EP2863126B1 - Glow plug - Google Patents
Glow plug Download PDFInfo
- Publication number
- EP2863126B1 EP2863126B1 EP14188920.4A EP14188920A EP2863126B1 EP 2863126 B1 EP2863126 B1 EP 2863126B1 EP 14188920 A EP14188920 A EP 14188920A EP 2863126 B1 EP2863126 B1 EP 2863126B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fusion zone
- heat
- connection portion
- glow plug
- tubular member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 127
- 230000004927 fusion Effects 0.000 claims description 98
- 239000011651 chromium Substances 0.000 claims description 82
- 229910052759 nickel Inorganic materials 0.000 claims description 45
- 229910052804 chromium Inorganic materials 0.000 claims description 38
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 36
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 28
- 238000003466 welding Methods 0.000 claims description 22
- 229910052721 tungsten Inorganic materials 0.000 claims description 17
- 229910052750 molybdenum Inorganic materials 0.000 claims description 16
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 15
- 239000010937 tungsten Substances 0.000 claims description 15
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 14
- 239000011733 molybdenum Substances 0.000 claims description 14
- 230000005611 electricity Effects 0.000 claims description 5
- 229910045601 alloy Inorganic materials 0.000 description 10
- 239000000956 alloy Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000000843 powder Substances 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000003647 oxidation Effects 0.000 description 7
- 238000007254 oxidation reaction Methods 0.000 description 7
- 239000010935 stainless steel Substances 0.000 description 7
- 229910001220 stainless steel Inorganic materials 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000000523 sample Substances 0.000 description 4
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229910002060 Fe-Cr-Al alloy Inorganic materials 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- 229910001080 W alloy Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910001026 inconel Inorganic materials 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- YPFNIPKMNMDDDB-UHFFFAOYSA-K 2-[2-[bis(carboxylatomethyl)amino]ethyl-(2-hydroxyethyl)amino]acetate;iron(3+) Chemical compound [Fe+3].OCCN(CC([O-])=O)CCN(CC([O-])=O)CC([O-])=O YPFNIPKMNMDDDB-UHFFFAOYSA-K 0.000 description 1
- 229910017318 Mo—Ni Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
- F23Q2007/004—Manufacturing or assembling methods
Definitions
- the present invention relates to a glow plug.
- the sheath heater of the glow plug includes a sheath tube (a tubular member) whose forward end is closed, and a heat-generating coil (a heat-generating element) provided within the sheath tube.
- the sheath tube of the glow plug is formed of a material having excellent resistance to heat and oxidation; generally, a nickel-based alloy which predominantly contains nickel (Ni), or stainless steel which contains nickel (Ni).
- a heat-generating coil of the glow plug is generally formed of an Fe-Cr-Al alloy which contains iron (Fe), chromium (Cr), and aluminum (Al).
- Fe-Cr-Al alloy which contains iron (Fe), chromium (Cr), and aluminum (Al).
- a substantially pure metal of tungsten (W) or molybdenum (Mo) for forming the heat-generating coil: a substantially pure metal of tungsten (W) or molybdenum (Mo), or an Ni-W alloy which contains nickel (Ni) in a predominant amount and tungsten (W) (refer to, for example, Patent Documents 1 and 2).
- the heat-generating coil since the heat-generating coil is formed of an Ni-W alloy, the heat-generating coil lacks heat resistance as compared with a heat-generating coil formed substantially of W or Mo; as a result, the glow plug may potentially fail to exhibit sufficient durability.
- the present invention has been conceived to solve the above problem and can be embodied in the following modes.
- the present invention proposes a glow plug having the features as defined in claim 1.
- this glow plug the heat resistance of the fusion zone can be improved.
- the durability of the glow plug can be improved.
- the present invention can be embodied in various forms other than a glow plug.
- the present invention can be embodied in an internal combustion engine having the above-mentioned glow plug, a heat-generating apparatus having the above-mentioned tubular member and heat-generating element, and a method of manufacturing the above-mentioned glow plug.
- FIG. 1 is an explanatory view showing the configuration of a glow plug 10.
- FIG. 1 shows the external appearance of a glow plug 10 on the right side with respect to a center axis SC of the glow plug 10, and the section of the glow plug 10 on the left side.
- the lower side of the glow plug 10 on paper on which FIG. 1 appears is referred to as the "forward side”
- the upper side on paper is referred to as the "rear side.”
- the glow plug 10 functions as a heat source for assisting ignition at start-up of internal combustion engines (not shown) including a diesel engine.
- the glow plug 10 includes a center rod 200, a metallic shell 500, and a sheath heater 800.
- the center axis SC of the glow plug 10 coincides with the center axes of the center rod 200, the metallic shell 500, and the sheath heater 800.
- the center rod 200 of the glow plug 10 is an electrically conductive member provided in the metallic shell 500.
- the center rod 200 is a circular columnar electrically conductive member which is formed of metal and whose center axis coincides with the center axis SC.
- the center rod 200 relays electricity to the sheath heater 800.
- the center rod 200 includes a forward end portion 210 formed on a forward end side thereof and a rear end portion 290 formed on a rear end side thereof.
- the forward end portion 210 of the center rod 200 is inserted into the sheath heater 800 joined to the forward end of the metallic shell 500.
- the rear end portion 290 of the center rod 200 protrudes from the rear end of the metallic shell 500.
- the rear end portion 290 is externally threaded.
- An O-ring 110 which is an annular member formed of an electrically insulating resin, an insulating bush 120, which is a tubular member formed of an electrically insulating resin, a ring 130, which is a tubular member formed of metal, and a nut 140 formed of metal are sequentially attached to the rear end portion 290.
- the metallic shell 500 of the glow plug 10 is a cylindrical electrically conductive member which is formed of metal and whose center axis coincides with the center axis SC.
- the metallic shell 500 is formed of low carbon steel and plated with nickel.
- the metallic shell 500 may be formed of low carbon steel and plated with zinc or may be formed of low carbon steel and unplated.
- the metallic shell 500 includes an axial hole 510, a tool engagement portion 520, and a threaded portion 540.
- the axial hole 510 of the metallic shell 500 is a through hole whose center axis coincides with the center axis SC.
- the sheath heater 800 is press-fitted into a forward end portion of the axial hole 510 to thereby be joined to the metallic shell 500.
- the inside diameter of the axial hole 510 is greater than the outside diameter of the center rod 200.
- the center rod 200 is held in the axial hole 510.
- An air gap is formed between the center rod 200 and the wall of the axial hole 510.
- the tool engagement portion 520 of the metallic shell 500 has such a perimetric shape (e.g., hexagonal shape) as to be engaged with a tool (not shown) used to attach or remove the glow plug 10.
- the threaded portion 540 of the metallic shell 500 is externally threaded so as to be threadingly engaged with a counterpart of an internal combustion engine (not shown).
- FIG. 2 shows the detailed configuration of the sheath heater 800 in the glow plug 10.
- the sheath heater 800 is a heat-generating device for generating heat.
- the sheath heater 800 includes a sheath tube 810, a connection portion 830, a heat-generating coil 850, and an insulating powder 870.
- the sheath tube 810 of the sheath heater 800 is a tubular-shaped tubular member whose forward end is closed.
- the sheath tube 810 includes a forward end portion 811 disposed on the forward end side and a rear end portion 819 disposed on the rear end side.
- the forward end portion 811 of the sheath tube 810 is closed.
- the heat-generating coil 850 is connected to the inside of the forward end portion 811 through the connection portion 830.
- the rear end portion 819 of the sheath tube 810 is open.
- the center rod 200 is inserted into the rear end portion 819.
- the center rod 200 and the rear end portion 819 are electrically insulated from each other by a packing 600, which is a tubular member formed of an electrically insulating resin.
- the outer surface of the rear end portion 819 is in contact with the wall of the axial hole 510 of the metallic shell 500.
- the sheath tube 810 has an outside diameter of 3.5 mm (millimeters). In the present embodiment, the sheath tube 810 has a wall thickness of about 0.5 mm at the forward end portion 811 and at the side wall.
- the sheath tube 810 is formed primarily of nickel (Ni) such that the Ni content is highest (preferably, 50% by mass or more) in the sheath tube 810.
- the sheath tube 810 is formed of a nickel-based alloy (INCONEL 601 ("INCONEL" is a registered trademark)) which contains nickel (Ni) as a main component, chromium (Cr) in an amount of 23% by mass, iron (Fe) in an amount of 14% by mass, and aluminum (Al) in an amount of 1.4% by mass.
- the sheath tube 810 may be formed primarily of iron (Fe) and contains nickel (Ni) as well.
- the Fe content can be the highest (preferably, 50% by mass or more) in the sheath tube 810.
- the sheath tube 810 may be formed of stainless steel (SUS310s) which contains iron (Fe) as a main component, chromium (Cr) in an amount of 26% by mass, and nickel (Ni) in an amount of 22% by mass.
- the heat-generating coil 850 of the sheath heater 800 is a heat-generating element provided within the sheath tube 810 and generating heat upon energization.
- the heat-generating coil 850 includes a forward end portion 851 disposed on the forward end side and a rear end portion 859 disposed on the rear end side.
- the forward end portion 851 of the heat-generating coil 850 is connected to the forward end portion 811 of the sheath tube 810 through the connection portion 830.
- the rear end portion 859 of the heat-generating coil 850 is connected to the center rod 200.
- the heat-generating coil 850 contains substantially no nickel (Ni).
- the heat-generating coil 850 is formed primarily of tungsten (W).
- the W content is the highest (preferably, 99% by mass or more) in the heat-generating coil 850. That is, the heat-generating coil 850 is formed substantially of tungsten (W).
- the material of the heat-generating coil 850 is a pure metal of tungsten (W).
- the heat-generating coil 850 may be formed primarily of molybdenum (Mo) such that the Mo content is highest (preferably, 99% by mass or more) in the heat-generating coil 850. That is, the heat-generating coil 850 may be formed substantially of molybdenum (Mo). Specifically, the material of the heat-generating coil 850 may be a pure metal of molybdenum (Mo).
- the insulating powder 870 of the sheath heater 800 is electrically insulating powder.
- the insulating powder 870 is formed primarily of magnesium oxide (MgO).
- the insulating powder 870 is charged into the sheath tube 810 to fill clearances between the center rod 200, the sheath tube 810, the connection portion 830, and the heat-generating coils 850 for providing electrical insulation.
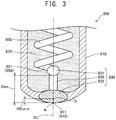
- FIG. 3 shows the detailed configuration of the connection portion 830 in the sheath heater 800.
- the connection portion 830 is provided within the sheath tube 810 and provides a connection between the forward end portion 811 of the sheath tube 810 and the forward end portion 851 of the heat-generating coil 850.
- the connection portion 830 includes a rear-end fusion zone 831, a forward-end fusion zone 832, and a wire portion 835.
- the rear-end fusion zone 831 of the connection portion 830 is a first fusion zone formed as a result of welding between the heat-generating coil 850 and a wire used to form the connection portion 830.
- the forward-end fusion zone 832 of the connection portion 830 is a second fusion zone formed as a result of welding between the sheath tube 810 and the wire used to form the connection portion 830.
- the wire portion 835 of the connection portion 830 is that portion of a wire used to form the connection portion which remains unfused in welding the wire to the sheath tube 810 and to the heat-generating coil 850.
- a wire used to form the connection portion 830 contains substantially no nickel (Ni).
- the wire used to form the connection portion 830 is of an alloy formed primarily of iron (Fe) and containing chromium (Cr).
- the wire used to form the connection portion 830 may be of an alloy formed primarily of chromium (Cr) or of a pure metal of chromium (Cr).
- connection portion 830 has at least one of a portion formed primarily of iron (Fe) and containing chromium (Cr) and a portion formed primarily of chromium (Cr).
- a portion of the rear-end fusion zone 831 located toward the forward end, a portion of the forward-end fusion zone 832 located toward the rear end, and the entire wire portion 835 are formed primarily of iron (Fe) and contain chromium (Cr).
- a portion of the rear-end fusion zone 831 located toward the forward end, a portion of the forward-end fusion zone 832 located toward the rear end, and the entire wire portion 835 may be formed primarily of chromium (Cr).
- a distance Dtm shown in FIG. 3 is a distance along the center axis SC from a forward end A of the sheath tube 810 to the rear-end fusion zone 831.
- the distance Dtm is about 1.0 mm.
- the forward-end fusion zone 832 of the connection portion 830 constitutes at least a portion of the forward end portion 811 of the sheath tube 810.
- the forward end portion 811 of the sheath tube 810 and the forward-end fusion zone 832 of the connection portion 830 contain substantially no tungsten (W) and no molybdenum (Mo).
- Position B shown in FIG. 3 indicates a position on that portion of the forward end portion 811 which is located on the center axis SC, and is located 100 ⁇ m away along the center axis SC from the forward end A on the outside periphery of the sheath tube 810.
- a chromium (Cr) content CT_Cr of that portion of the forward end portion 811 which is located on the center axis SC between the forward end A and the position B is preferably 13% by mass or more, more preferably 18% by mass or more.
- the content CT_Cr is an average of chromium contents detected, by use of an electron probe microanalyzer (EPMA) which utilizes a wavelength dispersive X-ray spectrometer (WDS), from 100 analysis regions (diameter: 1 ⁇ m) located at 1 ⁇ m intervals between the forward end A and the position B in the section of the sheath tube 810 taken along the center axis SC.
- EPMA electron probe microanalyzer
- WDS wavelength dispersive X-ray spectrometer
- FIG. 4 is an explanatory view showing a fragmentary section of the rear-end fusion zone 831.
- An interface 839 between the connection portion 830 and the heat-generating coil 850 intervenes between the rear-end fusion zone 831 of the connection portion 830 formed through fusion and subsequent solidification in welding of the connection portion 830 and the heat-generating coil 850 to each other, and the forward end portion 851 of the heat-generation coil 850 which remains unfused in welding of the connection portion 830 and the heat-generating coil 850 to each other.
- the interface 839 extends between a position C and a position D.
- An imaginary line L1 shown in FIG. 4 indicates a position located 20 ⁇ m (micrometers) away from the interface 839 in the rear-end fusion zone 831.
- that portion of the rear-end fusion zone 831 which extends up to at least 20 ⁇ m from the interface 839 with the heat-generating coil 850 does not contain nickel (Ni).
- the expression "does not contain nickel (Ni)” means that an average of nickel contents detected, by use Of EPMA which utilizes WDS, from 20 analysis regions (diameter: 1 ⁇ m) located at 1 ⁇ m intervals between the interface 839 and the imaginary line L1 in the rear-end fusion zone 831 is 0.1 at% (atomic percent) or less; i.e., substantially no Ni is contained.
- FIG. 5 is an explanatory view showing a modified sheath heater 800B, outside the scope of the present invention.
- the modified sheath heater 800B is similar to the sheath heater 800 of the above-described embodiment except that a connection portion 830B replaces the connection portion 830.
- the connection portion 830B is similar to the connection portion 830 of the above-described embodiment except that the rear-end fusion zone 831 and the forward-end fusion zone 832 are adjacent to each other.
- the wire portion 385 does not exist between the rear-end fusion zone 831 and the forward-end fusion zone 832.
- the wire portion 835 may partially exist between the rear-end fusion zone 831 and the forward-end fusion zone 832.
- FIG. 6 is a flowchart showing a method of manufacturing the glow plug 10.
- FIG. 7 is a set of explanatory views showing a procedure of forming the sheath heater in manufacture of the glow plug 10.
- a manufacturer prepares various members which constitute the glow plug 10 (step P110).
- the manufacturer prepares, as members of the sheath heater 800, the sheath tube 810 having an opening 811h in the forward end thereof, a wire 835p used to form the connection portion 830, and the heat-generating coil 850 unjoined to other members.
- step P110 After preparing various members (step P110), the manufacturer welds the wire 835p to the forward end of the heat-generating coil 850 (step P120). As a result of this welding, the rear-end fusion zone 831 is formed between the wire 835p and the heat-generating coil 850 (see FIG. 7(A) ).
- the manufacturer After welding the wire 835p to the heat-generating coil 850 (step P120), the manufacturer inserts the heat-generating coil 850 to which the wire 835p is welded, into the sheath tube 810 from the rear end of the sheath tube 810 (step P130). As a result of this insertion, the wire 835p protrudes from the opening 811h of the sheath tube 810 (see FIG. 7(B) ).
- the manufacturer welds the wire 835p to the forward end of the sheath tube 810 (step P140).
- the forward-end fusion zone 832 is formed, whereby the forward end portion 811 of the sheath tube 810 is formed (see FIG. 7(C) ).
- the manufacturer charges the insulating powder 870 into the sheath tube 810 (step P150).
- the sheath heater 800 is completed.
- the manufacturer After charging the insulating powder 870 into the sheath tube 810 (step P150), the manufacturer attaches various members (e.g., the center rod 200 and the metallic shell 500) to the sheath heater 800 (step P160). Through execution of these steps, the glow plug 10 is completed.
- various members e.g., the center rod 200 and the metallic shell 500
- FIG. 8 is a table showing the results of evaluation of the durability of glow plugs having the heat-generating coil 850 formed primarily of tungsten (W).
- FIG. 9 is a table showing the results of evaluation of the durability of glow plugs having the heat-generating coil 850 formed primarily of molybdenum (Mo).
- a tester prepared six kinds of samples A1 to A6 of glow plugs having the heat-generating coil 850 formed primarily of tungsten (W), and six kinds of samples B1 to B6 of glow plugs having the heat-generating coil 850 formed primarily of molybdenum (Mo).
- the sheath tube 810 is formed of a nickel alloy (INCONEL601).
- the material of the wire 835p used to form the connection portion 830 is as follows.
- the tester cut a portion of each sample extending from the rear-end fusion zone 831 of the connection portion 830 to the forward end portion 851 of the heat-generating coil 850, and measured a nickel (Ni) content CT_Ni10 in that portion of the rear-end fusion zone 831 which extends up to 10 ⁇ m from the interface 839 with the heat-generating coil 850 as well as a nickel (Ni) content CT_Ni20 in that portion of the rear-end fusion zone 831 which extends up to 20 ⁇ m from the interface 839 with the heat-generating coil 850.
- the content CT_Ni10 is an average of nickel contents detected, by use of EPMA which utilizes WDS, from 10 analysis regions (diameter: 1 ⁇ m) located at 1 ⁇ m intervals in that portion of the rear-end fusion zone 831 which extends up to 10 ⁇ m from the interface 839.
- the content CT_Ni20 is an average of nickel contents detected, by use of EPMA which utilizes WDS, from 20 analysis regions (diameter: 1 ⁇ m) located at 1 ⁇ m intervals in that portion of the rear-end fusion zone 831 which extends up to 20 ⁇ m from the interface 839.
- the tester judged that at an average nickel content of 0.1 at% or less, nickel (Ni) was not detected from the measured portion of the rear-end fusion zone 831; i.e., the measured portion of the rear-end fusion zone 831 did not contain nickel (Ni).
- the tester cut the sheath tube 810 of each sample along the center axis SC and measured the chromium (Cr) content CT_Cr of a portion of the sheath tube 810 located on the center axis SC between the forward end A and the position B.
- the content CT_Cr is an average of chromium contents detected, by use of EPMA which utilizes WDS, from 100 analysis regions (diameter: 1 ⁇ m) located at 1 ⁇ m intervals between the forward end A and the position B.
- the tester performed test cycles on the samples, each cycle consisting of the following steps 1 to 3, and checked the samples for the number of cycles (number of wire-breaking cycles) at which the connection portion 830 was broken.
- the tester evaluated the durability of the samples on the following evaluation criteria.
- the samples' heat-generating coils 850 being formed of tungsten (W), if no nickel (Ni) is detected from that portion of the rear-end fusion zone 831 which extends up to 20 ⁇ m from the interface 839, the durability of a glow plug can be sufficiently secured.
- tungsten (W)-nickel (Ni) alloy whose melting point is lower than that of tungsten (W) exists in the rear-end fusion zone 831; as a result, the melting point of the rear-end fusion zone 831 drops to less than 1,500°C, so that the durability of the glow plugs deteriorates as compared with samples A1 to A4.
- the sheath tube 810 has preferably a chromium (Cr) content CT_Cr of 13% by mass or more, more preferably 18% by mass or more.
- chromium (Cr) ensures resistance to oxidation of the forward-end fusion zone 832 formed as a result of welding of the wire 835p formed of an iron (Fe)-chromium (Cr) alloy.
- the samples' heat-generating coils 850 being formed of molybdenum (Mo), if no nickel (Ni) is detected from that portion of the rear-end fusion zone 831 which extends up to 20 ⁇ m from the interface 839, the durability of a glow plug can be sufficiently secured.
- the sheath tube 810 has preferably a chromium (Cr) content CT_Cr of 13% by mass or more, more preferably 18% by mass or more.
- chromium (Cr) ensures resistance to oxidation of the forward-end fusion zone 832 formed as a result of welding of the wire 835p formed of an iron (Fe)-chromium (Cr) alloy.
- the heat-generating coil 850 is formed primarily of tungsten (W) or molybdenum (Mo), and that portion of the rear-end fusion zone 831 which extends up to at least 20 ⁇ m from the interface 839 with the heat-generating coil 850 does not contain nickel (Ni), so that heat resistance of the rear-end fusion zone 831 can be improved. As a result, the durability of the glow plug 10 can be improved.
- connection portion 830 has at least one of a portion formed primarily of iron (Fe) and containing chromium (Cr) and a portion formed primarily of chromium (Cr), there can be implemented the rear-end fusion zone 831 containing no nickel (Ni) at its portion which extends up to at least 20 ⁇ m from the interface 839 with the heat-generating coil 850.
- the sheath tube 810 is formed primarily of nickel (Ni) or iron (Fe), and, in the case where the forward end portion 811 of the sheath tube 810 has a chromium (Cr) content CT_Cr of 13% by mass or more, resistance to oxidation of the forward end portion 811 can be sufficiently secured. As a result, the durability of the glow plug 10 can be sufficiently improved. Furthermore, in the case where the forward end portion 811 of the sheath tube 810 has a chromium (Cr) content CT_Cr of 18% by mass or more, resistance to oxidation of the forward end portion 811 can be far more reliably secured. As a result, the durability of the glow plug 10 can be improved to a far greater extent.
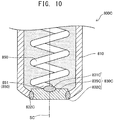
- FIG. 10 is an explanatory view showing another modified sheath heater 800C.
- the modified sheath heater 800C is similar to the sheath heater 800 of the above-described embodiment except that a connection portion 830C replaces the connection portion 830.
- the connection portion 830C connects the sheath tube 810 and the heat-generating coil 850.
- the connection portion 830C includes a rear-end fusion zone 831C, a forward-end fusion zone 832C, and a rivet portion 835C.
- a rivet used to form the connection portion 830C is similar to a wire used to form the connection portion 830 of the above-described embodiment except that the rivet assumes the form of a disk.
- the rear-end fusion zone 831C of the connection portion 830C is similar to the rear-end fusion zone 831 of the above-described embodiment except that the rear-end fusion zone 831C is a first fusion zone formed as a result of welding between the heat-generating coil 850 and the rivet used to form the connection portion 830C.
- the rear-end fusion zone 831C is formed at the center of the rear end surface of the disklike rivet portion 835C.
- the forward-end fusion zone 832C of the connection portion 830C is similar to the forward-end fusion zone 832 of the above-described embodiment except that the forward-end fusion zone 832C is a second fusion zone formed as a result of welding between the sheath tube 810 and the rivet used to form the connection portion 830C.
- the forward-end fusion zone 832C is formed along the entire circumferential surface of the disklike rivet portion 835C.
- the rivet portion 835C of the connection portion 830C is that portion of a rivet used to form the connection portion 830C which remains unfused in welding the rivet to the sheath tube 810 and to the heat-generating coil 850.
- the rivet portion 835C assumes the form of a disk, and the forward end surface of the rivet portion 835C is exposed to the ambient atmosphere.
- the durability of the glow plug 800C can be improved.
- FIG. 11 is an explanatory view showing a further modified sheath heater 800D.
- the modified sheath heater 800D is similar to the sheath heater 800 of the above-described embodiment except that a connection portion 830D replaces the connection portion 830.
- the connection portion 830D connects the sheath tube 810 and the heat-generating coil 850.
- the connection portion 830D includes a rear-end fusion zone 831D, a forward-end fusion zone 832D, and a rivet portion 835D.
- a rivet used to form the connection portion 830D is similar to a wire used to form the connection portion 830 of the above-described embodiment except that the rivet assumes the form of a circular column stepped such that a forward portion is thin, whereas a rear portion is thick.
- the rear-end fusion zone 831D of the connection portion 830D is similar to the rear-end fusion zone 831 of the above-described embodiment except that the rear-end fusion zone 831D is a first fusion zone formed as a result of welding between the heat-generating coil 850 and the rivet used to form the connection portion 830D.
- the rear-end fusion zone 831D is formed on the side surface of a rear portion of the rivet portion 835D, which has the form of a stepped circular column.
- the forward-end fusion zone 832D of the connection portion 830D is similar to the forward-end fusion zone 832 of the above-described embodiment except that the forward-end fusion zone 832D is a second fusion zone formed as a result of welding between the sheath tube 810 and the rivet used to form the connection portion 830D.
- the forward-end fusion zone 832D is formed along the entire circumferential surface of a forward portion of the rivet portion 835D having the form of a stepped circular column.
- the rivet portion 835D of the connection portion 830D is that portion of a rivet used to form the connection portion 830D which remains unfused in welding the rivet to the sheath tube 810 and to the heat-generating coil 850.
- the rivet portion 835D assumes the form of a stepped circular column, and the forward end surface of the rivet portion 835D is exposed to the ambient atmosphere.
- the durability of the glow plug 800D can be improved.
- FIG. 12 is an explanatory view showing a still further modified sheath heater 800E.
- the modified sheath heater 800E is similar to the sheath heater 800 of the above-described embodiment except that a connection portion 830E replaces the connection portion 830.
- the connection portion 830E connects the sheath tube 810 and the heat-generating coil 850.
- the connection portion 830E includes a rear-end fusion zone 831E, a forward-end fusion zone 832E, and a rivet portion 835E.
- a rivet used to form the connection portion 830E is similar to that used to form the connection portion 830D in the modified embodiment shown in FIG. 11 .
- the rear-end fusion zone 831E of the connection portion 830E is similar to the rear-end fusion zone 831D of the connection portion 830D in the modified embodiment shown in FIG. 11 .
- the forward-end fusion zone 832E of the connection portion 830E is similar to the forward-end fusion zone 832D of the connection portion 830D in the modified embodiment shown in FIG. 11 except that the forward-end fusion zone 832E is formed up to the center of a forward portion of a rivet used to form the connection portion 830E.
- the rivet portion 835E of the connection portion 830E is that portion of a rivet used to form the connection portion 830E which remains unfused in welding the rivet to the sheath tube 810 and to the heat-generating coil 850.
- the rivet portion 835E assumes the form of a stepped circular column, and the forward end of the rivet portion 835D is adjacent to the forward-end fusion zone 832E.
- the durability of the glow plug 800E can be improved.
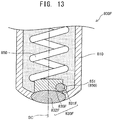
- FIG. 13 is an explanatory view showing yet another modified sheath heater 800F.
- the modified sheath heater 800F is similar to the sheath heater 800 of the above-described embodiment except that a connection portion 830F replaces the connection portion 830.
- the connection portion 830F connects the sheath tube 810 and the heat-generating coil 850.
- the connection portion 830F includes a rear-end fusion zone 831F, a forward-end fusion zone 832F, and a rivet portion 835F.
- a rivet used to form the connection portion 830F is similar to that used to form the connection portion 830D in the modified embodiment shown in FIG. 11 .
- the rear-end fusion zone 831F of the connection portion 830F is similar to the rear-end fusion zone 831D of the connection portion 830D in the modified embodiment shown in FIG. 11 .
- the forward-end fusion zone 832F of the connection portion 830F is similar to the forward-end fusion zone 832D of the connection portion 830D in the modified embodiment shown in FIG. 11 except that the forward-end fusion zone 832F is formed at the entire forward portion of a rivet used to form the connection portion 830F and further extends, beyond a step between the forward portion and a rear portion of the rivet, into the rear portion.
- the rivet portion 835F of the connection portion 830F is that portion of a rivet used to form the connection portion 830F which remains unfused in welding the rivet to the sheath tube 810 and to the heat-generating coil 850.
- the rivet portion 835F assumes the form of a circular column, and the forward end of the rivet portion 835D is adjacent to the forward-end fusion zone 832E.
- the durability of the glow plug 800F can be improved.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013214848 | 2013-10-15 | ||
| JP2014206153A JP6280853B2 (ja) | 2013-10-15 | 2014-10-07 | グロープラグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2863126A1 EP2863126A1 (en) | 2015-04-22 |
| EP2863126B1 true EP2863126B1 (en) | 2017-04-26 |
Family
ID=52006790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14188920.4A Not-in-force EP2863126B1 (en) | 2013-10-15 | 2014-10-15 | Glow plug |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2863126B1 (enExample) |
| JP (1) | JP6280853B2 (enExample) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6771964B2 (ja) * | 2015-10-30 | 2020-10-21 | 日本特殊陶業株式会社 | グロープラグの製造方法及びグロープラグ |
| JP6587501B2 (ja) * | 2015-10-30 | 2019-10-09 | 日本特殊陶業株式会社 | グロープラグ |
| JP6796957B2 (ja) | 2016-06-22 | 2020-12-09 | 日本特殊陶業株式会社 | グロープラグ |
| JP6781599B2 (ja) * | 2016-09-26 | 2020-11-04 | 日本特殊陶業株式会社 | グロープラグ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5251589A (en) * | 1992-03-16 | 1993-10-12 | Wellman Automotive Products, Inc. | Hot tip glow plug and method for making |
| JP2806195B2 (ja) * | 1993-01-14 | 1998-09-30 | 株式会社デンソー | グロープラグ |
| DE19907229C2 (de) * | 1999-02-19 | 2003-06-12 | Beru Ag | Stabglühkerze |
| JP2006317145A (ja) * | 2006-07-24 | 2006-11-24 | Ngk Spark Plug Co Ltd | グロープラグ及びその製造方法 |
| US20090184101A1 (en) * | 2007-12-17 | 2009-07-23 | John Hoffman | Sheathed glow plug |
| JP2009158431A (ja) * | 2007-12-28 | 2009-07-16 | Ngk Spark Plug Co Ltd | シースヒータ及びグロープラグ |
| EP2587156B1 (en) * | 2010-06-22 | 2019-04-17 | NGK Spark Plug Company Limited | Glowplug, production method thereof and heating device |
| JP5437956B2 (ja) * | 2010-09-06 | 2014-03-12 | 日本特殊陶業株式会社 | グロープラグ及びその製造方法 |
-
2014
- 2014-10-07 JP JP2014206153A patent/JP6280853B2/ja not_active Expired - Fee Related
- 2014-10-15 EP EP14188920.4A patent/EP2863126B1/en not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2863126A1 (en) | 2015-04-22 |
| JP6280853B2 (ja) | 2018-02-14 |
| JP2015099008A (ja) | 2015-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2863126B1 (en) | Glow plug | |
| US20100264804A1 (en) | Spark plug | |
| JP6619981B2 (ja) | グロープラグ | |
| JP2015078784A (ja) | グロープラグ | |
| US8148664B2 (en) | Glow plug and manufacturing method of the same | |
| EP2790280A1 (en) | Spark plug | |
| KR20110079632A (ko) | 향상된 시일, 히터 프로브 어셈블리를 가진 예열 플러그 및 그 제조 방법 | |
| EP2899286A2 (en) | Sheated heater, glow plug | |
| EP3163173A1 (en) | Glow plug | |
| US11005237B2 (en) | Ignition plug | |
| JP6393124B2 (ja) | グロープラグ | |
| JP6279925B2 (ja) | グロープラグ | |
| JP2017130267A (ja) | スパークプラグ | |
| JP2016142458A (ja) | グロープラグ | |
| JP2016003817A (ja) | グロープラグ | |
| JPH11294769A (ja) | グロープラグ | |
| JP6374651B2 (ja) | グロープラグ | |
| JP6960848B2 (ja) | グロープラグ | |
| KR20160053778A (ko) | 글로 플러그 | |
| JP2008157485A (ja) | グロープラグ | |
| EP3260779B1 (en) | Glow plug | |
| JP6489754B2 (ja) | グロープラグ | |
| JP6456278B2 (ja) | スパークプラグ | |
| JP7465175B2 (ja) | センサの製造システム及びセンサの製造方法 | |
| JP2010165698A5 (enExample) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141015 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150421 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160205 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170102 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 888220 Country of ref document: AT Kind code of ref document: T Effective date: 20170515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014008985 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170426 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 888220 Country of ref document: AT Kind code of ref document: T Effective date: 20170426 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170727 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170726 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170826 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014008985 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171015 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171015 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20141015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181015 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190913 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20191009 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201015 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210908 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602014008985 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230503 |