EP3020488B1 - Verfahren zum verbinden von metallbändern - Google Patents
Verfahren zum verbinden von metallbändern Download PDFInfo
- Publication number
- EP3020488B1 EP3020488B1 EP15180134.7A EP15180134A EP3020488B1 EP 3020488 B1 EP3020488 B1 EP 3020488B1 EP 15180134 A EP15180134 A EP 15180134A EP 3020488 B1 EP3020488 B1 EP 3020488B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- tool
- clinching
- connection
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/03—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal otherwise than by folding
- B21D39/031—Joining superposed plates by locally deforming without slitting or piercing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/24—Transferring coils to or from winding apparatus or to or from operative position therein; Preventing uncoiling during transfer
- B21C47/247—Joining wire or band ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/03—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal otherwise than by folding
Definitions
- the invention relates to a method for connecting a strip end of a first metal strip to the strip beginning of a second metal strip, in particular in strip processing plants, wherein the strip end and the strip beginning over each other positioned to form an overlap and in the region of the overlap at several connection points by means of clinching without transection and consequently without Cutting proportion are connected together.
- wound coils are usually wound into coils (coils) in the inlet part, then go through one or more treatment stations and optionally rewound in the outlet part or alternatively cut into sheets. So that the tapes do not always have to be re-threaded, the beginning of the tape of a new covenant is connected to the tape end of the last covenant.
- the band connection is of particular importance, since poor band connections can have a negative impact on further processing.
- band connections can also be produced by means of clinching, which is also referred to as clinching.
- Push-through joining is a method of joining metal strips without the use of a filler material.
- clinching tool usually stamp (s) and die (s).
- stamp (s) and die (s) The tapes to be joined are pressed by the punch, similar to the deep drawing under plastic deformation in or against the die.
- the bands are connected without the use of rivets form-fitting (and non-positively) with each other.
- connection points are generated in the course of the band connection by means of clinching, wherein transversely to the strip running direction spaced a plurality of connection points are generated to form one or more Mattstician #2n. It is advantageous if the tool or tools is employed position-controlled / are.
- the invention has for its object to provide a method with which metal strips can connect universally and with high quality in a simple manner.
- the invention teaches, in a generic method, that the first strip and / or the second strip are cold-rolled, not annealed metal strip are formed, wherein for the band connection at least 20 connection points per meter of bandwidth are set by clinching.
- Elongation at break is the difference between the measured length after fracture and the initial gage length in relation to the initial gage length, with the elongation at break expressed as a percentage. Since the value of the elongation at break is also determined by the ratio of measuring length to sample cross section, the elongation at break is characterized in more detail by a corresponding index, in the present case the breaking elongation A 80 being based on a tensile test with a measuring length of 80 mm of the sample. Preference is given to using metal strips whose breaking elongation A 80 is 2% to 5%, preferably about 3% to 4%. Consequently, according to the invention, a perfect strip connection also succeeds in cold-rolled, non-annealed metal strips.
- the metal bands may be z. B. be aluminum or aluminum alloy or copper or copper alloy strips.
- the band connection is realized by a plurality of connection points. At least 40 connection points are preferred realized for the respective band connection, preferably at least 80 connection points, more preferably at least 100 connection points. Due to the large number of connection points that create the band connection, it can be accepted that individual clinch points tear down.
- the invention is based on the recognition that it is possible to work in the connection of unannealed, cold-rolled metal strips in a boundary region in which individual clinch points may tear.
- the plurality of connection points can be generated in a connection point row with a multiplicity of connection points distributed over the bandwidth or particularly preferably also in a plurality of connection point rows arranged one after the other in the strip running direction.
- one or more rows of connection points can be generated at the same time with only a single press stroke.
- the measurement of the strip thickness or strip thickness takes place before joining, preferably separately for each of the two strips. Alternatively, it is also within the scope of the invention to measure the total thickness of the superposed bands (before the joining process). It is possible to measure the thickness or the thicknesses in the vicinity or in / on the joining device. Alternatively, however, the measurement may be performed at another location, e.g. B. take place immediately behind the uncoiler.
- the strip beginning and the strip end and / or the clinching tool are positioned such that no punch of the joining tool hits one of the strip edges and / or that before or after the joining of the strips in the region of one or both strip edges one or more side punches are introduced.
- the invention is based on the recognition that to avoid problems in the course of the passage of the bands through other components of the system an clinching points must be generated and that it must be avoided that a clinching is generated in the region of a band edge or is present. Because if z. B. a clinching point is generated in the region of an existing band edge, it can come at such an unclean clinching depending on the degree of coverage of the band edge by the stamp to frays at the band edge. In this area can later break off when passing through the band treatment line particles that z. B. adhere to roles and lead to imprints on the tape. In accordance with the invention, provision is therefore made to avoid creating or maintaining a clinching point in the region of a strip edge.
- the invention proposes that one or more side punches or punched holes are introduced in the region of one or both strip edges.
- the punching of metal strips is basically known in practice. So it may be z. B. be useful to make side punches in the band connection of bands of unequal width, z. Example, if the new band is wider than the old, because the wider corners of the new band could get stuck in the line, z. B. squeezing rollers. To avoid this, in this case, the corners are punched out obliquely, with a trapezoidal or semi-circular punching tool. It is now possible according to the invention to introduce the side punches after joining the bands, with the proviso that no joining point is cut by the punching.
- the side punching may be introduced prior to the joining of the tapes with the proviso that a dependence of the tool geometry and the bandwidth is prevented from a tool punch on a tape edge.
- the clinching tool remains fixed in the middle of the plant.
- the position of the two bands is measured relative to the center of the plant.
- the clinching points are arranged in the two connected band ends.
- the side punching is done on each side so that no clinching point is punched.
- the punching depth per side is dimensioned correspondingly larger, but in turn so that no clinching point is punched.
- the bands be oiled before and / or during clinching.
- the oiling of the joining partners in the course of clinching is generally known in order to minimize the tool wear during clinching and to maximize the service life.
- lubrication for the deep-drawing process during clinching is unfavorable. This is due to the fact that the lubrication reduces the friction of the joining partners or bands and this can have a negative effect on the connection quality or joint strength.
- the invention proposes now that only the upper surface of the upper metal strip and the lower surface of the lower metal strip are lubricated.
- the lubrication takes place exclusively from below on the band below and from above on the upper band, so that no oiling takes place between the two band end surfaces. This can be observed in practice Avoid problems in a simple and reliable way. Nevertheless, tool wear can be minimized and tool life maximized.
- the bands are connected to each other by tempered clinching. Then it is provided that the metal strips to be joined are heated before and / or during the joining. For this purpose, it is possible to preheat the bands themselves with suitable tempering and then to clinch. Alternatively or additionally, the temperature control can also take place via the clinching tools themselves. For this purpose, it is possible to heat the upper tool and / or lower tool, so that the tape is then heated under contact pressure and then formed. For this purpose, it may be expedient to work with a non-contoured die or a non-contoured counter tool, counter tool and / or stamp are heated.
- a heating of the bands via one or both tools it may be appropriate to the bands before clinching or pressing with suitable means, for. B. a clamping device or the like to press against each other. So it is possible to press the bands with a hold-down against the (heated) mating surface, so that it comes to heating of the connection area. Subsequently, the clinching is done with the help of the punch. A contact pressure during heating can also be done with the tools or stamps themselves. In the (first) heating phase then only a fixation of the bands takes place and thereby the heating and in a (second) Clinchphase then the connect.
- the moving tool, z. B. the upper tool position adjustable is set, in particular when the stamp must be positioned in a heating phase for the contact preheating on the tape.
- the contact pressure (during heating) is band-dependent adjustable.
- tempering heating of the metal strips whose formability or their formability is increased, so that the connection process can be optimized. This is particularly advantageous in the connection of brittle materials, since the formability of brittle materials can be improved by tempering. Overall, the tempering may be advantageous for certain materials or material combinations. Cracks can be avoided.
- the method according to the invention can be carried out with a device for connecting metal strips.
- a device for connecting metal strips is usually characterized by a connecting press with press frame, press upper part and press base, wherein the press upper part an upper tool with at least one punch (or die) for the clinching and press on the lower part of a lower tool with at least one die (or a punch) for the clinching are fixed, wherein the press upper part and / or press lower part for applying a pressing force with one or more drives (against each other) are movable. So it is possible to move the press upper part with the upper tool by means of drives against the fixed lower tool or vice versa.
- the drives can be z.
- the invention proposes that the upper tool is designed as a multiple tool with a plurality of punches distributed over the bandwidth (or dies) and the lower tool as a multiple tool with multiple distributed over the bandwidth matrices (or punches).
- a tool changing device with a plurality of upper tools and a plurality of sub-tools (and consequently several tool sets), which optionally from a working position within the press in a waiting position can be transferred outside the press and vice versa.
- the tool changing device With the aid of the tool changing device, it is possible to provide a plurality of clinching tools or tool sets, so that a simple adaptation of the machine to the respective conditions, in particular to different strip thicknesses, can take place. In addition, it is possible to equip the tool changing device with an additional (conventional) punching tool, so that the machine can be converted into a punching device if necessary.
- the templates may be z. B. may be a contoured or profiled die, which may be adapted to the stamp shape. In the context of the invention, however, the die also means a non-contoured, flat die and consequently a flat counter-tool, so that "clinchless" clinching methods are also included as it were.
- the device may be equipped with one or more thickness measuring devices, with which the thickness of the band end of the first metal strip and / or the thickness of the strip beginning of the second metal strip can be measured.
- a control and / or regulating device can be provided with which the clinching process can be controlled or regulated as a function of the measured thickness or of the measured thicknesses.
- one or more punching devices can be provided with which one or more side punches can be generated before and / or after the bands are connected.
- the device may be equipped with one or more oiling devices with which the metal strip or bands and / or tools are oilable.
- the figures show a device for connecting metal strips, namely for connecting a band end of a first metal strip to the strip beginning of a second metal strip.
- a device is preferably integrated in a belt treatment plant (belt process line), for. B. in the inlet region of such a ribbon processing line.
- belt treatment plant belt process line
- There wound metal bands are handled in the inlet part, then go through various treatment stations and are wound up again in the outlet part or processed in any other way. So that the metal bands do not always have to be re-threaded, the beginning of the band of a new covenant is connected to the band end of the last covenant.
- the beginning of the tape and the end of the tape are positioned one above the other to form an overlap and connected to one another in the region of the overlap at a plurality of connection points.
- connection methods are known in principle.
- the metal bands are in the Fig. 1 to 5 not shown, only the band plane E is indicated.
- connection points are produced by means of clinching without cutting portion (clinching).
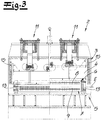
- the device has a connection press 2 with press frame 3, press upper part 4 and press lower part 5.
- the tape running direction B is in Fig. 4 indicated in Fig. 1 and 3 it is perpendicular to the drawing plane.
- an upper tool 6 is fastened with a plurality of punches 8 for clinching.
- a lower tool 7 is fixed with a plurality of dies for clinching.
- Upper tool 6 with punches 8 and lower tool 7 with 9 dies form a tool set 10a, b, c.
- Upper tool 6 and lower tool 7 are each formed as multiple tools, each with a plurality of punches distributed over the bandwidth 8 and 9 dies.
- the press upper part 4 for applying the pressing force with the drives 11 against the fixed press base 5 can be moved.
- the drives 11 are formed in the embodiments as a hydraulic press cylinder 11, which are connected with their pistons to the movable press upper part 4 and are supported on the fixed upper spar of the press frame 3.
- the Fig. 1 and 3 show the press 2 in a split representation each closed in one half and opened in the other half.
- the press upper part 4 is guided on guides 3 on the press frame 3.
- the illustrated embodiments are each equipped with a tool changing device 12, which provide several tool sets 10a, b, c, each consisting of upper tool 6 and lower tool 7, are available. With the aid of this tool changing device 12, the individual tool sets 10a, b, c can be converted from a working position within the press into a waiting position outside the press, and vice versa. In this way, it is possible to replace the tools and the device to the desired conditions, eg. B. adapt to the respective strip thickness. Because preferably different tools are used for connecting certain strip thicknesses.
- Fig. 1 and 2 on the one hand and the Fig. 3 to 5 On the other hand, show two embodiments with differently designed tool changing devices 12th
- a first embodiment in which the tools 6, 7 are transferred with the tool changing device 12 transversely to the strip running direction B from the working position to the waiting position.
- the tool changing device 12 is arranged laterally next to the press 2 in this embodiment. It has a shuttle table 14 with several along the strip running direction B successively arranged tool sets 10a, b, c. If the located in the connection press 2 tool are exchanged, it is transverse to the direction of tape B from the press out on the shuttle table 14 is pulled (or pushed). The shuttle table 14 then moves parallel to the direction of tape travel, z. B. a position, so then another tool can be pushed transversely to the strip running direction B in the press 2 (or pulled) can be.
- FIG. 2 It can be seen that in the illustrated embodiment, four different tools or tool sets 10a, b, c, 10 'are arranged in the tool changing device 12. Three tool sets 10a, b, c are provided for the clinching, with which one, two or three rows of connecting points can be set.
- the first tool 10a has a series of punches and dies
- the second tool set 10b has two rows of punches and dies arranged one behind the other in the direction of travel B
- the third tool set 10c has three rows of punches and dies arranged one behind the other in the direction of strip travel, so that optionally one, two or three rows of connecting points can be set with a single press stroke, depending on which tool 10a, b, c is arranged in the press 2.
- an additional tool set 10 ' is provided, which is designed as a punching tool 10', so that the press can also be easily converted for a punched connection. It becomes clear that z. B.
- different tool sets can be used, wherein the individual tool sets 10 a, b, c usually have different dot diameter or punch diameter.
- small dot diameters are usually used, in which case relatively many connection points are set.
- large dot diameters are used, with fewer dots usually being placed.
- upper tool 6 and lower tool 7 are connected to each other by forming the tool set 10a, b, c via guides 13.
- each tool set has a total of four guide columns 13 arranged at the corners. This applies equally to the embodiment according to Fig. 1 and 2 as for the embodiment Fig. 3 and 4 ,
- FIG. 3 to 5 a second embodiment in which the tool sets 10a, b, c and 10 'are moved along the strip running direction B for replacement.
- the individual tool sets are in turn arranged one after the other in the belt running direction B, but this time not offset laterally to the connecting press 2, but along the tape running direction offset to the connecting press 2. Nevertheless, the passage of the metal strip is not disturbed, since the upper tools 6 always above the metal strip or the band level E and the lower tools 7 are always arranged below the metal strip and since the guide columns 13 are always arranged outside the band area.
- the tool set can be replaced even when the tape is in the machine.
- Fig. 4 shows a view in which the punching tool 10 'is arranged in the machine by way of example.
- alternating drives are usually provided, for. B. hydraulic drives, which are not shown in detail in the figures.
- connection point rows arranged one behind the other in the strip running direction can also be generated at the same time. This makes it possible to produce the entire band connection even with multiple rows of connection points with a single press stroke.
- the connection press provides sufficient pressing forces with the hydraulic cylinders 11.
- Fig. 6 The principle of the clinch connection according to the invention is exemplary and simplified in Fig. 6 shown.
- the band end of the first metal strip B1 and the beginning of the strip of the second metal strip B2 and the overlap are shown, in the area with the clinching tool 6, 7, the connection points are set by clinching.
- a clinch connection without cutting share is shown.
- Fig. 6 It can be seen that with a first thickness measuring device 16, the thickness D1 of the strip end of the first metal strip B1 and a second thickness measuring device 17, the thickness D2 of the strip beginning of the second metal strip B2 are measured, before connecting the bands.
- These thickness measuring devices 16, 17 may, for. B. as optical thickness measuring devices, for. B. be formed by laser radiation.
- the thickness measuring devices 16 17, it is then possible to control and regulate the joining process as a function of the measured thickness or of the measured thicknesses D1, D2, with a control and / or regulating device (not illustrated).
- the thickness measuring devices are arranged in the immediate vicinity of the joining tools, they can be integrated into the joining device.
- the invention also includes embodiments in which the thickness measuring devices are arranged at a different position within the strip processing plant, so z. B. arranged a thickness measuring device immediately behind a decoiler be there to measure the thickness of the beginning of the tape, the corresponding signal or the corresponding value can then be processed in the course of the band connection.
- Fig. 6 options can be used individually or in combination, eg. B. in a device after Fig. 1 to 5 Alternatively, however, with differently designed devices.
Description
- Die Erfindung betrifft ein Verfahren zum Verbinden eines Bandendes eines ersten Metallbandes mit dem Bandanfang eines zweiten Metallbandes, insbesondere in Bandbehandlungsanlagen, wobei das Bandende und der Bandanfang unter Bildung einer Überlappung übereinander positioniert und im Bereich der Überlappung an mehreren Verbindungspunkten mittels Durchsetzfügen ohne Durchtrennung und folglich ohne Schneidanteil miteinander verbunden werden.
- In Bandbehandlungsanlagen, welche auch als Bandprozesslinien bezeichnet werden, werden in der Regel zu Bunden (Coils) aufgewickelte Bänder im Einlaufteil abgewickelt, durchlaufen dann eine oder mehrere Behandlungsstationen und werden im Auslaufteil gegebenenfalls wieder aufgewickelt oder alternativ auch zu Tafeln geschnitten. Damit die Bänder nicht stets neu eingefädelt werden müssen, wird der Bandanfang eines neuen Bundes mit dem Bandende des letzten Bundes verbunden. Der Bandverbindung kommt besondere Bedeutung zu, da mangelhaften Bandverbindungen negative Auswirkungen auf die weitere Bearbeitung haben können.
- Aus der Praxis sind daher verschiedenste Verfahren zur Bandverbindung, z. B. durch Schweißen, Stanzen und/oder Kleben bekannt (vgl. z. B.
EP 2 202 025 A1 undEP 1 749 590 A2 ). - In der Praxis hat sich herausgestellt, dass sich Bandverbindungen alternativ zu den herkömmlichen Verfahren auch im Wege des Durchsetzfügens erzeugen lassen, das auch als Clinchen bezeichnet wird. Das Durchsetzfügen ist ein Verfahren zum Verbinden von Metallbändern bzw. Blechen ohne die Verwendung eines Zusatzwerkstoffes. Ein Durchsetzfügewerkzeug (Clinchwerkzeug) besteht in der Regel aus Stempel(n) und Matrize(n). Die zu verbindenden Bänder werden durch den Stempel ähnlich wie beim Tiefziehen unter plastischer Deformation in bzw. gegen die Matrize gedrückt. Die Bänder werden dabei ohne den Einsatz von Nieten formschlüssig (und kraftschlüssig) miteinander verbunden. Durch Ausgestaltung von Matrize und Stempel kommt es an bzw. in der Matrize zu einem Fließen der Werkstoffe in die Breite, so dass - ähnlich einer Nietverbindung - eine formschlüssige Verbindung realisiert wird, ohne dass jedoch separate Nieten verwendet werden. Durchsetzfügen bzw. Clinchen meint im Rahmen der Erfindung ein Durchsetzfügen ohne Durchtrennung und folglich ohne Schneidanteil.
- Ein derartiges Verfahren der eingangs beschriebenen Art ist z. B. aus der
WO 2014/033037 A1 bekannt. Diese Druckschrift bildet die Basis für den Oberbegriff des Anspruchs 1. Dabei werden die Verbindungspunkte im Zuge der Bandverbindung mittels Durchsetzfügen erzeugt, wobei quer zur Bandlaufrichtung beabstandet eine Vielzahl von Verbindungspunkten unter Bildung einer oder mehrerer Verbindungspunktereihen erzeugt werden. Dabei ist es vorteilhaft, wenn das Werkzeug oder die Werkzeuge positionsgeregelt angestellt wird/ werden. - Das bekannte Verfahren zum Verbinden von Bändern mittels Durchsetzfügen ohne Durchtrennung hat sich in der Praxis bewährt, es ist jedoch weiterentwicklungsfähig. - Hier setzt die Erfindung ein.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zu schaffen, mit dem sich Metallbänder universell und mit hoher Qualität auf einfache Weise verbinden lassen.
- Zur Lösung dieser Aufgabe lehrt die Erfindung bei einem gattungsgemäßen Verfahren, dass das erste Band und/oder das zweite Band als kaltgewalztes, nicht geglühtes Metallband ausgebildet sind, wobei für die Bandverbindung zumindest 20 Verbindungspunkte pro Meter Bandbreite mittels Durchsetzfügen gesetzt werden.
- Für das Clinchen ist es erforderlich bzw. zweckmäßig, wenn die Fügepartner eine gute Duktilität bzw. ein gutes Umformvermögen unter Druck- und Zugbeanspruchung aufweisen. In der Praxis ist man daher bislang davon ausgegangen, dass lediglich Bleche bzw. Bänder mit hoher Bruchdehnung geeignet sind. Aus diesem Grunde wurde das Clinchen beim Verbinden von Aluminiumbändern bislang auf geglühte Aluminiumbänder beschränkt. Versuche haben nun überraschend gezeigt, dass sich auch kaltgewalzte, nicht geglühte Metallbänder, z. B. Aluminiumbänder mit ausreichender Qualität durch Clinchen verbinden lassen. Versuche haben gezeigt, dass das Clinchen mit guter Qualität selbst dann realisiert werden kann, wenn die Bruchdehnung A80 nur 6 % oder weniger beträgt. Bei der Bruchdehnung handelt es sich beim Zugversuch um die Differenz zwischen der Messlänge nach dem Bruch und der Anfangsmesslänge, bezogen auf die Anfangsmesslänge, wobei die Bruchdehnung in Prozent angegeben wird. Da der Wert der Bruchdehnung durch das Verhältnis von Messlänge zu Probenquerschnitt mitbestimmt wird, wird die Bruchdehnung durch einen entsprechenden Index näher gekennzeichnet, wobei im vorliegenden Fall die Bruchdehnung A80 auf einen Zugversuch bei einer Messlänge von 80 mm der Probe bezogen ist. Bevorzugt werden Metallbänder verwendet, deren Bruchdehnung A80 2 % bis 5 %, vorzugsweise etwa 3 % bis 4 % beträgt. Erfindungsgemäß gelingt folglich eine einwandfreie Bandverbindung auch bei kaltgewalzten, nicht geglühten Metallbändern. Bei den Metallbändern kann es sich z. B. um Bänder aus Aluminium bzw. einer Aluminiumlegierung oder Kupfer oder einer Kupferlegierung handeln. Von besonderer Bedeutung ist dabei die Tatsache, dass die Bandverbindung durch eine Vielzahl von Verbindungspunkten realisiert wird. Bevorzugt werden zumindest 40 Verbindungspunkte für die jeweilige Bandverbindung realisiert, vorzugsweise zumindest 80 Verbindungspunkte, besonders bevorzugt zumindest 100 Verbindungspunkte. Aufgrund der Vielzahl der Verbindungspunkte, die die Bandverbindung erzeugen, kann es in Kauf genommen werden, dass einzelne Clinchpunkte einreißen. Die Erfindung geht dabei von der Erkenntnis aus, dass bei der Verbindung von nicht geglühten, kaltgewalzten Metallbändern in einem Grenzbereich gearbeitet werden kann, in dem gegebenenfalls einzelne Clinchpunkte einreißen. Die Haltbarkeit der Bandverbindung wird aufgrund der Vielzahl von Clinchpunkten jedoch nicht entscheidend beeinträchtigt, so dass sich das erfindungsgemäße Verfahren in der Praxis auch bei nicht geglühten, kaltgewalzten Metallbändern realisieren lässt. Dabei können die Vielzahl der Verbindungspunkte in einer Verbindungspunktreihe mit einer Vielzahl von über die Bandbreite verteilten Verbindungspunkten oder besonders bevorzugt auch in mehreren in Bandlaufrichtung hintereinander angeordneten Verbindungspunktreihen erzeugt werden. Dabei können eine oder mehrere Verbindungspunktreihen zeitgleich mit lediglich einem einzigen Pressenhub erzeugt werden. Insoweit kann auf die Erkenntnisse aus der
WO 2014/033037 A1 zurückgegriffen werden. - Vorteilhafte Weiterbildungen der Erfindung werden im Folgenden erläutert:
- Optional ist vorgesehen, dass die Dicke des Bandendes des ersten Metallbandes und/oder die Dicke des Bandanfangs des zweiten Metallbandes vor dem Verbinden gemessen werden und dass der Durchsetz-Fügeprozess in Abhängigkeit von der/den gemessenen Dicken gesteuert oder geregelt wird. Das Durchsetzfügen erfolgt mit einem Durchsetz-Fügewerkzeug, das Stempel und Matrizen aufweist. Damit wird nun die Eintauchtiefe des Stempels bzw. der Stempel in das Material in Abhängigkeit von der gemessenen Dicke des Bandes bzw. von dem gemessenen Dicken der Bänder gesteuert oder geregelt, z. B. positionsgeregelt. Die Erfindung geht dabei von der Erkenntnis aus, dass es für die Qualität der Bandverbindung besonders wichtig ist, dass eine Verbindung ohne Durchtrennung und folglich ohne Schneidkanten erzeugt wird. Das setzt voraus, dass der Stempel nicht übermäßig tief in das Material eintaucht. Andererseits ist zur Erzeugung einer einwandfreien und festen Verbindung wesentlich, dass der Stempel in ausreichendem Maße in das Material eintaucht, so dass im Ergebnis der Eintauchtiefe des Stempels in die Bänder besondere Bedeutung zukommt. Aus diesem Grunde ist es grundsätzlich möglich, den Fügeprozess positionsgeregelt durchzuführen. Erfindungsgemäß erfolgt jedoch zusätzlich zu einer Positionsregelung oder alternativ zu einer Positionsregelung eine Steuerung oder Regelung des Fügeprozesses in Abhängigkeit von den tatsächlichen Dicken der Metallbänder. Denn in der Praxis hat sich herausgestellt, dass die zu verbindenden Bänder in ihren Dicken von den angegebenen/angenommenen Werten bzw. von den Sollwerten abweichen. Da nun erfindungsgemäß eine Ermittlung der Ist-Dicke der Metallbänder erfolgt, kann im Zuge des Fügeprozesses sichergestellt werden, dass der Fügeprozess stets mit optimaler Eintauchtiefe durchgeführt wird. Besonders bevorzugt werden dabei sowohl die Dicke des Bandendes des ersten Bandes als auch die Dicke des Bandanfangs des zweiten Bandes gemessen. Die Dickenmessung bzw. die Dickenmessungen können z. B. durch Laserdickenmessungen erfolgen.
- Da erfindungsgemäß eine Dickenmessung erfolgt, ist es auch nicht mehr erforderlich, Bandenden bzw. Bandanfänge mit eventuell größeren Dickenabweichungen, z. B. Überdicken vorab abzuschneiden, sondern die Bandverbindung kann in solchen Bereichen erzeugt werden, die später gegebenenfalls ohnehin als Schrott abgeschnitten werden.
- Die Messung der Banddicke bzw. Banddicken erfolgt vor dem Fügen, und zwar bevorzugt separat für jedes der beiden Bänder. Alternativ liegt es auch im Rahmen der Erfindung, die Gesamtdicke der übereinander positionierten Bänder (vor dem Fügeprozess) zu messen. Es ist möglich, die Dicke oder die Dicken in der Nähe oder in/an der Fügevorrichtung zu messen. Alternativ kann die Messung jedoch an einem anderen Ort, z. B. unmittelbar hinter dem Abwickelhaspel erfolgen.
- Nach einem weiteren Aspekt der Erfindung wird vorgeschlagen, dass der Bandanfang und das Bandende und/oder das Durchsetzfügewerkzeug derart positioniert werden, dass kein Stempel des Fügewerkzeuges eine der Bandkanten trifft und/oder dass vor oder nach dem Verbinden der Bänder im Bereich einer oder beider Bandkanten eine oder mehrere Seitenstanzungen eingebracht werden.
- Dabei geht die Erfindung von der Erkenntnis aus, dass zur Vermeidung von Problemen im Zuge des Durchlaufens der Bänder durch andere Komponenten der Anlage einwandfreie Clinchpunkte erzeugt werden müssen und dass vermieden werden muss, dass ein Clinchpunkt im Bereich einer Bandkante erzeugt wird bzw. vorhanden ist. Denn wenn z. B. ein Clinchpunkt im Bereich einer bestehenden Bandkante erzeugt wird, kann es bei einem solchen unsauberen Clinchpunkt je nach Grad der Abdeckung der Bandkante durch den Stempel zu Ausfransungen an der Bandkante kommen. In diesem Bereich können später beim Durchlaufen durch die Bandbehandlungslinie Partikel abbrechen, die z. B. an Rollen anhaften und zum Abdrücken auf dem Band führen. Erfindungsgemäß werden folglich Vorkehrungen getroffen, um zu vermeiden, dass ein Clinchpunkt im Bereich einer Bandkante entsteht oder bestehen bleibt.
- Es besteht daher optional die Möglichkeit, dass bereits im Zuge der Positionierung von Bandanfang und/oder Bandende und/oder der Positionierung des Werkzeuges gewährleistet wird, dass kein Stempel des Fügewerkzeuges eine der Bandkanten trifft.
- Alternativ oder ergänzend schlägt die Erfindung vor, dass im Bereich einer oder beider Bandkanten eine oder mehrere Seitenstanzungen bzw. Ausstanzungen eingebracht werden. Das Ausstanzen von Metallbändern ist in der Praxis grundsätzlich bekannt. So kann es z. B. zweckmäßig sein, Seitenstanzungen bei der Bandverbindung von Bändern ungleicher Breite vorzunehmen, z. B. dann, wenn das neue Band breiter ist als das alte, denn die breiteren Ecken des neuen Bandes könnten in der Linie hängen bleiben, z. B. an Abquetschrollen. Um dies zu vermeiden, werden in diesem Fall die Ecken schräg weggestanzt, und zwar mit einem trapezförmigen oder halbkreisförmigen Stanzwerkzeug. Es besteht nun erfindungsgemäß die Möglichkeit, die Seitenstanzungen nach dem Verbinden der Bänder einzubringen, und zwar mit der Maßgabe, dass kein Fügepunkt durch die Stanzung angeschnitten wird.
- Alternativ besteht die Möglichkeit, bereits vor dem Verbinden der Bänder eine oder mehrere Seitenstanzungen einzubringen. Dieses ist z. B. dann zweckmäßig, wenn die Gefahr besteht, dass ein Clinchstempel auf die Bandkante trifft. In diesem Fall kann die Seitenstanzung vor dem Verbinden der Bänder mit der Maßgabe eingebracht werden, dass eine Abhängigkeit von der Werkzeuggeometrie und der Bandbreite ein Auftreffen eines Werkzeugstempels auf eine Bandkante verhindert wird.
- Abgesehen von der oben bereits erwähnten Möglichkeit, das Bandende und Bandanfang auf Anlagenmitte zentriert werden, besteht die Möglichkeit, dass nur eines der Bänder mittig zum anderen zentriert wird. Dann können beide Bandenden bzw. beide Bänder außerhalb der Anlagenmitte liegen. Das Clinchwerkzeug wird dann so in Breitenrichtung verschoben, dass seine Mittenachse mit der der Bandenden übereinstimmt. Es gibt dann wieder die oben erläuterten Möglichkeiten, um zu vermeiden, dass ein Clinchpunkt im Bereich der Bandkante liegt.
- Optional besteht die Möglichkeit, dass das Clinchwerkzeug fix in der Anlagenmitte angeordnet bleibt. Die Lage der beiden Bänder wird relativ zur Anlagenmitte gemessen. Auf diese Weise ist dann bekannt, wo die Clinchpunkte in den beiden verbundenen Bandenden angeordnet sind. Die Seitenstanzung erfolgt nun je Seite so, dass kein Clinchpunkt angestanzt wird. In dem Fall, in dem in der Linie auch besäumt wird, wird die Stanztiefe je Seite entsprechend größer bemessen, jedoch wiederum so, dass kein Clinchpunkt angestanzt wird.
- Nach einem weiteren Aspekt der Erfindung wird vorgeschlagen, dass die Bänder vor und/oder während des Clinchens beölt werden. Das Beölen der Fügepartner im Zuge des Clinchens ist grundsätzlich bekannt, um den Werkzeugverschleiß beim Clinchen zu minimieren und die Standzeit zu maximieren. In der Praxis hat sich jedoch herausgestellt, dass die Beölung für den Tiefziehprozess beim Clinchen ungünstig ist. Dieses hängt damit zusammen, dass die Beölung die Reibung der Fügepartner bzw. Bänder verringert und dieses kann sich negativ auf die Verbindungsqualität bzw. Verbindungsfestigkeit auswirken. Davon ausgehend schlägt die Erfindung nun vor, dass lediglich die obere Oberfläche des oben liegenden Metallbandes und die untere Oberfläche des unten liegenden Metallbandes beölt werden. Erfindungsgemäß erfolgt die Beölung folglich ausschließlich von unten auf das unten liegende Band und von oben auf das oben liegende Band, so dass zwischen den beiden Bandendenoberflächen keine Beölung stattfindet. Damit lassen sich die in der Praxis beobachteten Probleme auf einfache und zuverlässige Weise vermeiden. Dennoch kann der Werkzeugverschleiß minimiert und die Standzeit maximiert werden.
- In einer optionalen Ausgestaltung der Erfindung werden die Bänder durch temperiertes Clinchen miteinander verbunden. Dann ist vorgesehen, dass die zu verbindenden Metallbänder vor und/oder während des Verbindens erwärmt werden. Dazu besteht die Möglichkeit, die Bänder selbst mit geeigneten Temperiervorrichtungen vorzuwärmen und dann zu clinchen. Alternativ oder ergänzend kann die Temperierung auch über die Clinchwerkzeuge selbst erfolgen. Dazu besteht die Möglichkeit, Oberwerkzeug und/oder Unterwerkzeug zu erwärmen, so dass das Band dann unter Kontaktdruck erwärmt wird und danach umgeformt wird. Dazu kann es zweckmäßig sein, mit einer nicht konturierten Matrize bzw. einem nicht konturierten Gegenwerkzeug zu arbeiten, wobei Gegenwerkzeug und/oder Stempel beheizbar sind. Bei einer Erwärmung der Bänder über eines oder beide Werkzeuge, kann es zweckmäßig sein, die Bänder vor dem Clinchen bzw. Pressen mit geeigneten Mitteln, z. B. einer Klemmeinrichtung oder dergleichen gegeneinander zu drücken. So besteht die Möglichkeit, die Bänder mit einem Niederhalter gegen die (beheizte) Gegenfläche zu drücken, so dass es zur Erwärmung des Verbindungsbereiches kommt. Anschließend erfolgt dann das Clinchen mit Hilfe des Stempels. Ein Kontaktdruck während des Heizens kann aber auch mit den Werkzeugen bzw. Stempeln selbst erfolgen. In der (ersten) Heizphase erfolgt dann lediglich eine Fixierung der Bänder und dabei das Erwärmen und in einer (zweiten) Clinchphase dann das verbinden.
- Beim temperierten Clinchen ist es zweckmäßig, wenn das bewegliche Werkzeug, z. B. das Oberwerkzeug positionsgeregelt anstellbar ist, und zwar insbesondere dann, wenn der Stempel in einer Heizphase für die Kontaktvorwärmung auf dem Band positioniert werden muss. Im Falle einer Kontaktvorwärmung mit Hilfe des Werkzeuges ist es außerdem zweckmäßig, wenn der Kontaktdruck (während des Heizens) bandabhängig einstellbar ist.
- Durch das Temperieren (Erwärmen) der Metallbänder wird deren Umformbarkeit bzw. deren Umformvermögen erhöht, so dass der Verbindungsprozess optimiert werden kann. Dieses ist insbesondere bei der Verbindung spröder Materialien vorteilhaft, da sich die Umformbarkeit spröder Materialien durch Temperierung verbessern lässt. Insgesamt kann das Temperieren bei bestimmten Werkstoffen oder Werkstoffkombinationen vorteilhaft sein. Rissbildungen können vermieden werden.
- Das erfindungsgemäße Verfahren lässt sich mit einer Vorrichtung zum Verbinden von Metallbändern durchführen. Eine solche Vorrichtung ist in der Regel gekennzeichnet durch eine Verbindungspresse mit Pressengestell, Pressenoberteil und Pressenunterteil, wobei am Pressenoberteil ein Oberwerkzeug mit zumindest einem Stempel (oder einer Matrize) für das Durchsetzfügen und am Pressenunterteil ein Unterwerkzeug mit zumindest einer Matrize (oder einem Stempel) für das Durchsetzfügen befestigt sind, wobei Pressenoberteil und/oder Pressenunterteil zum Aufbringen einer Presskraft mit einem oder mehreren Antrieben (gegeneinander) verfahrbar sind. So besteht die Möglichkeit, das Pressenoberteil mit dem Oberwerkzeug mit Hilfe von Antrieben gegen das feststehende Unterwerkzeug zu verfahren oder umgekehrt. Bei den Antrieben kann es sich z. B. um hydraulische Presszylinder handeln. Dabei kann insbesondere auch auf bestehende Konstruktionen von Stanzverbindungspressen zurückgegriffen werden. Es können hohe Presskräfte aufgebracht werden, so dass nicht nur einzelne Verbindungspunkte, sondern zeitgleich eine Vielzahl von Verbindungspunkten gesetzt werden können, insbesondere eine oder mehrere vollständige Verbindungspunktreihen.
- So schlägt die Erfindung vor, dass das Oberwerkzeug als Mehrfachwerkzeug mit mehreren über die Bandbreite verteilten Stempeln (oder Matrizen) und das Unterwerkzeug als Mehrfachwerkzeug mit mehreren über die Bandbreite verteilten Matrizen (oder Stempeln) ausgebildet ist.
- Unter Berücksichtigung der Tatsache, dass sich das Verfahren auf einfache Weise an unterschiedliche Bänder und insbesondere Banddicken anpassen lassen soll, ist besonders bevorzugt eine Werkzeugwechselvorrichtung mit mehreren Oberwerkzeugen und mehreren Unterwerkzeugen (und folglich mehreren Werkzeugsätzen) vorgesehen, welche wahlweise aus einer Arbeitsposition innerhalb der Presse in eine Warteposition außerhalb der Presse überführbar sind und umgekehrt.
- Mit Hilfe der Werkzeugwechselvorrichtung besteht die Möglichkeit, mehrere Clinchwerkzeuge bzw. Werkzeugsätze zur Verfügung zu stellen, so dass eine einfache Anpassung der Maschine an die jeweiligen Gegebenheiten, insbesondere an unterschiedliche Banddicken erfolgen kann. Ergänzend besteht die Möglichkeit, die Werkzeugwechselvorrichtung mit einem zusätzlichen (herkömmlichen) Stanzwerkzeug auszurüsten, so dass sich die Maschine im Bedarfsfall auch in eine Stanzvorrichtung umrüsten lässt.
- Wie bereits erläutert weisen die Werkzeuge für das Clinchen in der Regel Stempel einerseits und Matrize andererseits auf. Bei der Matrize kann es sich z. B. um eine konturierte bzw. profilierte Matrize handeln, die an die Stempelform angepasst sein kann. Matrize meint im Rahmen der Erfindung aber auch eine nicht konturierte, flache Matrize und folglich ein flaches Gegenwerkzeug, so dass auch gleichsam "matrizenlose" Clinchverfahren umfasst werden.
- Die Vorrichtung kann mit einer oder mehreren Dickenmessvorrichtungen ausgerüstet sein, mit denen die Dicke des Bandendes des ersten Metallbandes und/oder die Dicke des Bandanfangs des zweiten Metallbandes messbar ist. Außerdem kann eine Steuer- und/oder Regelvorrichtung vorgesehen sein, mit welcher der Durchsetzfügeprozess in Abhängigkeit von der gemessenen Dicke bzw. von den gemessenen Dicken steuerbar oder regelbar ist. Ferner können eine oder mehrere Stanzvorrichtungen vorgesehen sein, mit denen eine oder mehrere Seitenstanzungen vor und/oder nach dem Verbinden der Bänder erzeugbar sind. Schließlich kann die Vorrichtung mit einer oder mehreren Beölungsvorrichtungen ausgerüstet sein, mit welchen das Metallband oder die Metallbänder und/oder die Werkzeuge beölbar sind.
- Im Folgenden wird die Erfindung anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- eine erste Ausführungsform in einem Vertikalschnitt,
- Fig. 2
- eine vereinfachte Ansicht auf den Gegenstand nach
Fig. 1 in Richtung X, - Fig. 3
- eine zweite Ausführungsform in einem Vertikalschnitt,
- Fig. 4
- den Gegenstand nach
Fig. 3 in einer Seitenansicht, - Fig. 5
- eine vereinfachte Ansicht auf den Gegenstand nach
Fig. 4 in Richtung Y, - Fig. 6
- eine vereinfachte Darstellung der Clinchverbindung mit Banddickenmessung.,
- Die Figuren zeigen eine Vorrichtung zum Verbinden von Metallbändern, nämlich zum Verbinden eines Bandendes eines ersten Metallbandes mit dem Bandanfang eines zweiten Metallbandes. Eine solche Vorrichtung wird vorzugsweise in eine Bandbehandlungsanlage (Bandprozesslinie) integriert, z. B. in den Einlaufbereich einer solchen Bandprozesslinie. Dort werden aufgewickelte Metallbänder im Einlaufteil abgewickelt, durchlaufen dann verschiedene Behandlungsstationen und werden im Auslaufteil wieder aufgewickelt oder in sonstiger Weise weiterverarbeitet. Damit die Metallbänder nicht stets neu eingefädelt werden müssen, wird der Bandanfang eines neuen Bundes mit dem Bandende des letzten Bundes verbunden. Dazu werden Bandanfang und Bandende unter Bildung einer Überlappung übereinander positioniert und im Bereich der Überlappung an mehreren Verbindungspunkten miteinander verbunden. Solche Verbindungsverfahren sind grundsätzlich bekannt. Die Metallbänder sind in den
Fig. 1 bis 5 nicht dargestellt, lediglich die Bandebene E ist angedeutet. - Erfindungsgemäß werden die Verbindungspunkte mittels Durchsetzfügen ohne Schneidanteil (Clinchen) erzeugt. Dazu weist die Vorrichtung eine Verbindungspresse 2 mit Pressengestell 3, Pressenoberteil 4 und Pressenunterteil 5 auf. Die Bandlaufrichtung B ist in
Fig. 4 angedeutet, inFig. 1 und3 steht sie senkrecht zur Zeichenebene. An dem Pressenoberteil 4 ist ein Oberwerkzeug 6 mit mehreren Stempeln 8 für das Clinchen befestigt. Am Pressenunterteil 5 ist ein Unterwerkzeug 7 mit mehreren Matrizen für das Clinchen befestigt. Oberwerkzeug 6 mit Stempeln 8 und Unterwerkzeug 7 mit Matrizen 9 bilden einen Werkzeugsatz 10a, b, c. Oberwerkzeug 6 und Unterwerkzeug 7 sind jeweils als Mehrfachwerkzeuge mit jeweils mehreren über die Bandbreite verteilten Stempeln 8 und Matrizen 9 ausgebildet. In den dargestellten Ausführungsbeispielen ist das Pressenoberteil 4 zum Aufbringen der Presskraft mit den Antrieben 11 gegen das fest stehende Pressenunterteil 5 verfahrbar. Die Antriebe 11 sind in den Ausführungsbeispielen als hydraulische Presszylinder 11 ausgebildet, welche mit ihren Kolben an das verfahrbare Pressenoberteil 4 angeschlossen sind und sich an dem festen Oberholm des Pressengestells 3 abstützen. DieFig. 1 und3 zeigen die Presse 2 in geteilter Darstellung jeweils in einer Hälfte geschlossen und in der anderen Hälfte geöffnet. Das Pressenoberteil 4 ist am Pressengestell 3 an Führungen 15 geführt. - Die dargestellten Ausführungsformen sind jeweils mit einer Werkzeugwechselvorrichtung 12 ausgerüstet, welche mehrere Werkzeugsätze 10a, b, c, jeweils bestehend aus Oberwerkzeug 6 und Unterwerkzeug 7, zur Verfügung stellen. Mit Hilfe dieser Werkzeugwechselvorrichtung 12 lassen sich die einzelnen Werkzeugsätze 10a, b, c wahlweise aus einer Arbeitsposition innerhalb der Presse in eine Warteposition außerhalb der Presse überführen und umgekehrt. Auf diese Weise besteht die Möglichkeit, die Werkzeuge auszutauschen und die Vorrichtung an die gewünschten Gegebenheiten, z. B. an die jeweilige Banddicke anzupassen. Denn bevorzugt werden für das Verbinden bestimmter Banddicken unterschiedliche Werkzeuge eingesetzt.
- Die
Fig. 1 und2 einerseits und dieFig. 3 bis 5 andererseits zeigen zwei Ausführungsformen mit unterschiedlich ausgestalteten Werkzeugwechselvorrichtungen 12. - In den
Fig. 1 und2 ist eine erste Ausführungsform dargestellt, bei welcher die Werkzeuge 6, 7 mit der Werkzeugwechselvorrichtung 12 quer zur Bandlaufrichtung B aus der Arbeitsposition in die Warteposition überführt werden. Dazu ist die Werkzeugwechselvorrichtung 12 bei dieser Ausführungsform seitlich neben der Presse 2 angeordnet. Sie weist einen Wechseltisch 14 mit mehreren entlang der Bandlaufrichtung B hintereinander angeordneten Werkzeugsätzen 10a, b, c auf. Soll das sich in der Verbindungspresse 2 befindliche Werkzeug ausgetauscht werden, so wird es quer zur Bandlaufrichtung B aus der Presse heraus auf den Wechseltisch 14 gezogen (oder geschoben). Der Wechseltisch 14 verfährt dann parallel zur Bandlaufrichtung, z. B. um eine Position, sodass dann ein anderes Werkzeug quer zur Bandlaufrichtung B in die Presse 2 hineingeschoben (oder hineingezogen) werden kann. In der vereinfachten Draufsicht inFig. 2 ist erkennbar, dass bei der dargestellten Ausführungsform in der Werkzeugwechselvorrichtung 12 vier verschiedene Werkzeuge bzw. Werkzeugsätze 10a, b, c, 10' angeordnet sind. Es sind drei Werkzeugsätze 10a, b, c für das Clinchen vorgesehen, mit denen eine, zwei oder drei Verbindungspunktreihen gesetzt werden können. Das erste Werkzeug 10a weist folglich eine Reihe von Stempeln und Matrizen auf, während der zweite Werkzeugsatz 10b zwei in Bandlaufrichtung B hintereinander angeordnete Reihen von Stempeln und Matrizen aufweist und der dritte Werkzeugsatz 10c drei in Bandlaufrichtung hintereinander angeordnete Reihen von Stempeln und Matrizen aufweist, sodass wahlweise mit einem einzige Pressenhub ein, zwei oder drei Verbindungspunktreihen gesetzt werden können, je nachdem welches Werkzeug 10a, b, c in der Presse 2 angeordnet ist. Ergänzend ist ein zusätzlicher Werkzeugsatz 10' vorgesehen, der als Stanzwerkzeug 10' ausgebildet ist, sodass sich die Presse auch einfach für eine Stanzverbindung umrüsten lässt. Es wird deutlich, dass z. B. für unterschiedliche Banddicken bzw. Banddickenbereiche verschiedene Werkzeugsätze eingesetzt werden können, wobei die einzelnen Werkzeugsätze 10a, b, c in der Regel unterschiedliche Punktdurchmesser bzw. Stempeldurchmesser aufweisen. Für dünne Bänder werden in der Regel kleine Punktdurchmesser verwendet, wobei dann verhältnismäßig viele Verbindungspunkte gesetzt werden. Für dicke Bänder werden große Punktdurchmesser verwendet, wobei dann in der Regel weniger Punkte gesetzt werden. - Dabei ist erkennbar, dass Oberwerkzeug 6 und Unterwerkzeug 7 unter Bildung des Werkzeugsatzes 10a, b, c über Führungen 13 miteinander verbunden sind.
- Im Ausführungsbeispiel handelt es sich um Führungssäulen 13, die gewährleisten, dass Oberwerkzeug 6 und Unterwerkzeug 7 mit Stempeln und Matrizen einwandfrei in der gewünschten Position zusammengefahren werden. Dabei weist jeder Werkzeugsatz insgesamt vier an den Ecken angeordnete Führungssäulen 13 auf. Dieses gilt gleichermaßen für die Ausführungsform nach
Fig. 1 und2 wie für die Ausführungsform nachFig. 3 und4 . - Während die Werkzeugsätze 10a, b, c bzw. 10' bei der Ausführungsform nach
Fig. 1 und2 quer zur Bandlaufrichtung B ausgewechselt werden, zeigen dieFig. 3 bis 5 eine zweite Ausführungsform, bei welcher die Werkzeugsätze 10a, b, c bzw. 10' entlang der Bandlaufrichtung B zum Austausch verfahren werden. Die einzelnen Werkzeugsätze sind wiederum in Bandlaufrichtung B hintereinander angeordnet, diesmal jedoch nicht seitlich versetzt zur Verbindungspresse 2, sondern entlang der Bandlaufrichtung versetzt zur Verbindungspresse 2. Dennoch wird der Durchlauf des Metallbandes nicht gestört, da die Oberwerkzeuge 6 stets oberhalb des Metallbandes bzw. der Bandebene E und die Unterwerkzeuge 7 stets unterhalb des Metallbandes angeordnet sind und da die Führungssäulen 13 stets außerhalb des Bandbereiches angeordnet sind. Bei dieser Ausführungsform lässt sich der Werkzeugsatz auch dann auswechseln, wenn sich das Band in der Maschine befindet.Fig. 4 zeigt eine Ansicht, bei der beispielhaft das Stanzwerkzeug 10' in der Maschine angeordnet ist. - Um die Werkzeugsätze 10a, b, c, 10' austauschen zu können, sind in der Regel Wechselantriebe vorgesehen, z. B. hydraulische Antriebe, die in den Figuren nicht im Detail dargestellt sind.
- Die in den
Fig. 2 und5 angedeuteten Werkzeuge zeigen, dass mit der erfindungsgemäßen Vorrichtung zeitgleich eine Vielzahl quer zur Bandlaufrichtung B beabstandete Verbindungspunkte unter Bildung zumindest einer sich über die Bandbreite oder nahezu die Bandbreite erstreckenden Verbindungspunktreihe erzeugt werden können. Je nachdem, welches der Werkzeuge verwendet wird, können zeitgleich auch mehrere in Bandlaufrichtung hintereinander angeordnete Verbindungspunktreihen erzeugt werden. Damit besteht die Möglichkeit, die gesamte Bandverbindung auch bei mehreren Verbindungspunktreihen mit einem einzigen Pressenhub zu erzeugen. Die Verbindungspresse stellt mit den Hydraulikzylindern 11 ausreichend Presskräfte zur Verfügung. - Das Prinzip der erfindungsgemäßen Clinchverbindung ist beispielhaft und vereinfacht in
Fig. 6 dargestellt. Dabei sind das Bandende des ersten Metallbandes B1 und der Bandanfang des zweiten Metallbandes B2 und die Überlappung gezeigt, in deren Bereich mit dem Clinchwerkzeug 6, 7 die Verbindungspunkte durch Clinchen gesetzt werden. Dabei ist eine Clinchverbindung ohne Schneidanteil gezeigt. InFig. 6 ist erkennbar, dass mit einer ersten Dickenmessvorrichtung 16 die Dicke D1 des Bandendes des ersten Metallbandes B1 und mit einer zweiten Dickenmessvorrichtung 17 die Dicke D2 des Bandanfangs des zweiten Metallbandes B2 gemessen werden, und zwar vor dem Verbinden der Bänder. Diese Dickenmessvorrichtungen 16, 17 können z. B. als optische Dickenmessvorrichtungen, z. B. mittels Laserstrahlung ausgebildet sein. Mit Hilfe dieser Dickenmessvorrichtungen 16, 17 besteht dann die Möglichkeit, den Fügeprozess in Abhängigkeit von der gemessenen Dicke bzw. von den gemessenen Dicken D1, D2 zu steuern und zu regeln, und zwar mit einer nicht dargestellten Steuer- und/oder Regelvorrichtung. In dem dargestellten Ausführungsbeispiel sind die Dickenmessvorrichtungen in unmittelbarer Nähe der Fügewerkzeuge angeordnet, sie können in die Fügevorrichtung integriert sein. Die Erfindung umfasst aber auch Ausführungsformen, bei denen die Dickenmessvorrichtungen an anderer Position innerhalb der Bandbehandlungsanlage angeordnet sind, so kann z. B. eine Dickenmessvorrichtung unmittelbar hinter einem Abwickelhaspel angeordnet sein, um dort die Dicke des Bandanfangs zu messen, wobei das entsprechende Signal bzw. der entsprechende Wert dann im Zuge der Bandverbindung verarbeitet werden kann. - Es besteht im Übrigen die Möglichkeit, die Bänder mit Beölungsvorrichtungen 18, 19 zu beölen. Dabei ist in dem dargestellten Ausführungsbeispiel vorgesehen, dass im Bereich der Überlappung lediglich die obere Oberfläche des oben liegenden Metallbandes B2 und die untere Oberfläche des unten liegenden Metallbandes B1 beölt werden. Optional und ergänzend besteht die Möglichkeit, die entsprechenden Werkzeugflächen zu beölen.
- Die in
Fig. 6 dargestellten Optionen können einzeln oder in Kombination eingesetzt werden, z. B. bei einer Vorrichtung nachFig. 1 bis 5 , alternativ aber auch bei anders ausgestalteten Vorrichtungen.
Claims (9)
- Verfahren zum Verbinden eines Bandendes eines ersten Metallbandes (B1 mit dem Bandanfang eines zweiten Metallbandes (B2), insbesondere in Bandbehandlungsanlagen, wobei das Bandende und der Bandanfang unter Bildung einer Überlappung übereinander positioniert und im Bereich der Überlappung an mehreren Verbindungspunkten mittels Durchsetzfügen ohne Durchtrennung miteinander verbunden werden, dadurch gekennzeichnet,
dass das erste Band (B1) und/oder das zweite Band (B2) als kaltgewalztes, nicht geglühtes Metallband ausgebildet ist/sind, wobei für die Bandverbindung zumindest 20 Verbindungspunkte pro Meter Bandbreite mittels Durchsetzfügen gesetzt werden. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das erste Band (B1) und/oder das zweite Band (B2) als nicht geglühtes Metallband aus Aluminium bzw. einer Aluminiumlegierung oder Kupfer bzw. einer Kupferlegierung ausgebildet ist/sind.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Material der Metallbänder (B1, B2), z. B. Aluminiumbänder, eine Bruchdehnung A80 von maximal 6 % aufweist, vorzugsweise 2 % bis 5 %, z. B. etwa 3 % bis 4%.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass für die Bandverbindung zumindest 30 Verbindungspunkte, vorzugsweise zumindest 50 Verbindungspunkte pro Meter Bandbreite mittels Durchsetzfügen gesetzt werden.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Dicke (D1) des Bandendes des ersten Metallbandes (B1) und/oder die Dicke (D2) des Bandanfangs des zweiten Metallbandes (B2) vor dem Verbinden gemessen werden und dass der Durchsetz-Fügeprozess in Abhängigkeit von der gemessenen Dicke bzw. von den gemessenen Dicken (D1, D2) gesteuert oder geregelt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Eintauchtiefe des Stempels bzw. der Stempel des Durchsetz-Fügewerkzeuges (6, 7) in Abhängigkeit von der Dickenmessung oder von den Dickenmessungen gesteuert oder geregelt wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Bandanfang und das Bandende und/oder das Durchsetzfügewerkzeug (6, 7) derart positioniert werden, dass kein Stempel des Fügewerkzeuges (6, 7) eine der Bandkanten trifft und/oder dass vor oder nach dem Verbinden der Bänder (B1, B2) im Bereich einer oder beider Bandkanten eine oder mehrere Seitenstanzungen eingebracht werden.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Seitenstanzungen vor dem Verbinden der Bänder (B1, B2) mit der Maßgabe eingebracht werden, dass eine Abhängigkeit von der Werkzeuggeometrie und der Bandbreite und Bandposition ein Auftreffen eines Werkzeugstempels auf eine Bandkante verhindert wird.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass im Bereich der Überlappung lediglich die obere Oberfläche des oben liegenden Metallbandes und die untere Oberfläche des unten liegenden Metallbandes beölt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014116713.9A DE102014116713A1 (de) | 2014-11-14 | 2014-11-14 | Verfahren zum Verbinden von Metallbändern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3020488A1 EP3020488A1 (de) | 2016-05-18 |
| EP3020488B1 true EP3020488B1 (de) | 2018-03-14 |
Family
ID=53800861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15180134.7A Not-in-force EP3020488B1 (de) | 2014-11-14 | 2015-08-07 | Verfahren zum verbinden von metallbändern |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20160136717A1 (de) |
| EP (1) | EP3020488B1 (de) |
| KR (1) | KR20160057975A (de) |
| CN (1) | CN105598303B (de) |
| BR (1) | BR102015028595A2 (de) |
| DE (1) | DE102014116713A1 (de) |
| ES (1) | ES2668347T3 (de) |
| RU (1) | RU2690736C2 (de) |
| TR (1) | TR201807642T4 (de) |
| ZA (1) | ZA201508427B (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109564999B (zh) * | 2016-08-01 | 2022-06-24 | Cps科技控股有限公司 | 电化学电池单元的可焊接铝端子焊盘 |
| US11673179B2 (en) | 2018-01-24 | 2023-06-13 | Takenobu HONGO | Fixing device, fixing method, and structure |
| KR102048461B1 (ko) * | 2019-07-24 | 2019-11-25 | 주식회사 엘프시스템 | 연료전지용 분리판의 제조 설비 및 제조 방법 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE151848T1 (de) * | 1984-02-27 | 1985-12-05 | Kawasaki Steel Corp., Kobe, Hyogo | Vorrichtung zum stumpfschweissen von stahlbaendern mit einem laserstrahl in einer stahlbandverarbeitungsstrasse. |
| SU1490020A1 (ru) * | 1986-12-10 | 1989-06-30 | Предприятие П/Я Р-6491 | Устройство дл соединени концов металлической ленты |
| US5528815A (en) * | 1990-04-03 | 1996-06-25 | Webb; Edward L. T. | Clinching tool for sheet metal joining |
| JPH04309472A (ja) * | 1991-04-09 | 1992-11-02 | Nippon Steel Corp | 薄鋼帯の溶接接続方法 |
| FR2691388B1 (fr) * | 1992-05-21 | 1997-01-31 | Homax Ag | Nouveau point d'assemblage de flans de tole par fluage a froid et machine d'outils pour la realisation d'un tel point d'assemblage. |
| TW387569U (en) * | 1998-09-25 | 2000-04-11 | Advantech Co Ltd | Improvements of interface card panel for compact PCI system |
| DE19847794C1 (de) * | 1998-10-16 | 1999-08-19 | Eckold Ag | Vorrichtung zum mechanischen Fügen flächig aufeinanderliegender Bleche durch Umformen |
| DE10208304C1 (de) * | 2002-02-26 | 2003-11-20 | Fraunhofer Ges Forschung | Verfahren zur Überwachung und gegebenenfalls Steuerung des Fügeprozesses beim Durchsetzfügen |
| US20060096075A1 (en) * | 2004-11-08 | 2006-05-11 | Victor Robinson | Clinching tool, die and method for use thereof |
| DE102005037182A1 (de) | 2005-08-06 | 2007-02-15 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Verfahren zum Abkleben einer Bandverbindung und Klebebandapplikator |
| US7856704B2 (en) * | 2005-10-14 | 2010-12-28 | Gm Global Technology Operations, Inc. | Monitoring system for clinching process |
| US20100083480A1 (en) * | 2008-10-06 | 2010-04-08 | Gm Global Technology Operations, Inc. | Method of Friction-Assisted Clinching |
| JP2010105024A (ja) * | 2008-10-31 | 2010-05-13 | Sumitomo Light Metal Ind Ltd | 金属板の積層体の製造方法及び該金属板の積層体の製造方法により製造される金属板の積層体 |
| DE102008063277A1 (de) | 2008-12-29 | 2010-07-08 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Verfahren und Vorrichtung zum Verbinden von Metallbändern |
| EP2514538B1 (de) * | 2011-10-07 | 2018-05-30 | Aleris Aluminum Duffel BVBA | Verfahren zum Verbinden von Aluminiumlegierungsblech |
| DE102012013829B4 (de) * | 2012-07-13 | 2024-03-14 | Newfrey Llc | Stanznietmatrize, Stanznietwerkzeug und Stanznietverfahren |
| DE102012108161B4 (de) * | 2012-09-03 | 2016-09-22 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Verfahren und Vorrichtung zum Verbinden von Metallbändern |
| CN103212643B (zh) * | 2013-04-24 | 2015-04-08 | 莱芜钢铁集团有限公司 | 冷轧带钢用坯料无头酸洗的带头压合系统及其工作方法 |
| DE102014116710A1 (de) * | 2014-11-14 | 2016-05-19 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Verfahren zum Verbinden von Metallbändern |
-
2014
- 2014-11-14 DE DE102014116713.9A patent/DE102014116713A1/de not_active Withdrawn
-
2015
- 2015-08-07 EP EP15180134.7A patent/EP3020488B1/de not_active Not-in-force
- 2015-08-07 TR TR2018/07642T patent/TR201807642T4/tr unknown
- 2015-08-07 ES ES15180134.7T patent/ES2668347T3/es active Active
- 2015-09-11 US US14/851,496 patent/US20160136717A1/en not_active Abandoned
- 2015-10-07 RU RU2015142784A patent/RU2690736C2/ru not_active IP Right Cessation
- 2015-10-20 KR KR1020150146247A patent/KR20160057975A/ko unknown
- 2015-11-13 ZA ZA2015/08427A patent/ZA201508427B/en unknown
- 2015-11-13 BR BR102015028595A patent/BR102015028595A2/pt not_active Application Discontinuation
- 2015-11-13 CN CN201510777405.0A patent/CN105598303B/zh not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2668347T3 (es) | 2018-05-17 |
| KR20160057975A (ko) | 2016-05-24 |
| RU2015142784A3 (de) | 2019-02-04 |
| DE102014116713A1 (de) | 2016-05-19 |
| CN105598303B (zh) | 2019-08-20 |
| TR201807642T4 (tr) | 2018-06-21 |
| BR102015028595A2 (pt) | 2016-05-31 |
| CN105598303A (zh) | 2016-05-25 |
| RU2015142784A (ru) | 2017-04-10 |
| RU2690736C2 (ru) | 2019-06-05 |
| EP3020488A1 (de) | 2016-05-18 |
| US20160136717A1 (en) | 2016-05-19 |
| ZA201508427B (en) | 2016-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3020489B1 (de) | Verfahren und bandbehandlungsanlage zum verbinden von metallbändern | |
| DE102012108161B4 (de) | Verfahren und Vorrichtung zum Verbinden von Metallbändern | |
| EP2806986B1 (de) | Verfahren und vorrichtung zum verbinden zweier enden metallischer bänder | |
| EP2701861B1 (de) | Verfahren und vorrichtung zur herstellung von flanschlosen ziehteilen | |
| EP2709791A2 (de) | VORRICHTUNG UND VERFAHREN ZUM HERSTELLEN EINES MAßGESCHNEIDERTEN BLECHBANDES ODER METALLPROFILS | |
| EP1688195A1 (de) | Rollenwerkzeug zur linienhaften Blechverformung sowie Blechverformungsvorrichtung mit einem derartigen Rollenwerkzeug | |
| EP3020488B1 (de) | Verfahren zum verbinden von metallbändern | |
| DE19634723C2 (de) | Verfahren zum Herstellen und Schichten von Bauteilen, sowie eine Vorrichtung dafür | |
| WO2014114541A1 (de) | Vorrichtung zum verbinden von aufeinanderfolgend in eine bandbehandlungsanlage einlaufenden metallflachprodukten | |
| DE2361078A1 (de) | Verfahren zum praegen von metallbaendern und einrichtung zur durchfuehrung des verfahrens | |
| EP3034191B1 (de) | Vorrichtung und Verfahren zur Herstellung eines länglichen Profilteils | |
| DE102010033191B4 (de) | Vorrichtung zum Schneiden von hochfesten Werkstücken | |
| DE102006045485B4 (de) | Vorrichtung zum Verbinden der Enden zweier Bänder | |
| DE102006041494B3 (de) | Verfahren und Vorrichtung zur Herstellung eines Gleitlagerelementes | |
| DE2724886C3 (de) | Verfahren und Vorrichtung zum Herstellen von schalenartigen Werkstücken | |
| DE102012220817B3 (de) | Vorschubeinrichtung zur translatorischen Bewegung eines bandförmigen Werkstücks, sowie Verfahren und Verwendung dazu | |
| DE102004051454B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Profils | |
| DE2434217A1 (de) | Verfahren zum formen eines bogenfoermigen steges fuer eine bremsbacke und vorrichtung zur durchfuehrung des verfahrens | |
| DE2750742A1 (de) | Querteilanlage zum zerschneiden von bandmaterial | |
| DE102019110132A1 (de) | Begrenzungselement für Rasen; Vorrichtung und Verfahren zur Herstellung eines solchen Begrenzungselements | |
| DE1194810B (de) | Vorrichtung zur Herstellung von Blechzylindern, vorzugsweise fuer die Ummantelung von Rohrisolierungen | |
| DE102014018543A1 (de) | Verfahren zur Herstellung von Rohren | |
| DE202012004801U1 (de) | Vorrichtung zum Verbinden zweier Enden metallischer Bänder | |
| DE2457565B2 (de) | Einrichtung zur spanabhebenden kantenbearbeitung von schnellaufendem bandmaterial | |
| DE1056907B (de) | Verfahren und Vorrichtung zum Herstellen von Rohlingen fuer Werkstuecke mit stirnseitigem Quersteg |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160610 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20171030 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 978347 Country of ref document: AT Kind code of ref document: T Effective date: 20180315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015003356 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2668347 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180517 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180614 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20180401216 Country of ref document: GR Effective date: 20181012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180919 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015003356 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180716 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| 26N | No opposition filed |
Effective date: 20181217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180807 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180807 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190821 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190822 Year of fee payment: 5 Ref country code: ES Payment date: 20190924 Year of fee payment: 5 Ref country code: SE Payment date: 20190821 Year of fee payment: 5 Ref country code: DE Payment date: 20190802 Year of fee payment: 5 Ref country code: TR Payment date: 20190731 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190821 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190821 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150807 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180714 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015003356 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200807 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200807 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200807 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 978347 Country of ref document: AT Kind code of ref document: T Effective date: 20200807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200807 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20211230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200807 |