EP2818262A1 - Feeder insert with insulated feeder foot - Google Patents
Feeder insert with insulated feeder foot Download PDFInfo
- Publication number
- EP2818262A1 EP2818262A1 EP13174028.4A EP13174028A EP2818262A1 EP 2818262 A1 EP2818262 A1 EP 2818262A1 EP 13174028 A EP13174028 A EP 13174028A EP 2818262 A1 EP2818262 A1 EP 2818262A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- feeder
- insulation
- molded part
- molding
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/08—Features with respect to supply of molten metal, e.g. ingates, circular gates, skim gates
- B22C9/084—Breaker cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/08—Features with respect to supply of molten metal, e.g. ingates, circular gates, skim gates
- B22C9/088—Feeder heads
Definitions
- the invention relates to a feeder insert for insertion into a mold used in the casting of metals, comprising a feeder comprising an inner cavity as a feeder volume, consisting of an exothermic and / or insulating material feeder body having a feeder opening for connecting the cavity with the mold cavity of the mold , and at the bottom surface facing the mold cavity there is arranged a molded part consisting of metal and having a passage opening aligned with the feed opening of the feeder body.
- a feeder insert with the aforementioned features is known from DE 201 12 425 U1 known.
- this prior art assumes that when using the known feeder insert by shaping the model including the molding of the feeder with the molding sand or a suitable molding material mixture, a sand layer between the formed by the molding metallic Feiserfuß the feeder sleeve and the during the molding process of the mold existing model surface or the subsequent mold surface set to a separation layer between form the feeder insert and the cast during the casting of the casting in the cavity of the mold forming hot metal surface of the casting.
- the feed opening of the Feiserfußes should be as close to the mold surface, so that a precise position canceling of the left after pouring due to the feeder insert on the casting escapement is ensured and expensive cleaning work on the finished casting are avoided.
- the Feederfuß also has the task to absorb the pressure exerted on the feeder insert during the molding process.
- Such metallic and possibly deformed during molding of the feeder insert in the mold moldings are also in other documents such as DE 20 2004 009 367 U1 .
- WO 2005/095020 A2 or EP 1 567 294 B1 described and are often used in foundry practice.
- Another embodiment of the feed volume of the feeder insert with the mold cavity connecting and inserting into the feeder volume during molding of the feeder insert is for example from the EP 1 850 987 B1 known.
- a metallic molded part cools the metal flowing through the molded part into the cavity of the feeder body during the casting process such that it ultimately leads to a reduction of the cross section of the through opening of the molded part due to the cold molded part walls or the molded part enclosing mold sand depositing metal comes, whereby the feeder action of the feeder sleeve is impaired. Therefore, the invention has for its object to improve a feeder insert with the generic features so that the aforementioned adverse consequence of the use of a metallic molding is at least limited.
- the invention provides that the molded part is provided with a heat-dissipation from the hot metal-reducing insulation flowing through the molded part into the cavity of the feeder body during the casting process.
- the invention has the advantage that the heat dissipation in the region of the molded part is prevented or at least reduced due to the inventively provided isolation of the metallic molding, so that the flow path for the liquid metal through the molding during the casting process over a longer period unimpaired or remains open.
- the insulation consists of a layer applied to the surface of the molding and consisting of a refractory and / or insulating material.
- the material used may be powdery or present as a fiber.
- bonding or other mechanical connection can be used for fixing the insulating material to the molded part.
- the insulation consists of a dissolving under heat material, the actual insulating effect then begins following the volatilization of the material under the action of heat by the thus created cavity forms the insulation and prevents heat transfer.
- the insulation is applied either on the inside of the molding or on the outside of the molding or on both sides of the molding, in particular, the two-sided insulation of the molded part brings with it the greatest insulation effect.
- the surface of the molding is completely provided with the insulation or even only partially with the insulation.
- a second molded part is formed on the outside of the molded part and thereby forms a gap for the air layer present therein.
- the standing between the two moldings air layer ensures the interruption of heat transfer and thus the desired insulation, which hereby still the further advantage of improved stability of the existing two moldings entire molding is improved as Suiterfuß.
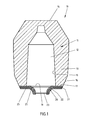
- the out FIG. 1 apparent feeder insert 10 has a feeder body 11, which comprises an inner cavity 12 as a so-called feeder volume enclosing wall portion 13 and an upper lid 14.
- a feeder body 11 which comprises an inner cavity 12 as a so-called feeder volume enclosing wall portion 13 and an upper lid 14.
- the Feeder body 11 has an outer surface 16 and an inner surface 15 enclosing the inner cavity 12 of the wall portion 13 and a bottom surface 17 in which a feeder opening 18 is formed.
- a metallic molding 20 which has a hat-shaped in the illustrated embodiment.
- this molded part can also have any other desired shape, for example as described in the documents already mentioned above.
- the hat-shaped part 20 is preferably glued to a circumferential collar 21 with the bottom surface 17 of the feeder body 11 and projects outwardly with a ring 22, wherein the free ends of the ring 22 form a passage opening 23 and which in alignment with the Feed opening 18 of the feeder body 11 is arranged so that when connected to a mold feeder insert rising from the mold cavity of the mold hot and liquid metal via the passage opening 23 and the feeder opening 18 can enter into the inner cavity 12 as feeder volume.
- an insulation of both the inner surface as well as the outer surface of the metallic molding provided by a respective layer 25 of a refractory and / or insulating material is applied to the inner surface and the outer surface.
- This material may be present in powder form or as a fiber and may preferably adhere to the surface of the metallic molding 20 by adhesion or other mechanical connection.
- a layer of a volatilized under heat material may be applied to form an insulation on the outside of the metallic molding 20, a layer of a volatilized under heat material.
- volatilization of the material deposited on the outside occurs during the casting process due to the heat given off by the hot, liquid metal, this forms a cavity between the outer wall of the molded part and the molded material surrounding it, and this cavity also exhibits an insulating effect.
- FIG. 2 An alternative embodiment for the insulation of the metallic molding 20 is shown in FIG. 2 shown.
- a further molded part 30 is arranged, which forms a gap 33 in the assembled state with the molded part 20, and in this gap 33 pending air provides an interruption of the heat flow and thus the required insulation.
- the further, externally arranged molding 30 also has a circumferential collar 31 which is aligned in its outer end portion parallel to the circumferential collar 21 of the molding 20, so that both mold parts 20, 30 are fastened together.
- the outer molded part 30 also protrudes outwards with a ring 32 which is spaced in its course from the ring 22 of the molded part 20 in such a way that the desired intermediate space 33 is formed.
- the ring 32 of the outer molding 30 runs in its end with the rim 22 of the metallic molding 20 together.
- the second molded part 30 to be placed on the molded part 21 and bring about a connection of the two mold parts only by mutual clamping. Other types of connection of the two moldings to each other can be used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Ein Speisereinsatz (10) zum Einsetzen in eine beim Gießen von Metallen verwendete Gießform, bestehend aus einem einen inneren Hohlraum (12) als Speiservolumen aufweisenden, aus einem exothermen und/oder isolierenden Material bestehenden Speiserkorpus (11), welcher eine Speiseröffnung (18) zum Verbinden des Hohlraums (12) mit dem Formhohlraum der Gießform aufweist, und an dessen dem Formhohlraum zugewandter Bodenfläche (17) ein aus Metall bestehendes und eine mit der Speiseröffnung (18) des Speiserkorpus (11) fluchtende Durchtrittsöffnung (23) aufweisendes Formteil (20) angeordnet ist, ist dadurch gekennzeichnet, dass das Formteil (20) mit einer den Wärmeabfluss von dem beim Gießvorgang durch das Formteil (20) in den Hohlraum (12) des Speiserkorpus (11) strömenden heißen Metall reduzierenden Isolierung (25, 30) versehen ist.

Description
Die Erfindung betrifft einen Speisereinsatz zum Einsetzen in eine beim Gießen von Metallen verwendete Gießform, bestehend aus einem einen inneren Hohlraum als Speiservolumen aufweisenden, aus einem exothermen und/oder isolierenden Material bestehenden Speiserkorpus, welcher eine Speiseröffnung zum Verbinden des Hohlraums mit dem Formhohlraum der Gießform aufweist, und an dessen dem Formhohlraum zugewandter Bodenfläche ein aus Metall bestehendes und eine mit der Speiseröffnung des Speiserkorpus fluchtende Durchtrittsöffnung aufweisendens Formteil angeordnet ist.The invention relates to a feeder insert for insertion into a mold used in the casting of metals, comprising a feeder comprising an inner cavity as a feeder volume, consisting of an exothermic and / or insulating material feeder body having a feeder opening for connecting the cavity with the mold cavity of the mold , and at the bottom surface facing the mold cavity there is arranged a molded part consisting of metal and having a passage opening aligned with the feed opening of the feeder body.
Ein Speisereinsatz mit den vorgenannten Merkmalen ist aus der
Derartige metallische und sich beim Einformen des Speisereinsatzes in die Gießform gegebenenfalls verformende Formteile sind auch in weiteren Druckschriften wie
Es hat sich nun herausgestellt, dass ein metallisches Formteil während des Gießvorganges das durch das Formteil in den Hohlraum des Speiserkorpus strömende Metall derart abkühlt, dass es letztlich zu einer Verringerung des Querschnitts der Durchtrittsöffnung des Formteils durch sich an den kalten Formteilwänden bzw. dem das Formteil umschließenden Formsand absetzenden Metall kommt, wodurch die Speiserwirkung des Speisereinsatzes beeinträchtigt wird. Daher liegt der Erfindung die Aufgabe zugrunde, einen Speisereinsatz mit den gattungsgemäßen Merkmalen so zu verbessern, dass die vorgenannte nachteilige Folge des Einsatzes eines metallischen Formteils zumindest eingeschränkt ist.It has now been found that a metallic molded part cools the metal flowing through the molded part into the cavity of the feeder body during the casting process such that it ultimately leads to a reduction of the cross section of the through opening of the molded part due to the cold molded part walls or the molded part enclosing mold sand depositing metal comes, whereby the feeder action of the feeder sleeve is impaired. Therefore, the invention has for its object to improve a feeder insert with the generic features so that the aforementioned adverse consequence of the use of a metallic molding is at least limited.
Die Lösung dieser Aufgabe ergibt sich einschließlich vorteilhafter Ausgestaltungen und Weiterbildungen der Erfindung aus dem Inhalt der Patentansprüche, welche dieser Beschreibung nachgestellt sind.The solution to this problem arises, including advantageous refinements and developments of the invention from the content of the claims, which are adjusted to this description.
Die Erfindung sieht im Einzelnen vor, dass das Formteil mit einer den Wärmeabfluss von dem beim Gießvorgang durch das Formteil in den Hohlraum des Speiserkorpus strömenden heißen Metall reduzierenden Isolierung versehen ist. Mit der Erfindung ist der Vorteil verbunden, dass der Wärmeabfluss im Bereich des Formteils aufgrund der erfindungsgemäß vorgesehenen Isolierung des metallischen Formteils unterbunden oder zumindest reduziert ist, so dass der Fließweg für das flüssige Metall durch das Formteil während des Gießvorganges über einen längeren Zeitraum unbeeinträchtigt bzw. offen bleibt.Specifically, the invention provides that the molded part is provided with a heat-dissipation from the hot metal-reducing insulation flowing through the molded part into the cavity of the feeder body during the casting process. The invention has the advantage that the heat dissipation in the region of the molded part is prevented or at least reduced due to the inventively provided isolation of the metallic molding, so that the flow path for the liquid metal through the molding during the casting process over a longer period unimpaired or remains open.
Nach einem Ausführungsbeispiel der Erfindung ist vorgesehen, dass die Isolierung aus einer auf die Oberfläche des Formteils aufgebrachten, aus einem feuerfesten und/oder isolierenden Material bestehenden Schicht besteht. Hierbei kann das eingesetzte Material pulverförmig sein oder auch als Faser vorliegen. Ferner kann zur Fixierung des Isoliermaterials an dem Formteil eine Verklebung oder andere mechanische Verbindung zur Anwendung kommen.According to one embodiment of the invention, it is provided that the insulation consists of a layer applied to the surface of the molding and consisting of a refractory and / or insulating material. Here, the material used may be powdery or present as a fiber. Furthermore, bonding or other mechanical connection can be used for fixing the insulating material to the molded part.
Alternativ kann vorgesehen sein, dass die Isolierung aus einem sich unter Hitzeeinwirkung auflösenden Werkstoff besteht, wobei die eigentliche Isolationswirkung dann im Anschluss an die Verflüchtigung des Werkstoffes unter Hitzeeinwirkung einsetzt, indem der dadurch geschaffene Hohlraum die Isolierung ausbildet und einen Wärmeübergang verhindert.Alternatively, it can be provided that the insulation consists of a dissolving under heat material, the actual insulating effect then begins following the volatilization of the material under the action of heat by the thus created cavity forms the insulation and prevents heat transfer.
In alternativen Ausführungsformen der Erfindung kann vorgesehen sein, dass die Isolierung entweder auf der Innenseite des Formteils oder auf der Außenseite des Formteils oder aber auf beiden Seiten des Formteils aufgebracht ist, wobei insbesondere die beidseitige Isolierung des Formteils die größte Isolierwirkung mit sich bringt.In alternative embodiments of the invention it can be provided that the insulation is applied either on the inside of the molding or on the outside of the molding or on both sides of the molding, in particular, the two-sided insulation of the molded part brings with it the greatest insulation effect.
Je nach geometrischer Ausbildung des Formteils kann vorgesehen sein, dass die Oberfläche des Formteils vollständig mit der Isolierung oder aber auch nur abschnittsweise mit der Isolierung versehen ist.Depending on the geometric design of the molded part can be provided that the surface of the molding is completely provided with the insulation or even only partially with the insulation.
Gemäß einem weiteren Ausführungsbeispiel der Erfindung kann vorgesehen sein, dass zur Ausbildung der von einer Luftschicht gebildeten Isolierung auf der Außenseite des Formteils ein damit zusammengefügtes und dabei einen Zwischenraum für die darin anstehende Luftschicht ausbildendes zweites Formteil angeordnet ist. Hierbei sorgt die zwischen den beiden Formteilen stehende Luftschicht für die Unterbrechung des Wärmeübergangs und damit für die gewünschte Isolierung, wobei hiermit noch der weitere Vorteil einer verbesserten Stabilität des aus zwei Formteilen bestehenden gesamten Formteils als Speiserfuß verbessert ist.According to a further exemplary embodiment of the invention, it can be provided that, for the purpose of forming the insulation formed by an air layer, a second molded part is formed on the outside of the molded part and thereby forms a gap for the air layer present therein. Here, the standing between the two moldings air layer ensures the interruption of heat transfer and thus the desired insulation, which hereby still the further advantage of improved stability of the existing two moldings entire molding is improved as Speiserfuß.
In der Zeichnung sind Ausführungsbeispiele der Erfindung wiedergegeben, welche nachstehend beschrieben sind. Es zeigen:
- Fig. 1
- einen Speisereinsatz mit einem auf beiden Seiten isolierten metallischen Formteil in einer schematischen Seitenansicht,
- Fig. 2
- ein aus zwei aneinandergefügten, einen Luftspalt bildenden Formteilen bestehendes Formteil als metallischer Speiserfuß in einer schematischen Einzeldarstellung.
- Fig. 1
- a feeder insert with a metallic molded part insulated on both sides in a schematic side view,
- Fig. 2
- a formed of two joined, forming an air gap moldings molding as a metallic Feiserfuß in a schematic single representation.
Der aus
An der Unterseite des Speisereinsatzes 10 und mit dessen Bodenfläche 17 vorzugsweise durch Klebung verbunden ist ein metallisches Formteil 20, welches eine bei dem dargestellten Ausführungsbeispiel hutförmige Gestalt aufweist. Dieses Formteil kann jedoch auch jede andere beliebige Gestalt aufweisen, beispielsweise wie in den dazu bereits genannten Druckschriften beschrieben. Das hutförmige Formteil 20 ist mit einem umlaufenden Kragen 21 mit der Bodenfläche 17 des Speiserkorpus 11 vorzugsweise verklebt und springt mit einem Kranz 22 nach außen vor, wobei die freien Enden des Kranzes 22 eine Durchtrittsöffnung 23 ausbilden bzw. umschließen, die in einer Flucht mit der Speiseröffnung 18 des Speiserkorpus 11 angeordnet ist, so dass bei an eine Gießform angeschlossenem Speisereinsatz das aus dem Formhohlraum der Gießform aufsteigende heiße und flüssige Metall über die Durchtrittsöffnung 23 und die Speiseröffnung 18 in den inneren Hohlraum 12 als Speiservolumen eintreten kann.At the bottom of the
Um beim Gießvorgang einen Wärmeabfluss aus der in dem metallischen Formteil 20 anstehenden Säule aus flüssigem, heißem Metall über das wärmeleitende metallische Formteil 20 in den das metallische Formteil umschließenden Formsand zu verhindern, ist bei dem in
Wie nicht weiter dargestellt, kann zur Ausbildung einer Isolierung auf der Außenseite des metallischen Formteils 20 eine Schicht aus einem sich unter Hitzeeinwirkung verflüchtigenden Werkstoff aufgebracht sein. Soweit während des Gießvorganges durch die vom heißen, flüssigen Metall abgegebene Hitze eine Verflüchtigung des auf der Außenseite aufgebrachten Werkstoffes eintritt, bildet sich dadurch ein Hohlraum zwischen der Außenwand des Formteils und dem dieses umschließenden Formstoff aus, und dieser Hohlraum entfaltet ebenfalls eine isolierende Wirkung.As not shown, may be applied to form an insulation on the outside of the
Ein alternatives Ausführungsbeispiel für die Isolierung des metallischen Formteils 20 ist in
Die in der vorstehenden Beschreibung, den Patentansprüchen, der Zusammenfassung und der Zeichnung offenbarten Merkmale des Gegenstandes dieser Unterlagen können einzeln als auch in beliebigen Kombinationen untereinander für die Verwirklichung der Erfindung in ihren verschiedenen Ausführungsformen wesentlich sein.The features disclosed in the foregoing description, the claims, the abstract and the drawings of the subject matter of these documents may be essential individually or in any combination with each other for the realization of the invention in its various embodiments.
Claims (9)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13174028.4A EP2818262A1 (en) | 2013-06-27 | 2013-06-27 | Feeder insert with insulated feeder foot |
| PCT/EP2014/063739 WO2014207221A1 (en) | 2013-06-27 | 2014-06-27 | Feeder insert with insulated metal foot |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13174028.4A EP2818262A1 (en) | 2013-06-27 | 2013-06-27 | Feeder insert with insulated feeder foot |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2818262A1 true EP2818262A1 (en) | 2014-12-31 |
Family
ID=48699614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13174028.4A Withdrawn EP2818262A1 (en) | 2013-06-27 | 2013-06-27 | Feeder insert with insulated feeder foot |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2818262A1 (en) |
| WO (1) | WO2014207221A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104985126A (en) * | 2015-08-02 | 2015-10-21 | 邓卓伟 | Casting process of cast iron grinding ball |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105618675B (en) * | 2015-12-30 | 2019-03-15 | 山东汇金股份有限公司 | The casting method of sand cooling iron is covered with the shape |
| CN114769511A (en) * | 2022-04-13 | 2022-07-22 | 山东燕山精密机械有限公司 | Sand mould riser seat and application thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3525637A1 (en) * | 1985-07-18 | 1987-01-22 | Gerhard Dipl Ing Vitt | Breaker core for feeders |
| DE20112425U1 (en) | 2001-07-27 | 2001-10-18 | GTP Schäfer Gießtechnische Produkte GmbH, 41515 Grevenbroich | Feeder insert with metallic feeder foot |
| DE202004009367U1 (en) | 2004-06-15 | 2004-08-19 | GTP Schäfer Gießtechnische Produkte GmbH | Feeder head for introduction of a metal casting mold consisting of a feeder body made from an exothermic and/or insulated material useful in casting operations |
| WO2005095020A2 (en) | 2004-03-31 | 2005-10-13 | AS Lüngen GmbH & Co. KG | Feeder provided with a deformable socket |
| EP1567294B1 (en) | 2003-10-28 | 2006-05-10 | Foseco International Limited | Feeder element and system for metal casting |
| EP1850987B1 (en) | 2005-02-23 | 2010-01-27 | AS Lüngen GmbH | Feeder comprising a mobile socket |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19642838A1 (en) * | 1996-10-17 | 1997-07-31 | Daimler Benz Ag | Feeder for metal casting comprising exothermic material with flat ring set on one end |
| TR201807296T4 (en) * | 2012-11-29 | 2018-06-21 | Gtp Schaefer Giesstechnische Produkte Gmbh | A method for producing a feeder having an exothermic feeder body and an insulating outer coating. |
-
2013
- 2013-06-27 EP EP13174028.4A patent/EP2818262A1/en not_active Withdrawn
-
2014
- 2014-06-27 WO PCT/EP2014/063739 patent/WO2014207221A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3525637A1 (en) * | 1985-07-18 | 1987-01-22 | Gerhard Dipl Ing Vitt | Breaker core for feeders |
| DE20112425U1 (en) | 2001-07-27 | 2001-10-18 | GTP Schäfer Gießtechnische Produkte GmbH, 41515 Grevenbroich | Feeder insert with metallic feeder foot |
| EP1567294B1 (en) | 2003-10-28 | 2006-05-10 | Foseco International Limited | Feeder element and system for metal casting |
| WO2005095020A2 (en) | 2004-03-31 | 2005-10-13 | AS Lüngen GmbH & Co. KG | Feeder provided with a deformable socket |
| DE202004009367U1 (en) | 2004-06-15 | 2004-08-19 | GTP Schäfer Gießtechnische Produkte GmbH | Feeder head for introduction of a metal casting mold consisting of a feeder body made from an exothermic and/or insulated material useful in casting operations |
| EP1850987B1 (en) | 2005-02-23 | 2010-01-27 | AS Lüngen GmbH | Feeder comprising a mobile socket |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104985126A (en) * | 2015-08-02 | 2015-10-21 | 邓卓伟 | Casting process of cast iron grinding ball |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014207221A1 (en) | 2014-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2097193B1 (en) | Feeder insert and feeder element | |
| DE102005008324A1 (en) | Cast metal feeder having feeder head having hollow space with at least one hole open to environment and tube-shaped body used in metal casting operations has element for preventing tube-shaped body from falling out | |
| EP3138642B1 (en) | Feeder comprising a netlike tissue spanning its feeder opening | |
| EP2818262A1 (en) | Feeder insert with insulated feeder foot | |
| DE102014215715A1 (en) | Arrangement for use in producing a divisible mold | |
| DE202013001933U1 (en) | feeder sleeve | |
| EP3727723A1 (en) | Method for producing a moulded part and feeder insert for use in such a method | |
| DE202004009367U1 (en) | Feeder head for introduction of a metal casting mold consisting of a feeder body made from an exothermic and/or insulated material useful in casting operations | |
| EP3141319B1 (en) | Runner system, and corresponding frame specifying a predetermined breaking line for the metal remaining in the cutting tube | |
| EP2956256B1 (en) | Feeder insert and method for arranging same in a casting mold | |
| DE202016103430U1 (en) | Filter feeder with a filter element fixed by means of a paper sleeve | |
| AT510737B1 (en) | METHOD FOR PRODUCING A MOLDED WORKPIECE, IN PARTICULAR A CAST WHEEL | |
| EP1779944B1 (en) | Feeder head with plug for closing its entry | |
| DE1508615A1 (en) | Pouring spigot with container | |
| DE202013000402U1 (en) | Metal-casting machine | |
| EP3695917B1 (en) | Feeder insert, method for producing a feeder body for the feeder insert and king and core box for producing a feeder body box | |
| DE10059481B4 (en) | Feeder with a tube-like body | |
| EP1985392A1 (en) | Feeder insert with floor area with metal cladding | |
| EP3368234B1 (en) | Pin having an expandable casing, and casting model having a pin, and method for casting metals | |
| DE102014115848A1 (en) | Feeder insert with a stopper arranged in its lid area | |
| EP3094432B1 (en) | Casting mold for sand casting for producing a brake caliper | |
| EP3122436B1 (en) | Method of making filter support and filter support | |
| DE102013201785B3 (en) | Mold, useful for producing atomizing spray nozzles, comprises flow chamber, adjoining nozzles, flow chamber core mold part for defining inner wall of flow chamber, and nozzle core mold part for defining inner wall of adjoining nozzles | |
| DE2117853C3 (en) | Process for pressure or injection molding a molded body with a cavity | |
| WO2016050264A1 (en) | Feeder insert for a vertically split casting mould |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130627 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150630 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160229 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20170125 |