EP3025996B1 - Garnwickelmaschine mit einer garnverbindungsvorrichtung, und garnverbindungsverfahren - Google Patents
Garnwickelmaschine mit einer garnverbindungsvorrichtung, und garnverbindungsverfahren Download PDFInfo
- Publication number
- EP3025996B1 EP3025996B1 EP15194903.9A EP15194903A EP3025996B1 EP 3025996 B1 EP3025996 B1 EP 3025996B1 EP 15194903 A EP15194903 A EP 15194903A EP 3025996 B1 EP3025996 B1 EP 3025996B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- joining
- air
- spun
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/06—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/20—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage
- B65H51/205—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage by means of a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/10—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by devices acting on running material and not associated with supply or take-up devices
- B65H59/105—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by devices acting on running material and not associated with supply or take-up devices the material being subjected to the action of a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention generally relates to a yarn winding machine comprising a yarn joining device having a yarn joining section that joins yarn ends of a yarn, and a yarn joining method.
- Yarn winding machines that include a yarn joining section that makes a discontinuous yarn continuous are known in the art.
- Japanese Patent Application Laid-open No. 2000-290839 discloses a yarn joining method including, when yarn breakage occurs in a spinning device, pulling a yarn end (parent yarn) wound around a package, conveying the yarn end to a spinning section, and performing piecing.
- the yarn joining performed in this yarn joining method does not include joining one yarn end to another yarn end, instead, compressed air is blown on the parent yarn when the parent yarn is conveyed to the spinning section thereby absorbing slack of the parent yarn.
- Japanese Patent Application Laid-open No. 2013-067475 discloses a spinning machine (yarn winding machine) including a yarn joining device that performs the yarn joining with a method that is different from the one disclosed in Japanese Patent Application Laid-open No. 2000-290839 .
- This spinning machine includes a winding device, a spinning device, a yarn joining device, and a yarn route regulating member.
- the yarn joining device is formed as a splicer device that forms a splicing point by applying twists to the yarn ends by a swirling air current.
- the yarn route regulating member bends a spun yarn by being in contact with the spun yarn during the yarn joining. The bent state of the spun yarn formed by the yarn route regulating member is maintained until winding of the spun yarn by the winding device is started.
- GB 1 553 770 A describes a spinning machine, which includes two suction pipes, and a storage pipe.
- the yarn, which is spun by a spinneret is reknotted in the event of a yarn break by a knotter.
- the yarn is held in the storage pipe and guided to the upper suction pipe, whilst the lower yarn end is guided into the other suction pipe, so that the two yarn ends can be connected in the knotter.
- JP 20011 59035 A describes a yarn suction apparatus for a spinning machine.
- the apparatus includes a first yarn accumulator for receiving the portion of the yarn which includes the pieced-up segment, and this portion is severed and removed.
- a second auxiliary yarn accumulator is provided which is attached to a yarn splicing device, and which is operative to accumulate the advancing finished yarn during the brief time the splicing operation occurs.
- FR 2 667 581 A1 describes a device for forming a reserve of thread on a textile machine, in which the feed rate of the thread cannot be interrupted.
- the device includes, inside a conduit in which the thread is stored in the form of a loop, means hydraulically separating a slot of this conduit into two channels.
- the spinning machine 100 shown in FIG. 1 includes plural spinning units (yarn winding units) 1 arranged side by side, a yarn joining carrier 2, a blower box 3, and a motor box 4.
- the terms "upstream” and “downstream” refer to the upstream and the downstream in a travelling direction of a fiber bundle 11 or a spun yarn 10 when the spun yarn 10 is formed and wound in the spinning unit 1.
- the motor box 4 is arranged on one side in the direction in which the plural spinning units 1 are arranged and it houses a common driving source for the spinning units 1.
- the blower box 3 is arranged on the other side in the direction in which the plural spinning units 1 are arranged and the other side is the opposite side of the side on which the motor box 4 is arranged.
- a blower is housed inside the blower box 3.
- the blower functions as a negative pressure source that supplies the negative pressure to each of the spinning units 1 and the yarn joining carrier 2.
- a compressor that functions as a compressed air source that supplies compressed air to each of the spinning units 1 and the yarn joining carrier 2 is arranged at a suitable location separated from the spinning machine 100. The compressed air is supplied from the compressor to the spinning machine 100 via one or more air pipes.
- One or more regulators that adjust an air pressure of the compressed air are arranged in the blower box 3 or the motor box 4.
- the compressed air to be supplied to the spinning machine 100 via the air pipes is supplied to each of the spinning units 1 and the yarn joining carrier 2 through the regulators.
- the method of supplying the compressed air to the spinning units 1 and the yarn joining carrier 2 is not limited to the one explained here.
- the spinning unit 1 is configured as an air spinning unit that performs spinning by applying twists to the fiber bundle 11 by the action of a swirling air current.
- each of the spinning units 1 mainly includes, sequentially arranged from upstream to downstream, a drafting device 5, a spinning device 6, a yarn pooling device 7, and a winding device 8.
- the fiber bundle 11 conveyed from the drafting device 5 is spun by the spinning device 6 thereby forming the spun yarn 10
- the spun yarn 10 is wound around a bobbin 81 by the winding device 8 thereby forming a package 82.
- the drafting device 5 includes, sequentially from the upstream, four drafting rollers, namely, a back roller 51, a third roller 52, a middle roller 54 with a rubber apron belt 53 stretched thereover, and a front roller 55. Each of the drafting rollers is rotationally driven at a predetermined rotation speed. Moreover, the drafting device 5 includes an opposing roller arranged facing each of the drafting rollers. The drafting device 5 transports a sliver 12, which is the raw material of the fiber bundle 11, by nipping the sliver 12 between the drafting rollers and the opposing rollers thereby forming the fiber bundle 11 by stretching (drafting) the sliver 12 until a predetermined width is obtained.
- the spinning device 6 is located downstream of the drafting device 5 and forms the spun yarn 10 by applying twists to the fiber bundle 11 supplied from the drafting device 5.
- a device that applies twists to the fiber bundle 11 by using a swirling air current is employed as the spinning device 6 in the present embodiment.
- the yarn pooling device 7 is arranged between the spinning device 6 and the winding device 8.
- the yarn pooling device 7 includes a yarn pooling roller 71, a yarn hooking member 72, and an electric motor 73.
- the electric motor 73 can rotationally drive the yarn pooling roller 71.
- the yarn pooling device 7 functions as a kind of a buffer that temporarily pools the spun yarn 10 at a position between the spinning device 6 and the winding device 8.
- the yarn pooling roller 71 is configured so as to temporarily pool the spun yarn 10 by winding a certain amount of the spun yarn 10 on an outer circumferential surface thereof.
- the yarn hooking member 72 that can hook the spun yarn 10 is mounted on a downstream end portion of the yarn pooling roller 71.
- the yarn hooking member 72 is supported in a rotatable manner relatively to the yarn pooling roller 71.
- a permanent magnet is attached to any one of the yarn hooking member 72 and the yarn pooling roller 71, and a magnetic hysteresis member is attached to the other of the yarn hooking member 72 and the yarn pooling roller 71.
- These magnetic means generate a torque against a relative rotation of the yarn hooking member 72 with respect to the yarn pooling roller 71. Therefore, only when a force exceeding this torque is applied on the yarn hooking member 72 (i.e., when a tension of a predetermined amount or larger is applied to the spun yarn 10), the yarn hooking member 72 is rotated relatively to the yarn pooling roller 71 whereby the spun yarn 10 wound around the yarn pooling roller 71 can be unwound.
- the yarn pooling roller 71 and the yarn hooking member 72 are integrally rotated whereby the spun yarn 10 that has been wound around the yarn pooling roller 71 is not unwound.
- the spun yarn 10 is pooled on the yarn pooling roller 71 when the yarn pooling roller 71 rotates.
- the yarn pooling device 7 operates such that the unwinding amount of the spun yarn 10 increases when the yarn tension on the downstream side increases, and the unwinding amount of the spun yarn 10 decreases when the yarn tension decreases (when the spun yarn 10 is about to slacken). With this operation, the yarn pooling device 7 absorbs the slack of the spun yarn 10 and can apply an appropriate tension on the spun yarn 10 at any given time during the yarn winding. Furthermore, because the yarn hooking member 72 operates to absorb any variation of the tension applied on the spun yarn 10 between the yarn pooling device 7 and the winding device 8, the variation of the tension is prevented from affecting the spun yarn 10 between the air spinning device 6 and the yarn pooling device 7.
- a yarn-route guiding member 74 that guides to the downstream side the spun yarn 10 pulled from the yarn pooling device 7 is arranged downstream of the yarn pooling device 7.
- the yarn-route guiding member 74 guides the spun yarn 10, which is pulled out from an axial end of the outer circumferential surface of the yarn pooling roller 71, such that the spun yarn 10 passes over a line that extends from a rotation axis of the yarn pooling roller 71. Accordingly, when the yarn hooking member 72 is rotating in a state in which it has hooked the spun yarn 10, a substantially conical balloon 75 is formed between the yarn pooling roller 71 and the yarn-route guiding member 74 because of the revolving of the spun yarn 10.
- the winding device 8 forms the package 82 by winding the spun yarn 10 around the bobbin 81 while traversing the spun yarn 10.
- the winding device 8 includes a cradle arm 83 and a winding drum 84.
- the cradle arm 83 is rotatably supported by a support shaft 86.
- the cradle arm 83 is capable of rotatably supporting the bobbin 81 (or the package 82) around which the spun yarn 10 is to be wound.
- the winding drum 84 is rotationally driven in a predetermined direction at a constant rotational speed. By rotating the cradle arm 83 with the support shaft 86 as a center, the outer circumferential surface of the supported bobbin 81 (or the package 82) can be brought into contact with or separated from the winding drum 84.
- the bobbin 81 When the outer circumferential surface of the bobbin 81 (or the package 82) is brought into contact with the rotationally driven winding drum 84, the bobbin 81 (or the package 82) is rotated following the rotation of the winding drum 84 whereby the spun yarn 10 is wound on the circumferential surface of the bobbin 81 (or the package 82).
- a traversing device 85 includes a traversing guide 87 that can hook and guide the spun yarn 10.
- the traversing guide 87 is driven by a not-shown driving means to perform reciprocating movement in a direction that is parallel to the rotation axis of the winding drum 84. With this configuration, when the traversing guide 87 with the spun yarn 10 hooked thereby is caused to make the reciprocating movement while the winding drum 84 is rotating, the spun yarn 10 can be wound around the package 82 while traversing the spun yarn 10.
- the winding device 8 includes a not-shown brake mechanism that applies brake to the rotation of the package 82.
- the configuration of the brake mechanism is not particularly limited, and can include, for example, a brake shoe that contacts a member that integrally rotates with the package 82 and a pneumatic cylinder that presses the brake shoe to this member.
- a yarn quality monitoring device 9 that monitors the quality of the spun yarn 10 is arranged between the spinning device 6 and the yarn pooling device 7.
- the yarn quality monitoring device 9 monitors the state (thickness and the like) of the running spun yarn 10 by using an optical transmission-type sensor to detect a yarn defect (a place where there is an abnormality in the spun yarn 10) in the spun yarn 10.
- the sensor with which the yarn quality monitoring device 9 monitors the spun yarn 10 is not limited to the optical transmission-type sensor, and can, for example, be an electrostatic capacitance-type sensor. A foreign matter included in the spun yarn 10 can be detected as the yarn defect.
- the yarn joining carrier 2 includes the yarn joining device 20, a yarn catching section (a suction pipe 21 and a suction mouth 22), and a reverse rotation mechanism 29.
- the yarn joining carrier 2 includes a not-shown carrier controlling section that controls various components of the yarn joining carrier 2.
- the yarn joining device 20 includes a yarn joining section 25 that is constructed as a splicer device that forms a splicing point by applying twists to the yarn ends by the swirling air current.
- the side of the yarn joining device 20 and the yarn joining section 25 closer to a yarn route, which is a running path of the spun yarn 10 shall be referred to as a front side and the side that is far from the yarn path shall be referred to as a far side.
- the direction that extends from the front side to the far side, or vice versa, of the yarn joining device 20 or the yarn joining section 25 shall be referred to as a front-back direction.
- each of the suction pipe 21 and the suction mouth 22 is rotatable in the vertical direction about a corresponding axis.
- Each of the suction pipe 21 and the suction mouth 22 can catch a yarn end by suction by generating a suction air current at tip ends thereof.
- the carrier controlling section rotates the suction pipe 21 and also generates a suction air current at the tip end thereof. Accordingly, the suction pipe 21 catches by suction the yarn end of the spun yarn 10 (the spun yarn 10) supplied from the spinning device 6. Simultaneously, the carrier controlling section rotates the suction mouth 22 and also generates a suction air current at the tip end thereof. Accordingly, the suction mouth 22 catches by suction the yarn end of the spun yarn 10 (the spun yarn 10) from the package 82.
- the carrier controlling section rotates the suction pipe 21 and the suction mouth 22.
- the yarn ends caught by the suction pipe 21 and the suction mouth 22 are guided to a region on the front side of the yarn joining section 25 (i.e., a region on the left side in FIG. 4 ).
- the spun yarn 10 from the package 82 and the spun yarn 10 from the spinning device 6 are set in a path (yarn joining path) where the yarn joining section 25 performs the yarn joining.
- the spun yarn 10 from the spinning device 6 sucked and caught by the suction pipe 21 is referred to as a first yarn
- the spun yarn 10 from the package 82 sucked and caught by the suction mouth 22 is referred to as a second yarn.
- the reverse rotation mechanism 29 includes a supporting arm 30 that is approachable/ retractable toward the winding device 8 from the yarn joining carrier 2, and a reverse rotation roller 31 supported on a tip end of the supporting arm 30.
- the reverse rotation roller 31 can be rotationally driven by a not-shown electric motor in a direction that is opposite of the direction in which the winding drum 84 rotates.
- FIG. 5 shows a state when the yarn joining device 20 (yarn joining section 25) is seen from the upstream side.
- the yarn joining section 25 mainly includes a yarn joining nozzle 91, a pair of guiding plates 92, a pair of yarn shifting levers 93, a pair of yarn pressing levers 94, a pair of cutters 95, a pair of clamping members 96, and a pair of untwisting pipes 97.
- the yarn joining nozzle 91 is arranged on the front side of the yarn joining section 25 (i.e., on the side closer to the yarn path that is the running path of the spun yarn 10).
- a yarn joining hole 98 through which the spun yarn 10 can pass is formed in the yarn joining nozzle 91.
- An injection port for passing the compressed air to be injected is formed inside the yarn joining hole 98.
- the yarn joining nozzle 91 can generate a swirling air current inside the yarn joining hole 98 by injecting compressed air from the injection port inside the yarn joining hole 98.
- one unit of each of the guiding plates 92, the yarn shifting levers 93, the yarn pressing levers 94, the cutters 95, the clamping members 96, and the untwisting pipes 97 is arranged on each of the upstream side and the downstream side of the yarn joining nozzle 91.
- two slits As shown in FIG. 5 , two slits, a first slit 15 and a second slit 16, that open the front side of the yarn joining section 25, are formed side by side in each of the two guiding plates 92.
- the four slits formed in the two guiding plates 92 are parallel to each other.
- the first yarn caught by the suction pipe 21 is guided into the second slits 16 of the two guiding plates 92, and the second yarn caught by the suction mouth 22 is guided into the first slits 15 of the two guiding plates 92.
- the first yarn and the second yarn can be guided to positions at which the later-explained yarn shifting leaver 93 is able to shift those yarns.
- the yarn joining path which is the path of the spun yarn 10 (yarn end) where the yarn joining section 25 performs the yarn joining, is made to pass through the yarn joining section 25 from the second slits 16 in the upstream guiding plate 92.
- the upstream guiding plate 92 is a member that guides the spun yarn 10 to the yarn joining path.
- the two yarn shifting levers 93 are rotatable simultaneously in two directions about an axis arranged on the side of the yarn joining nozzle 91.
- the two directions are a direction (closing direction) from where the levers enter between the two guiding plates 92 and a direction (opening direction) from where the levers come out from between the two guiding plates 92.
- FIG. 5 shows a state in which the yarn shifting levers 93 have been rotated in the opening direction
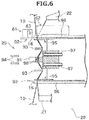
- FIG. 6 shows a state in which the yarn shifting levers 93 have been rotated in the closing direction.
- the yarn shifting levers 93 By rotating the yarn shifting levers 93 in the closing direction, the first yarn is pushed in the interior of the second slits 16 and the second yarn is pushed in the interior of the first slits 15. By further rotating in the closing direction, as shown in FIG. 6 , the yarn shifting levers 93 can guide the first yarn and the second yarn into the yarn joining hole 98.
- each of the yarn shifting levers 93 enters into the corresponding space (toward the interior of the yarn joining section 25) when rotated in the closing direction.
- the first yarn and the second yarn shifted by the pair of the yarn shifting levers 93 are bent, as shown in FIG. 6 , in a V-shape in the spaces between the yarn joining nozzle 91 and each of the guiding plates 92.
- the two yarn pressing levers 94 are, as shown in FIG. 5 , simultaneously rotatable about an axis arranged near the rotation axis of the yarn shifting levers 93.
- Each of the two yarn pressing levers 94 when the yarn joining nozzle 91 performs the yarn joining, rotates in the closing direction and respectively presses the first yarn and the second yarn thereby positioning the first yarn and the second yarn.
- One cutter 95 is arranged on a surface, which faces the yarn joining nozzle 91, of each of the two guiding plates 92.
- Each of the cutters 95 can cut the spun yarn 10.
- the cutter 95 arranged on the upstream guiding plate 92 can cut the second yarn that has entered the first slits 15 and the cutter 95 arranged on the downstream guiding plate 92 can cut the first yarn that has entered the second slits 16.
- One clamping member 96 is arranged on a surface, which is on the opposite side of the surface that faces the yarn joining nozzle 91, of each of the two guiding plates 92.
- Each of the clamping members 96 includes a movable member 96a and a non-movable member 96b.
- One pair of the movable member 96a and the non-movable member 96b is arranged across the first slits 15.
- Other pair of the movable member 96a and the non-movable member 96b is arranged across the second slits 16.
- the movable members 96a can be switched between a state in which they are pressed against and are in contact with the non-movable members 96b and a state in which they are separated from the non-movable members 96b.
- Each of the clamping members 96 clamps and holds the spun yarn 10, so that the spun yarn 10 does not move, by causing the movable member 96a to press against the non-movable member 96b in a state in which the spun yarn 10 is sandwiched between the movable member 96a and the non-movable member 96b.
- the clamping member 96 arranged on the upstream guiding plate 92 clamps and holds the first yarn that has entered the second slits 16.
- the clamping member 96 arranged on the downstream guiding plate 92 clams and holds the second yarn that has entered the first slits 15.
- the hold on the spun yarn 10 can be released by causing the movable members 96a and the non-movable members 96b to move apart.
- Each of the two untwisting pipes 97 is an elongated cylinder arranged such that the longitudinal direction thereof is parallel to the longitudinal direction of the other untwisting pipe 97 and also parallel to the front-back direction of the yarn joining section 25.
- the two untwisting pipes 97 are arranged side by side extending in a direction that is substantially parallel to the running direction of the yarn.
- One end of each of the untwisting pipes 97 opens in front of the yarn joining section 25.
- An air injection hole is formed in each of the untwisting pipes 97.
- the yarn shifting levers 93, the yarn pressing levers 94, the cutters 95, the clamping members 96, and the like, for example, are caused to operate in conjunction with each other with a cam mechanism. Accordingly, the later-explained yarn joining work can be performed smoothly.
- the package 82 is separated from the winding drum 84, and the rotation of the package 82 is stopped by operating the brake mechanism. Furthermore, the spun yarn 10 that has been pooled on the yarn pooling roller 71 of the particular spinning unit 1 is completely removed by a not-shown removing device leading to a state in which no spun yarn 10 is present on the yarn pooling roller 71.
- the spinning unit 1 requests the yarn joining carrier 2 to perform the yarn joining work.
- the yarn joining carrier 2 travels to the spinning unit 1 and stops.
- the carrier controlling section rotates the suction pipe 21 and the suction mouth 22 to respectively suck and catch the first yarn and the second yarn.
- the carrier controlling section causes the reverse rotation roller 31 of the reverse rotation mechanism 29 to come in contact with the package 82, and drives the reverse rotation roller 31 in the direction that is opposite of the direction in which the winding drum 84 rotates.
- the package 82 is rotated in the opposite direction (which may be referred to as an unwinding direction in the below explanation) that is opposite of the winding direction that is the direction in which the bobbin 81 (or the package 82) is rotated when the spun yarn 10 is wound around the bobbin 81 (or the package 82).
- the spun yarn 10 presents on the surface of the package 82 is sucked with the suction mouth 22 to draw the spun yarn 10 from the package 82.
- the carrier controlling section causes the suction pipe 21 and the suction mouth 22 to rotate so that the caught first yarn and the caught second yarn are guided to the front side of the yarn joining section 25.
- the yarn joining section 25 causes the pair of the yarn shifting levers 93 to rotate and come in contact with the spun yarn 10 thereby inserting the spun yarn 10 into the yarn joining hole 98 of the yarn joining nozzle 91.
- the yarn joining section 25, in the state shown in FIG. 6 holds the spun yarn 10 (the first yarn and the second yarn) with the pair of the clamping members 96.
- the rotation in the unwinding direction of the package 82 by the reverse rotation roller 31 is stopped.
- the spun yarn 10 (first yarn) is hooked by a suitable means on the yarn hooking member 72 of the yarn pooling device 7, and pooling of the spun yarn 10 on the yarn pooling roller 71 is started.
- the carrier controlling section starts injection of the compressed air into the pair of the untwisting pipes 97. Accordingly, an air current that flows toward the back side of the yarn joining section 25 is generated inside each of the untwisting pipes 97 whereby a suction air current is generated at the opening of each of the untwisting pipes 97.
- the carrier controlling section operates the pair of the cutters 95 and cuts the first yarn at a point between the suction pipe 21 and the yarn joining section 25 and cuts the second yarn at a point between the suction mouth 22 and the yarn joining section 25, respectively.
- the two yarn ends generated by these cuttings are sucked by the untwisting pipes 97 and drawn into the interior of the untwisting pipes 97. As shown in FIG. 7 , twists of each of the yarn ends are released by the action of the air current present inside each of the untwisting pipes 97.
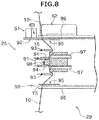
- the carrier controlling section stops the injection of the compressed air into each of the untwisting pipes 97. Furthermore, the carrier controlling section, by further bending the spun yarn 10 by using the pair of the yarn shifting levers 93 and the pair of the yarn pressing levers 94, draws each of the untwisted yarns from each of the untwisting pipes 97. The two yarn ends drawn from the pair of the untwisting pipes 97 are set in the yarn joining hole 98 of the yarn joining nozzle 91, as shown in FIG. 8 , in mutually overlapping manner.
- the yarn joining section 25 injects the compressed air into the yarn joining hole 98.
- a swirling current is generated in the yarn joining hole 98 whereby twists are applied to the fibers constituting each of the yarn ends.
- the yarn end of the first yarn and the yarn end of the second yarn are entangled by the twisting and a splicing point is formed.
- the yarn joining section 25 includes a not-shown splicing-point length adjusting device that can adjust a shifting amount (in other words, the degree of bending of the spun yarn 10 during the yarn joining work) by which the spun yarn 10 is to be shifted by the pair of the yarn shifting levers 93.
- the splicing-point length adjusting device can change the length of the splicing point by adjusting the length by which the yarn ends overlap in the yarn joining hole 98 by adjusting the shifting amount of the yarn shifting levers 93.
- the carrier controlling section stops the injection of the air into the yarn joining hole 98. Furthermore, the carrier controlling section causes the hold on the spun yarn 10 by the pair of the clamping members 96 to be released, and causes the regulation of the yarn route by the pair of the yarn shifting levers 93 and the pair of the yarn pressing levers 94 to be released. With this, the yarn joining operation performed by the yarn joining section 25 is completed.
- the outer circumferential surface of the package 82 is made to contact with the rotating winding drum 84. Accordingly, the rotation of the package 82 is started and the winding of the spun yarn 10 is resumed.
- the spun yarn 10 is bent by using the pair of the yarn shifting levers 93 and the pair of the yarn pressing levers 94 (see FIG. 6 ).
- the spun yarn 10 may slacken.
- the spun yarn 10 greatly swings in a region between the yarn-route guiding member 74 and the yarn pooling roller 71 whereby the balloon 75 shown in FIG. 4 inflates in a radial direction thereof.
- the diameter of the balloon 75 becomes excessively large because the slack that propagates from the yarn joining device 20 is large, for example, undesired situations where the spun yarn 10 comes off from the yarn hooking member 72, the spun yarn 10 wound around the outer circumferential surface of the yarn pooling roller 71 is disordered, or the balloon 75 (spun yarn 10) gets entangled with the nearby parts may occur. As a result, the winding of the spun yarn 10 may be interrupted.
- the yarn joining device 20 further includes, as shown in FIGS. 5 and 6 , an air injecting device 61 and a receiving member 62 arranged upstream of the yarn joining section 25.
- the air injecting device 61 can inject the compressed air toward the spun yarn 10 (in other words, the spun yarn 10 present in the yarn joining path) that is passing through the second slit 16 formed in the upstream guiding plate 92. Accordingly, the spun yarn 10 on which the hold by the pair of the clamping members 96 has been released is pushed upstream of the yarn joining section 25 by a blow of the air current whereby the slack of the spun yarn 10 is removed so that it does not propagate further upstream.
- the air injecting device 61 is arranged on a surface, of the surfaces of the upstream guiding plate 92 among the two guiding plates 92 arranged in the yarn joining section 25, that faces on the opposite side of the side on which the yarn joining nozzle 91 is arranged.
- An air pipe 64 is connected to the air injecting device 61, and the air pipe 64 is connected to a compressed air source.
- a not-shown electromagnetic valve is arranged between the compressed air source and the air injecting device 61, and by controlling opening and closing of this valve, the carrier controlling section can switch between supply and non-supply of the compressed air to the air injecting device 61.
- One or more nozzles (air injection holes) 63 are formed in the air injecting device 61.
- Compressed air can be injected from the nozzles 63 on the spun yarn 10 that is inserted in the second slits 16.
- a force of the air current acts on the portion (a portion upstream of the yarn joining section 25) of the spun yarn 10 (first yarn) upstream of the second slits 16.
- the receiving member 62 is arranged on the upstream clamping member among the two clamping members 96 of the yarn joining section 25. Specifically, the receiving member 62 is supported by the movable member 96a of the upstream clamping member 96.
- the receiving member 62 and the air injecting device 61 are arranged so that the second slit 16 is located therebetween (in other words, the yarn joining path is located therebetween).
- the air injecting device 61 is arranged on one side and the receiving member 62 is arranged on the other side of the yarn joining path (second slit 16).
- the receiving member 62 and the air injecting device 61 are arranged such that, not only the second slit 16 is arranged therebetween, but both of the first slit 15 and the second slit 16 are arranged therebetween.
- the receiving member 62 is a plate-shaped member.
- the receiving member 62 is arranged on the movable member 96a at a position close to the second slit 16 in the upstream guiding plate 92 and perpendicularly to the upstream guiding plate 92. Accordingly, the receiving member 62 receives near the second slit 16 the majority of the compressed air injected by the air injecting device 61.
- the spun yarn 10 inserted in the second slit 16 is pushed by the compressed air, the spun yarn 10 comes in contact with the receiving member 62 and is guided by the receiving member 62.
- An end portion on the front side of the receiving member 62 is bent suitably away from the open side of the second slit 16. Accordingly, it is possible to prevent the spun yarn 10 from getting hooked on the receiving member 62 when entering the second slit 16.
- the direction of the nozzles 63 of the air injecting device 61 from which the compressed air is injected is inclined to the receiving member 62 (second slit 16), and the air injected from the nozzles 63 in the direction indicated with a chain-line arrow strikes obliquely on the receiving member 62.
- the spun yarn 10 inserted into the second slit 16 and the air injecting device 61 do not interfere with each other.
- the air that strikes on the receiving member 62 can be diverted to the back side of the yarn joining device 20.
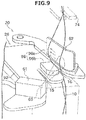
- the surface of the receiving member 62 is flat, and because the compressed air strikes obliquely on this surface, as shown in FIG. 9 , an air current that is substantially laminar can be easily formed near the surface of the receiving member 62. Accordingly, the spun yarn 10 upstream of the second slit 16 is effectively pushed toward the back side in a direction that is substantially parallel to the second slit 16 because of the air current flowing on the surface of the receiving member 62, and in this process, the spun yarn 10 is elongated and expanded. As a result, it is possible to suitably absorb the slack of the spun yarn 10 that was generated by the bending of the spun yarn 10 during the yarn joining work.
- the amount of the slack of the yarn may differ depending on the situation.
- the slack of the spun yarn 10 is removed by pushing the spun yarn 10 with the injected air. Therefore, regardless of the amount of the slack, it is possible to flexibly remove the slack of the yarn.
- the configuration is not limited to the one in which the air injecting device 61 and the receiving member 62 are mounted on the yarn joining device 20, and they can be arranged at a desired position in the spinning unit 1 downstream of the yarn-route guiding member 74 but upstream of the yarn joining device 20.
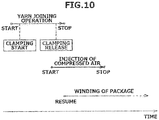
- the carrier controlling section causes the air injecting device 61 to start injection of the compressed air after the start of the yarn joining operation but before the completion of the yarn joining operation.
- the timing of starting the injection of the compressed air is before the clamping members 96 release the hold on the spun yarn 10.
- the slack of the spun yarn 10 can be absorbed by the action of the air current injected by the air injecting device 61.
- the slack of the spun yarn 10 can be suitably removed before it propagates to the yarn pooling device 7 on the upstream (or downstream) side. Because the slack of the spun yarn 10 is removed by pushing the spun yarn 10 with the air current, winding of the spun yarn 10 can be started smoothly, without exerting any resistance on the running of the joined spun yarn 10.
- the timing at which the air injecting device 61 starts the injection of the air can be set to a desired time point that is after the start of the yarn joining operation (after the clamping members 96 have started the hold) but before the clamping members 96 have released the hold. However, from the viewpoint of energy saving, it is preferable to start the injection at a timing immediately before the clamping members 96 release the hold.
- the injection of the air by the air injecting device 61 is stopped after the winding by the winding device 8 has started.
- the timing of stopping the injection of the air can be any desirable timing as long as it is after the disappearance of the slack of the spun yarn 10 in the portion which has been pushed by the air current accompanying the resumption of the winding by the winding device 8.
- the injection of the air can be stopped when a desired condition is satisfied, for example, when a predetermined time has elapsed from the start of the winding of the spun yarn 10, or when the rotational speed of the package 82 has reached a predetermined speed.
- the slack of the spun yarn 10 in the portion which has been pushed by the air current disappears. Because the spun yarn 10 is pushed by using only the air current, and not by using a mechanical part, possibility of yarn breakage is almost nil.
- the duration of time for which the air is to be injected by the air injecting device 61 can be changed depending on spinning conditions (e.g., a yarn count of the spun yarn to be formed by the spinning).
- the yarn joining device 20 includes the yarn joining section 25 and the air injecting device 61.
- the yarn joining section 25 performs the yarn joining on the spun yarn 10 that has been held in the bent state.
- the air injecting device 61 removes the slack of the spun yarn 10 positioned on the yarn joining path, which passes through the yarn joining section 25, by applying a force on the spun yarn 10 upstream of the yarn joining section 25.
- the spinning machine 100 includes the spinning device 6, the yarn pooling device 7, the winding device 8, the yarn joining section 25, the yarn-route guiding member 74, and the air injecting device 61.
- the spinning device 6 spins the fiber bundle 11 and forms the spun yarn 10.
- the yarn pooling device 7 pools the spun yarn 10 formed by the spinning device 6.
- the winding device 8 winds the spun yarn 10 from the yarn pooling device 7 and forms the package 82.
- the yarn joining section 25, at a position between the spinning device 6 and the yarn pooling device 7, performs the yarn joining on the spun yarn 10 that has been held in the bent state.
- the yarn-route guiding member 74 guides the spun yarn 10 downstream of the yarn pooling device 7 in the yarn path of the spun yarn 10.
- the air injecting device 61 removes the slack of the spun yarn 10 positioned on the yarn joining path, which passes through the yarn joining section 25, by applying a force on the spun yarn 10 in a region upstream of the yarn joining section 25 but downstream of the yarn-route guiding member 74.
- the slack of the spun yarn 10 which occurs when the spun yarn 10 that was held in the bent state is released, can be removed by the air injecting device 61. Accordingly, an influence of the slack of the spun yarn 10 on devices (particularly, on the yarn pooling device 7) upstream or downstream of the yarn joining section 25 can be avoided. Accordingly, after performing the yarn joining, winding of the spun yarn 10 can be resumed smoothly in the spinning machine 100.
- the air injecting device 61 applies a force on the spun yarn 10 by injecting air on the spun yarn 10.
- the slack of the spun yarn 10 can be removed by pushing the spun yarn 10 with the injected air. Furthermore, because the slack of the spun yarn 10 is removed by applying the force of the air current on the spun yarn 10, even if the amount of the slack of the spun yarn 10 varies depending on the circumstances, the slack of the spun yarn 10 can be flexibly removed without causing yarn breakage or the like.
- the joining device 20 and the spinning machine 100 further include the receiving member 62 that receives the air injected by the air injecting device 61.
- the air injecting device 61 is arranged on one side and the receiving member 62 is arranged on the other side of the yarn joining path.
- the air injecting device 61 and the receiving member 62 do not interfere with the spun yarn 10.
- the slack of the spun yarn 10 can be suitably removed by the action of air current, formed as a result of receiving the air at the receiving member 62, on the spun yarn 10.
- the receiving member 62 is a plate-shaped member.
- the air injecting device 61 injects the air on the spun yarn 10 from the nozzles 63 that are oriented obliquely to the receiving member 62.
- the air injected by the air injecting device 61 strikes obliquely on the plate-shaped receiving member 62, a laminar air current can be easily formed near the surface of the receiving member 62. Therefore, because it is possible to push the spun yarn 10 with the air current so as to elongate and expand, the slack of the spun yarn 10 can be more appropriately removed without causing defects such as warping in the spun yarn 10. Because the receiving member 62 has a simple shape, it is possible to reduce the manufacturing cost.
- the joining device 20 and the spinning machine 100 according to the present embodiment further includes the guiding plates 92 that guide the spun yarn 10 toward the yarn joining path.
- the air injecting device 61 is fixed to the guiding plates 92.
- the air current generated by the air injecting device 61 can be reliably applied to the spun yarn 10 positioned in the yarn joining path (more specifically, the spun yarn 10 positioned in the second slit 16 formed in the upstream guiding plate 92). Because it is not necessary to specifically prepare a place for fixing the air injecting device 61, the yarn joining device 20 (the spinning machine 100) can be configured in a rational and compact manner.
- the yarn pooling device 7 includes the yarn pooling roller 71 and the yarn hooking member 72.
- the yarn pooling roller 71 temporarily pools the spun yarn 10 by winding around the outer circumferential surface thereof.
- the spun yarn 10 drawn from the yarn pooling roller 71 is hooked on the yarn hooking member 72.
- the air injecting device 61 Because the slack of the spun yarn 10 that occurs during the yarn joining can be removed by the air injecting device 61, interruption of the winding that may happen by release of the spun yarn 10 from the yarn hooking member 72 due to the presence of the slack of the spun yarn 10 can be prevented. Accordingly, the winding of the joined spun yarn 10 can be resumed further smoothly.
- the air injecting device 61 starts the injection of the air after the start of the yarn joining operation by the yarn joining section 25 but before the completion of the yarn joining operation.
- the air current can be applied on the spun yarn 10 from a point in time before the completion of the yarn joining operation, the slack of the spun yarn 10 can be reliably removed before the slack of the spun yarn 10 generated during the yarn joining propagates to the upstream yarn pooling device 7.
- the yarn joining section 25 further includes the clamping members 96 capable of switching between a state in which the spun yarn 10 is held and a state in which the spun yarn 10 is released.
- the air injecting device 61 starts the injection of the air before the clamping members 96 release the hold on the spun yarn 10.
- the slack of the spun yarn 10 can be further reliably removed before the slack of the spun yarn 10 generated during the yarn joining propagates to the upstream yarn pooling device 7.
- the yarn ends of the spun yarn 10 are joined with a yarn joining method explained below.
- This yarn joining method includes a yarn holding step, a yarn joining step, and a yarn slack removing step.
- the spun yarn 10 is held in a bent state.
- the yarn ends of the spun yarn 10 are joined by the yarn joining section 25.
- the yarn slack removing step which is performed after the yarn holding step, the slack of the spun yarn 10 that was generated by the bending of the spun yarn 10 in the yarn holding step is removed on the upstream side of the yarn joining section 25.
- the slack of the spun yarn 10 which occurred when the spun yarn 10 that was held in the bent state is released, is removed at the yarn slack removing step. Accordingly, an influence of the slack of the spun yarn 10 on devices upstream or downstream of the yarn joining section 25 can be avoided. Accordingly, the winding and the like of the spun yarn 10 can be performed smoothly after performing the yarn joining.
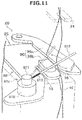
- a yarn joining device 20 according to a second embodiment of the present invention is explained below with reference to FIG. 11 .
- elements that are identical or similar to those of the above-explained embodiment are indicated by the same reference symbols in the drawings and redundant explanation thereof is omitted.
- a yarn shifting device 61x is used as a yarn slack removing section to remove the slack of the spun yarn 10.
- the yarn shifting device 61x includes an electric motor 610, a shaft member 611, and a rod-shaped member 612.
- the electric motor 610 rotationally drives the shaft member 611.
- the rod-shaped member 612 is an elongated cylindrical member with one end fixed to the shaft member 611.
- a spring 613 which is a thin and elongated coil, is arranged near the portion where the rod-shaped member 612 is connected to the shaft member 611.
- the spring 613 has a linear shape when not deformed, but deforms by bending when a certain force is applied to the rod-shaped member 612.
- the electric motor 610 causes the rod-shaped member 612 to retract to a not-shown position.
- the electric motor 610 causes the rod-shaped member 612 to move from a position represented with a solid line to a position represented with a chain line at a timing that is immediately before the clamping members 96 release the clamp on the spun yarn 10. Because of this, the slack of the spun yarn 10 can be removed on the upstream side of the yarn joining section 25 by pushing the spun yarn 10 with the rod-shaped member 612 to the back side from the yarn joining path.
- the stroke with which the rod-shaped member 612 is rotated by the electric motor 610 in order to shift the spun yarn 10 by being in contact with the spun yarn 10 is constant, the amount of the slack of the spun yarn 10 may vary as explained above.
- the force that acts on the rod-shaped member 612 as a counterforce due to pushing of the spun yarn 10 by the rod-shaped member 612 becomes large, the spring 613 that is in the linear state appropriately deforms, whereby the rod-shaped member 612 is practically pushed back. Accordingly, because it is possible to press the spun yarn 10 by the rod-shaped member 612 with an appropriate force regardless of the size of the slack of the spun yarn 10, it is possible to avoid yarn breakage and the like.
- the electric motor 610 rotates in a reverse direction at a suitable timing whereby the rod-shaped member 612 releases the pushing state of the spun yarn 10.
- the slack of the spun yarn 10 in the portion that was pushed by the rod-shaped member 612 disappears, and the spun yarn 10 may push back the rod-shaped member 612.
- the spring 613 deforms in response to the pushing back of the rod-shaped member 612 by the spun yarn 10, no yarn breakage occurs in the part of the rod-shaped member 612.
- the amount by which the rod-shaped member 612 shifts the spun yarn 10 is automatically adjusted by the spring 613 depending on the tension applied on the spun yarn 10. Therefore, when compared with the configuration of the Patent Document 2, the configuration of the present embodiment enables reduction in the resistance against the running of the spun yarn 10 at the time of resumption of the winding of the spun yarn 10 by the winding device 8.
- the yarn shifting device 61x contacts the spun yarn 10 and shifts the spun yarn 10 from the yarn joining path.
- a simple configuration for removing the slack of the spun yarn 10 can be realized. Because the configuration involves removing the slack by making the rod-shaped member 612 contact with the spun yarn 10, the slack of the spun yarn 10 can be surely removed and the movement of the spun yarn 10 becomes stable.
- the configuration is not limited to the one in which the air injecting device 61 or the yarn shifting device 61x is arranged in the yarn joining device 20, and in a non-claimed embodiment the air injecting device 61 or the yarn shifting device 61x can be arranged in the spinning unit 1 as far as it is arranged upstream of the yarn joining section 25 but downstream of the yarn-route guiding member 74.
- the air injecting device 61 can be attached to a casing of a not-shown waxing device arranged downstream of the yarn-route guiding member 74 of the spinning unit 1.
- the configuration is not limited to the one in which the yarn joining device 20 is arranged in the yarn joining carrier 2, and one yarn joining device can be arranged in each of the spinning units 1.
- the spinning machine 100 can include, instead of the spinning unit 1 having a configuration shown in the FIG. 2 , a spinning unit that winds, with respect to a height direction, on an upper side the spun yarn spun on a lower side.
- the positional relationship between the air injecting device 61 and the receiving member 62 is not limited to the one shown in FIG. 5 and the like.
- the air injecting device 61 and the receiving member 62 can be arranged such that the air injected by the air injecting device 61 directly strikes the receiving member 62.
- the air can be injected parallel to the receiving member 62.
- the positional relationship between the air injecting device 61 and the receiving member 62 with respect to the yarn joining path can be interchanged.
- the receiving member 62 can be omitted.
- the receiving member 62 is a plate-shaped member, and the receiving member 62 can be, for example, a block-shaped member.
- the end on the front side of the receiving member 62 can be formed straight instead of bending it.
- the configuration of the yarn shifting device 61x can be changed so that the spring is arranged inside the shaft member 611.
- the spring 613 can be omitted, and instead, elasticity can be imparted to the entire rod-shaped member 612.
- the configuration in which the rod-shaped member 612 (the shaft member 611) is driven with the electric motor 610 can be replaced with a configuration in which the rod-shaped member 612 (the shaft member 611) is driven with the cam that is used to drive the yarn shifting lever 93 and the like.
- a yarn trap that removes the slack of the spun yarn 10 by sucking the spun yarn 10 can be arranged instead of the air injecting device 61 and the yarn shifting device 61x.
- the yarn joining device 20 (the yarn joining section 25) can be of any type as long as it performs the yarn joining in a state in which the spun yarn 10 is held in a bent state.
- the splicer-type yarn joining device (the yarn joining section) can be replaced with a mechanical knotter.
- the yarn joining device includes a yarn joining section and a yarn slack removing section.
- the yarn joining section performs yarn joining in a state in which a yarn is held in a bent state.
- the yarn slack removing section removes slack of the yarn positioned on a yarn joining path that passes through the yarn joining section by applying a force on the yarn upstream of the yarn joining section.
- the yarn slack removing section includes an air injecting device that injects air on the yarn.
- the slack of the yarn can be removed by pushing the yarn with the injected air. Furthermore, because the slack of the yarn is removed by applying the force of air current on the yarn, even if the amount of the slack of the yarn varies depending on the circumstances, the slack of the yarn can be flexibly removed without causing yarn breakage or the like.
- the yarn joining device further includes a receiving member that receives the air injected by the air injecting device. Moreover, it is preferable that the air injecting device is arranged on one side and the receiving member is arranged on other side of the yarn joining path.
- the air injecting device and the receiving member do not interfere with the yarn.
- the slack of the yarn can be suitably removed by the action of air current, formed as a result of receiving the air at the receiving member, on the yarn.
- the receiving member is a plate-shaped member, and that the air injecting device injects the air on the yarn from an air injection hole that is arranged obliquely to the receiving member.
- the air injected by the air injecting device strikes obliquely on the plate-shaped receiving member, a laminar air current can be easily formed near the surface of the receiving member. Therefore, because it is possible to push the yarn with the air current so as to elongate and expand, the slack of the yarn can be more appropriately removed without causing defects such as warping in the yarn. Because the receiving member has a simple configuration, it is possible to reduce the manufacturing cost.
- the yarn joining device further includes a yarn guiding member that guides the yarn to the yarn joining path, and that the air injecting device is fixed to the yarn guiding member.
- the air current generated by the air injecting device can be reliably applied to the yarn positioned in the yarn joining path. Moreover, because it is not necessary to specifically prepare a place for fixing the air injecting device, the yarn joining device can be configured in a rational and compact manner.
- the yarn slack removing section can include a yarn shifting device that comes in contact with the yarn and shifts the yarn from the yarn joining path.
- the configuration of the yarn slack removing section can be simplified. Moreover, because the configuration involves removing the slack by making the yarn slack removing section contact with the yarn, the slack of the yarn can be surely removed and the movement of the yarn becomes stable.
- the yarn winding machine includes a spinning device, a yarn pooling device, a winding device, a yarn joining section, a yarn-route guiding member, and a yarn slack removing section.
- the spinning device forms a yarn by spinning.
- the yarn pooling device pools the yarn formed by the spinning device.
- the winding device winds the yarn from the yarn pooling device and forms a package.
- the yarn joining section performs yarn joining at a position between the spinning device and the winding device in a state in which the yarn is held in a bent state.
- the yarn-route guiding member guides the yarn on a downstream side of the yarn pooling device in a yarn route of the yarn.
- the yarn slack removing section removes slack of the yarn positioned on a yarn joining path that passes through the yarn joining section by applying a force on the yarn upstream of the yarn joining section but downstream of the yarn-route guiding member.
- the yarn pooling device includes a yarn pooling roller and a yarn hooking member. It is preferable that the yarn pooling roller pools the yarn by being wound around an outer circumferential surface thereof. It is preferable that the yarn hooking member hooks the yarn that is pulled from the yarn pooling roller.
- the slack of the yarn that occurs during the yarn joining can be removed by the yarn slack removing section, interruption of the winding that may happen by release of the yarn from the yarn hooking member due to the presence of the slack of the yarn can be prevented. Accordingly, the winding of the joined yarn can be resumed further smoothly.
- the yarn slack removing section includes an air injecting device that injects air on the yarn.
- the slack of the yarn can be removed by pushing the yarn with the injected air. Furthermore, because the slack of the yarn is removed by applying the force of the air current on the yarn, even if the amount of the slack of the yarn varies depending on the circumstances, the slack of the yarn can be flexibly removed.
- the yarn winding machine further includes a receiving member that receives the air injected by the air injecting device.
- the air injecting device is arranged on one side and the receiving member is arranged on other side of the yarn joining path.
- the air injecting device and the receiving member do not interfere with the yarn.
- the slack of the yarn can be suitably removed by the action of air current, formed as a result of receiving the air at the receiving member, on the yarn.
- the yarn winding machine further includes a yarn guiding member that guides the yarn to the yarn joining section. Moreover, it is preferable that the air injecting device is fixed to the yarn guiding member.
- the air current generated by the air injecting device can be reliably applied to the yarn positioned in the yarn joining path. Moreover, because it is not necessary to specifically prepare a place for fixing the air injecting device, the yarn winding machine (surrounding the yarn joining section) can be configured in a rational and compact manner.
- the air injecting device injects the air after the yarn joining section has started a yarn joining operation but before the yarn joining operation is completed.
- the air current can be applied on the yarn from a point in time before the completion of the yarn joining operation, the slack of the yarn can be reliably removed before the slack of the yarn generated during the yarn joining operation propagates to the upstream yarn pooling device.
- the yarn joining section includes a clamping member capable of switching between a state where the clamping member holds the yarn and a state where the clamping member releases the hold on the yarn. Moreover, the air injecting device starts injection of the air before the clamping member releases the hold on the yarn.
- the air current can be applied on the yarn from a point in time before the clamping member releases the hold on the yarn, the slack of the yarn can be further reliably removed before the slack of the yarn generated during the yarn joining operation propagates to the upstream yarn pooling device.
- the yarn joining method includes holding, joining, and removing.
- the holding includes holding a yarn in a bent state.
- the joining includes joining yarn ends of the yarn by using a yarn joining section.
- the removing includes removing, after completion of the holding, slack of the yarn that was generated by bending of the yarn in the holding on upstream side of the yarn joining section.
Claims (9)
- Eine Garnwickelmaschine, die folgende Merkmale aufweist:eine Spinnvorrichtung (6), die dazu ausgebildet ist, durch Spinnen ein Garn (10) zu bilden;eine Garnsammelvorrichtung (7), die dazu ausgebildet ist, das durch die Spinnvorrichtung (6) gebildete Garn (10) zu sammeln;eine Wickelvorrichtung (8), die dazu ausgebildet ist, das Garn (10) von der Garnsammelvorrichtung (7) zu wickeln, und einen Wickelkörper (82) bildet;eine Garnverbindungsvorrichtung, die folgende Merkmale aufweist:einen Garnverbindungsabschnitt (25), der dazu ausgebildet ist, in einem Zustand, in dem ein Garn (10) in einem gebogenen Zustand gehalten wird, eine Garnverbindung durchzuführen;wobei der Garnverbindungsabschnitt (25) dazu ausgebildet ist, eine Garnverbindung an einer Position zwischen der Spinnvorrichtung (6) und der Wicklungsvorrichtung (8) durchzuführen; undein Garnstreckenführungsbauglied (74), das dazu ausgebildet ist, das Garn (10) auf einer in der Verarbeitungsrichtung zu der Garnsammelvorrichtung (7) nachgelagerten Seite auf einer Garnstrecke des Garnes (10) zu führen; undwobei die Garnsammelvorrichtung (7) folgende Merkmale umfasst:eine Garnsammelrolle (71), die dazu ausgebildet ist, das Garn (10) zu sammeln, indem dasselbe um eine Außenumfangsoberfläche derselben gewickelt wird; undein Garneinhakbauglied (72), das dazu ausgebildet ist, das von der Garnsammelrolle (71) gezogene Garn (10) einzuhaken,dadurch gekennzeichnet, dassdie Garnverbindungsvorrichtung ferner einen Garndurchhangentfernungsabschnitt (61; 61x) aufweist, der dazu ausgebildet ist, den Durchhang des Garnes (10), der auf einem durch den Garnverbindungsabschnitt (25) verlaufenden Garnverbindungsweg positioniert ist, zu entfernen, indem in Verarbeitungsrichtung vorgelagert zu dem Garnverbindungsabschnitt (25) eine Kraft auf das Garn (10) ausgeübt wird, wobei der Garndurchhangentfernungsabschnitt (61; 61x) dazu ausgebildet ist, die Kraft auf das Garn (10) in Verarbeitungsrichtung vorgelagert zu dem Garnverbindungsabschnitt (25) aber in Verarbeitungsrichtung nachgelagert zu dem Garnstreckenführungsbauglied (74) auszuüben.
- Die Garnwickelmaschine gemäß Anspruch 1, bei der der Garndurchhangentfernungsabschnitt (61) eine Luftinjektionsvorrichtung (61) aufweist, die dazu ausgebildet ist, Luft auf das Garn (10) zu injizieren.
- Die Garnwickelmaschine gemäß Anspruch 2, die ferner ein Aufnahmebauglied (62) aufweist, das dazu ausgebildet ist, die durch die Luftinjektionsvorrichtung (61) injizierte Luft aufzunehmen, und
wobei die Luftinjektionsvorrichtung (61) an einer Seite angeordnet ist und das Aufnahmebauglied (62) auf einer anderen Seite des Garnverbindungsweges angeordnet ist. - Die Garnwickelmaschine gemäß Anspruch 3, bei der das Aufnahmebauglied (62) ein plattenförmiges Bauglied ist, und
die Luftinjektionsvorrichtung (61) dazu ausgebildet ist, die Luft von einem Luftinjektionsloch (63), das schräg zu dem Aufnahmebauglied (62) angeordnet ist, auf das Garn (10) zu injizieren. - Die Garnwickelmaschine gemäß einem der Ansprüche 2 bis 4, die ferner ein Garnführungsbauglied (92) aufweist, das das Garn (10) zu dem Garnverbindungsweg führt, und
wobei die Luftinjektionsvorrichtung (61) an dem Garnführungsbauglied (92) befestigt ist. - Die Garnwickelmaschine gemäß einem der Ansprüche 2 bis 5, bei der die Luftinjektionsvorrichtung (61) dazu ausgebildet ist, die Luft zu injizieren, nachdem der Garnverbindungsabschnitt (25) einen Garnverbindungsvorgang gestartet hat aber bevor der Garnverbindungsvorgang abgeschlossen ist.
- Die Garnwickelmaschine gemäß einem der Ansprüche 2 bis 6, bei der der Garnverbindungsabschnitt (25) ein Klemmbauglied (96) umfasst, das dazu ausgebildet ist, zwischen einem Zustand, in dem das Klemmbauglied (96) das Garn (10) hält, und einem Zustand umzuschalten, in dem das Klemmbauglied (96) die Halterung des Garnes (10) löst, und
wobei die Luftinjektionsvorrichtung (61) dazu ausgebildet ist, eine Injektion der Luft zu starten, bevor das Klemmbauglied (96) die Halterung des Garnes (10) löst. - Die Garnwickelmaschine gemäß Anspruch 1, bei der der Garndurchhangentfernungsabschnitt (61x) eine Garnverschiebungsvorrichtung (61x) aufweist, die dazu ausgebildet ist, in Kontakt mit dem Garn (10) zu treten, und die das Garn (10) von dem Garnverbindungsweg verschiebt.
- Ein Garnverbindungsverfahren zum Verbinden von Garnenden unter Verwendung der Garnwickelmaschine gemäß einem der Ansprüche 1 bis 8, wobei das Verfahren folgende Schritte aufweist:Halten eines Garnes (10) in einem gebogenen Zustand;Verbinden der Garenden unter Verwendung des Garnverbindungsabschnittes (25); undEntfernen, nach dem Abschluss des Haltens, eines Durchganges des Garnes (10), der durch Biegen des Garnes (10) beim Haltern auf einer in der Verarbeitungsrichtung zu dem Garnverbindungsabschnitt (25) nachgelagerten Seite erzeugt wurde.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014240817A JP2016102005A (ja) | 2014-11-28 | 2014-11-28 | 糸継装置、糸巻取機及び糸継方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3025996A1 EP3025996A1 (de) | 2016-06-01 |
| EP3025996B1 true EP3025996B1 (de) | 2017-09-13 |
Family
ID=54545027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15194903.9A Not-in-force EP3025996B1 (de) | 2014-11-28 | 2015-11-17 | Garnwickelmaschine mit einer garnverbindungsvorrichtung, und garnverbindungsverfahren |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3025996B1 (de) |
| JP (1) | JP2016102005A (de) |
| CN (1) | CN105648588B (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018065629A (ja) * | 2016-10-17 | 2018-04-26 | 村田機械株式会社 | 糸継装置及び紡績機 |
| EP3378979A1 (de) * | 2017-03-22 | 2018-09-26 | Murata Machinery, Ltd. | Spinnmaschine |
| DE102018102757A1 (de) * | 2018-02-07 | 2019-08-08 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenspleißvorrichtung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1553770A (en) * | 1976-06-25 | 1979-10-10 | Murata Machinery Ltd | Yarn piecing and knotting devicing for spinning apparatus |
| DE3301074A1 (de) * | 1983-01-14 | 1984-07-19 | Stahlecker, Fritz, 7347 Bad Überkingen | Anspinnverfahren fuer ein spinnaggregat und vorrichtung zum durchfuehren des anspinnverfahrens |
| FR2667581B1 (fr) * | 1990-10-09 | 1992-10-16 | Devtex | Dispositif pour la formation d'une reserve de fil sur une machine textile. |
| JP2000063041A (ja) * | 1998-08-21 | 2000-02-29 | Murata Mach Ltd | 糸弛み取り装置 |
| JP2000290839A (ja) | 1999-04-06 | 2000-10-17 | Murata Mach Ltd | 糸継ぎ方法及び糸継ぎ装置 |
| JP2001159035A (ja) * | 1999-11-25 | 2001-06-12 | Murata Mach Ltd | 紡績機における糸吸引装置 |
| JP2002212841A (ja) * | 2001-01-09 | 2002-07-31 | Murata Mach Ltd | 紡績機のピーシング装置 |
| JP2013067475A (ja) * | 2011-09-21 | 2013-04-18 | Murata Machinery Ltd | 糸巻取機及び糸巻取ユニット |
| EP2671982A1 (de) * | 2012-06-08 | 2013-12-11 | Murata Machinery, Ltd. | Spinnmaschine |
| JP2014088638A (ja) * | 2012-10-30 | 2014-05-15 | Murata Mach Ltd | 糸巻取機及び糸巻取方法 |
| EP2774883B1 (de) * | 2013-03-08 | 2016-06-08 | Gebrüder Loepfe AG | Verfahren zum Spulen und Reinigen eines Garns |
-
2014
- 2014-11-28 JP JP2014240817A patent/JP2016102005A/ja active Pending
-
2015
- 2015-11-12 CN CN201510769912.XA patent/CN105648588B/zh active Active
- 2015-11-17 EP EP15194903.9A patent/EP3025996B1/de not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105648588A (zh) | 2016-06-08 |
| JP2016102005A (ja) | 2016-06-02 |
| EP3025996A1 (de) | 2016-06-01 |
| CN105648588B (zh) | 2019-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2727870B1 (de) | Garnwickelmaschine und Garnwickelverfahren | |
| EP3072840B1 (de) | Garnwickelmaschine und garnwickelverfahren | |
| JP2014001491A (ja) | エアジェット紡績機およびその作動方法 | |
| JP2013067475A (ja) | 糸巻取機及び糸巻取ユニット | |
| JP2013063839A (ja) | 糸巻取機及び糸巻取ユニット | |
| CN105253703B (zh) | 纱线卷取机以及纱线卷取方法 | |
| EP3025996B1 (de) | Garnwickelmaschine mit einer garnverbindungsvorrichtung, und garnverbindungsverfahren | |
| EP2966200B1 (de) | Spinnmaschine und spinnverfahren | |
| CN106698096B (zh) | 接纱机构、纱线卷绕装置以及接纱方法 | |
| EP2749515A2 (de) | Garnspeichervorrichtung und Spinneinheit | |
| EP2966023B1 (de) | Garnwickelmaschine und garnwickelverfahren | |
| JP2016102269A (ja) | 糸巻取機 | |
| JP2017089091A (ja) | エアジェット紡績機上の紡績工程の再開の方法、及びその方法を実施するためのエアジェット紡績機 | |
| EP2749517B1 (de) | Spinnmaschine | |
| US4559773A (en) | Method and apparatus for restarting a yarn spinning apparatus | |
| CN110158207B (zh) | 空气纺纱机和空气纺纱方法 | |
| CN108625003B (zh) | 细纱机 | |
| CN108286093B (zh) | 一种纺纱机 | |
| JP2017088410A (ja) | 綾巻きパッケージを製造する繊維機械の作業ユニットにおいて糸走行を修正するための方法 | |
| EP2966199B1 (de) | Spinnmaschine und spinnverfahren | |
| JP2022085989A (ja) | 紡績機 | |
| JP2022085990A (ja) | 紡績機及び紡績方法 | |
| JP2024007744A (ja) | 紡績機、パッケージの形成方法及びパッケージ | |
| CN105525401B (zh) | 芯纱供给装置及纺纱机 | |
| CN112093586A (zh) | 用于无结连接两个纱线头的纱线连接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20161117 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170320 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 927925 Country of ref document: AT Kind code of ref document: T Effective date: 20171015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015004722 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENT- UND MARKENANWAELTE, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 927925 Country of ref document: AT Kind code of ref document: T Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171214 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180113 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015004722 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| 26N | No opposition filed |
Effective date: 20180614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171117 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180731 Ref country code: BE Ref legal event code: MM Effective date: 20171130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20151117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20191024 Year of fee payment: 5 Ref country code: DE Payment date: 20191121 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20191121 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191117 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602015004722 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210601 |