EP2809585B1 - Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites - Google Patents
Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites Download PDFInfo
- Publication number
- EP2809585B1 EP2809585B1 EP13706622.1A EP13706622A EP2809585B1 EP 2809585 B1 EP2809585 B1 EP 2809585B1 EP 13706622 A EP13706622 A EP 13706622A EP 2809585 B1 EP2809585 B1 EP 2809585B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cut
- stack
- tongues
- recesses
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 title claims description 5
- 210000002105 tongue Anatomy 0.000 claims description 82
- 239000000463 material Substances 0.000 claims description 8
- 230000000295 complement effect Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000007664 blowing Methods 0.000 claims description 4
- 239000003292 glue Substances 0.000 claims description 4
- 238000012546 transfer Methods 0.000 claims description 3
- 230000000694 effects Effects 0.000 claims description 2
- 230000005484 gravity Effects 0.000 claims description 2
- 238000005259 measurement Methods 0.000 claims description 2
- 101150104383 ALOX5AP gene Proteins 0.000 description 69
- 101100236114 Mus musculus Lrrfip1 gene Proteins 0.000 description 69
- 238000005520 cutting process Methods 0.000 description 12
- 238000004026 adhesive bonding Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 1
- 241000252254 Catostomidae Species 0.000 description 1
- 241001272720 Medialuna californiensis Species 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/001—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper stackable
- B65D5/005—Separate or attached stacking elements
- B65D5/006—Separate corner posts and like elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/06—Feeding sheets or blanks from stacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D21/00—Nestable, stackable or joinable containers; Containers of variable capacity
- B65D21/02—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together
- B65D21/0209—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together stackable or joined together one-upon-the-other in the upright or upside-down position
- B65D21/0217—Containers with a closure presenting stacking elements
- B65D21/0223—Containers with a closure presenting stacking elements the closure and the bottom presenting local co-operating elements, e.g. projections and recesses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/001—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper stackable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/001—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper stackable
- B65D5/005—Separate or attached stacking elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/0227—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end closures formed by inward folding of flaps and securing them by heat-sealing, by applying adhesive to the flaps or by staples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/4266—Folding lines, score lines, crease lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/20—Construction of rigid or semi-rigid containers provided with two or more compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/06—Feeding sheets or blanks from stacks
- B31B50/066—Feeding sheets or blanks from stacks from above a magazine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/07—Feeding sheets or blanks by air pressure or suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
- B31B50/626—Arrangements for permitting the glue to set
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/80—Pneumatically
- B31B50/804—Pneumatically using two or more suction devices on a rotating element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
Definitions
- the present invention relates to corrugated cardboard boxes comprising walls, a bottom and a cap, the lower face of the bottom being provided with recesses and the cap having tabs on its upper face, in line with the recesses, of complementary shape .
- Such packages are known for example from FR 2 757 833 , FR 2 925 880 , FR 2,761,341 .
- It also relates to cuts or sets of blanks for the constitution of such boxes, and a method and a device for manufacturing boxes from said blanks or said sets.
- Box centering systems are already known to prevent their sliding, with lateral pins cooperating with orifices placed on the edges, or nearby.
- the present invention aims to provide a box, a set of cutouts, a device and a mounting method better than those previously known to the requirements of the practice, in particular because on the one hand it proposes a centering of boxes one on the other making possible a perfect stacking of crates and secondly it allows a formation of boxes simple and inexpensive.
- the configuration of the boxes also allows for an optimized load descent of the upper boxes on the lower boxes, allowing excellent centering of the walls one above the other.
- the present invention proposes in particular a packaging box according to claim 1
- the invention also proposes a blank or a set of blanks for forming a box according to claim 2.
- the invention also proposes a device for producing a box of corrugated sheet material from a blank or a set of blanks according to claim 7.
- the stack of cuts being vertical
- the advancing means of the stack comprise a lifting plate of the stack up to a gripping plane for cutting the top
- the device comprises pre-unstacking means arranged to separate the cutout from above the rest of the stack and jogging means of said cutout to frame it and keep it separated from the rest of the stack in the gripping position by the means of unstacking after erasing the pre-unstacking means.
- the device comprises holding means in the upper part of the stack when the cut of the bottom of the stack has reached a predetermined level and means for automatically placing a new stack below the part. remaining from the previous battery, to ensure the continuity of unstacking.
- the holding means in the upper part comprise free tabs pivoting between a sliding position along the stack of cuts and a support position of the bottom of the stack under the effect of gravity.
- the device comprises telemetric measuring means of the position (p i ) of the cutout of the top and means for calculating the trajectory of the unstacking means according to said position (p i ) arranged to control the movement of said unstacking means between a cutting input position and a positioning position on a given workstation, and for calculating during the time of moving the path for the next position (p i + 1 ) of cutting and so on.
- the device comprises means for assisting the separation of the cut-out from above the remainder of the stack, by blowing shaving air on the top of the blank.
- the unstacking means comprise an on-board system provided with a robotic arm for moving said blank to a next station, for the purpose of forming it, before empty return to seize the next top blank, said robotic arm comprising the 180 ° folding means.
- the device comprises at least two magazines and / or stacks of cut-outs from which at least two cut-outs are seized to be glued and placed one on the other to form a box in at least two parts.
- the device comprises a forming station by winding the blanks around a determined volume.
- the Figure 1A shows a blank 1 formed of a series of four shutters 2, 3, 4, 5 rectangular for example of identical size, said main shutters.
- Two of the main shutters 2 and 4 form the bottom 6 and the cap 7 shown on the parallelepipedic boxes 8 of the Figure 1B .
- the blanks are, for example, of thin corrugated cardboard, for example 2 to 3 mm thick.
- the other two flaps 3 and 5 form the side walls 9 facing the box.
- the flap continuation is provided on one side with a first set of flaps 10 and on the other side with a second set of flaps 11, said flaps being of known shape in itself rectangular and capable of forming at least two other side walls 12 of the boxes 8, adjacent to the first walls 9 facing each other.
- the lower face of the bottom 6 and the upper face of the cap 7 respectively comprise one of two recesses 13 of substantially square shapes and for the cap 7 two tabs 14 of complementary shapes to the recesses and arranged to be glued by reversal on the upper face of the cap 7 in line with the recesses 13 of complementary shapes as shown in FIG. Figure 1B .
- each tongue 14 of the flap 4 forming the cap 7 is formed by a cut-out portion 18 connected to the flap 4 by a fold line 19 around which the tongue will be able to be returned to be glued to the upper face of the cap 7.
- This fold line 19 is aligned with the side 20 of the recess 13 corresponding said recess being located on the other side of the alignment line 21 relative to the tongue, which allows when the latter is returned to obtain coincidences for centering.
- tongues and recesses are located on either side of a line 21 so that when the tongue is returned around this line which coincides with the fold line 19 the recess and the tongue returned to 180 ° go be able to be level with each other and coincide between two superimposed boxes.
- FIG. 1C another embodiment of a blank 22 for which the recesses 13 and the tabs 14 are symmetrical with respect to a central point of the flap 23.
- the flap continuation 22 is completed in a known manner, by a rectangular tab 24 of gluing on the adjacent flap during forming.
- the flaps of the games 10 and 11 are in turn formed in a manner known per se, by rectangular portions connected by fold lines 25 to the corresponding flaps, namely first flaps 26 intended to form an inner part of flaps 12 corresponding and which are connected by said fold lines 25 to the flaps 2 and 4 having the recesses or tabs and the flaps 27 which are connected to the flaps 3 and 5 for forming the walls 9 of the package, said flaps being adhered to the first flaps and intended to form the walls 12 of the box being joined to their junction 28 so as to form a complete wall.
- Figures 2A and 2B in developed perspective ( Figure 2A ) and in perspective partially folded ( Figure 2B ), schematically, a recess and / or a tab implemented in the boxes and / or blanks according to the invention.
- the Figure 2A shows a cutting portion 30 which comprises the flaps and / or flaps 31 and 32 intended to form part of the upper and lower faces of a box according to the invention.
- the flap or flap 31 comprises the recess 33, for example rectangular, the edges of which are parallel to the fold lines and arranged in the flap at respective distances d1 and 1 of the first folding lines 34 and 35 (with flap or flap adjacent ), so that the recess is entirely inside the flap or flap 31 (ie for example d1 and 1 greater than 5 mm and / or much greater than the thickness of cardboard, for example greater than twice thickness).
- the flap 32 comprises meanwhile the tongue 38 intended to be folded at 180 ° on the outer wall 39 (arrow 40) so as to obtain (see Figure 2B ) an inverted tongue 38 glued to the upper face 41 of the outer wall 39 of the flap 32.
- This tongue is cut on three of its sides 42, 43, 44, and connected to the face of the flap 32 by its fourth side 45 forming a line of folding and which will for example be formed by a double fold line to allow a better reversal of the tongue on itself.
- this tab is laterally located at distances d1 and 1 from the folding lines with flaps and / or flaps 46 and 47 corresponding to the folding lines 34 and 35 of the flap in which is cut out the recess 33.
- the distance that exists between the fold line 45 of the tongue 38 and the fold lines 48 and 49 adapted to be respectively located vertically above the fold lines 37 and 36 of the flap or flap arranged to form the bottom 31, are such that when the tongue is folded, its end 50 (cut edge 43) is at a distance of 2 from the fold line 48, and therefore at the same height as its equivalent 37, the fold line 45 being in turn located at the distance d2 from the fold line 49, which will allow the coincidence, as it also clearly appears on the Figures 1A and / or 1C.
- FIGS. 3 and 3A show another embodiment of a blank or blank 51 and corresponding boxes 52, 53, according to the invention.
- tabs 54 are arranged so that their fold line 55 with the upper face of the cap is located at a distance equal to or substantially equal to the width of the tongue, with the junction line 25 between flap 26 and corresponding flap 57.
- the recesses 58 will, of course, be located on the other side of the line 59 as shown in FIG. figure 3 , entirely inside the corresponding flap, that is to say with their side closest to the fold line with the corresponding flap, located at a greater distance for example at 5 mm.
- the box is formed from a blank 60 comprising a series of at least four rectangular principal shutters 61 forming the walls
- the flap suite 61 is provided on one side with a first set of flaps 64 forming the bottom of the box and on the other side with a second set 65 of flaps forming the cap.
- the set 65 of flaps comprises two flaps 66 each provided with at least one tongue 67, the set of flaps 64 comprising in turn at least one recess 68 adapted to cooperate with the tongue after it has been folded around the fold line 69 to be glued to the upper face 70 of the body.
- This fold line 69 is aligned with one of the sides 71 of the recess 68 in correspondence, the latter being located with respect to this alignment on the other side as the cutout 67 of the tongue.
- the recesses would then be located on the other side of a line 73 drawn in the extension of the fold lines 69, 69 '.
- the tabs are small squares for example 2 to 3 cm side.
- the figures 6 , 7 , 8 , 9 and 10 show other embodiments of cuts for which the recesses and tongues are located in the flaps.
- the tongues 67 are arranged so that their fold line 75 joining the corresponding flap 76 is at a distance from the outer edge 77 of said flap equal to the width of the tongue 67, to give a tongue configuration as shown in FIG. Figure 6A , the recesses 68 being for their part at a distance from the edge 78 of the corresponding flap equal to said tongue thickness or width 67.
- FIGS. 7 and 8 respectively show cutouts 60 provided for one ( figure 7 ) of one recess and / or tongue per flap and for the other ( figure 8 ) of two recesses and tabs by corresponding flap.
- FIG. 7 shows flaps 79 and 80, namely a flap 79 provided with a tongue 67 whose folding fold line with the flap 79 is situated at a distance corresponding to the width of the tongue of the lateral edge 81 of the corresponding flap 79, recess 68 of the flap facing towards it being with one of these sides coinciding with the edge 82 of the flap 80 thus forming a serration.
- the figure 8 corresponds to the embodiment of the figure 7 but with tabs and symmetrical recesses arranged on the same corresponding flap.
- FIGS. 9 and 10 give two other embodiments of cuts 60 with a ( figure 9 ) or two ( figure 10 ) tabs per flap 82, 83 and one or two corresponding recesses per flap facing 84, 85.
- the tabs 67 are here arranged around a fold line 69 which is parallel to the longitudinal axis 72 of the blank so that when the tongue is folded inward its end edges coincide with the line of the blank. folding or joining 25 between flap 82 and corresponding flap 61.
- the recess is with one of its edges 67 in coincidence or substantially in coincidence with the fold line 25 between flap and flap.
- the embodiment of the figure 10 shows a cutout 60 with two tabs and / or two recesses per flap arranged on either side symmetrically with respect to a transverse line 86.
- the figure 11 shows another embodiment of an eight-sided cut 90 namely four rectangular main panels 91 comprising two sets of flaps on either side, namely a first set 92 located on one side and a second set 93 located on the other side and interconnected by fold lines in a manner known per se and intermediate flaps 93 able to form cut corners (cf. figure 11A ).
- the flaps 94 comprise tabs 95 which can be turned 180 ° around the fold line 96 and glued on the upper surface 97 of the package so as to be able to then cooperate with the recesses 98 located on the other side of the alignment of the fold line 96 to be placed opposite each other during the superposition of one box with respect to the other as shown on the figure 11A .
- This type of box is advantageously mounted around a mandrel and allows extremely fast training rates.
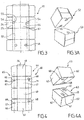
- FIGS 12 and 12A show another embodiment of cutouts and boxes according to the invention.
- the figure 12 shows a first cut 100 clean to form a tray known in itself to form the bottom of the box and a second cut 101 clean to form the cap of the box or vice versa.
- the first blank comprises tongues 102 that can be returned around their fold line 103 and the second blank has recesses 104 capable of cooperating with the tongues 102 that are turned upside down.
- the second blank 101 comprises a series of three flaps 105 interconnected by first fold lines 106 provided on both sides respectively by second and third connecting lines 107 of a first 108 and a second one. 109 flap suite, the central flap of the flap suite having the recesses and the central flap of the tray with the tabs.
- the figure 13 shows another embodiment comprising a first cutout 109 of corrugated cardboard suitable for forming a tray for the bottom of the box so, here again, known in itself and which will comprise the tongues and a second cutout 110 comprising a sequence of four flaps 111 interconnected by junction lines and connected by a perpendicular junction line and on one side to a flap continuation 112, said flaps comprising two flaps 113 provided with recesses 114, for example arranged with one on their side coinciding with the outer edge of the flap 113.
- the tabs 115 located on the central flap 116 of the tray are arranged to be folded around a fold line 115 'located at a distance from the junction line with the flap of the corresponding tray the width of the tray. tongue 115.
- angle brackets 117 formed by cutting the lateral edges of the flaps 118 on which are placed the tabs 119, at the corner with the junction of the flaps 120 corresponding to the flaps on which are fixed the tabs 119 arranged to cooperate, are provided. with the recesses 121 opposite on the other side of the line 122 corresponding to the fold line of the tongue 119.
- corner angles are for example formed by a portion 123 projecting from the extension of the junction line 124 between flap and corresponding flap on the outside of the cut and come cooperate with the angle of the box from above opposite to which it fits.
- figure 15 schematically shows a device 130 for forming a box as described above, comprising at least one vertical store 131 constant level, storage of a stack 132 of corrugated cardboard cuts for example of the type described with reference to the figure 11 .
- the device 130 comprises means (described below) for advancing the stack as it is unstacked and unstacking means 133 for the suction cuts.
- the stack of blanks 132 being vertical, the means of advancement comprise a lifting plate (described below with reference to figures 16 and following) of the stack vertically to a plane of the cut.
- the unstacking means 133 comprise a system 134 formed by a horizontal arm 135 provided for example with three parallel branches 136 for supplying compressed air and positioning six suction cups 137, for example two per branch, by suction gripping, known in itself.
- the arm 135 is horizontally movable, for example by means of a chain and / or an electric motor (not shown), between the gripping position of the blanks above the magazine, and the following step, for example winding around a mandrel 138.
- the cutout 143 has eight flaps, namely four main flaps separated by small intermediate flaps forming cut corners and terminated by a gluing tab on the intermediate end flap.
- the shutters are provided on both sides as specified above on the cutouts according to the invention of flaps, intended to form the bottom and the top of the box.
- Recesses 144 and tabs 145 are provided on two of the main flaps of the blank 143.
- FIGS. 16 to 20 show more precisely in side view the means for advancing the stack and the means 146 for pre-pilling according to the embodiment of the invention more particularly described here.
- the means 133 for advancing the stack comprise a lifting plate 147, for example formed by two angles 148 for horizontal support of the last cut of the bottom of the stack 132 and a jack 149 vertically pushing, controlled by a controller 150 allowing a lift the tray programmed as and when the removal of the cutouts, controlled by optical means 151 measurement.
- these optical means are associated, by means known in themselves, to means 151 for measuring telemetric laser reader type, the position p i of the cutting of the top and means 152 for calculating (microprocessor) of the trajectory unstacking means 133 as a function of the position p i , arranged to control the displacement of the unstacking means between a cutting gripping position and a positioning position on a given work station such as the mandrel, and for calculating in time masked, ie during the travel time, the trajectory for the next position (pi + 1) cutting and so on.
- the pre-unstacking means 146 comprise a horizontal robotic arm 153 provided with at least four suckers 154 gripping the cut, the arm being attached to a vertical shaft 155 eccentric to the stack, disposed adjacent thereto.
- the rod 155 guided and fixed by a sleeve 156 to a chain 147 for actuating between a position 158 (in dashed line on the figure 16 ), a position 159 ( figure 17 ) exhaust of the cutout above the jogging means 160, a position 161 ( figure 18 ) of removing the cutout on said jogging means 162 and a position 161 '( figure 19 ) exhaust height and lateral allowing the unstacking means 133 (arm 135) to come take the cut-out cut.
- the jogging means 162 comprise, on either side of the volume occupied by the stack 132 of vertically movable cuts, two troughs 163, for example formed by two tubes having a C-shaped cross section whose opening of the branches is located on the side of the stack and in which are mounted movable in translation parallel to the branches of C, respectively at least two tabs 164 sliding formed by metal tabs provided in the upper portion 165 of a lug 166 for wedging the periphery 167 of the blank, to precisely frame and maintain it on said stops in positioning stop once they moved from their exhaust position in phantom 168 (see figure 16 ).
- the tabs 164 are for example activated by a system of small cylinders with return springs (not shown) to return to the nominal exhaust position at rest.
- controller 150 They are controlled by the controller 150 to move said tabs between their stop position and their exhaust position.
- the top cutout of the bottom stack is torn off using blowing means from above the ripped cutout (not shown), which allows its effective peeling at a high rate (greater than thirty or forty seconds). , see fifty cuts per minute).
- the stack 132 of blanks empties and the plate formed by the brackets 148, which support the last blank, rises. There comes a time when it is in such a position that can automatically trigger the means 170 for maintaining the upper part of the stack.
- These means are for example constituted by tabs 171 formed by a free piece and / or mobile in rotation relative to an axis 172 integral with a rod 173 secured to the frame 174 of the device.
- the cleats have an end lug 175 arranged to slide along the edge of the stack.
- the lug 175 has for example a substantially triangular section forming a point of contact with the edge of the stack 176.
- a complete stack is thus reconstituted without breaking the load in order to produce boxes according to the invention.
- Figures 21 to 26 means 181 for advancing flat blanks 181 one by one from a magazine and an unstacking and pre-unstacking device such as that just described.
- the device comprises means for gluing the tongues as described above, and / or the surface adapted to be opposite, after folding.
- the tongues 183 of the cutout 184 are cut therein in said cutout according to the above descriptions, are pushed through oblique jacks 185, to make them adopt a pre-folded position to more than 90 ° (see arrow 186) the zones facing one side 188 on the blank and the other side 188 on the tongue being one and / or the other previously glued.
- the ends of the tongues are bonded by pressurizing (station C) the tongues by means of a tool 189 comprising a plate 190 and a 191.
- the blank can then be fed to the forming station.
- the jacks 185 and the counterpressure means 191 are embarked on the unstacking means 192 of the type described with reference to the preceding figures.
- the cutout 184 is gripped by the unstacking means 192 and, after gluing at 194, the tongue is hooked by means of a workpiece 195, mounted articulated about an axis 196 secured to the unstacking means 192, between a position d exhaust over the cut (station B) and a position of pressurization of the tongue on the underside of the cut (station C) by means of a rotation (arrow 197).
- This piece has a hook shape with an end portion 198 for compressing from below the tongue on the cut.
- Counterpressure means (not shown) are also provided.
- Figures 25 and 26 another embodiment of the means 184 of 180 ° folding of the tongues to apply them on the surface of the upper face, in the case of a coating downwards.
- the means 184 comprise vertical folding cylinders 199 which push back from below the tongue which is then taken up by cylinders 200 pressing from above with an angle at 45 ° for example relative to the vertical.
- the box is then formed around the mandrel as described with reference to the figure 15 the recesses and the tongues being entirely located inside the corresponding faces.
- the present invention is not limited to the embodiments particularly described. On the contrary, it embraces all the variants and in particular those where the means for folding the tongues and gluing are different, or those where the tongues are located on the bottom of the box and the recesses on the cap.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Making Paper Articles (AREA)
- Stackable Containers (AREA)
Description
- La présente invention concerne les boîtes en carton ondulé comprenant des parois, un fond et une coiffe, la face inférieure du fond étant munie d'évidements et la coiffe comportant des languettes sur sa face supérieure, à l'aplomb des évidements, de forme complémentaire. De tels emballages sont connus par exemple de
FR 2 757 833 FR 2 925 880 FR 2 761 341 - Elle concerne également des découpes ou ensembles de découpes pour la constitution de telles boîtes, ainsi qu'un procédé et un dispositif de fabrication de boites à partir desdites découpes ou desdits ensembles.
- Elle trouve une application particulièrement importante, bien que non exclusive, dans le domaine des caisses gerbables sur palettes, qui peuvent avoir tendance à glisser les unes par rapport aux autres lors de leur manipulation ou pendant les phases de transport.
- On connaît déjà des systèmes de centrage de caisses permettant d'éviter leur glissement, par tenons latéraux venant coopérer avec des orifices placés sur les arêtes, ou à proximité.
- On connaît aussi (
DE 20 2010 010 168 ) des caisses présentant des boutons collaborant par léger clipsage avec des trous correspondant dans une caisse superposée. - De tels systèmes sont fragiles et ne résistent pas aux manipulations répétées, et/ou sont compliqués à fabriquer.
- On connaît également (
FR-A-2.311.717 - Outre qu'un tel mode de réalisation impose une forme de flan à double jeu de rabats, il ne convient pas au faible grammage et ne permet pas toujours un empilage parfaitement vertical, du fait des décalages pouvant exister lors de la formation de la caisse.
- On connaît également une caisse avec une coiffe à languettes prises dans les parois latérales et collées sur la face supérieure de celle-ci par rabattement autour de la ligne de pliage entre parois et rabats.
- Si une telle caisse permet un bon centrage et un excellent blocage, elle entraîne en général une fragilisation des parois.
- La présente invention vise à fournir une boîte, un ensemble de découpes, un dispositif et un procédé de montage répondant mieux que ceux antérieurement connus aux exigences de la pratique, en particulier parce que d'une part elle propose un centrage des boîtes l'une sur l'autre rendant possible un empilage parfait des caisses et d'autre part elle autorise une formation des boîtes simple et peu coûteuse.
- Avec l'invention il va donc être possible d'éviter tout glissement des emballages lorsqu'ils sont empilés les uns sur les autres lors de leur palettisation et de permettre ainsi l'utilisation de grammage léger, et ce en évitant l'utilisation d'accessoires de palettisation coûteux et générateurs de manutention supplémentaire.
- La configuration des boîtes permet par ailleurs une descente dé charge optimisée des poids des boîtes supérieures sur les boîtes inférieures, en autorisant un excellent centrage des parois les unes à l'aplomb des autres.
- Dans ce but, la présente invention propose notamment une boîte d'emballage selon la revendication 1
- Par entièrement situés à l'intérieur il faut entendre que tous ces bords, qu'ils soient découpés ou reliés au carton, sont à l'intérieur de la face, c'est-à-dire à au moins plusieurs mm de la ligne de pliage ou de séparation entre parois et fond et/ou coiffe et par exemple à au moins 5 mm à l'intérieur de la face par rapport à ladite ligne de pliage, ou avantageusement et par exemple à au moins 1 cm, au moins 2 cm ou au moins 5 cm.
- Dans des modes de réalisation avantageux, on a de plus recours à l'une et/ou à l'autre des dispositions suivantes :
- la portion formant les languettes est rectangulaire ou trapézoïdale, la première partie étant délimitée par trois côtés et la deuxième partie par le quatrième côté formant la ligne de pliage ;
- les languettes présentent une première partie de forme arrondie, par exemple en forme en demi-lune, demi-ronde, ou demi-ovale ;
- la boîte est formée à partir d'un flan comprenant une suite d'au moins quatre volets principaux, deux des volets principaux formant le fond et la coiffe de la boîte et les deux autres formant deux premières parois latérales en vis à vis, ladite suite étant munie d'un côté d'un premier jeu de rabats et de l'autre côté d'un second jeu de rabats, lesdits jeux formant au moins en partie les deux autres parois latérales adjacentes aux premières parois en vis à vis, lesdits évidements et lesdites languettes étant formés dans lesdits volets principaux formant le fond et la coiffe ;
- les languettes et les évidements sont centraux par rapport aux volets concernés et respectivement symétriques par rapport à un axe central longitudinal de la suite de volets.
- Par centraux par rapport aux volets, il faut entendre qu'ils sont situés sur une ligne séparant le volet en deux parties égales perpendiculaires à l'axe central longitudinal de la suite de volets ;
- les languettes et les évidements sont symétriques par rapport à un point central du volet concerné ;
- la ligne de pliage de la deuxième partie des languettes formées par une portion de la face supérieure de la coiffe est située à une distance avec la ligne de jonction entre rabats et volets principaux correspondants égale à la largeur de la languette ;
- la boîte est formée à partir d'un flan comprenant une suite d'au moins quatre volets principaux, formant les parois latérales de la boîte, ladite suite étant munie d'un côté d'un premier jeu de rabats formant le fond de la boîte et de l'autre côté d'un second jeu de rabats formant la coiffe, lesdits évidements et lesdites languettes étant formés dans lesdits rabats ;
- les languettes et les évidements sont centrés dans la largeur du rabat par rapport aux rabats concernés ;
- chaque rabat concerné comporte deux évidements ou deux languettes ;
- les languettes ont leur première partie découpée opposée à la deuxième partie reliée à la face par une ligne de pliage, qui coïncide avec le bord externe du rabat correspondant ;
- les évidements sont situés en bordure d'un côté latéral du rabat correspondant ;
- les évidements ont un côté découpé qui coïncide ou coïncide sensiblement avec la ligne de jonction entre rabats et volets principaux correspondants ;
- la boîte comporte huit côtés, à savoir quatre volets principaux et quatre volets intermédiaires formant coins coupés, et est formée autour d'un mandrin ;
- la boîte est formée à partir de deux découpes en matériau en feuille de carton ondulé, à savoir une première découpe propre à former une barquette pour le fond de la boîte et une deuxième découpe propre à former la coiffe de ladite boîte, ladite première découpe comprenant les languettes ou les évidements et ladite deuxième découpe comportant une suite de trois volets reliés entre eux par des premières lignes de jonction munis de part et d'autre par le biais respectivement de deuxième et de troisième lignes de jonction d'une première et d'une seconde suite de rabats, ledit volet central de la suite de volets comportant les évidements ou languettes correspondant aux languettes ou évidements de la première découpe ;
- la boîte est formée à partir de deux découpes en matériau en feuille de carton ondulé, à savoir une première découpe propre à former une barquette pour le fond de la boite et une deuxième découpe propre à former la coiffe de ladite boite, ladite première découpe comprenant les languettes ou les évidements et ladite deuxième découpe comportant une suite de quatre volets reliés entre eux par des lignes de jonction munis d'un côté d'une suite de rabats, lesdits rabats comportant les évidements ou languettes correspondant aux languettes ou évidements de la première découpe ;
- la boite comporte de plus des cornières d'angle pour centrage d'une boîte sur l'autre obtenues par découpe de languettes à au moins deux coins de la boîte.
- L'invention propose également une découpe ou un ensemble de découpes pour la constitution d'une boite selon la revendication 2.
- Elle propose aussi un procédé pour la réalisation d'une boîte selon la revendication 6.
- L'invention propose aussi un dispositif pour la réalisation d'une boîte de matière en feuille de carton ondulé à partir d'une découpe ou d'un ensemble de découpes selon la revendication 7.
- Avantageusement, la pile de découpes étant verticale, les moyens d'avancée de la pile comportent un plateau élévateur de la pile jusqu'à un plan de prise pour la découpe du dessus,
et le dispositif comporte des moyens de pré-dépilage agencés pour séparer la découpe du dessus du reste de la pile et des moyens de taquage de ladite découpe pour la cadrer et la maintenir séparée du reste de la pile en position de préhension par les moyens de dépilage après effacement des moyens de pré-dépilage. - Dans un mode de réalisation avantageux le dispositif comporte des moyens de maintien en partie haute de la pile lorsque la découpe du dessous de la pile a atteint un niveau déterminé et des moyens de mise en place automatique d'une nouvelle pile en dessous de la partie restante de la précédente pile, propre à garantir la continuité du dépilage.
- Avantageusement, les moyens de maintien en partie haute comprennent des taquets libres pivotant entre une position de glissement le long de la pile de découpes et une position de soutien du fond de la pile sous l'effet de la gravité.
- Egalement avantageusement le dispositif comporte des moyens de mesure télémétrique de la position (pi) de la découpe du dessus et des moyens de calcul de la trajectoire des moyens de dépilage en fonction de la dite position (pi) agencés pour commander le déplacement desdits moyens de dépilage entre une position de saisie de la découpe et une position de positionnement sur un poste de travail déterminé, et pour calculer pendant le temps de déplacement la trajectoire pour la position suivante (pi+1) de découpe et ainsi de suite.
- Dans un autre mode de réalisation avantageux le dispositif comporte des moyens d'aide au décollement de la découpe du dessus du reste de la pile, par soufflage d'air rasant sur le dessus de la découpe.
- Encore avantageusement, les moyens de dépilage comportent un système embarqué muni d'un bras robotisé de déplacement de ladite découpe à un poste suivant, en vue de son formage, avant retour à vide pour saisir la découpe de dessus suivante, ledit bras robotisé comportant les moyens de pliage à 180°.
- Avantageusement le dispositif comporte au moins deux magasins et/ou piles de découpes à partir desquels au moins deux découpes du dessus sont saisies pour être encollés et placées l'une sur l'autre pour former une boîte en au moins deux parties.
- Dans un mode de réalisation avantageux le dispositif comporte un poste de formage par enroulement des découpes autour d'un volume déterminé.
- L'invention sera mieux comprise à la lecture de la description de modes de réalisation qui suivent donnés à titre d'exemple non limitatif.
- Elle se réfère aux dessins qui l'accompagnent dans lesquels :
- Les
figures 1, 1A, 1B, 1C et 1D illustrent en vue à plat, et en perspective deux exemples d'un premier mode de réalisation de boîtes selon l'invention. - Les
figures 2A et 2B montrent plus précisément en perspective un évidement et une languette (figure 2A ), et une languette retournée à 180° et collée (figure 2B ), les deux étant entièrement situés à l'intérieur de la face concernée, selon l'invention. - Les
figures 3 et 3A illustrent respectivement une découpe en vue à plat et deux boîtes obtenues chacune avec une telle découpe, pour être superposées et en perspective, selon un mode de réalisation de l'invention, évidements et languettes étant disposés dans les volets. - Les
figures 4, 4A ; 5, 5A ; 6, 6A ; 7, 7A ; 8, 8A ; 9, 9A ; 10, 10A et 11, 11A sont des modes de réalisation selon l'invention respectivement de découpes à plat et de deux boites en perspectives pour être superposées, dont les évidements et/ou languettes sont situés dans les rabats propres à former les fonds et parties supérieures des boîtes. - Les
figures 12 et 12A montrent un ensemble de découpes à plat (figure 12 ) et deux boîtes (figure 12A ) en perspective selon un autre mode de réalisation de l'invention avec barquette pour former le fond et/ou la coiffe de la boîte. - Les
figures 13 et 13A donnent un autre ensemble de découpes et deux boîtes avec barquettes selon un autre mode de réalisation de l'invention. - Les
figures 14 et 14A illustrent à plat et en perspective un exemple de caractéristique combinable avec des boîtes selon l'invention. - La
figure 15 illustre schématiquement un dispositif selon un mode de réalisation de l'invention. - Les
figures 16 à 20 montrent des vues latérales des moyens d'avancées, des moyens de pré dépilages et des moyens de dépilage d'une pile, selon le mode de réalisation de l'invention plus particulièrement décrit ici. - Les
figures 21, 22 ;23, 24 ;25 et 26 montrent respectivement, en vue de côté et en vue de dessus, les moyens d'avancées et de pliages à 180° des languettes selon trois modes de réalisation de l'invention. - Dans la suite de la description on utilisera en général les mêmes numéros de références pour désigner des éléments identiques ou similaires.
- La
figure 1A montre un flan 1 formé d'une suite de quatre volets 2, 3, 4, 5 rectangulaires par exemple de taille identique, dits volets principaux. - Deux des volets principaux 2 et 4 forment le fond 6 et la coiffe 7 représentée sur les boîtes 8 parallélépipédiques de la
figure 1B . - Les flans sont par exemple en carton ondulé de faible épaisseur par exemple de 2 à 3 mm d'épaisseur.
- Les deux autres volets 3 et 5 forment les parois 9 latérales en vis à vis de la boîte.
- La suite de volet est munie d'un côté d'un premier jeu de rabats 10 et de l'autre côté d'un second jeu de rabats 11 lesdits rabats étant de forme connue en elle-même rectangulaire et propre à former au moins en partie deux autres parois latérales 12 des boîtes 8, adjacentes aux premières parois 9 en vis à vis.
- Selon l'invention la face inférieure du fond 6 et la face supérieure de la coiffe 7 comportent respectivement pour l'une deux évidements 13 de formes sensiblement carrées et pour la coiffe 7 deux languettes 14 de formes complémentaires aux évidements et agencées pour être collées par retournement sur la face supérieure de la coiffe 7 à l'aplomb des évidements 13 de formes complémentaires comme montré sur la
figure 1B . - Ainsi lorsque la caisse supérieure 15 est placée sur la caisse inférieure 16 les évidements vont venir s'emboîter sur les languettes collées sur la face supérieure de la coiffe permettant un centrage et un calage d'une caisse par rapport à l'autre qui vont donc éviter leur glissement relatif lors de leur transport.
- Sur l'exemple des
figures 1A et 1B les évidements et les languettes sont centraux par rapport aux volets et respectivement symétriques par rapport à un axe central longitudinal 17. Chaque languette 14 du volet 4 formant la coiffe 7 est formée par une partie découpée 18 reliée au volet 4 par une ligne de pliage 19 autour de laquelle la languette va donc pouvoir être retournée pour être collée sur la face supérieure de la coiffe 7. - Cette ligne de pliage 19 est alignée avec le côté 20 de l'évidement 13 correspondant ledit évidement étant situé de l'autre côté de la ligne d'alignement 21 par rapport à la languette, ce qui permet lorsque cette dernière est retournée d'obtenir les coïncidences pour le centrage.
- Ceci sera précisé encore en référence aux
figures 2A . - En d'autres termes languettes et évidements sont situés de part et d'autre d'une ligne 21 de sorte que lorsque la languette est retournée autour de cette ligne qui coïncide avec la ligne de pliage 19 l'évidement et la languette retournés à 180° vont pouvoir être à l'aplomb l'un de l'autre et coïncider entre deux caisses superposées.
- On a représenté sur la
figure 1C un autre mode de réalisation d'un flan 22 pour lequel les évidements 13 et les languettes 14 sont symétriques par rapport à un point central du volet 23. La suite de volet 22 est terminée de façon connue, par une languette rectangulaire 24 de collage sur le volet adjacent lors du formage. - Les rabats des jeux 10 et 11 sont quant à eux formés de façon connue en elle-même, par des portions rectangulaires reliées par des lignes de pliage 25 aux volets correspondants, à savoir des premiers rabats 26 destinés à former une partie interne de volets 12 correspondants et qui sont reliés par lesdites lignes de pliage 25 aux volets 2 et 4 comportant les évidements ou les languettes et les rabats 27 qui sont quant à eux reliés aux volets 3 et 5 destinés à former les parois 9 de l'emballage, lesdits rabats étant collés sur les premiers rabats et destinés à former les parois 12 de la boîte en étant jointifs à leur jonction 28 de façon à former une paroi complète.
- On a représenté sur les
figures 2A et 2B en perspective développée (figure 2A ) et en perspective en partie repliée (figure 2B ), de façon schématique, un évidement et/ou une languette mis en oeuvre dans les boîtes et/ou découpes selon l'invention. - La
figure 2A montre une portion de découpe 30 qui comprend les volets et/ou rabats 31 et 32 destinés à former en partie les faces supérieure et inférieure d'une boîte selon l'invention. - Le volet ou rabat 31 comporte l'évidement 33 par exemple rectangulaire dont les bords sont parallèles aux lignes de pliage et disposés dans le volet à des distances respectives d1 et d'1 des premières lignes de pliage 34 et 35 (avec volet ou rabat adjacent), de sorte que l'évidement soit entièrement à l'intérieur du volet ou rabat 31 (i.e. par exemple d1 et d'1 supérieurs à 5 mm et/ou très supérieurs à l'épaisseur de carton, par exemple supérieur à deux fois l'épaisseur).
- Il est également situé, cette fois-ci par rapport aux lignes de pliage 36 et 37 perpendiculaires aux premières, à des distances d2 et d'2 pour ses côtés extrêmes découpés, ici encore de sorte que l'évidement soit entièrement à l'intérieur du volet ou rabat concernés, dans ce sens-là aussi.
- Le volet 32 comprend quant à lui la languette 38 destinée à être repliée à 180° sur la paroi externe 39 (flèche 40) de façon à obtenir (voir
figure 2B ) une languette 38 retournée collée sur la face supérieure 41 de la paroi externe 39 du volet 32. Cette languette est découpée sur trois de ses côtés 42, 43, 44, et reliée à la face du volet 32 par son quatrième côté 45 formant ligne de pliage et qui va donc par exemple être formée par une double ligne de pliage pour permettre un meilleur retournement de la languette sur elle-même. - Du point de vue de sa disposition dans le volet 32 cette languette est latéralement située aux distances d1 et d'1 par rapport aux lignes de pliage avec rabats et/ou volets adjacents 46 et 47 correspondant aux lignes de pliage 34 et 35 du volet dans lequel est découpé l'évidement 33.
- La distance qui existe entre la ligne de pliage 45 de la languette 38 et les lignes de pliage 48 et 49 propres à être respectivement situées à l'aplomb des lignes de pliage 37 et 36 du volet ou rabat agencé pour former le fond 31, sont telles que lorsque la languette est repliée, son extrémité 50 (bord découpé 43) soit à la distance d'2 de la ligne de pliage 48, et donc à l'aplomb de son équivalent 37, la ligne de pliage 45 étant quant à elle située à la distance d2 de la ligne de pliage 49, ce qui va permettre la coïncidence, comme cela paraît également clairement sur les
figures 1A et/ou 1C. - Les
figures 3 et 3A montrent un autre mode de réalisation d'un flan ou découpe 51 et des boîtes 52, 53 correspondantes, selon l'invention. - Ici les languettes 54 sont agencées pour que leur ligne de pliage 55 avec la face supérieure de la coiffe soit située à une distance égale ou sensiblement égale à la largeur de la languette, avec la ligne de jonction 25 entre rabat 26 et volet 57 correspondant.
- Les évidements 58 vont quant à eux bien évidemment être situés de l'autre côté de la ligne 59 telle que représentée sur la
figure 3 , entièrement à l'intérieur du volet correspondant, c'est à dire avec leur côté le plus proche de la ligne de pliage avec le rabat correspondant, situé à une distance supérieure par exemple à 5 mm. - On a représenté sur les
figures 4 à 11A d'autres modes de réalisation de l'invention dans lesquels la boîte est formée à partir d'un flan 60 comprenant une suite d'au moins quatre volets principaux 61 rectangulaires formant les parois latérales 62 de la boîte 63. La suite de volet 61 est munie d'un côté d'un premier jeu de rabats 64 formant le fond de la boîte et de l'autre côté d'un second jeu 65 de rabats formant la coiffe. - Comme dans le cas des flans des modes de réalisation précédents la suite de volets est bien entendu terminée par une languette 24 de collage qui va permettre de former la boîte de façon connue en elle-même.
- Le jeu 65 de rabats comporte deux rabats 66 muni chacun d'au moins une languette 67, le jeu de rabats 64 comprenant quant à lui au moins un évidement 68 propre à coopérer avec la languette après que celle-ci ait été repliée autour de la ligne de pliage 69 pour être collée sur la face supérieure 70 de la caisse. Cette ligne de pliage 69 est alignée avec un des côtés 71 de l'évidement 68 en correspondance, ce dernier étant situé par rapport à cet alignement de l'autre côté que la découpe 67 de la languette.
- Sur la
figure 5 et 5A il existe deux languettes par rabat qui vont être repliées vers l'intérieur du volet par rapport à leur ligne de pliage 69, 69'. - Bien entendu cela pourrait être l'inverse sachant que les évidements seraient alors situés de l'autre côté d'une ligne 73 tracée dans le prolongement des lignes de pliage 69, 69'. Ici les languettes sont des petits carrés par exemple de 2 à 3 cm de côté.
- Dans le mode de réalisation des
figures 4, 4A ,5, 5A les lignes de pliage 69, 69' des languettes sont perpendiculaires à l'axe de symétrie 72 de la suite de volets et de rabats. - Les
figures 6 ,7 ,8 ,9 et 10 montrent d'autres modes de réalisation de découpes pour lesquelles les évidements et languettes sont situés dans les rabats. - Dans le mode de réalisation de la découpe 74 de la
figure 6 et des boîtes correspondantes de lafigure 6A , les languettes 67 sont agencées pour que leur ligne de pliage 75 de jonction avec le rabat 76 correspondant soit à une distance du bord 77 externe dudit rabat égale à la largeur de la languette 67, pour donner une configuration de languette telle que représentée sur lafigure 6A , les évidements 68 étant quant à eux à une distance du bord 78 du rabat correspondant égal à ladite épaisseur ou largeur de languette 67. - Les
figures 7 et 8 montrent respectivement des découpes 60 munies pour l'une (figure 7 ) d'un seul évidement et/ou languette par rabat et pour l'autre (figure 8 ) de deux évidements et languettes par rabat correspondant. - Plus précisément la
figure 7 montre des rabats 79 et 80 à savoir un rabat 79 munie d'une languette 67 dont la ligne de pliage de jonction avec le rabat 79 est située à une distance correspondante à la largeur de la languette du bord latéral 81 du rabat 79 correspondant, l'évidement 68 du rabat en vis à vis étant quant à lui avec un de ces côtés coïncidant avec le bord 82 latéral du rabat 80 formant ainsi une dentelure. - La
figure 8 correspond au mode de réalisation de lafigure 7 mais avec des languettes et évidements symétriques disposés sur le même rabat correspondant. - Les
figures 9 et 10 donnent deux autres modes de réalisation de découpes 60 avec une (figure 9 ) ou deux (figure 10 ) languettes par rabat 82, 83 et un ou deux évidements correspondant par rabat en vis à vis 84, 85. - Plus précisément les languettes 67 sont ici disposées autour d'une ligne de pliage 69 qui est parallèle à l'axe longitudinal 72 du flan de sorte que lorsque la languette est rabattue vers l'intérieur ses bords d'extrémité viennent coïncider avec la ligne de pliage ou de jonction 25 entre rabat 82 et volet 61 correspondant. L'évidement est quant à lui avec un de ses bords 67 en coïncidence ou sensiblement en coïncidence avec la ligne de pliage 25 entre rabat et volet.
- Le mode de réalisation de la
figure 10 montre une découpe 60 avec deux languettes et/ou deux évidements par rabat disposés de part et d'autre symétriquement par rapport à une ligne transversale 86. - La
figure 11 montre un autre mode de réalisation d'une découpe 90 à huit côtés à savoir quatre volets principaux 91 rectangulaires comprenant deux jeux de rabats de part et d'autre à savoir un premier jeu 92 situé d'un côté et un deuxième jeu 93 situé de l'autre côté et reliés entre eux par des lignes de pliage de façon connue en elle-même et des volets intermédiaires 93 propres à former des coins coupés (cf.figure 11A ). - Les rabats 94 comprennent des languettes 95 qui vont pouvoir être retournées à 180° autour de la ligne de pliage 96 et collés sur la surface supérieure 97 de l'emballage de façon à pouvoir ensuite coopérer avec les évidements 98 situés de l'autre côté de l'alignement de la ligne de pliage 96 pour se placer en vis à vis lors de la superposition d'une boîte par rapport à l'autre comme montré sur la
figure 11A . - Ce type de boîte est avantageusement monté autour d'un mandrin et permet des cadences de formation extrêmement rapides.
- Les
figures 12 et 12A montrent un autre mode de réalisation de découpes et de boîtes selon l'invention. - La
figure 12 montre une première découpe 100 propre à former une barquette connue en elle-même pour former le fond de la boîte et une deuxième découpe 101 propre à former la coiffe de la boîte ou inversement. - La première découpe comprend des languettes 102 retournables autour de leur ligne de pliage 103 et la deuxième découpe comprend des évidements 104 propre à coopérer avec les languettes retournées 102.
- La deuxième découpe 101 comporte une suite de trois volets 105 reliés entre eux par des premières lignes de pliage 106 munis de part et d'autre par le biais respectivement de deuxième et troisième lignes de jonction 107 d'une première 108 et d'une deuxième 109 suite de rabats, le volet central de la suite de volets comportant les évidements et le volet central de la barquette comportant les languettes.
- Bien entendu cela peut être l'inverse.
- La
figure 13 montre un autre mode de réalisation comprenant une première découpe 109 en carton ondulé propre à former une barquette pour le fond de la boîte de façon, ici encore, connue en elle-même et qui va comporter les languettes et une deuxième découpe 110 comportant une suite de quatre volets 111 reliés entre eux par des lignes de jonction et reliés par une ligne de jonction perpendiculaire et d'un côté, à une suite 112 de rabats, lesdits rabats comprenant deux rabats 113 munis des évidements 114 par exemple disposés avec un de leur côté coïncidant avec le bord externe du rabat 113. - Dans ce cas les languettes 115 situées sur le volet central 116 de la barquette sont agencées pour être repliées autour d'une ligne de pliage 115' située à une distance de la ligne de jonction avec le rabat de la barquette correspondante de la largeur de la languette 115.
- En plus des caractéristiques particulières de l'invention liées aux positionnements des languettes et des évidements il est bien entendu possible de compléter l'emballage et/ou la boîte concernée par d'autres dispositions comme par exemple celles représentées en référence à la
figure 14 . - Ici il est prévu des cornières d'angle 117 formées par découpes des bords latéraux des rabats 118 sur lesquelles sont placées les languettes 119, à l'angle avec la jonction des volets 120 correspondant aux rabats sur lesquels sont fixées les languettes 119 agencées pour coopérer avec les évidements 121 en vis à vis situés de l'autre côté de la ligne 122 correspondant à la ligne de pliage de la languette 119.
- Ces cornières d'angle sont par exemple formées par une partie 123 en saillie par rapport à la prolongation de la ligne de jonction 124 entre rabat et volet correspondant du côté de l'extérieur de la découpe et viennent coopérer avec l'angle de la caisse du dessus en vis à vis autour duquel elle s'encastre.
- On va maintenant décrire en référence aux
figures 15 à 26 un ou des modes de réalisation des dispositif et procédé selon l'invention permettant de former les boîtes telle que décrites ci-dessus. - Celles-ci posent en effet un problème de fabrication notamment lors du retournement de la languette qui doit être effectuée de façon efficace rapide et à haute cadence à partir d'une prise de languette centrée et/ou positionnée à l'intérieur d'un des volets et/ou un des rabats.
- Ceci n'est possible que grâce à des moyens de prise des découpes agencés pour être aptes à amener lesdites découpes de façon particulièrement précise et répétitive et, à haute cadence, en face de l'emplacement de traitement et/ou de formage par exemple autour d'un mandrin.
- Plus précisément la
figure 15 montre schématiquement un dispositif 130 de formation d'une boîte telle que décrite ci-avant, comprenant au moins un magasin vertical 131 à niveau constant, de stockage d'une pile 132 de découpes en carton ondulé par exemple du type décrit en référence à lafigure 11 . - Le dispositif 130 comprend des moyens (décrits ci-après) d'avancée de la pile au fur et à mesure de son dépilage et des moyens de dépilage 133 des découpes par aspiration.
- La pile de découpes 132 étant verticale les moyens d'avancée comportent un plateau élévateur (décrit ci-après en référence aux
figures 16 et suivantes) de la pile verticalement jusqu'à un plan de prisé de la découpe. - Les moyens de dépilage 133 comprennent un système 134 formé par un bras 135 horizontal muni par exemple de trois branches parallèles 136 d'alimentation en air comprimé et de positionnement de six ventouses 137, par exemple deux par branche, de préhension par aspiration, de façon connue en elle-même.
- Le bras 135 est déplaçable horizontalement par exemple par le biais d'une chaîne et/ou d'un moteur électrique (non représenté), entre la position de préhension des découpes au-dessus du magasin, et l'étape suivante, par exemple d'enroulage autour d'un mandrin 138.
- Il est prévu un encollage par les pistolets 139 de colle liquide sous pression du type connue sous la dénomination anglo-saxonne « hot melt », la boîte étant formée par mise en compression sur le mandrin par des moyens presseurs 140 (plaque pousseuse inférieure 141 propre à être déployée verticalement, vérins pousseurs latéraux 142, etc...).
- Dans l'exemple décrit ici, la découpe 143 comporte huit volets, à savoir quatre volets principaux séparés par des petits volets intermédiaires formant coins coupés et terminés par une languette de collage sur le volet intermédiaire d'extrémité.
- Les volets sont munis de part et d'autre comme précisé ci-avant sur les découpes selon l'invention de rabats, destinés à former le fond et le dessus de la boîte.
- Des évidements 144 et des languettes 145 sont prévus sur deux des volets principaux de la découpe 143.
- Les figues 16 à 20 montrent plus précisément en vue latérale les moyens d'avancée de la pile et les moyens 146 de pré-pilage selon le mode de réalisation de l'invention plus particulièrement décrit ici.
- Les moyens 133 d'avancée de la pile comportent un plateau élévateur 147, par exemple formé par deux cornières 148 de soutien horizontal de la dernière découpe du fond de la pile 132 et un vérin 149 pousseur verticalement, commandé par un automate 150 autorisant une remontée du plateau programmé au fur et à mesure de l'enlevage des découpes, contrôlé par des moyens optiques 151 de mesure.
- Plus précisément ces moyens optiques sont associés, par des moyens connus en eux-mêmes, à des moyens 151 de mesure télémétrique type lecteur laser, de la position pi de la découpe du dessus et des moyens 152 de calcul (microprocesseur) de la trajectoire des moyens 133 de dépilage en fonction de la position pi, agencé pour commander le déplacement des moyens de dépilage entre une position de saisie de la découpe et une position de positionnement sur un poste de travail déterminé comme le mandrin, et pour calculer en temps masqué, c'est à dire pendant le temps de déplacement, la trajectoire pour la position suivante (pi + 1) de découpe et ainsi de suite.
- Le diagramme des temps suivis est par exemple du type suivant :
- Initialisation avec choix des valeurs de décalage selon un format stocké en base de données,
- déplacement du bras robotisé à la référence du magasin et en fonction des décalages du format,
- lecture par télémétrie de la position initiale s'il y a lieu et/ou calcul de la position initiale,
- calcul de la trajectoire aller
- retaquage sur la référence du magasin de découpes,
- une fois la position atteinte, calcul puis descente sur la découpe selon des valeurs prédéterminées ou suivant des valeurs qui sont mesurées grâce à la télémétrie,
- mise sous vide des ventouses pour aspirer la découpe,
- exécution de la trajectoire puis s'il y a eu lecture de la hauteur de télémétrie,
- calcul de la trajectoire retour et sinon retrait des paramètres de la trajectoire dans la base de données,
- arrêt du vide pour larguer la découpe à l'endroit adéquat,
- exécution de la trajectoire de retour,
- et recommencement du cycle.
- Les moyens 146 de pré-dépilage comprennent un bras robotisé horizontal 153 muni d'au moins quatre ventouses 154 de préhension de la découpe, le bras étant fixé à une tige 155 verticale excentrée par rapport à la pile, disposée à côté de cette dernière.
- La tige 155 guidée et fixée par un manchon 156 à une chaîne 147 d'actionnement entre une position 158 (en trait mixte sur la
figure 16 ) de préhension, une position 159 (figure 17 ) d'échappement de la découpe au-dessus des moyens 160 de taquage, une position 161 (figure 18 ) de dépose de la découpe sur lesdits moyens 162 de taquage et une position 161' (figure 19 ) d'échappement en hauteur et latérale permettant aux moyens 133 de dépilage (bras 135) de venir prendre la découpe taquée. - Plus précisément les moyens 162 de taquage comprennent de part et d'autre du volume occupé par la pile 132 de découpes mobile verticalement, deux goulottes 163, par exemple formées par deux tubes présentant une coupe transversale en forme de C dont l'ouverture des branches est située du côté de la pile et dans lesquels sont montés mobiles en translation parallèlement aux branches du C, respectivement au moins deux taquets 164 coulissants formés par des languettes métalliques munies en partie supérieure 165 d'un ergot 166 de calage de la périphérie 167 du flan, pour le cadrer précisément et le maintenir sur lesdits taquets en positionnement de butée une fois ceux-ci déplacés de leur position d'échappement en traits mixtes 168 (voir
figure 16 ). Les taquets 164 sont par exemple activés par un système de petits vérins avec ressorts de rappel (non représentés) pour remise en position d'échappement nominale au repos. - Ils sont commandés par l'automate 150 pour déplacer lesdits taquets entre leur position de butée et leur position d'échappement.
- Lors du pré-dépilage, on arrache la découpe du dessus de la pile du dessous en utilisant des moyens de soufflage par le dessus de la découpe arrachée (non représentés), ce qui permet son décollement efficace à forte cadence (supérieur à trente ou quarante, voir cinquante découpes par minute).
- Au fur et à mesure du fonctionnement des moyens de pré-dépilage et dépilage, la pile 132 de découpes se vide et le plateau formé par les cornières 148, qui supportent la dernière découpe, monte. Il arrive un moment où il se trouve dans une position telle que peuvent automatiquement se déclencher les moyens 170 de maintien en partie haute de la pile. Ces moyens sont par exemple constitués par des taquets 171 formés par une pièce libre et/ou mobile en rotation par rapport à un axe 172 solidaire d'une tige 173 solidaire du châssis 174 du dispositif.
- Les taquets présentent un ergot 175 d'extrémité agencé pour glisser le long du bord de la pile.
- L'ergot 175 présente par exemple une section sensiblement triangulaire formant une pointe de contact avec le bord de la pile 176.
- Lorsque la pointe de l'ergot 175 n'est plus en contact avec le bord de la pile, parce que celle-ci. est trop haute, le taquet pivote autour de son axe 172 (cf.
figure 20 ). - Il est alors agencé pour se placer dans une position de butée horizontale (en trait mixte 176) sur laquelle la dernière découpe peut venir reposer libérant le plateau formé par les cornières 148.
- Il est alors possible de le redescendre en actionnant le vérin pousseur verticalement jusqu'à sa position initiale. On peut ensuite remettre en place sur le plateau une nouvelle pile de découpes par exemple en la poussant à partir d'une palette. Il suffit alors de remonter la pile jusqu'à ce qu'elle vienne en contact avec les ergots 175 qui vont alors pivoter jusqu'à ce que la dernière découpe du reste de la pile du dessus vienne en contact avec la première découpe de la pile du dessous.
- On reconstitue ainsi en totalité une pile sans rupture de charge pour fabriquer des boîtes selon l'invention.
- On a représenté sur les
figures 21 à 26 des moyens d'avancée 180 des découpes à plat 181 une par une à partir d'un magasin et d'un dispositif de dépilage et de pré-dépilage tel que celui qui vient d'être décrit. - Le dispositif comporte des moyens d'encollage des languettes tels que décrits ci-avant, et/ou de la surface propre à être en vis à vis, après pliage.
- Trois types de réalisation des moyens 182 (
figure 21 ), 183 (figure 23 ) et 184 (figure 25 ) de pliage à 180° des languettes pour les appliquer sur ladite surface de la face supérieure pendant et/ou après le transfert vers le poste de formage sont prévus. - Sur le mode de réalisation des
figures 21, 22 les languettes 183 de la découpe 184 y sont découpées dans ladite découpe conformément aux descriptions ci-avant, sont repoussées par l'intermédiaire de vérins obliques 185, pour leur faire adopter une position pré-pliée à plus de 90° (voir flèche 186), les zones en vis à vis d'un côté 188 sur la découpe et de l'autre côté 188 sur la languette étant l'une et/ou l'autre préalablement encollées. - On vient terminer, sur le trajet vers le poste de formage, le collage des languettes par une mise en pression (poste C) des languettes par le biais d'un outillage 189 comprenant une plaque 190 et une contreplaque 191. La découpe peut ensuite être amenée au poste de formage.
- Les vérins 185 et les moyens 191 de contre pressions sont embarqués sur les moyens de dépilage 192 du type décrit en référence aux figures précédentes.
- La découpe est quant à elle toujours maintenue grâce aux ventouses 193 de préhension des moyens 192 de dépilage.
- On a représenté sur les
figures 23 et 24 les moyens 183 de pliage à 180° des languettes qui vont pouvoir ici être utilisés à grande vitesse. - Il s'agit dans ce cas-là d'un enrobage vers le haut. La découpe 184 est saisie par les moyens 192 de dépilage puis, après encollage en 194, la languette est accrochée par le biais d'une pièce 195, montée articulée autour d'un axe 196 solidaire des moyens de dépilage 192, entre une position d'échappement au-dessus de la découpe (poste B) et une position de mise en pression de la languette sur la face inférieure de la découpe (poste C) par le biais d'une rotation (flèche 197). Cette pièce a une forme de crochet avec une partie d'extrémité 198 permettant de venir comprimer par en dessous la languette sur la découpe.
- Des moyens de contre pression (non représentés) sont également prévus.
- On a enfin représenté sur les
figures 25 et 26 un autre moyen de réalisation des moyens 184 de pliage à 180° des languettes pour les appliquer sur la surface de la face supérieure, dans le cas d'un enrobage vers le bas. - Les moyens 184 comprennent des vérins verticaux de pliage 199 qui viennent repousser par en dessous la languette qui est alors reprise par des vérins 200 de pressage par le dessus avec un angle à 45° par exemple par rapport à la verticale.
- Ces opérations se font de façon continue par exemple au moment du transfert de la découpe.
- On va maintenant décrire plus particulièrement en référence aux
figures 15 et suivantes, le fonctionnement d'un dispositif pour former des boîtes selon le mode de réalisation de l'invention plus particulièrement décrit ici. - A partir d'une découpe prise dans la pile verticale 132 de matière en feuille de carton ondulé comportant les évidements et les languettes entièrement situés à l'intérieur des volets, comme décrits ci avant, et après dépilage de ladite découpe à partir du magasin vertical, on la déplace horizontalement pour l'amener en position de formage. Après saisie de la découpe de façon extrêmement précise grâce au dispositif de taquage et de pré-dépilage particulier autorisant une telle précision et/ou grâce aux moyens de mesure télémétrique permettant de calculer exactement la trajectoire, et en décollant la découpe par soufflage, on déplace la découpe pour y déposer à la volée les traits de colle, soit sur la languette, soit sur la partie qui va être en contact avec la languette après pliage, puis on plaque ladite languette sur les faces supérieures correspondantes du volet principal concerné par le biais d'un des dispositifs tel que décrit ci avant, choisi en fonction de la vitesse de formation recherchée.
- La boîte est ensuite formée autour du mandrin comme décrit en référence à la
figure 15 les évidements et les languettes étant entièrement situés à l'intérieur des faces correspondantes. - Comme il va de soi et comme il résulte d'ailleurs de ce qui précède la présente invention n'est pas limitée aux modes de réalisation tout particulièrement décrits. Elle en embrasse au contraire toutes les variantes et notamment celles où les moyens de repliage des languettes et encollage sont différents, ou celles où les languettes sont situées sur le fond de la boîte et les évidements sur la coiffe.
Claims (13)
- Boîte d'emballage (15, 16, 52, 53) en carton ondulé comprenant des parois, un fond (6) et une coiffe (7), la face inférieure du fond étant munie d'au moins deux évidements (13, 33, 41, 58, 68, 98, 104, 114, 121) et la coiffe comportant au moins deux languettes (14, 38, 54, 67, 95, 102, 115, 119) collées sur sa face supérieure, à l'aplomb des évidements de forme complémentaire, caractérisée en ce que les évidements et/ou les languettes sont entièrement situés à l'intérieur de la face ou des faces (31, 32) correspondantes et en ce que les languettes (14) sont formées chacune par une portion (18) de la face supérieure de la coiffe découpée sur une première partie et reliée par une deuxième partie à ladite face par une ligne de pliage (19).
- Découpe ou ensemble de découpes (1, 22, 60, 64, 74, 90, 100, 101, 109, 110) pour la constitution d'une boîte d'emballage, caractérisé en ce que la découpe ou l'ensemble de découpes comprennent une suite de volets principaux et de rabats adjacents propres à former un fond rectangulaire et une coiffe, la face inférieure du fond étant munie d'au moins deux évidements (13) et la coiffe comportant au moins deux languettes (14) propres à être collées sur sa face supérieure, à l'aplomb des évidements de forme complémentaire, et en ce que les évidements et/ou les languettes sont entièrement situés à l'intérieur de la face ou des faces correspondantes et en ce que
les languettes (14) sont formées chacune par une portion (18) de la face supérieure de la coiffe découpée sur une première partie et reliée par une deuxième partie à ladite face par une ligne de pliage (19). - Découpe selon la revendication 2, caractérisé en ce que elle est formée à partir d'un flan comprenant une suite d'au moins quatre volets principaux (2, 3, 4, 5) deux des volets principaux (2, 4) formant le fond et la coiffe de la boîte et les deux autres (3, 5) formant deux premières parois latérales en vis à vis, ladite suite étant munie d'un côté d'un premier jeu de rabats et de l'autre côté d'un second jeu de rabats, lesdits jeux formant les deux autres parois latérales adjacentes aux premières parois en vis à vis, lesdits évidements (13) et lesdites languettes (14) étant formés dans lesdits volets principaux (24) formant le fond et la coiffe.
- Ensemble de découpes selon la revendication 2, caractérisé en ce que il est formé à partir de deux découpes (100, 101) en matériau en feuille de carton ondulé, à savoir une première découpe (100) propre à former une barquette pour le fond de la boîte et une deuxième découpe (101) propre à former la coiffe de ladite boîte, ladite première découpe comprenant les languettes (102) ou les évidements (104) et ladite deuxième découpe comportant une suite de trois volets (105) reliés entre eux par des premières lignes de jonction (106) munis de part et d'autre par le biais respectivement de deuxième et de troisième lignes de jonction (107) d'une première (108) et d'une seconde (109) suite de rabats, ledit volet central de la suite de volets comportant les évidements ou languettes correspondant aux languettes ou évidements de la première découpe.
- Ensemble de découpes selon la revendication 2, caractérisé en ce que il est formé à partir de deux découpes en matériau en feuille de carton ondulé, à savoir une première découpe (109) propre à former une barquette pour le fond de la boite et une deuxième découpe (110) propre à former la coiffe de ladite boite, ladite première découpe comprenant les languettes (115) ou les évidements (114) et ladite deuxième découpe comportant une suite de quatre volets reliés entre eux par des lignes de jonction munis d'un côté d'une suite de rabats, lesdits rabats comportant les évidements ou languettes correspondant aux languettes ou évidements de la première découpe.
- Procédé pour la réalisation d'une boîte d'emballage (15, 16, 52, 53) à partir d'au moins une découpe de matière en feuille de carton ou carton ondulé, selon l'une quelconque des revendications 2 à 5, caractérisé en ce que après dépilage de la ou des découpes à partir d'un magasin vertical, on déplace les découpes horizontalement pour les amener in fine en position de formage de la boîte et pendant le trajet on retourne automatiquement les languettes (14) préalablement encollées que l'on plaque contre la face supérieure correspondante du volet principal concerné pour les coller sur celle-ci.
- Dispositif (130) pour la réalisation d'une boîte de matière en feuille de carton ondulé à partir d'une découpe ou d'un ensemble de découpes, la découpe ou l'ensemble de découpes comprenant une suite de volets principaux et de rabats adjacents propres à former un fond rectangulaire et une coiffe, la face inférieure du fond étant munie d'au moins deux évidements et la coiffe comportant au moins deux languettes propres à être collées sur sa face supérieure, à l'aplomb des évidements de forme complémentaire, ladite boite étant agencée pour être montée automatiquement à un poste de formage, caractérisé en ce que, les évidements et/ou les languettes étant entièrement situés à l'intérieur de la face ou des faces correspondantes, le dispositif comporte, à partir d'une pile (132) de découpes,
des moyens d'avancée (133, 134, 135) des découpes à plat, une par une,
des moyens (139) d'encollage des languettes et/ou de la surface en vis à vis sur la face supérieure de la boite,
et des moyens de pliage à 180 ° des languettes pour les appliquer sur ladite surface de la face supérieure pendant le transfert vers le poste de formage. - Dispositif (130) selon la revendication 7, caractérisé en ce que, la pile (132) de découpes étant verticale, les moyens d'avancée de la pile comportent un plateau élévateur (147) de la pile jusqu'à un plan de prise pour la découpe du dessus, et en ce que le dispositif comporte des moyens (146) de pré-dépilage agencés pour séparer la découpe du dessus du reste de la pile et des moyens (162) de taquage de ladite découpe pour la cadrer et la maintenir séparée du reste de la pile en position de préhension par les moyens de dépilage après effacement des moyens de pré-dépilage.
- Dispositif selon la revendication 8, caractérisé en ce que il comporte des moyens (170) de maintien en partie haute de la pile lorsque la découpe du dessous de la pile a atteint un niveau déterminé et des moyens de mise en place automatique d'une nouvelle pile en dessous de la partie restante de la précédente pile, propre à garantir la continuité du dépilage.
- Dispositif selon la revendication 9, caractérisé en ce que les moyens de maintien (170) en partie haute comprennent des taquets (171) libres pivotant entre une position de glissement le long de la pile de découpes et une position de soutien du fond de la pile sous l'effet de la gravité.
- Dispositif selon l'une quelconque des revendications 7 à 10, caractérisé en ce que il comporte des moyens (151) de mesure télémétrique de la position (pi) de la découpe du dessus et des moyens (152) de calcul de la trajectoire des moyens de dépilage en fonction de la dite position (pi) agencés pour commander le déplacement desdits moyens de dépilage entre une position de saisie de la découpe et une position de positionnement sur un poste de travail déterminé, et pour calculer pendant le temps de déplacement la trajectoire pour la position suivante (Pi+1) de découpe et ainsi de suite.
- Dispositif selon l'une quelconque des revendications 7 à 11, caractérisé en ce que il comporte des moyens d'aide au décollement de la découpe du dessus du reste de la pile, par soufflage d'air rasant sur le dessus de la découpe.
- Dispositif de formation d'une boîte selon l'une quelconque des revendications 7 à 12, caractérisé en ce que les moyens de dépilage comportent un système embarqué muni d'un bras robotisé de déplacement de ladite découpe à un poste suivant, en vue de son formage, avant retour à vide pour saisir la découpe de dessus suivante, ledit bras robotisé comportant les moyens de pliage à 180°.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1200337A FR2986513B1 (fr) | 2012-02-03 | 2012-02-03 | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites |
| PCT/FR2013/050225 WO2013114060A1 (fr) | 2012-02-03 | 2013-02-01 | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2809585A1 EP2809585A1 (fr) | 2014-12-10 |
| EP2809585B1 true EP2809585B1 (fr) | 2016-08-03 |
Family
ID=47754811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13706622.1A Active EP2809585B1 (fr) | 2012-02-03 | 2013-02-01 | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9475603B2 (fr) |
| EP (1) | EP2809585B1 (fr) |
| JP (1) | JP6267133B2 (fr) |
| DK (1) | DK2809585T3 (fr) |
| ES (1) | ES2601157T3 (fr) |
| FR (1) | FR2986513B1 (fr) |
| PL (1) | PL2809585T3 (fr) |
| PT (1) | PT2809585T (fr) |
| WO (1) | WO2013114060A1 (fr) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2986513B1 (fr) * | 2012-02-03 | 2017-10-06 | Otor Sa | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites |
| FR2998275B1 (fr) * | 2012-11-21 | 2015-05-15 | Otor Sa | Boite en carton avec languette de centrage, flan, ensemble de flans et procede pour la realisation d'une telle boite. |
| FR3010704B1 (fr) * | 2013-09-19 | 2015-10-16 | Otor Sa | Flan de matiere en feuille avec languettes de centrage, boite et procede mettant en oeuvre un tel flan. |
| DE202014105771U1 (de) * | 2014-11-28 | 2015-01-13 | Tahsin Dag | Verpackungsbehälter |
| USD784806S1 (en) | 2015-01-16 | 2017-04-25 | Georgia-Pacific Corrugated Llc | Box |
| MX2016000685A (es) * | 2015-01-16 | 2017-01-05 | Georgia-Pacific Corrugated Llc | Recipiente con pestañas y preforma de la caja. |
| US10798922B1 (en) * | 2015-02-23 | 2020-10-13 | Jill Adele Woods | Bee installation funnel and associated assembly and method for using the same |
| FR3037045B1 (fr) * | 2015-06-04 | 2017-06-16 | Otor Sa | Boite et flan en feuille de carton a centreurs bombes. |
| FR3048419B1 (fr) * | 2016-03-07 | 2018-03-02 | Ds Smith Packaging France | Conditionnement a centreurs,flan, ensemble de flans, dispositif et procede pour la realisation d'un tel conditionnement. |
| US11312525B2 (en) | 2018-07-10 | 2022-04-26 | Menasha Corporation | Container with knockout-stackable gable with top tab |
| US11470988B2 (en) * | 2020-05-21 | 2022-10-18 | Arie Sharon | Point of sale display incorporating non-sliding, stackable and unstackable product transport boxes |
| IT202000016717A1 (it) * | 2020-07-09 | 2022-01-09 | Gd Spa | Unita' di alimentazione di sbozzati per una macchina impacchettatrice e provvista di un elemento di riferimento di posizione |
| US12115750B2 (en) * | 2023-03-10 | 2024-10-15 | Delkor Systems, Inc. | Package blank normalizing system |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2311717A1 (fr) | 1975-05-23 | 1976-12-17 | Lafarge Emballage | Emballage tel que caisse |
| GB2324293A (en) * | 1997-04-19 | 1998-10-21 | Donald Wood | Carton with hinged lid panels. |
| FR2757833B1 (fr) * | 1996-12-27 | 1999-03-26 | Otor Sa | Caisse de matiere en feuille avec languettes de centrage et flan pour la realisation d'une telle caisse |
| FR2761341B1 (fr) * | 1997-03-28 | 1999-06-18 | Otor Sa | Caisse de matiere en feuille avec languettes de centrage et flan ou ensemble de flans pour la realisation d'une telle caisse |
| JP3097032B2 (ja) * | 1998-12-14 | 2000-10-10 | 株式会社北新商事 | 容 器 |
| JP2000190971A (ja) * | 1999-01-04 | 2000-07-11 | Hitachi Ltd | ダンボ―ル箱 |
| US6234385B1 (en) * | 1999-09-03 | 2001-05-22 | R.R. Foreman And Company | Side loading storage box |
| EP1153841A1 (fr) * | 2000-05-08 | 2001-11-14 | SCA Packaging Limited | Récipient empilable en carton |
| US6935504B2 (en) * | 2002-10-18 | 2005-08-30 | Smurfit-Stone Container Enterprises, Inc. | Passive interlock structure |
| JP2004203472A (ja) * | 2002-12-26 | 2004-07-22 | Kao Corp | 包装箱 |
| JP2005132407A (ja) * | 2003-10-30 | 2005-05-26 | Kyocera Mita Corp | 段ボール箱 |
| US20050098469A1 (en) * | 2003-11-10 | 2005-05-12 | Armik Agakanian | Display package and shipping system |
| FR2925880B1 (fr) * | 2007-12-26 | 2010-01-01 | Otor Sa | Boite d'emballage avec languette de centrage, ensemble de decoupes et procede pour la realisation d'une telle boite. |
| JP5386325B2 (ja) * | 2009-11-30 | 2014-01-15 | 本田技研工業株式会社 | 梱包容器 |
| DE202010010168U1 (de) * | 2010-07-13 | 2010-10-14 | Malgina-Triebig, Olga | Durchsichtiger Schuhkarton |
| FR2967138B1 (fr) * | 2010-11-05 | 2012-11-09 | Otor Sa | Plateau a trottoirs avec centreurs bombes et flan pour la realisation d'un tel plateau |
| FR2986513B1 (fr) * | 2012-02-03 | 2017-10-06 | Otor Sa | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites |
| FR2990416B1 (fr) * | 2012-05-09 | 2014-05-09 | Otor Sa | Boite a centreurs bombes et flan pour la realisation d'une telle boite |
| US10076887B2 (en) * | 2012-10-19 | 2018-09-18 | Westrock Shared Services, Llc | Methods and apparatus for forming and sealing a container having centering tabs |
-
2012
- 2012-02-03 FR FR1200337A patent/FR2986513B1/fr active Active
-
2013
- 2013-02-01 PL PL13706622T patent/PL2809585T3/pl unknown
- 2013-02-01 EP EP13706622.1A patent/EP2809585B1/fr active Active
- 2013-02-01 ES ES13706622.1T patent/ES2601157T3/es active Active
- 2013-02-01 PT PT137066221T patent/PT2809585T/pt unknown
- 2013-02-01 WO PCT/FR2013/050225 patent/WO2013114060A1/fr active Application Filing
- 2013-02-01 DK DK13706622.1T patent/DK2809585T3/en active
- 2013-02-01 US US14/375,849 patent/US9475603B2/en active Active
- 2013-02-01 JP JP2014555292A patent/JP6267133B2/ja not_active Expired - Fee Related
-
2016
- 2016-09-15 US US15/266,560 patent/US10239650B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170080664A1 (en) | 2017-03-23 |
| PL2809585T3 (pl) | 2017-01-31 |
| US10239650B2 (en) | 2019-03-26 |
| DK2809585T3 (en) | 2016-11-28 |
| JP2015505527A (ja) | 2015-02-23 |
| FR2986513A1 (fr) | 2013-08-09 |
| PT2809585T (pt) | 2016-11-10 |
| EP2809585A1 (fr) | 2014-12-10 |
| JP6267133B2 (ja) | 2018-01-24 |
| ES2601157T3 (es) | 2017-02-14 |
| US20150021226A1 (en) | 2015-01-22 |
| FR2986513B1 (fr) | 2017-10-06 |
| US9475603B2 (en) | 2016-10-25 |
| WO2013114060A1 (fr) | 2013-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2809585B1 (fr) | Boites d'emballage avec languette de centrage, decoupes et ensemble de decoupes, procede et dispositif pour la realisation de telles boites | |
| EP2809507B1 (fr) | Procede et dispositif de formation d'une boite en carton ondule autour d'un mandrin avec arete de reference | |
| EP2809506B1 (fr) | Dispositif et procédé de formation de boites d'emballages avec dépilage vertical | |
| EP2552812B1 (fr) | Procede et dispositif de transfert de decoupes pour boites d'emballage | |
| EP3033223B1 (fr) | Procede et dispositif de mise en place de renforts sur une decoupe d'emballage en carton | |
| EP2007635B1 (fr) | Caisse présentoir avec couvercle téléscopique | |
| FR2976561A1 (fr) | Distributeur de flancs a plat. | |
| EP3224147B1 (fr) | Procédé et machine pour la formation d'une caisse par dépose sur un support en v. | |
| WO2014080137A1 (fr) | Dispositif et procede de placement d'une decoupe pour boites d'emballages avec depilage vertical et tapis de transfert | |
| EP1171355B1 (fr) | Caisse, ensemble de decoupes, procede d'ouverture d'une caisse, et procede et machine pour la fabrication d'une telle caisse | |
| CA2755525A1 (fr) | Plateau, ensemble de flans en carton, dispositif et procede pour former un tel plateau | |
| EP2621818B1 (fr) | Flan en matiere en feuille de carton, croisillon, procede et machine pour la realisation d'un tel croisillon obtenu a partir d'un tel flan | |
| WO2015044606A1 (fr) | Plateau en matiere en feuille de carton, flan, dispositif et procede pour la realisation d'un tel plateau | |
| EP3075688B1 (fr) | Dispositif de depilage et de localisation en 2d | |
| WO2023072900A1 (fr) | Coiffe réalisée à partir d'un flan prédécoupé, emballage comportant une telle coiffe, outil et procédé d'assemblage d'un tel emballage | |
| FR2737700A1 (fr) | Palette de manutention en un materiau semi-rigide tel que le carton ondule et caisses-palettes comportant de telles palettes | |
| EP4116076A1 (fr) | Procede et machine de formage d'une caisse carton gerbable a partir d'un flan de carton | |
| EP3257795A1 (fr) | Fourniture de decoupes | |
| EP0694382A1 (fr) | Procédé et ensemble de réalisation de caisses en carton à plateau supérieur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140801 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151016 |
|
| 17Q | First examination report despatched |
Effective date: 20160205 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160425 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 817165 Country of ref document: AT Kind code of ref document: T Effective date: 20160815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013010041 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2809585 Country of ref document: PT Date of ref document: 20161110 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20161103 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR Ref country code: CH Ref legal event code: NV Representative=s name: CRONIN INTELLECTUAL PROPERTY, CH |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20161121 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 817165 Country of ref document: AT Kind code of ref document: T Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161103 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161203 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2601157 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161104 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013010041 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161103 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: CHEMIN DE LA VUARPILLIERE 29, 1260 NYON (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: DS SMITH PACKAGING FRANCE; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGEMENT DE NOM DU PROPRIETAIRE; FORMER OWNER NAME: OTOR Effective date: 20180712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20181105 Ref country code: FR Ref legal event code: CD Owner name: DS SMITH PACKAGING FRANCE, FR Effective date: 20181105 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: DS SMITH PACKAGING FRANCE; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: OTOR Effective date: 20181116 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: DS SMITH PACKAGING, FR Free format text: FORMER OWNER: OTOR, FR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: DS SMITH PACKAGING FRANCE Effective date: 20190301 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602013010041 Country of ref document: DE Representative=s name: DEHNS, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602013010041 Country of ref document: DE Owner name: DS SMITH PACKAGING FRANCE, FR Free format text: FORMER OWNER: OTOR, PUTEAUX, FR Ref country code: DE Ref legal event code: R082 Ref document number: 602013010041 Country of ref document: DE Representative=s name: DEHNS PATENT AND TRADEMARK ATTORNEYS, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20200203 Year of fee payment: 8 Ref country code: PL Payment date: 20200130 Year of fee payment: 8 Ref country code: IT Payment date: 20200206 Year of fee payment: 8 Ref country code: ES Payment date: 20200302 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20200219 Year of fee payment: 8 Ref country code: CH Payment date: 20200219 Year of fee payment: 8 Ref country code: CZ Payment date: 20200129 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200430 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20210217 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20210224 Year of fee payment: 9 Ref country code: SE Payment date: 20210216 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013010041 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210228 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20220218 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210202 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210228 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20220301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230227 Year of fee payment: 11 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20230228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 |