equal, but preferably greater than 2 mm, to the width 11 of the opening (S1). These 2mm are obtained by having 1mm of each rising side of the third opening.
- the height H1 of the third opening (S6) is smaller than the height H of the container (20).
- the first opening (S1) opens into the third opening (S6).
- the openings (S1) and (S6) although of different widths, are centered relative to each other.
- the scraper (9) illustrated in figure 2 is provided with a handle (11) and has a side (10), opposite to the handle (11), which is profiled.
- the width 15 of the profiled side (10) of the scraper is preferably at least 2 mm smaller than the width of the interior of the container (20) for a reason which will be described below.
- the profiled side (10) of the scraper (9) has a second opening (10 ') which each extends over a fraction of said profiled side and which is located partially recessed over at least one width 14 and one height H2. This height H2 is at least 3 mm smaller than the height H1 of the opening (S6) of the lateral face (3) of the container (20).
- the width 14 of this second opening (10 ') is preferably at least 2 mm smaller than the width (11) of the first opening (S1) of the container (20). These 2mm are obtained by having 1mm of each rising side of the second opening.
- the height H1 of the third opening (S6) of the container is preferably at least 3 mm higher than the height H2 of the second opening on the side (10) of the scraper (9).
- the scraper is dimensioned so that it can be introduced into the container (20) via its upper face (1).
- the second opening (10 ') of the scraper is arranged to correspond with the first opening (S1) when the profiled side of the scraper is placed on the implementation face in a position ready to perform inside the container a translational movement to spread and scrape the pasty product.
- the container (20) is preferably equipped with a stop made preferably in two separate parts (7) and (8) of each other over a distance L4 at least 1cm greater than the width of the container in order to ensure the continuity of the at least one strip of pasty product (14) deposited on the support (13) when there are two supports (13) and (15) which intersect, as illustrated in FIG. figure 12 .
- the abutment portion (7) is of length L3 at most equal to the length L2 of the surface (S4) and the abutment portion (8) will be of length L5 at most equal to (L1) - (L4) -1cm.
- the portion (7) of the abutment will preferably start in alignment with the lateral face (5).
- the thickness E of the faces (2), (3), (4), (5), (6) of the container (20) and E1 of the scraper (9) are between 0.5 mm and 1, 5mm and less than the height H3 (see figure 12 ) of the at least one strip of pasty product (14) deposited on the support (13) which is equal to (E) + (H2) of the scraper (9).
- the Figures 3 and 4 illustrate a second embodiment of the device according to the invention.
- This embodiment makes it possible to deposit on a support two strips of pasty product.
- the implementation face (6) comprises two first openings (S1 and S1 ') which extend in parallel with each other.
- the scraper (9) also has two second openings (10 'and 10 ") and the lateral face (3) two third openings (S6 and S6'), the first and second openings respectively being separated by a distance 14 and 14 '.
- the second openings each extend over a fraction of said profiled side and are arranged to correspond with one of the first openings when the side scraper profile is placed on the implementation face in a position ready to perform the translational movement to spread and scrape the pasty product.
- Characteristics similar to those described above for the dimension of the first (S1 and S1 ') , second (10 'and 10 ") and third (S6 and S6 ') openings also apply to this embodiment.
- the container (20) illustrated in figure 3 is equipped with adjusting elements (12) of the stop (7), (8).
- adjustment elements are, for example, screws that pass through the stops and are applied to the lateral face of the support (13), as illustrated in FIG. figure 14 .
- the third openings (S6 and S6 ') could, if necessary, be formed by a single opening which spans the first two openings.
- the Figures 5 and 6 illustrate a third embodiment of the device according to the invention.
- This embodiment makes it possible to deposit on a support three parallel strips of pasty product.
- the implementation face (6) has three first openings (S1, S1 'and S1 ") and the container (20) illustrated in FIG. figure 5 is partially compartmentalized by means of partitions (30 and 31) which makes it possible to use a scraper (9) of smaller size with only a second opening (10 ').
- This embodiment of the invention is provided to limit the effort to be applied to the scraper (9) to form the pasty product strips.
- the Figures 7,8,9,10 and 11 illustrate, by way of example and in a nonlimiting manner, some other embodiments of scrapers (9) according to the invention.
- the scraper has a sawtooth profile on its side 10, which allows to apply a strip of pasty striated product.
- the scraper has a curved profile
- the scraper has a triangular profile
- the scraper has a profile in the shape of a house.
- the scraper comprises two second openings of different dimensions, which scraper can be used for masonry building elements that are inclined, such as for example window sills.
- the Figures 15 and 16 illustrate a fourth embodiment of a device according to the invention.
- the first opening (S1) runs along and is in direct contact with the lateral face (4) of the container (20).
- the second opening (10 ') on the scraper 9 is located on the left edge of the side (10), so as to correspond with the first opening when the profiled side of the scraper is placed on the implementation face in a position ready to perform the translation movement to spread and scrape the pasty product.
- the third opening (S6) is also located on the lateral edge of the lateral face 3.
- similar criteria as those described in Figures 1 and 2 for the size of the first, second and third apertures also apply to this embodiment.
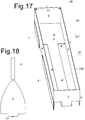
- the exemplary embodiment illustrated in figure 17 is different from that of the figure 15 in that the first openings (S1) and (S7) present on the underside (6) of the container (20) run along and are in direct contact with the side faces (2) and (4) of the same container respectively ( 20). It is also distinguished by the fact that the third openings are located at the ends of the lateral flank (3).
- the exemplary embodiment illustrated in figure 18 is different from that of the figure 4 in that the second openings are located on both the left and right side of the scraper.
- the Figures 19 and 20 illustrate a sixth embodiment of a device according to the invention.
- the surface (S4) is perpendicular to the implementation face where are located the surfaces (S2, S3 and S8) and the first openings (S1 and S7).
- the implementation face therefore extends vertically and not horizontally, as is the case in the other examples of production.
- This embodiment makes it possible to deposit two strips of pasty product on a support which extends vertically to for example form a joint between two juxtaposed blocks.
- criteria similar to those described in Figures 1 and 2 for the dimension of the first, second and third apertures also apply to this embodiment.
- the stop (7), (8) of the container (20) is positioned at the right side faces (2) and (3).
- the figure 12 illustrates the implementation of the method according to the invention. It shows the container (20) which rests on the support.
- a supply of pasty product, more particularly mortar (16) was introduced by the open face of the container and placed on the surface (S4).
- the scraper (9) was introduced via the open face into the container to thereby allow the mortar to be spread on the support 13 on which the container is placed.
- the scraper is positioned on the implementation face inside the container so that for the strip (14) of mortar to be spread, the second opening of the scraper corresponds to the first opening of the container.
- the scraper is placed in such a way on the implementation face that its side (10) extends in parallel with the lateral face (3).
- a mason will then place the scraper in the mortar pool to take a quantity of mortar. It will then impose on the scraper, inside the container, a translational movement which extends over at least the first opening (S1) and that while keeping the container in place on the support. This translational movement will allow to spread the mortar. When the mortar has, thanks to the translational movement, reached the first opening (S1), it will cross this first opening to reach the support 13. The presence of the second opening on the scraper and its positioning in front of the first opening will allow to correctly spread and dose the pasty product on the support. They will also allow scraping the spread product, to evacuate a surplus of applied product.
- the figure 12 also shows that the container has been moved relative to the support (13) to continue the application of the band (14).
- the pasty product strip that has just been applied passes through this third opening during the displacement of the container after the application of the strip.
- the applied band has a height (H2 + E) and a width l4. Since the height H1 of the third opening is greater than that of the second opening (H2) and the thickness (E) of the implementation face (H1> H2 + E), the band can traverse the third height opening.
- the strip can traverse in width the first and the second aperture. third opening. This allows to leave some clearance between the band and the container when moving the container along the support. This prevents the displacement of the container to damage the freshly applied band.
- the figure 13 illustrates the application, using the same container, two strips (14) of pasty product on a first support (13).
- a container and a scraper are used, as illustrated in Figures 3 and 4 .
- the container is provided with a stop (7 and 8) which is provided with adjusting elements (12) to correctly position the container relative to the support.
- the container shown in Figure13 is wide greater than that of the support (13) to precisely allow the adjustment of the stop. This setting is shown in figure 14 .
- the method and the device according to the invention thus make it possible to deposit on a support (13), for example a wall, one or more strips of mortar or glue through the partly open face of the container.
- the latter is preferably set back from the edge of the wall to prevent overflow and wastage of pasty product when placing bricks or blocks.
- a support for example a wall
- the latter is preferably set back from the edge of the wall to prevent overflow and wastage of pasty product when placing bricks or blocks.
- the higher the opening and / or wider the greater the amount of binder deposited on the support and therefore the height of the horizontal mortar joints can be easily adapted. It will simply be sufficient for the mason to have several containers and scrapers with different opening dimensions to be able to choose the one that will have the appropriate size of the band to be applied.
- the container and scraper, which make up the invention are indissociable and together achieve the goal. This allows a pasty product economy, speed of execution, cleanliness, ease of use, adaptation, manufacture and cleaning after use.
- the first surface (S4) of the container preferably allows contain a reserve of pasty product sufficient to deposit up to several meters of pasty product tape without having to refill the container with pasty product.
- a reserve of pasty product sufficient to deposit up to several meters of pasty product tape without having to refill the container with pasty product.
- the container is deposited pasty product inside this container on its bottom, ie on its underside and the side where it is not openwork.
- the amount of pasty product that can contain the container is sufficient to deposit on a support the at least one strip of pasty product of length greater than at least the length of the container but preferably at least one band several meters long.
- the container makes it possible to position the at least one strip of pasty product on the support with respect to at least one edge of this same support.
- the device composed of the container and the scraper, also makes it possible to deposit on a support at least one strip of pasty product with a thickness ranging from 2 to 30 mm, without having to modify the container.
- the side walls 2 and 4 of the container allow laterally guiding the scraper during its movement in the same container, while the implementation face can guide the scraper height.
- the size of the container makes it possible to present only a very small surface in contact with the at least one strip of pasty product, thus making it possible to avoid any problem of adhesion of pasty product to the container during demolding.
- the scraper is intended to spread the pasty product on the underside of the container and then by bearing on it and by leveling the same face, to form the at least one strip of pasty product to deposit on the support.
- the implementation face of the container and the scraper are of small thickness which limits the contact surface of the device with the pasty product and which prevents the device from getting dirty quickly and facilitates the demolding of the at least one strip of product pasty formed and deposited on the support using the device.
- the container is provided with at least one stop which when it is brought against the support, will deposit on the same support the at least one strip of pasty product at a predetermined distance from at least one edge of the support.
- the height of the container and therefore that of its lateral faces will be sufficient, ideally between 2 and 10 cm, to prevent the pasty product from coming out of this same container by passing over these same side faces when one goes move this same pasty product with the scraper into the container.
- the pasty product intended to fill the vertical joints of the masonry may be applied to the vertical wall of the blocks by means of a container specially arranged to deposit the at least one mortar strip in a vertical position.
- a container adapted to the type of brick allows to position, align and maintain them while with the container and the scraper is deposited the at least one strip of pasty product on their endisse. At this time the container will be positioned horizontally and will in one go to deposit the pasty product on several bricks at a time. The container can also bring all these bricks at once near the wall under construction.
- the container will be constructed of sheet metal but it could be made of plastic or any other material for its manufacture and use.
- the Figures 21, 22 and 23 illustrate three steps of depositing two strips of pasty product (16) on a vertical support using the container (20) illustrated in FIG. figure 19 and its scraper shown at the figure 20 .
- the Figures 24, 25, 26, 27 and 28 illustrate the chronology of the steps to deposit one or more strips of pasty product on a header of a series of bricks in one go.
- the empty container (22) of the Figure 24 will be filled with bricks (23) until it is full as shown in the Figure 25 . At this moment the bricks are positioned and kept aligned by the container.
- flanks (21) of the container (22) will be of height (H4) greater than the length (H5) of the bricks illustrated in FIG. figure 28 .
- the bottom of the container (20) is then placed on these flanks (21) and is no longer in contact with the bricks when depositing on the butt of bricks the at least one strip of pasty product.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Description
- La présente invention concerne un procédé pour appliquer au moins une bande d'un produit pâteux, en particulier un liant, sur un support, en particulier un mur en construction, suivant lequel on approvisionne en produit pâteux un récipient comprenant une face ouverte et une face de mise en oeuvre, la face ouverte étant opposée à la face de mise en oeuvre, ladite face de mise en oeuvre étant pourvue d'au moins une première ouverture qui s'étend sur une première partie de la longueur de cette face de mise en oeuvre, ledit produit pâteux étant étalé sur le support en le faisant traverser la ou les première(s) ouverture(s) et ensuite raclé à l'aide d'un racloir qui est introduit par la face ouverte à l'intérieur du récipient, lequel racloir comporte un côté profilé de façon à être pourvu d'au moins une deuxième ouverture, la ou les deuxième(s) ouverture(s) s'étend(ent) chaque fois sur une fraction dudit côté profilé, et on impose au racloir un mouvement de translation qui s'étend sur au moins la ladite première partie tout en gardant le récipient en place sur le support.
- L'invention concerne également un dispositif comprenant un récipient et un racloir, lequel récipient comprend une face ouverte et une face de mise en oeuvre, la face ouverte étant opposée à la face de mise en oeuvre, ladite face de mise en oeuvre étant pourvue d'au moins une première ouverture qui s'étend sur au moins une première partie de la longueur de cette face de mise en oeuvre.
- L'invention permet de déposer sur le support, par exemple le dessus d'un mur en construction, au moins une bande de produit pâteux, par exemple du liant tel que par exemple du mortier ou de la colle. Ladite au moins une bande sera ainsi de forme et dimensions prédéterminées et positionnée à une distance également prédéterminée d'au moins un bord du support. Un tel procédé et un tel dispositif sont connus de la demande de brevet Français n°
2 560 912 - Un inconvénient du procédé et du dispositif connu est qu'il est difficile de correctement calibrer l'épaisseur des bandes appliquées. En particulier pour maçonner des briques de parement à joints de colle horizontaux minces de 3 à 4 mm d'épaisseur, cela est un réel problème pour les maçons et ne leur permet pas une rapidité de construction. En effet déjà lors du nivellement approximatif du produit ou du formage des bandes, un surplus de produit va s'accumuler à l'arrière du racloir et sera chassé vers les bords internes du récipient. Ce surplus de produit va salir les tiges filetées qui guident le racloir et déborder du récipient pour tomber sur le sol. Cela conduit donc à un gaspillage du produit. Le surplus de produit pâteux va aussi s'accumuler le long des bords internes et donc affecter négativement en cet endroit la précision des bandes à appliquer. De plus,, lors du formage des bandes le maçon doit impérativement garder le racloir parfaitement parallèle par rapport aux bords du récipient, car sinon les dents du racloir ne seront plus parallèles au mur et cela va entraîner des variations et donc fausser la hauteur des bandes appliquées. Or cela n'est pas évident pour le maçon de garder le racloir parfaitement positionné d'autant plus que lors du raclage un surplus de produit va s'accumuler derrière le racloir et va avoir tendance à soulever le racloir. Ceci aura comme conséquence que le maçon devra appliquer une force considérable sur le racloir, ce qui le fatigue et régulièrement évacuer l'excédent de produit pâteux, ce qui ralentit considérablement sa cadence du travail. Une très importante perte de temps est également due au fait que l'on doit approvisionner le récipient en produit à chaque déplacement de ce dernier sur le mur.
-
FR 2560 912 - L'invention a pour but de réaliser un procédé et un dispositif pour appliquer au moins une bande d'un produit pâteux permettant une grande précision lors de l'application de la bande tout en ayant une application rapide de la bande, une facilité d'application et peu d'entretien du dispositif après son usage.
- A cette fin l'invention propose un procédé selon la revendication 1, dans lequel le récipient est approvisionné en produit pâteux en déposant le produit pâteux sur une deuxième partie de la face de mise en oeuvre, laquelle deuxième partie est décalée dans le sens de ladite longueur par rapport à la première partie, dans lequel l'on étale le produit pâteux sur le support à partir de cette deuxième partie à l'aide du racloir qui est configuré de façon à ce que la ou les deuxième(s) ouverture(s) sont disposée(s) de façon à chaque fois correspondre avec une des premières ouvertures lorsque le côté profilé du racloir est face à la face de mise en oeuvre dans une position prête à étaler le produit pâteux, et dans lequel l'on positionne le racloir sur la face de mise en oeuvre à l'intérieur du récipient de façon à ce que pour la ou les bandes à appliquer une ou des deuxième ouvertures correspondent à une ou des premières ouvertures, le produit pâteux étant étalé sur le support durant le mouvement de translation du racloir, lequel étalement du produit pâteux est suivi d'un raclage du produit étalé afin de former l'au moins une bande à l'aide du racloir et d'évacuer un surplus de produit appliqué en le ramenant sur la deuxième partie.
- L'invention propose aussi un dispositif selon la revendication 5, dans lequel la ou les deuxième(s) ouverture(s) est ou sont disposée(s) de façon à correspondre avec une des premières ouvertures lorsque le côté profilé du racloir est placé sur la face de mise en oeuvre dans une position prête à effectuer le mouvement de translation pour étaler et racler le produit pâteux, et dans lequel la face de mise en oeuvre comporte une deuxième partie (S4), laquelle deuxième partie est décalée dans le sens de la longueur par rapport à la première partie.
- Le fait d'imposer au racloir un mouvement de translation à l'intérieur du récipient et sur la face de mise en oeuvre a pour conséquence que l'application du produit pâteux sur le support se fait de façon plus précise. Comme le produit est déposé sur la deuxième partie, cette dernière sert de réservoir pour le produit pâteux. L'application du produit sera alors réalisée à partir de cette deuxième partie, ce qui a pour avantage que la quantité de produit à étaler et à racler lors de chaque passage peut être limitée. De plus, le surplus de liant en provenance de l'opération de raclage sera repoussé vers cette deuxième partie à l'aide du racloir pour y être redéposé. Il suffit en effet au maçon d'imposer au racloir le mouvement de translation sur la face de mise en oeuvre pour étaler le produit pâteux, ce qui est une opération facile à exécuter. Le fait de d'abord étaler le produit à partir de la deuxième partie et d'ensuite le racler à l'aide du racloir, permet une grande précision lors de l'application, car en raclant le produit étalé le raclage va permettre, grâce à la ou les deuxièmes ouvertures, une grande précision dans l'application de la bande. Lorsque le travail sera terminé il suffira de nettoyer le racloir et le récipient, ce qui peut se faire rapidement, par exemple en le rinçant à l'eau. De plus le fait d'avoir une ou des première(s) ouverture(s) dans la face de mise en oeuvre et une ou des deuxième(s) ouverture(s) dans le racloir va permettre d'appliquer une ou des bande(s) de dimensions différentes en utilisant un jeu de racloirs ayant une ou des deuxième(s) ouverture(s) de dimensions différentes.
- Une première forme de réalisation préférentielle du procédé suivant l'invention est caractérisé en ce qu'après avoir étalé et raclé la bande, le récipient est déplacé en le soulevant par rapport au support pour ensuite le redéposer sur le support de telle façon à continuer l'étalement de la bande. Il suffit ainsi de soulever le récipient, de le déplacer sans qu'il soit en contact avec le support, et de le redéposer plus loin sur ce même support pour continuer l'application de la bande.
- Une deuxième forme de réalisation préférentielle du procédé suivant l'invention est caractérisé en ce que le récipient comporte une face transversale pourvue d'au moins une troisième ouverture qui s'étend sur une partie de cette face transversale, chacune des premières et des troisièmes ouvertures étant disposées de telle façon à ce que chacune des troisièmes ouvertures soient alignées à au moins une des premières ouvertures, et en ce qu'après avoir étalé et raclé la bande, le récipient est déplacé en le faisant glisser sur le support pour ensuite continuer l'étalement de la bande. Il suffit ainsi de faire glisser le récipient sur le support avant de continuer l'application de la bande. Puisque lors de ce déplacement il n'y a pas d'application du produit, la bande déjà appliquée ne sera pas affectée par ce déplacement.
- Une première forme préférentielle d'un dispositif suivant l'invention est caractérisé en ce que chaque troisième ouverture possède une largeur supérieure à celle de la première ouverture avec laquelle elle est alignée. Cela contribue à ne pas abîmer la ou les bande(s) déjà appliquée(s) lorsque l'on fait glisser le récipient sur le support.
- Une deuxième forme préférentielle d'un dispositif suivant l'invention est caractérisé en ce que le récipient est équipé d'une butée appliquée sur un flanc latéral extérieur du récipient. La butée permet de positionner le récipient par rapport au support pour ainsi veiller à ce que les bandes soient appliquées à l'endroit correct sur le support.
- Des détails concernant l'invention sont décrits ci-après de manière purement illustrative et non limitative en faisant référence aux dessins. Dans les dessins :
- La
figure 1 illustre une vue en perspective d'un récipient suivant un premier mode de réalisation ; - La
figure 2 illustre une vue en perspective d'un racloir adapté et complémentaire du récipient de lafigure 1 ; - La
figure 3 illustre une vue en perspective d'un récipient suivant un deuxième mode de réalisation ; - La
figure 4 illustre une vue d'un racloir adapté et complémentaire au récipient de lafigure 3 ; - La
figure 5 illustre une vue en perspective d'un récipient suivant un troisième mode de réalisation ; - La
figure 6 illustre une vue d'un racloir adapté et complémentaire au récipient de lafigure 5 ; - Les
figures 7,8,9,10 et 11 illustrent d'autres formes de racloirs ; - La
figure 12 illustre l'application d'une bande de produit pâteux sur un support à l'aide de l'invention ; - La
figure 13 illustre deux bandes de produit pâteux déposées sur un support à l'aide de l'invention ; - La
figure 14 illustre une butée réglable contre un support ; - La
figure 15 illustre une vue en perspective d'un récipient suivant un quatrième mode de réalisation ; - La
figure 16 illustre une vue d'un racloir adapté et complémentaire au récipient de lafigure 15 ; - La
figure 17 illustre une vue en perspective d'un récipient suivant un cinquième mode de réalisation ; - La
figure 18 illustre une vue d'un racloir adapté et complémentaire au récipient de lafigure 17 ; - La
figure 19 illustre une vue en perspective d'un récipient suivant un sixième mode de réalisation ; - La
figure 20 illustre une vue d'un racloir adapté et complémentaire au récipient de lafigure 19 ; - La
figure 21 illustre une vue en perspective d'un support ; - La
figure 22 illustre une vue en perspective d'un support sur lequel on a positionné le récipient agencé pour déposer 2 bandes de produit pâteux sur un support vertical ; - La
figure 23 illustre une vue en perspective d'un support sur lequel on a déposé 2 bandes verticales de produit pâteux ; - La
figure 24 illustre une vue en perspective d'un mode de réalisation d'un conteneur à briques ; - La
figure 25 illustre une vue en perspective d'un conteneur à briques rempli de briques ; - La
figure 26 illustre une vue en perspective d'un conteneur à briques rempli de briques et un récipient positionné sur la rangée de briques ; - La
figure 27 illustre une vue en perspective d'un conteneur à briques rempli de briques sur lesquelles on a déposé 2 bandes de produit pâteux sur leur boutisse ; et - La
figure 28 illustre une vue en perspective d'une brique. - Dans les dessins une même référence a été attribuée à un même élément ou à un élément analogue.
- La
figure 1 illustre un premier exemple de réalisation d'un récipient (20) et lafigure 2 illustre un premier exemple d'un racloir (9) faisant tout deux partie d'un dispositif suivant l'invention. Le récipient et le racloir sont de préférence fabriqués en métal mais ils peuvent aussi par exemple être fabriqués à partir d'une matière plastique ou en bois. Le récipient (20) est généralement de forme parallélépipédique avec une longueur L, une largeur l et une hauteur H. Il comporte une face supérieure (1) entièrement ouverte et une face de mise en oeuvre (6), qui dans cette forme de réalisation est formée par la face inférieure (6). Cette dernière comprend une première surface (S4) de largeur l et de longueur L2, qui de préférence sera égale ou plus grande que le quart de la surface totale de cette face inférieure (6) du récipient (20). - Une première ouverture (S1), de largeur l1 et de longueur L1, est prévue dans la face de mise en oeuvre (6) du récipient. L'ouverture (S1) s'étend de préférence entre une face latérale (3) et la première surface (S4) de la face de mise en oeuvre (6) du récipient (20). Cette face de mise en oeuvre (6) comprend également une deuxième surface (S2) de largeur l2 et de longueur L1 et une troisième surface (S3) de largeur l8 et de longueur L1 qui chacune longent la première ouverture (S1) sur toute sa longueur (L1). Enfin le récipient comprend encore trois autres faces latérales (2), (4) et (5) qui, tout comme la face latérale (3), s'étendent à partir de la face de mise en oeuvre (6) vers la face supérieure (1). Les largeur l1, l2 et l8 des surfaces respectives (S1), (S2) et (S3) sont de préférence constantes sur toute leur longueur commune L1. Les largeurs l2 et l8 respectivement de (S2) et de (S3) peuvent être identiques ou différentes.
- La face latérale (3), qui forme une face verticale du récipient (20), comporte une troisième ouverture (S6) de largeur l3 qui est au moins égale, mais de préférence supérieure d'au moins 2 mm, à la largeur l1 de l'ouverture (S1). Ces 2mm sont obtenus en ayant 1mm de chaque côté montant de la troisième ouverture. La hauteur H1 de la troisième ouverture (S6) est plus petite que la hauteur H du récipient (20). La première ouverture (S1) débouche dans la troisième ouverture (S6). Les ouvertures (S1) et (S6), bien que de largeurs différentes, sont centrées l'une par rapport à l'autre.
- Le racloir (9) illustré à la
figure 2 est pourvu d'un manche (11) et comporte un côté (10), opposé au manche (11), qui est profilé. La largeur l5 du côté profilé (10) du racloir est de préférence inférieure de minimum 2 mm à la largeur l13 de l'intérieur du récipient (20) pour une raison qui sera décrite ci-dessous. Le côté profilé (10) du racloir (9) comporte une deuxième ouverture (10') qui s'étend chaque fois sur une fraction dudit côté profilé et qui est située partiellement en retrait sur au moins une largeur l4 et une hauteur H2. Cette hauteur H2 est d'au minimum 3 mm plus petite que la hauteur H1 de l'ouverture (S6) de la face latérale (3) du récipient (20). La largeur l4 de cette deuxième ouverture (10') est de préférence au minimum 2 mm plus petite que la largeur (l1) de la première ouverture (S1) du récipient (20). Ces 2mm sont obtenus en ayant 1mm de chaque côté montant de la deuxième ouverture. La hauteur H1 de la troisième ouverture (S6) du récipient est de préférence d'au minimum 3 mm plus haute que la hauteur H2 de la deuxième ouverture sur le côté (10) du racloir (9). - Le racloir est donc dimensionné de telle façon à pouvoir être introduit dans le récipient (20) via sa face supérieure (1). La deuxième ouverture (10') du racloir est disposée de façon à correspondre avec la première ouverture (S1) lorsque le côté profilé du racloir est placé sur la face de mise en oeuvre dans une position prête à effectuer à l'intérieur du récipient un mouvement de translation pour étaler et racler le produit pâteux.
- Le récipient (20) est de préférence équipé d'une butée réalisée de manière préférentielle en deux parties séparées (7) et (8) l'une de l'autre sur une distance L4 supérieure d'au moins 1cm à la largeur du récipient afin de pouvoir assurer la continuité de la au moins une bande de produit pâteux (14) déposée sur le support (13) lorsque l'on a deux supports (13) et (15) qui se croisent, comme illustré à la
figure 12 . La partie de butée (7) est de longueur L3 au maximum égale à la longueur L2 de la surface (S4) et la partie de butée (8) sera de longueur L5 au maximum égale à (L1)-(L4)-1cm. La partie (7) de la butée démarrera préférentiellement dans l'alignement de la face latérale (5). - De manière préférentielle l'épaisseur E des faces (2), (3), (4), (5), (6) du récipient (20) et E1 du racloir (9) sont comprises entre 0,5 mm et 1,5mm et inférieures à la hauteur H3 (voir
figure 12 ) de la au moins une bande de produit pâteux (14) déposée sur le support (13) qui est égale à (E)+(H2) du racloir (9). - Les
figures 3 et 4 illustrent un deuxième exemple de réalisation du dispositif suivant l'invention. Cette forme de réalisation permet de déposer sur un support deux bandes de produit pâteux. A cette fin la face de mise en oeuvre (6) comporte deux premières ouvertures (S1 et S1') qui s'étendent en parallèle l'une à l'autre. Le racloir (9) comporte également deux deuxième ouvertures (10' et 10") et la face latérale (3) deux troisièmes ouvertures (S6 et S6'). Les premières respectivement les deuxièmes ouvertures sont chacune séparées par une distance l14 et l14' de telle façon à pouvoir réaliser des bandes parallèles de produit pâteux séparées l'une de l'autre. Les deuxièmes ouvertures s'étendent chaque fois sur une fraction dudit côté profilé et sont disposées de façon à correspondre avec une des premières ouvertures lorsque le côté profilé du racloir est placé sur la face de mise en oeuvre dans une position prête à effectuer le mouvement de translation pour étaler et racler le produit pâteux. Des critères similaires que ceux décrits ci-dessus pour la dimension des premières (S1 et S1'), deuxième (10' et 10") et troisièmes (S6 et S6') ouvertures s'appliquent également à cette forme de réalisation. De plus le récipient (20) illustré à lafigure 3 est équipé d'éléments de réglage (12) de la butée (7), (8). Ces éléments de réglage sont par exemple des vis qui traversent les butées et sont appliquées sur la face latérale du support (13), comme illustré à lafigure 14 . Les troisième ouvertures (S6 et S6') pourrait, le cas échéant, être formée par une seule ouverture qui enjambe les deux premières ouvertures. - Les
figures 5 et 6 illustrent un troisième exemple de réalisation du dispositif suivant l'invention. Cette forme de réalisation permet de déposer sur un support trois bandes parallèles de produit pâteux. A cette fin la face de mise en oeuvre (6) comporte trois premières ouvertures (S1, S1' et S1"). De plus le récipient (20) illustré à lafigure 5 est partiellement compartimenté à l'aide de cloisons (30 et 31) ce qui permet d'utiliser un racloir (9) de plus petite dimension avec seulement une deuxième ouverture (10'). Cette forme de réalisation de l'invention est prévue pour limiter l'effort à appliquer sur le racloir (9) pour former les bandes de produit pâteux. En effet dans certains cas il est possible si on a trois, quatre, cinq ou six et même plus de bandes de produit pâteux à déposer sur le support que l'on se limite à ne déposer par exemple qu'une seule ou deux bandes de produit pâteux à la fois. Bien entendu des critères similaires que ceux décrits ci-dessus pour la dimension des premières et troisièmes ouvertures ainsi que de la deuxième ouverture s'appliquent également à cette forme de réalisation. - Les
figures 7,8,9,10 et 11 illustrent, à titre d'exemple et de façon non-limitative, quelques autres formes de réalisation de racloirs (9) suivant l'invention. Ainsi dans l'exemple de lafigure 7 le racloir comporte un profil en dents de scie sur son côté 10, ce qui permet d'appliquer une bande de produit pâteux striée. Dans l'exemple de lafigure 8 le racloir comporte un profil courbé, dans l'exemple de lafigure 9 le racloir comporte un profil triangulaire et dans l'exemple de lafigure 10 le racloir comporte un profil en forme de maison. Enfin dans l'exemple de lafigure 11 le racloir comporte deux deuxièmes ouvertures de dimensions différentes, lequel racloir peut être utilisé pour maçonner des éléments de construction qui sont inclinés, tels que par exemple des seuils de fenêtres. - Les
figures 15 et 16 illustrent un quatrième exemple de réalisation d'un dispositif suivant l'invention. Dans cet exemple de réalisation la première ouverture (S1) longe et est en contact direct avec la face latérale (4) du récipient (20). La deuxième ouverture (10') présente sur le racloir 9 est située sur le bord gauche du côté (10), de façon à correspondre avec la première ouverture lorsque le côté profilé du racloir est placé sur la face de mise en oeuvre dans une position prête à effectuer le mouvement de translation pour étaler et racler le produit pâteux. La troisième ouverture (S6) étant également située sur le bord latéral de la face latérale 3. Bien entendu des critères similaires que ceux décrits auxfigures 1 et 2 pour la dimension de la première, deuxième et troisième ouverture s'appliquent également à cette forme de réalisation. - L'exemple de réalisation illustré à la
figure 17 se distingue de celui de lafigure 15 par le fait que les premières ouvertures (S1) et (S7) présentes sur la face inférieure (6) du récipient (20) longent et sont en contact direct avec respectivement les faces latérales (2) et (4) de ce même récipient (20). Il se distingue également par le fait que les troisièmes ouvertures sont situées aux extrémités du flanc latéral (3). L'exemple de réalisation illustré à lafigure 18 se distingue de celui de lafigure 4 par le fait que les deuxièmes ouvertures sont situées tant du côté gauche que du côté droit du racloir. - Les
figures 19 et 20 illustrent un sixième exemple de réalisation d'un dispositif suivant l'invention. Dans cette forme de réalisation la surface (S4) est perpendiculaire à la face de mise en oeuvre où sont situées les surfaces (S2, S3 et S8) et les premières ouvertures (S1 et S7). La face de mise en oeuvre s'étend donc verticalement et non horizontalement, comme c'est le cas dans les autres exemples de réalisation. Ce mode de réalisation permet de déposer deux bandes de produit pâteux sur un support qui s'étend verticalement pour par exemple former un joint entre deux blocs juxtaposés. Bien entendu des critères similaires que ceux décrits auxfigures 1 et 2 pour la dimension de la première, deuxième et troisième ouverture s'appliquent également, à cette forme de réalisation. Dans cet exemple de réalisation la butée (7), (8) du récipient (20) est positionnée au droit de ses faces latérales (2) et (3). - La
figure 12 illustre la mise en oeuvre du procédé suivant l'invention. On y voit le récipient (20) qui repose sur le support. Une réserve de produit pâteux, plus particulièrement du mortier (16), a été introduite par la face ouverte du récipient et posé sur la surface (S4). Le racloir (9) a été introduit via la face ouverte dans le récipient pour ainsi permettre d'étaler le mortier sur le support 13 sur lequel le récipient est posé. Le racloir est positionné sur la face de mise en oeuvre à l'intérieur du récipient de telle façon à ce que pour la bande (14) de mortier à étaler, la deuxième ouverture du racloir correspond à la première ouverture du récipient. Le racloir est placé de telle façon sur la face de mise en oeuvre que son côté (10) s'étend en parallèle avec la face latérale (3). - Un maçon va alors placer le racloir dans la réserve de mortier pour prendre une quantité de mortier. Il va ensuite imposer au racloir, à l'intérieur du récipient, un mouvement de translation qui s'étend sur au moins la première ouverture (S1) et cela tout en gardant le récipient en place sur le support. Ce mouvement de translation va permettre d'étaler le mortier. Lorsque le mortier aura, grâce au mouvement de translation, atteint la première ouverture (S1), il va traverser cette première ouverture pour atteindre le support 13. La présence de la deuxième ouverture sur le racloir et son positionnement face à la première ouverture vont permettre de correctement étaler et doser le produit pâteux sur le support. Ils vont aussi permettre en raclant ensuite le produit étalé, d'évacuer un surplus de produit appliqué. Ainsi, par la coopération entre la première et la deuxième ouverture et le mouvement de translation imposé au racloir une bande (14) de produit pâteux correctement dimensionnée sera déposée sur le support (13). La butée (7), (8) qui enjambe le support (15) va permettre de correctement positionner et maintenir le récipient en place sur le support lors de l'application de la bande de produit pâteux. Après avoir appliqué la bande, le maçon va déplacer le récipient en le faisant soit glisser sur le support, soit en le soulevant pour ensuite le redéposer plus loin sur le support.
- La
figure 12 montre également que le récipient a été déplacé par rapport au support (13) pour continuer l'application de la bande (14). On voit ainsi la fonction de la troisième ouverture (S6) sur la face latérale (3). La bande de produit pâteux qui vient d'être appliquée traverse cette troisième ouverture lors du déplacement du récipient après l'application de la bande. La bande appliquée possède une hauteur (H2+E) et une largeur l4. Puisque la hauteur H1 de la troisième ouverture est supérieure à celle de la deuxième ouverture (H2) et de l'épaisseur (E) de la face de mise en oeuvre (H1>H2+E), la bande peut traverser en hauteur la troisième ouverture. De plus puisque la largeur l3 de la troisième ouverture est supérieure à celle (l1) de la première ouverture qui elle est supérieure à celle de la deuxième ouverture l4 (l3>l1>l4), la bande peut traverser en largeur la première et la troisième ouverture. Cela permet donc de laisser un peu de jeu entre la bande et le récipient lors du déplacement du récipient le long du support. On évite ainsi que le déplacement du récipient vienne abimer la bande fraîchement appliquée. - La
figure 13 illustre l'application, à l'aide d'un même récipient, de deux bandes (14) de produit pâteux sur un premier support (13). On utilise à cette fin un récipient et un racloir comme ceux illustré auxfigures 3 et 4 . Le récipient est équipé d'une butée (7 et 8) qui est pourvue d'éléments de réglage (12) pour correctement positionner le récipient par rapport au support. Le récipient représenté à lafigure13 est de largeur supérieure à celle du support (13) pour justement permettre le réglage de la butée. Ce réglage est illustré à lafigure 14 . - Le procédé et le dispositif suivant l'invention permettent donc de déposer sur un support (13), par exemple un mur, une ou plusieurs bandes de mortier ou de colle au travers de la face de mise en oeuvre en partie ouverte du récipient. Cette dernière est de préférence en retrait par rapport au bord du mur afin d'éviter tout débordement et gaspillage de produit pâteux lors de la mise en place des briques ou des blocs. Pour obtenir des bandes de différentes dimensions et ainsi faire varier la quantité de liant à déposer, il suffit de choisir le récipient et le racloir dont la première et deuxième ouverture ont une hauteur et/ou une largeur qui correspond à celle de la bande que l'on veut appliquer. Plus l'ouverture sera haute et/ou large, plus la quantité de liant déposé sur le support sera grande et donc la hauteur des joints de mortier horizontaux peut être adaptée facilement. Il suffira simplement au maçon d'avoir plusieurs récipients et racloirs ayant des dimensions d'ouvertures différentes pour pouvoir choisir celui qui aura la dimension appropriée de la bande à appliquer.
- On peut aussi travailler avec un même récipient à joints minces avec de la colle ou à hauteur de joints plus grande si on utilise du mortier. Seul le racloir est à changer. Il sera ainsi possible en modulant la hauteur du joint de tomber à la bonne hauteur avec les lignes de maçonnerie par rapport par exemple au-dessous et au-dessus des baies et ce en utilisant des racloirs dont la partie en retrait serait adaptée pour augmenter ou diminuer la hauteur de la au moins une bande de mortier.
- Le récipient et le racloir, qui composent l'invention sont indissociables et ensemble permettent d'atteindre l'objectif. Celui-ci permet une économie de produit pâteux, une rapidité d'exécution, une propreté, une facilité d'utilisation, d'adaptation, de fabrication et de nettoyage après utilisation.
- La première surface (S4) du récipient permet de préférence de contenir une réserve de produit pâteux suffisante pour déposer jusqu'à plusieurs mètres de bande de produit pâteux sans devoir recharger le récipient en produit pâteux. Lorsqu'on l'étale sur le fond du récipient le produit pâteux et que l'on forme la au moins une bande de produit pâteux, celui-ci est confiné sur les quatre côtés du récipient ce qui permet d'éviter toute perte de produit pâteux ainsi que de salir le support et le sol.
- Pour approvisionner en produit pâteux le récipient on dépose ce produit pâteux à l'intérieur de ce récipient sur son fond c'est à dire sur sa face inférieure et du côté où celle-ci n'est pas ajourée. La quantité de produit pâteux que peut contenir le récipient est suffisante pour déposer sur un support l'au moins une bande de produit pâteux de longueur supérieure à au moins la longueur du récipient mais de préférence une au moins une bande de plusieurs mètres de long.
- Le récipient permet de positionner la au moins une bande de produit pâteux sur le support par rapport à au moins un bord de ce même support. Le dispositif, composé du récipient et du racloir, permet également de déposer sur un support au moins une bande de produit pâteux d'une épaisseur pouvant aller de 2 à 30 mm, sans devoir modifier le récipient.
- Les parois latérales 2 et 4 du récipient permettent de guider latéralement le racloir lors de son déplacement dans ce même récipient, tandis que la face de mise en oeuvre permet de guider le racloir en hauteur.
- La dimension du récipient permet de ne présenter qu'une surface très petite en contact avec la au moins une bande de produit pâteux permettant d'éviter ainsi tout problème d'adhésion de produit pâteux sur le récipient lors du démoulage.
- Le racloir est destiné à étaler le produit pâteux sur la face inférieure du récipient et ensuite en prenant appui sur celle-ci et par arasement de cette même face, à former la au moins une bande de produit pâteux à déposer sur le support. La face de mise en oeuvre du récipient ainsi que le racloir sont de faible épaisseur ce qui limite la surface de contact du dispositif avec le produit pâteux et qui évite au dispositif de se salir rapidement et facilite le démoulage de la au moins une bande de produit pâteux formée et déposée sur le support à l'aide du dispositif.
- Le récipient est muni d'au moins une butée qui lorsqu'elle sera amenée contre le support, permettra de déposer sur ce même support l'au moins une bande de produit pâteux à une distance prédéterminée d'au moins un bord du support.
- De préférence la hauteur du récipient et donc celle de ses faces latérales sera suffisante, idéalement comprise entre 2 et 10 cm, pour empêcher le produit pâteux de sortir de ce même récipient en passant au-dessus de ces mêmes faces latérales lorsque l'on va déplacer ce même produit pâteux avec le racloir dans le récipient.
- Le produit pâteux destiné à remplir les joints verticaux des maçonneries peut être appliqué sur la paroi verticale des blocs à l'aide d'un récipient spécialement agencé pour déposer la au moins une bande de mortier en position verticale.
- Pour les briques un conteneur adapté au type de brique permet de positionner, aligner et maintenir, celles-ci pendant qu'avec le récipient et le racloir on dépose la au moins une bande de produit pâteux sur leur boutisse. A ce moment le récipient sera positionné horizontalement et permettra en un coup de déposer le produit pâteux sur plusieurs briques à la fois. Le conteneur permet également d'amener en un coup toutes ces briques près du mur en construction.
- L'utilisation d'un conteneur à brique et la possibilité de stocker une quantité importante de produit pâteux dans le récipient vont limiter fortement le nombre de mouvements et de déplacements des maçons lors de la construction d'un mur. Ils seront moins sollicités physiquement bien que leur cadence de travail soit plus rapide.
- De manière préférentielle le récipient sera construit en tôle métallique mais elle pourrait être fabriquée en matière plastique ou tout autre matériau permettant sa fabrication et utilisation.
- Les
figures 21, 22 et 23 illustrent trois étapes de dépose de deux bandes de produit pâteux (16) sur un support vertical à l'aide du récipient (20) illustré à lafigure 19 et de son racloir illustré à lafigure 20 . Lesfigures 24, 25, 26, 27 et 28 illustrent la chronologie des étapes pour déposer une ou des bandes de produit pâteux sur une boutisse d'une série de briques en un coup. Le conteneur (22) vide de lafigure24 sera rempli de briques (23) jusqu'à ce qu'il soit plein comme illustré à lafigure25 . A ce moment les briques sont positionnées et maintenues alignées par le conteneur. Après avoir placé le récipient (20) suivant l'invention sur la série de briques, comme montré à lafigure26 , on va à l'aide du racloir (9) former et déposer deux bandes de produit pâteux, comme montré à lafigure 27 sur la boutisse des briques (23). Ces deux bandes de produit pâteux formeront ainsi le joint vertical entre les briques lorsqu'elles seront maçonnées. - Dans un mode préférentiel de réalisation les flancs (21) du conteneur (22) seront de hauteur (H4) supérieure à la longueur (H5) des briques illustrées à la
figure 28 . Le fond du récipient (20) se pose alors sur ces flancs (21) et n'est plus en contact avec les briques lorsqu'on dépose sur la boutisse des briques la au moins une bande de produit pâteux. - On obtiendra ainsi une longueur brique et une hauteur de bande de produit pâteux qui sera constante et qui permettra ainsi de compenser les variations en longueur des briques liées aux tolérances dimensionnelles de fabrication, ce qui facilitera l'alignement vertical des joints verticaux lors de la construction du mur.
- Les briques pourvues des bandes (16) de produit pâteux sur leur boutisse seront portées vers le mur en construction en un coup à l'aide du conteneur.
Claims (14)
- Procédé pour appliquer au moins une bande (14) d'un produit pâteux, en particulier un liant, sur un support (13), en particulier un mur en construction, suivant lequel on approvisionne en produit pâteux un récipient (20) comprenant une face ouverte (1) et une face de mise en oeuvre (6), la face ouverte étant opposée à la face de mise en oeuvre, ladite face de mise en oeuvre étant pourvue d'au moins une première ouverture (S1,S1',S1",S7) qui s'étend sur une première partie (L1) de la longueur (L) de cette face de mise en oeuvre, ledit produit pâteux étant étalé sur le support en le faisant traverser la ou les première(s) ouverture(s) et ensuite raclé à l'aide d'un racloir (9) qui est introduit par la face ouverte à l'intérieur du récipient, lequel racloir comporte un côté profilé (10) de façon à être pourvu d'au moins une deuxième ouverture, la ou les deuxième(s) ouverture(s) s'étend(ent) chaque fois sur une fraction dudit côté profilé, et on impose au racloir un mouvement de translation qui s'étend sur au moins la ladite première partie tout en gardant le récipient en place sur le support, caractérisé en ce que le récipient est approvisionné en produit pâteux en déposant ce produit pâteux sur une deuxième partie (S4) de la face de mise en oeuvre, laquelle deuxième partie est décalée dans le sens de ladite longueur par rapport à la première partie, et en ce que l'on étale le produit pâteux sur le support à partir de cette deuxième partie à l'aide du racloir qui est configuré de façon à ce que la ou les deuxième(s) ouverture(s) sont disposée(s) de façon à chaque fois correspondre avec une des premières ouvertures lorsque le côté profilé du racloir est face à la face de mise en oeuvre dans une position prête à étaler le produit pâteux, et en ce que l'on positionne le racloir sur la face de mise en oeuvre à l'intérieur du récipient de façon à ce que pour la ou les bandes à appliquer une ou des deuxième ouvertures correspondent à une ou des premières ouvertures, le produit pâteux étant étalé sur le support durant le mouvement de translation du racloir, lequel étalement du produit pâteux est suivi d'un raclage du produit étalé afin de former l'au moins une bande à l'aide du racloir et d'évacuer un surplus de produit appliqué.
- Procédé suivant la revendication 1, caractérisé en ce que l'on ramène sur cette deuxième partie un surplus de produit pâteux collecté lors du raclage pour y être déposé.
- Procédé suivant la revendication 1 ou 2, caractérisé en ce qu'après avoir étalé et raclé la bande, le récipient est déplacé en le soulevant par rapport au support pour ensuite le redéposer sur le support de telle façon à continuer l'application de la bande.
- Procédé suivant l'une des revendications 1 à 3, caractérisé en ce que le récipient comporte une face latérale pourvue d'au moins une troisième ouverture (S6,S6',S6") qui s'étend sur une partie de cette face latérale, chacune des premières et des troisièmes ouvertures étant disposées de telle façon à ce que chacune des troisièmes ouvertures soient alignées à au moins une des premières ouvertures, et en ce qu'après avoir étalé et raclé la bande, le récipient est déplacé en le faisant glisser sur le support pour ensuite continuer l'application de la bande.
- Dispositif comprenant un récipient (20) et un racloir (9), lequel récipient comprend une face ouverte (1) et une face de mise en oeuvre (6), la face ouverte étant opposée à la face de mise en oeuvre, ladite face de mise en oeuvre étant pourvue d'au moins une première ouverture (S1,S1',S1",S7) qui s'étend sur une première partie (L1) de la longueur (L) de cette face de mise en oeuvre, lequel racloir comporte un côté profilé (10) de façon à être pourvu d'au moins une deuxième ouverture, la ou les deuxième(s) ouverture(s) s'étend(ent) chaque fois sur une fraction dudit côté profilé, lequel côté profilé a une largeur dimensionnée à pouvoir imposer au racloir à l'intérieur du récipient un mouvement de translation qui s'étend au moins le long de ladite première partie de la longueur, caractérisé en ce que la ou les deuxième(s) ouverture(s) est ou sont disposée(s) de façon à correspondre avec une des premières ouvertures lorsque le côté profilé du racloir est placé sur la face de mise en oeuvre dans une position prête à effectuer le mouvement de translation pour étaler et racler le produit pâteux, et en ce que la face de mise en oeuvre comporte une deuxième partie (S4), laquelle deuxième partie est décalée dans le sens de la longueur par rapport à la première partie.
- Dispositif suivant la revendication 5, caractérisé en ce que le récipient comporte une face latérale (3) pourvue d'au moins une troisième ouverture (S6,S6',S6") qui s'étend sur une partie de cette face latérale, chacune des premières et des troisièmes ouvertures étant disposées de telle façon à ce que chacune des troisièmes ouvertures soient alignées à au moins une des premières ouvertures.
- Dispositif suivant la revendication 6, caractérisé en ce que chaque troisième ouverture possède une largeur (l3) supérieure à celle (l1) de la première ouverture avec laquelle elle est alignée.
- Dispositif suivant la revendication 7, caractérisé en ce que chaque troisième ouverture possède une largeur d'au moins 2 mm supérieure à celle de la première ouverture à laquelle elle est alignée.
- Dispositif suivant l'une des revendications 5 à 8, caractérisé en ce que chaque troisième ouverture s'étend sur une hauteur (H1) qui est supérieure à celle (H2) sur laquelle s'étend la ou les deuxième(s) ouverture(s).
- Dispositif suivant l'une des revendications 5 à 9, caractérisé en ce que la deuxième partie (S4) de la face de mise en oeuvre du récipient possède une superficie qui est égale ou plus grande que le quart de la superficie totale de la face de mise en oeuvre.
- Dispositif suivant l'une des revendications 5 à 10, caractérisé en ce que le récipient (20) est équipé d'une butée (7,8) appliquée sur un flanc latéral extérieur du récipient.
- Dispositif suivant la revendication 11, caractérisé en ce que la butée réalisée en deux parties distantes l'une de l'autre d'une longueur (L4) supérieure à la largeur (l13) du récipient.
- Dispositif suivant la revendication 11 ou 12, caractérisé en ce que la butée (7,8) est réglable à l'aide d'éléments de réglage (12).
- Dispositif suivant l'une des revendications 5 à 13, caractérisé en ce qu'il comporte également un conteneur (22) agencé pour positionner et maintenir alignées plusieurs briques (23) sur lesquelles briques ou sur lequel conteneur le récipient peut être déposé.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE2016/0002A BE1023780B1 (fr) | 2016-01-14 | 2016-01-14 | Dispositif de dosage et de positionnement de produit pateux |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3192944A1 EP3192944A1 (fr) | 2017-07-19 |
| EP3192944B1 true EP3192944B1 (fr) | 2018-11-07 |
Family
ID=55357821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17000034.3A Active EP3192944B1 (fr) | 2016-01-14 | 2017-01-10 | Procédé et dispositif d'application d'un produit pâteux |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3192944B1 (fr) |
| BE (1) | BE1023780B1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108412216A (zh) * | 2018-04-28 | 2018-08-17 | 中建局集团第二建筑有限公司 | 一种砌筑时摊铺砂浆的工具组件及其施工方法 |
| DE102021106224A1 (de) | 2021-03-15 | 2022-09-15 | Sven Brunner | Werkzeug zum Auftragen einer bauchemischen Masse, insbesondere einer Spachtelmasse, einer Putzschicht, eines Klebers oder dergleichen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1556616A (en) * | 1922-06-05 | 1925-10-13 | Landkamer Levi | Mortar stringer |
| DE829789C (de) * | 1949-09-27 | 1952-01-28 | Albert Feifel | Vorrichtung zum Auftragen einer gleichmaessig starken Moertelschicht auf waagrechte Mauerflaechen |
| DE1057321B (de) * | 1955-08-17 | 1959-05-14 | Mjoelby Nya Mek Ab | Moertelauftraggeraet |
| FR2560912A1 (fr) * | 1984-03-09 | 1985-09-13 | Koehl Francois | Systeme de jointoiement de maconnerie de blocs pour joints horizontaux et verticaux |
| US4709526A (en) * | 1986-04-21 | 1987-12-01 | John T. Crumby | Mortar application template |
| US5035352A (en) * | 1988-03-04 | 1991-07-30 | Frank Mania | Adjustable apparatus for spreading mortar and method therefor |
| FR2630485B1 (fr) * | 1988-04-21 | 1990-08-24 | Jeudon Daniel | Distributeur-repartiteur de rubans de mortier |
| FR2643834B1 (fr) * | 1989-03-06 | 1991-08-30 | Authie Paul | Appareil pour realiser rapidement des joints de maconnerie de caracteristiques optimales, utilisable plus generalement pour deposer sur un support et former des mortiers, pates et produits visqueux, granuleux ou pulverulents |
-
2016
- 2016-01-14 BE BE2016/0002A patent/BE1023780B1/fr not_active IP Right Cessation
-
2017
- 2017-01-10 EP EP17000034.3A patent/EP3192944B1/fr active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| BE1023780A1 (fr) | 2017-07-24 |
| EP3192944A1 (fr) | 2017-07-19 |
| BE1023780B1 (fr) | 2017-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3192944B1 (fr) | Procédé et dispositif d'application d'un produit pâteux | |
| FR2612215A1 (fr) | Dispositif de nivellement pour le reglage fin d'une couche de forme | |
| WO2018087474A1 (fr) | Installation de fabrication additive a base de poudre a dispositif de nettoyage par soufflage | |
| WO2018087476A1 (fr) | Installation de fabrication additive a base de poudre a dispositif de nettoyage par raclage | |
| EP0143043B1 (fr) | Machine à coffrage glissant à deux plaques d'extrusion pour la confection de chaussées en béton | |
| WO2018087475A1 (fr) | Installation de fabrication additive a base de poudre a dispositif de nettoyage par brossage | |
| FR2490263A1 (fr) | Appareil pour la distribution d'une matiere pateuse sous forme de bandes | |
| EP4079662A1 (fr) | Système de chargement et déchargement de plaques dans une machine traitant des récipients | |
| FR2988560A1 (fr) | Dispositif de pose d'un film plastique pour paillage | |
| WO2006075111A1 (fr) | Dispositif de depose reguliere de mortier sur des blocs de maconnerie | |
| FR2985754A1 (fr) | Dispositif pour la revision de poutrelles de coffrage | |
| FR2987222A1 (fr) | Dispositif mecanise pour planter des plants | |
| FR3079253A1 (fr) | Dispositif de pose de mortier sur des blocs de maconnerie creux a bords minces | |
| EP0514300A2 (fr) | Procédé et dispositif de pose de revêtement de sol au moyen de dalles | |
| EP2069583B1 (fr) | Ensemble d'un élément de construction et d'un outil de maçonnerie | |
| EP3617409A1 (fr) | Dispositif et procédé pour le remblayage mécanique de tranchées | |
| FR2636651A1 (fr) | Joint de dilatation pour dallage en beton | |
| EP3091142B1 (fr) | Appareil pour l'application d'un produit liquide de ragréage | |
| FR2902292A1 (fr) | Procede de division volumetrique de pate et son dispositif de mise en oeuvre | |
| FR2975326A1 (fr) | Auge de macon avec un rangement d'outils | |
| FR3018733A1 (fr) | Dispositif d'egouttage et de pose d'un outil de peinture dans un pot. | |
| FR3083252A1 (fr) | Kit de realisation de mannequins de coffrage | |
| FR3013065A1 (fr) | Dispositif pour la pose de revetements de sols et murs pour angles rentrants | |
| FR3085695A1 (fr) | Kit de formation d’un mur, muret ou soubassement | |
| EP3714696A2 (fr) | Installation pour la fabrication de coques de macarons |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180111 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180518 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1062213 Country of ref document: AT Kind code of ref document: T Effective date: 20181115 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017000770 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20190130 Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1062213 Country of ref document: AT Kind code of ref document: T Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190307 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190207 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190122 Year of fee payment: 3 Ref country code: DE Payment date: 20190131 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190307 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190208 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602017000770 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190808 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602017000770 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200110 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170110 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230521 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240123 Year of fee payment: 8 |