EP2990192B1 - Pressumformwerkzeug mit toleranzausgleich - Google Patents
Pressumformwerkzeug mit toleranzausgleich Download PDFInfo
- Publication number
- EP2990192B1 EP2990192B1 EP15182414.1A EP15182414A EP2990192B1 EP 2990192 B1 EP2990192 B1 EP 2990192B1 EP 15182414 A EP15182414 A EP 15182414A EP 2990192 B1 EP2990192 B1 EP 2990192B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- clamping plate
- press
- pressure forming
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001816 cooling Methods 0.000 claims description 11
- 238000013016 damping Methods 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 6
- 230000006835 compression Effects 0.000 claims description 2
- 238000007906 compression Methods 0.000 claims description 2
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 239000011796 hollow space material Substances 0.000 claims 1
- 230000008901 benefit Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000010791 quenching Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 206010052849 Oblique presentation Diseases 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/04—Movable or exchangeable mountings for tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/02—Die-cushions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/007—Means for maintaining the press table, the press platen or the press ram against tilting or deflection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/061—Cushion plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/062—Press plates
- B30B15/064—Press plates with heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/065—Press rams
- B30B15/067—Press rams with means for equalizing the pressure exerted by a plurality of press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/068—Drive connections, e.g. pivotal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/16—Control arrangements for fluid-driven presses
- B30B15/24—Control arrangements for fluid-driven presses controlling the movement of a plurality of actuating members to maintain parallel movement of the platen or press beam
- B30B15/245—Control arrangements for fluid-driven presses controlling the movement of a plurality of actuating members to maintain parallel movement of the platen or press beam using auxiliary cylinder and piston means as actuating members
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
Definitions
- the present invention relates to a press forming tool having an upper tool and a lower tool according to the features in the preamble of patent claim 1.
- Press forming tools for producing sheet metal components are known from the prior art.
- a sheet metal blank is inserted into the press forming tool and then formed by moving an upper tool and a lower tool towards one another.
- an upper tool is usually lowered with the help of a press ram, whereby when the upper tool comes into contact with the blank and the blank with the lower tool, the blank begins to be formed until the upper tool and lower tool are closed in such a way that a mold cavity remains between the upper tool and the lower tool when the blank is integrated.
- the formed blank is then finally formed into the component to be produced by press forming.
- hot forming and press hardening for hardenable steel alloys are known in the prior art.
- blanks made of a hardenable steel alloy are heated to a temperature above AC3 so that they are completely austenitized. These heated blanks are then placed in the press forming tool and formed while warm. After completion of the press forming, with the press forming tool completely closed, the component is then preferably cooled so quickly in the press forming tool that quench hardening takes place. This process is also known as press hardening. If, due to the above-mentioned tolerances, there is no immediate and direct contact between the surface of the component in the press forming tool and the inside of the tool surfaces, the cooling capacity is reduced due to minimal air gaps in these areas and a lower cooling rate occurs.
- JP2010042426A discloses a press forming tool according to the preamble of claim 1, in which a lever mechanism is used between the press ram and the tool clamping plate of an upper tool in order to distribute the force evenly, adapted to the deformation, on the workpiece to be formed.
- the object of the present invention is therefore to show a press forming tool in which a compensation option for the upper tool and/or lower tool is provided, so that production tolerances that occur during press forming, in particular in the case of multiple tools, are reduced and, if necessary, better heat dissipation occurs during quench hardening.
- the press-forming tool has an upper tool and a lower tool, which can be moved towards one another and, when the press-forming tool is closed, a mold cavity is formed between the upper tool and the lower tool.
- a blank formed into a press-formed component comes to rest in a mold cavity, with the surface of the blank coming into contact with a tool surface of the upper tool and with a tool surface of the lower tool.
- a tool clamping plate is arranged on a press ram and/or a press table, with an upper tool or lower tool movable relative to the latter being mounted on the tool clamping plate, with the incorporation of at least one spring-elastic adjusting element.
- a press ram is thus provided in the area of the upper tool, the press ram having a corresponding receptacle for a tool clamping plate, the upper tool itself then being coupled to the tool clamping plate.
- a press table is provided, on which the tool clamping plate is fixed and then, in turn, the lower tool on the tool clamping plate. The invention is described below in such a way that the tool clamping plate can be formed both on the press ram and on the press bed.
- the tool clamping plate according to the invention with a spring-elastic actuating element is provided on the upper tool
- a tool clamping plate with a spring-elastic actuating element is provided on the lower tool
- a tool clamping plate is provided both on the upper tool and on the lower tool .
- the embodiment variant of the elastic adjusting element on the upper tool is particularly preferred, precisely taking into account the tool costs incurred and the operating costs.
- the particular advantage here is that only one tool, ie the upper tool, is resiliently mounted, which reduces the manufacturing costs of the tool. At the same time, this offers the advantage that no dirt falls into the spring-elastic adjusting elements due to the force of gravity when the tool is changed or the tool is operated.
- the upper tool or the lower tool is now mounted so that it can move relative to the tool clamping plate.
- the tool clamping plate first ensures that the spring-elastic adjusting elements distributed on the tool clamping plate transmit the press force homogeneously to the upper tool. If there is a misalignment, then due to the relative movement and the forming forces that are then distributed differently on the various spring-elastic adjusting elements, this will lead to a move up and thus to a homogenization of the forming forces to be transmitted.
- the press-forming tool according to the invention is designed as a hot-forming and/or in particular press-hardening or quenching tool, almost full-area contact of the tool surfaces with the surface of the blank or the press-formed component produced is thus always ensured.
- this results in the particular advantage that when quench hardening is carried out, it is ensured that the component has the desired quenching temperature and thus the desired hardened structure homogeneously and in particular in all required areas. If the cooling rates are lower due to minimal air gaps, either higher cooling capacities and/or larger time windows are used in order to reliably ensure that the components to be press-hardened have the desired hardness microstructure properties.
- the tool clamping plate is coupled to the press table, in particular screwed, or the tool clamping plate is coupled, in particular screwed, to the press ram.
- the press table would then be coupled to a tool clamping plate and the press ram would be coupled to a further tool clamping plate.
- the spring-elastic adjusting elements are arranged in rows offset parallel to one another on the tool clamping plate.
- a row consists of several, in particular 1 to 50, particularly preferably 2 to 30 and very particularly preferably 3 to 20 adjusting elements, in which case at least 2, preferably in turn 2 to 30, in particular 3 to 20 rows of adjusting elements are arranged offset parallel to one another.
- the rows themselves are particularly preferably at the same distance from one another as the individual adjusting elements in a row. This results in a pattern of spring-elastic adjusting elements that is evenly distributed over the tool clamping plate, so that the press-forming force can be distributed correspondingly homogeneously.
- the adjusting elements may be distributed on the tool clamping plate, in particular distributed asymmetrically. It would also be conceivable within the scope of the invention for the distribution of the spring-elastic adjusting elements to be adapted to the back of the contour of the upper tool or lower tool. Thus, for example, a special shape of the press-formed component to be produced can be taken into account. In addition, in areas where forming forces are concentrated, more spring-elastic adjusting elements, and therefore a greater number or density of adjusting elements per area, can be arranged in order to compensate for the occurrence of increased forming forces compared to areas in which only lower forming forces are necessary.
- At least individual spring setting elements can be blocked. This would particularly preferably be the case with spring adjusting elements arranged in a row, so that, for example, an entire row can be blocked in each case. Within the scope of the invention, however, it would also be conceivable for individual spring setting elements to be blockable in a targeted manner.
- the spring-elastic adjusting elements are designed in particular as mechanical springs.
- helical compression springs are used.
- disc springs, helical disc springs and/or sleeve springs are also conceivable.
- an arrangement is then conceivable here in such a way that the spring-elastic adjusting elements themselves under prestress between the upper tool and the tool clamping plate or lower tool and Tool clamping plate are arranged. Appropriate prestressing is then necessary here, particularly during assembly or when changing the upper tool and lower tool.
- the spring-elastic actuating element it is also possible for the spring-elastic actuating element to be designed as a pneumatic and/or hydraulic spring element. Two different operating variants are then conceivable for this.
- the pneumatic and/or hydraulic spring element can be operated passively. This means that due to the spring characteristics, a corresponding spring characteristic curve is set with increasing press pressure and the press force is passed on to the sheet metal blank to be formed or to the formed component at the bottom dead center of the press and thus the locking force.
- the spring-elastic actuating element can be designed as an actuator and also to be actively controllable.
- the pressing force passed on via the spring-elastic actuating element can be increased again by applying an operating pressure and any remaining gap in the cavity between the tool surface and the surface of the component can be closed by the increased pressing force and an associated relative movement of the upper tool and /or close the lower tool.
- a corresponding operating pressure is already applied to the spring-elastic adjusting elements while the press is being closed.
- a damping bearing is particularly preferably arranged between a rear side of the upper tool and the tool clamping plate or between a rear side of the lower tool and the tool clamping plate.
- the damping bearing is preferably a damping layer to avoid metal impacts.
- the damping bearing prevents metal impact when the press forming tool is opened, so that there is no contact between the upper tool and the tool clamping plate or the lower tool and the tool clamping plate that would damage the production process.
- the damping camp can in particular, for example, made of plastic or a rubber-like material and is applied in particular flat and/or in the form of strips. It can also be applied selectively.
- the back of the upper tool or the back of the lower tool would come into contact with the mounting strips at least in some areas and then transmit the forming force directly and not just via the spring-elastic actuating element.
- An undesired displacement due to excessive relative movement and/or undesired forming behavior of the blank is hereby avoided.
- the lower tool or the upper tool, and in some cases both tools are each segmented, with the individual segments being mounted on the tool clamping plate so that they can move relative to one another. These are then also each mounted so that they can move relative to the tool clamping plate.
- the invention provides that at least two upper tools or at least two lower tools are arranged next to one another on a tool clamping plate, the two upper tools or the two lower tools being mounted such that they can move relative to one another.
- this means a multiple falling die, so that the same components can be produced due to the same upper dies and lower dies arranged next to one another or from one another but with one press stroke.
- upper tools or lower tools that are different from one another are arranged transversely to the press ram or on the press bed, so that components that are different from one another can be produced with one press stroke.
- the relative movement can in turn ensure that all components have the necessary degree of deformation during a press stroke and in particular the necessary system contacts for a press operation, so that the desired hardened structure can be set in a targeted manner.
- a centering mandrel is arranged between the press ram and the press table, which guides the closing movement of the press ram and the press table linearly, in particular vertically, in the direction of the press stroke. This ensures that the relative movement due to the spring-elastic actuating element is mainly carried out exclusively in the direction of the press stroke and not transversely to the direction of the press stroke.
- the centering mandrel is arranged between the upper tool and the lower tool, so that in particular it avoids a corresponding relative movement in the transverse direction to the press stroke.
- the spring-elastic adjusting elements are provided with screw bolts that pass through and/or are integrated into the spring-elastic adjusting elements, so that it is possible to carry out tool assembly.
- a corresponding pretensioning of the spring-elastic adjusting elements can be realized, in particular in the case of the screw bolts reaching through the adjusting elements during tool assembly.
- the upper tool and the lower tool are particularly preferably mounted in a form-fitting manner on the respective tool clamping plate by means of sliding blocks, in particular by means of double-T sliding blocks.
- the smallest possible tolerance or displacement, and therefore lateral guidance is provided in particular in the horizontal direction, with linear guidance taking place in the vertical direction, therefore in the direction of the press stroke, so that the upper tool or the lower tool, predetermined by the spring-elastic adjusting elements, moves relative to the tool clamping plate can move.
- a second embodiment variant of the present invention provides that the upper tool and/or the lower tool are coupled to the tool clamping plate in a relatively movable manner by means of sliding blocks, wherein a sliding block has a guide section and an abutment section.
- the sliding blocks are particularly preferably T-shaped for this purpose.
- the T-leg forms the guide section, which at the same time also guides linearly in the vertical direction and avoids a relative movement transverse to the direction of the press stroke.
- the cross bar of the T forms from an abutment section, so that a relative movement is limited when reaching the crossbar. If, for example, the tool clamping plate is described on the upper tool, it is coupled to the press ram.
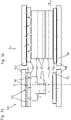
- a press forming tool 101 is shown in a side cross-sectional view.
- the press forming tool 101 has a press ram 102 shown from top to bottom in the plane of the drawing, with the upper tool 103 not being shown being coupled to the press ram 102 .
- a press force F is now applied via the press ram 102 in relation to a vertical direction V, which at the same time corresponds to the press stroke movement, and the upper tool 103 and a lower tool 104 are closed.
- a mold cavity 105 with a circuit board, not shown in detail, the circuit board particularly preferably coming into full contact with the respective tool surfaces 106, 107 within the scope of the invention.
- a tool clamping plate 109 is arranged on a press table 108 and various spring-elastic adjusting elements 110 are arranged between the lower tool 104 and the tool clamping plate 109 .
- the spring-elastic adjusting elements 110 it is possible for the lower tool 104 to move the in figure 2 exaggerated relative movement carried out significantly in the vertical direction V.
- a guide not shown in detail, prevents the lower tool 104 from sliding off in the horizontal direction H itself.
- a Media line 111 by means of which the resilient actuating elements 110 are actively controlled.
- actively controllable means in particular that the spring characteristic and/or damping characteristic of the spring-elastic actuating element 110 can be adjusted. Alternatively or additionally, actively controllable within the scope of the invention can also mean that the spring-elastic actuating elements 110 can be blocked in this way.
- the tool clamping plate 109 itself is firmly coupled to the press bed 108 by means of bolts 112 .
- the lower tool 104 is also in turn coupled to the tool clamping plate 109 via sliding blocks 113 .
- the slot nuts 113 are shown greatly enlarged for the sake of quick clarity.
- the sliding blocks 113 have an end stop 114 in the region of a T-shaped web, so that no relative movement between the tool clamping plate 109 and the lower tool 104 is permitted beyond the end stop 114 .
- both the upper tool 103 and the lower tool 104 have cooling channels 115 through which a suitable cooling medium can be conducted so that the press hardening can be carried out.
- a tool clamping plate 109 could additionally or alternatively be arranged between the press ram 102 and the upper tool 103 .
- FIG. 3a and b Shown in the Figures 3a and b is an alternative design variant in a cross-sectional and longitudinal sectional view.
- the press forming tool 101 according to FIG figure 3 has a press ram 102 and a press table 108 for this purpose.
- the lower tool 104 is fixed on a tool clamping plate 109 , the tool clamping plate 109 itself being coupled to the press table 108 by means of bolts 112 .
- no spring-elastic adjusting elements are integrated between the tool clamping plate 109 and the lower tool 104 . Shown here, these are incorporated into the upper tool 103 , and they can in turn also be actively controllable via a media line 111 .
- the advantage of this embodiment variant in particular is that no dirt falls between the upper tool 103 and the tool clamping plate 109 due to gravity in the vertical direction V and thus free mobility for performing the relative movement is always possible.
- the tool clamping plate 109 is in turn fastened to the press ram 102 by means of bolts 112 .
- Corresponding cooling channels 115 are also shown here.
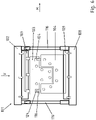
- figure 4 shows an embodiment variant of a press forming tool 101 according to the invention as a fourfold falling tool.
- four upper tools 103.1, 103.2, 103.3, 103.4 are shown side by side on two tool clamping plates 109.1, 109.2 which are also arranged side by side on the press ram 102.
- four lower tools 104.1, 104.2, 104.3, 104.4 are formed, with the four lower tools 104.1, 104.2, 104.3, 104.4 being arranged in pairs on corresponding tool clamping plates 109.3, 109.4 on the press table .
- the incoming upper tool 103.1, 103.2, 103.3, 103.4 can be aligned with the lower tool 104.1, 104.2, 104.3, 104.4 relative to one another in such a way that when the bottom dead center is reached, there is a corresponding, uniform and full-surface contact with the system and/or or tolerance compensation takes place.
- the two pairs of tools on a tool clamping plate 109 can also be two consecutive process stages. For example, hot forming can be carried out in the first pair of tools and a cooling stage in the form of press hardening can be carried out in the second pair of tools. Both stages are then carried out in the same press cycle. However, due to the spring-elastic mounting, the different tool expansions required for each process stage can again be addressed. Also shown schematically or as an example are spring-elastic adjusting elements 110 between the tool clamping plate 109 and the respective upper tool 103.
- FIG. 5 a and b shows a sectional view through a tool shown here falling twice.
- two upper tools 103.1, 103.2 and two lower tools 104.1, 104.2 are each arranged on a tool clamping plate 109.
- the upper tools 103 have the spring-elastic adjusting elements 110 according to the invention between them and the tool clamping plate 109 .
- figure 6 shows an embodiment variant of the press forming tool 101 according to the invention with a centering mandrel 116 arranged on the outside. This results in centering in the horizontal direction H and linear guidance in the vertical direction V.
- the individual tool clamping plates 109 to align with one another and/or for the upper tool 103 and lower tool 104 to be aligned with one another on the basis of a respective centering mandrel 116.
- FIG figures 7 a and b show a tool clamping plate 109 according to the invention in top view and side view. It can be seen that the resilient adjusting elements 110 project beyond a surface 117 of the tool clamping plate 109 . These are at a distance a from one another. Also shown is in plan view according to FIG Figure 7a that the individual rows 119 also have a corresponding row spacing ra from one another. The row spacing ra is preferably equal to the spacing a between the individual spring-elastic adjusting elements 110 . Also shown are clamping slots 118 for inserting sliding blocks 113, not shown in detail, so that the upper tool and the lower tool can be coupled on a tool clamping plate 109.
- the spring-elastic adjusting elements 110 can also be designed in the form of cylinders, for example cylinder covers, which then in turn accommodate the spring-elastic adjusting element 110, for example in the form of a helical spring, and protect it from wear. Protect against damage and dirt.
- the spring-elastic adjusting elements 110 or cylinders have a stroke of up to 50 mm, in particular up to 30 mm and preferably up to 10 mm and in particular a stroke of 5 mm, in particular up to 2 mm, relative to the surface 117 of the tool clamping plate 109 , preferably less than 1 mm compared to the surface 117 of the tool clamping plate 109.
- FIG. 7b Also shown schematically in Figure 7b is on the related to the plane of the image lower spring-elastic actuator 110 that this is at least partially mounted in the tool clamping plate 109 and with a part over the surface 117 of the tool clamping plate 109 protrudes. It would also be conceivable within the scope of the invention for the spring-elastic adjusting element 110 to be mounted completely in the tool clamping plate 109 and then to be moved out of the operating position if necessary. This embodiment variant is particularly conceivable with active spring-elastic adjusting elements 110 .
- FIG 8 Also shown in figure 8 is the schematic coupling option of an upper tool 103 on a tool clamping plate 109 by means of double-T sliding blocks 120.
- the spring-elastic adjusting elements 110 hold the upper tool 103 at a distance b from the surface 117 of the tool clamping plate 109.
- the double-T sliding block 120 is on its respective T-leg 121 is provided with a damping bearing 125, so that when the opening movement is executed, there is no impact due to the respective abutment section being reached.
- the double-T sliding block 120 can move into a cavity 122 of the tool clamping plate 109 when the bottom dead center is reached. It is alternatively conceivable that a cavity 122 is present both in the upper tool 103 and in the tool clamping plate 109 .
Description
- Die vorliegende Erfindung betrifft ein Pressumformwerkzeug aufweisend ein Oberwerkzeug und ein Unterwerkzeug gemäß den Merkmalen im Oberbegriff von Patentanspruch 1.
- Aus dem Stand der Technik sind Pressumformwerkzeuge zur Herstellung von Blechumformbauteilen bekannt. Hierzu wird eine Blechplatine in das Pressumformwerkzeug eingelegt und dann durch aufeinander zu bewegen eines Oberwerkzeuges und eines Unterwerkzeuges umgeformt. Hierzu wird zumeist ein Oberwerkzeug mit Hilfe eines Pressenstößels abgesenkt, wobei bei Anlagenkontakt von Oberwerkzeug mit Platine sowie Platine mit Unterwerkzeug eine Umformung der Platine beginnt, bis Oberwerkzeug und Unterwerkzeug derart geschlossen sind, dass unter Eingliederung der Platine zwischen dem Oberwerkzeug und Unterwerkzeug ein Formhohlraum verbleibt. In dem Formhohlraum wird die umgeformte Platine dann endgeformt zu dem durch die Pressumformung herzustellenden Bauteil. Hierbei kann es bei mehrfach nebeneinander angeordneten Oberwerkzeugen in einer Presse, so dass gleichzeitig zwei, drei oder mehr Platinen parallel zu einem Bauteil umgeformt werden, zu einem voneinander verschiedenen Anlagenkontakt zwischen den einzelnen Werkzeugen kommen. Die gleichzeitig hergestellten Bauteile unterliegen somit minimalen Produktionstoleranzen, aufgrund eines Verzuges von Oberwerkzeug, Unterwerkzeug, Pressentisch und/oder Pressenstößel sowie Abweichungen der Toleranzen von den Oberwerkzeugen bzw. den Unterwerkzeugen zueinander.
- Weiterhin sind im Stand der Technik die Warmumformung und Presshärtung für härtbare Stahllegierungen bekannt. Hierbei werden Platinen aus einer härtbaren Stahllegierung auf eine Temperatur über AC3 erwärmt, so dass diese vollständig austenitisiert sind. Diese erwärmten Platinen werden dann in das Pressumformwerkzeug eingelegt und im warmen Zustand umgeformt. Nach Abschluss der Pressumformung, bei vollständig geschlossenem Pressumformwerkzeug wird das Bauteil dann bevorzugt in dem Pressumformwerkzeug derart schnell abgekühlt, dass eine Abschreckhärtung erfolgt. Dieser Vorgang ist auch als Presshärten bekannt. Ist nunmehr aufgrund oben genannter Toleranzen ein nicht unmittelbarer und direkter Anlagenkontakt zwischen Oberfläche in dem Pressumformwerkzeug befindlichen Bauteil sowie Innenseite der Werkzeugoberflächen zu verzeichnen, so ist die Abkühlleistung aufgrund minimaler Luftspalte in diesen Bereichen gesenkt und es stellt sich eine geringere Abkühlrate ein.
- Aus
JP2010042426A - Aufgabe der vorliegenden Erfindung ist es daher ein Pressumformwerkzeug aufzuzeigen, bei dem eine Ausgleichsmöglichkeit von Oberwerkzeug und/oder Unterwerkzeug bereitgestellt wird, so dass bei der Pressumformung auftretende Produktionstoleranzen, insbesondere bei mehrfach fallenden Werkzeugen gesenkt werden und gegebenenfalls bei einem Abschreckhärten eine bessere Wärmeabfuhr erfolgt.
- Die zuvor genannte Aufgabe wird erfindungsgemäß mit einem Pressumformwerkzeug, aufweisend ein Oberwerkzeug und ein Unterwerkzeug gemäß den Merkmalen im Patentanspruch 1 gelöst.
- Vorteilhafte Ausgestaltungen der vorliegenden Erfindung sind Gegenstand der abhängigen Patentansprüche.
- Das Pressumformwerkzeug weist ein Oberwerkzeug und ein Unterwerkzeug auf, welche aufeinander zu bewegbar sind und bei geschlossenem Pressumformwerkzeug zwischen Oberwerkzeug und Unterwerkzeug ein Formhohlraum ausgebildet ist. In einem Formhohlraum kommt eine zu einem Pressumformbauteil umgeformte Platine zur Anlage, wobei insbesondere die Oberfläche der Platine mit einer Werkzeugoberfläche des Oberwerkzeuges sowie mit einer Werkzeugoberfläche des Unterwerkzeuges zum Anlagenkontakt kommt. Erfindungsgemäß ist nunmehr vorgesehen, dass an einem Pressenstößel und/oder einem Pressentisch eine Werkzeugspannplatte angeordnet ist, wobei an der Werkzeugspannplatte ein gegenüber dieser relativbewegliches Oberwerkzeug oder Unterwerkzeug unter Eingliederung mindestens eines federelastischen Stellelementes gelagert ist.
- Im Rahmen der Erfindung ist somit im Bereich des Oberwerkzeuges ein Pressenstößel vorgesehen, wobei der Pressenstößel eine entsprechende Aufnahme hat, für eine Werkzeugspannplatte, wobei dann wiederum an die Werkzeugspannplatte das Oberwerkzeug selbst gekoppelt ist. Im Falle des Unterwerkzeuges ist ein Pressentisch vorgesehen, auf welchem die Werkzeugspannplatte festgelegt ist und dann wiederum an der Werkzeugspannplatte das Unterwerkzeug. Im Folgenden wird die Erfindung derart beschrieben, dass die Werkzeugspannplatte sowohl an dem Pressenstößel ausgebildet sein kann, als auch an dem Pressentisch. Mithin sind drei Ausgestaltungsvarianten im Rahmen der Erfindung vorstellbar, so dass entweder die erfindungsgemäße Werkzeugspannplatte mit federelastischem Stellelement am Oberwerkzeug vorgesehen ist oder eine Werkzeugspannplatte mit federelastischem Stellelement an dem Unterwerkzeug oder als dritte Variante sowohl an dem Oberwerkzeug als auch an dem Unterwerkzeug jeweils eine Werkzeugspannplatte vorgesehen sind. Die nachfolgende Beschreibung gilt somit für die drei Ausgestaltungsvarianten gleichermaßen und kann beliebig hierfür kombiniert werden. Besonders bevorzugt ist jedoch gerade unter Berücksichtigung der anfallenden Werkzeugkosten sowie der Betriebskosten die Ausführungsvariante des elastischen Stellelementes am Oberwerkzeug. Hier ergibt sich insbesondere der Vorteil, dass nur ein Werkzeug, mithin das Oberwerkzeug federnd gelagert wird, was die Herstellungskosten des Werkzeugs senkt. Gleichzeitig bietet dies den Vorteil, dass kein Schmutz aufgrund der Erdanziehungskraft in die federelastischen Stellelemente bei Werkzeugwechsel oder Betrieb des Werkzeuges fällt.
- Kommt es nunmehr aufgrund von Toleranzen der Platine und/oder Toleranzen bzw. Verschleiß von Oberwerkzeug zu Unterwerkzeug und/oder einer relativen Verschiebung zwischen Oberwerkzeug und Unterwerkzeug zu Teilbereichen der Werkzeugoberflächen und Platinenoberfläche, welche nicht im Anlagenkontakt sein würden, so kann dies erfindungsgemäß durch einen Toleranzausgleich aufgrund relativer Verschiebung vermieden werden. Gleichzeitig ist ein kostengünstiger und logistisch einfacher Werkzeugwechsel realisierbar. Nur die Werkzeugspannplatte bleibt an dem Pressenstößel oder aber an dem Pressentisch und das formgebende Werkzeug, das Oberwerkzeug bzw. das dazu korrespondierende Unterwerkzeug sind austauschbar, beispielsweise bei Verschleiß oder aber bei Serienwechsel, so dass eine neue Generation von Pressumformbauteilen oder auch eine andere Produktionscharge mit andersartigen Ober- und Unterwerkzeug hergestellt werden können.
- Aufgrund des federelastischen Stellelementes ist nunmehr das Oberwerkzeug bzw. das Unterwerkzeug gegenüber der Werkzeugspannplatte relativbeweglich gelagert. Die Werkzeugspannplatte sorgt zunächst dafür, dass die auf der Werkzeugspannplatte verteilten federelastischen Stellelemente die Pressenkraft homogen an das Oberwerkzeug übertragen werden. Kommt es zu einer Schieflage, so wird diese aufgrund der Relativbewegung und der sich dann unterschiedlich verteilenden Umformkräfte auf die verschiedenen federelastischen Stellelemente zu einem Nachrücken und somit zu einer Homogenisierung der zu übertragenden Umformkräfte.
- Insbesondere bei Ausbildung des erfindungsgemäßen Pressumformwerkzeuges als Warmform- und/oder insbesondere Presshärte- bzw. Abschreckwerkzeug wird somit stets ein nahezu vollflächiger Anlagenkontakt der Werkzeugoberflächen mit der Oberfläche der Platine bzw. des hergestellten Pressumformbauteils sichergestellt. Erfindungsgemäß ergibt sich hierdurch insbesondere der Vorteil, dass bei Durchführung einer Abschreckhärtung sichergestellt ist, dass das Bauteil homogen und insbesondere in allen erforderlichen Bereichen die erwünschte Abschrecktemperatur und somit das gewünschte Härtegefüge aufweist. Kommt es aufgrund minimaler Luftspalte zu geringeren Abkühlraten, werden entweder stärkere Kühlleistungen und/oder größere Zeitfenster eingesetzt, um prozesssicher zu gewährleisten, dass die presszuhärtenden Bauteile die gewünschten Härtegefügeeigenschaften aufweisen. Diese Zeitfenster und/oder Mehrkühlleistungen können im Rahmen der Erfindung jedoch deutlich reduziert werden, da aufgrund des im Wesentlichen vollständigen Anlagenkontaktes ein besserer Wärmeübergang von der Bauteiloberfläche an die Werkzeugoberfläche erfolgt. Hierzu sind dann insbesondere Oberwerkzeug und Unterwerkzeug mit Kühlkanälen versehen, so dass ein entsprechendes Kühlmedium durchleitbar ist.
- Weiterhin besonders bevorzugt ist die Werkzeugspannplatte mit dem Pressentisch gekoppelt, insbesondere verschraubt oder die Werkzeugspannplatte ist mit dem Pressenstößel gekoppelt, insbesondere verschraubt. Bei Ausführung der erfindungsgemäßen Werkzeugspannplatte mit federelastischem Stellelement an Oberwerkzeug und Unterwerkzeug wäre dann der Pressentisch mit einer Werkzeugspannplatte und der Pressenstößel mit einer weiteren Werkzeugspannplatte gekoppelt. Hier besteht bei der ersten Inbetriebnahme eines erfindungsgemäßen Pressumformwerkzeuges der Vorteil, dass diese so bereitgestellt ist und dann lediglich die formgebenden Werkzeugteile bzw. Werkzeugsegmententeile, mithin das Oberwerkzeug und das Unterwerkzeug für die Pressumformung von verschiedenen Produkten ausgetauscht werden müssen. Es ergibt sich ein deutlich kostengünstigeres Werkzeugmanagement, gerade bei Produktionsumstellungen, Nachbesserungen und/oder Austausch verschlissener Werkzeugteile.
- Da eine besonders homogene Übertragung der Pressumformkraft erfolgt, sind die federelastischen Stellelemente in parallel zueinander versetzten Reihen auf der Werkzeugspannplatte angeordnet. Eine Reihe besteht dazu aus mehreren, insbesondere 1 bis 50, besonders bevorzugt 2 bis 30 und ganz besonders bevorzugt 3 bis 20 Stellelementen, wobei dann parallel zueinander versetzt mindestens 2, bevorzugt wiederum 2 bis 30, insbesondere 3 bis 20 Reihen mit Stellelementen angeordnet sind. Die Reihen selbst haben weiterhin besonders bevorzugt den gleichen Abstand zueinander, wie die einzelnen Stellelemente in einer Reihe. Somit ergibt sich ein über die Werkzeugspannplatte gleichmäßig verteiltes Muster von federelastischen Stellelementen, so dass die Pressumformkraft entsprechend homogen verteilt werden kann. Im Rahmen der Erfindung ist es weiterhin vorstellbar, dass die Stellelemente auf der Werkzeugspannplatte verteilt angeordnet sind, insbesondere asymmetrisch verteilt. Im Rahmen der Erfindung wäre es weiterhin vorstellbar, dass die Verteilung der federelastischen Stellelemente an die Rückseite der Kontur von Oberwerkzeug bzw. Unterwerkzeug angepasst sind. Somit kann beispielsweise einer besonderen Formgebung des herzustellenden Pressumformbauteils Rechnung getragen werden. Zudem können in Bereichen der Konzentration von Umformkräften mehr federelastische Stellelemente, mithin eine größere Anzahl bzw. Dichte von Stellelementen pro Fläche, angeordnet sein, um das Auftreten erhöhter Umformkräfte, gegenüber Bereichen, in denen nur geringere Umformkräfte notwendig sind, zu kompensieren. Weiterhin besonders bevorzugt sind im Rahmen der Erfindung mindestens einzelne Federstellelemente blockierbar. Besonders bevorzugt wäre dies der Fall bei in Reihe angeordneten Federstellelementen, so dass beispielsweise jeweils eine gesamte Reihe blockierbar ist. Im Rahmen der Erfindung wäre es jedoch auch vorstellbar, dass gezielt einzelne Federstellelemente blockierbar sind.
- In einfachster Ausgestaltung sind die federelastischen Stellelemente insbesondere als mechanische Feder ausgebildet. Es werden hierzu Schraubendruckfedern verwendet. Es sind jedoch auch Tellerfedern, Schraubentellerfedern und/oder Hülsenfedern vorstellbar. Im Rahmen der Erfindung ist hier dann eine Anordnung derart vorstellbar, dass die federelastischen Stellelemente selbst unter Vorspannung zwischen Oberwerkzeug und Werkzeugspannplatte bzw. Unterwerkzeug und Werkzeugspannplatte angeordnet sind. Hier ist dann insbesondere bei der Montage oder bei einem Werkzeugwechsel von Oberwerkzeug und Unterwerkzeug eine entsprechende Vorspannung notwendig.
- Im Rahmen der Erfindung ist es jedoch auch möglich, dass das federelastische Stellelement als pneumatisches und/oder hydraulisches Federelement ausgebildet ist. Hierzu sind dann wiederum zwei verschiedene Betriebsvarianten vorstellbar. Zum einen kann das pneumatische und/oder hydraulische Federelement passiv betrieben werden. Dies bedeutet, dass aufgrund der Federungscharakteristik sich bei zunehmendem Pressendruck eine entsprechende Federkennlinie einstellt und die Pressenkraft an die umzuformende Blechplatine bzw. an das umgeformte Bauteil im unteren Totpunkt der Presse und mithin die Zuhaltekraft weitergeben wird.
- Im Rahmen der Erfindung ist es jedoch auch möglich, dass das federelastische Stellelement als Aktor ausgebildet ist und zusätzlich aktiv steuerbar ist. Hier kann beispielsweise dann bei Erreichen des unteren Totpunktes die über das federelastische Stellelement weitergegebene Pressenkraft durch Aufbringen eines Betriebsdruckes nochmals erhöht werden und ein gegebenenfalls verbleibender Spalt im Hohlraum zwischen der Werkzeugoberfläche und der Oberfläche des Bauteils durch die erhöhte Pressenkraft und eine damit verbundene Relativbewegung von Oberwerkzeug und/oder Unterwerkzeug geschlossen werden. Im Rahmen der Erfindung ist es jedoch auch vorstellbar, dass bereits während des Schließens der Presse ein entsprechender Betriebsdruck auf die federelastischen Stellelemente aufgebracht wird.
- Besonders bevorzugt ist weiterhin zwischen einer Rückseite von Oberwerkzeug und der Werkzeugspannplatte oder aber einer Rückseite des Unterwerkzeuges und der Werkzeugspannplatte ein dämpfendes Lager angeordnet. Bevorzugt handelt es sich bei dem dämpfenden Lager um eine dämpfende Schicht zur Vermeidung von Metallschlägen. Das dämpfende Lager verhindert insbesondere einen Metallschlag beim Öffnen des Pressumformwerkzeuges, so dass es hier nicht zu einem den Produktionsprozess schädigendem Kontakt zwischen Oberwerkzeug und Werkzeugspannplatte bzw. Unterwerkzeug und Werkzeugspannplatte kommt. Das dämpfende Lager kann insbesondere beispielsweise aus Kunststoff oder einem gummiartigen Werkstoff ausgebildet sein und ist insbesondere flächig und/oder streifenförmig aufgebracht. Es kann auch punktuell aufgebracht sein.
- Weiterhin besonders bevorzugt sind an der Werkzeugspannplatte Aufsetzleisten vorgesehen, die gegenüber einer Oberfläche der Werkzeugspannplatte überstehen. Bei Erreichen einer vorgegebenen Umformkraft und/oder des unteren Totpunktes kämen somit insbesondere die Rückseite von Oberwerkzeug bzw. die Rückseite von Unterwerkzeug mit den Aufsetzleisten zumindest bereichsweise in Kontakt und übertragen dann direkt und nicht nur über das federelastische Stellelement die Umformkraft. Eine ungewollte Verschiebung aufgrund zu starker Relativbewegung und/oder ungewolltem Umformverhalten der Platine wird hierdurch vermieden.
- Im Rahmen der Erfindung ist es weiterhin vorstellbar, dass das Unterwerkzeug oder das Oberwerkzeug, teilweise auch beide Werkzeuge jeweils segmentiert ausgebildet sind, wobei die einzelnen Segmente relativ beweglich zueinander auf der Werkzeugspannplatte gelagert sind. Diese sind dann auch jeweils relativbeweglich zu der Werkzeugspannplatte gelagert.
- Die Erfindung sieht vor, dass auf einer Werkzeugspannplatte mindestens zwei Oberwerkzeuge oder mindestens zwei Unterwerkzeuge nebeneinander angeordnet sind, wobei die zwei Oberwerkzeuge oder die zwei Unterwerkzeuge zueinander relativbeweglich gelagert sind. Insbesondere ist hierdurch ein mehrfach fallendes Werkzeug zu verstehen, so dass aufgrund gleicher nebeneinander angeordneter Oberwerkzeuge und Unterwerkzeuge bzw. voneinander verschiedene jedoch bei einem Pressenhub gleiche Bauteile herstellbar sind. Auch ist es im Rahmen der Erfindung vorstellbar, dass voneinander verschiedene Oberwerkzeuge bzw. Unterwerkzeuge quer zum Pressenstößel bzw. am Pressentisch angeordnet sind, so dass mit einem Pressenhub voneinander verschiedene Bauteile herstellbar sind. Insbesondere kann hier wiederum aufgrund der Relativbewegung sichergestellt werden, dass alle Bauteile bei einem Pressenhub den erforderlichen Umformgrad sowie insbesondere die erforderlichen Anlagenkontakte für einen Pressenvorgang aufweisen, so dass gezielt die gewünschten Härtegefüge einstellbar sind.
- Damit eine höhere Genauigkeit, insbesondere bei Ausführen der Schließbewegung erzielbar ist, ist weiterhin vorgesehen, dass zwischen Pressenstößel und Pressentisch ein Zentrierdorn angeordnet ist, der die Schließbewegung von Pressenstößel und Pressentisch in Pressenhubrichtung linear, insbesondere vertikal führt. Hierdurch wird sichergestellt, dass die Relativbewegung aufgrund des federelastischen Stellelementes maßgeblich ausschließlich in Pressenhubrichtung ausgeführt wird und nicht quer zur Pressenhubrichtung. Im Rahmen der Erfindung ist es auch vorstellbar, dass der Zentrierdorn zwischen Oberwerkzeug und Unterwerkzeug angeordnet ist, so dass insbesondere dieser eine entsprechende Relativbewegung gerade in Querrichtung zum Pressenhub vermeidet.
- Damit nunmehr das Oberwerkzeug an die Werkzeugspannplatte bzw. das Unterwerkzeug an die Werkzeugspannplatte gekoppelt sind, ist es vorstellbar, dass die federelastischen Stellelemente durchgreifende und/oder in die federelastischen Stellelemente integrierte Schraubbolzen vorgesehen sind, so dass es möglich ist eine Werkzeugmontage durchzuführen. Gleichzeitig kann insbesondere bei den die Stellelemente durchgreifenden Schraubbolzen bei Werkzeugmontage eine entsprechende Vorspannung der federelastischen Stellelemente realisiert werden. Besonders bevorzugt werden jedoch das Oberwerkzeug bzw. das Unterwerkzeug an der jeweiligen Werkzeugspannplatte mittels Nutensteinen, insbesondere mittels Doppel-T Nutensteinen formschlüssig gelagert. Hierbei ist insbesondere in Horizontalrichtung eine möglichst geringe Toleranz bzw. Verschiebung, mithin eine seitliche Führung vorgesehen, wobei in Vertikalrichtung, mithin in Pressenhubrichtung eine lineare Führung erfolgt, so dass sich das Oberwerkzeug bzw. das Unterwerkzeug, vorgegeben durch die federelastischen Stellelemente relativ zu der Werkzeugspannplatte bewegen kann.
- Eine zweite Ausgestaltungsvariante der vorliegenden Erfindung sieht vor, dass das Oberwerkzeug und/oder das Unterwerkzeug mittels Nutensteinen an der Werkzeugspannplatte relativbeweglich gekoppelt sind, wobei ein Nutenstein, einen Führungsabschnitt und ein Widerlagerabschnitt aufweist. Besonders bevorzugt sind die Nutensteine hierzu T-förmig ausgebildet. Der T-Schenkel bildet den Führungsabschnitt, welcher auch gleichzeitig in Vertikalrichtung linear führt und eine Relativbewegung quer zur Pressenhubrichtung vermeidet. Der Quersteg des T bildet einen Widerlagerabschnitt aus, so dass eine Relativbewegung bei Erreichen des Quersteges begrenzt ist. Wird beispielsweise die Werkzeugspannplatte am Oberwerkzeug beschrieben, ist diese mit dem Pressenstößel gekoppelt. Bei Öffnen des Pressumformwerkzeuges, mithin Durchführen einer Aufwärtsbewegung des Oberwerkzeuges, wird zunächst eine Relativbewegung ab dem unteren Totpunkt entlang des T-Schenkels durchgeführt. Mithin wird zunächst nur der Pressenstößel angehoben. Wird der Pressenstößel weiterhin in Richtung oberer Totpunkt bewegt, so kommt das Oberwerkzeug in Anlagenkontakt mit dem Quersteg. Die Relativbewegung ist nunmehr in Pressenhubrichtung begrenzt und bei weiterem Anheben des Pressenstößels mit der gekoppelten Werkzeugspannplatte wird gleichsam auch das Oberwerkzeug angehoben. Im Falle des Unterwerkzeuges wird dann eine Relativbewegung aufgrund der Federkraft des federelastischen Stellelementes von Unterwerkzeug zu Werkzeugspannplatte durchgeführt. Erreicht das Unterwerkzeug den Quersteg der T-Form, so ist eine weitere Relativbewegung nicht mehr möglich.
- Weitere Vorteile, Merkmale, Eigenschaften und Aspekte der vorliegenden Erfindung sind Gegenstand der nachfolgenden Beschreibung. Bevorzugte Ausgestaltungsvarianten werden in den schematischen Figuren dargestellt. Diese dienen dem einfachen Verständnis der Erfindung.
Figur 1 ,2 ,3a und b sowieFigur 6 zeigen ein jeweiliges Umformwerkzeug zur Illustrierung des Erfindungsgedankens, das jedoch nicht unter den Schutzbereich dieses Patentes fällt. - Es zeigen:
- Figur 1
- ein Pressumformwerkzeug mit federelastischem Stellelement im Bereich des Unterwerkzeuges,
- Figur 2
- eine schematische Ansicht des Pressumformwerkzeugs gemäß
Figur 1 in Schieflage, - Figur 3a und b
- ein Pressumformwerkzeug in Querschnittansicht und Seitenansicht mit federelastischem Stellelement im Bereich des Oberwerkzeugs,
- Figur 4
- ein vierfach fallendes Pressumformwerkzeug mit jeweils zwei nebeneinander angeordneten Werkzeugspannplatten,
- Figur 5a und b
- ein zweifach fallendes Werkzeug in Querschnitts- und Längsschnittansicht,
- Figur 6
- ein Pressumformwerkzeug mit Zentrierdorn
- Figur 7a und b
- eine Werkzeugspannplatte in Draufsicht und Seitenansicht und
- Figur 8
- eine Querschnittsansicht in Teilaufnahme eines Doppel-T Nutensteins.
- In den Figuren werden für gleiche oder ähnliche Bauteile dieselben Bezugszeichen verwendet, auch wenn eine wiederholte Beschreibung aus Vereinfachungsgründen entfällt.
- In
Figur 1 dargestellt ist ein Pressumformwerkzeug 101 in einer Seitenquerschnittsansicht. Das Pressumformwerkzeug 101 weist dazu einen in der Bildebene von oben nach unten dargestellten Pressenstößel 102 auf, wobei mit dem Pressenstößel 102 nicht näher dargestellt das Oberwerkzeug 103 gekoppelt ist. Über den Pressenstößel 102 wird nunmehr eine Pressenkraft F bezogen auf eine Vertikalrichtung V, welche gleichzeitig der Pressenhubbewegung entspricht, aufgebracht und das Oberwerkzeug 103 sowie ein Unterwerkzeug 104 geschlossen. Zwischen dem Oberwerkzeug 103 und dem Unterwerkzeug 104 verbleibt ein Formhohlraum 105 mit einer nicht näher dargestellten Platine, wobei im Rahmen der Erfindung die Platine besonders bevorzugt mit den jeweiligen Werkzeugoberflächen 106, 107 vollflächig zur Anlage kommt. Hierzu ist erfindungsgemäß vorgesehen, dass auf einem Pressentisch 108 eine Werkzeugspannplatte 109 angeordnet ist und zwischen Unterwerkzeug 104 und Werkzeugspannplatte 109 verschiedene federelastische Stellelemente 110 angeordnet sind. Mittels der federelastischen Stellelemente 110 ist es möglich, dass das Unterwerkzeug 104 die inFigur 2 übertrieben dargestellte Relativbewegung maßgeblich in Vertikalrichtung V durchführt. Eine nicht näher dargestellte Führung verhindert dabei ein Abgleiten des Unterwerkzeuges 104 in die Horizontalrichtung H selber. Ferner dargestellt ist eine Medienleitung 111, mittels derer die federelastischen Stellelemente 110 aktiv ansteuerbar sind. Aktiv ansteuerbar bedeutet im Rahmen der Erfindung insbesondere, dass die Federcharakteristik und/oder Dämpfungscharakteristik des federelastischen Stellelementes 110 einstellbar ist. Alternativ oder ergänzend kann aktiv ansteuerbar im Rahmen der Erfindung auch bedeuten, dass die federelastischen Stellelemente 110 hierüber blockierbar sind. Die Werkzeugspannplatte 109 selbst ist mittels Bolzen 112 fest mit dem Pressentisch 108 gekoppelt. Das Unterwerkzeug 104 ist ferner über Nutensteine 113 mit der Werkzeugspannplatte 109 wiederum gekoppelt. Die Nutensteine 113 sind der schnellen Übersichtlichkeit halber stark vergrößert dargestellt. Die Nutensteine 113 weisen dazu einen Endanschlag 114 im Bereich eines T-förmigen Steges auf, so dass über den Endanschlag 114 hinaus keine Relativbewegung zwischen Werkzeugspannplatte 109 und Unterwerkzeug 104 ermöglicht wird. Ferner weisen sowohl Oberwerkzeug 103 als auch Unterwerkzeug 104 Kühlkanäle 115 auf, durch die ein entsprechendes Kühlmedium leitbar ist, so dass die Presshärtung durchgeführt werden kann. Bei der Ausführungsvariante gemäßFigur 2 könnte ergänzend oder aber auch alternativ eine Werkzeugspannplatte 109 zwischen Pressenstößel 102 und Oberwerkzeug 103 angeordnet sein. - Dargestellt in den
Figuren 3a und b ist eine alternative Ausgestaltungsvariante in Quer- und Längsschnittansicht. Das Pressumformwerkzeug 101 gemäßFigur 3 weist dazu wiederum einen Pressenstößel 102 sowie einen Pressentisch 108 auf. Das Unterwerkzeug 104 ist dabei auf einer Werkzeugspannplatte 109 festgelegt, wobei die Werkzeugspannplatte 109 selbst mittels Bolzen 112 mit dem Pressentisch 108 gekoppelt ist. Hier sind jedoch keine federelastischen Stellelemente zwischen Werkzeugspannplatte 109 und Unterwerkzeug 104 eingegliedert. Diese sind hier dargestellt am Oberwerkzeug 103 eingegliedert, wobei diese auch wiederum über eine Medienleitung 111 aktiv ansteuerbar sein können. Der Vorteil insbesondere bei dieser Ausgestaltungsvariante ist, dass keine Verschmutzungen zwischen das Oberwerkzeug 103 und die Werkzeugspannplatte 109 aufgrund der Erdanziehungskraft in Vertikalrichtung V fallen und somit stets freie Beweglichkeit zur Ausführung der Relativbewegung ermöglicht ist. Die Werkzeugspannplatte 109 ist wiederum mittels Bolzen 112 an dem Pressenstößel 102 befestigt. Ferner dargestellt sind hier entsprechende Kühlkanäle 115. -
Figur 4 zeigt eine Ausgestaltungsvariante eines erfindungsgemäßen Pressenumformwerkzeuges 101 als vierfach fallendes Werkzeug. Hierzu sind vier Oberwerkzeuge 103.1, 103.2, 103.3, 103.4 nebeneinander auf zwei an dem Pressenstößel 102 ebenfalls nebeneinander angeordneten Werkzeugspannplatten 109.1, 109.2 dargestellt. Korrespondierend zu den vier Oberwerkzeugen 103.1, 103.2, 103.3, 103.4 sind vier Unterwerkzeuge 104.1, 104.2, 104.3, 104.4 ausgebildet, wobei die vier Unterwerkzeuge 104.1, 104.2, 104.3, 104.4 jeweils paarweise korrespondierend auf entsprechenden Werkzeugspannplatten 109.3, 109.4 auf dem Pressentisch 108 angeordnet sind. Bei Ausführen einer Hubbewegung in Vertikalrichtung V kann somit jeweils das eingehende Oberwerkzeug 103.1, 103.2, 103.3, 103.4 mit dem Unterwerkzeug 104.1, 104.2, 104.3, 104.4 sich relativ zueinander derart ausrichten, dass bei Erreichen des unteren Totpunkts ein entsprechender gleichmäßiger und vollflächiger Anlagenkontakt und/oder Toleranzausgleich erfolgt. Bei den jeweils zwei Werkzeugpaaren auf einer Werkzeugspannplatte 109 kann es sich auch um zwei zeitlich aufeinanderfolgende Prozessstufen handeln. Beispielsweise kann in dem ersten Werkzeugpaar eine Warmumformung durchgeführt werden und in dem zweiten Werkzeugpaar eine Abkühlstufe in Form eines Presshärtens. Beide Stufen werden dann in dem gleichen Pressentakt durchgeführt. Durch die federelastische Lagerung kann jedoch, insbesondere wiederum auf die für jede Prozessstufe erforderliche und voneinander verschiedene Werkzeugausdehnung eingegangen werden. Ferner dargestellt sind schematisch bzw. exemplarisch federelastische Stellelemente 110 zwischen Werkzeugspannplatte 109 und dem jeweiligen Oberwerkzeug 103. - Dies ist exemplarisch dargestellt in
Figur 5 a und b, welche eine Schnittansicht durch ein hier dargestellt zweifach fallendes Werkzeug, zeigt. Hierzu sind zwei Oberwerkzeuge 103.1, 103.2 und zwei Unterwerkzeuge 104.1, 104.2 jeweils an einer Werkzeugspannplatte 109 angeordnet. Die Oberwerkzeuge 103 weisen dabei zwischen sich und der Werkzeugspannplatte 109 die erfindungsgemäßen federelastischen Stellelemente 110 auf. Kommt es nunmehr zu einem Verzug im hier dargestellten unteren Totpunkt bei Ausüben der Pressenkraft sowohl in Querrichtung gemäßFigur 5a als auch in Längsrichtung gemäßFigur 5b , so ist es durch die verschiedenen sich einstellenden Längen der federelastischen Stellelemente 110 in Vertikalrichtung V möglich, eine Homogenisierung der aufgebrachten Pressenkraft F in Vertikalrichtung V an das umgeformte Bauteil in dem Formhohlraum 105 zu übertragen. -
Figur 6 zeigt eine Ausgestaltungsvariante des erfindungsgemäßen Pressenumformwerkzeuges 101 mit einem außenseitig angeordneten Zentrierdorn 116. Dieser richtet den hier dargestellten Pressenstößel 102 zu dem Pressentisch 108 bezogen auf die Horizontalrichtung bei Ausführung der Schließbewegung in Vertikalrichtung V aus. Mithin erfolgt eine Zentrierung in Horizontalrichtung H und eine lineare Führung in Vertikalrichtung V. Im Rahmen der Erfindung wäre es auch vorstellbar, dass sich die einzelnen Werkzeugspannplatten 109 zueinander und/oder auch Oberwerkzeug 103 und Unterwerkzeug 104 zueinander ausrichten aufgrund eines jeweiligen Zentrierdorns 116. Ferner dargestellt ist ein jeweiliger Zentrierdorn 116 in dem Oberwerkzeug 103 bzw. Unterwerkzeug 104. Der jeweilige Zentrierdorn steht dann, insbesondere gegenüber dem hier dargestellten Unterwerkzeug 104 über und greift dabei in eine Zentrieröffnung 124 in dem Oberwerkzeug 103 ein. -
Figuren 7 a und b zeigen eine erfindungsgemäße Werkzeugspannplatte 109 in Draufsicht sowie Seitenansicht. Zu erkennen ist, dass gegenüber einer Oberfläche 117 der Werkzeugspannplatte 109 die federelastischen Stellelemente 110 überstehen. Diese weisen untereinander einen Abstand a zueinander auf. Ferner dargestellt ist in der Draufsicht gemäßFigur 7a , dass auch die einzelnen Reihen 119 einen entsprechenden Reihenabstand ra untereinander aufweisen. Bevorzugt ist der Reihenabstand ra gleich dem Abstand a der einzelnen federelastischen Stellelemente 110 untereinander. Ferner dargestellt sind Spannschlitze 118 zum Einführen von nicht näher dargestellten Nutensteine 113, so dass auf einer Werkzeugspannplatte 109 das Oberwerkzeug bzw. das Unterwerkzeug gekoppelt werden können. Bevorzugt können beispielsweise auch die federelastischen Stellelemente 110 in Form von Zylindern ausgebildet sein, beispielsweise auch Zylinderhauben, die dann wiederum das federelastische Stellelement 110, beispielsweise in Form einer Schraubenfeder in sich aufnehmen und vor Verschleiß, Beschädigung und Verschmutzung schützen. Weiterhin besonders bevorzugt haben die federelastischen Stellelemente 110 bzw. Zylinder gegenüber der Oberfläche 117 der Werkzeugspannplatte 109 einen Hub von bis zu 50 mm, insbesondere bis zu 30 mm und bevorzugt bis zu 10 mm und insbesondere einen Hub von 5 mm, insbesondere bis zu 2 mm, bevorzugt kleiner 1 mm gegenüber der Oberfläche 117 der Werkzeugspannplatte 109. - Ferner schematisch dargestellt in
Figur 7b ist an dem auf die Bildebene bezogenen unteren federelastischen Stellelement 110, dass dieses zumindest teilweise in der Werkzeugspannplatte 109 gelagert ist und mit einem Teil gegenüber der Oberfläche 117 der Werkzeugspannplatte 109 übersteht. Im Rahmen der Erfindung wäre es auch vorstellbar, dass das federelastische Stellelement 110 vollständig in der Werkzeugspannplatte 109 gelagert ist und dann bei Bedarf aus der Betriebsposition herausgefahren wird, insbesondere bei aktiven federelastischen Stellelementen 110 ist diese Ausgestaltungsvariante vorstellbar. - Ferner dargestellt in
Figur 8 ist die schematische Koppelungsmöglichkeit eines Oberwerkzeuges 103 an einer Werkzeugspannplatte 109 mittels Doppel-T Nutensteinen 120. Die federelastischen Stellelemente 110 halten dabei das Oberwerkzeug 103 auf einem Abstand b gegenüber der Oberfläche 117 der Werkzeugspannplatte 109. Der Doppel-T Nutenstein 120 ist dabei an seinem jeweiligen T-Schenkel 121 mit einem dämpfenden Lager 125 versehen, so dass bei Ausführung der Öffnungsbewegung es zu keinem Schlag aufgrund Erreichens des jeweiligen Widerlagerabschnittes kommt. Der Doppel-T Nutenstein 120 kann dabei, wie hier dargestellt bei Erreichen des unteren Totpunktes in einen Hohlraum 122 der Werkzeugspannplatte 109 einfahren. Alternativ vorstellbar ist, dass sowohl im Oberwerkzeug 103 als auch in der Werkzeugspannplatte 109 jeweils ein Hohlraum 122 vorhanden ist. Eine alternative Ausgestaltungsvariante ist, dass nur in dem Oberwerkzeug 103 ein hier nicht näher dargestellter Hohlraum 122 vorhanden wäre. Ferner dargestellt ist, dass der Steg 123 in Horizontalrichtung H nahezu formschlüssig anliegt, so dass hier eine Führung erfolgt, wohingegen in Vertikalrichtung V eine Relativbewegung ermöglicht wird. -
- 101 -
- Pressumformwerkzeug
- 102 -
- Pressenstößel
- 103-
- Oberwerkzeug
- 104-
- Unterwerkzeug
- 105-
- Formhohlraum
- 106-
- Werkzeugoberfläche zu 103
- 107-
- Werkzeugoberfläche zu 104
- 108-
- Pressentisch
- 109-
- Werkzeugspannplatte
- 110-
- Stellelement
- 111-
- Medienleitung
- 112 -
- Bolzen
- 113-
- Nutenstein
- 114-
- Endanschlag
- 115-
- Kühlkanal
- 116 -
- Zentrierdorn
- 117-
- Oberfläche zu 109
- 118-
- Spannschlitz
- 119-
- Reihe
- 120-
- Doppel-T Nutenstein
- 121-
- T-Schenkel
- 122-
- Hohlraum
- 123 -
- Steg
- 124 -
- Zentrierdorn
- 125-
- dämpfendes Lager
- a -
- Abstand
- b -
- Abstand
- ra -
- Reihenabstand
- F -
- Pressen kraft
- H -
- Horizontalrichtung
- V -
- Vertikalrichtung
Claims (11)
- Pressumformwerkzeug (101) zur Herstellung von Blechumformbauteilen aufweisend ein Oberwerkzeug (103) und ein Unterwerkzeug (104), welche aufeinander zu bewegbar sind und bei geschlossenem Pressumformwerkzeug (101) zwischen Oberwerkzeug (103) und Unterwerkzeug (104) ein Formhohlraum (105) ausgebildet ist, wobei das Pressumformwerkzeug (101) einen Pressenstößel (102), einen Pressentisch (108) und eine Werkzeugspannplatte (109) aufweist, die an dem Pressenstößel (102) und/oder dem Pressentisch (108) angeordnet ist, wobei an der Werkzeugspannplatte (109) ein gegenüber dieser relativbewegliches Oberwerkzeug (103) oder Unterwerkzeug (104) unter Eingliederung mindestens eines federelastischen Stellelements (110) gelagert ist, dadurch gekennzeichnet, dass auf der Werkzeugspannplatte (109) mindestens zwei Oberwerkzeuge (103.1, 103.2, 103.3, 103.4) oder mindestens zwei Unterwerkzeuge (104.1, 104.2, 104.3, 104.4) nebeneinander angeordnet sind, wobei die zwei Oberwerkzeuge (103.1, 103.2, 103.3, 103.4) oder die zwei Unterwerkzeuge (104.1, 104.2, 104.3, 104.4) zueinander relativbeweglich gelagert sind.
- Pressumformwerkzeug nach Anspruch 1, dadurch gekennzeichnet, dass die Werkzeugspannplatte (109) mit dem Pressentisch (108) gekoppelt, insbesondere verschraubt ist oder dass die Werkzeugspannplatte (109) mit dem Pressenstößel (102) gekoppelt ist, insbesondere verschraubt ist.
- Pressumformwerkzeug nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Stellelemente (110), insbesondere in parallel zueinander versetzten Reihen (119) auf oder in der Werkzeugspannplatte (109) angeordnet sind oder dass die Stellelemente (110) auf oder in der Werkzeugspannplatte (109) verteilt angeordnet sind.
- Pressumformwerkzeug nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das federelastische Stellelement (110) als mechanische Feder, insbesondere Schraubendruckfeder oder als pneumatisches und/oder hydraulisches Federelement ausgebildet ist.
- Pressumformwerkzeug nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die federelastischen Stellelemente (110) als Aktor ausgebildet sind und aktiv steuerbar sind.
- Pressumformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwischen einer Rückseite des Oberwerkzeuges (103) und der Werkzeugspannplatte (109) oder einer Rückseite des Unterwerkzeuges (104) und der Werkzeugspannplatte (109) ein dämpfendes Lager angeordnet ist.
- Pressumformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Unterwerkzeug (104) oder das Oberwerkzeug (103) segmentiert ausgebildet sind, wobei die einzelnen Segmente relativbeweglich zueinander auf der Werkzeugspannplatte (109) gelagert sind.
- Pressumformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Pressumformwerkzeug (101) als Warmumform- und Presshärtewerkzeug ausgebildet ist und insbesondere in dem Oberwerkzeug (103) und/oder dem Unterwerkzeug (104) Kühlkanäle (115) ausgebildet sind.
- Pressumformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwischen Pressenstößel (102) und Pressentisch (108) ein Zentrierdorn (116) angeordnet ist, und/oder das zwischen Oberwerkzeug (103) und Unterwerkzeug (104) ein Zentrierdorn (116) angeordnet ist, wobei die Schließbewegung von Pressenstößel (102) und Pressentisch (108) und/oder von Oberwerkzeug (103) und Unterwerkzeug (104) durch den Zentrierdorn (116) linear geführt ist.
- Pressumformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Koppelung von Oberwerkzeug (103) und Werkzeugspannplatte (109) und/oder von Unterwerkzeug (104) und Werkzeugspannplatte (109) mittels die federelastischen Stellelemente (110) durchgreifenden und/oder in die federelastischen Stellelemente (110) integrierten Schraubbolzen erfolgt.
- Pressumformwerkzeug nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Oberwerkzeug (103) und/oder das Unterwerkzeug (104) mittels Nutensteinen (113) an der Werkzeugspannplatte (109) relativbeweglich gekoppelt sind, wobei ein Nutenstein (113) einen Führungsabschnitt und einen Widerlagerabschnitt aufweist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014112325.5A DE102014112325B4 (de) | 2014-08-27 | 2014-08-27 | Pressumformwerkzeug mit Toleranzausgleich |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2990192A1 EP2990192A1 (de) | 2016-03-02 |
| EP2990192B1 true EP2990192B1 (de) | 2022-04-13 |
Family
ID=54007616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15182414.1A Active EP2990192B1 (de) | 2014-08-27 | 2015-08-25 | Pressumformwerkzeug mit toleranzausgleich |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10322443B2 (de) |
| EP (1) | EP2990192B1 (de) |
| CN (1) | CN105382098B (de) |
| DE (1) | DE102014112325B4 (de) |
| ES (1) | ES2919865T3 (de) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014119545A1 (de) | 2014-12-23 | 2016-06-23 | Benteler Automobiltechnik Gmbh | Federnd gelagertes segmentiertes Warmumformwerkzeug und Verfahren zur Herstellung eines warmumform- und pressgehärteten Stahlbauteils mit scharf berandetem Übergangsbereich |
| CN106513486B (zh) * | 2017-01-03 | 2018-08-31 | 安徽工业大学 | 一种基于并联机构的板料充液拉深成形方法 |
| DE102017118492A1 (de) * | 2017-08-14 | 2019-02-14 | Kirchhoff Automotive Deutschland Gmbh | Pressenwerkzeug |
| CN108043959A (zh) * | 2017-11-08 | 2018-05-18 | 浙江吉利汽车研究院有限公司 | 一种热成形装置 |
| DE102018106312A1 (de) * | 2018-03-19 | 2019-09-19 | Auto-Kabel Management Gmbh | Toleranzausgleich für Flachteile |
| CN108574241A (zh) * | 2018-05-10 | 2018-09-25 | 安徽自动化仪表有限公司 | 一种使用方便的电缆桥架 |
| CN114450141A (zh) * | 2019-08-07 | 2022-05-06 | 恩图鲁斯特有限公司 | 用于塑料卡片的色带压印器/压头 |
| CN110681751B (zh) * | 2019-10-14 | 2020-12-01 | 南通东海机床制造集团有限公司 | 一种冲压机械加工设备 |
| JP6840448B1 (ja) * | 2020-01-31 | 2021-03-10 | 旭精機工業株式会社 | プレス機及びプレス製品の製造方法 |
| DE102020204004A1 (de) | 2020-03-27 | 2021-09-30 | Robert Bosch Gesellschaft mit beschränkter Haftung | Ausgleichsvorrichtung und Pressvorrichtung |
| CN116194270A (zh) * | 2020-09-25 | 2023-05-30 | 乐高公司 | 用于注射模制的模制工具 |
| US20230405957A1 (en) * | 2020-11-27 | 2023-12-21 | Nippon Steel Corporation | Press apparatus and method of manufacturing press-formed product |
| WO2022114113A1 (ja) * | 2020-11-27 | 2022-06-02 | 日本製鉄株式会社 | プレス装置及びプレス成形品の製造方法 |
| CN112757686A (zh) * | 2020-12-30 | 2021-05-07 | 中国兵器装备集团自动化研究所 | 具有柔性的上冲头装置 |
| DE102021100281B3 (de) | 2021-01-11 | 2022-05-05 | Audi Aktiengesellschaft | Umformwerkzeug sowie Verfahren zum Betreiben eines Umformwerkzeugs |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08168897A (ja) | 1994-12-16 | 1996-07-02 | Nisshinbo Ind Inc | 金型の分割制御が可能なプレス加工機 |
| US6530255B1 (en) | 1999-08-23 | 2003-03-11 | Honda Giken Kogyo Kabushiki Kaisha | Forming press apparatus |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US20100018277A1 (en) | 2008-07-25 | 2010-01-28 | Christian Hielscher | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece |
| DE102011011013A1 (de) | 2011-02-11 | 2012-08-16 | Schuler Smg Gmbh & Co. Kg | Pressenanlage zum Umformen oder Bearbeiten von meta llischen Bauteilen |
| EP2548670A1 (de) | 2011-07-19 | 2013-01-23 | Benteler Automobiltechnik GmbH | Umformwerkzeug und Verfahren zur Herstellung von Formbauteilen aus Metallplatinen |
| DE102011116714A1 (de) | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| US20130205863A1 (en) | 2010-07-19 | 2013-08-15 | Gmf Umformtechnik Gmbh | Forming tool and method for hot forming and partially press hardening a workpiece made of sheet steel |
| EP2762243A1 (de) | 2011-09-30 | 2014-08-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Verfahren zur herstellung pressgeformter artikel und pressformungsvorrichtung |
| WO2014123855A1 (en) | 2013-02-06 | 2014-08-14 | Magna International Inc. | Hot die forming assembly and method of making a heat treated part |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2400004A (en) * | 1942-06-08 | 1946-05-07 | Republic Aviat Corp | Means for forming sheet metal |
| US3194047A (en) * | 1962-04-24 | 1965-07-13 | Budd Co | Method of making a metal sandwich structure panel |
| US3197996A (en) * | 1962-12-07 | 1965-08-03 | Budd Co | Redrawing dies for deep drawing to varying depths |
| JPS5994533A (ja) * | 1982-11-19 | 1984-05-31 | Hitachi Ltd | 熱間式絞り、張り出し同時成形装置 |
| DE4415577B4 (de) * | 1994-05-03 | 2007-02-22 | Müller Weingarten AG | Einrichtung zur Kompensation bzw. gezielten Einstellung von Durchbiegungen in Pressen der Umformtechnik |
| DE19718857A1 (de) * | 1997-05-03 | 1998-11-05 | Dieffenbacher Gmbh Maschf | Preß-/Heizplatte für hydraulische Kurztakt-und Beschichtungspressen |
| ITFI20010043A1 (it) * | 2001-03-16 | 2002-09-16 | Longinotti Meccanica S R L | Sistema di compensazione degli errori di dosaggio su presse per mattonelle a piu' impronte,in specie per mattonelle monostrato o similari |
| ITMO20020259A1 (it) * | 2002-09-29 | 2004-03-21 | Fabio Casolari | Stampo per formatura di piastrelle ceramiche. |
| JP2006305621A (ja) * | 2005-05-02 | 2006-11-09 | Bridgestone Corp | プレス金型及び板金加工方法 |
| EP1803549A1 (de) * | 2005-12-30 | 2007-07-04 | Robert Bürkle GmbH | Heizplatte für eine Plattenpresse |
| EP1803548A1 (de) * | 2005-12-30 | 2007-07-04 | Robert Bürkle GmbH | Heizplatte für eine Plattenpresse |
| US20090090161A1 (en) | 2006-05-09 | 2009-04-09 | Hiroyuki Amino | Underdrive-type press |
| US7823430B2 (en) * | 2008-07-29 | 2010-11-02 | Gm Global Technology Operations, Inc. | Open press thermal gap for QPF forming tools |
| JP2010042426A (ja) * | 2008-08-13 | 2010-02-25 | Ihi Corp | プレス機械のスライド構造 |
| DE102011108912A1 (de) | 2011-07-28 | 2013-01-31 | Volkswagen Aktiengesellschaft | Segmentiertes Presshärtewerkzeug |
| DE102012002559A1 (de) * | 2012-02-09 | 2012-09-13 | Daimler Ag | Werkzeug und Verfahren zum Herstellen eines Sandwichverbundbauteils |
| TW201438883A (zh) * | 2013-04-11 | 2014-10-16 | Wistron Corp | 整形裝置與機箱的整形方法 |
-
2014
- 2014-08-27 DE DE102014112325.5A patent/DE102014112325B4/de active Active
-
2015
- 2015-08-25 ES ES15182414T patent/ES2919865T3/es active Active
- 2015-08-25 EP EP15182414.1A patent/EP2990192B1/de active Active
- 2015-08-26 US US14/835,941 patent/US10322443B2/en active Active
- 2015-08-27 CN CN201510768416.2A patent/CN105382098B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08168897A (ja) | 1994-12-16 | 1996-07-02 | Nisshinbo Ind Inc | 金型の分割制御が可能なプレス加工機 |
| US6530255B1 (en) | 1999-08-23 | 2003-03-11 | Honda Giken Kogyo Kabushiki Kaisha | Forming press apparatus |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US20100018277A1 (en) | 2008-07-25 | 2010-01-28 | Christian Hielscher | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece |
| US20130205863A1 (en) | 2010-07-19 | 2013-08-15 | Gmf Umformtechnik Gmbh | Forming tool and method for hot forming and partially press hardening a workpiece made of sheet steel |
| DE102011011013A1 (de) | 2011-02-11 | 2012-08-16 | Schuler Smg Gmbh & Co. Kg | Pressenanlage zum Umformen oder Bearbeiten von meta llischen Bauteilen |
| EP2548670A1 (de) | 2011-07-19 | 2013-01-23 | Benteler Automobiltechnik GmbH | Umformwerkzeug und Verfahren zur Herstellung von Formbauteilen aus Metallplatinen |
| EP2762243A1 (de) | 2011-09-30 | 2014-08-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Verfahren zur herstellung pressgeformter artikel und pressformungsvorrichtung |
| DE102011116714A1 (de) | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| WO2014123855A1 (en) | 2013-02-06 | 2014-08-14 | Magna International Inc. | Hot die forming assembly and method of making a heat treated part |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2990192A1 (de) | 2016-03-02 |
| ES2919865T3 (es) | 2022-07-28 |
| CN105382098B (zh) | 2020-10-27 |
| US20160059296A1 (en) | 2016-03-03 |
| US10322443B2 (en) | 2019-06-18 |
| CN105382098A (zh) | 2016-03-09 |
| DE102014112325B4 (de) | 2016-12-22 |
| DE102014112325A1 (de) | 2016-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2990192B1 (de) | Pressumformwerkzeug mit toleranzausgleich | |
| EP2736661B1 (de) | Segmentiertes presshärtewerkzeug | |
| EP2583768B1 (de) | Verfahren zum Presshärten und Schneiden eines Blechmaterials | |
| EP3037186B1 (de) | Verfahren zur herstellung eines warmumform- und pressgehärteten stahlbauteils mit scharf berandetem übergangsbereich | |
| EP2993241B1 (de) | Verfahren und presse zur herstellung wenigstens abschnittsweise gehärteter blechbauteile | |
| EP2595770B1 (de) | Umformwerkzeug und verfahren zum warmumformen und partiellen presshärten eines werkstückes aus stahlblech | |
| DE102015101668A1 (de) | Zweifach fallendes Heiz- und Formwerkzeug sowie Verfahren zur Herstellung warmumgeformter und pressgehärteter Kraftfahrzeugbauteile | |
| EP3088092B1 (de) | Warmumform- und presshärtewerkzeug sowie verfahren zum betreiben des warmumform- und presshärtewerkzeuges | |
| EP2484462B1 (de) | Verfahren zum Erzeugen einer Schmiedevorform und Umformvorrichtung oder Warmstauchvorrichtung | |
| EP2902130B1 (de) | Umformwerkzeug mit lochstempel | |
| DE102017109613B3 (de) | Warmformlinie mit Temperierstation sowie Verfahren zum Betreiben | |
| WO2019034464A1 (de) | Pressenwerkzeug | |
| DE102015215184B4 (de) | Werkzeug zur Wärmebehandlung von hinterschnittenen Bauteilen | |
| DE102014112320B4 (de) | Pressumformwerkzeug mit Ausgleichskissen | |
| WO2004000538A2 (de) | Strang- und rohrpresse | |
| DE102022114469A1 (de) | Schließeinheit für eine Formgebungsmaschine und Formgebungsmaschine mit einer solchen | |
| DE102014110400B4 (de) | Etagenpressumformwerkzeug | |
| DE102017220315B3 (de) | Druckgussmaschine mit einer Druckgussform zur Herstellung metallischer Druckgussteile | |
| DE102005041814A1 (de) | Presse zum Umformen eines Formteils | |
| EP3010709B1 (de) | Verfahren zum verwölben des maschinenbetts und/oder des pressenstössels einer stanzpresse sowie stanzpresse | |
| DE102015202003B4 (de) | Bearbeitungspresse | |
| DE102013011419A1 (de) | Verfahren und Werkzeug zum Presshärten | |
| DE102020203776B4 (de) | Antriebseinrichtung für eine Bearbeitungsvorrichtung | |
| DE202018104816U1 (de) | Formwechselsystem und Formungsmaschine | |
| EP0783955B1 (de) | Zwei-Platten-Spritzgiessmaschine mit einer beweglichen und einer feststehenden Formaufspannplatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160608 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180214 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 1/673 20060101ALI20210318BHEP Ipc: B30B 15/02 20060101ALI20210318BHEP Ipc: B30B 15/00 20060101ALI20210318BHEP Ipc: B30B 15/24 20060101ALI20210318BHEP Ipc: B30B 15/06 20060101AFI20210318BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210521 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211117 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015015754 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1483082 Country of ref document: AT Kind code of ref document: T Effective date: 20220515 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2919865 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220728 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220816 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220713 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220714 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502015015754 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| 26 | Opposition filed |
Opponent name: OXON IP B.V. Effective date: 20230111 |
|
| R26 | Opposition filed (corrected) |
Opponent name: OXON IP B.V. Effective date: 20230111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220831 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1483082 Country of ref document: AT Kind code of ref document: T Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230818 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230824 Year of fee payment: 9 Ref country code: DE Payment date: 20230830 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231027 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150825 |