JP2016102005A - 糸継装置、糸巻取機及び糸継方法 - Google Patents
糸継装置、糸巻取機及び糸継方法 Download PDFInfo
- Publication number
- JP2016102005A JP2016102005A JP2014240817A JP2014240817A JP2016102005A JP 2016102005 A JP2016102005 A JP 2016102005A JP 2014240817 A JP2014240817 A JP 2014240817A JP 2014240817 A JP2014240817 A JP 2014240817A JP 2016102005 A JP2016102005 A JP 2016102005A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- joining
- splicing
- air
- spun
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/06—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/20—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage
- B65H51/205—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage by means of a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/10—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by devices acting on running material and not associated with supply or take-up devices
- B65H59/105—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by devices acting on running material and not associated with supply or take-up devices the material being subjected to the action of a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Landscapes
- Spinning Or Twisting Of Yarns (AREA)
- Tension Adjustment In Filamentary Materials (AREA)
Abstract
【課題】糸継時に糸を屈曲させることにより発生する糸弛みを確実に除去できる糸継装置及び糸巻取機を提供する。【解決手段】精紡機が備える糸継装置20は、糸継部25と、空気噴射装置61と、を備える。糸継部25は、紡績糸10を屈曲させて保持した状態で糸継ぎを行う。空気噴射装置61は、糸継部25を通る糸継用経路に位置する紡績糸10の弛みを、前記糸継部25の上流側の紡績糸10に力を作用させることで除去する。空気噴射装置61は、紡績糸10に空気を噴射するように構成されている。【選択図】図9
Description
本発明は、主に、糸の糸端の糸継ぎを行う糸継部を備えた糸継装置及び糸巻取機に関する。
従来から、糸巻取機において、分断された状態の糸を連続状態とする糸継部を備える構成が知られている。
特許文献1は、紡績装置において、糸切れが発生したときに、パッケージに巻かれた糸端(親糸)を引き出して紡績部に搬送してピーシングを行う糸継方法を開示する。特許文献1で行われる糸継ぎは糸端と糸端とを継ぐものではないが、親糸が紡績部に搬送されるときに親糸に圧縮エアが吹き付けられ、これにより親糸の弛みが吸収される。
特許文献2は、特許文献1と異なる方法で糸継ぎを行う糸継装置を備えた精紡機(糸巻取機)を開示する。特許文献2の精紡機は、巻取装置と、紡績装置と、糸継装置と、糸道規制部材と、を備える。特許文献2において、糸継装置は、旋回空気流により糸端同士に撚りを加えることにより継ぎ目を形成するスプライサ装置として構成されている。糸道規制部材は、糸継ぎの際に紡績糸に接触することで紡績糸を屈曲させる。糸道規制部材により紡績糸が屈曲された状態は、巻取装置による紡績糸の巻取りが開始するまで維持される。
特許文献2に開示するように糸を屈曲させた状態で糸継ぎを行う場合、糸継ぎを行った後には、屈曲していた分だけ糸が弛んだ状態となってしまうことが避けられない。この糸弛みが糸継装置の上流側及び下流側に伝播すると、糸の挙動が安定せず、周辺の部品等に糸が絡んだりする原因となる。
本発明の目的は、糸継ぎ時に発生する糸弛みを確実に除去できる糸継装置及び糸巻取機を提供することにある。
本発明の第1の観点によれば、糸継装置は、糸継部と、糸弛み除去部と、を備える。前記糸継部は、糸を屈曲させて保持した状態で糸継ぎを行う。前記糸弛み除去部は、前記糸継部を通る糸継用経路に位置する前記糸の弛みを、前記糸継部の上流側の前記糸に力を作用させることで除去する。
これにより、糸継部で糸継ぎを行った後に、屈曲させて保持していた糸を解放することにより発生する糸弛みを糸弛み除去部で除去できるので、当該糸弛みの発生による糸継装置の上流側又は下流側の装置への影響を回避できる。従って、当該糸継装置を設けた例えば糸巻取機において、糸継ぎを行った後、糸の巻取りをスムーズに再開することができる。
前記の糸継装置において、前記糸弛み除去部は、前記糸に空気を噴射する空気噴射装置を備えていることが好ましい。
これにより、噴射された空気で糸を吹き押すようにして糸弛みを除去することができる。更に、糸に空気流の力を作用させて糸弛みを除去するため、状況に応じて糸弛みの量が異なっても、糸切れ等を発生させることなく、当該糸弛みを柔軟に除去することができる。
前記の糸継装置は、前記空気噴射装置が噴射した前記空気を受ける受け部材を更に備えることが好ましい。前記空気噴射装置は、前記糸継用経路を挟んで一側に配置され、前記受け部材は他側に配置されることが好ましい。
これにより、空気噴射装置及び受け部材と糸とが干渉しない構成を実現できる。また、空気が受け部材で受けられた結果として形成される空気流を糸に作用させることで、糸弛みを好適に除去することができる。
前記の糸継装置において、前記受け部材は板状部材であり、前記空気噴射装置は、前記受け部材に対して斜めに向けられた空気噴射口から前記糸に空気を噴射することが好ましい。
これにより、空気噴射装置が噴射した空気が板状の受け部材に対して斜めに当たることにより、受け部材の表面の近傍に層状の空気流が形成され易くなる。従って、空気流によって糸を伸び拡げるように押すことができるので、当該糸にヨジレなどの不良を発生させることなく、糸弛みを一層好適に除去することができる。また、受け部材が簡単な構成であるので、製造コストを低減することができる。
前記の糸継装置は、前記糸継用経路へ前記糸を案内する糸継案内部材を更に備えることが好ましい。前記空気噴射装置は、前記糸継案内部材に固定されることが好ましい。
これにより、空気噴射装置により発生された空気流を、糸継用経路に位置する糸に確実に作用させることができる。また、空気噴射装置を固定する場所を特別に設ける必要がないので、糸継装置を合理的かつコンパクトに構成することができる。
前記の糸継装置において、前記糸弛み除去部は、前記糸に接触して前記糸継用経路から当該糸を寄せる糸寄せ装置を備えるようにすることもできる。
これにより、糸弛み除去部の構成を簡素化できる。また、糸弛み除去部を糸に接触させて糸弛みを除去する構成であるので、糸の弛みを確実に除去できるとともに、糸の挙動も安定させ易くなる。
本発明の第2の観点によれば、糸巻取機は、紡績装置と、糸貯留装置と、巻取装置と、糸継部と、糸道ガイド部材と、糸弛み除去部と、を備える。前記紡績装置は、紡績して糸を生成する。前記糸貯留装置は、前記紡績装置で生成された前記糸を貯留する。前記巻取装置は、前記糸貯留装置からの前記糸を巻き取ってパッケージを形成する。前記糸継部は、前記紡績装置と前記巻取装置の間において、前記糸を屈曲させて保持した状態で糸継ぎを行う。前記糸道ガイド部材は、前記糸の糸道における前記糸貯留装置の下流側で前記糸を案内する。前記糸弛み除去部は、前記糸継部を通る糸継用経路に位置する前記糸の弛みを、前記糸継部の上流側かつ前記糸道ガイド部材の下流側の前記糸に力を作用させることで除去する。
これにより、糸継部で糸継ぎを行った後に、屈曲させて保持していた糸を解放することにより発生する糸弛みを糸弛み除去部で除去できるので、当該糸弛みの発生による糸継部の上流側又は下流側の装置(上流側の糸貯留装置を含む)への影響を回避できる。従って、糸継ぎを行った後、糸の巻取りをスムーズに再開することができる。
前記の糸巻取機においては、前記糸貯留装置は、糸貯留ローラと、糸掛け部材と、を備えることが好ましい。前記糸貯留ローラは、外周面に前記糸が巻き付けられることにより前記糸を貯留することが好ましい。前記糸掛け部材には、前記糸貯留ローラから引き出される前記糸が掛けられることが好ましい。
糸継ぎ時に発生した糸弛みを糸弛み除去部によって除去することができるので、当該糸弛みの影響により糸が糸掛け部材から外れて巻取りが中断されるのを防止することができる。従って、糸継ぎを行った後の糸の巻取りを一層スムーズに再開することができる。
前記の糸巻取機において、前記糸弛み除去部は、前記糸に空気を噴射する空気噴射装置を備えていることが好ましい。
これにより、噴射された空気で糸を吹き押すようにして弛みを除去することができる。更に、空気流によって糸に力を作用させるため、状況に応じて糸弛みの量が異なっても、当該糸弛みを柔軟に除去することができる。
前記の糸巻取機は、前記空気噴射装置が噴射した前記空気を受ける受け部材を更に備えることが好ましい。前記空気噴射装置は、前記糸継用経路を挟んで一側に配置され、前記受け部材は他側に配置されることが好ましい。
これにより、空気噴射装置及び受け部材と糸とが干渉しない構成を実現できる。また、空気が受け部材で受けられた結果として形成される空気流を糸に作用させることで、糸弛みを好適に除去することができる。
前記の糸巻取機は、前記糸を前記糸継部へ案内する糸継案内部材を更に備えることが好ましい。前記空気噴射装置は、前記糸継案内部材に固定されていることが好ましい。
これにより、空気噴射装置により発生された空気流を、糸継用経路に位置する糸に確実に作用させることができる。また、空気噴射装置を固定する場所を特別に設ける必要がないので、糸巻取機(糸継部の周辺)を合理的かつコンパクトに構成することができる。
前記の糸巻取機において、前記空気噴射装置は、前記糸継部による糸継動作の開始後であって、糸継動作の完了前に前記空気の噴射を開始することが好ましい。
これにより、糸継動作の完了前の時点から糸に空気流を作用させることができるので、糸継動作によって発生した糸弛みが上流側の糸貯留装置に伝播する前に、当該糸弛みを確実に除去することができる。
前記の糸巻取機において、前記糸継部は、前記糸を保持する状態と、前記糸の保持を解除する状態と、を切換可能なクランプ部を更に備えることが好ましい。前記空気噴射装置は、前記クランプ部が前記糸の保持を解除する前に前記空気の噴射を開始する。
これにより、クランプ部が糸の保持を解除する前から当該糸に空気流を作用させることができるので、糸継動作によって発生した糸弛みが上流側の糸貯留装置に伝播する前に、当該糸弛みを一層確実に除去することができる。
本発明の第3の観点によれば、糸継方法は、糸保持工程と、糸継工程と、糸弛み除去工程と、を含む。前記糸保持工程では、前記糸を屈曲させた状態で保持する。前記糸継工程では、前記糸の糸端同士の糸継ぎを糸継部で行う。前記糸弛み除去工程では、前記糸保持工程の後で、当該糸保持工程における前記糸の屈曲に起因する糸弛みを、前記糸継部の上流側で除去する。
これにより、糸継部で糸継ぎを行った後、屈曲させて保持している糸を解放することにより発生する糸弛みを糸弛み除去工程で除去できるので、当該糸弛みの発生による糸継部の上流側又は下流側の装置への影響を回避できる。従って、糸継ぎを行った後、糸の巻取り等をスムーズに行うことができる。
次に、本発明の第1実施形態に係る糸継装置20を備える精紡機(紡績機)100について、図面を参照して本発明の実施の形態を説明する。図1に示す精紡機100は、並べて配置された多数の紡績ユニット(糸巻取ユニット)1と、糸継台車2と、ブロアボックス3と、原動機ボックス4と、を備えている。本明細書における「上流」及び「下流」とは、紡績ユニット1において紡績糸10を生成して巻き取るときの繊維束11又は紡績糸10が移動する方向における上流及び下流を意味する。
原動機ボックス4は、複数の紡績ユニット1が並べられる方向の一端側に配置され、その内部には各紡績ユニット1に共通の駆動源が配置されている。ブロアボックス3は、複数の紡績ユニット1が並べられる方向の一端側であって、原動機ボックス4とは反対側に配置されている。ブロアボックス3の内部にはブロアが配置される。このブロアは、各紡績ユニット1に圧縮空気を供給するための圧縮空気源として機能するとともに、負圧を供給するための負圧源としても機能する。
紡績ユニット1は、旋回空気流を利用して繊維束11に撚りを加えて紡績を行う空気式の精紡ユニットとして構成されている。図2に示すように、当該紡績ユニット1は、上流から下流へ向かって順に、ドラフト装置5と、紡績装置6と、糸貯留装置7と、巻取装置8と、を主要な構成として備えている。それぞれの紡績ユニット1は、ドラフト装置5から送られてくる繊維束11を紡績装置6で紡績して紡績糸10を生成し、当該紡績糸10を巻取装置8でボビン81に巻き取ってパッケージ82を形成することができる。
ドラフト装置5は、上流側から順に、バックローラ51、サードローラ52、ゴム製のエプロンベルト53が巻かれたミドルローラ54、及びフロントローラ55の4つのドラフトローラを備える。それぞれのドラフトローラは、所定の回転速度で回転駆動される。また、ドラフト装置5は、各ドラフトローラに対向するように配置された対向ローラを備える。ドラフト装置5は、繊維束11の原料であるスライバ12を、回転するドラフトローラと対向ローラとの間で挟み込んで搬送することにより、所定の幅となるまで引き伸ばして(ドラフトして)繊維束11とすることができる。
紡績装置6は、ドラフト装置5の下流側に配置されており、ドラフト装置5から供給された繊維束11に撚りを加えて紡績糸10を生成する。本実施形態では、紡績装置6として、エアジェットを利用した旋回空気流により繊維束11に撚りを与えるものが採用されている。
糸貯留装置7は、紡績装置6と巻取装置8との間に配置されている。糸貯留装置7は、糸貯留ローラ71と、糸掛け部材72と、電動モータ73と、を備える。糸貯留装置7は、紡績装置6と巻取装置8との間で紡績糸10を一時的に貯留する一種のバッファとして機能する。
糸貯留ローラ71は、その外周面に一定量の紡績糸10を巻き付けて一時的に貯留できるように構成されている。糸貯留ローラ71の下流側端部には、紡績糸10を引っ掛けることが可能な糸掛け部材72が取り付けられている。当該糸掛け部材72は、糸貯留ローラ71に対して相対回転可能に支持されている。
糸掛け部材72又は糸貯留ローラ71の何れか一方には永久磁石が取り付けられ、他方には磁気ヒステリシス材が取り付けられている。これらの磁気的手段により、糸掛け部材72が糸貯留ローラ71に対し相対回転するのに抗するトルクが発生する。従って、このトルクを上回る力が糸掛け部材72に加わった場合(紡績糸10に所定以上の張力が掛かっている場合)にのみ、糸掛け部材72は糸貯留ローラ71に対して相対的に回転し、糸貯留ローラ71に巻き付けられた紡績糸10を解舒することができる。このトルクを上回る力が糸掛け部材72に掛かっていない場合、糸貯留ローラ71と糸掛け部材72は一体的に回転し、糸貯留ローラ71に紡績糸10が貯留される。
このように、糸貯留装置7は、下流側の糸張力が上がると紡績糸10を解舒し、糸張力が下がる(紡績糸10が弛みそうになる)と紡績糸10の解舒を止めるように動作する。これにより、糸貯留装置7は、紡績糸10の弛みを解消して、紡績糸10に適切な張力を付与することができる。また、糸掛け部材72が上記のように糸貯留装置7と巻取装置8と間の紡績糸10に加わる糸張力の変動を吸収するように動作することで、当該糸張力の変動が、紡績装置6から糸貯留装置7までの間の紡績糸10に影響を及ぼすことを防止できる。
糸貯留装置7の下流側には、当該糸貯留装置7から引き出された紡績糸10を下流側に案内するための糸道ガイド部材74が配置されている。
糸道ガイド部材74は、糸貯留ローラ71の外周面の軸方向端部から引き出された紡績糸10を、糸貯留ローラ71の回転軸線の延長線上を通過するように案内する。従って、糸掛け部材72が紡績糸10を掛けた状態で回転している状態では、糸貯留ローラ71と糸道ガイド部材74との間において、紡績糸10が振り回されることによる略円錐状のバルーン75が形成される。
巻取装置8は、紡績糸10を綾振りしながらボビン81に巻き取ってパッケージ82を形成する。巻取装置8は、クレードルアーム83と、巻取ドラム84と、を備える。
クレードルアーム83は、支軸86を軸にして回動可能に支持されている。クレードルアーム83は、紡績糸10を巻き取るためのボビン81(又はパッケージ82)を回転可能に支持することができる。巻取ドラム84は、所定の方向に一定の回転速度で回転駆動されている。クレードルアーム83は、支軸86を軸にして回動することにより、支持されたボビン81(又はパッケージ82)の外周を巻取ドラム84に対して接触又は離間させることができる。このように、ボビン81(又はパッケージ82)の外周を、回転駆動される巻取ドラム84に接触させることにより、当該ボビン81(又はパッケージ82)を従動回転させ、紡績糸10をその外周に巻き取ることができる。
トラバース装置85は、紡績糸10を引っ掛けて案内することが可能なトラバースガイド87を備えている。トラバースガイド87は、図略の駆動手段によって、巻取ドラム84の回転軸と平行な方向に往復移動する。この構成で、巻取ドラム84を回転駆動させながら、紡績糸10を係合させたトラバースガイド87を往復駆動することにより、紡績糸10を綾振り(トラバース)しつつパッケージ82に巻き取ることができる。
巻取装置8は、パッケージ82の回転を制動するための図示しないブレーキ機構を備えている。このブレーキ機構の構成は特に限定されないが、例えば、パッケージ82と一体的に回転する部材に接触可能なブレーキシューと、ブレーキシューを当該部材に押し付けるための空気圧シリンダと、を備える構成である。
紡績装置6と糸貯留装置7との間には、紡績糸10の品質を監視する糸品質監視装置9が設けられている。糸品質監視装置9は、走行する紡績糸10の状態(太さ等)を光透過式のセンサによって監視し、紡績糸10に含まれる糸欠陥(紡績糸10に異常がある箇所)を検出する。なお、糸品質監視装置9は光透過式のセンサに限らず、例えば静電容量式のセンサで紡績糸10を監視しても良い。また、糸欠陥として、紡績糸10に含まれる異物を監視しても良い。
糸継台車2は、図1及び図2に示すように、糸継装置20と、糸捕捉部(サクションパイプ21及びサクションマウス22)と、逆転駆動機構29と、を備えている。また、糸継台車2は、当該糸継台車2の各部分を制御するための図略の台車制御部を備えている。
糸継装置20は、旋回空気流によって糸端同士に撚りを加えることで継ぎ目を形成するスプライサ装置として構成された糸継部25を備えている。
以下の説明では、糸継装置20及び糸継部25の構成に関して、紡績糸10の走行経路である糸道に近い側を正面側と呼び、糸道から遠い側を奥側と呼ぶことがある。また、糸継装置20又は糸継部25において正面側から奥側へ向かう方向又はその逆の方向を、前後方向と呼ぶことがある。
サクションパイプ21とサクションマウス22は、図3に示すように、それぞれ軸を中心に上下方向に回動可能に構成されている。サクションパイプ21及びサクションマウス22は、その先端に吸引空気流を発生させることにより、糸端を吸い込んで捕捉できるようにそれぞれ構成されている。
具体的には、図3に示すように、台車制御部は、サクションパイプ21を回動し、その先端に吸引空気流を発生させる。これにより、サクションパイプ21は、紡績装置6から送出される紡績糸10の糸端(紡績糸10)を吸い込んで捕捉する。それと同時に、台車制御部は、サクションマウス22を回動して、その先端に吸引空気流を発生させる。これにより、サクションマウス22は、パッケージ82から紡績糸10の糸端(紡績糸10)を吸い込んで捕捉する。
その後、台車制御部は、図4に示すようにサクションパイプ21及びサクションマウス22を回動する。この結果、サクションパイプ21及びサクションマウス22によって捕捉されている糸端は、糸継部25の正面側の部分(図4における左側の部分)に案内される。
これにより、紡績装置6からの紡績糸10及びパッケージ82からの紡績糸10は、糸継部25で糸継ぎを行うための経路(糸継用経路)に配置される。以下の説明においては、サクションパイプ21で吸引捕捉された紡績装置6からの紡績糸10を第1糸と称し、サクションマウス22で吸引捕捉されたパッケージ82からの紡績糸10を第2糸と称することがある。
逆転駆動機構29は、糸継台車2から巻取装置8に対して進退可能に構成された支持アーム30と、この支持アーム30の先端に支持された逆転ローラ31と、を備える。この逆転ローラ31は、図示しない電動モータにより、巻取ドラム84と逆方向に回転駆動することができる。
続いて、糸継部25の構成について図5及び図6を参照して詳細に説明する。なお、図5は、上流側から糸継装置20(糸継部25)を見た状態を示している。
図5及び図6に示すように、糸継部25は、糸継ノズル91と、一対のガイド板92と、一対の糸寄せレバー93と、一対の糸押さえレバー94と、一対のカッタ95と、一対のクランプ部96と、一対の解撚パイプ97と、を主要な構成として備えている。
糸継ノズル91は、糸継部25の正面側(紡績糸10の走行経路である糸道に近い側)に配置されている。糸継ノズル91には、紡績糸10が通過可能な糸継孔98が形成されている。糸継孔98の内側には、噴射される圧縮空気が通過するための噴出口が形成されている。糸継ノズル91は、噴出口から糸継孔98の内部に圧縮空気を噴出することにより、当該糸継孔98内部に旋回空気流を発生させることができる。
例えば図6に示すように、糸継ノズル91の上流側及び下流側のそれぞれには、ガイド板92と、糸寄せレバー93と、糸押さえレバー94と、カッタ95と、クランプ部96と、解撚パイプ97と、が1つずつ配置されている。
2つのガイド板92のそれぞれには、図5に示すように、糸継部25の正面側を開放させる2本のスリット、即ち、第1スリット15及び第2スリット16が並べて形成されている。2つのガイド板92に形成された計4本のスリットは、互いに平行に配置されている。
分断された紡績糸10の糸継ぎを糸継部25で行う場合は、サクションパイプ21によって捕捉された第1糸が、2つのガイド板92における第1スリット15の内部に案内され、サクションマウス22によって捕捉された第2糸が、2つのガイド板92における第2スリット16の内部に案内される。
第1糸が第1スリット15内に入れられ、第2糸が第2スリット16内に入れられることで、後述の糸寄せレバー93によって寄せることが可能な位置に第1糸及び第2糸を案内することができる。なお、本実施形態において、糸継部25によって糸継ぎを行うための紡績糸10(糸端)の経路である糸継用経路は、上流側のガイド板92における第2スリット16から糸継部25を通るように定められている。従って、上流側のガイド板92は、紡績糸10を糸継用経路に案内する部材である。
2つの糸寄せレバー93は、糸継ノズル91の側部に配置された軸を中心にして、2つのガイド板92の間に入り込む方向(閉じ方向)と、2つのガイド板92の間から出る方向(開き方向)と、に2つ同時に回動可能に構成されている。なお、図5には、糸寄せレバー93が開き方向に回動した状態が示され、図6には、糸寄せレバー93が閉じ方向に回動した様子が示されている。
糸寄せレバー93は、閉じ方向に回動することで、第1糸を第1スリット15の奥に押し込み、第2糸を第2スリット16の奥に押し込むことができる。糸寄せレバー93は、閉じ方向に更に回動することで、図6に示すように、第1糸及び第2糸を糸継孔98内へ案内することができる。
糸継ノズル91とそれぞれのガイド板92との間には空間が形成されているので、それぞれの糸寄せレバー93は、閉じ方向に回動することで、当該空間に(糸継部25の奥側へ)入り込むことができる。このとき、一対の糸寄せレバー93によって寄せられる第1糸及び第2糸は、図6に示すように、糸継ノズル91とそれぞれのガイド板92との間でV字状に屈曲される。
2つの糸押さえレバー94は、図5に示すように、糸寄せレバー93の回動軸の近傍に配置された軸を中心にして2つ同時に回動可能に設けられている。2つの糸押さえレバー94は、糸継ノズル91で糸継ぎを行う時に、上記の閉じ方向に回動することで第1糸及び第2糸を押さえて、第1糸及び第2糸の位置を定めることができるように構成されている。
2つのガイド板92において糸継ノズル91側を向く面に、カッタ95が1つずつ取り付けられている。それぞれのカッタ95は、紡績糸10を切断することができる。具体的には、上流側のガイド板92に取り付けられたカッタ95は、第1スリット15に入った第1糸を切断することができ、下流側のガイド板92に取り付けられたカッタ95は、第2スリット16に入った第2糸を切断することができる。
2つのガイド板92において糸継ノズル91とは反対側を向く面に、クランプ部96が1つずつ取り付けられている。それぞれのクランプ部96は、可動部材96aと、固定部材96bと、を備える。一対の可動部材96aと固定部材96bとは、第1スリット15を挟んで配置されている。もう一対の可動部材96aと固定部材96bとは、第2スリット16を挟んで配置されている。可動部材96aは、固定部材96bに接触して押し付けられた状態と、固定部材96bから離間した状態と、に切り換えられることができる。
それぞれのクランプ部96は、可動部材96aと固定部材96bとの間に紡績糸10を挟んだ状態で可動部材96aを固定部材96bに押し付けることにより、紡績糸10をクランプして動かないように保持することができる。具体的には、上流側のガイド板92に配置されたクランプ部96は、第1スリット15に入った第1糸をクランプして保持することができる。下流側のガイド板92に配置されたクランプ部96は、第2スリット16に入った第2糸をクランプして保持することができる。可動部材96aを固定部材96bから離間させることにより、紡績糸10の保持を解除することができる。
2つの解撚パイプ97のそれぞれは、細長い円筒状に形成されるとともに、その長手方向を糸継部25の前後方向に対して互いに平行に配置される。2つの解撚パイプ97は糸走行方向に略平行な方向に並べて配置されている。それぞれの解撚パイプ97の一端は、糸継部25の正面に開口している。それぞれの解撚パイプ97には空気噴出孔が形成されている。この空気噴出孔を通じて当該解撚パイプ97の内側に圧縮空気を噴出することで、解撚パイプ97内の奥側(糸道とは反対側)に向かう空気流を発生させることができる。
糸寄せレバー93、糸押さえレバー94、カッタ95、及びクランプ部96等は、例えばカム機構によって互いに連動して動作するように構成されている。これにより、後述の糸継作業を円滑に行うことができる。
次に、糸継装置20で行う糸継作業について、図3から図8までを参照して詳細に説明する。
ある紡績ユニット1において何らかの理由により糸切れ又は糸切断が発生した場合、先ず、巻取ドラム84がパッケージ82から離間されるとともに、上記のブレーキ機構を動作させることにより、パッケージ82の回転が停止する。更に、紡績ユニット1の糸貯留ローラ71に貯留されていた紡績糸10は、図示しない除去装置によって取り除かれ、糸貯留ローラ71には紡績糸10が巻かれていない状態になる。
その後、紡績ユニット1は糸継台車2に糸継作業を要求する。糸継台車2は、その要求に応じて、当該紡績ユニット1まで走行して停止する。
糸継台車2が当該紡績ユニット1に到着すると、台車制御部は、図3に示すように、サクションパイプ21及びサクションマウス22をそれぞれ回動させ、第1糸と第2糸を吸引して捕捉する。
このとき、台車制御部は、逆転駆動機構29の逆転ローラ31を図3に示すようにパッケージ82に接触させるとともに、逆転ローラ31を巻取ドラム84とは逆方向に駆動する。これにより、パッケージ82は、紡績糸10をボビン81(又はパッケージ82)に巻き取る方向である巻取方向とは逆方向(以下、この方向を解舒方向と称することがある)に回転される。この状態で、パッケージ82表面の紡績糸10をサクションマウス22によって吸引することで、紡績糸10がパッケージ82から引き出される。
サクションパイプ21及びサクションマウス22が紡績糸10を吸い込んで捕捉した後、台車制御部は、図4に示すように、捕捉された第1糸及び第2糸を糸継部25の正面側に案内するように、当該サクションパイプ21及びサクションマウス22を回動させる。
その後、糸継部25(糸継装置20)による糸継動作が開始される。具体的に説明すると、糸継部25は、図6に示すように、一対の糸寄せレバー93を回動させて紡績糸10に接触させることにより、糸継ノズル91の糸継孔98に紡績糸10を導入する。糸継部25は、図6に示す状態で、一対のクランプ部96により紡績糸10(第1糸と第2糸)を保持する。
なお、これとほぼ同時に、逆転ローラ31によるパッケージ82の解舒方向の回転が停止される。また、一対のクランプ部96により紡績糸10が保持された後、適宜の手段によって紡績糸10(第1糸)が糸貯留装置7の糸掛け部材72に引っ掛けられて、紡績糸10の糸貯留ローラ71への貯留が開始される。
続いて、台車制御部は、一対の解撚パイプ97内に圧縮空気の噴出を開始させる。これにより、それぞれの解撚パイプ97内には、糸継部25の奥側に向かう空気流が発生し、これに伴って、それぞれの解撚パイプ97の開口部に吸引空気流が発生する。これと前後して、台車制御部は、一対のカッタ95を動作させて、サクションパイプ21と糸継部25との間の第1糸、及びサクションマウス22と糸継部25との間の第2糸をそれぞれ切断させる。形成された2つの糸端は、各解撚パイプ97によって吸引され、各解撚パイプ97の内部に引き込まれる。当該糸端のそれぞれに対しては、図7に示すように各解撚パイプ97内の空気流が作用し、それぞれの糸端の撚りが解かれる。
それぞれの糸端の解撚が終了すると、台車制御部は、各解撚パイプ97内部への圧縮空気の噴出を終了させる。更に、台車制御部は、一対の糸寄せレバー93及び一対の糸押さえレバー94によって紡績糸10を更に屈曲させることにより、解撚された各糸端を各解撚パイプ97から引き出す。一対の解撚パイプ97から引き出された2つの糸端は、図8に示すように、糸継ノズル91の糸継孔98内で、互いに重ね合わされた状態でセットされる。糸継部25は、この状態で第1糸及び第2糸を一対の糸押さえレバー94で保持した上で、糸継孔98内に圧縮空気を噴出させる。これにより、当該糸継孔98内に旋回流が発生し、各糸端の繊維に撚りが加えられる。第1糸の糸端と、第2糸の糸端と、が撚り合わされて結合され、継ぎ目が形成される。
本実施形態の糸継部25は、一対の糸寄せレバー93が紡績糸10を寄せる糸寄せ量(言い換えれば、糸継作業時における紡績糸10の屈曲の度合い)を調整可能な図略の継ぎ目長さ調整装置を備えている。継ぎ目長さ調整装置は、糸寄せレバー93の糸寄せ量を調整することにより、糸継孔98内で重ねられる糸端同士の長さを調整し、この結果、形成される継ぎ目の長さを変更することができる。
継ぎ目が形成されると、台車制御部は、糸継孔98への空気の噴出を停止させる。更に、台車制御部は、一対のクランプ部96による紡績糸10の保持を解除させるとともに、一対の糸寄せレバー93及び一対の糸押さえレバー94による糸道の規制を解除させる。以上により、糸継部25による糸継動作が完了する。
これとほぼ同時に、台車制御部は、回転する巻取ドラム84に対してパッケージ82の外周面を接触させる。以上により、パッケージ82の回転が開始されて、紡績糸10の巻取りが再開される。
上述したように、糸継部25で糸継ぎを行うときに、紡績糸10は一対の糸寄せレバー93及び一対の糸押さえレバー94によって屈曲される(図6を参照)。従って、糸継作業が完了して当該屈曲が解除されると、紡績糸10に弛みが発生してしまう。
上述したように、この時点では、糸貯留ローラ71への紡績糸10の貯留が再開されている。従って、一対のクランプ部96による紡績糸10の保持が解除された状態で、仮に上記の弛みが上流側に伝播すると、糸道ガイド部材74と糸貯留ローラ71との間で紡績糸10が大きく振り回されるようになり、図4に示すバルーン75が径方向に膨らむ。
糸継装置20から伝播した弛みが大きいためにバルーン75の径が過剰に大きくなると、例えば、紡績糸10が糸掛け部材72から外れたり、糸貯留ローラ71の外周面に巻かれる紡績糸10が乱れたり、バルーン75(紡績糸10)が周辺の部品に絡んだりすることがある。その結果、紡績糸10の巻取りが中断されることがある。
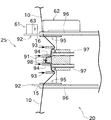
本実施形態の糸継装置20は、図5及び図6等に示すように、糸継部25の上流側に配置された、空気噴射装置61と、受け部材62と、を更に備えている。空気噴射装置61は、上流側のガイド板92の第2スリット16を通る紡績糸10(言い換えれば、糸継用経路に位置する紡績糸10)に向けて圧縮空気を噴射可能に構成されている。これにより、一対のクランプ部96による保持が解除された状態の紡績糸10を、糸継部25の上流側で空気流により吹き押すようにして、当該紡績糸10の弛みが更に上流側へ伝播しないように除去することができる。
以下、具体的に説明する。空気噴射装置61は、糸継部25が備える2つのガイド板92のうち上流側に位置するガイド板92の面のうち、糸継ノズル91とは反対側を向く面(上流側の面)に固定されている。空気噴射装置61には配管64が接続されており、この配管64はブロアボックス3内の圧縮空気源と接続されている。圧縮空気源と空気噴射装置61との間には図示しない電磁式の開閉弁が配置されており、台車制御部が当該開閉弁を開閉するように制御することで、空気噴射装置61への圧縮空気の供給/供給停止を切り換えることができる。空気噴射装置61にはノズル(空気噴射口)63が形成されている。ノズル63から、第2スリット16に入れられた状態の紡績糸10に圧縮空気を噴射することができる。この結果、紡績糸10の第2スリット16より上流側の部分(糸継部25より上流側の部分)に、空気流による力が作用する。
受け部材62は、糸継部25が備える2つのクランプ部96のうち、上流側に位置するクランプ部96に配置されている。具体的には、受け部材62は、当該上流側のクランプ部96が備える可動部材96aに保持されている。受け部材62と空気噴射装置61は、第2スリット16がこれらの間に位置するように(言い換えれば、糸継用経路がこれらの間に位置するように)配置されている。
受け部材62は、板状部材として構成されている。受け部材62は、上流側のガイド板92に対して垂直に向けた状態で、かつ、上流側のガイド板92に形成された第2スリット16に近接した位置で、可動部材96aに取り付けられている。従って、受け部材62は、空気噴射装置61から噴射された圧縮空気の大部分を、第2スリット16の近傍で受け止めることができる。受け部材62は、第2スリット16に入れられた状態の紡績糸10が圧縮空気によって押された場合に、当該紡績糸10に接触して案内することができる。
受け部材62における正面側の端部は、第2スリット16の開放側から離れるように適宜曲げられている。これにより、紡績糸10が第2スリット16に入るときに受け部材62に引っ掛からないようにすることができる。
本実施形態の糸継装置20においては、図5及び図9に示すように、空気噴射装置61が圧縮空気を噴射するノズル63の方向が受け部材62(第2スリット16)に対して傾斜しており、ノズル63から鎖線矢印方向に噴射された空気は受け部材62に対して斜めに当たる。この構成により、第2スリット16に入れられる紡績糸10と空気噴射装置61とが干渉しない。また、受け部材62に当たった空気を糸継装置20の奥側へ向かうように流すことができる。
受け部材62の表面が平坦に形成され、その表面に圧縮空気が斜めに当たるので、図9に示すように、受け部材62の表面付近において、層流に近い空気流を容易に形成することができる。これにより、第2スリット16より上流側の紡績糸10は、受け部材62の表面を流れる空気流によって、第2スリット16にほぼ平行な向きに奥側へ効果的に押され、その過程で伸び拡げられる。この結果、糸継作業時に屈曲されていたことに起因する紡績糸10の弛みを好適に吸収することができる。
本実施形態では、上述したように、糸継時における紡績糸10の屈曲の度合いを継ぎ目長さ調整装置によって調整できるので、状況に応じて糸弛み量が異なることがある。しかしながら、本実施形態では、紡績糸10を空気の噴射により吹き押すことで紡績糸10の弛みを除去している。従って、糸弛み量の大小にかかわらず、当該糸弛みを柔軟に取り除くことができる。
空気噴射装置61及び受け部材62は、糸継装置20に設ける構成に限定されず、紡績ユニット1において、糸道ガイド部材74の下流側かつ糸継装置20より上流側の任意の位置に設けることができる。
図10に示すように、台車制御部は、糸継動作の開始後かつ糸継動作の完了前に、空気噴射装置61による圧縮空気の噴射を開始させる。特に、圧縮空気の噴射開始のタイミングは、クランプ部96が紡績糸10の保持を解除する前である。これにより、クランプ部96が紡績糸10の保持を解除した瞬間に、空気噴射装置61が噴射する空気流の作用によって紡績糸10の弛みを吸収できる。その結果、紡績糸10の弛みが上流側の糸貯留装置7(又は、下流側)へ伝播する前に好適に除去することができる。空気流によって紡績糸10を吹き押すことで紡績糸10の弛みを除去しているので、紡績糸10の走行に抵抗を加えることなく、糸継ぎ後の紡績糸10の巻取りをスムーズに開始することができる。
空気噴射装置61が空気の噴射を開始するタイミングは、糸継動作の開始後(クランプ部96の保持開始後)、かつ、クランプ部96の保持解除前の任意の時点とすることができる。しかし、省エネルギーの観点からは、クランプ部96の保持が解除される直前のタイミングで噴射を開始することが好ましい。
空気噴射装置61の噴射は、巻取装置8の巻取りが開始した後に停止される。空気の噴射を停止させるタイミングは、巻取装置8における巻取りの再開に伴って、空気流によって押されていた部分の紡績糸10の弛みが消失した後である限り、どのタイミングであっても良い。空気の噴射は、例えば、紡績糸10の巻取りを開始してから所定時間が経過したことを条件として停止させたり、パッケージ82の回転速度が所定の速度に到達したことを条件として停止させたりしても良い。
上述したように、巻取装置8が紡績糸10を巻き取り始めるのに伴って、空気流によって押されていた部分の紡績糸10の弛みがなくなる。紡績糸10は部材に接触して押されているのではなく空気流によって押されているだけであるので、糸切れ等が生じるおそれはない。
巻取装置8が紡績糸10を巻き取り始めると、パッケージ82と糸道ガイド部材74との間の紡績糸10に張力が付与されるので、紡績糸10は自然に第2スリット16から抜ける。即ち、紡績糸10は糸継部25(糸継用経路)から抜けて元の糸道(図2に示す糸道)に戻る。その後、糸継台車2は、他の紡績ユニット1の要求があれば、当該紡績ユニット1まで走行して糸継作業を行う。
以上に説明したように、本実施形態の糸継装置20は、糸継部25と、空気噴射装置61と、を備える。糸継部25は、紡績糸10を屈曲させて保持した状態で糸継ぎを行う。空気噴射装置61は、糸継部25を通る糸継用経路に位置する紡績糸10の弛みを、前記糸継部25の上流側の紡績糸10に力を作用させることで除去する。
本実施形態の精紡機100は、紡績装置6と、糸貯留装置7と、巻取装置8と、糸継部25と、糸道ガイド部材74と、空気噴射装置61と、を備える。紡績装置6は、繊維束11を紡績して紡績糸10を生成する。糸貯留装置7は、紡績装置6で生成された紡績糸10を貯留する。巻取装置8は、糸貯留装置7からの紡績糸10を巻き取ってパッケージ82を形成する。糸継部25は、紡績装置6と糸貯留装置7の間において、紡績糸10を屈曲させて保持した状態で糸継ぎを行う。糸道ガイド部材74は、紡績糸10の糸道における糸貯留装置7の下流側で紡績糸10を案内する。空気噴射装置61は、糸継部25を通る糸継用経路に位置する紡績糸10の弛みを、糸継部25の上流側かつ糸道ガイド部材74の下流側の紡績糸10に力を作用させることで除去する。
これにより、糸継部25で糸継ぎを行った後に、屈曲して保持していた紡績糸10を解放することにより発生する紡績糸10の弛みを空気噴射装置61で除去できる。紡績糸10の弛みの発生による糸継部25の上流側又は下流側の装置(特に、糸貯留装置7)への影響を回避できる。従って、精紡機100において、糸継ぎを行った後、紡績糸10の巻取りをスムーズに再開することができる。
本実施形態の糸継装置20及び精紡機100において、空気噴射装置61は、紡績糸10に空気を噴射することで当該紡績糸10に力を作用させる。
これにより、噴射された空気で紡績糸10を吹き押すようにして紡績糸10の弛みを除去することができる。更に、紡績糸10に空気流の力を作用させて紡績糸10の弛みを除去するため、状況に応じて紡績糸10の弛み量が異なっても、糸切れ等を発生させることなく、紡績糸10の弛みを柔軟に除去することができる。
本実施形態の糸継装置20及び精紡機100は、空気噴射装置61が噴射した空気を受ける受け部材62を更に備える。空気噴射装置61は糸継用経路を挟んで一側に配置され、受け部材62は他側に配置される。
これにより、空気噴射装置61及び受け部材62と紡績糸10とが干渉しない。空気が受け部材62で受けられた結果として形成される空気流を紡績糸10に作用させることで、紡績糸10の弛みを好適に除去することができる。
本実施形態の糸継装置20及び精紡機100において、受け部材62は板状部材である。空気噴射装置61は、受け部材62に対して斜めに向けられたノズル63から紡績糸10に空気を噴射する。
これにより、空気噴射装置61が噴射した空気が板状の受け部材62に対して斜めに当たることにより、受け部材62の表面の近傍に層状の空気流が形成され易くなる。従って、空気流によって紡績糸10を伸び拡げるように押すことができるので、当該紡績糸10にヨジレなどの不良を発生させることなく、紡績糸10の弛みを一層好適に除去することができる。受け部材62が簡単な形状であるので、製造コストを低減することができる。
本実施形態の糸継装置20及び精紡機100は、糸継用経路へ紡績糸10を案内するガイド板92を更に備える。空気噴射装置61は、ガイド板92に固定されている。
これにより、空気噴射装置61により発生された空気流を、糸継用経路に位置する紡績糸10(具体的には、上流側のガイド板92に形成された第2スリット16に位置する紡績糸10)に確実に作用させることができる。空気噴射装置61を固定する場所を特別に設ける必要がないので、糸継装置20(精紡機100)を合理的かつコンパクトに構成することができる。
本実施形態の精紡機100において、糸貯留装置7は、糸貯留ローラ71と、糸掛け部材72と、を備える。糸貯留ローラ71は、外周面に紡績糸10が巻き付けられることにより紡績糸10を貯留する。糸掛け部材72には、糸貯留ローラ71から引き出される紡績糸10が掛けられる。
糸継時に発生した紡績糸10の弛みを空気噴射装置61によって除去することができるので、紡績糸10の弛みの影響により紡績糸10が糸掛け部材72から外れて巻取りが中断されるのを防止することができる。従って、糸継ぎ後の紡績糸10の巻取りを一層スムーズに再開することができる。
本実施形態の精紡機100において、空気噴射装置61は、糸継部25による糸継動作の開始後であって、糸継動作の完了前に空気の噴射を開始する。
これにより、糸継動作の完了前の時点から紡績糸10に空気流を作用させることができるので、糸継ぎによって発生した紡績糸10の弛みが上流側の糸貯留装置7に伝播する前に、紡績糸10の弛みを確実に除去することができる。
本実施形態の精紡機100において、糸継部25は、紡績糸10を保持する状態と、紡績糸10の保持を解除する状態と、を切換可能なクランプ部96を更に備える。空気噴射装置61は、クランプ部96が紡績糸10の保持を解除する前に空気の噴射を開始する。
これにより、糸継ぎを行うことによって発生した紡績糸10の弛みが上流側の糸貯留装置7に伝播する前に、紡績糸10の弛みを一層確実に除去することができる。
本実施形態の糸継装置20(精紡機100)においては、以下の糸継方法により、紡績糸10の糸端同士を継いでいる。この糸継方法は、糸保持工程と、糸継工程と、糸弛み除去工程と、を含む。糸保持工程では、紡績糸10を屈曲させた状態で保持する。糸継工程では、紡績糸10の糸端同士の糸継ぎを糸継部25で行う。糸弛み除去工程では、糸保持工程の後で、当該糸保持工程における紡績糸10の屈曲に起因する紡績糸10の弛みを、糸継部25の上流側で除去する。
これにより、糸継部25で糸継ぎを行った後、屈曲されて保持している紡績糸10を解放することにより発生する紡績糸10の弛みを糸弛み除去工程で除去できる。紡績糸10の弛みの発生による糸継部25の上流側又は下流側の装置への影響を回避できる。従って、糸継ぎを行った後、紡績糸10の巻取り等をスムーズに行うことができる。
次に、第2実施形態の糸継装置20について、図11を参照して説明する。本実施形態の説明においては、前述の実施形態と同一又は類似の部材には図面に同一の符号を付し、説明を省略する場合がある。
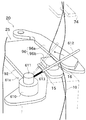
本実施形態の糸継装置20は、空気噴射装置61及び受け部材62の代わりに、糸弛み除去部としての糸寄せ装置61xを用いて紡績糸10の弛みを除去するように構成されている。
糸寄せ装置61xは、電動モータ610と、軸部材611と、棒状部材612と、を備えている。電動モータ610は、軸部材611を駆動して回転させることができる。棒状部材612は、細長い丸棒状に形成されており、その一端が軸部材611に固定されている。棒状部材612が軸部材611に接続する部分の近傍には、細長いコイル状のバネ613が取り付けられている。バネ613は、変形していないときは直線状の状態を保つが、棒状部材612にある程度の力が加わると撓むように変形することができる。
糸継装置20による糸継作業のために上記の第1糸及び第2糸が第1スリット15及び第2スリット16に入れられるとき、電動モータ610は棒状部材612を図示しない位置に退避させる。糸継部25が糸継動作を完了させ、クランプ部96による紡績糸10のクランプを解除する直前のタイミングで、電動モータ610は棒状部材612を実線の位置から鎖線の位置に移動させる。これにより、糸継部25の上流側で、紡績糸10を棒状部材612により糸継用経路から奥側へ押すことで、紡績糸10の弛みを除去することができる。
本実施形態において、紡績糸10に接触して当該紡績糸10を寄せるために電動モータ610によって棒状部材612が回転するストロークは一定とされているが、紡績糸10の弛み量は上述したように様々に変化し得る。しかしながら、棒状部材612が紡績糸10を押す反力として棒状部材612に作用する力が大きくなると、直線状のバネ613が適宜変形することにより、棒状部材612が実質的に押し戻される。従って、紡績糸10の弛み量の大小にかかわらず棒状部材612が適度な力で紡績糸10を押すことができるので、糸切れ等を回避することができる。
巻取装置8による紡績糸10の巻取りが再開された後、電動モータ610は適宜のタイミングで逆回転して、棒状部材612が紡績糸10を押している状態を解除する。なお、巻取装置8が紡績糸10を巻き取り始めるのに伴って、棒状部材612によって押されていた部分の紡績糸10の弛みが消失し、当該紡績糸10が棒状部材612を押し返すことがある。しかしながら、本実施形態では、このような紡績糸10による棒状部材612の押返しに応じてバネ613が変形できるようになっているので、棒状部材612の部分で糸切れ等が発生することはない。
本実施形態では、棒状部材612が紡績糸10を寄せる量が、紡績糸10に加わる張力に応じて、バネ613により自動的に調整される。従って、本実施形態の構成は、前述した特許文献2の構成よりも、巻取装置8の巻取再開時における紡績糸10の走行に対する抵抗を少なくすることができる。
以上に説明したように、本実施形態の糸継装置20においては、糸寄せ装置61xが、紡績糸10に接触して糸継用経路から当該紡績糸10を寄せる。
これにより、紡績糸10の弛みを除去するための簡素な構成を実現できる。棒状部材612を紡績糸10に接触させて弛みを除去する構成であるので、紡績糸10の弛みを確実に除去できるとともに、紡績糸10の挙動も安定させ易くなる。
以上に本発明の好適な実施の形態を説明したが、上記の構成は例えば以下のように変更することができる。
空気噴射装置61又は糸寄せ装置61xは、糸継装置20に配置される構成に限定されず、糸継部25の上流側かつ糸道ガイド部材74の下流側であれば、紡績ユニット1側に設けることもできる。例えば、空気噴射装置61は、紡績ユニット1の糸道ガイド部材74の下流側に設けられた図略のワキシング装置のケーシングに設けても良い。
糸継装置20についても、糸継台車2に配置される構成に限定されず、各紡績ユニット1に設けても良い。
精紡機100は、図2に示す構成の紡績ユニット1の代わりに、高さ方向において下側で紡績された紡績糸を上側で巻き取る紡績ユニットを備えても良い。
空気噴射装置61と受け部材62の位置関係は、図5等に示したものに限定されない。例えば、空気噴射装置61が噴射する空気が受け部材62に垂直に当たるように、空気噴射装置61と受け部材62を配置しても良い。受け部材62と平行な向きに空気が噴射されても良い。糸継用経路に対する空気噴射装置61と受け部材62の位置関係を入れ替えても良い。更には、受け部材62が省略されても良い。
受け部材62は、板状部材とすることに限定せず、例えばブロック状に形成しても良い。受け部材62の正面側の端部を曲げずにストレートに形成しても良い。
糸寄せ装置61xにおいて、バネを軸部材611の内部に備えるように変更しても良い。バネ613を省略し、棒状部材612の全体がバネ性を有するように構成しても良い。棒状部材612(軸部材611)を電動モータ610により駆動する構成に代えて、糸寄せレバー93等を駆動するための前記のカムによって駆動するように構成しても良い。
糸弛み除去部として、空気噴射装置61及び糸寄せ装置61xに代えて、紡績糸10を吸い込むことで紡績糸10の弛みを除去する構成のヤーントラップを設けても良い。
糸継装置20(糸継部25)は、紡績糸10を屈曲させて保持した状態で糸継ぎを行う限り、どのような方式のものであっても良い。例えば、スプライサ式に代えて、機械式のノッタを用いることができる。
6 紡績装置
7 糸貯留装置
8 巻取装置
10 紡績糸(紡績糸)
25 糸継部
61 空気噴射装置(糸弛み除去部)
61x 糸寄せ装置(糸弛み除去部)
62 受け部材
63 ノズル(空気噴射口)
71 糸貯留ローラ
72 糸掛け部材
74 糸道ガイド部材
82 パッケージ
92 ガイド板(糸継案内部材)
96 クランプ部
100 精紡機(糸巻取機)
7 糸貯留装置
8 巻取装置
10 紡績糸(紡績糸)
25 糸継部
61 空気噴射装置(糸弛み除去部)
61x 糸寄せ装置(糸弛み除去部)
62 受け部材
63 ノズル(空気噴射口)
71 糸貯留ローラ
72 糸掛け部材
74 糸道ガイド部材
82 パッケージ
92 ガイド板(糸継案内部材)
96 クランプ部
100 精紡機(糸巻取機)
Claims (14)
- 糸を屈曲させて保持した状態で糸継ぎを行う糸継部と、
前記糸継部を通る糸継用経路に位置する前記糸の弛みを、前記糸継部の上流側の前記糸に力を作用させることで除去する糸弛み除去部と、
を備えることを特徴とする糸継装置。 - 請求項1に記載の糸継装置であって、
前記糸弛み除去部は、前記糸に空気を噴射する空気噴射装置を備えていることを特徴とする糸継装置。 - 請求項2に記載の糸継装置であって、
前記空気噴射装置が噴射した前記空気を受ける受け部材を更に備え、
前記空気噴射装置は、前記糸継用経路を挟んで一側に配置され、前記受け部材は他側に配置されることを特徴とする糸継装置。 - 請求項3に記載の糸継装置であって、
前記受け部材は板状部材であり、
前記空気噴射装置は、前記受け部材に対して斜めに向けられた空気噴射口から前記糸に空気を噴射することを特徴とする糸継装置。 - 請求項2から4までの何れか一項に記載の糸継装置であって、
前記糸継用経路へ前記糸を案内する糸継案内部材を更に備え、
前記空気噴射装置は、前記糸継案内部材に固定されることを特徴とする糸継装置。 - 請求項1に記載の糸継装置であって、
前記糸弛み除去部は、前記糸に接触して前記糸継用経路から当該糸を寄せる糸寄せ装置を備えていることを特徴とする糸継装置。 - 紡績して糸を生成する紡績装置と、
前記紡績装置で生成された前記糸を貯留する糸貯留装置と、
前記糸貯留装置からの前記糸を巻き取ってパッケージを形成する巻取装置と、
前記紡績装置と前記巻取装置の間において、前記糸を屈曲させて保持した状態で糸継ぎを行う糸継部と、
前記糸の糸道における前記糸貯留装置の下流側で前記糸を案内する糸道ガイド部材と、
前記糸継部を通る糸継用経路に位置する前記糸の弛みを、前記糸継部の上流側かつ前記糸道ガイド部材の下流側の前記糸に力を作用させることで除去する糸弛み除去部と、
を備えることを特徴とする糸巻取機。 - 請求項7に記載の糸巻取機であって、
前記糸貯留装置は、
外周面に前記糸が巻き付けられることにより前記糸を貯留する糸貯留ローラと、
前記糸貯留ローラから引き出される前記糸が掛けられる糸掛け部材と、
を備えることを特徴とする糸巻取機。 - 請求項7又は8に記載の糸巻取機であって、
前記糸弛み除去部は、前記糸に空気を噴射する空気噴射装置を備えていることを特徴とする糸巻取機。 - 請求項9に記載の糸巻取機であって、
前記空気噴射装置が噴射した前記空気を受ける受け部材を更に備え、
前記空気噴射装置は、前記糸継用経路を挟んで一側に配置され、前記受け部材は他側に配置されることを特徴とする糸巻取機。 - 請求項9又は10に記載の糸巻取機であって、
前記糸を前記糸継部へ案内する糸継案内部材を更に備え、
前記空気噴射装置は、前記糸継案内部材に固定されていることを特徴とする糸巻取機。 - 請求項9から11までの何れか一項に記載の糸巻取機であって、
前記空気噴射装置は、前記糸継部による糸継動作の開始後であって、糸継動作の完了前に前記空気の噴射を開始することを特徴とする糸巻取機。 - 請求項9から12までの何れか一項に記載の糸巻取機であって、
前記糸継部は、前記糸を保持する状態と、前記糸の保持を解除する状態と、を切換可能なクランプ部を更に備え、
前記空気噴射装置は、前記クランプ部が前記糸の保持を解除する前に前記空気の噴射を開始することを特徴とする糸巻取機。 - 糸の糸端同士を継ぐ糸継方法において、
前記糸を屈曲させた状態で保持する糸保持工程と、
前記糸の糸端同士の糸継ぎを糸継部で行う糸継工程と、
前記糸保持工程の後で、当該糸保持工程における前記糸の屈曲に起因する前記糸の弛みを、前記糸継部の上流側で除去する糸弛み除去工程と、
を含むことを特徴とする糸継方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014240817A JP2016102005A (ja) | 2014-11-28 | 2014-11-28 | 糸継装置、糸巻取機及び糸継方法 |
| CN201510769912.XA CN105648588B (zh) | 2014-11-28 | 2015-11-12 | 接头装置、纱线卷取机以及接头方法 |
| EP15194903.9A EP3025996B1 (en) | 2014-11-28 | 2015-11-17 | Yarn winding machine with a yarn joining device, and yarn joining method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014240817A JP2016102005A (ja) | 2014-11-28 | 2014-11-28 | 糸継装置、糸巻取機及び糸継方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016102005A true JP2016102005A (ja) | 2016-06-02 |
Family
ID=54545027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014240817A Pending JP2016102005A (ja) | 2014-11-28 | 2014-11-28 | 糸継装置、糸巻取機及び糸継方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3025996B1 (ja) |
| JP (1) | JP2016102005A (ja) |
| CN (1) | CN105648588B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018065629A (ja) * | 2016-10-17 | 2018-04-26 | 村田機械株式会社 | 糸継装置及び紡績機 |
| EP3378979A1 (en) * | 2017-03-22 | 2018-09-26 | Murata Machinery, Ltd. | Spinning machine |
| DE102018102757A1 (de) * | 2018-02-07 | 2019-08-08 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenspleißvorrichtung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1553770A (en) * | 1976-06-25 | 1979-10-10 | Murata Machinery Ltd | Yarn piecing and knotting devicing for spinning apparatus |
| DE3301074A1 (de) * | 1983-01-14 | 1984-07-19 | Stahlecker, Fritz, 7347 Bad Überkingen | Anspinnverfahren fuer ein spinnaggregat und vorrichtung zum durchfuehren des anspinnverfahrens |
| FR2667581B1 (fr) * | 1990-10-09 | 1992-10-16 | Devtex | Dispositif pour la formation d'une reserve de fil sur une machine textile. |
| JP2000063041A (ja) * | 1998-08-21 | 2000-02-29 | Murata Mach Ltd | 糸弛み取り装置 |
| JP2000290839A (ja) | 1999-04-06 | 2000-10-17 | Murata Mach Ltd | 糸継ぎ方法及び糸継ぎ装置 |
| JP2001159035A (ja) * | 1999-11-25 | 2001-06-12 | Murata Mach Ltd | 紡績機における糸吸引装置 |
| JP2002212841A (ja) * | 2001-01-09 | 2002-07-31 | Murata Mach Ltd | 紡績機のピーシング装置 |
| JP2013067475A (ja) * | 2011-09-21 | 2013-04-18 | Murata Machinery Ltd | 糸巻取機及び糸巻取ユニット |
| EP2671982A1 (en) * | 2012-06-08 | 2013-12-11 | Murata Machinery, Ltd. | Spinning machine |
| JP2014088638A (ja) * | 2012-10-30 | 2014-05-15 | Murata Mach Ltd | 糸巻取機及び糸巻取方法 |
| EP2774883B1 (de) * | 2013-03-08 | 2016-06-08 | Gebrüder Loepfe AG | Verfahren zum Spulen und Reinigen eines Garns |
-
2014
- 2014-11-28 JP JP2014240817A patent/JP2016102005A/ja active Pending
-
2015
- 2015-11-12 CN CN201510769912.XA patent/CN105648588B/zh active Active
- 2015-11-17 EP EP15194903.9A patent/EP3025996B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| CN105648588A (zh) | 2016-06-08 |
| EP3025996B1 (en) | 2017-09-13 |
| EP3025996A1 (en) | 2016-06-01 |
| CN105648588B (zh) | 2019-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101994176B (zh) | 纺纱机械 | |
| EP2213773B2 (en) | Yarn end catching device and spinning machine including the same | |
| EP2727870A2 (en) | Yarn winding machine and yarn winding method | |
| JP2013067475A (ja) | 糸巻取機及び糸巻取ユニット | |
| JP2012086923A (ja) | 玉揚装置及びそれを備える糸巻取機 | |
| JP2011038210A (ja) | 空気紡績装置及びこの空気紡績装置を備える紡績機 | |
| JP2013063839A (ja) | 糸巻取機及び糸巻取ユニット | |
| JP2010047360A (ja) | 繊維機械 | |
| JP2013067891A (ja) | 紡績ユニット及び紡績機 | |
| CN105253703B (zh) | 纱线卷取机以及纱线卷取方法 | |
| JP2013067474A (ja) | 糸巻取機及び糸巻取ユニット | |
| CN105645178A (zh) | 纱线卷取机 | |
| JP2016102005A (ja) | 糸継装置、糸巻取機及び糸継方法 | |
| JP2016017254A (ja) | 紡績機及び紡績方法 | |
| JP2014125349A (ja) | 糸貯留装置及び紡績ユニット | |
| JP2009046778A (ja) | 巻取テンション制御装置 | |
| CN108625003B (zh) | 细纱机 | |
| JP2016016959A (ja) | 糸巻取機及び糸巻取方法 | |
| JP2014125714A (ja) | 紡績機 | |
| JP2006144136A (ja) | 紡績装置の運転方法及び紡績装置 | |
| JP2019137944A (ja) | 空気紡績機 | |
| CN110699796B (zh) | 一种纱线的纺纱机构 | |
| CN211171024U (zh) | 一种纱线的纺纱机构 | |
| CN108286093B (zh) | 一种纺纱机 | |
| JP2009242041A (ja) | 糸端処理装置を有する糸条巻取機 |