EP3080318B2 - Procede de fabrication de produits en alliage d'aluminium - cuivre - lithium a proprietes en fatigue ameliorees et distributeuer pour ce procede - Google Patents
Procede de fabrication de produits en alliage d'aluminium - cuivre - lithium a proprietes en fatigue ameliorees et distributeuer pour ce procede Download PDFInfo
- Publication number
- EP3080318B2 EP3080318B2 EP14828176.9A EP14828176A EP3080318B2 EP 3080318 B2 EP3080318 B2 EP 3080318B2 EP 14828176 A EP14828176 A EP 14828176A EP 3080318 B2 EP3080318 B2 EP 3080318B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- weight
- casting
- dispenser
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
- C22C21/14—Alloys based on aluminium with copper as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/057—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with copper as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
- B21C23/212—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0408—Moulds for casting thin slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/041—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for vertical casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/059—Mould materials or platings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/116—Refining the metal
- B22D11/119—Refining the metal by filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/007—Castings of light metals with low melting point, e.g. Al 659 degrees C, Mg 650 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
- B22D21/04—Casting aluminium or magnesium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/026—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
- C22C21/16—Alloys based on aluminium with copper as the next major constituent with magnesium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
- C22C21/18—Alloys based on aluminium with copper as the next major constituent with zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/002—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working by rapid cooling or quenching; cooling agents used therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B2003/001—Aluminium or its alloys
Definitions
- the invention relates to a distributor intended for the semi-continuous casting of aluminum alloy plates and a process for manufacturing wrought aluminum - copper - lithium alloy products, intended in particular for aeronautical and aerospace construction.
- Aluminum - copper - lithium alloys are particularly promising for manufacturing this type of product.
- the specifications imposed by the aeronautical industry for fatigue life are high.
- Thick Al-Cu-Li alloy products are notably described in the applications US2005/0006008 And US2009/0159159 .
- US5207974 discloses a partitioned dispenser for dispensing molten metal from a nozzle to form an ingot.
- a first object of the invention is a distributor intended for the semi-continuous casting of aluminum alloy plates according to claim 1.
- Another object of the invention is a method of manufacturing an aluminum alloy product according to claim 6.
- the static mechanical characteristics in traction are determined by a tensile test according to standard NF EN ISO 6892-1, the sampling and direction of the test being defined by standard EN 485-1.
- the Walker equation was used to determine a maximum stress value representative of 50% non-failure at 100,000 cycles.
- IQF corresponding to the median, i.e. 50% rupture per 100,000 cycles.
- a thick wrought product is a product whose thickness is at least 6 mm.
- the thickness of the products according to the invention is at least 80 mm and preferably at least 100 mm.
- the thickness of the wrought products is at least 120 mm or preferably 140 mm.
- the thickness of the thick products according to the invention is typically at most 240 mm, generally at most 220 mm and preferably at most 180 mm.
- a sheet metal is according to the invention a rolled product of rectangular cross section whose uniform thickness is at least 6 mm and does not exceed 1/10th of the width.
- structural element or “structural element” of a mechanical construction a mechanical part for which the static and/or dynamic mechanical properties are particularly important for the performance of the structure, and for which a structural calculation is usually prescribed or carried out.
- these structural elements include in particular the elements which make up the fuselage (such as the fuselage skin), the fuselage stiffeners or stringers (stringers), the bulkheads (bulkheads), the fuselage frames.
- fuselage (circumferential frames), the wings (such as the wing skin), the stiffeners (stringers or stiffeners), the ribs (ribs) and spars (spars)) and the empennage composed in particular of horizontal and vertical stabilizers (horizontal or vertical stabilizers), as well as floor beams, seat tracks and doors.
- a casting installation may include numerous devices such as one or more furnaces necessary for melting the metal (“melting furnace”) and/or maintaining it (“maintaining furnace”) in temperature and/or for processing operations.
- preparation furnace preparation of the liquid metal and adjustment of the composition
- one or more tanks intended to carry out a treatment to eliminate impurities dissolved and/or suspended in the liquid metal
- this treatment may consist of filtering the liquid metal on a filter media in a “filtration bag” or introducing into the bath a so-called “treatment” gas which can be inert or reactive in a “degassing bag”, a degassing device.
- solidification liquid metal (or “casting craft”), by vertical semi-continuous casting by direct cooling in a casting well, which may include devices such as a mold (or “ingot mold”), a device for supplying liquid metal ( or “busette”) and a cooling system, these different furnaces, tanks and solidification devices being interconnected by transfer devices or channels called “chutes” in which the liquid metal can be transported.
- a mold or “ingot mold”
- a device for supplying liquid metal or “busette”
- a cooling system these different furnaces, tanks and solidification devices being interconnected by transfer devices or channels called “chutes” in which the liquid metal can be transported.
- the present inventors have found that, surprisingly, it is possible to obtain thick wrought products made of aluminum copper lithium alloy having improved fatigue performance by preparing these sheets using the following process.
- a bath of liquid alloy metal comprising, in % by weight Cu: 2.0 - 6.0; Li: 0.5 - 2.0; Mg: 0-1.0; Ag: 0 - 0.7; Zn 0 - 1.0; and at least one element chosen from Zr, Mn, Cr, Sc, Hf and Ti, the quantity of said element, if chosen, being 0.05 to 0.20% by weight for Zr, 0.05 to 0 .8% by weight for Mn, 0.05 to 0.3% by weight for Cr and for Sc, 0.05 to 0.5% by weight for Hf and 0.01 to 0.15% by weight for Ti , If ⁇ 0.1; Fe ⁇ 0.1; others ⁇ 0.05 each and ⁇ 0.15 in total, remains aluminum.
- An advantageous alloy for the process according to the invention comprises, in % by weight, Cu: 3.0 - 3.9; Li: 0.7 - 1.3; Mg: 0.1 - 1.0, at least one element chosen from Zr, Mn and Ti, the quantity of said element, if chosen, being 0.06 to 0.15% by weight for Zr, 0, 05 to 0.8% by weight for Mn and 0.01 to 0.15% by weight for Ti; Ag: 0 - 0.7; Zn ⁇ 0.25; If ⁇ 0.08; Fe ⁇ 0.10; others ⁇ 0.05 each and ⁇ 0.15 in total, remains aluminum.
- the copper content is at least 3.2% by weight.
- the lithium content is preferably between 0.85 and 1.15% by weight and preferably between 0.90 and 1.10% by weight.
- the magnesium content is preferably between 0.20 and 0.6% by weight.
- the simultaneous addition of manganese and zirconium is generally advantageous.
- the manganese content is between 0.20 and 0.50% by weight and the zirconium content is between 0.06 and 0.14% by weight.
- the silver content is between 0.20 and 0.7% by weight. It is advantageous if the silver content is at least 0.1% by weight. In one embodiment of the invention the silver content is at least 0.20% by weight. Preferably the silver content is at most 0.5% by weight. In one embodiment of the invention the silver content is limited to 0.3% by weight.
- the silicon content is at most 0.05% by weight and the iron content is at most 0.06% by weight.
- the titanium content is between 0.01 and 0.08% by weight.
- the zinc content is at most 0.15% by weight.
- a preferred aluminum-copper-lithium alloy is alloy AA2050.
- This liquid metal bath is prepared in a furnace of the casting installation. It is known, for example, to US 5,415,220 to use lithium-containing molten salts such as KCl/LiCl mixtures in the melting furnace to passivate the alloy as it is transferred to the casting facility.
- the present inventors have, however, obtained excellent fatigue properties for thick sheets without using molten salt containing lithium in the melting furnace, but by maintaining in this furnace an atmosphere poor in oxygen and believe that the presence of salt in the melting furnace could in certain cases have a detrimental effect on the fatigue properties of thick wrought products.
- molten salt containing lithium is not used throughout the casting installation. In an advantageous embodiment, no molten salt is used throughout the casting installation.
- an oxygen content of less than 0.5% by volume and preferably less than 0.3% by volume is maintained in the furnace(s) of the casting installation.
- an oxygen content of at least 0.05% by volume and even at least 0.1% by volume can be tolerated in the furnace(s) of the casting installation, which is advantageous in particular for the aspects economics of the process.
- the furnace(s) of the casting installation are induction furnaces. The present inventors have found that this type of oven is advantageous despite the mixing generated by induction heating.
- This liquid metal bath is then treated with a degassing bag and a filtration bag so that its hydrogen content is less than 0.4 ml/100g and preferably less than 0.35 ml/100g. .
- the hydrogen content of the liquid metal is measured using commercial equipment such as the device marketed under the brand ALSCAN TM , known to those skilled in the art, the probe being maintained under a nitrogen sweep.
- the oxygen content of the atmosphere in contact with the bath of liquid metal in the melting furnace during the degassing and filtration stages is less than 0.5% by volume and preferably less than 0.3% by volume.
- the oxygen content of the atmosphere in contact with the liquid metal bath is less than 0.5% by volume and preferably less than 0.3% by volume for the entire installation of casting.
- an oxygen content of at least 0.05% by volume and even at least 0.1% by volume can be tolerated for the entire casting installation, which is advantageous in particular for the economic aspects of the process.
- a plate is a block of aluminum with a substantially parallelepiped shape, of length L, width W and thickness T.
- the atmosphere above the liquid surface is controlled during solidification.
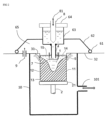
- An example of a device for controlling the atmosphere above the liquid surface during solidification is shown in Figure Figure 2 .
- the liquid metal coming from a chute (63) is introduced into a nozzle (4) controlled by a stopper (8) which can move up and down (81), in an ingot mold (31) placed on a false bottom (21).
- the aluminum alloy is solidified by direct cooling (5).
- the aluminum alloy (1) has at least one solid surface (11, 12, 13) and at least one liquid surface (14, 15).
- An elevator (2) makes it possible to maintain the level of the liquid surface (14, 15) substantially constant.
- a distributor (7) allows the distribution of the liquid metal.
- a cover (62) covers the liquid surface.
- the cover may include seals (61) to ensure sealing with the casting table (32).
- the liquid metal in the chute (63) can advantageously be protected by a cover (64).
- An inert gas (9) is introduced into the chamber (65) defined between the cover and the casting table.
- the inert gas is advantageously chosen from rare gases, nitrogen and carbon dioxide or mixtures of these gases.
- a preferred inert gas is argon.
- the oxygen content is measured in the chamber (65) above the liquid surface.
- the inert gas flow can be adjusted to achieve the desired oxygen content.
- the present inventors have noted that there is generally not a sufficient seal between the ingot mold (31) and the solidified metal (5), which leads to diffusion of the atmosphere from the casting well (10) towards the room (65).
- the suction of the pump (101) is such that the pressure in the enclosure (10) is lower than the pressure in the chamber (65), which can be preferably obtained by imposing a speed of the atmosphere through the open surfaces of the casting well at least 2 m/s and preferably at least 2.5 m/s.
- the pressure in the chamber (65) is close to atmospheric pressure and the pressure in the enclosure (10) is lower than atmospheric pressure, typically 0.95 times atmospheric pressure.
- an oxygen content of less than 0.5% by volume and preferably less than 0.3% by volume is maintained in the chamber (65), thanks to the devices described.
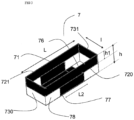
- the distributor according to the invention is made of fabric essentially comprising carbon, it comprises a lower face (76), a typically empty upper face defining the orifice through which the liquid metal is introduced (71) and a wall of substantially rectangular section typically substantially constant and of height h typically substantially constant, the wall comprising two longitudinal parts parallel to the width W of the plate (720, 721) and two transverse parts parallel to the thickness T of the plate (730, 731) said transverse parts and longitudinal being formed of at least two fabrics, a first substantially sealing and semi-rigid fabric (77) ensuring the maintenance of the shape of the distributor during casting and a second non-closing fabric (78) allowing the passage and filtration of the liquid, said first and second fabrics being linked to each other without overlap or with overlap and without gap separating them, said first fabric continuously covering at least 30% of the surface of said wall parts (720,721, 730, 731) and being positioned so that the liquid surface is in contact
- the first and second fabrics being sewn to one another without overlap or with overlap and without gap separating them, that is to say in contact, the liquid metal cannot pass through the first fabric and be deflected by the second fabric as is the case for example in a combo-bag as described in the application WO 99/44719 Figures 2 to 5 .
- the distributor is semi-rigid and does not deform significantly during casting.
- the first fabric has a height, hl, measured from the upper face on the circumference of the wall (720, 721, 730, 731) such that h1 ⁇ 0.3 h and preferably h1 ⁇ 0, 5 h, where h designates the total height of the distributor wall.
- the liquid surface being in contact with said first fabric closing the liquid metal only passes through the distributor under the liquid surface in certain directions of each part of the wall.
- the height immersed in the liquid metal of the wall (720, 721, 730, 731) of the distributor (7) covered by the first fabric is at least equal to 20%, preferably 40% and preferably 60% of the height total submerged wall.
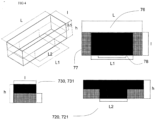
- FIG. 4 represents the bottom and the longitudinal wall parts.
- the bottom (76) is covered by the first and second fabrics.
- the first fabric is at least located in the central part of the bottom (76) over a length L1 and/or in the central part of the longitudinal parts (720) and (721) over the entire height h and over a length L2.
- the surface portion covered by the first fabric is between 50 and 80% for the longitudinal parts (720) and (721), and between 40 and 60% for the lateral parts (730, 731) and between 50 and 80% for the bottom (76).
- length L1 of first fabric located in the bottom (76) is advantageous for the length L1 of first fabric located in the bottom (76) to be greater than the length L2 of first fabric located in the part of the longitudinal walls (720) and (721) in contact with the bottom.
- the present inventors believe that the geometry of the distributor makes it possible in particular to improve the quality of the flow of the liquid metal, to reduce turbulence and to improve the temperature distribution.
- the first fabric and the second fabric are advantageously obtained by weaving a thread essentially comprising carbon. Weaving graphite wire is particularly advantageous.
- the fabrics are typically sewn together. It is also possible, instead of a first and second fabric, to use a single diffuser fabric having at least two weaving zones, more or less dense. It is advantageous for the ease of weaving that the thread comprising carbon is coated with a layer facilitating sliding. This layer may for example comprise a fluoropolymer such as Teflon or a polyamide such as xylon.
- the first fabric is noticeably obturating. Typically this is a fabric having mesh sizes of less than 0.5 mm, preferably less than 0.2 mm.
- the second fabric is non-obstructive and allows the passage of molten metal. Typically, it is a fabric having mesh sizes of between 1 and 5 mm, preferably 2 to 4 mm. In one embodiment of the invention the first fabric locally covers the second fabric, while being in intimate contact so as not to leave a gap between the two
- the plate thus obtained is then transformed to obtain a wrought product.
- the plate thus obtained is then homogenized before or after optionally being machined to obtain a shape that can be deformed under heat.
- the plate is machined in the form of a rolling plate so as to then be hot deformed by rolling.
- the plate is machined in the form of a forging blank so as to then be hot deformed by forging.
- the plate is machined in the form of billets so as to then be deformed hot by extrusion.
- the homogenization is carried out at a temperature between 470 and 540°C for a period of between 2 and 30 hours.
- the hot deformation temperature is advantageously at least 350°C and preferably at least 400°C.
- the hot and optionally cold deformation rate that is to say the ratio between on the one hand the difference between the initial thickness, before deformation but after possible machining, and the final thickness and on the other hand the initial thickness is less than 85% and preferably less than 80%. In an embodiment in which the deformation rate during deformation is less than 75% and preferably less than 70%.
- the wrought product thus obtained is then put into solution and quenched.
- the solution temperature is advantageously between 470 and 540°C and preferably between 490 and 530°C and the duration is adapted to the thickness of the product.
- said wrought product thus put into solution is relieved by plastic deformation with a deformation of at least 1%.
- the tempering is carried out in one or more stages at a temperature advantageously between 130 and 160°C for a period of 5 to 60 hours.
- a metallurgical state T8 is obtained, such as in particular T851, T83, T84, or T85.
- the wrought products obtained by the process according to the invention have advantageous properties.
- the products obtained by the process according to the invention have advantageous static mechanical characteristics.
- wrought products whose thickness is at least 80 mm including in % by weight, Cu: 3.0 - 3.9; Li: 0.7 - 1.3; Mg: 0.1 - 1.0, at least one element chosen from Zr, Mn and Ti, the quantity of said element, if chosen, being 0.06 to 0.15% by weight for Zr, 0, 05 to 0.8% by weight for Mn and 0.01 to 0.15% by weight for Ti; Ag: 0 - 0.7; Zn ⁇ 0.25; If ⁇ 0.08; Fe ⁇ 0.10; others ⁇ 0.05 each and ⁇ 0.15 in total, remains aluminum, the yield strength measured at quarter thickness in direction L is at least 450 MPa and preferably at least 470 MPa and/or the breaking strength measured is at least 480 MPa and preferably at least 500 MPa and/or the elongation is at least 5% and preferably at least 6%.
- the wrought products obtained by the process according to the invention can advantageously be used to produce structural elements, preferably aircraft structural elements.
- Preferred aircraft structural elements are spars, ribs or frames.
- the invention is particularly advantageous for parts of complex shape obtained by integral machining, used in particular for the manufacture of aircraft wings as well as for any other use for which the properties of the products according to the invention are advantageous .
- heavy plates made of AA2050 alloy were prepared.
- AA2050 alloy plates were cast by direct-cooled vertical semi-continuous casting.
- the alloy was prepared in a melting furnace.
- a KCl/LiCl mixture was used on the surface of the liquid metal in the melting furnace.
- no salt was used in the melting furnace.
- the casting installation included a hood placed above the casting well to limit the oxygen content.
- a suction (101) was also used such that the pressure in the enclosure (10) was lower than the pressure in the chamber (65) and such that the speed of the atmosphere through the open surfaces of the casting well was at least 2 m/s.
- the oxygen content was measured using an oximeter during casting.
- the hydrogen content in the liquid aluminum was measured using an Alscan TM type probe under nitrogen sweeping. Two types of liquid metal dispensers were used.
- the casting conditions of the different tests carried out are given in table 1.
- the plates were homogenized for 12 hours at 505°C, machined to a thickness of approximately 365 mm, hot rolled to sheets with a final thickness of between 154 and 158 mm, put into solution at 504°C , quenched and relieved by controlled traction with a permanent elongation of 3.5%.
- the sheets thus obtained were tempered for 18 hours at 155°C.
- Static and toughness mechanical properties were characterized at quarter thickness. Static mechanical characteristics and toughness are given in Table 2.
- Table 2 Mechanical characteristics Essay Thickness [mm] Rm (L) MPa Rp0.2 (L) MPa A % (L) 1 158 528 495 6.5 2 155 538 507 7.0 3 155 525 493 8.3 4 158 528 four hundred ninety seven 7.0 5 158 529 495 6.0 6 158 527 496 6.8 7 154 514 486 8.3 8 158 533 502 6.3 9 158 542 512 5.8
- the fatigue properties were characterized on smooth specimens and on hole specimens for certain samples taken at mid-thickness.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Continuous Casting (AREA)
- Conductive Materials (AREA)
- Metal Rolling (AREA)
- Air Bags (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Heat Treatment Of Steel (AREA)
Description
- L'invention concerne un distributeur destiné à la coulée semi-continue des plaques en alliage d'aluminium et un procédé de fabrication de produits corroyés alliages aluminium - cuivre - lithium, destinés notamment à la construction aéronautique et aérospatiale.
- Des produits laminés en alliage d'aluminium sont développés pour produire des éléments structuraux destinés notamment à l'industrie aéronautique et à l'industrie aérospatiale.
- Les alliages aluminium - cuivre - lithium sont particulièrement prometteurs pour fabriquer ce type de produit. Les spécifications imposées par l'industrie aéronautique pour la tenue en fatigue sont élevées. Pour les produits épais elles sont particulièrement difficiles à atteindre. En effet compte tenu des épaisseurs possibles des plaques coulées, la réduction d'épaisseur par déformation à chaud est assez faible et par conséquent les sites liés à la coulée sur lesquels s'initient les fissures de fatigue ne voient pas leur taille réduite au cours de la déformation à chaud.
- Le lithium étant particulièrement oxydable, la coulée des alliages aluminium-cuivre-lithium génère d'une manière générale des sites d'initiation de fissure en fatigue plus nombreux que pour les alliages de type 2XXX sans lithium ou 7XXX. Ainsi les solutions habituellement trouvées pour l'obtention de produits laminés épais en alliages de type 2XXX sans lithium ou 7XXX ne permettent pas d'obtenir des propriétés en fatigue suffisantes pour les alliages aluminium - cuivre - lithium.
- Des produits épais en alliage Al-Cu-Li sont notamment décrits dans les demandes
US2005/0006008 etUS2009/0159159 . - Dans la demande
WO2012/ll0717 - Dans la demande
US5383986 , il est proposé pour améliorer les propriétés mécaniques d'un alliage Al-Cu-Li de réaliser après mise en solution trempe du produit, une traction comprise entre 1 et 20% suivie d'un revenu. - Dans la demande
US2009/0142222 , il est proposé pour obtenir un excellent compromis de propriétés, en particulier la fatigue, d'utiliser un alliage extrudé consistant essentiellement en 3.4-4.2 pds% Cu; 0.9-1.4 pds% Li; 0.3-0.7 pds% Ag; 0.1-0.6 pds% Mg; 0.2-0.8 pds% Zn; 0.1-0.6 pds% Mn et 0.01-0.06 pds % d'au moins un élément influant sur la taille de grain ; le reste consistant en l'aluminium et d'éventuelles impuretés. -
US5207974 divulgue un distributeur cloisonné pour distribuer du métal fondu à partir d'une busette pour former un lingot. - Il existe un besoin pour des produits épais en alliage aluminium - cuivre - lithium présentant des propriétés améliorées par rapport à celles des produits connus, en particulier en termes de propriétés en fatigue tout en ayant des propriétés de ténacité et des propriétés de résistance mécanique statique avantageuses. Par ailleurs il existe un besoin pour un procédé simple et économique d'obtention de ces produits.
- Un premier objet de l'invention est un distributeur destiné à la coulée semi-continue de plaques en alliage d'aluminium selon la revendication 1.
- Un autre objet de l'invention est un procédé de fabrication d'un produit en alliage d'aluminium selon la revendication 6.
-
- La
Figure 1 est le schéma des éprouvettes utilisées pour les essais en fatigue lisse (Fig 1a ) et en fatigue à trou (Fig 1b ). Les dimensions sont données en mm. - La
Figure 2 est un schéma général du dispositif de solidification utilisé dans un mode de réalisation de l'invention. - La
Figure 3 est un schéma général du distributeur utilisé dans le procédé selon l'invention. - La
Figure 4 présente des représentations du fond et des parties latérales et longitudinales de la paroi du distributeur selon un mode de réalisation de l'invention. - La
Figure 5 montre la relation entre la performance en fatigue lisse et la teneur en hydrogène du bain de métal liquide lors de la solidification (Fig 5a ) ou la teneur en oxygène mesurée au-dessus de la surface liquide lors de la solidification (Fig. 5b ). - La
Figure 6 montre les courbes de Wöhler obtenues avec les essais 3, 7 et 8 dans la direction L-T (Figure 6a ) et T-L (figure 6b ). - Sauf mention contraire, toutes les indications concernant la composition chimique des alliages sont exprimées comme un pourcentage en poids basé sur le poids total de l'alliage. L'expression 1,4 Cu signifie que la teneur en cuivre exprimée en % en poids est multipliée par 1,4. La désignation des alliages se fait en conformité avec les règlements de The Aluminium Association, connus de l'homme du métier. Sauf mention contraire les définitions des états métallurgiques indiquées dans la norme européenne EN 515 s'appliquent.
- Les caractéristiques mécaniques statiques en traction, en d'autres termes la résistance à la rupture Rm, la limite d'élasticité conventionnelle à 0,2% d'allongement Rp0,2, et l'allongement à la rupture A%, sont déterminés par un essai de traction selon la norme NF EN ISO 6892-1, le prélèvement et le sens de l'essai étant définis par la norme EN 485-1. Les propriétés en fatigue sur éprouvettes lisses sont mesurées à l'air ambiant à une contrainte d'amplitude maximale de 242 MPa, une fréquence de 50 Hz, un rapport de contrainte R = 0,1, sur des éprouvettes telles que représentées sur la Figure la, prélevées à mi-largeur et à mi-épaisseur des tôles dans la direction TL. Les conditions de test obéissent à la norme ASTM E466. On détermine la moyenne logarithmique des résultats obtenus sur au moins 4 éprouvettes.
- Les propriétés en fatigue sur éprouvettes à trou sont mesurées à l'air ambiant pour des niveaux de contrainte variables, à une fréquence de 50 Hz, un rapport de contrainte R = 0,1, sur des éprouvettes telles que représentées sur la
Figure 1b , Kt = 2,3, prélevées au centre et à mi-épaisseur des tôles dans la direction L-T et T-L. L'équation de Walker a été utilisée pour déterminer une valeur de contrainte maximale représentative de 50 % de non rupture à 100 000 cycles. Pour ce faire un indice de qualité fatigue (IQF) est calculé pour chaque point de la courbe de Wöhler avec la formule
- Dans le cadre de l'invention, un produit corroyé épais est un produit dont l'épaisseur est au moins 6 mm. De préférence l'épaisseur des produits selon l'invention est au moins 80 mm et de manière préférée au moins 100 mm. Dans un mode de réalisation de l'invention l'épaisseur des produits corroyés est au moins 120 mm ou de préférence 140 mm. L'épaisseur des produits épais selon l'invention est typiquement au plus de 240 mm, généralement au plus de 220 mm et préférentiellement au plus de 180 mm.
- Sauf mention contraire, les définitions de la norme EN 12258 s'appliquent. Notamment, une tôle est selon l'invention un produit laminé de section transversale rectangulaire dont l'épaisseur uniforme est au moins de 6 mm et n'excède pas 1/10ème de la largeur.
- On appelle ici « élément de structure » ou « élément structural » d'une construction mécanique une pièce mécanique pour laquelle les propriétés mécaniques statiques et/ou dynamiques sont particulièrement importantes pour la performance de la structure, et pour laquelle un calcul de structure est habituellement prescrit ou réalisé. Il s'agit typiquement d'éléments dont la défaillance est susceptible de mettre en danger la sécurité de ladite construction, de ses utilisateurs, de ses usagers ou d'autrui. Pour un avion, ces éléments de structure comprennent notamment les éléments qui composent le fuselage (tels que la peau de fuselage (fuselage skin en anglais), les raidisseurs ou lisses de fuselage (stringers), les cloisons étanches (bulkheads), les cadres de fuselage (circumferential frames), les ailes (tels que la peau de voilure (wing skin), les raidisseurs (stringers ou stiffeners), les nervures (ribs) et longerons (spars)) et l'empennage composé notamment de stabilisateurs horizontaux et verticaux (horizontal or vertical stabilisers), ainsi que les profilés de plancher (floor beams), les rails de sièges (seat tracks) et les portes.
- On appelle ici « ensemble de l'installation de coulée » l'ensemble des dispositifs permettant de transformer un métal sous forme quelconque en demi-produit de forme brute en passant par la phase liquide. Une installation de coulée peut comprendre de nombreux dispositifs tels que un ou plusieurs fours nécessaires à la fusion du métal (« four de fusion ») et/ou à son maintien (« four de maintien ») en température et/ou à des opérations de préparation du métal liquide et d'ajustement de la composition (« four d'élaboration »), une ou plusieurs cuves (ou « poches ») destinées à effectuer un traitement d'élimination des impuretés dissoutes et/ou en suspension dans le métal liquide, ce traitement pouvant consister à filtrer le métal liquide sur un média filtrant dans une « poche de filtration » ou à introduire dans le bain un gaz dit « de traitement » pouvant être inerte ou réactif dans une « poche de dégazage », un dispositif de solidification du métal liquide (ou « métier de coulée »), par coulée semi-continue verticale par refroidissement direct dans un puits de coulée, pouvant comprendre des dispositifs tels que un moule (ou « lingotière ») un dispositif d'approvisionnement du métal liquide (ou «busette ») et un système de refroidissement, ces différents fours, cuves et dispositifs de solidification étant reliés entre eux par des dispositifs de transfert ou chenaux appelés « goulottes » dans lesquels le métal liquide peut être transporté.
- Les présents inventeurs ont constaté que de manière surprenante on peut obtenir des produits corroyés épais en alliage aluminium cuivre lithium présentant une performance en fatigue améliorée en préparant ces tôles à l'aide du procédé suivant.
- Dans une première étape on élabore un bain de métal liquide en alliage comprenant, en % en poids Cu: 2,0 - 6,0; Li : 0,5 - 2,0 ; Mg : 0- 1,0 ; Ag: 0 - 0,7 ; Zn 0 - 1,0 ; et au moins un élément choisi parmi Zr, Mn, Cr, Sc, Hf et Ti, la quantité dudit élément, s'il est choisi, étant de 0,05 à 0,20 % en poids pour Zr, 0,05 à 0,8 % en poids pour Mn, 0,05 à 0,3 % en poids pour Cr et pour Sc, 0,05 à 0,5 % en poids pour Hf et de 0,01 à 0,15 % en poids pour Ti, Si ≤ 0,1 ; Fe ≤ 0,1; autres ≤ 0,05 chacun et ≤ 0,15 au total, reste aluminium.
- Un alliage avantageux pour le procédé selon l'invention comprend, en % en poids, Cu : 3,0 - 3,9 ; Li : 0,7 - 1,3 ; Mg : 0,1 - 1,0, au moins un élément choisi parmi Zr, Mn et Ti, la quantité dudit élément, s'il est choisi, étant de 0,06 à 0,15 % en poids pour Zr, 0,05 à 0,8 % en poids pour Mn et de 0,01 à 0,15 % en poids pour Ti; Ag: 0 - 0,7 ; Zn ≤ 0,25 ; Si ≤ 0,08 ; Fe ≤ 0,10 ; autres ≤ 0,05 chacun et ≤ 0,15 au total, reste aluminium.
- Avantageusement la teneur en cuivre est au moins de 3,2 % en poids. La teneur en lithium est de préférence comprise entre 0,85 et 1,15 % en poids et de préférence entre 0,90 et 1,10 % en poids. La teneur en magnésium est de préférence comprise entre 0,20 et 0,6 % en poids. L'addition simultanée de manganèse et de zirconium est généralement avantageuse. De façon préférée la teneur en manganèse est comprise entre 0,20 et 0,50 % en poids et la teneur en zirconium est comprise entre 0,06 et 0,14 % en poids. Avantageusement la teneur en argent est comprise entre 0,20 et 0,7 % en poids. Il est avantageux que la teneur en argent soit au moins 0,1 % en poids. Dans un mode de réalisation de l'invention la teneur en argent est au moins 0,20 % en poids. Préférentiellement la teneur en argent est au plus 0,5 % en poids. Dans un mode de réalisation de l'invention la teneur en argent est limitée à 0,3 % en poids. Préférentiellement la teneur en silicium est au plus de 0,05 % en poids et la teneur en fer est au plus de 0,06 % en poids. Avantageusement la teneur en titane est comprise entre 0,01 et 0,08 % en poids. Dans un mode de réalisation de l'invention la teneur en zinc est au plus de 0,15 % en poids.
- Un alliage aluminium-cuivre-lithium préféré est l'alliage AA2050.
- Ce bain de métal liquide est préparé dans un four de l'installation de coulée. Il est connu, par exemple de
US 5,415,220 d'utiliser des sels fondus contenant du lithium tels que des mélanges KCl/LiCl dans le four de fusion pour passiver l'alliage lors de son transfert vers l'installation de coulée. Les présents inventeurs ont cependant obtenu d'excellentes propriétés de fatigue pour des tôles épaisses sans utiliser de sel fondu contenant du lithium dans le four de fusion, mais en maintenant dans ce four une atmosphère pauvre en oxygène et pensent que la présence de sel dans le four de fusion pourrait avoir dans certains cas un effet néfaste sur les propriétés en fatigue des produits corroyés épais. Avantageusement, on n'utilise pas de sel fondu contenant du lithium dans l'ensemble de l'installation de coulée. Dans un mode de réalisation avantageux on n'utilise pas de sel fondu dans l'ensemble de l'installation de coulée. Préférentiellement on maintient dans le ou les fours de l'installation de coulée une teneur en oxygène inférieure à 0,5 % en volume et de préférence inférieure à 0,3 % en volume. Cependant on peut tolérer une teneur en oxygène d'au moins 0,05 % en volume et même d'au moins 0,1 % en volume dans le ou les fours de l'installation de coulée, ce qui est avantageux notamment pour les aspects économiques du procédé. Avantageusement le ou les fours de l'installation de coulée sont des fours à induction. Les présents inventeurs ont constaté que ce type de four est avantageux malgré le brassage généré par le chauffage par induction. - Ce bain de métal liquide est ensuite traité avec dans une poche de dégazage et dans une poche de filtration de façon notamment à ce que sa teneur en hydrogène soit inférieure à 0,4 ml/100g et de préférence inférieure à 0,35 ml/100g. La teneur en hydrogène du métal liquide est mesurée à l'aide d'un appareillage commercial tel que l'appareil commercialisé sous la marque ALSCAN™, connu de l'homme du métier, la sonde étant maintenue sous un balayage d'azote. Avantageusement la teneur en oxygène de l'atmosphère en contact avec le bain de métal liquide dans le four de fusion lors des étapes de dégazage, filtration est inférieure à 0,5 % en volume et de préférence inférieure à 0,3 % en volume. De préférence, la teneur en oxygène de l'atmosphère en contact avec le bain de métal liquide est inférieure est inférieure à 0,5 % en volume et de préférence inférieure à 0,3 % en volume pour l'ensemble de l'installation de coulée. Cependant on peut tolérer une teneur en oxygène d'au moins 0,05 % en volume et même d'au moins 0,1 % en volume pour l'ensemble de l'installation de coulée ce qui est avantageux notamment pour les aspects économiques du procédé.
- Le bain de métal liquide est ensuite solidifié sous forme de plaque. Une plaque est un bloc d'aluminium de forme substantiellement parallélépipédique, de longueur L, de largeur W et d'épaisseur T. On contrôle l'atmosphère au-dessus de la surface liquide lors de la solidification. Un exemple de dispositif permettant de contrôler l'atmosphère au-dessus de la surface liquide lors de la solidification est présenté sur la
Figure 2 . - Dans cet exemple de dispositif approprié, le métal liquide provenant d'une goulotte (63) est introduit dans une busette (4) contrôlée par une quenouille (8) pouvant se déplacer vers le haut et vers le bas (81), dans une lingotière (31) placée sur un faux fond (21). L'alliage d'aluminium est solidifié par refroidissement direct (5). L'alliage d'aluminium (1) a au moins une surface solide (11, 12, 13) et au moins une surface liquide (14, 15). Un ascenseur (2) permet de maintenir le niveau de la surface liquide (14, 15) sensiblement constant. Un distributeur (7) permet la répartition du métal liquide. Un couvercle (62) recouvre la surface liquide. Le couvercle peut comprendre des joints (61) pour assurer une étanchéité avec la table de coulée (32). Le métal liquide dans la goulotte (63) peut être avantageusement protégé par un couvercle (64). Un gaz inerte (9) est introduit dans la chambre (65) définie entre le couvercle et la table de coulée. Le gaz inerte est avantageusement choisi parmi les gaz rares, l'azote et le dioxyde de carbone ou des mélanges de ces gaz. Un gaz inerte préféré est l'argon. La teneur en oxygène est mesurée dans la chambre (65) au-dessus de la surface liquide. Le débit de gaz inerte peut être ajusté pour atteindre la teneur en oxygène désirée. Cependant il est avantageux de maintenir une aspiration suffisante dans le puits de coulée (10) grâce à une pompe (101). En effet les présents inventeurs ont constaté qu'il n'existe pas en général une étanchéité suffisante entre la lingotière (31) et le métal solidifié (5) ce qui conduit à une diffusion de l'atmosphère du puits de coulée (10) vers la chambre (65). Avantageusement l'aspiration de la pompe (101) est telle que la pression dans l'enceinte (10) soit inférieure à la pression dans la chambre (65), ce qui est peut être obtenu de préférence en imposant une vitesse de l'atmosphère au travers des surfaces ouvertes du puits de coulée d'au moins de 2 m/s et de préférence d'au moins de 2,5 m/s. Typiquement la pression dans la chambre (65) est proche de la pression atmosphérique et la pression dans l'enceinte (10) est inférieure à la pression atmosphérique, typiquement 0,95 fois la pression atmosphérique. Dans le cadre du procédé selon l'invention, on maintient dans la chambre (65), grâce aux dispositifs décrits, une teneur en oxygène inférieure à 0,5 % en volume et de préférence inférieure à 0,3 % en volume.
- Un exemple de distributeur (7) du procédé selon l'invention est présenté sur les
figures 3 et4 . Le distributeur selon l'invention est réalisé en tissu comprenant essentiellement du carbone, il comprend une face inférieure (76), une face supérieure typiquement vide définissant l'orifice par lequel le métal liquide est introduit (71) et paroi de section substantiellement rectangulaire typiquement substantiellement constante et de hauteur h typiquement substantiellement constante, la paroi comprenant deux parties longitudinales parallèles à la largeur W de la plaque (720, 721) et deux parties transversales parallèles à l'épaisseur T de la plaque (730, 731) lesdites parties transversales et longitudinales étant formées d'au moins deux tissus, un premier tissu sensiblement obturant et semi-rigide (77) assurant le maintien de la forme du distributeur pendant la coulée et un second tissu non obturant (78) permettant le passage et la filtration du liquide, lesdits premier et deuxième tissu étant liés l'un à l'autre sans recouvrement ou avec recouvrement et sans interstice les séparant, ledit premier tissu couvrant de façon continue au moins 30 % de la surface desdites parties de paroi (720,721, 730, 731) et étant positionné de manière à ce que la surface liquide soit en contact avec lui sur l'ensemble de la section du distributeur. Les premier et deuxième tissus étant cousus l'un à l'autre sans recouvrement ou avec recouvrement et sans interstice les séparant, c'est-à-dire en contact, le métal liquide ne peut pas traverser le premier tissu et être dévié par le second tissu comme c'est le cas par exemple dans un combo-bag tel que décrit dans la demandeWO 99/44719 Fig 2 à 5 . Grâce au maintien assuré par le premier tissu, le distributeur est semi-rigide et ne se déforme pas sensiblement lors de la coulée. Dans une réalisation avantageuse le premier tissu a une hauteur, hl, mesurée à partir de la face supérieure sur la circonférence de la paroi (720, 721, 730, 731) telle que h1 ≥ 0,3 h et de préférence h1 ≥ 0,5 h, où h désigne la hauteur totale de la paroi du distributeur. - La surface liquide étant en contact avec ledit premier tissu obturant le métal liquide ne traverse le distributeur que sous la surface liquide dans certaines directions de chaque partie de la paroi. De préférence la hauteur immergée dans le métal liquide de paroi (720, 721, 730, 731) du distributeur (7) couverte par le premier tissu est au moins égale à 20 %, préférentiellement 40 % et de manière préférée 60 % de la hauteur totale de paroi immergée.
- La
figure 4 représente le fond et les parties de paroi longitudinales. Le fond (76) est couvert par le premier et le second tissu. Avantageusement le premier tissu est au moins situé dans la partie centrale du fond (76) sur une longueur L1 et/ou dans la partie centrale des parties longitudinales (720) et (721) sur l'ensemble de la hauteur h et sur une longueur L2. - La portion de surface couverte par le premier tissu est comprise entre 50 et 80 % pour les parties longitudinales (720) et (721), et entre 40 et 60 % pour les parties latérales (730, 731) et entre 50 et 80 % pour le fond (76).
- Il est avantageux que la longueur L1 de premier tissu situé dans le fond (76) soit supérieure à la longueur L2 de premier tissu situé dans la partie des parois longitudinales (720) et (721) en contact avec le fond.
- Les présents inventeurs pensent que la géométrie du distributeur permet notamment d'améliorer la qualité du flux du métal liquide, de réduire les turbulences et d'améliorer la distribution de température.
- Le premier tissu et le deuxième tissu sont avantageusement obtenus par tissage d'un fil comprenant essentiellement du carbone. Le tissage de fil graphite est particulièrement avantageux. Les tissus sont typiquement cousus l'un à l'autre. Il est possible également en lieu et place d'un premier et deuxième tissus d'utiliser un tissu diffuseur unique présentant au moins deux zones de tissage, plus ou moins denses. Il est avantageux pour la facilité du tissage que le fil comprenant du carbone soit revêtu d'une couche facilitant le glissement. Cette couche peut par exemple comprendre un polymère fluoré tel que le Teflon ou une polyamide telle que le xylon. Le premier tissu est sensiblement obturant. Typiquement il s'agit d'un tissu présentant des mailles de dimension inférieure à 0,5 mm, de préférence inférieure à 0,2 mm. Le second tissu est non obturant et permet le passage du métal en fusion. Typiquement, il s'agit d'un tissu présentant des mailles de dimension comprise entre 1 et 5 mm, de préférence de 2 à 4 mm. Dans un mode de réalisation de l'invention le premier tissu recouvre localement le second tissu, tout en étant en contact intime de façon à ne pas laisser d'interstice entre les deux tissus.
- Avantageusement la plaque ainsi obtenue est ensuite transformée pour obtenir un produit corroyé. La plaque ainsi obtenue est ensuite homogénéisée avant ou après avoir optionnellement été usinée pour obtenir une forme pouvant être déformée à chaud. Dans un mode de réalisation, la plaque est usinée sous forme de plaque de laminage de façon à ensuite être déformée à chaud par laminage. Dans un autre mode de réalisation, la plaque est usinée sous forme de d'ébauche de forge de façon à ensuite être déformée à chaud par forgeage. Dans encore une autre mode de réalisation la plaque est usinée sous forme de billettes de façon à ensuite être déformée à chaud par extrusion. De préférence l'homogénéisation est réalisée à une température comprise entre 470 et 540°C pendant une durée comprise entre 2 et 30 heures.
- On déforme à chaud et optionnellement à froid ladite forme ainsi homogénéisée pour obtenir un produit corroyé. La température de déformation à chaud est avantageusement au moins 350°C et de préférence au moins 400 °C. Le taux de déformation à chaud et optionnellement à froid, c'est-à-dire le rapport entre d'une part la différence entre l'épaisseur initiale, avant déformation mais après l'éventuel usinage, et l'épaisseur finale et d'autre part l'épaisseur initiale est inférieur à 85% et de préférence inférieur à 80 %. Dans un mode de réalisation lequel le taux de déformation lors de la déformation est inférieur à 75% et de préférence inférieur à 70 %.
- Le produit corroyé ainsi obtenu est ensuite mis en solution et trempé. La température de mise en solution est avantageusement comprise entre 470 et 540°C et de préférence entre 490 et 530 °C et la durée est adaptée à l'épaisseur du produit.
- Optionnellement on détensionne ledit produit corroyé ainsi mis en solution par déformation plastique avec une déformation d'au moins 1%. Dans le cas des produits laminés il est avantageux de détensionner par traction contrôlée ledit produit corroyé ainsi mis en solution avec un allongement permanent d'au moins 1% et de préférence compris entre 2 et 5%.
- Enfin on fait subir un revenu au produit ainsi mis en solution et optionnellement détensionné. Le revenu est effectué en un ou plusieurs paliers à une température avantageusement comprise entre 130 et 160 °C pendant une durée de 5 à 60 heures. De préférence on obtient à l'issue du revenu un état métallurgique T8, tel que notamment T851, T83, T84, ou T85.
- Les produits corroyés obtenus par le procédé selon l'invention présentent des propriétés avantageuses.
- La moyenne logarithmique de fatigue des produits corroyés dont l'épaisseur est au moins 80 mm, obtenus par le procédé selon l'invention, mesurée à mi-épaisseur dans la direction
- TL sur éprouvettes lisses selon la Figure la à une contrainte d'amplitude maximale de 242 MPa, une fréquence de 50 Hz, un rapport de contrainte R = 0,1 est au moins 250 000 cycles, avantageusement la propriété en fatigue est obtenue pour les produits corroyés obtenus par le procédé selon l'invention dont l'épaisseur est au moins 100 mm ou de préférence au moins 120 mm ou même au moins 140 mm.
- Les produits corroyés selon l'invention d'épaisseur au moins 80 mm présentent également des propriétés en fatigue avantageuse pour des éprouvettes à trou, ainsi l'indice de qualité fatigue IQF obtenu sur des éprouvettes à trou Kt = 2,3 selon la
Figure 1b à une fréquence de 50 Hz à l'air ambiant avec une valeur R = 0,1 est au moins 180 MPa et de préférence est au moins 190 MPa dans le sens T-L. - De plus les produits obtenus par le procédé selon l'invention ont des caractéristiques mécaniques statiques avantageuses. Ainsi pour les produits corroyés dont l'épaisseur est au moins 80 mm comprenant en % en poids, Cu : 3,0 - 3,9 ; Li : 0,7 - 1,3 ; Mg : 0,1 - 1,0, au moins un élément choisi parmi Zr, Mn et Ti, la quantité dudit élément, s'il est choisi, étant de 0,06 à 0,15 % en poids pour Zr, 0,05 à 0,8 % en poids pour Mn et de 0,01 à 0,15 % en poids pour Ti,; Ag : 0 - 0,7 ; Zn ≤ 0,25 ; Si ≤ 0,08 ; Fe ≤ 0,10 ; autres ≤ 0,05 chacun et ≤ 0,15 au total, reste aluminium, la limite d'élasticité mesurée à quart épaisseur dans le sens L est au moins 450 MPa et de préférence au moins 470 MPa et/ou la résistance à la rupture mesurée est au moins 480 MPa et de préférence au moins 500 MPa et/ou l'allongement est au moins 5% et de préférence au moins 6%.
- Les produits corroyés obtenus par le procédé selon l'invention peuvent de manière avantageuse être utilisées pour réaliser des éléments de structure, de préférence des éléments de structure d'avion. Des éléments de structure d'avion préférés sont les longerons, nervures ou un cadres. L'invention est particulièrement avantageuse pour des pièces de forme complexe obtenues par usinage intégral, utilisées en particulier pour la fabrication d'ailes d'avion ainsi que pour n'importe quel autre usage pour lequel les propriétés des produits selon l'invention sont avantageuses.
- Dans cet exemple, on a préparé des tôles fortes en alliage AA2050. Des plaques en alliage AA2050 ont été coulées par coulée semi-continue verticale à refroidissement direct. L'alliage a été préparé dans un four de fusion. Pour les exemples 1 à 7 on a utilisé un mélange KCl/LiCl en surface du métal liquide dans le four de fusion. Pour les exemples 8 à 9 on n'a pas utilisé de sel dans le four de fusion. Pour les exemples 8 à 9 l'atmosphère en contact avec le métal liquide avec une teneur en oxygène inférieure à 0,3 % en volume pour l'ensemble de l'installation de coulée. L'installation de coulée comprenait un capot disposé au-dessus du puits de coulée permettant de limiter la teneur en oxygène. Pour les essais 8 et 9 on avait en plus utilisé une aspiration (101) telle que la pression dans l'enceinte (10) était inférieure à la pression dans la chambre (65) et telle que la vitesse de l'atmosphère au travers des surfaces ouvertes du puits de coulée était au moins de 2 m/s. La teneur en oxygène a été mesurée à l'aide d'un oxymètre lors de la coulée. Par ailleurs, la teneur en hydrogène dans l'aluminium liquide a été mesurée à l'aide d'une sonde de type Alscan™ ·sous balayage d'azote. Deux types de distributeurs de métal liquide ont été utilisés. Un premier distributeur de type « Combo Bag » tel que décrit par exemple dans les
Figures 2 à 6 de la demande internationaleWO 99/44719 figure 3 référencé ci-dessous « distributeur B » est réalisé en tissu de fil de graphite.
Les conditions de coulée des différents essais réalisés sont données dans le tableau 1.Table 1 - Conditions de coulée pour les différents essais Essai H2 [ml/100g] O2 mesuré au dessus du puits de coulée (% en volume) Distributeur 1 0,41 0,3 A 2 0,43 0,1 A 3 0,37 0,1 A 4 0,33 0,1 A 5 0,35 0,4 A 6 0,38 0,3 A 7 0,47 0,7 B 8 0,34 0,1 B 9 0,29 0,1 B - Les plaques ont été homogénéisées 12 heures à 505°C, usinées jusqu'à une épaisseur d'environ 365 mm, laminées à chaud jusqu'à des tôles d'épaisseur finale comprise entre 154 et 158 mm, mises en solution à 504 °C, trempées et détensionnée par traction contrôlée avec un allongement permanent de 3,5%. Les tôles ainsi obtenues ont subi un revenu de 18 heures à 155 °C.
- Les propriétés mécaniques statiques et de ténacité ont été caractérisées à quart-épaisseur. Les caractéristiques mécaniques statiques et la ténacité sont données dans le Tableau 2.
Tableau 2 Caractéristiques mécaniques Essai Epaisseur [mm] Rm (L) MPa Rp0,2 (L) MPa A % (L) 1 158 528 495 6,5 2 155 538 507 7,0 3 155 525 493 8,3 4 158 528 497 7,0 5 158 529 495 6,0 6 158 527 496 6,8 7 154 514 486 8,3 8 158 533 502 6,3 9 158 542 512 5,8 - Les propriétés en fatigue ont été caractérisées sur des éprouvettes lisses et sur des éprouvettes à trou pour certains échantillons prélevées à mi-épaisseur.
- Pour les caractérisations de fatigue lisse, quatre éprouvettes, dont le schéma est donné en
- Figure la, ont été testées à mi-épaisseur et mi-largeur dans le sens TL, les conditions de test étant σ = 242 MPa, R = 0,1. Certains tests ont été arrêtés après 200 000 cycles et d'autres tests ont été arrêtés après 300 000 cycles.
- Pour les caractérisations de fatigue à trou, on a utilisé l'éprouvette reproduite sur la
Figure 1b , dont la valeur Kt est 2,3. Les éprouvettes ont été testées à une fréquence de 50 Hz à l'air ambiant avec une valeur R = 0,1. Les courbes de Wöhler correspondantes sont présentées sur lesFigures 6a et 6b . On a calculé l'indice de qualité de fatigue IQF.Tableau 3 - Résultats des essais en fatigue Essai Résultats de fatigue lisse (nombre de cycles) Résultats de fatigue à trou IQF (MPa), 50% rupture pour 100 000 cycles Eprouvette 1 Eprouvette 2 Eprouvette 3 Eprouvette 4 Moyenne lo garithmique L-T T-L 1 101423 101761 116820 118212 109263 2 102570 140030 152120 178860 140600 3 112453 163422 152620 167113 147138 175 152 4 101900 110300 139400 144100 122580 5 93400 105000 112600 129900 109439 6 114000 116500 188100 195000 148564 7 192300 >200000 189600 >200000 >195400 183 168 8 >300000 >300000 >300000 >300000 >300000 186 196 9 >300000 >300000 >300000 >300000 >300000 - La combinaison d'une teneur en hydrogène inférieure à 0,4 ml/100g d'une teneur en oxygène mesurée au-dessus de la surface liquide inférieure à 0,3 % en volume et du distributeur B permet d'atteindre un excellent niveau de performance en fatigue. Ces résultats sont présentés sur la
Figure 5 .Tableau 3 - Résultats des essais en fatigue Essai Résultats de fatigue lisse (nombre de cycles) Résultats de fatigue à trou IQF (MPa), 50% rupture pour 100 000 cycles Eprouvette 1 Eprouvette 2 Eprouvette 3 Eprouvette 4 Moyenne logarithmique L-T T-L 1 101423 101761 116820 118212 109263 2 102570 140030 152120 178860 140600 3 112453 163422 152620 167113 147138 175 152 4 101900 110300 139400 144100 122580 5 93400 105000 112600 129900 109439 6 114000 116500 188100 195000 148564 7 192300 >200000 189600 >200000 >195400 183 168 8 >300000 >300000 >300000 >300000 >300000 186 196 9 >300000 >300000 >300000 >300000 >300000 - La combinaison d'une teneur en hydrogène inférieure à 0,4 ml/100g d'une teneur en oxygène mesurée au-dessus de la surface liquide inférieure à 0,3 % en volume et du distributeur B permet d'atteindre un excellent niveau de performance en fatigue. Ces résultats sont présentés sur la
Figure 5 .
Claims (12)
- Distributeur destiné à la coulée semi-continue de plaques en alliage d'aluminium en tissu comprenant essentiellement du carbone, comprenant une face inférieure (76), une face supérieure définissant l'orifice par lequel le métal liquide est introduit (71) et une paroi de section substantiellement rectangulaire, la paroi comprenant deux parties longitudinales parallèles à la largeur W (720, 721) et deux parties transversales parallèles à l'épaisseur T (730, 731) lesdites parties transversales et longitudinales étant formées d'au moins deux tissus, un premier tissu présentant des mailles de dimension inférieure à 0.5 mm et semi-rigide (77) assurant le maintien de la forme du distributeur pendant la coulée et un second tissu non obturant (78) permettant le passage et la filtration du liquide, lesdits premier et deuxième tissu étant liés l'un à l'autre sans recouvrement ou avec recouvrement et sans interstice les séparant, ledit premier tissu couvrant de façon continue au moins 30 % de la surface desdites parties de paroi (720, 721, 730, 731) et positionnable de manière à ce que la surface liquide soit en contact avec lui sur l'ensemble de la section et caractérisé en ce que la portion de surface couverte par le premier tissu est comprise entre entre 50 et 80 % pour les parties longitudinales (720) et (721), et entre 40 et 60 % pour les parties latérales (730, 731) et entre 50 et 80 % pour le fond (76).
- Distributeur selon la revendication 1 caractérisé en ce que le premier tissu a une hauteur, h1, mesurée à partir de la face supérieure sur la circonférence de la paroi (720, 721, 730, 731) telle que h1 ≥ 0,3 h et de préférence h1 ≥ 0,5 h, où h désigne la hauteur totale de la paroi du distributeur.
- Distributeur selon la revendication 1 ou la revendication 2 caractérisé en ce que la section de sa paroi évolue linéairement en fonction de la hauteur h, typiquement de façon à ce que la surface de la face inférieure (76) du distributeur soit supérieure ou inférieure d'au plus 10% à la surface de la face supérieure (71) du distributeur.
- Distributeur selon une quelconque des revendications 1 à 3 caractérisé en ce que la longueur L1 de premier tissu situé dans le fond (76) soit supérieure à la longueur L2 de premier tissu situé dans la partie des parois longitudinales (720) et (721) en contact avec le fond.
- Distributeur selon une quelconque des revendications 1 à 4 caractérisé en ce que le premier tissu présente des mailles de dimension inférieure à 0,2 mm et /ou le second tissu est non obturant et permet le passage du métal en fusion, typiquement présentant des mailles de dimension comprise entre 1 et 5 mm, de préférence de 2 à 4 mm.
- Procédé de fabrication d'un produit corroyé en alliage d'aluminium comprenant les étapes dans lesquelles(a) on élabore un bain de métal liquide en alliage comprenant, en % en poids, Cu : 2,0 - 6,0; Li: 0,5 - 2,0; Mg : 0- 1,0; Ag: 0 - 0,7; Zn 0 - 1,0; et au moins un élément choisi parmi Zr, Mn, Cr, Sc, Hf et Ti, la quantité dudit élément, s'il est choisi, étant de 0,05 à 0,20 % en poids pour Zr, 0,05 à 0,8 % en poids pour Mn, 0,05 à 0,3 % en poids pour Cr et pour Sc, 0,05 à 0,5 % en poids pour Hf et de 0,01 à 0,15 % en poids pour Ti, Si ≤ 0,1 ; Fe ≤ 0,1; autres ≤ 0,05 chacun et ≤ 0,15 au total, reste aluminium,(b) on coule ledit alliage par coulée semi-continue verticale pour obtenir une plaque d'épaisseur T et de largeur W de telle façon que, lors de la solidification,- la teneur en hydrogène dudit bain de métal liquide (1) soit inférieure à 0,4 ml/100g,- la teneur en oxygène mesurée au-dessus de la surface liquide (14,15) soit inférieure à 0,5 % en volume,- le distributeur utilisé (7) pour la coulée est un distributeur selon l'une quelconque des revendications 1 à 5.(c) on homogénéise avant ou après avoir optionnellement usiné ladite plaque pour obtenir une forme pouvant être déformée à chaud(d) on déforme à chaud et optionnellement à froid ladite forme ainsi homogénéisée pour obtenir un produit corroyé,(e) on met en solution et on trempe ledit produit corroyé,(f) optionnellement on détensionne ledit produit corroyé ainsi mis en solution par déformation plastique avec une déformation d'au moins 1%,(g) on fait subir un revenu au dit produit ainsi mis en solution et optionnellement détensionné.
- Procédé selon la revendication 6 dans lequel la teneur en oxygène de l'atmosphère en contact avec le bain de métal liquide dans le four de fusion lors des étapes de dégazage, filtration est inférieure à 0,5 % en volume et de préférence dans lequel la teneur en oxygène de l'atmosphère en contact avec le bain de métal liquide est inférieure à 0,5 % en volume pour l'ensemble de l'installation de coulée.
- Procédé selon une quelconque des revendications 6 ou 7 dans lequel un couvercle (62) recouvre la surface liquide lors de la solidification (14,15), ledit couvercle comprenant préférentiellement des joints (61) pour assurer une étanchéité avec la table de coulée (32) et dans lequel un gaz inerte (9) est introduit dans la chambre (65) définie entre le couvercle et la table de coulée et dans lequel on maintient une aspiration dans le puits de coulée (10) grâce à une pompe (101), préférentiellement de façon à ce que la pression dans l'enceinte (10) soit inférieure à la pression dans la chambre (65).
- Procédé selon une quelconque des revendications 6 à 8 dans lequel on n'utilise pas de sel fondu contenant du lithium dans l'ensemble de l'installation de coulée.
- Procédé selon une quelconque des revendications 6 à 9 dans lequel ladite déformation à chaud et/ou à froid est effectuée par filage, laminage et/ou forgeage.
- Procédé selon une quelconque des revendications 6 à 10 dans lequel le taux de déformation lors de l'étape (d) est inférieur à 85% et de préférence inférieur à 80 %.
- Procédé selon une quelconque des revendications 6 à 7 dans lequel l'alliage comprend, en % en poids, Cu : 3,0 - 3,9 ; Li : 0,7 - 1,3 ; Mg : 0,1 - 1,0, au moins un élément choisi parmi Zr, Mn et Ti, la quantité dudit élément, s'il est choisi, étant de 0,06 à 0,15 % en poids pour Zr, 0,05 à 0,8 % en poids pour Mn et de 0,01 à 0,15 % en poids pour Ti, Ag : 0 - 0,7 ; Zn ≤ 0,25 ; Si ≤ 0,08 ; Fe ≤ 0,10; autres ≤ 0,05 chacun et ≤ 0,15 au total.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE14828176.9T DE14828176T1 (de) | 2013-12-13 | 2014-12-11 | Verfahren zur Herstellung von Produkten aus einer Aluminium-Kupfer-Lithium-Legierung mit verbesserten Ermüdungseigenschaften und Verteiler für dieses Verfahren |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1302932A FR3014905B1 (fr) | 2013-12-13 | 2013-12-13 | Produits en alliage d'aluminium-cuivre-lithium a proprietes en fatigue ameliorees |
| PCT/FR2014/000273 WO2015086922A2 (fr) | 2013-12-13 | 2014-12-11 | Procédé de fabrication de produits en alliage d'aluminium - cuivre - lithium à propriétés en fatigue améliorées |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3080318A2 EP3080318A2 (fr) | 2016-10-19 |
| EP3080318B1 EP3080318B1 (fr) | 2018-10-24 |
| EP3080318B2 true EP3080318B2 (fr) | 2023-09-13 |
Family
ID=50780503
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14825363.6A Active EP3080317B1 (fr) | 2013-12-13 | 2014-12-11 | Produits en alliage d'aluminium - cuivre - lithium à propriétés en fatigue améliorées et procédé de sa productuion |
| EP14828176.9A Active EP3080318B2 (fr) | 2013-12-13 | 2014-12-11 | Procede de fabrication de produits en alliage d'aluminium - cuivre - lithium a proprietes en fatigue ameliorees et distributeuer pour ce procede |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14825363.6A Active EP3080317B1 (fr) | 2013-12-13 | 2014-12-11 | Produits en alliage d'aluminium - cuivre - lithium à propriétés en fatigue améliorées et procédé de sa productuion |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US10415129B2 (fr) |
| EP (2) | EP3080317B1 (fr) |
| JP (2) | JP6604949B2 (fr) |
| CN (2) | CN106170573B (fr) |
| BR (1) | BR112016012288B1 (fr) |
| CA (2) | CA2932989C (fr) |
| DE (2) | DE14825363T1 (fr) |
| FR (1) | FR3014905B1 (fr) |
| RU (2) | RU2674790C1 (fr) |
| WO (2) | WO2015086921A2 (fr) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3014448B1 (fr) * | 2013-12-05 | 2016-04-15 | Constellium France | Produit en alliage aluminium-cuivre-lithium pour element d'intrados a proprietes ameliorees |
| FR3014905B1 (fr) | 2013-12-13 | 2015-12-11 | Constellium France | Produits en alliage d'aluminium-cuivre-lithium a proprietes en fatigue ameliorees |
| FR3048902B1 (fr) * | 2016-03-18 | 2018-03-02 | Constellium Issoire | Enceinte a dispositif d'etancheite pour installation de coulee |
| CN109890663B (zh) | 2016-08-26 | 2023-04-14 | 形状集团 | 用于横向弯曲挤压成形铝梁从而温热成型车辆结构件的温热成型工艺和设备 |
| US11072844B2 (en) | 2016-10-24 | 2021-07-27 | Shape Corp. | Multi-stage aluminum alloy forming and thermal processing method for the production of vehicle components |
| ES2878048T3 (es) | 2016-10-27 | 2021-11-18 | Novelis Inc | Método de colada y laminación de aleación de aluminio y producto intermedio asociado |
| AU2017350513B2 (en) * | 2016-10-27 | 2020-03-05 | Novelis Inc. | High strength 7xxx series aluminum alloys and methods of making the same |
| AU2017350515B2 (en) | 2016-10-27 | 2020-03-05 | Novelis Inc. | High strength 6xxx series aluminum alloys and methods of making the same |
| CN106521270B (zh) * | 2016-12-07 | 2018-08-03 | 中国航空工业集团公司北京航空材料研究院 | 一种改善铝锂合金耐腐蚀性能的热处理工艺 |
| FR3065012B1 (fr) * | 2017-04-10 | 2022-03-18 | Constellium Issoire | Produits en alliage aluminium-cuivre-lithium a faible densite |
| FR3065011B1 (fr) * | 2017-04-10 | 2019-04-12 | Constellium Issoire | Produits en alliage aluminium-cuivre-lithium |
| FR3067044B1 (fr) * | 2017-06-06 | 2019-06-28 | Constellium Issoire | Alliage d'aluminium comprenant du lithium a proprietes en fatigue ameliorees |
| US20190233921A1 (en) * | 2018-02-01 | 2019-08-01 | Kaiser Aluminum Fabricated Products, Llc | Low Cost, Low Density, Substantially Ag-Free and Zn-Free Aluminum-Lithium Plate Alloy for Aerospace Application |
| FR3080860B1 (fr) * | 2018-05-02 | 2020-04-17 | Constellium Issoire | Alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees |
| CN109182807B (zh) * | 2018-09-20 | 2020-06-30 | 北京新立机械有限责任公司 | 一种高强度铝锂合金及其制备方法 |
| FR3087206B1 (fr) * | 2018-10-10 | 2022-02-11 | Constellium Issoire | Tôle en alliage 2XXX à haute performance pour fuselage d’avion |
| WO2020097169A1 (fr) | 2018-11-07 | 2020-05-14 | Arconic Inc. | Alliages d'aluminium-lithium de la série 2xxx |
| CN111590041B (zh) * | 2020-06-29 | 2021-10-12 | 上海大学 | 一种使用铝锂合金板材的生产装置的热处理方法 |
| KR102494830B1 (ko) * | 2022-03-22 | 2023-02-06 | 국방과학연구소 | 다단 시효처리를 이용한 Al-Li 합금의 제조방법 |
| CN114540679B (zh) * | 2022-04-26 | 2022-08-02 | 北京理工大学 | 一种微量元素复合强化高强度铝锂合金及制备方法 |
| CN114778255B (zh) * | 2022-06-13 | 2022-08-26 | 中铝材料应用研究院有限公司 | 高通量平面应变试样的制备装置及方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5207974A (en) † | 1991-07-29 | 1993-05-04 | Aluminum Company Of America | Partitioned receptacle for distributing molten metal from a spout to form an ingot |
| FR2757422A1 (fr) † | 1996-12-24 | 1998-06-26 | Stevtiss | Articles textiles et filtres diffuseurs pour la filtration de metaux en fusion, notamment aluminium |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645831B2 (ja) * | 1986-01-07 | 1994-06-15 | 三井造船株式会社 | Al−Li系合金の溶製方法 |
| US4769158A (en) | 1986-12-08 | 1988-09-06 | Aluminum Company Of America | Molten metal filtration system using continuous media filter |
| US5032359A (en) * | 1987-08-10 | 1991-07-16 | Martin Marietta Corporation | Ultra high strength weldable aluminum-lithium alloys |
| US5383986A (en) * | 1993-03-12 | 1995-01-24 | Reynolds Metals Company | Method of improving transverse direction mechanical properties of aluminum-lithium alloy wrought product using multiple stretching steps |
| US5415220A (en) * | 1993-03-22 | 1995-05-16 | Reynolds Metals Company | Direct chill casting of aluminum-lithium alloys under salt cover |
| JP3171723B2 (ja) * | 1993-04-16 | 2001-06-04 | 株式会社アリシウム | 金属の竪型連続鋳造方法及びその装置 |
| JPH09141393A (ja) * | 1995-11-15 | 1997-06-03 | Sumitomo Light Metal Ind Ltd | 圧延用アルミニウムインゴットの連続鋳造方法 |
| EP0981653B1 (fr) * | 1997-01-31 | 2003-09-24 | Pechiney Rolled Products, LLC | Procede servant a ameliorer la tenacite d'alliages d'aluminium et de lithium |
| US5871660A (en) | 1997-03-26 | 1999-02-16 | The Regents Of The University Of California | Liquid metal delivery system for continuous casting |
| US6270717B1 (en) | 1998-03-04 | 2001-08-07 | Les Produits Industriels De Haute Temperature Pyrotek Inc. | Molten metal filtration and distribution device and method for manufacturing the same |
| GB2352992B (en) | 1999-08-05 | 2002-01-09 | Pyrotek Engineering Materials | Distributor device |
| RU2180930C1 (ru) * | 2000-08-01 | 2002-03-27 | Государственное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Сплав на основе алюминия и способ изготовления полуфабрикатов из этого сплава |
| JP2002097529A (ja) * | 2000-09-22 | 2002-04-02 | Kobe Steel Ltd | アルミニウム合金溶湯の脱ガス方法 |
| DE10392959B4 (de) * | 2002-07-22 | 2014-05-28 | Showa Denko K.K. | Aluminiumgusslegierungsstrang und Verfahren zu dessen Herstellung und Vorrichtung dafür |
| EP1641953A4 (fr) | 2003-05-28 | 2007-08-01 | Alcan Rolled Products Ravenswood Llc | Nouvel alliage de al-cu-li-mg-ag-mn-zr utilise comme elements structurels exigeant une haute resistance ainsi qu'une grande tenacite a la rupture |
| CA2608971C (fr) * | 2005-06-06 | 2014-09-16 | Alcan Rhenalu | Tole en aluminium-cuivre-lithium a haute tenacite pour fuselage d'avion |
| JP4504914B2 (ja) * | 2005-12-19 | 2010-07-14 | 株式会社神戸製鋼所 | アルミニウム鋳塊の製造方法、アルミニウム鋳塊、およびアルミニウム鋳塊の製造用保護ガス |
| FR2894985B1 (fr) * | 2005-12-20 | 2008-01-18 | Alcan Rhenalu Sa | Tole en aluminium-cuivre-lithium a haute tenacite pour fuselage d'avion |
| CA2646057C (fr) | 2006-03-20 | 2014-08-12 | Aleris Aluminum Koblenz Gmbh | Dispositif distributeur pour utilisation dans la coulee de metal |
| US9019300B2 (en) | 2006-08-04 | 2015-04-28 | Apple Inc. | Framework for graphics animation and compositing operations |
| CN201077859Y (zh) | 2007-07-05 | 2008-06-25 | 包头铝业股份有限公司 | 在线除气过滤机构 |
| WO2009073794A1 (fr) * | 2007-12-04 | 2009-06-11 | Alcoa Inc. | Alliages d'aluminium-cuivre-lithium améliorés |
| FR2925523B1 (fr) | 2007-12-21 | 2010-05-21 | Alcan Rhenalu | Produit lamine ameliore en alliage aluminium-lithium pour applications aeronautiques |
| WO2010114561A1 (fr) | 2009-04-03 | 2010-10-07 | Carrier Corporation | Production de matières en oxyde métallique ajustées sur mesure à l'aide d'une approche sol-gel de la réaction |
| US20110003085A1 (en) * | 2008-04-04 | 2011-01-06 | Carrier Corporation | Production Of Tailored Metal Oxide Materials Using A Reaction Sol-Gel Approach |
| WO2010014358A2 (fr) | 2008-07-27 | 2010-02-04 | Rambus Inc. | Procede et systeme d’equilibrage de charge d’alimentation du cote reception |
| FR2938553B1 (fr) * | 2008-11-14 | 2010-12-31 | Alcan Rhenalu | Produits en alliage aluminium-cuivre-lithium |
| FR2947282B1 (fr) * | 2009-06-25 | 2011-08-05 | Alcan Rhenalu | Alliage aluminium cuivre lithium a resistance mecanique et tenacite ameliorees |
| FR2969177B1 (fr) * | 2010-12-20 | 2012-12-21 | Alcan Rhenalu | Alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees |
| EP3187603B1 (fr) * | 2011-02-17 | 2024-06-26 | Arconic Technologies LLC | Alliages d'aluminium-lithium de la série 2xxx |
| FR2971793B1 (fr) | 2011-02-18 | 2017-12-22 | Alcan Rhenalu | Demi-produit en alliage d'aluminium a microporosite amelioree et procede de fabrication |
| US8365808B1 (en) * | 2012-05-17 | 2013-02-05 | Almex USA, Inc. | Process and apparatus for minimizing the potential for explosions in the direct chill casting of aluminum lithium alloys |
| US9783871B2 (en) * | 2013-07-11 | 2017-10-10 | Aleris Rolled Products Germany Gmbh | Method of producing aluminium alloys containing lithium |
| FR3014905B1 (fr) | 2013-12-13 | 2015-12-11 | Constellium France | Produits en alliage d'aluminium-cuivre-lithium a proprietes en fatigue ameliorees |
-
2013
- 2013-12-13 FR FR1302932A patent/FR3014905B1/fr active Active
-
2014
- 2014-12-11 BR BR112016012288-7A patent/BR112016012288B1/pt active IP Right Grant
- 2014-12-11 US US15/102,965 patent/US10415129B2/en active Active
- 2014-12-11 WO PCT/FR2014/000271 patent/WO2015086921A2/fr not_active Ceased
- 2014-12-11 RU RU2016128047A patent/RU2674790C1/ru active
- 2014-12-11 JP JP2016538701A patent/JP6604949B2/ja active Active
- 2014-12-11 WO PCT/FR2014/000273 patent/WO2015086922A2/fr not_active Ceased
- 2014-12-11 RU RU2016127921A patent/RU2674789C1/ru active
- 2014-12-11 JP JP2016538512A patent/JP6683611B2/ja active Active
- 2014-12-11 CN CN201480068349.7A patent/CN106170573B/zh active Active
- 2014-12-11 EP EP14825363.6A patent/EP3080317B1/fr active Active
- 2014-12-11 DE DE14825363.6T patent/DE14825363T1/de active Pending
- 2014-12-11 EP EP14828176.9A patent/EP3080318B2/fr active Active
- 2014-12-11 US US14/566,810 patent/US10689739B2/en active Active
- 2014-12-11 CA CA2932989A patent/CA2932989C/fr active Active
- 2014-12-11 CA CA2932991A patent/CA2932991C/fr active Active
- 2014-12-11 CN CN201480067888.9A patent/CN105814222B/zh active Active
- 2014-12-11 DE DE14828176.9T patent/DE14828176T1/de active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5207974A (en) † | 1991-07-29 | 1993-05-04 | Aluminum Company Of America | Partitioned receptacle for distributing molten metal from a spout to form an ingot |
| FR2757422A1 (fr) † | 1996-12-24 | 1998-06-26 | Stevtiss | Articles textiles et filtres diffuseurs pour la filtration de metaux en fusion, notamment aluminium |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112016012288A8 (pt) | 2020-05-05 |
| JP2017505378A (ja) | 2017-02-16 |
| CN105814222A (zh) | 2016-07-27 |
| WO2015086921A2 (fr) | 2015-06-18 |
| JP2017507240A (ja) | 2017-03-16 |
| JP6683611B2 (ja) | 2020-04-22 |
| WO2015086921A3 (fr) | 2015-08-20 |
| JP6604949B2 (ja) | 2019-11-13 |
| US20160355916A1 (en) | 2016-12-08 |
| CN106170573A (zh) | 2016-11-30 |
| EP3080318A2 (fr) | 2016-10-19 |
| CA2932989A1 (fr) | 2015-06-18 |
| CA2932991C (fr) | 2021-10-26 |
| CA2932989C (fr) | 2021-10-26 |
| CN105814222B (zh) | 2019-07-23 |
| US10689739B2 (en) | 2020-06-23 |
| EP3080317A2 (fr) | 2016-10-19 |
| US10415129B2 (en) | 2019-09-17 |
| CA2932991A1 (fr) | 2015-06-18 |
| DE14825363T1 (de) | 2017-01-12 |
| WO2015086922A2 (fr) | 2015-06-18 |
| EP3080318B1 (fr) | 2018-10-24 |
| FR3014905B1 (fr) | 2015-12-11 |
| EP3080317B1 (fr) | 2018-09-19 |
| CN106170573B (zh) | 2018-12-21 |
| FR3014905A1 (fr) | 2015-06-19 |
| WO2015086922A3 (fr) | 2015-08-27 |
| RU2674790C1 (ru) | 2018-12-13 |
| US20160237532A1 (en) | 2016-08-18 |
| BR112016012288B1 (pt) | 2021-05-04 |
| RU2674789C1 (ru) | 2018-12-13 |
| DE14828176T1 (de) | 2017-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3080318B2 (fr) | Procede de fabrication de produits en alliage d'aluminium - cuivre - lithium a proprietes en fatigue ameliorees et distributeuer pour ce procede | |
| EP2675932B1 (fr) | Procédé de fabrication d'un demi-produit en alliage d'aluminium a microporosite amelioree et installation pour mettre en ouvre le procédé | |
| CA2821663A1 (fr) | Alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees | |
| EP3526358B1 (fr) | Toles minces en alliage aluminium-magnesium-scandium pour applications aerospatiales | |
| FR2907796A1 (fr) | Produits en alliage d'aluminium de la serie aa7000 et leur procede de fabrication | |
| JP2017505378A5 (fr) | ||
| EP3717146B1 (fr) | Produit plat en alliage d'aluminium presentant des proprietes ameliorees dans l'epaisseur | |
| CH639138A5 (fr) | Alliages de magnesium. | |
| EP1809779B1 (fr) | Produits en alliage d ' aluminium a haute tenacite et procede d ' elaboration | |
| EP1965936B1 (fr) | Procédé de fabrication de demi-produits comportant deux alliages à base d'aluminium | |
| FR3080861A1 (fr) | Procede de fabrication d'un alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees | |
| EP3788178B1 (fr) | Alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees | |
| EP1544316B1 (fr) | Tôle épaisse en alliage Al-Zn-Cu-Mg recristallisée à faible teneur en Zr | |
| Laurin et al. | Improved Boralcan™ MMC Materials for Elevated Temperature Applications |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160708 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R210 Ref document number: 602014034798 Country of ref document: DE Ref country code: DE Ref legal event code: R210 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170504 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 21/18 20060101ALI20180312BHEP Ipc: B22D 11/04 20060101ALI20180312BHEP Ipc: B22D 43/00 20060101ALI20180312BHEP Ipc: B22D 11/00 20060101ALI20180312BHEP Ipc: B22D 11/041 20060101ALI20180312BHEP Ipc: C22C 21/12 20060101AFI20180312BHEP Ipc: C22C 21/16 20060101ALI20180312BHEP Ipc: C22C 21/14 20060101ALI20180312BHEP Ipc: C22C 1/02 20060101ALI20180312BHEP Ipc: B22D 21/00 20060101ALI20180312BHEP Ipc: C22F 1/057 20060101ALI20180312BHEP Ipc: C22F 1/04 20060101ALI20180312BHEP Ipc: B22D 11/119 20060101ALI20180312BHEP Ipc: B22D 11/059 20060101ALI20180312BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180504 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602014034798 Country of ref document: DE |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| INTG | Intention to grant announced |
Effective date: 20180918 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1056739 Country of ref document: AT Kind code of ref document: T Effective date: 20181115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014034798 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1056739 Country of ref document: AT Kind code of ref document: T Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190124 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190124 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190125 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190224 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602014034798 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: ARCONIC INC. Effective date: 20190722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181211 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181024 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20141211 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181024 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: ARCONIC INC. Effective date: 20190722 |
|
| R26 | Opposition filed (corrected) |
Opponent name: ARCONIC CORPORATION Effective date: 20190722 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APAN | Information on closure of appeal procedure modified |
Free format text: ORIGINAL CODE: EPIDOSCNOA9O |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230411 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20230913 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 602014034798 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251229 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251226 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251229 Year of fee payment: 12 |