EP3022014B1 - Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen - Google Patents
Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen Download PDFInfo
- Publication number
- EP3022014B1 EP3022014B1 EP14731228.4A EP14731228A EP3022014B1 EP 3022014 B1 EP3022014 B1 EP 3022014B1 EP 14731228 A EP14731228 A EP 14731228A EP 3022014 B1 EP3022014 B1 EP 3022014B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- shaft part
- ground
- end regions
- wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/30—Regulating-wheels; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/22—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work for grinding cylindrical surfaces, e.g. on bolts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/24—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work for grinding conical surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/28—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work for grinding outer surfaces concentrically to bores, involving additional centering means
Definitions
- the invention relates to a method for centerless grinding of shaft parts, in particular of tubes for built camshafts, wherein the shaft parts to the workpiece longitudinal axis concentrically extending end-side centering holes have.
- the workpiece between the grinding wheel and regulating wheel is ground resting and rotating on a support ruler.
- Regulating wheel and grinding wheel thereby form a grinding gap which is closed down by the support ruler so far that the wave-shaped workpiece is enclosed by a linear contact with the regulating wheel, the grinding wheel and the support surface of the support ruler and is thus fixed in position with respect to its longitudinal axis and rotated.
- the aim of this arrangement is a quiet as possible position despite rotation and runout of the rough blank.
- the blank to be ground is subject to pre-processing before it is finished. After roughing, the blank has dimensional errors, in particular straightness errors or rounding errors. If such a workpiece with straightness errors is subjected to a centerless grinding process, the workpiece is first ground at the location of the highest concentricity impact. Because of such form errors, the workpiece is not exactly on the support ruler when grinding. Only after the complete grinding of the workpiece will this rest in the grinding gap substantially full length on the support ruler and can - if at all - now defined and cut to size and shape.
- centering is introduced on each end face of the workpiece to be ground, which is also referred to as the center.
- This centering is intended to define the longitudinal axis of the finished workpiece, to which the intermediate and finish machining subsequent to the pre-processing should relate. If now the workpieces with Dimensional and shape errors from the processing are ground with conventional centerless grinding, so these errors in the edition or a non-longitudinal complete edition of the workpiece when grinding it is always transferred to the finished part in general.
- the aim of centerless grinding must be that the existing centers on the workpiece after grinding should be arranged concentrically or deviate from this concentricity only in very narrow tolerances.
- the workpiece abuts in a prismatic groove through a linear contact present on each leg of the support prism and is held in the central region by a pinch roller and pressed into the prism.
- the known grinding method describes the grinding of two pin-like end portions of the workpiece.
- the pins can only have sufficient concentricity if the workpiece has previously been ground exactly concentric, d. H. just can not be left in its rough contour.
- the pins present in the end area are ground by means of a grinding wheel without an abutment on the side opposite the grinding wheel. The concentricity accuracy required today can not be achieved with such a method.
- a workpiece holder for a centerless grinding of cylindrical parts in which in a known manner a grinding gap by a grinding wheel, regulating wheel and a support ruler is defined.
- a very long cylindrical rod body is ground by passage grinding.
- the support is mounted hydrodynamically on the support ruler by pockets or nozzles arranged there, which are acted upon by a pressure medium.
- the pressurization is controlled depending on the load during the respective grinding phase.
- the width of the regulating wheels and the grinding wheels is significantly less than the length of the workpiece to be ground in this known cylindrical grinding machine.
- the entire workpiece length is ground simultaneously.
- a targeted grinding takes place by means of a pre-centering device, which is arranged in the direction of passage of the workpiece to be ground at the entrance.
- a concentric grinding of end regions for the purpose of centering the blank with respect to the centers is not described in this known method. Rather, a support disk is provided at the input and at the output of the device, which serve the balance of forces because of the staggered and thus unevenly acting grinding wheels.
- the width of the regulating wheel is greater than the width of the grinding wheel and that on the other hand, the respective spindle for the regulating wheels and for the grinding wheels are dimensioned strong and a small axial gap between the Overlap areas of regulating wheel and grinding wheel must be realized.
- the US 3 418 763 A1 describes a method for maintaining the concentricity of existing centering in shaft parts in centerless grinding, in which the sanding, on his End faces axial centering having shaft part is ground rotationally driven at a distance between the grinding wheel and regulating wheel.
- Mikrosa is known as a manufacturer of centerless grinding wheels. It uses a method in which between so-called auxiliary tips the workpiece is ground and then after the loosening of the tips the workpiece in the same grinding station centerless on a support rail resting between the grinding wheel and the regulating wheel is finished. Both the technical structure and the alignment of the tips require a relatively large effort, and the complete system is difficult to control in terms of accuracy.
- the object of the present invention is a method for centerless grinding of shaft parts, in particular of tubes for built camshafts, with which form error of a Wellenrohteils from the pre-processing to a much lesser extent affect the accuracy of the finished shaft part, than that in known
- the method is the case, therefore, therefore, a higher accuracy of the finished ground shaft part can be achieved.
- camshaft tubes are to be ground so that only a minimal concentricity error occurs, namely, such a high concentricity should be achieved, which can not be achieved with known centerless grinding methods.
- the basic idea on which the present invention is based is that the shaft part to be ground is first sanded at its ends in the centerless grinding method, without the grinding and regulating disks already grinding at the points of the highest concentricity of the wave-shaped part. This makes it possible for the shaft part to be ground first in the area in which centerings are found. This ensures that the grinding zones of the shaft part are located exactly above the center, d. H. the respective centering at the ends of the shaft part, so that with respect to the respective center a centric grinding of the shaft part can be achieved, so that at the ends of the shaft part, a high concentricity of the shaft part is achieved.
- the grinding wheel and the regulating wheel in the radial direction at a radial distance from one another in the region of the ends of the shaft part, which is less than in the region between the end portions of the shaft part, ie in the so-called.
- the required for grinding the shaft part grinding gap is thus - seen in the axial direction of the grinding wheel and the regulating wheel - defined between the grinding wheel and the regulating wheel and is bounded below by a support ruler.
- the distance between the grinding wheel and the regulating wheel in the radial direction is less in the region of the ends of the shaft part than the distance in the intermediate region between the end regions of the shaft part. As a result, the end portions of the shaft part are first ground.
- Radial distance between the grinding wheel and the regulating wheel is not necessarily the smallest distance in the radial direction between the regulating wheel and the grinding wheel understood, but a distance above and below both longitudinal axes of the grinding wheel and the regulating wheel having plane in which arranged the wave-shaped workpiece and is held down by the support ruler in the grinding gap.
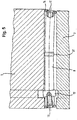
- the geometric relationships for such Centerless loops are in a basic arrangement in Fig. 7 shown.
- the position of the plane above or below is defined by whether it is ground above or below the center.
- the grinding wheel and the regulating wheel are formed so that on their sides, which during grinding of the shaft part of its end portions correspond, are profiled and have a larger diameter than in the lying between the end regions intermediate area. Due to the respective larger diameter in the areas corresponding to the end portions of the shaft part, a smaller distance between grinding wheel and regulating wheel is present than in the intermediate region, so that during grinding first the end portions of the shaft part are ground.
- the areas of larger diameter of the grinding wheel and the regulating wheel in this case have such a diameter that in fact first the end portions are ground on the shaft portion before the grinding wheel and the regulating wheel in the region of the largest rounding of the shaft part engages with this.
- the polished sections are produced concentrically with the axial centering of the shaft part and serve as a basis for the subsequent dimensional and shape-based grinding. This achieves an improved grinding result on the workpiece.
- the shaft portion used in centerless grinding according to the invention each have an area of increased diameter, preferably in the form of a collar in its end regions, which also first to the ground portions of the shaft portion with improved concentricity to the axial centerings are produced.
- this is only achieved if the region of increased diameter has a diameter such that initially the engagement of the grinding wheel and the regulating wheel takes place only on the polished sections on the end regions of the shaft part, without grinding already in the region of the greatest rounding error of the shaft part.
- the grinding wheel and the regulating wheel in their areas corresponding to the intermediate areas of the shaft part have such diameters that the end areas of the shaft part are first ground.
- the grinding wheel and the regulating wheel are located in the intermediate region lying between the end regions of the shaft part, in particular in the middle, have a region of larger diameter, by means of which in addition to the polished sections at the end regions, a likewise concentric to the centering support seat is ground to the shaft part.
- this supporting seat to be ground is arranged in the region of the maximum rounding error of the shaft part.
- This support seat is preferably ground by the fact that the grinding wheel and the regulating wheel each have an area of increased diameter in this area.
- the shaft part itself preferably has in its central region or intermediate region a region of increased diameter, which initially either coincides with the grinding of the end regions or after this comes into contact with the grinding wheel and the regulating wheel.
- the end portions of the shaft portion and then either the support seat or the support seats are sanded in the presence of a support seat on the shaft part and then ground the shaft part in its entire length, or the end portions and the support seat or the support seats are sanded simultaneously.
- the dimensioning of the distance, d. H. the profiling of grinding and regulating wheel or the dimensions of the shaft part, either at the end portions of the shaft part or in the central region is designed so that this distance is so small that initially a grinding at the end and only then a grinding in the area the largest concentricity of the shaft part takes place, which is preferably possible even in the presence of a arranged between the end regions support seat.
- the grinding wheel and the regulating wheel in the intermediate region, which lies between the end regions of the shaft part to be ground are profiled to a small extent.
- This low profiling includes such a number of respective grooves in both the grinding wheel and the regulating wheel as seats on components, in particular cams, are needed on the finished shaft part.
- Such cam seats do not constitute support seats in the sense of the present invention and only have a small increase in diameter of, for example, approximately 0.02-0.05 mm relative to the remaining area of the camshaft part.
- Fig. 1 to 6 show a basic arrangement in plan view in an arrangement of the workpiece between the grinding wheel 1 and the regulating wheel 2 in a sectional course through the cutting planes 27 according to Fig. 7 ,
- Fig. 1 is disposed between the grinding wheel 1 and the regulating wheel 2, a shaft part 9, which has a curvature in exaggerated representation, so that in the central region of a maximum rounding error is present.
- Both the grinding wheel 1 and the regulating wheel 2 have at their lateral end portions profilings 3 and 4, which areas of larger diameter 5 of the grinding wheel 1 and larger diameter 6 of the regulating wheel 2 have.
- the diameters of the regions of increased diameter 5, 6 are dimensioned such that they are ground with them at the end regions of the shaft part 9, to which at the respective end faces centering 11 are introduced, before the grinding wheel 1 and the regulating wheel 2 in the region largest round impact of the shaft part 9 come into contact with this.
- a shaft part 9 to be ground is shown, which additionally has a collar, which is also used in this centerless grinding method is grinded from the outer diameter.
- a corresponding groove is provided in the grinding wheel 1 and also in the regulating wheel 2.
- the profiled areas 3, 4 of the grinding wheel 1 and the regulating wheel 2 according to the Fig. 2 to 6 are identical in dimensioning to the embodiment according to FIG Fig. 1 ,
- an additional profiling 30, which is a distance 13 for a support seat 15 to be ground (s.
- Fig. 3 trains.
- the distance 13 for the support seat is such that nevertheless first the end regions 28 of the shaft part 9 are ground by the profilings 3, 4 of the grinding wheel 1 and the regulating wheel 2, before the supporting seat 15 is ground by means of the profilings existing in the region of the greatest rounding error ,
- Fig. 3 is the embodiment according to Fig. 2 shown, but the profiling 30 in the region of the largest round impact error of the shaft part on the grinding wheel 1 and the regulating wheel 2 have just come into engagement and the end portions 28 are at least partially ground on the shaft part 9 already.
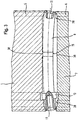
- Fig. 4 shows a further embodiment according to the invention, in which the grinding wheel 1 and the regulating wheel 2 with respect to the dimensional and shape retention of the shaft part 9 have substantial areas of constant diameter. Both the grinding wheel 1 and the regulating wheel 2 thus have, except for the collar 12 on the shaft part 9 no profiling in their edge regions. Rather, the shaft part 9 is formed so that it has at its end regions in each case a collar, ie areas of larger diameter. According to Fig. 4 the workpiece 9 is also shown in an exaggerated manner with a curvature having a maximum rounding error approximately in its center. The grinding wheel 1 and the regulating wheel 2 are in the in Fig. 4 However, it is apparent that the intervention is imminent.
- the engagement initially takes place at the region of the collar, ie at the end regions of the shaft part 9, because there the distance between the grinding wheel 1 and the regulating wheel 2 is less than in the intermediate region, even in the region of the greatest rounding error of the shaft part 9.
- a further embodiment is shown, in which by the region of increased diameter, ie the collar 14 in the end region of the workpiece 9, a polished section, wherein as a situation just the engagement of grinding wheel 1 and regulating wheel 2 is shown.
- an area of increased diameter 31 on the shaft part ie a further collar is provided, which is suitable for grinding an additional support seat is provided.
- Such an additional support seat is useful above all when certain larger lengths of the workpiece, ie the shaft part are present.
- the area intended for the support seat is not ground yet. Only when a sufficiently strong bevel has taken place in the end regions of the shaft part 9, the grinding wheel 1 and the regulating wheel 2 will come into engagement with the central collar on the workpiece for grinding a support seat.
- Fig. 7 in side view, ie in a view in the direction of the longitudinal axes of the grinding wheel 1 and the regulating wheel 2, the arrangement of the distance between the grinding wheel and the regulating wheel including the arrangement of the shaft part 9 at this distance, that is shown in the grinding gap in conjunction with the support ruler 16.
- the wave-shaped part or the shaft part 9 is moved by engagement of the grinding wheel 1, which is driven in the direction of rotation 21, about its longitudinal axis 19 when resting on the support surface 24 of the support ruler 16 in the direction of rotation 23.
- the regulating wheel 2 is in its rotational direction 22 also in engagement with the shaft part 9 and thereby supports its rotation and forms together with the support surface 24 of the support ruler an abutment for introducing the grinding forces of the grinding wheel 1.
- the grinding wheel 1 rotates about its axis of rotation 17 and the regulating wheel 2 about its axis of rotation 18.
- the grinding wheel 1 is delivered in the feed direction 25, wherein the feed direction of the regulating wheel is characterized by the double arrow 26. Under delivery direction in each case a positive or negative feed direction is characterized, which is represented by the respective double arrows 25 and 26 respectively.
- the reference numeral 27, the cutting plane through the grinding wheel 1 and the regulating wheel 2 is shown, so that in the Fig. 1 to 6 shown distance refers to the related to the cutting planes 27 distance.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Centerless-Schleifen von Wellenteilen, und zwar insbesondere von Rohren für gebaute Nockenwellen, wobei die Wellenteile zur Werkstücklängsachse konzentrisch verlaufende endseitige Zentrierbohrungen aufweisen.
- Üblicherweise wird beim Centerless-Schleifen das Werkstück zwischen Schleifscheibe und Regelscheibe auf einem Auflagelineal aufliegend und drehend geschliffen. Regelscheibe und Schleifscheibe bilden dabei einen Schleifspalt, der unten durch das Auflagelineal soweit verschlossen ist, dass das wellenförmige Werkstück durch eine linienförmige Berührung mit der Regelscheibe, der Schleifscheibe und der Stützfläche des Auflagelineals eingeschlossen ist und damit hinsichtlich seiner Längsachse lagefixiert ist und rotiert. Das Ziel dieser Anordnung ist eine möglichst ruhige Lage trotz Rotation und Unrundheit des ungeschliffenen Rohteils.
- Das zu schleifende Rohteil unterliegt in aller Regel einer Vorbearbeitung, bevor es fertigbearbeitet wird. Nach der Vorbearbeitung weist das Rohteil Formfehler auf, insbesondere Geradheitsfehler bzw. Rundschlagfehler. Wird nun ein derartiges Werkstück mit Geradheitsfehlern einem Centerless-Schleifprozess unterzogen, so wird das Werkstück an der Stelle des höchsten Rundlaufschlages zuerst angeschliffen. Wegen derartiger Formfehler liegt das Werkstück beim Anschleifen nicht exakt auf dem Auflagelineal auf. Erst nach dem vollständigen Anschleifen des Werkstückes wird dieses im Schleifspalt im Wesentlichen in voller Länge auf dem Auflagelineal aufliegen und kann - wenn überhaupt - nun definiert und maß- und formgenau geschliffen werden.
- Häufig wird im Zuge der Vorbearbeitung an jeder Stirnseite des zu schleifenden Werkstückes eine Zentrierung eingebracht, welche auch als Zentrum bezeichnet wird. Diese Zentrierung soll die Längsachse des fertigen Werkstückes definieren, auf welche die sich der Vorbearbeitung anschließende Zwischen- und Fertigbearbeitung beziehen soll. Wenn nun die Werkstücke mit Maß- und Formfehlern aus der Verarbeitung mit herkömmlichen Centerless-Schleifverfahren geschliffen werden, so werden stets diese Fehler in der Auflage bzw. einer nicht in Längsrichtung kompletten Auflage des Werkstückes beim Anschleifen desselben auf das Fertigteil generell übertragen. Ziel beim Centerless-Schleifen muss jedoch sein, dass die vorhandenen Zentren am Werkstück nach dem Schleifen konzentrisch angeordnet sein sollen bzw. nur in sehr engen Toleranzen von dieser Konzentrizität abweichen. Beim bekannten Centerless-Schleifen ist es nicht möglich, beim Anschleifen eine gute Konzentrizität der Zentren nach dem Schleifen zu garantieren. Dies resultiert wegen der vorstehend genannten Probleme zum einen von der fehlerhaften Auflage des Werkstückes auf der Auflageschiene und zum anderen von den Fertigungsungenauigkeiten des Werkstückes aus der Vorbearbeitung.
- Bei einem dem Centerless-Schleifen entlehnten, in DD 570 beschriebenen Verfahren liegt das Werkstück in einer prismenförmigen Nut durch einen auf jedem Schenkel des Auflageprismas vorhandenen linearen Kontakt an und wird mittels einer Andruckrolle im mittleren Bereich gehalten und in das Prisma gedrückt. Das bekannte Schleifverfahren beschreibt das Schleifen von zwei zapfenartigen Endbereichen des Werkstückes. Die Zapfen können nur dann eine ausreichende Konzentrizität aufweisen, wenn das Werkstück vorher genau konzentrisch geschliffen worden ist, d. h. gerade nicht in seiner Rohkontur belassen werden kann. Die im Endbereich vorhandenen Zapfen werden mittels einer Schleifscheibe geschliffen, ohne dass sich auf der der Schleifscheibe gegenüberliegenden Seite ein Widerlager befindet. Die heutzutage geforderte Konzentrizitätsgenauigkeit ist mit einem derartigen Verfahren nicht zu erreichen.
- In
DD 119 009 - In
DE 103 08 292 B4 sind ein Verfahren zum Rundschleifen bei der Herstellung von Werkzeugen aus Hartmetall und eine Rundschleifmaschine zum Schleifen von zylindrischen Ausgangskörpern bei der Herstellung von Werkzeugen aus Hartmetall beschrieben. Das Werkzeug wird dabei aus endlosen, durch ein Spannfutter des Werkstückspindelstockes geführtes Hartmetall im Reitstock in der Spitze geführt. Es handelt sich bei diesem Verfahren zwar nicht um ein Centerless-Schleifen, gleichwohl wird bei diesem bekannten Verfahren versucht, auch bei stangenartigem Material eine möglichst hohe Geradheit und einen möglichst geringen Rundschlag nach dem Schleifen zu erzielen. Dies wird allerdings dadurch erreicht, dass nach dem Einspannen ein Lünettensitz geschliffen und dass nur nach erfolgter Abstützung an dem geschliffenen Lünettensitz ein Rundschleifen eines, des vorlaufenden, Endbereiches des stangenartigen Materials geschliffen wird. Das Verfahren arbeitet also "von der laufenden Stange". - In
DE 10 2010 010 758 A1 sind ein Verfahren zum spitzenlosen Rundschleifen von stangenförmigen Werkstücken und eine spitzenlose Rundschleifmaschine zum Schleifen von derartigen Werkstücken beschrieben. Bei diesem bekannten Verfahren sind mehrere einzelne Regelscheiben und Schleifscheiben mit axialem Abstand alternierend hintereinander, d. h. gestaffelt, angeordnet, und zwar mit einem derartigen axialen Abstand, dass alternierend die jeweiligen Schleifscheiben in den Abstand zwischen gegenüberliegenden Regelscheiben bzw. eine jeweilige Regelscheibe in den axialen Abstand gegenüberliegender Schleifscheiben eingreifen. Durch eine derartige alternierende Anordnung soll eine Durchbiegung des zu schleifenden Wellenteils minimiert werden. Darüber hinaus sind die einzelnen Schleifscheiben so angeordnet, dass in Richtung auf den Austritt aus der Schleifvorrichtung der Schleifspalt stufenweise enger wird. Die zylindrische Außenkontur wird somit über ein Schälschleifen durch die jeweiligen einzelnen Schleifscheiben geschliffen. Die Breite der Regelscheiben und der Schleifscheiben ist bei dieser bekannten Rundschleifmaschine deutlich geringer als die Länge des zu schleifenden Werkstückes. Durch die beschriebene alternierende Anordnung wird die gesamte Werkstücklänge gleichzeitig geschliffen. Ein gezieltes Anschleifen erfolgt mittels einer Vorzentriereinrichtung, welche in Durchlaufrichtung des zu schleifenden Werkstückes am Eingang angeordnet ist. Ein konzentrisches Anschleifen von Endbereichen zum Zwecke des Zentrierens des Rohteils bzgl. der Zentren ist bei diesem bekannten Verfahren nicht beschrieben. Vielmehr ist am Eingang und am Ausgang der Vorrichtung jeweils eine Stützscheibe vorgesehen, welche dem Kräfteausgleich wegen der versetzt angeordneten und damit ungleichmäßig einwirkenden Schleifscheiben dienen. Damit dieser Kräfteausgleich auch realisiert werden kann, ist es erforderlich, dass zum einen die Breite der Regelscheibe größer ist als die Breite der Schleifscheibe und dass zum anderen die jeweilige Spindel für die Regelscheiben und für die Schleifscheiben kräftig dimensioniert werden und ein geringer axialer Spalt zwischen den Überdeckungsbereichen von Regelscheibe und Schleifscheibe realisiert werden muss. - Die
US 3 418 763 A1 beschreibt ein Verfahren zur Erhaltung der Konzentrizität von bestehenden Zentrierungen in Wellenteilen beim Centerless-Schleifen, bei dem das zu schleifende, an seinen Stirnseiten axiale Zentrierungen aufweisende Wellenteil in einem Abstand zwischen Schleifscheibe und Regelscheibe drehend angetrieben geschliffen wird. - Die Firma Mikrosa ist als Hersteller von Centerless-Schleifscheiben bekannt. Sie wendet ein Verfahren an, bei welchem zwischen sog. Hilfsspitzen das Werkstück angeschliffen wird und anschließend nach dem Lösen der Spitzen das Werkstück in der gleichen Schleifstation centerless auf einer Auflageschiene aufliegend zwischen der Schleifscheibe und der Regelscheibe fertiggeschliffen wird. Sowohl der technische Aufbau als auch die Ausrichtung der Spitzen erfordern einen relativ großen Aufwand, und das Komplettsystem ist bzgl. der Genauigkeit nur schwer beherrschbar.
- Demgegenüber liegt die Aufgabe der vorliegenden Erfindung darin, ein Verfahren zum Centerless-Schleifen von Wellenteilen, insbesondere von Rohren für gebaute Nockenwellen, mit welchem Formfehler eines Wellenrohteils aus dessen Vorbearbeitung sich in deutlich geringerem Maße auf die Genauigkeit des fertigen Wellenteils auswirken, als das bei bekannten Verfahren der Fall ist, mithin sich also eine höhere Genauigkeit des fertiggeschliffenen Wellenteils erzielen lässt.
- Diese Aufgabe wird durch ein Verfahren mit den Merkmalen gemäß Anspruch 1 gelöst. Zweckmäßige Weiterbildungen sind in den abhängigen Ansprüchen definiert.
- Bei dem erfindungsgemäßen Verfahren sollen insbesondere Nockenwellenrohre so geschliffen werden, dass nur noch ein minimaler Konzentrizitätsfehler auftritt, und zwar soll eine solch hohe Konzentrizität erreicht werden, welche mit bekannten Centerless-Schleifverfahren nicht erreicht werden kann.
- Der der vorliegenden Erfindung zugrunde liegende Grundgedanke besteht darin, dass das zu schleifende Wellenteil an seinen Enden zuerst im Centerless-Schleifverfahren angeschliffen wird, ohne dass die Schleif- und die Regelscheibe an den Stellen des höchsten Rundlaufschlages des wellenförmigen Teils diese bereits anschleifen. Dadurch ist es möglich, dass das Wellenteil genau in dem Bereich zuerst angeschliffen wird, in welchem sich Zentrierungen finden. Dadurch wird erreicht, dass die Anschleifzonen des Wellenteils sich genau über dem Zentrum, d. h. der jeweiligen Zentrierung an den Enden des Wellenteils befinden, so dass bzgl. des jeweiligen Zentrums ein zentrisches Anschleifen des Wellenteils erreicht werden kann, so dass an den Enden des Wellenteils eine hohe Konzentrizität des Wellenteils erreicht wird.
- Bei dem erfindungsgemäßen Verfahren zum Centerless-Schleifen von Wellenteilen, welche insbesondere Rohre für gebaute Nockenwellen sind, werden, wie das üblicherweise beim Centerless-Schleifen erfolgt, zu schleifende Wellenteile, welche an ihren Stirnseiten axiale Zentrierungen aufweisen, zwischen einer Schleifscheibe und einer Regelscheibe drehend angetrieben geschliffen. Die Schleifscheibe und die Regelscheibe weisen eine Breite auf, welche zumindest der Länge des Wellenteils entspricht. Dies bedeutet, dass die Schleifscheibe und die Regelscheibe eine solche Breite aufweisen, welche zumindest gerade der Länge des Wellenteils entspricht. Es ist jedoch sogar üblich, dass die Breite der Schleifscheibe in der Regelscheibe etwas größer als die Länge des Wellenteils ist. Bei üblicher Anordnung beim Centerless-Schleifen von Wellenteilen weisen die Schleifscheibe und die Regelscheibe in radialer Richtung einen radialen Abstand zueinander im Bereich der Enden des Wellenteils auf, welcher geringer ist als im Bereich zwischen den Endbereichen des Wellenteils, d. h. im sog. Zwischenbereich. Der zum Schleifen des Wellenteils erforderliche Schleifspalt wird also - in axialer Richtung der Schleifscheibe und der Regelscheibe gesehen - zwischen der Schleifscheibe und der Regelscheibe definiert und ist nach unten durch ein Auflagelineal begrenzt. Der Abstand zwischen der Schleifscheibe und der Regelscheibe in radialer Richtung ist im Bereich der Enden des Wellenteils geringer als der Abstand im Zwischenbereich zwischen den Endbereichen des Wellenteils. Dadurch werden die Endbereiche des Wellenteils zuerst angeschliffen. Daran schließt sich das Anschleifen des zwischen den Endbereichen liegenden Zwischenbereiches an, gefolgt von einem maß- und formhaltigen Schleifen des kompletten Wellenteils auf Endmaß, und zwar auf Basis der konzentrisch zu den Zentrierungen ausgeführten, auf einem Auflagelineal aufliegenden Anschliffe an den Endbereichen des Wellenteils. Nachdem die Endbereiche geschliffen worden sind, schließt sich das maß- und formhaltige Schleifen des kompletten Wellenteils an, welches auf Basis der konzentrisch zu den Zentrierungen ausgeführten Anschliffe an den Endbereichen des Wellenteils selbst bei normalerweise stets vorhandenem Rundschlag bei länglichen wellenförmigen Bauteilen dadurch zu einer höheren Konzentrizität zu den Zentrierungen an den Endbereichen führt, als das beim herkömmlichen Centerless-Schleifen der Fall ist.
- Unter radialem Abstand zwischen der Schleifscheibe und der Regelscheibe wird nicht zwingend der geringste Abstand in radialer Richtung zwischen der Regelscheibe und der Schleifscheibe verstanden, sondern ein Abstand ober- und unterhalb einer beide Längsachsen der Schleifscheibe und der Regelscheibe aufweisenden Ebene, in welchem das wellenförmige Werkstück angeordnet und nach unten durch das Auflagelineal im Schleifspalt gehalten wird. Die geometrischen Verhältnisse für ein derartiges Centerless-Schleifen sind in prinzipieller Anordnung in
Fig. 7 dargestellt. Die Lage der Ebene ober- oder unterhalb wird dadurch definiert, ob über oder unter Mitte geschliffen wird. - Gemäß einem ersten Ausführungsbeispiel sind die Schleifscheibe und die Regelscheibe so ausgebildet, dass sie an ihren Seiten, welche beim Schleifen des Wellenteils dessen Endbereichen entsprechen, profiliert sind und einen größeren Durchmesser aufweisen als im zwischen den Endbereichen liegenden Zwischenbereich. Durch den jeweils größeren Durchmesser in den Bereichen, welche den Endbereichen des Wellenteils entsprechen, ist ein kleinerer Abstand zwischen Schleifscheibe und Regelscheibe vorhanden als im Zwischenbereich, so dass beim Schleifen zuerst die Endbereiche des Wellenteils geschliffen werden. Die Bereiche größeren Durchmessers der Schleifscheibe und der Regelscheibe weisen dabei einen derartigen Durchmesser auf, dass in der Tat zuerst die Endbereiche am Wellenteil geschliffen werden, bevor die Schleifscheibe und die Regelscheibe im Bereich des größten Rundschlags des Wellenteils mit diesem in Eingriff gelangt. Durch dieses Herstellen der Anschliffe an den Endbereichen des Wellenteils durch die Bereiche größeren Durchmessers der Schleifscheibe und der Regelscheibe werden die Anschliffe konzentrisch zu den axialen Zentrierungen des Wellenteils hergestellt und dienen für das nachfolgende maß- und formhaltige Schleifen sozusagen als Basis. Dadurch wird ein verbessertes Schleifergebnis am Werkstück erzielt.
- Gemäß einem zweiten Ausführungsbeispiel ist es jedoch auch möglich, dass das im erfindungsgemäßen Centerless-Schleifen verwendete Wellenteil in seinen Endbereichen jeweils einen Bereich vergrößerten Durchmessers, vorzugsweise in Form eines Kragens, aufweist, wodurch ebenfalls zunächst die Anschliffe an den Endbereichen des Wellenteils mit verbesserter Konzentrizität zu den axialen Zentrierungen hergestellt werden. Dies wird jedoch nur erreicht, wenn der Bereich vergrößerten Durchmessers jeweils einen solchen Durchmesser aufweist, dass zunächst der Eingriff der Schleifscheibe und der Regelscheibe nur an den Anschliffen an den Endbereichen des Wellenteils erfolgt, ohne dass bereits im Bereich des größten Rundschlagfehlers des Wellenteils geschliffen wird. Das bedeutet, dass die Schleifscheibe und die Regelscheibe in ihren, den Zwischenbereichen des Wellenteils entsprechenden Bereichen solche Durchmesser aufweisen, dass die Endbereiche des Wellenteils zuerst angeschliffen werden.
- Um die Genauigkeit bzw. Konzentrizität des Wellenteils nach dem Schleifen noch weiter zu verbessern, ist bei Wellenteilen mit einer gewissen größeren Länge gemäß einem weiteren Ausführungsbeispiel vorgesehen, dass die Schleifscheibe und die Regelscheibe im zwischen den Endbereichen des Wellenteils liegenden Zwischenbereich, insbesondere in der Mitte, einen Bereich größeren Durchmessers aufweisen, mittels welchem neben den Anschliffen an den Endbereichen ein ebenfalls zu den Zentrierungen konzentrischer Stützsitz an dem Wellenteil angeschliffen wird. Vorzugsweise ist dieser zu schleifende Stützsitz im Bereich des maximalen Rundschlagfehlers des Wellenteils angeordnet. Dieser Stützsitz wird vorzugsweise dadurch geschliffen, dass die Schleifscheibe und die Regelscheibe jeweils in diesem Bereich einen Bereich vergrößerten Durchmessers aufweisen. Analog zu dem Schleifen der Endbereiche des Wellenteils und den dementsprechend ausgebildeten profilierten Seitenbereichen der Schleifscheibe und der Regelscheibe oder dem vergrößerten Durchmesser in den Endbereichen des Wellenteils kann gemäß einer Weiterbildung auch das Wellenteil selbst vorzugsweise in seinem Mittelbereich bzw. Zwischenbereich einen Bereich vergrößerten Durchmessers aufweisen, welcher zunächst entweder zeitgleich mit dem Schleifen der Endbereiche oder nach diesem mit der Schleifscheibe und der Regelscheibe in Kontakt gelangt.
- Vorzugsweise ist es auch möglich, dass je nach Länge des zu schleifenden Wellenteils noch ein weiterer konzentrischer Stützsitz oder noch weitere konzentrische Stützsitze angeschliffen werden.
- Gemäß dem erfindungsgemäßen Verfahren werden bei Vorhandensein eines Stützsitzes am Wellenteil zunächst die Endbereiche des Wellenteils und anschließend entweder der Stützsitz oder die Stützsitze angeschliffen und danach das Wellenteil in seiner gesamten Länge geschliffen, oder die Endbereiche und der Stützsitz bzw. die Stützsitze werden gleichzeitig angeschliffen.
- Die Dimensionierung des Abstandes, d. h. die Profilierung von Schleif- und Regelscheibe bzw. die Abmessungen des Wellenteils, entweder an den Endbereichen des Wellenteils oder in dessen Mittelbereich ist dabei so ausgelegt, dass dieser Abstand so gering ist, dass zunächst ein Schleifen an den Endbereichen und erst danach ein Schleifen im Bereich des größten Rundlaufschlages des Wellenteils erfolgt, was bevorzugt selbst bei Vorhandensein eines zwischen den Endbereichen angeordneten Stützsitzes möglich ist.
- Gemäß einer Weiterbildung der Erfindung sind die Schleifscheibe und die Regelscheibe in dem Zwischenbereich, welcher beim zu schleifenden Wellenteil zwischen dessen Endbereichen liegt, in einem geringen Maße profiliert. Diese geringe Profilierung beinhaltet eine solche Anzahl von jeweiligen Nuten sowohl in der Schleifscheibe als auch in der Regelscheibe, wie am fertigen Wellenteil Sitze für Bauteile, insbesondere Nocken, benötigt werden. Derartige Nockensitze stellen keine Stützsitze im Sinne der vorliegenden Erfindung dar und weisen lediglich eine geringe Durchmesservergrößerung von bspw. ca. 0,02 - 0,05 mm gegenüber dem restlichen Bereich des Nockenwellenteils auf. Ein derartiges, Nockensitze zur Befestigung von jeweiligen Nocken aufweisendes Wellenteil wird aber ansonsten ebenso nach dem erfindungsgemäßen Verfahren centerless geschliffen, so dass sich ein gegenüber den mit bekannten Centerless-Schleifen geschliffenes Wellenteil eine erhöhte, d. h. verbesserte Konzentrizität zu den axialen Zentrierungen aufweist. Diese höhere Genauigkeit der Konzentrizität des Nockenwellengrundkörpers führt zu verbesserten Lauf- und Einsatzbedingungen der fertigen gebauten Nockenwelle in den jeweiligen Motoren.
- Weitere Vorteile und spezielle Details von konkreten Ausgestaltungen des erfindungsgemäßen Verfahrens bzw. des erfindungsgemäßen Schleifscheiben- und Regelscheibenpaares werden nun anhand der nachfolgenden Zeichnungen beschrieben. In den Zeichnungen zeigen:
- Fig. 1
- eine prinzipielle Anordnung von Schleifscheibe und Regelscheibe mit einem einen Rundschlagfehler aufweisenden Wellenteil, welches in seinen Endbereichen durch entsprechend an den Seiten profilierte Schleifscheiben und Regelscheiben zuerst angeschliffen wird;
- Fig. 2
- eine Anordnung wie in
Fig. 1 , jedoch mit einer zusätzlichen Profilierung im Zwischenbereich zwischen den Endbereichen zur Erzeugung eines für einen Stützsitz dienenden weiteren Anschliffes, welcher im Bereich des größten Rundschlages noch nicht in Kontakt mit dem Wellenteil gelangt ist; - Fig. 3
- eine Anordnung gemäß
Fig. 2 , bei welcher im Bereich des größten Rundschlagfehlers des Wellenteils der Kontakt zur Schleifscheibe gerade eingetreten ist; - Fig. 4
- ein Ausführungsbeispiel, bei welchem Schleifscheibe und Regelscheibe einen im Wesentlichen konstanten Durchmesser aufweisen, das Wellenteil jedoch an seinen Endbereichen jeweils einen Bereich vergrößerten Durchmesser aufweist, welcher für einen erfindungsgemäßen Anschliff vorgesehen ist;
- Fig. 5
- ein Ausführungsbeispiel gemäß
Fig. 4 , bei welchem mittels Schleifscheibe und Regelscheibe im jeweiligen Endbereich des Wellenteils bei dort vorhandenem, größerem Durchmesser des Wellenteils der Anschliff erfolgt, wobei zusätzlich im Bereich des größten Rundschlagfehlers ein Bereich vergrößerten Durchmessers am Werkstück vorhanden ist, welcher für die Erzeugung eines Anschliffes für einen Stützsitz vorgesehen ist; - Fig. 6
- die Ausgestaltung gemäß
Fig. 5 , wobei jedoch der für den Stützsitz vorgesehene Bereich vergrößerten Durchmessers am Werkstück gerade ebenfalls angeschliffen wird; und - Fig.7
- in axialer Richtung der Schleifscheibe und der Regelscheibe die prinzipielle Anordnung des Schleifspaltes mit der Darstellung des Abstandes zwischen der Schleifscheibe und der Regelscheibe im Schleifspalt beim untermittigen Schleifen und Abstützung durch ein Auflagelineal.
- Die
Fig. 1 bis 6 zeigen eine prinzipielle Anordnung in Draufsicht bei einer Anordnung des Werkstückes zwischen der Schleifscheibe 1 und der Regelscheibe 2 bei einem Schnittverlauf durch die Schnittebenen 27 gemäßFig. 7 . - In
Fig. 1 ist zwischen der Schleifscheibe 1 und der Regelscheibe 2 ein Wellenteil 9 angeordnet, welches in übertriebener Darstellung eine Krümmung aufweist, so dass in dessen mittlerem Bereich ein maximaler Rundschlagfehler vorhanden ist. Sowohl die Schleifscheibe 1 als auch die Regelscheibe 2 weisen an ihren seitlichen Endbereichen Profilierungen 3 und 4 auf, welche Bereiche größeren Durchmessers 5 der Schleifscheibe 1 und größeren Durchmessers 6 der Regelscheibe 2 aufweisen. Die Durchmesser der Bereiche vergrößerten Durchmessers 5, 6 sind dabei so dimensioniert, dass mit ihnen an den Endbereichen des Wellenteils 9, an welchen an den jeweiligen Stirnseiten Zentrierungen 11 eingebracht sind, ein Anschliff erfolgt, bevor die Schleifscheibe 1 und die Regelscheibe 2 im Bereich des größten Rundschlags des Wellenteils 9 in Kontakt mit diesem gelangen. Durch die Profilierungen 3, 4 der Schleifscheibe 1 und der Regelscheibe 2 ist der Abstand zwischen der Schleifscheibe 1 und der Regelscheibe 2 in dem Bereich, in welchem die jeweiligen Endbereiche des Wellenteils 9 angeschliffen werden, geringer als der zwischen den Endbereichen 28 liegende Abstand 8 des Zwischenbereiches 29. Bei diesen Profilierungen 3, 4 der Schleifscheibe 1 und der Regelscheibe 2 im - bezogen auf den Zustand des Schleifens - Endbereich 28 des Wellenteils 9 erfolgt ein erstes definiertes Anschleifen an beiden Endbereichen 28 des Wellenteils, wodurch ein hohes Maß an Konzentrizität der Endbereiche 28 des Wellenteils 9 bzgl. der an den Endbereichen 28 eingebrachten Zentrierungen 11 erreicht wird. - Sowohl in
Fig. 1 als auch in denFig. 2 bis 6 ist ein zu schleifendes Wellenteil 9 dargestellt, welches zusätzlich einen Bund aufweist, welcher ebenfalls bei diesem Centerless-Schleifverfahren vom Außendurchmesser mitgeschliffen wird. Dafür ist in der Schleifscheibe 1 und auch in der Regelscheibe 2 eine entsprechende Nut vorgesehen. Die profilierten Bereiche 3, 4 der Schleifscheibe 1 und der Regelscheibe 2 gemäß denFig. 2 bis 6 sind in ihrer Dimensionierung identisch zu der Ausgestaltung gemäßFig. 1 . Zusätzlich zu dem Ausführungsbeispiel gemäßFig. 1 weist nachFig. 2 die Schleifscheibe 1 und die Regelscheibe 2 etwa im Bereich des maximalen Rundschlagfehlers des zu schleifenden Wellenteils eine zusätzliche Profilierung 30 auf, welche einen Abstand 13 für einen anzuschleifenden Stützsitz 15 (s.Fig. 3 ) ausbildet. In der Darstellung gemäßFig. 2 ist der Abstand 13 für den Stützsitz so bemessen, dass dennoch zuerst die Endbereiche 28 des Wellenteils 9 durch die Profilierungen 3, 4 der Schleifscheibe 1 und der Regelscheibe 2 angeschliffen werden, bevor mittels der im Bereich des größten Rundschlagfehlers vorhandenen Profilierungen der Stützsitz 15 angeschliffen wird. - In
Fig. 3 ist das Ausführungsbeispiel gemäßFig. 2 gezeigt, wobei jedoch die Profilierung 30 im Bereich des größten Rundschlagfehlers des Wellenteils an der Schleifscheibe 1 und der Regelscheibe 2 gerade in Eingriff gelangt sind und die Endbereiche 28 am Wellenteil 9 zumindest teilweise bereits angeschliffen sind. -
Fig. 4 zeigt ein weiteres Ausführungsbeispiel gemäß der Erfindung, bei welchem die Schleifscheibe 1 und die Regelscheibe 2 bzgl. der Maß- und Formhaltigkeit des Wellenteils 9 wesentliche Bereiche konstanten Durchmessers aufweisen. Sowohl die Schleifscheibe 1 als auch die Regelscheibe 2 weisen somit außer für den Bund 12 am Wellenteil 9 keine Profilierung in ihren Randbereichen auf. Vielmehr ist das Wellenteil 9 so ausgebildet, dass es an seinen Endbereichen jeweils einen Kragen, d. h. Bereiche größeren Durchmessers aufweist. GemäßFig. 4 ist das Werkstück 9 ebenfalls in übertriebener Weise mit einer Krümmung gezeigt, welche einen etwa in seiner Mitte vorhandenen maximalen Rundschlagfehler aufweist. Die Schleifscheibe 1 und die Regelscheibe 2 sind bei der inFig. 4 dargestellten Situation noch nicht im Eingriff mit dem Wellenteil 9. Es ist jedoch ersichtlich, dass der Eingriff kurz bevor steht. Dabei erfolgt der Eingriff erfindungsgemäß zunächst an dem Bereich der Kragen, d. h. an den Endbereichen des Wellenteils 9, weil dort der Abstand zwischen der Schleifscheibe 1 und der Regelscheibe 2 geringer ist als im Zwischenbereich, und zwar selbst im Bereich des größten Rundschlagfehlers des Wellenteils 9. - In
Fig. 5 ist ein weiteres Ausführungsbeispiel gezeigt, bei welchem durch den Bereich vergrößerten Durchmessers, d. h. den Kragen 14 im Endbereich des Werkstückes 9 ein Anschliff erfolgt, wobei als Situation gerade der Eingriff von Schleifscheibe 1 und Regelscheibe 2 dargestellt ist. Im Bereich des größten Rundschlagfehlers des Wellenteils 9 ist ein Bereich vergrößerten Durchmessers 31 am Wellenteil" d. h. ein weiterer Kragen vorgesehen, welcher für das Anschleifen eines zusätzlichen Stützsitzes vorgesehen ist. Ein derartiger zusätzlicher Stützsitz ist vor allen Dingen dann sinnvoll, wenn gewisse größere Längen des Werkstückes, d. h. des Wellenteils vorhanden sind. In der Situation gemäßFig. 5 wird jedoch der für den Stützsitz vorgesehene Bereich noch nicht geschliffen. Erst wenn ein genügend starker Anschliff in den Endbereichen des Wellenteils 9 erfolgt ist, werden die Schleifscheibe 1 und die Regelscheibe 2 in Eingriff mit dem mittleren Kragen am Werkstück zum Schleifen eines Stützsitzes gelangen. - Diese Situation ist in
Fig. 6 dargestellt, welche in ihren Details ansonsten jedoch der Darstellung gemäßFig. 5 entspricht. - In vereinfachter Darstellung ist in
Fig. 7 in Seitenansicht, d. h. in einer Ansicht in Richtung der Längsachsen der Schleifscheibe 1 und der Regelscheibe 2 die Anordnung des Abstandes zwischen der Schleifscheibe und der Regelscheibe einschließlich der Anordnung des Wellenteils 9 in diesem Abstand, d. h. im Schleifspalt in Verbindung mit dem Auflagelineal 16 dargestellt. Das wellenförmige Teil bzw. das Wellenteil 9 wird durch Eingriff der Schleifscheibe 1, welche in der Drehrichtung 21 angetrieben wird, um dessen Längsachse 19 bei Auflage auf der Auflagefläche 24 des Auflagelineals 16 in der Drehrichtung 23 bewegt. Gegenüberliegend ist die Regelscheibe 2 in ihrer Drehrichtung 22 ebenfalls im Eingriff mit dem Wellenteil 9 und unterstützt dadurch dessen Rotation und bildet zusammen mit der Auflagefläche 24 des Auflagelineals ein Widerlager zum Einleiten der Schleifkräfte von der Schleifscheibe 1. Die Schleifscheibe 1 dreht um ihre Drehachse 17 und die Regelscheibe 2 um ihre Drehachse 18. Je nach aktuellem Durchmesser des Werkstückes wird die Schleifscheibe 1 in der Zustellrichtung 25 zugestellt, wobei die Zustellrichtung der Regelscheibe durch den Doppelpfeil 26 gekennzeichnet ist. Unter Zustellrichtung wird hierbei jeweils eine positive oder negative Zustellrichtung gekennzeichnet, was jeweils durch die jeweiligen Doppelpfeile 25 bzw. 26 dargestellt ist. Mit der Bezugsziffer 27 ist die Schnittebene durch die Schleifscheibe 1 und die Regelscheibe 2 dargestellt, so dass der in denFig. 1 bis 6 dargestellte Abstand sich auf den auf die Schnittebenen 27 bezogenen Abstand bezieht. - Mit dem erfindungsgemäßen Verfahren ist es möglich, eine höhere Konzentrizität eines wellenförmigen Teils bezogen auf die an den Endbereichen vorhandenen axialen Zentrierungen zu erzeugen. Das Verfahren verhindert erfindungsgemäß, dass sich der bei Wellenteilen in der Regel stets vorhandene Rundschlagfehler negativ auf die Rundlaufgenauigkeit bzw. Konzentrizität des fertigen Bauteils auswirkt.
-
- 1
- Schleifscheibe
- 2
- Regelscheibe
- 3
- Profilierung der Schleifscheibe
- 4
- Profilierung der Regelscheibe
- 5
- Bereich größeren Durchmessers der Schleifscheibe
- 6
- Bereich größeren Durchmessers der Regelscheibe
- 7
- Abstand zwischen Schleifscheibe und Regelscheibe im Endbereich des Wellenteils
- 8
- Abstand zwischen Schleifscheibe und Regelscheibe im Zwischenbereich des Wellenteils
- 9
- Wellenteil/Werkstück
- 10
- Längsachse/Werkstück
- 11
- Zentrierung im Endbereich des Wellenteils
- 12
- Bund am Wellenteil
- 13
- Abstand zwischen Schleifscheibe und Regelscheibe für Stützsitz
- 14
- Kragen im Endbereich des Wellenteils
- 15
- Stützsitz am Wellenteil
- 16
- Auflagelineal
- 17
- Drehachse Schleifscheibe
- 18
- Drehachse Regelscheibe
- 19
- Drehachse Wellenteil
- 21
- Drehrichtung Schleifscheibe
- 22
- Drehrichtung Regelscheibe
- 23
- Drehrichtung Wellenteil
- 24
- Auflagefläche auf Auflagelineal
- 25
- Zustellrichtung Schleifscheibe
- 26
- Zustellrichtung Regelscheibe
- 27
- Schnittebene
- 28
- Endbereich
- 29
- Zwischenbereich
- 30
- zusätzliche Profilierung an Schleif- und an Regelscheibe für Stützsitz
- 31
- Bereich größeren Durchmessers am Wellenteil für Stützsitz
Claims (8)
- Verfahren zum Centerless-Schleifen von Wellenteilen (9), insbesondere von Rohren für gebaute Nockenwellen, bei welchem das zu schleifende, an seinen Stirnseiten axiale Zentrierungen (11) aufweisende Wellenteil (9) in einem Abstand (7, 8) zwischen Schleifscheibe (1) und Regelscheibe (2) drehend angetrieben geschliffen wird, wobei die Schleifscheibe (1) und die Regelscheibe (2) jeweils eine Breite aufweisen, welche zumindest der Länge des Wellenteils (9) entspricht, und an das Wellenteil (9) in seinen Endbereichen (28) zuerst konzentrisch zu den Zentrierungen (11) ausgebildete Anschliffe angeschliffen werden, woran sich das Anschleifen des zwischen den Endbereichen (28) liegenden Zwischenbereiches (29) anschließt, gefolgt von einem maß- und formhaltigen Schleifen des kompletten Wellenteils (9) auf Endmaß auf Basis der konzentrisch zu den Zentrierungen (11) ausgeführten, auf einem Auflagelineal (16) aufliegenden Anschliffe an den Endbereichen (28) des Wellenteils (9).
- Verfahren nach Anspruch 1, bei welchem das Wellenteil (9) in seinen Endbereichen (28) durch die dort jeweils einen größeren Durchmesser aufweisenden Schleifscheibe (1) und Regelscheibe (2), bei dadurch in den den Endbereichen des Wellenteils entsprechenden Bereichen gebildetem kleineren Abstand (7) zwischen der Schleifscheibe und der Regelscheibe, angeschliffen wird.
- Verfahren nach Anspruch 1, bei welchem das Wellenteil (9) in seinen Endbereichen (28) jeweils einen als Kragen (14) ausgebildeten Bereich vergrößerten Durchmessers aufweist und die Schleifscheibe (1) und die Regelscheibe (2) in ihren den Zwischenbereichen (29) des Wellenteils (9) entsprechenden Bereichen derartige Durchmesser aufweisen, dass die Kragen (14) des Wellenteils (9) zuerst angeschliffen werden.
- Verfahren nach Anspruch 1 oder 2, bei welchem die Schleifscheibe (1) und die Regelscheibe (2) in dem zwischen den Endbereichen (28), insbesondere in der Mitte, liegenden Zwischenbereich (29) jeweils einen Bereich größeren Durchmessers (30) aufweisen, mittels welchen zumindest ein zu den Zentrierungen (11) konzentrischer Stützsitz (15) an dem Wellenteil (9) angeschliffen wird.
- Verfahren nach Anspruch 4, bei welchem zuerst die Endbereiche (28) des Wellenteils (9), anschließend der zumindest eine Stützsitz (15) angeschliffen und danach das Wellenteil (9) in seiner gesamten Länge angeschliffen wird.
- Verfahren nach Anspruch 4 bei welchem die Endbereiche (28) und der zumindest eine Stützsitz (15) gleichzeitig angeschliffen werden.
- Verfahren nach Anspruch 2, bei welchem der an den Endbereichen (28) des Wellenteils (9) vorgesehene geringere Abstand (7) einen solchen Wert hat, dass an einem im Bereich zwischen den Endbereichen (28) vorhandenen größten Rundlaufschlag des Wellenteils (9) frühestens nach erfolgtem Anschliff der Endbereiche (28) des Wellenteils (9) mit dem Anschleifen begonnen wird.
- Verfahren nach einem der Ansprüche 3 bis 7, bei welchem der an den Endbereichen (28) des Wellenteils (9) vorgesehene Kragen (14) einen solchen Durchmesser hat, dass an dem im Zwischenbereich (29) zwischen den Endbereichen (28) vorhandenen größten Rundlaufschlag des Wellenteils (9) frühestens nach erfolgtem Anschliff der Endbereiche (28) des Wellenteils (9) mit dem Anschleifen begonnen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013214226.9A DE102013214226B4 (de) | 2013-07-19 | 2013-07-19 | Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen, sowie dafür vorgesehenes schleifscheiben- und regelscheibenpaar |
| PCT/EP2014/062525 WO2015007444A1 (de) | 2013-07-19 | 2014-06-16 | Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen, sowie dafür vorgesehenes schleifscheiben- und regelscheibenpaar |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3022014A1 EP3022014A1 (de) | 2016-05-25 |
| EP3022014B1 true EP3022014B1 (de) | 2019-10-23 |
Family
ID=50976627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14731228.4A Active EP3022014B1 (de) | 2013-07-19 | 2014-06-16 | Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9878417B2 (de) |
| EP (1) | EP3022014B1 (de) |
| CN (1) | CN105392596B (de) |
| DE (1) | DE102013214226B4 (de) |
| ES (1) | ES2765207T3 (de) |
| RU (1) | RU2660943C2 (de) |
| WO (1) | WO2015007444A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015206082A1 (de) | 2015-04-02 | 2016-10-06 | Mahle International Gmbh | Schleifmaschine |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004167610A (ja) * | 2002-11-18 | 2004-06-17 | Isobe Seiko Kk | 円柱状部品の多数個連続研削方法及び研削装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD570A (de) | ||||
| US1640993A (en) * | 1925-05-26 | 1927-08-30 | Einar A Hanson | Metal-working machine |
| US2280620A (en) * | 1939-02-28 | 1942-04-21 | Cincinnati Grinders Inc | Apparatus for finishing tubular articles |
| US2525591A (en) * | 1945-01-18 | 1950-10-10 | Louis M Cotchett | Top roll for textile drafting mechanisms |
| US3108411A (en) * | 1961-10-26 | 1963-10-29 | D Errico Pasquale | Attachment for centerless grinder |
| DE1293640B (de) | 1964-11-27 | 1969-09-11 | Verfahren und Vorrichtung zum Schleifen von Zentrierkegeln. Anis: Aktietoolaget Malcus Holmquist, Halmstad (Schweden) | |
| US4009538A (en) * | 1975-01-08 | 1977-03-01 | John Hanecker | Fixture for converting a centerless grinder to a center grinder |
| DD119009A1 (de) | 1975-04-29 | 1976-04-05 | ||
| JPS56157939A (en) * | 1980-05-12 | 1981-12-05 | Honda Motor Co Ltd | Crankshaft work processor |
| SU963814A1 (ru) * | 1981-03-31 | 1982-10-07 | Московский Автомобильный Завод Им.И.А.Лихачева (Производственное Объединение Зил) | Устройство дл бесцентрового шлифовани ступенчатых валов |
| JPS6025640A (ja) | 1983-07-21 | 1985-02-08 | Toyoda Mach Works Ltd | 段付軸の成形加工方法 |
| JPH0413075Y2 (de) * | 1987-11-18 | 1992-03-27 | ||
| JPH11322113A (ja) * | 1998-05-11 | 1999-11-24 | Suncall Corp | スキュー抑制型送給ロールとセンターレス研削装置 |
| JP2000263395A (ja) * | 1999-03-11 | 2000-09-26 | Noritake Diamond Ind Co Ltd | センタレス研削用ブレード |
| DE10308292B4 (de) * | 2003-02-26 | 2007-08-09 | Erwin Junker Maschinenfabrik Gmbh | Verfahren zum Rundschleifen bei der Herstellung von Werkzeugen aus Hartmetall und Rundschleifmaschine zum Schleifen von zylindrischen Ausgangskörpern bei der Herstellung von Werkzeugen aus Hartmetall |
| JP5173592B2 (ja) * | 2008-05-24 | 2013-04-03 | 光洋機械工業株式会社 | 円筒状工作物の曲り取り方法、センタレス研削方法および装置 |
| CN101704204A (zh) * | 2009-11-12 | 2010-05-12 | 杭州劳格罗拉轴承滚子有限公司 | 球面滚子无心贯穿式超精研方法 |
| DE102010010758B4 (de) | 2010-03-09 | 2014-03-06 | Erwin Junker Grinding Technology A.S. | Spitzenlose Rundschleifmaschine zum Schleifen von stangenförmigen Werkstücken und Verfahren zum spitzenlosen Rundschleifen von stangenförmigen Werkstücken |
-
2013
- 2013-07-19 DE DE102013214226.9A patent/DE102013214226B4/de active Active
-
2014
- 2014-06-16 ES ES14731228T patent/ES2765207T3/es active Active
- 2014-06-16 US US14/903,202 patent/US9878417B2/en active Active
- 2014-06-16 EP EP14731228.4A patent/EP3022014B1/de active Active
- 2014-06-16 CN CN201480040728.5A patent/CN105392596B/zh active Active
- 2014-06-16 RU RU2016102744A patent/RU2660943C2/ru active
- 2014-06-16 WO PCT/EP2014/062525 patent/WO2015007444A1/de not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004167610A (ja) * | 2002-11-18 | 2004-06-17 | Isobe Seiko Kk | 円柱状部品の多数個連続研削方法及び研削装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013214226A1 (de) | 2015-01-22 |
| ES2765207T3 (es) | 2020-06-08 |
| RU2016102744A (ru) | 2017-08-01 |
| EP3022014A1 (de) | 2016-05-25 |
| DE102013214226B4 (de) | 2018-06-21 |
| US9878417B2 (en) | 2018-01-30 |
| WO2015007444A1 (de) | 2015-01-22 |
| CN105392596A (zh) | 2016-03-09 |
| CN105392596B (zh) | 2017-06-16 |
| RU2016102744A3 (de) | 2018-03-13 |
| RU2660943C2 (ru) | 2018-07-11 |
| US20160151875A1 (en) | 2016-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3274120B1 (de) | Verfahren und vorrichtung zum feinbearbeiten verzahnter und gehärteter werkräder | |
| EP2167277B1 (de) | Schleifzentrum und verfahren zum gleichzeitigen schleifen mehrerer lager und endseitigen flächen von kurbelwellen | |
| DE10144649C5 (de) | Verfahren zur drallfreien spanenden Bearbeitung von rotationssymmetrischen Flächen | |
| EP2759364B1 (de) | Werkzeug zum Schleifen von verzahnten Werkstücken mit Kollisionskontur | |
| EP2167275B1 (de) | Schleifzentrum und verfahren zum gleichzeitigen schleifen mehrerer lager von kurbelwellen | |
| DE10144644B4 (de) | Verfahren und Vorrichtung zum Schleifen von zentrischen Lagerstellen von Kurbelwellen | |
| DE102011113757B4 (de) | Verfahren und Vorrichtung zur Fertigbearbeitung von Werkstücken | |
| EP0497008B1 (de) | Verfahren und Vorrichtung zum Schleifen von Nocken oder dgl. | |
| DE19919893A1 (de) | Vor- und Fertigschleifen einer Kurbelwelle in einer Aufspannung | |
| DE10308292A1 (de) | Verfahren zum Rundschleifen bei der Herstellung von Werkzeugen aus Hartmetall und Rundschleifmaschine zum Schleifen von zylindrischen Ausgangskörpern bei der Herstellung von Werkzeugen aus Hartmetall | |
| DE102011113756A1 (de) | Verfahren und Vorrichtung zur Fertigbearbeitung von Werkstücken | |
| EP2559518A2 (de) | Simultanschleifmaschine | |
| WO2017157698A1 (de) | Verfahren zur schleif-komplettbearbeitung von wellenförmigen werkstücken mit zylindrischen und profilierten abschnitten | |
| EP0518242B1 (de) | Verfahren zur spanenden Bearbeitung von Rotationsflächen an Werkstücken, vorzugsweise an Kurbelwellen, sowie scheibenförmiges Werkzeug zur Durchführung eines solchen Verfahrens | |
| DE4202513C2 (de) | Verfahren zum Schleifen von Hublagerzapfen einer Kurbelwelle und Schleifmaschine zur Durchführung des Verfahrens | |
| DE4107462C2 (de) | Werkzeugmaschine zur spanabhebenden Bearbeitung von Werkstücken | |
| EP0211216B1 (de) | Rundräummaschine | |
| DE19918289A1 (de) | Verfahren zum Herstellen verzahnter Werkstücke | |
| EP0885082B1 (de) | Verfahren und vorrichtung zum bearbeiten der lagersitze von kurbelwellen | |
| EP3022014B1 (de) | Verfahren zum centerless-schleifen von wellenteilen, insbesondere von rohren für gebaute nockenwellen | |
| DE10113301B4 (de) | Verfahren und Vorrichtung zum Hinterschleifen der Schneidzähne von zylindrisch oder kegelig geformten Abwalzfräsern sowie Abwalzfräser | |
| EP0274497B1 (de) | Verfahren und vorrichtung zum auf mass schleifen von formteilrohlingen | |
| EP0841116A2 (de) | Verfahren zum Bearbeiten von rotationssymmetrischen Werkstückflächen sowie Werkzeug zur Durchführung eines solchen Verfahrens | |
| DE19511881B4 (de) | Verfahren zum Schleifen der Außenkontur eines Werkstückes | |
| DE102017217078A1 (de) | Kugelgewinde, Schleifscheibe und Verfahren zum Herstellen eines Kugelgewindes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160128 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190711 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014012906 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1193144 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200123 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200123 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200124 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2765207 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014012906 Country of ref document: DE |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200223 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| 26N | No opposition filed |
Effective date: 20200724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1193144 Country of ref document: AT Kind code of ref document: T Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191023 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250604 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250701 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250827 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250627 Year of fee payment: 12 |