EP3103919B1 - Tissu multiaxial presentant un modele d'interference reduit - Google Patents
Tissu multiaxial presentant un modele d'interference reduit Download PDFInfo
- Publication number
- EP3103919B1 EP3103919B1 EP16175202.7A EP16175202A EP3103919B1 EP 3103919 B1 EP3103919 B1 EP 3103919B1 EP 16175202 A EP16175202 A EP 16175202A EP 3103919 B1 EP3103919 B1 EP 3103919B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- layer
- yarns
- multiaxial
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004744 fabric Substances 0.000 title claims description 215
- 238000003491 array Methods 0.000 claims description 3
- 239000002657 fibrous material Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 160
- 238000012876 topography Methods 0.000 description 19
- 230000000694 effects Effects 0.000 description 14
- 239000000463 material Substances 0.000 description 12
- 239000002648 laminated material Substances 0.000 description 11
- 238000003825 pressing Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 238000004826 seaming Methods 0.000 description 8
- 239000002759 woven fabric Substances 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- 238000003490 calendering Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 235000014676 Phragmites communis Nutrition 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images
















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/10—Wire-cloths
- D21F1/105—Multi-layer wire-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0036—Multi-layer screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/083—Multi-layer felts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/90—Papermaking press felts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/902—Woven fabric for papermaking drier section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/903—Paper forming member, e.g. fourdrinier, sheet forming member
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3472—Woven fabric including an additional woven fabric layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3472—Woven fabric including an additional woven fabric layer
- Y10T442/3528—Three or more fabric layers
- Y10T442/3537—One of which is a nonwoven fabric layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3707—Woven fabric including a nonwoven fabric layer other than paper
- Y10T442/3724—Needled
Definitions
- the present invention relates to improvements in multilayer multiaxial fabrics for use in a papermaking machine.
- a cellulosic fibrous web is formed by depositing a fibrous slurry, that is, an aqueous dispersion of cellulose fibers, onto a moving forming fabric in the forming section of a paper machine. A large amount of water is drained from the slurry through the forming fabric, leaving the cellulosic fibrous web on the surface of the forming fabric.
- a fibrous slurry that is, an aqueous dispersion of cellulose fibers
- the newly formed cellulosic fibrous web proceeds from the forming section to a press section, which includes a series of press nips.
- the cellulosic fibrous web passes through the press nips supported by a press fabric, or, as is often the case, between two such press fabrics.
- the press nips the cellulosic fibrous web is subjected to compressive forces which squeeze water therefrom, and which adhere the cellulosic fibers in the web to one another to turn the cellulosic fibrous web into a paper sheet.
- the water is accepted by the press fabric or fabrics and, ideally, does not return to the paper sheet.
- the paper sheet finally proceeds to a dryer section, which includes at least one series of rotatable dryer drums or cylinders, which are internally heated by steam.
- the newly formed paper sheet is directed in a serpentine path sequentially around each in the series of drums by a dryer fabric, which holds the paper sheet closely against the surfaces of the drums.
- the heated drums reduce the water content of the paper sheet to a desirable level through evaporation.
- the forming, press and dryer fabrics all take the form of endless loops on the paper machine and function in the manner of conveyors. It should further be appreciated that paper manufacture is a continuous process which proceeds at considerable speeds. That is to say, the fibrous slurry is continuously deposited onto the forming fabric in the forming section, while a newly manufactured paper sheet is continuously wound onto rolls after it exits from the dryer section.
- the present invention relates primarily to the fabrics used in the press section, generally known as press fabrics, but it may also find application in the fabrics used in the forming and dryer sections, as well as in those used as bases for polymer-coated paper industry process belts, such as, for example, long nip press belts.
- Press fabrics play a critical role during the paper manufacturing process.
- One of their functions, as implied above, is to support and to carry the paper product being manufactured through the press nips.
- Press fabrics also participate in the finishing of the surface of the paper sheet. That is, press fabrics are designed to have smooth surfaces and uniformly resilient structures, so that, in the course of passing through the press nips, a smooth, mark-free surface is imparted to the paper.
- press fabrics accept the large quantities of water extracted from the wet paper in the press nip.
- there literally must be space, commonly referred to as void volume, within the press fabric for the water to go, and the fabric must have adequate permeability to water for its entire useful life.
- press fabrics must be able to prevent the water accepted from the wet paper from returning to and rewetting the paper upon exit from the press nip.
- Contemporary press fabrics are used in a wide variety of styles designed to meet the requirements of the paper machines on which they are installed for the paper grades being manufactured.
- they comprise a woven base fabric into which has been needled a batting of fine, non-woven fibrous material.
- the base fabrics may be woven from monofilament, plied monofilament, multifilament or plied multifilament yarns, and may be single-layered, multi-layered or laminated.
- the yarns are typically extruded from any one of several synthetic polymeric resins, such as polyamide and polyester resins, used for this purpose by those of ordinary skill in the paper machine clothing arts.
- Woven fabrics take many different forms. For example, they may be woven endless, or flat woven and subsequently rendered into endless form with a seam. Alternatively, they may be produced by a process commonly known as modified endless weaving, wherein the widthwise edges of the base fabric are provided with seaming loops using the machine-direction (MD) yarns thereof. In this process, the MD yarns weave continuously back and forth between the widthwise edges of the fabric, at each edge turning back and forming a seaming loop.
- MD yarns weave continuously back and forth between the widthwise edges of the fabric, at each edge turning back and forming a seaming loop.
- a base fabric produced in this fashion is placed into endless form during installation on a paper machine, and for this reason is referred to as an on-machine-seamable fabric. To place such a fabric into endless form, the two widthwise edges are seamed together.
- seaming loops on the crosswise edges of the two ends of the fabric.
- the seaming loops themselves are often formed by the machine-direction (MD) yarns of the fabric.
- MD machine-direction
- the seam is typically formed by bringing the two ends of the fabric press together, by interdigitating the seaming loops at the two ends of the fabric, and by directing a so-called pin, or pintle, through the passage defined by the interdigitated seaming loops to lock the two ends of the fabric together.
- the woven base fabrics may be laminated by placing one base fabric within the endless loop formed by another, and by needling a staple fiber batting through both base fabrics to join them to one another.
- One or both woven base fabrics may be of the on-machine-seamable type.
- the woven base fabrics are in the form of endless loops, or are seamable into such forms, having a specific length, measured longitudinally therearound, and a specific width, measured transversely thereacross. Because paper machine configurations vary widely, paper machine clothing manufacturers are required to produce press fabrics, and other paper machine clothing, to the dimensions required to fit particular positions in the paper machines of their customers. Needless to say, this requirement makes it difficult to streamline the manufacturing process, as each press fabric must typically be made to order.
- press fabrics In response to this need to produce press fabrics in a variety of lengths and widths more quickly and efficiently, press fabrics have been produced in recent years using a spiral winding technique disclosed in commonly assigned U.S. Patent No. 5,360,656 to Rexfelt et al. (the '656 patent).
- the '656 patent shows a press fabric comprising a base fabric having one or more layers of staple fiber material needled thereinto.
- the base fabric comprises at least one layer composed of a spirally wound strip of woven fabric having a width which is smaller than the width of the base fabric.
- the base fabric is endless in the longitudinal, or machine, direction. Lengthwise threads of the spirally wound strip make an angle with the longitudinal direction of the press fabric.
- the strip of woven fabric may be flat-woven on a loom which is narrower than those typically used in the production of paper machine clothing.
- the base fabric comprises a plurality of spirally wound and joined turns of the relatively narrow woven fabric strip.
- the fabric strip if flat woven, is woven from lengthwise (warp) and crosswise (filling) yarns. Adjacent turns of the spirally wound fabric strip may be abutted against one another, and the spirally continuous seam so produced may be closed by sewing, stitching, melting, welding (e.g. ultrasonic) or gluing.
- adjacent longitudinal edge portions of adjoining spiral turns may be arranged overlappingly, so long as the edges have a reduced thickness, so as not to give rise to an increased thickness in the area of the overlap.
- the spacing between lengthwise yarns may be increased at the edges of the strip, so that, when adjoining spiral turns are arranged overlappingly, there may be an unchanged spacing between lengthwise threads in the area of the overlap.
- a multiaxial press fabric may be made of two or more separate base fabrics with yarns running it at least four different directions.
- the standard press fabrics of the prior art have three axes: one in the machine direction (MD), one in the cross-machine direction (CD), and one in the z-direction, which is through the thickness of the fabric
- a multiaxial press fabric has not only these three axes, but also has at least two more axes defined by the directions of the yarn systems in its spirally wound layer or layers.
- a multiaxial press fabric has at least five axes.
- a multiaxial press fabric having more than one layer exhibits superior resistance to nesting and/or to collapse in response to compression in a press nip during the papermaking process as compared to one having base fabric layers whose yarn systems are parallel to one another.
- the topography of a press fabric contributes to the quality of the paper sheet.
- a planar topography provides a uniform pressing surface for contacting the paper sheet and reducing press vibrations. Accordingly, efforts have been made to create a smoother contact surface on the press fabric. But surface smoothness may be limited by the weave pattern forming the fabric. Crossover points of interwoven yarns form knuckles on the surface of the fabric. These knuckles may be thicker in the z-direction than the remaining areas of the fabric. Consequently, the surface of the fabric may have a non-planar topography characterized with localized areas of varying thickness, or caliper variation, which may cause sheet marking during a pressing operation. Caliper variation can even have an adverse effect on a batt layer resulting in non-uniform batt wear, compression and marking.
- Laminated press fabrics may have such caliper variation.
- a multiaxial fabric having two layers with the same weave pattern localized caliper variation may be intensified. Therefore, a need exists for a multiaxial press fabric with reduced caliper variation to improve pressure distribution and reduce sheet marking during operation.
- EP 1 063 349 A discloses a papermaking press fabric manufactured by attaching a strip of top laminate layer material to a base fabric using a heat-activated adhesive film which is bonded to one side of the material so as to form a multi-component strip.
- US 5 939 176 discloses a multilayer fabric for use with a paper machine including an upper woven layer, a lower woven layer and a nonwoven layer disposed therebetween.
- the present invention provides a multilayer fabric for a paper machine having improved pressing uniformity and reduced sheet marking.
- the present invention involves a laminate material which becomes part of a multilayer fabric with a multiaxial base.
- Multilayer fabrics may include two or more base substrates or layers.
- the present invention is, however, particularly suited for multilayer, multiaxial fabrics. That being fabrics made of strips of material such as those described in the aforesaid '656 patent. While the present invention has particular application with regard to layers of woven strips of material, other construction of the strips as, for example, mesh and MD and CD yarn arrays among others that may exhibit the Moire Effect when layered may also be suitable for application as to one or more of the embodiments discussed herein. Also, it should be further understood that the layers of fabric may be a combination of layers such as layers of multiaxial layers with a layer of traditional endless woven fabric or some combination thereof and joined together by needling or in any other manner suitable for that purpose.
- the invention will be described using as an example a multiaxial woven fabric having at least two layers which may be separate layers such as that described in the '656 patent. It also could be for example an endless multiaxial fabric folded upon itself along first and second fold lines such as that described in the '176 patent, or some combination thereof.
- the present invention provides for a multiaxial press fabric including a first (upper) woven layer and second (lower) woven layer, each layer having a plurality of interwoven MD yarns and CD yarns.
- Multiaxial fabrics may be further characterized as having yarns running in at least two different directions. Due to the spiral orientation of the strips of material which form the fabric, the MD yarns are at a slight angle with the machine direction of the fabric.
- a relative angle or offset is also formed between the MD yarns of the first layer with the MD yarns of the second layer when laid thereon.
- the CD yarns of the first layer being perpendicular to the MD yarns of the first layer, form the same angle with the CD yarns of the second layer.
- neither the MD yarns nor the CD yarns of the first layer align with the MD yarns or the CD yarns of the second layer when a spiral formed fabric are laid upon each other to create a multilayer fabric.
- FIG. 1 there is shown a typical multilayer multiaxial fabric 100 having a first (upper) layer 110 and a second (lower) layer 120 in the form of an endless loop.
- additional layers may be added such as one or more layers of batt fiber attached by way of, for example, needling.
- First layer 110 has MD yarns 130 and CD yarns 140.
- second layer 120 has MD yarns 150 and CD yarns 160.
- a relative angle or offset 170 is formed between MD yarn 130 and MD yarn 150.
- Multiaxial multilayer fabric structures have provided many papermaking performance benefits because of their ability to resist base fabric compaction better than conventional, endless woven laminate structures.
- the reason for this is that, in the case of, for example, a two-layer multiaxial laminate, orthogonal yarn systems of one layer are not parallel or perpendicular to those of the other laminated layer.
- the relative angle between the respective MD and CD yarn systems of each layer i.e. layers 110 and 120
- the relative angle ranges in practicality from 1 to 7° offset. The effect of this angle is that it greatly intensifies the Moire Effect and could cause the planarity of the interfacial topography to deteriorate.
- interference pattern 200 is formed in a prior art multilayer multiaxial press fabric illustrated.
- Interference patterns are characteristic of the yarn arrangement forming a multilayer multiaxial fabric and illustrate the pressure distribution of the press fabric during operation.
- interference pattern 200 is formed from carbon impression of a multilayer multiaxial fabric having monofilament yarns in both directions.
- Contact points 210 indicate areas of pressure concentration exerted on the sheet during a pressing operation.
- dark contact point 220 is an area of highest pressure which may indicate a high caliper area. The high caliper area may result from knuckles formed from overlapping yarns in the first and second layers.
- light contact point 230 is an area of lower pressure which may indicate a low caliper area.
- open area 240 maybe an area where no yarns intersect.
- the pattern of light contact points 230 and dark contact points 220 indicates a non-planar topography and a non-uniform pressure distribution. Specifically, MD bands 250 and CD bands 260 form areas of high caliper and exemplify caliper variation. This visual representation is known as a Moire Effect.
- Caliper variation may be a function of the spacing and size of the intersecting yarns in each layer of the fabric. Therefore, as the diameter of yarns increase and the number of yarns in a specified area, or count, decreases, the localized caliper variation is more prominent and objectional sheet marking may occur.
- An interference pattern for a multilayer multiaxial fabric is generated by superposing a first woven layer onto the plane of the second woven layer. Using a modeling program you can generate interference patterns and topography for any combination of types of layers in multiaxial fabrics.
- FIG. 3 is an interference pattern 300 of a fabric formed by superposing a first woven layer onto the plane of a second woven layer.
- the fabric is formed from two layers having a plain weave of monofilament yarns having an offset of 0°. In other words, there is no multiaxial effect provided by each layer. As shown, the yarns of the first layer entirely overlap the yarns of the second layer.
- FIG. 4 is an interference pattern 400 of a multiaxial multilayer fabric formed from the same woven fabric layers 110 and 120 as in FIG. 3 , but having an offset of 3° from each other.
- MD bands 410 and CD bands 420 are clearly visible, which may indicate caliper, mass and/or pressure variation. Such a fabric when in use may result in non-uniform drainage of water from the paper sheet which obviously would be undesirable.
- FIG. 5 is a representation of the topography 500 of the multiaxial multilayer fabric depicted in FIG. 4 having points or regions 510, 520, 530, 540 and 550.
- Black point or region 510 represents an area where 4 yarns cross
- dark grey 520 represents a point of region where 3 yarns cross
- medium gray 530 represents a point or region where 2 yarns cross
- white 550 is open area.
- the topography may be non-planer with MD bands 560 and CD bands 570.
- FIG. 6 is a representation of the topography 600 of the multiaxial multilayer fabric depicted in FIG. 4 , with an offset of 6° between layers. As shown, the topography is non-planer. In this close-up representation, the caliper, mass and pressure variation of the fabric is clearly shown. More specifically, region 610 indicates an area where four yarns overlap. The pattern of the points may result in MD bands and CD bands as aforenoted well.
- Layer 700 includes a plurality of MD yarns 710 and CD yarns 720 interwoven in a predetermined manner.
- the distance or spacing 730 between one pair of adjacent MD yarns 710 is different than the distance or spacing 740 between another pair of adjacent MD yarns 710.
- the distance 750 between one pair of adjacent CD yarns 720 is different than the distance 760 between another pair of adjacent CD yarns 720. That is, layer 700 has variable distances or spacing between pairs of adjacent MD yarns 710 and variable distances or spacing between pairs of adjacent CD yarns 720. This purposeful introduction of what might be considered "non-uniformity" into each layer is such that the net non-uniformity effect is less.
- variable distances are shown between adjacent pairs of adjacent MD yarns and between adjacent pairs of adjacent CD yarns, the invention is not so limited.
- a variable distance or spacing between pairs of adjacent MD yarns and/or between pairs of adjacent CD yarns may be arranged in any manner.
- distance 750 between one pair of adjacent CD yarns 720 may be followed by a distance 760 between another pair of adjacent CD yarns 720 followed by a distance 770 between another pair of adjacent CD yarns 720 and so forth, or a number of distances 750 between pairs of adjacent of CD yarns 720 followed by a number of distances 760 between adjacent pairs of CD yarns followed by a number of distances 770 and so forth.
- variable distances described between pairs of adjacent CD yarns may be applied to the distances between pairs of adjacent MD yarns. Such arrangement of variable distances between pairs of adjacent MD yarns and between pairs of adjacent CD yarns may improve pressing uniformity and reduce sheet marking. Any combination of distances between MD yarns and/or CD yarns is envisioned in the present invention.
- FIGS. 8 and 9 are the interference pattern and topography of the multilayer multiaxial fabric having a first layer and a second layer in the staggered arrangement of varying MD and CD yarn spacing as shown in Figure 7 . Each layer is offset of 3° from each other. As shown in FIGS. 8 and 9 , the well defined Moire Effect MD and CD bands that are characteristic of prior art multilayer multiaxial fabrics (compare FIGS. 2 , 4 , and 5 ) has been reduced or eliminated. Accordingly, the topography of the fabric is more uniform and should result in improved pressing uniformity with reduced sheet marking.
- predetermined distances between pairs of adjacent CD yarns may be achieved by a programmed servo control of length factor in weaving or selective weave patterns to force non-uniform or variable grouping, and/or use of randomly or non-randomly inserted dissolving yarns.
- layer 1000 is a pattern, for example, which has a plurality of interwoven MD yarns 1010 and CD yarns 1020, with variable CD spacing. That is, a first spacing 1030 is different than a second spacing 1040. While the CD spacing varies in this illustration, the MD spacing 1050 does not. Accordingly, the variations and combinations are infinite.
- FIGS. 10a and 10b are the interference pattern and topography of the multiaxial fabric having a first layer and a second layer formed from the weave pattern and yarn spacing depicted in FIG. 10 .
- the higher CD yarn count and the variable spaced CD yarns depicted in the weave pattern of FIG 10 result in minimizing well defined MD and CD bands, compared to that of FIGS. 4 and 5 . Accordingly, the topography of a multiaxial multilayer fabric can be rendered more uniform, which should result in improved pressing uniformly and reduced sheet marking.
- FIG. 11 is another example of a layer with a weave pattern having variable CD spacing.
- FIG. 11 is a layer 1100 having a plurality of MD yarns 1110 and CD yarns 1120 with non-uniform CD spacing. That is, the distance between pairs of adjacent CD yarns is different. For example, a first distance 1130, a second distance 1140 and a third distance 1150 are different and so on.
- the MD yarns 1110 are shown to be at a uniformly spaced distance from each other, variation of such spacing is envisaged as part of the present invention.
- the predetermined spaced distances between pairs of adjacent MD yarns may be achieved by, for example, non-uniform reed dent spacing, multiple diameter MD strands, or non-uniform reed dent insertion of yarns among others.
- Other ways of producing variable predetermined distances between pairs of adjacent MD yarns would be readily apparent to those so skilled in the art.
- additional layers can be added such as fiber batt attached by needling.
- Fig. 12 it involves the use of the nonwoven layer 1230 between the multiaxial layers 1210 and 1220 which serves to create void volume and preserve fabric openness. Also the interference pattern that commonly occurs between multiaxial layers is reduced or eliminated by disposing a nonwoven layer between a first (upper) woven layer and a second (lower) woven layer of a multiaxial fabric.
- the nonwoven layer may include materials such as knitted, extruded mesh, MD or CD yarn arrays, and full width or spiral wound strips of nonwoven fiberous material.
- FIG. 12 is an on-machine seamable multilayer multiaxial fabric 1200.
- This fabric 1200 is created by creating a double length seamed multiaxial fabric that is flattened.
- Upper layer 1210 and lower layer 1220 are made into the form of an endless fabric as provided in patent '176 to Yook with a nonwoven layer 1230 is disposed between upper woven layer 1210 and lower woven layer 1220 prior to folding over.
- Nonwoven layer 1230 may be that as aforesaid and typically comprises a sheet or web structure bonded together by entangling fiber or filaments mechanically, thermally or chemically. It may be made of any suitable material, such as polyamide and polyester resins, used for this purpose by those of ordinary skill in the paper machine clothing arts.
- Nonwoven layer 1230 may be disposed between upper woven layer 1210 and lower woven layer 1220 by any means so known by those skilled in the art. After nonwoven layer 1230 is disposed between upper layer 1210 and lower layer 1220, the fabric 1200 may be rendered into endless form with a seam as taught by the '176 patent. The resulting fabric is a three-layer laminate, i.e., woven multiaxial layer, nonwoven layer and woven multiaxial layer. Again, additional layers may be added such as fiberous batt in the case of press fabrics.
- the topography of a multilayer multiaxial fabric may be made more planar by flattening the inside of the fabric, which is ultimately one side of each layer that forms the multilayer multiaxial fabric.
- the multiaxial fabric when flattened upon itself along a first and second fold line and made on-machine-seamable as taught in the '176 patent can be considered to have an upper layer having a plurality of interwoven MD and CD yarns having an inner side and an outer side; and a lower layer having a plurality of interwoven MD and CD yarns having an inner side and an outer side.
- the knuckles or yarn crossovers of the inner side of the upper layer and the inner side of the lower layer may be flattened by a predetermined technique such as calendering.
- the predetermined technique as aforesaid may be any process that flattens knuckles on each of the layers so as to improve pressing uniformity and reduce sheet marking.
- one predetermined technique may be calendering one side of each layer at the appropriate pressure, speed and temperature to flatten knuckles.
- the multilayer multiaxial fabric is then assembled so that the smooth sides of the two layers, after flattening, are in contact with each other (smooth side on the smooth side).
- the calendered fabric with two smooth inner surfaces should have reduced caliper variation because the layers of the fabric will less likely nest in a given area. Nesting occurs whenever the yarns or knuckles of one fabric layer shift or nest into the openings between yarns or knuckles of the other layer.
- the interference pattern may still be visible to a certain extent but the potentially harmful caliper variation may be significantly reduced thus improving pressure distribution. Note that a similar approach may be taken to the individual layers making up a fabric taught in the '656 patent.
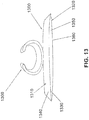
- FIG. 13 illustrates a multilayer multiaxial fabric 1300 which is formed by an endless single layer multiaxial fabric folded upon itself to create a double layer fabric and rendered on-machine-seamable in a manner discussed, for example, in the aforenoted '176 patent. After folding, the multiaxial fabric 1300 has alternatively a first layer 1310 and a second layer 1320.
- First layer 1310 includes inner side 1330 and outer side 1340.
- second layer 1320 includes inner side 1350 and outer side 1360.
- One or both of the inner side or outer side of each layer, for example, inner sides 1330 and 1350 may be, for example, calendered to flatten the knuckles of the woven layer so that the caliper variation is reduced.
- the layers of a multiaxial fabric may each be formed by mixing different weave repeats or shed patterns.
- the number of yarns intersected before a weave pattern repeats is known as a shed.
- a plain weave can therefore be termed a two shed weave.
- a shute in the 3-shed weave may zigzag or interlace between ends of the 2-shed weave.
- the interlacing yarn between the 2-shed ends may reduce caliper variation and improve pressing uniformity.
- the interlacing yarn may be in the machine direction and/or the cross-machine direction.
- Fig. 14 is a representation of a layer 1405 of regular plain weave strip of multiaxial material.
- Fig. 14a is a representation of a layer 1410 of a multiaxial fabric 1400.
- Fig. 14b shows layer 1410 folded upon itself to create a multilayer multiaxial fabric 1400.
- Multiaxial fabric 1400 includes a first layer 1410 and a second layer 1420.
- First layer 1410 includes a plurality of interwoven MD yarns 1412 and CD yarns 1414.
- second layer 1420 includes a plurality of MD yarns 1412 and CD yarns 1414, which are obviously for the MD yarns the continuation of the same yarns with interwoven CD yarns.
- first layer 1410 and second layer 1420 which, due to spiraling are at an angle to one another, improves the pressure distribution of the fabric during operation as well as the Moire Effect.
- First layer 1410 and second layer 1420 are formed from mixing weave repeats, for example, a 2-shed pattern with a 3-shed pattern. Specifically, in first layer 1410, as shown in Fig. 14a , CD yarn 1426 interlaces between the 2-shed ends 1430 and 1432. Similarly, in second layer 1420 CD yarn 1428 interlaces between the 2-shed ends 1434 and 1436. As a result, caliper variation is reduced and pressing uniformity is improved. Notably, as shown in FIG. 14(b) , there are no continuous or well defined MD or CD bands.
- FIG. 14c illustrates layer 1405 folded upon itself to create a typical multilayer multiaxial fabric 1450 including first woven layer 1460 and second woven layer 1470.
- the plain weave multiaxial fabric 1450 upon being folded results in noticeable MD bands 1480.
- MD bands 1480 may be areas of different caliper, mass or pressure uniformity which may mark the paper sheet during a pressing operation. Note further that while it is illustrated in Figs. 14b and 14c that the multiaxial fabric is being folded on itself to create a multilayer fabric, in the situation of a multilayer fabric as taught by the '656 patent the same principal would apply.
- Interlacing between shed patterns may be in the MD and/or CD directions. Further, the interlacing yarn may be in the first layer and/or second layer if two separate fabric layers are involved. Also, any shed combination that produces an interlacing yarn is envisioned in the present invention. For example, an interlacing yarn may be present by mixing a 2-shed pattern with a 5-shed pattern, a 3-shed pattern and a 4-shed pattern and so forth. Furthermore, even if only one of the two layers of the multilayer fabric includes this multi-shed weave, an appreciable improvement in the interference pattern should be realized. Also, the invention is not limited to a specific number of fabric layers, i.e. two, rather it is applicable to more than two. Also a fiberous batt layer or layers may also be attached by needling.
- FIG. 15A an endless single layer multiaxial base fabric 1500 is shown.
- This fabric 1500 can be created in any manner heretofore discussed. Note that in the to be seam area, the cross-machine direction yarns are removed for seaming purposes in accordance with the teachings of the '176 patent.
- Figs. 15B-D show further multilayer variations that are envisioned by the present invention.
- a multilayer fabric 1510 is shown in Fig. 15B . It is created by adding a laminate material 1512 to the outside of base fabric 1500 and needling the fabric with laminate to attach the same.
- the laminate may be any material suitable for the purpose, such as that described with regard to the second embodiment or even batt.
- the fabric would then be removed from the needle loom with the laminate material cut away in the loop area 1514.
- the fabric 1510 is folded on itself as shown and then seamed in a manner as taught in the '176 patent.
- the resulting fabric 1510 would have two layers formed from base fabric 1500 and a layer of laminate material 1512 on the top and one on the bottom.
- Fig. 15C another multilayer fabric 1520 is shown utilizing base fabric 1500.
- the laminate material 1522 is attached to the inside of base fabric 1500 by needling.
- the fabric is then removed from the needling loom and the laminate cut away in the loop areas 1524.
- the fabric 1520 is then folded upon itself and seamed in a manner as taught in the' 176 patent.
- the resulting fabric 1520 would have two layers of laminate material 1522 inside two layers of base fabric 1500.
- fabric 1530 which is a multilayer fabric. In this version it too utilizes the base fabric 1500.
- a laminate material 1532 is placed on the top outside of the base fabric 1500 and needled thereto for one-half the length of the fabric between the loop areas 1534. The remaining laminate material not needled is removed by cutting.
- the fabric 1530 is removed from the needle loom and turned inside out and folded upon itself and again seamed in a manner taught by the '176 patent. The resulting fabric would have two layers of base fabric 1500 with a layer of laminate 1532 inside.
- a variation of this would be to place a laminate material on the inside of a base fabric 1500 and needle the fabric between the loop areas, remove the excess laminate material not needled, fold it upon itself and seam as aforesaid.
- the fabric will have the same construction as fabric 1530.
Landscapes
- Paper (AREA)
- Woven Fabrics (AREA)
- Laminated Bodies (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Nonwoven Fabrics (AREA)
Claims (2)
- Tissu multiaxial (1510) destiné à être utilisé dans une machine à papier, comprenant :un tissu de base (1500) tissé à partir d'une pluralité de fils dans le sens machine et dans le sens transverse, les fils dans le sens transverse étant enlevés d'une première et d'une deuxième zone de couture du tissu de base (1500) ;au moins une portion d'un stratifié non aiguilleté étant retirée des zones de couture ;caractérisé par un stratifié (1512) attaché à une portion extérieure du tissu de base (1500) par aiguilletage entre les première et deuxième zones de couture, et en ce que le tissu de base (1500) avec le stratifié attaché (1512) est retourné et replié sur lui-même et joint au niveau des zones de couture et laisse le tissu sans fin avec deux couches du tissu de base (1500) et une couche de stratifié (1512) entre elles.
- Tissu multiaxial (1510) selon la revendication 1, dans lequel ledit stratifié (1512) est pris dans le groupe comprenant : des mailles tricotées, extrudées, des réseaux de fils MD ou CD, et des bandes de matériau fibreux non tissé ou de molleton enroulées sur toute la largeur ou en spirale.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/116,516 US7473336B2 (en) | 2005-04-28 | 2005-04-28 | Multiaxial fabrics |
| EP06750875.4A EP1885952B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| PCT/US2006/014959 WO2006116006A1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06750875.4A Division-Into EP1885952B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| EP06750875.4A Division EP1885952B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3103919A1 EP3103919A1 (fr) | 2016-12-14 |
| EP3103919B1 true EP3103919B1 (fr) | 2019-04-10 |
Family
ID=36704369
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16175200.1A Active EP3103918B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| EP06750875.4A Active EP1885952B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| EP16175202.7A Active EP3103919B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| EP16175199.5A Active EP3103917B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial |
| EP20110194468 Withdrawn EP2434052A1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial présentant un modèle d'interférence réduit |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16175200.1A Active EP3103918B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
| EP06750875.4A Active EP1885952B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial presentant un modele d'interference reduit |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16175199.5A Active EP3103917B1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial |
| EP20110194468 Withdrawn EP2434052A1 (fr) | 2005-04-28 | 2006-04-20 | Tissu multiaxial présentant un modèle d'interférence réduit |
Country Status (16)
| Country | Link |
|---|---|
| US (4) | US7473336B2 (fr) |
| EP (5) | EP3103918B1 (fr) |
| JP (2) | JP4870154B2 (fr) |
| KR (2) | KR101443067B1 (fr) |
| CN (4) | CN101184893B (fr) |
| AU (1) | AU2006240048A1 (fr) |
| BR (4) | BR122016023636B1 (fr) |
| CA (6) | CA2928858C (fr) |
| ES (4) | ES2622879T3 (fr) |
| MX (3) | MX342032B (fr) |
| NO (1) | NO20076130L (fr) |
| PL (1) | PL1885952T3 (fr) |
| RU (1) | RU2401330C2 (fr) |
| TW (3) | TWI488735B (fr) |
| WO (1) | WO2006116006A1 (fr) |
| ZA (1) | ZA200709248B (fr) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7604025B2 (en) * | 2006-12-22 | 2009-10-20 | Voith Patent Gmbh | Forming fabric having offset binding warps |
| US7743795B2 (en) | 2006-12-22 | 2010-06-29 | Voith Patent Gmbh | Forming fabric having binding weft yarns |
| US7879195B2 (en) * | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| US7879193B2 (en) * | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| US7879194B2 (en) * | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| US7878224B2 (en) * | 2008-02-19 | 2011-02-01 | Voith Patent Gmbh | Forming fabric having binding warp yarns |
| US7861747B2 (en) * | 2008-02-19 | 2011-01-04 | Voith Patent Gmbh | Forming fabric having exchanging and/or binding warp yarns |
| US8043477B2 (en) * | 2008-02-25 | 2011-10-25 | Voith Patent Gmbh | Belt and method of making a belt for a paper making machine |
| US8002950B2 (en) * | 2008-06-11 | 2011-08-23 | Voith Patent Gmbh | Structured fabric for papermaking and method |
| KR101100931B1 (ko) * | 2010-02-01 | 2012-01-02 | 주식회사 맥텍 | 부품 이송용 흡착식 픽커 |
| US8961742B2 (en) | 2011-07-22 | 2015-02-24 | Astenjohnson, Inc. | Multiaxial press felt base fabric including cabled monofilaments |
| KR101255551B1 (ko) | 2011-09-29 | 2013-04-17 | 한국생산기술연구원 | 수리특성이 개선된 다축 지오컴포지트의 제조방법 및 그로부터 제조된 다축 지오컴포지트 |
| TW201412547A (zh) * | 2012-09-11 | 2014-04-01 | Kraton Polymers Us Llc | 具有增進散熱的織物及其他基材 |
| US9382663B2 (en) | 2012-11-13 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| US9349175B2 (en) | 2012-11-13 | 2016-05-24 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| WO2014124111A1 (fr) | 2013-02-06 | 2014-08-14 | Astenjohnson, Inc. | Tissu à base de feutre de presse présentant une réduction d'interférence |
| CN104520096B (zh) | 2013-04-19 | 2017-03-01 | 艾斯登强生股份有限公司 | 含弹性载体层缝合压毡及其制造方法 |
| CN103469667B (zh) * | 2013-08-08 | 2016-08-17 | 浙江科技学院 | 一种高挺度两层半造纸成形网的制造方法 |
| US9404224B2 (en) | 2013-11-14 | 2016-08-02 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| JP6397495B2 (ja) | 2014-06-20 | 2018-09-26 | 株式会社オティックス | ローラリフタ |
| US10227721B2 (en) * | 2015-03-06 | 2019-03-12 | Apple Inc. | Woven materials and methods of forming woven materials |
| USD790228S1 (en) * | 2015-11-24 | 2017-06-27 | Milliken & Company | Fabric |
| USD789696S1 (en) * | 2015-11-24 | 2017-06-20 | Milliken & Company | Fabric |
| USD785340S1 (en) * | 2015-11-24 | 2017-05-02 | Milliken & Company | Fabric |
| USD790865S1 (en) * | 2015-11-24 | 2017-07-04 | Milliken & Company | Fabric |
| USD841340S1 (en) * | 2016-06-13 | 2019-02-26 | Herman Miller, Inc. | Suspension textile sheet |
| USD832017S1 (en) | 2016-06-13 | 2018-10-30 | Herman Miller, Inc. | Chair component |
| JP1593349S (fr) * | 2016-09-01 | 2017-12-18 | ||
| US10385510B2 (en) | 2016-11-16 | 2019-08-20 | Astenjohnson, Inc. | Seamless press felt with intermediate elastic carrier layer |
| CN107313149B (zh) * | 2017-06-16 | 2023-07-28 | 长兴圣帆纺织有限公司 | 一种减少摩尔效应的粘合衬基布 |
| US11492754B2 (en) | 2018-02-02 | 2022-11-08 | Astenjohnson, Inc. | Non-woven backing for press felt, method for producing non-woven backing, and press felt |
| US10716362B2 (en) * | 2018-07-03 | 2020-07-21 | Under Armour, Inc. | Article with ribbon structure having nodes and links |
| CN116145303B (zh) * | 2021-11-19 | 2024-10-15 | 北京方硕复合材料技术有限公司 | 一种织物的编织方法及织物 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3458911A (en) | 1967-03-17 | 1969-08-05 | Orr Felt & Blanket Co The | Method of making papermakers' felt |
| US3746053A (en) * | 1972-02-02 | 1973-07-17 | Minnesota Mining & Mfg | Loom reed |
| SE429982C (sv) * | 1982-11-02 | 1985-11-18 | Nordiskafilt Ab | Filt med oglesom for presspartiet i en pappersmaskin samt forfarande for dess framstellning |
| FI79735B (fi) | 1986-12-15 | 1989-10-31 | Tamfelt Oy Ab | Planformig textilstruktur. |
| GB8814436D0 (en) * | 1988-06-17 | 1988-07-20 | Scapa Group Plc | Papermachine clothing |
| US4896702A (en) * | 1988-12-01 | 1990-01-30 | Niagara Lockport Industries Inc. | Seam construction for papermaking fabrics |
| SE468602B (sv) * | 1990-12-17 | 1993-02-15 | Albany Int Corp | Pressfilt samt saett att framstaella densamma |
| US5864931A (en) * | 1991-05-23 | 1999-02-02 | Thomas Josef Heimbach Gmbh & Co. | Felt, in particular a papermaking-machine felt, and method for its manufacture |
| SE505390C2 (sv) * | 1995-11-30 | 1997-08-18 | Albany Int Corp | Laminerad beklädnad samt metod och ämne för framställning därav |
| US5785818A (en) * | 1997-02-27 | 1998-07-28 | Jwi Ltd. | Multiaxial pin seamed papermaker's press felt |
| DE69805681T2 (de) * | 1997-02-27 | 2002-11-21 | Astenjohnson, Inc. | Multiaxialer Papiermacherpressfilz mit Verbindungsnaht |
| DE19814473A1 (de) * | 1998-04-01 | 1999-10-07 | Heimbach Gmbh Thomas Josef | Maschinenfilz sowie Verfahren zu dessen Herstellung |
| US5939176A (en) * | 1998-09-01 | 1999-08-17 | Albany International Corp. | Warp loop seam |
| US5916421A (en) * | 1998-09-02 | 1999-06-29 | Albany International Corp. | Preformed seam fabric |
| US6117274A (en) * | 1998-09-03 | 2000-09-12 | Albany International Corp. | Multilayer laminate seam fabric |
| US6350336B1 (en) * | 1999-06-22 | 2002-02-26 | Albany International Corp. | Method of manufacturing a press fabric by spirally attaching a top laminate layer with a heat-activated adhesive |
| US6331341B1 (en) | 1999-07-09 | 2001-12-18 | Albany International Corp. | Multiaxial press fabric having shaped yarns |
| US6723208B1 (en) * | 2000-10-05 | 2004-04-20 | Albany International Corp. | Method for producing spiral wound paper machine clothing |
| GB0025514D0 (en) | 2000-10-18 | 2000-11-29 | Voith Fabrics Heidenheim Gmbh | Papermachine clothing |
| WO2002035000A1 (fr) * | 2000-10-23 | 2002-05-02 | Albany International Corp. | Ameliorations de toiles de fabrication de papier cousues |
| US6565713B2 (en) * | 2001-02-03 | 2003-05-20 | Albany International Corp. | Laminated structure for paper machine press fabric and method making |
| US6491794B2 (en) * | 2001-03-29 | 2002-12-10 | Albany International Corp. | Base structure for seamed papermaker's fabrics |
| JP4081293B2 (ja) * | 2001-04-27 | 2008-04-23 | 日本フエルト株式会社 | 製紙用フェルト |
| AU2002306465A1 (en) | 2002-02-12 | 2003-10-08 | Astenjohnson, Inc. | Edge reinforced fabric strip for a spirally wound press felt base fabric |
| US6776878B2 (en) * | 2002-04-02 | 2004-08-17 | Albany International Corp. | Laminated multiaxial press fabric |
| US7407564B2 (en) * | 2002-11-15 | 2008-08-05 | Albany International Corp. | Stratified press fabric |
| US7514030B2 (en) * | 2002-12-30 | 2009-04-07 | Albany International Corp. | Fabric characteristics by flat calendering |
| WO2004099496A1 (fr) | 2003-05-05 | 2004-11-18 | Asten Johnson, Inc. | Tissu de base multiaxial en feutre presse |
| US6989080B2 (en) * | 2003-06-19 | 2006-01-24 | Albany International Corp. | Nonwoven neutral line dryer fabric |
| US7032625B2 (en) * | 2003-06-24 | 2006-04-25 | Albany International Corp. | Multi-layer papermaking fabrics having a single or double layer weave over the seam |
| JP4355524B2 (ja) * | 2003-06-30 | 2009-11-04 | イチカワ株式会社 | 抄紙用フェルト |
| US20050003724A1 (en) * | 2003-07-02 | 2005-01-06 | Fitzpatrick Keith | Substrate for endless belt for use in papermaking applications |
| US7381308B2 (en) * | 2004-05-12 | 2008-06-03 | Albany International Corp. | Seam for multiaxial papermaking fabrics |
| DE102004035523A1 (de) | 2004-07-22 | 2006-02-09 | Voith Fabrics Patent Gmbh | Papiermaschinenbespannung |
-
2005
- 2005-04-28 US US11/116,516 patent/US7473336B2/en active Active
-
2006
- 2006-04-20 CA CA2928858A patent/CA2928858C/fr active Active
- 2006-04-20 RU RU2007139455A patent/RU2401330C2/ru not_active IP Right Cessation
- 2006-04-20 BR BR122016023636-6A patent/BR122016023636B1/pt active IP Right Grant
- 2006-04-20 CN CN2006800189483A patent/CN101184893B/zh active Active
- 2006-04-20 MX MX2014013453A patent/MX342032B/es unknown
- 2006-04-20 ES ES06750875.4T patent/ES2622879T3/es active Active
- 2006-04-20 CA CA 2606320 patent/CA2606320C/fr active Active
- 2006-04-20 EP EP16175200.1A patent/EP3103918B1/fr active Active
- 2006-04-20 CN CN201510812044.9A patent/CN105484089B/zh active Active
- 2006-04-20 CN CN201510810298.7A patent/CN105484088B/zh active Active
- 2006-04-20 EP EP06750875.4A patent/EP1885952B1/fr active Active
- 2006-04-20 EP EP16175202.7A patent/EP3103919B1/fr active Active
- 2006-04-20 BR BRPI0609944-0A patent/BRPI0609944B1/pt active IP Right Grant
- 2006-04-20 EP EP16175199.5A patent/EP3103917B1/fr active Active
- 2006-04-20 PL PL06750875T patent/PL1885952T3/pl unknown
- 2006-04-20 MX MX2014013454A patent/MX347046B/es unknown
- 2006-04-20 CA CA2950025A patent/CA2950025C/fr active Active
- 2006-04-20 ES ES16175199T patent/ES2713258T3/es active Active
- 2006-04-20 MX MX2007013457A patent/MX2007013457A/es active IP Right Grant
- 2006-04-20 KR KR1020137015682A patent/KR101443067B1/ko active IP Right Grant
- 2006-04-20 CA CA2950031A patent/CA2950031C/fr active Active
- 2006-04-20 CN CN201310329181.8A patent/CN103437234B/zh active Active
- 2006-04-20 CA CA2928854A patent/CA2928854C/fr active Active
- 2006-04-20 ES ES16175202T patent/ES2729523T3/es active Active
- 2006-04-20 KR KR1020077027704A patent/KR101320852B1/ko active IP Right Grant
- 2006-04-20 AU AU2006240048A patent/AU2006240048A1/en not_active Abandoned
- 2006-04-20 ZA ZA200709248A patent/ZA200709248B/xx unknown
- 2006-04-20 ES ES16175200T patent/ES2714788T3/es active Active
- 2006-04-20 CA CA2871861A patent/CA2871861C/fr active Active
- 2006-04-20 BR BR122016023633-1A patent/BR122016023633B1/pt active IP Right Grant
- 2006-04-20 JP JP2008508949A patent/JP4870154B2/ja active Active
- 2006-04-20 WO PCT/US2006/014959 patent/WO2006116006A1/fr active Application Filing
- 2006-04-20 EP EP20110194468 patent/EP2434052A1/fr not_active Withdrawn
- 2006-04-20 BR BR122016023641-2A patent/BR122016023641B1/pt active IP Right Grant
- 2006-04-26 TW TW102144853A patent/TWI488735B/zh not_active IP Right Cessation
- 2006-04-26 TW TW102144854A patent/TWI488736B/zh not_active IP Right Cessation
- 2006-04-26 TW TW95114884A patent/TWI439366B/zh not_active IP Right Cessation
-
2007
- 2007-11-28 NO NO20076130A patent/NO20076130L/no not_active Application Discontinuation
-
2008
- 2008-12-09 US US12/331,194 patent/US7981252B2/en active Active
-
2011
- 2011-07-13 JP JP2011154935A patent/JP2011208349A/ja active Pending
- 2011-07-18 US US13/185,173 patent/US8372246B2/en active Active
-
2013
- 2013-01-25 US US13/750,251 patent/US8753485B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3103919B1 (fr) | Tissu multiaxial presentant un modele d'interference reduit | |
| EP2198083B1 (fr) | Tissu pourvu d'une jonction pouvant être assemblée en machine | |
| CA2282056C (fr) | Preformage de joint de toile | |
| CA2479746C (fr) | Toile de presse multiaxiale laminee | |
| AU2011205220A1 (en) | Multiaxial Fabric Having Reduced Interference Pattern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1885952 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170613 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20181106 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1885952 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1118792 Country of ref document: AT Kind code of ref document: T Effective date: 20190415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006057776 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1118792 Country of ref document: AT Kind code of ref document: T Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190910 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2729523 Country of ref document: ES Kind code of ref document: T3 Effective date: 20191104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190710 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190711 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190810 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190420 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006057776 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| 26N | No opposition filed |
Effective date: 20200113 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190420 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060420 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240429 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240422 Year of fee payment: 19 Ref country code: FR Payment date: 20240425 Year of fee payment: 19 Ref country code: FI Payment date: 20240425 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240427 Year of fee payment: 19 |