EP2782692B1 - Druckgussdüse und verfahren zum betrieb einer druckgussdüse sowie heizelement und heizpatrone per se - Google Patents
Druckgussdüse und verfahren zum betrieb einer druckgussdüse sowie heizelement und heizpatrone per se Download PDFInfo
- Publication number
- EP2782692B1 EP2782692B1 EP12823137.0A EP12823137A EP2782692B1 EP 2782692 B1 EP2782692 B1 EP 2782692B1 EP 12823137 A EP12823137 A EP 12823137A EP 2782692 B1 EP2782692 B1 EP 2782692B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating
- nozzle
- melt
- melting
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004512 die casting Methods 0.000 title claims description 85
- 238000000034 method Methods 0.000 title claims description 32
- 238000010438 heat treatment Methods 0.000 claims description 207
- 239000000155 melt Substances 0.000 claims description 138
- 239000000919 ceramic Substances 0.000 claims description 59
- 238000002844 melting Methods 0.000 claims description 43
- 230000008018 melting Effects 0.000 claims description 39
- 239000004020 conductor Substances 0.000 claims description 34
- 230000008859 change Effects 0.000 claims description 24
- 229910052751 metal Inorganic materials 0.000 claims description 24
- 239000002184 metal Substances 0.000 claims description 22
- 238000000576 coating method Methods 0.000 claims description 21
- 239000012212 insulator Substances 0.000 claims description 21
- 239000011248 coating agent Substances 0.000 claims description 19
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 10
- 239000007788 liquid Substances 0.000 claims description 10
- 230000009467 reduction Effects 0.000 claims description 10
- 239000010936 titanium Substances 0.000 claims description 10
- 229910052719 titanium Inorganic materials 0.000 claims description 10
- 238000002347 injection Methods 0.000 claims description 3
- 239000007924 injection Substances 0.000 claims description 3
- 230000004888 barrier function Effects 0.000 claims description 2
- 238000005485 electric heating Methods 0.000 claims 3
- 230000009849 deactivation Effects 0.000 claims 1
- 230000003993 interaction Effects 0.000 claims 1
- 238000005266 casting Methods 0.000 description 45
- 239000000463 material Substances 0.000 description 30
- 238000001816 cooling Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 13
- 230000008901 benefit Effects 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 238000007711 solidification Methods 0.000 description 8
- 230000008023 solidification Effects 0.000 description 8
- 238000009413 insulation Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000036961 partial effect Effects 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 210000003298 dental enamel Anatomy 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 230000017525 heat dissipation Effects 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- SWPMTVXRLXPNDP-UHFFFAOYSA-N 4-hydroxy-2,6,6-trimethylcyclohexene-1-carbaldehyde Chemical compound CC1=C(C=O)C(C)(C)CC(O)C1 SWPMTVXRLXPNDP-UHFFFAOYSA-N 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- -1 ferrous metals Chemical class 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000010992 reflux Methods 0.000 description 3
- 239000002893 slag Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- 239000010937 tungsten Substances 0.000 description 3
- 239000002826 coolant Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000009969 flowable effect Effects 0.000 description 2
- 230000008014 freezing Effects 0.000 description 2
- 238000007710 freezing Methods 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 238000004886 process control Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 240000003517 Elaeocarpus dentatus Species 0.000 description 1
- 229910001252 Pd alloy Inorganic materials 0.000 description 1
- 241001417524 Pomacanthidae Species 0.000 description 1
- 229910001260 Pt alloy Inorganic materials 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 231100001261 hazardous Toxicity 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- SWELZOZIOHGSPA-UHFFFAOYSA-N palladium silver Chemical compound [Pd].[Ag] SWELZOZIOHGSPA-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004540 process dynamic Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 210000002023 somite Anatomy 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/2015—Means for forcing the molten metal into the die
- B22D17/2023—Nozzles or shot sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/2015—Means for forcing the molten metal into the die
- B22D17/2038—Heating, cooling or lubricating the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2272—Sprue channels
- B22D17/2281—Sprue channels closure devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/60—Pouring-nozzles with heating or cooling means
Definitions
- the present invention relates to a die casting nozzle and to a method of operating a die casting nozzle for use in a hot melt die-casting chamber system having at least one melt channel in a channel carrier connectable to a melt manifold, the melt channel merging into a heating zone and subsequently a die tip followed by a gate region ,
- the die casting nozzle is provided to form a melt flow interrupting, fully reflowable plug of solidified melt in the gate area.
- the sprue as a by-product of casting which solidifies in conventional die-casting in the channels between the die-casting nozzle and the mold and the castings after demolding in ultimately undesirable manner, brings with it additional material costs, which usually between 40 and 100 percent of Weight of the casting is. Even if the sprue for material recycling is remelted, this is associated with energy and quality losses due to the formation of slag and oxide fractions. Angeless die casting avoids these disadvantages.
- the reflux into the crucible can be prevented by valves, but also in a particularly advantageous manner by a plug of solidified melt, which closes the gate in the die-casting nozzle.
- Devices and methods for sprue-less pressure or injection molding to form a melt flow gate closing a reflowable plug of solidified melt are known in the art. Such devices and methods are described in particular for the injection molding of plastics, but also for the die casting of nonferrous metals.
- the publication EP 1 201 335 A1 describes a hot chamber method for non-ferrous metals with a heated gate, the gate area, where melt backflow into the channels and the crucible is prevented by a plug in the unheated nozzle tip.
- the sprue is heated from the outside.
- the plug dissolves when heated from the wall of Angus mouthpiece and is ejected from the einschmanende by the next casting melt from the nozzle mouthpiece.
- the DE 33 35 280 A1 describes an electrically operated heating element for heating molten metal in a hot chamber tool, whereby not only the mouthpiece, but most of the melt is heated. Similar heating elements are well known in the art for use within plastic melt injection molding dies. But here they fulfill another task. Because of the low thermal conductivity and the increased sensitivity to local overheating, it is important in injection molding of plastic to ensure the most uniform temperature of the heating element, which may not be too high above the melt temperature. For use in metal die casting, however, such heating elements are seldom found even in the literature.
- the above cited document DE 33 35 280 A1 has set itself the task of using such a heating element in the metal die casting process.
- designed as a heating element metal core is surrounded by an insulating layer, which isolates the heating element against the metallic outer shell, which preferably consists of a structural steel.
- the disadvantage here is that the heating rod due to the metal core, the insulation between the heater and outer sheath and the metallic outer sheath itself has a high thermal inertia. This is indeed a uniform keeping warm the Melting in the die-casting nozzle possible, but not a dynamic operation in time with the casting operations. In particular, it is not possible to close the sprue area by cooling the melt after each casting operation and then melt it again, but the melt can only be obtained permanently in the liquid state. In addition, the metallic outer shell of the aggressive melt is exposed, which, in conjunction with the high temperatures in the contact area between the melt and outer jacket with this alloy and would decompose it in a short time.
- the publication DE 10 2005 042 867 A1 also describes a die casting nozzle suitable for forming a gate closing plug.
- the external heating at the nozzle leads to a high thermal inertia, because to melt the entire nozzle tip has to be heated and cooled to solidify the plug again.
- the inertia leads to very long cycle times with the result of low productivity or only to a melting of the plug, which is then thrown into the mold.
- the aforementioned disadvantages of the cited prior art state of the art entail that the use of methods with solidifying grafts in the sprue area does not take place. The low productivity and wear problems do not allow a practical use so far.
- the die-casting nozzle with high durability should have a thermal dynamics that allows operation in time with the casting operations in such a way that after each casting process, the melt in at least a portion of the die-casting nozzle at least as far as solidifies that a temporary closure of the nozzle takes place and a back or forth flow of melt is prevented.
- a die casting nozzle for use in a diecasting chamber for molten metal with at least one melt channel in a connectable with a melt distributor channel carrier, wherein the melt channel merges into a heating zone and a nozzle tip, which is followed by a runner in which a Melting flow interrupting plug of solidified melt can be formed, and wherein the heating zone has a preferably centrally arranged heating cartridge and / or a heated nozzle shaft and / or the nozzle tip is designed as a heated nozzle tip and running at least the heating cartridge, the heated nozzle shaft or the heated nozzle tip as a heating element is.
- the heating element is preferably with electrical heating has a high power density in at least a partial area and low thermal inertia and is further designed in such a way that a temperature change gradient of 20 to 250 Kelvin per second (K / s), preferably 150 K / s, at the surface of the heating element is reachable.
- K / s Kelvin per second
- the sprue area encompasses the entire area in which the plug forms according to the invention, that is to say preferably in the area of the recess of the nozzle tip, which is preferably shaped as a truncated cone or cylinder.
- the temperature of the melt in the heating zone can drop rapidly, but without causing the melt to solidify.
- the temperature of the tip region or of the heatable nozzle tip drops to such an extent that the melt solidifies in the sprue area and, as a result, the gate point is closed.
- the heatable area for example the heating cartridge, alternatively or additionally, the heated nozzle tip, just as quickly heated again, melted the plug in the runner and injected the melt on the sprue in a die-casting mold.
- the largely delay-free introduction of heat energy into the melt, in particular also in the sprue area is made possible by the direct thermal contact between the melt and a highly dynamic heat source.
- the heat source has materials with low inertia.
- the heat required for melting is targeted and energy-saving applied to a narrow range.
- the cooling takes place in a narrow range, so that the energy loss is low and the cooling rate is high.
- the nozzle tip can be used separately and / or is made of ceramic.
- the nozzle tip is subject to particularly high loads, since the highest flow velocities of the melt occur there due to the narrowing in the sprue area. Accordingly, it is advantageous if the nozzle tip is replaceable in order to replace it as a wearing part and to ensure proper continued operation of the nozzle as a whole. Furthermore, it is advantageous, the nozzle tip of a particularly hard, wear-resistant, chemically substantially inert material such To make ceramic (even if it is not interchangeable) to ensure a long service life of the nozzle tip and thus the die-cast nozzle as a whole or to extend the maintenance interval for replacement of the nozzle tip.
- the die-casting nozzle has a nozzle body which encloses the channel carrier.
- the channel carrier possibly also the nozzle tip of the die casting nozzle is protected and, above all, the heat dissipation from the hot channel carrier is reduced via the outer walls of the die-casting nozzle with the aim of an energy-saving mode of operation.
- a nozzle body or a channel support which consists of titanium and / or has an insulator and / or at least one support ring and / or at least one pressure piece as a support element.
- Titanium has a low thermal conductivity and is therefore particularly suitable for the coating of diecasting nozzle.
- the insulating effect of a sheath of the channel carrier is further improved if an additional insulator is introduced between the latter and the nozzle body, which further reduces the undesirable heat dissipation.
- the die casting nozzle rests against the melt distributor only with the support rings of the nozzle body, alternatively or additionally by at least one insulating pressure piece.
- a highly limited heat transfer can only be made via the relatively small contact surfaces between the hot die-casting nozzle and the cool casting mold or the melt distributor.
- the melt channel has a channel coating.
- a coating which is particularly preferably made of enamel, prevents the corrosion of the channels through the melt flowing through them.
- Other coatings are contemplated, for example based on ceramic or sputtered.
- At least one thermal sensor is provided for determining the melt temperature in the heating zone and / or the sprue zone. This is characterized in the preferred embodiment by a low inertia in the detection of the temperature measured value and can be brought into direct contact with the melt.
- the detected temperature is supplied to a control device, alternatively also a control device.
- the control device By means of the control device, at least one of the heating elements is controlled so that the Heating power is sufficient to achieve the desired melt temperature in the intended period of time.
- a thick film heater in which a metallic conductor is embedded in the ceramic or coated with glass serves as a thermal sensor.
- a thermal sensor e.g., HTCC or LTCC
- the PTC effect where the resistivity of the conductor changes with temperature.
- a particularly advantageous linear characteristic is achievable.
- An integrated into the heating, the PTC effect using thermal sensor without on the heating element with then double functionality as heating and sensor beyond additional components is therefore explicitly included.
- a thermistor the higher the temperature, the higher the temperature of the metal with the atoms vibrating strongly in the lattice.
- this effect occurs on the NTC, but there is an additional effect that counteracts this. It is a semiconductor. If all the atoms are firmly in the grid, a semiconductor is a perfect insulator. However, when heated, the compounds in the crystal break and electrons are released, causing a current flow. The faster the atoms move in the semiconductor crystal, the more often an electron becomes free.
- a thermal sensor according to the aforementioned embodiment may also have a ceramic conductor and, in particular assuming corresponding manufacturing accuracy, use the PTC effect in accordance with the temperature determination.
- melt temperature which is 20 K above the melting temperature of the material used in each case of the melt. This ensures that the highly dynamic process in the diecast nozzle according to the invention can be carried out with minimum energy input. Furthermore, the thermal load on the components of the die casting nozzle is reduced, so that wear or chemical changes can be reduced or eliminated. This prolongs the service life of the diecast nozzle, it can be dispensed with coatings of the melt-carrying areas and the die-cast nozzle is overall cheaper.
- a die-casting nozzle in which at least one cross-sectional change is provided which limits the heat flow to the sprue area.
- Such a change in cross section can be achieved in the heating zone by appropriate design of the melt channel, at the sprue point by a spoiler lip or on the heating element.
- a cross-sectional change is preferably arranged between the heating area and the tip area, which limits the heat flow to the sprue area.
- the amount of heat that can flow over from the heating area to the peak area can be set. This makes it possible to influence at which temperature in the heating zone of the melt channel, taking into account the cooling time in the area of the nozzle tip, the melt present there solidifies. Furthermore, if the temperature in the heating zone is influenced, the temperature in the sprue area, in the tip area or in the nozzle tip can also indirectly be influenced in order to be able to control the closure of the sprue by a solidified melt plug.
- the object of the invention is further achieved by a heating element with electrical heating and with a high power density (high-performance heating element) in at least a partial region and low thermal inertia, carried out in such a way that a temperature change gradient of 20 to 250 K / s, preferably 150 K / s, is accessible on the surface of the heating element.
- the heating element is to achieve the low thermal inertia of materials with low density and high thermal conductivity, thus low heat capacity. Since the materials themselves do not store a large amount of heat, they are quickly heatable and can cool down just as quickly.
- the heating element consists in particular of the surfaces of electrically well insulating materials, so that higher voltages can be used to operate the electric heater in order to limit the current and thus the cross section of the leads and the line losses.
- a heating region, a tip region, a nozzle shaft and / or a nozzle tip which are embodied at least partially as a high-performance heating element, preferably have a layer structure comprising an insulator ceramic and a heating conductor and can be contacted electrically via contacts.
- the insulator ceramic forms an electrically insulating cover at least on the outside and between heating conductors.
- glass, enamel or frits (silicates) are also suitable as insulator ceramics.
- the heating conductor can be electrically contacted via electrical connections (contacts).
- the heating conductor is formed in a preferred embodiment as a conductor ceramic.
- the ceramics are inexpensive, have a particularly low heat capacity and withstand the material stresses caused by temperature changes or conductor and insulator have a similar coefficient of expansion. This makes them ideal for rapid temperature changes.
- the insulator ceramic on the outer wall of the heating element is also resistant to the liquid melt and does not corrode under its influence.
- a metallic conductor as a heating conductor into the insulator ceramic.
- the use of a preferably high-melting metal powder whose melting temperature is above the sintering temperature of the ceramic is also provided.
- the metal powder melts during sintering and flows in a defined manner in the insulator ceramic.
- Another alternative for the execution of the Heizeiters represents a metallic conductor, which is defined for example lithographically by means of a printing process and introduced, for example, in thick-film technology, HTCC or LTCC in the insulator ceramic.
- the definition of course and width of the metallic interconnects is preferably carried out by screen printing or by photochemical means.
- silver, a silver-palladium alloy, platinum, platinum alloys or gold pastes may be considered as metals for the printed conductors and for contacting.
- a particularly preferred embodiment has a nozzle shaft which is integrally connected to the nozzle tip.
- a particularly preferred embodiment of the one-piece nozzle shaft has separately controllable heaters at least in the region of the nozzle shaft and the nozzle tip.
- the melt temperature in the various areas of the diecasting nozzle can be influenced in such a targeted manner that optimal process dynamics can be achieved with minimum energy input.
- the shaft can be kept at a uniform temperature just above the melting point, with one or more sensors particularly preferably the temperature monitor in this area and control the heating power accordingly.
- there is a fluctuating heating in the area of the nozzle tip which can take place with a high degree of dynamics due to the relatively small sprue area in the nozzle tip and the low heat capacity in this area. This enables short cycle times and high productivity with low energy consumption.
- the use of a temperature sensor for example, as described above, is provided.
- the heating element an outer or surface coating.
- a coating allows the resistance to the attacking melt to be increased.
- Other materials for coating such as enamel or glass or frits, are provided.
- an inner insert is provided instead of the coating, in particular in the sprue area, which preferably lines the highly loaded sprue area and there reduces the effects of wear by the flowing melt with nevertheless good thermal conductivity in the interest of increased service life.
- Such an insert is preferably made of low thermal conductivity ceramic, titanium or other materials with low thermal conductivity, if it is a heated exclusively by a heating cartridge die-casting. If the wall of the nozzle tip is also equipped with its own heating, then the material of which the inner insert is made must have good thermal conductivity. In any case, favorable wear properties are required, so a high wear resistance.
- sprue area of the mold is characterized by only a small wall thickness. This area would be heavily burdened with a heat input through the nozzle and there would be the risk of material damage.
- the short cycle time and the required low thermal inertia of the diecasting nozzle, the high heating power and the rapid reduction in temperature require that external factors such as uncontrolled heat flow from the nozzle tip into the casting mold be limited in their effect. This will too achieved by a thermal insulation between the nozzle tip and sprue of the mold and further in an isolation and a reduction of the contact surfaces between the die-casting nozzle and mold or melt distributor.
- thermosensor which is preferably arranged close to the sprue is used particularly advantageously, by means of which the temperature conditions in the region of the nozzle tip can be precisely detected and made the basis of a control.
- an accurate temperature control means that it is possible to dispense with coating of the areas of the diecasting die and that these can be made of steel simply and inexpensively.
- an excess temperature leading to wear and unwanted alloying between melt and nozzle material is avoided, without risking an undesirable increase in viscosity or freezing of the melt.
- the nozzle material hazardous temperatures> 450 ° C are avoided because zinc melts already at a temperature of 390 ° C and for a quick and accurate control of this margin is already sufficient, as has been surprisingly found.
- the temperature is controlled so accurately that even at a temperature of less than 20 K above the melting temperature, a problem-free process control is possible.
- a particularly advantageous process management v.a. in the aforementioned sense, is possible with a heating cartridge, which is individually controllable in the heating area and the top area via separate electrical connections or contacts, therefore, has separately controllable heaters.
- This makes it possible, both in the heating zone, as well as in the tip area to achieve an optimal and mutually independent temperature control.
- the heating in the heating zone can be carried out continuously or at the beginning of each casting process with less intensity, since the Schmelzzepfropfen the gate area occluding can be melted by targeted heating only the tip area and the small amount of melt present there.
- An easy-to-manufacture, cost-effective alternative to this has only a single heater, which requires only one lead and a control.
- the temperature in the different regions of the die-cast nozzle for example, the conductor density, its cross-section and / or in the case of a semiconductor material, its doping is varied.
- a Fine control possible whereby the inclusion of measured values of thermal sensors has proven to be advantageous.
- a particularly good fine control is possible with heaters, which were manufactured on the basis of the Dick Schweizertechnologie. Especially for a mature series product with high reproduction accuracy, the use of a single heating system is a good option.
- a heating cartridge which has an elongated shaft or a shaft extended to a head, which is guided through the melt distributor, so that the contacts are easily accessible outside of the melt distribution.
- This makes it easier to produce and check the electrical connections of the heating cartridge.
- lower requirements are placed on the heat resistance of the insulation of the supply lines, since they do not have to be led through the melt distributor, which has a high temperature which damages the insulation material. This overall improves the functional and operational safety of the diecasting nozzle.
- the heating cartridge is arranged centrally or concentrically in the heating zone, so that preferably heating zone and heating cartridge have the same central axis. Furthermore, it is advantageous if the heating cartridge has a centering guide between the shaft and the heating area. As a result, the heating cartridge receives a particularly secure fit in the channel carrier and the central arrangement in the melt channel, in particular in the region of the heating zone is secured even under mechanical load by the einschmanende melt. As a result, the quality of the die-cast component is increased since the melt reaches the gate area and the casting mold with a circumferentially uniform volume flow and without temperature differences between the partial streams within the melt channels or the melt channel.
- a compensation device is provided to compensate for different thermal expansions of the channel carrier and the heating cartridge fitted into the channel carrier, the channel carrier having a seat for the heating cartridge.
- the heating cartridge is pressed, wherein a Dehnbolzen, comprising a standing with the channel carrier in a force application zone pressure screw is provided.
- the expansion bolt is in a contact zone with the heating cartridge in conjunction, so that when heating channel carrier, heating cartridge and expansion bolts, the heating cartridge is pressed by the expansion bolt against the seat.
- the force introduction zone is defined in the preferred embodiment by the end of a thread in a sliding block, in which engages a pressure screw which is connected to the expansion bolt.
- the reduction of the power in the peak area leads to a greater cooling down Melting temperature of the metal or other castable material from which the melt consists. This leads to the solidification and the formation of a melt plug in the tip region of the heating cartridge, whereby the gate area is closed.
- valve or other movable element is required to close the gate area. This would namely be exposed by the melt to high wear, because the corrosive effect of inevitably penetrating between the moving parts melt would lead to premature failure of the valve or other moving elements.
- the proportion of the heat flowing out of the heating area into the sprue area between the nozzle tip and the tip area is determined by the change in cross section in cooperation with the amount of melt in this area and the heat flow via the sprue area into the mold and the nozzle tip from the outside becomes.
- the object of the invention can be achieved in a very simple and elegant way.
- melt channel itself has a cross-sectional change.
- a further change in cross section is additionally or alternatively provided in the sprue area in the form of a spoiler edge.
- This tear-off edge also represents a thermal barrier, an area with increased thermal resistance between the die-casting nozzle and the melt, and further enables separation of the solidified melt in the die-cast nozzle from the article even before demoulding, as the melt contracts on cooling.
- the melt in the gate region between nozzle tip and tip region over the separately heated tip region tempered.
- this is a more flexible adaptation to changing melt properties or changed requirements for the functionality of the system possible.
- the nevertheless existing cross-sectional change reduces the mutual influence of tip area and heating area. Improved possibilities of influence arise with the use of further separately controllable heatable elements or areas, as shown in detail above.
- a thermal sensor which supplies a temperature value of a melt temperature to a temperature control device which regulates the melt temperature in the heating zone and / or in the runner zone, so that the melt temperature is only so far above the melt temperature of the melt that a secure melt flow is ensured ,
- a temperature control device which regulates the melt temperature in the heating zone and / or in the runner zone
- the present solution in all variants provided has the advantage that no plug is formed, which can detach after melting and as such can get into the mold with the consequences mentioned. Instead, the melt can not flow back into the casting mold until it has completely melted in the area of the sprue.
- an application of the device according to the invention and of the method according to the invention is also applicable to other materials, e.g. Plastic melts with appropriate adjustment of the procedure (temperature control, temperature gradient) provided.
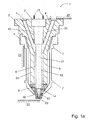
- Fig. 1 a shows a schematic sectional view of an embodiment of a diecasting nozzle 1 according to the invention with a heating cartridge 2 which is contacted by electrical connections 11, a channel support 3, into which the melt ducts 4 embodied in duplicate in the illustrated embodiment are introduced, a nozzle body 5 which houses the duct support 3
- the melt channels 4 extend from an eccentric inlet position of the melt from the melt distributor to a central bore in the nozzle shaft 33, the heating zone 6, and are in a preferred embodiment by a Channel coating 20 protected from the adverse, especially corrosive effects of the melt.
- a steel channel carrier 3 can not alloy with the melt, nor be damaged in any other way by this.
- enamel is used in the particularly preferred embodiment.
- the melt channels 4 are formed in such a way that they match the in the Fig. 1 only indicated melt distributor 21 are connectable and are supplied by this with the melt.
- the melt channels 4 open into the heating zone 6, which is also part of the melt channel 4 and into which the heating cartridge 2 protrudes with the heating area 17. As a result, the melt, when it is in the heating zone 6 in the nozzle shaft 33, can be heated.
- the heating cartridge 2 is also provided in an alternative embodiment with a coating 13, similar to the channel coating 20, the relevant Protects surfaces from corrosion, adhesion of melt or unwanted alloy with this. This is especially true when it is a heating cartridge 2, which is not made of ceramic.
- the die-casting nozzle 1 further has a direction in the direction of FIG. 1 only indicated mold 22 to the channel support 3 subsequent nozzle tip 8.
- the nozzle tip 8 has, in its center, a region tapering towards the sprue point 23 in which the melt is oriented towards the exit from the die casting nozzle 1 at the sprue area 10.
- the nozzle tip 8 is made interchangeable in the preferred embodiment, so that this highly loaded component can easily be replaced when worn without having to take the entire die casting nozzle 1 out of operation.
- Particularly preferred is the use of a very wear-resistant material, such as a ceramic, for the production of the nozzle tip 8.
- a particularly long life despite the high load is ensured by the emerging at high speed through the sprue 10 melt.
- the melt-carrying region, the channel carrier 3, is insulated.
- the insulation is preferably carried out by the nozzle body 5, the heat transfer is reduced to the mold 22, since the nozzle tip 1 is supported only in the region of the support rings 7 on the mold 22.
- a further reduction of the heat transfer takes place through the use of an insulator 9 between channel carrier 3 and nozzle body 5. This can also serve air.
- the permanently secure and firm hold of the heating element 2 in the channel carrier 3 is secured by a seat 12 of a centering guide.
- the end of the heating cartridge 2 facing towards the sprue point 23 is formed by the preferably conical tip region 18.
- the melt cools in this space of the sprue area 10
- it forms a tight plug which prevents leakage or backflow of the melt and does not dissolve out of the sprue area 10 even if it melts when the heating begins and separates from the walls.
- the melting itself takes place very fast and uniform, since the preferred hollow cone shape of the plug has a small wall thickness than a solid profile and can be heated quickly.
- the very rapid solidification of the plug is promoted by the fact that the flowing through the narrow space in the runner 10 melt heats itself during the flow by friction itself and still remains flowable at an incipient cooling of the tip portion 18 during the flow. On the other hand, if the melt flow stops, frictional heat no longer occurs and the melt solidifies immediately to the stopper closing the gate 10.
- the heating area 17 of the heating cartridge 2 is heated, so that the temperature of the melt in the heating zone 6 likewise increases.
- the heat is conducted on the one hand via the melt for grafting and on the other hand through the zone of the cross-sectional change 14 to the tip region 18.
- About the formation of the cross-sectional change 14 can be influenced to what extent the heat flows over to the tip region 18.
- the time of melting depending on the temperature, which reaches the heating area 17, influenced.
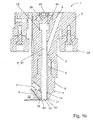
- Fig. 1b shows a schematic sectional view of another embodiment of a die casting nozzle 1 'according to the invention with cartridge heating means of heating cartridge 2'.
- the heating cartridge 2 ' in this case has a head 44 which is formed cylindrically and is pressed by a expansion bolt 39 in conjunction with a pressure screw 40 against a seat 12' in a bore of the channel carrier 3.
- the pressure screw 40 generates a bias of the expansion pin 39, connected to a force on the head 44 of the heating element 2 '.
- the prestressed expansion pin 39 which expands as much as the channel support 3 in an expansion region and a relaxation of the seat 12 'counteracts.
- the expansion area extends from the seat 12 'to the end of the thread in a form-fitting with the channel carrier 3 slot nut into which the pressure screw 40 engages. Rather, the prestressed by the pressure screw 40 in the seat 12 'registered bias is maintained and the heating element 2 remains with its head 44 firmly in its seat 12'.
- a support ring 7 and thrust pieces 38 are provided. With these elements, the die-cast nozzle 1 'is supported on the casting mold 22 during the casting processes, when it touches the casting mold 22 during the casting process. By only selective touchdown and the use of materials with low thermal conductivity of the heat flow from the die casting nozzle 1 'is reduced in the mold 22.
- an insulator 9 preferably an air space, is furthermore provided for this purpose.
- an insulating element for example a disk, consisting of titanium, for arrangement in the region of the end face 43 of the nozzle tip 8 is provided in order to avoid the outflow of heat directly into the gate region of the casting mold.
- a cross-sectional change 14, here in cross section of the melt channel 4, ensures defined heat transfer via the melt into the sprue area 10 of the nozzle tip 8.
- a change in the cross section of the heating cartridge 2 is also appropriate Fig. 1a , intended.
- a further cross-sectional change in the form of the tear-off edge 42 is provided. This not only reduces the heat flow into the casting mold via the melt, but also provides a predetermined breaking point for the cooled melt, at which the shrinking during cooling, solidified melt breaks off the article before the molding process.
- an inner insert, preferably made of a durable ceramic or tungsten, in the runner 10 is advantageous because the flowing there at high speed melt would otherwise cause severe wear.
- thermosensor 41 has proved to be particularly advantageous. In the preferred embodiment, this is arranged near the sprue area 10 in the nozzle tip 8, which is preferably made of insulating titanium.
- the temperature measurement that the thermosensor 41 supplies is preferably processed in a control device. This then provides a time-dependent exact temperature control in each section of the die casting process with the result of an effective use of energy and a minimum thermal load of the melt-carrying elements. This makes it possible to dispense with special measures to avoid thermal wear or an undesirable alloy, such as a coating.
- the melt channel 4 runs from the connection area with the melt distributor deviating from the vertical through the channel carrier 3 until it hits the heating zone 6, which receives the heating cartridge 2, and continues in the heating zone 6 to the nozzle tip 8.
- the heating region 17 and the tip region 18 merge into one another without changing the cross section of the heating cartridge 2.
- the inner insert 31 reduces wear and increases the service life of the nozzle tip 8.
- Fig. 2 shows a schematic representation of an embodiment of a heating element 2 according to the invention in partial section, showing the heating area 17.
- a multi-layer structure of the heater can be seen, which in the particularly preferred embodiment has centrally as a core and at the periphery and for the isolation of the conductive regions from each other an insulator ceramic 15.
- the conductor ceramic 16 Embedded between these concentric layers in the embodiment shown is the conductor ceramic 16, which serves as a heater by means of its electrically conductive properties.
- the individual conductor loops are electrically insulated against each other by isolator ceramic 15.
- Cartridge 2 made of high-performance ceramics are particularly suitable for die-cast nozzles with short cycle times, which must be heated with rapidly changing heat demand.
- the materials used in the preferred embodiment of the heating cartridge 2 known in the prior art ceramics are used, which are characterized by many advantages compared to metallic heating elements.
- the high surface power of up to 150 W / cm 2 and the radiation emission of e> 0.9 prove particularly favorable, whereby temperatures of up to 1000 ° C. can be achieved, which is particularly suitable for high-melting non-ferrous metals such as aluminum, which are processed by die-casting that is of interest.
- the all-ceramic heating elements are resistant to oxidation and acids. They have a low wettability with liquid metals, high mechanical strength, good thermal conductivity and at the same time a high electrical insulation resistance and a high dielectric strength. At the same time they are characterized by high hardness and wear resistance.
- the heating element 2 Due to the good and safe electrical insulation to the outside, the heating element 2 with higher voltages, preferably 230 V, operable. This has the advantage that a low current must be passed to the heater and the cross-sections of the leads can be correspondingly low. Cost savings and low power losses are the consequences. With a preferred power of 400 W only a current of 1.8 A is required.
- the electrically conductive ceramic and the sheath of insulating ceramic are sintered into a homogeneous body and therefore enables very high power densities with high mechanical stability.
- the good aging and wear resistance of ceramics guarantees a long service life even at high temperatures.
- a coating 13, preferably enamel, is required to produce corresponding, primarily occluding properties of the surface.
- the aim is to prevent oxidation under the influence of the aggressive melt and a low tendency of metals to adhere to the surface.
- the heating cartridge is alternatively made of a ceramic with at least one introduced in this metallic conductor, wherein the metallic conductor is prepared as a metal powder, preferably high-melting, as a solid conductor or in a lithographic process and introduced as a film.
- the metallic conductor is prepared as a metal powder, preferably high-melting, as a solid conductor or in a lithographic process and introduced as a film.
- methods such as thick-film technology, HTCC or LTCC are preferably provided.
- a particularly preferred embodiment of the heating cartridge 2 provides a separate heating in the heating area 17 and in the tip area 18, which are also controlled separately via the electrical connections 11, 11 '.
- the heating area 17 can be continuously supplied with so much energy that the melt remains liquid.
- the tip region 18 can be heated and cooled in a targeted manner in a timed manner so that the solidification and remelting of the small amount of melt located in the vicinity of the tip region 18 is made possible.
- the cross-sectional change 14 the mutual influence of the heating area 17 and the tip area 18 is minimized and supports the self-sufficient function of both areas.
- the shank 19, which is shown interrupted, preferably has such a great length that it projects upwards out of the melt distributor, the contacts 11, 11 'are easily accessible and cable routing through the melt distributor is avoided.
- Fig. 3 shows a schematic sectional view of an embodiment of a diecasting nozzle 1 according to the invention with cartridge and shaft tip heater and side gating 34, here with Angusszzir 24 in star shape, for the production of articles 29.
- a nozzle shaft 33 is used, which is directly heated and
- a structure of insulating ceramic 15 and conductor ceramic 16 has, similar to the previously described heating element 2.
- both the nozzle shaft 33 'together with the nozzle tip 8' is made in one piece and can be heated.
- the largest part of the heating power in the area of the nozzle tip 8 ', particularly preferably in the first 1 to 15 millimeters from the starting point 23, is produced. In this case, so much heating power is entered that the heat loss in the front of the nozzle is compensated. This depends on external factors such as thermal insulation and heat dissipation interfaces.
- the electrical connection 11, 11 ' takes place from the outside, for example via the top plate 35, where the die-casting nozzle 1 is in contact with the melt distributor.
- an overall excessively high melt temperature in the region of the heating cartridge 2 can be counteracted by operating it at a lower temperature or being entirely unheated. It is therefore not necessary to ensure that sufficient heat flows into the tip region 18. Rather, the temperature conditions in the area of the nozzle tip 8 alone can be purposefully influenced.
- this cylinder retains the full diameter to the gate point 23 and there in such a way the ring diameter of the sprue 25 from Fig. 6 increases that the production of several parts is simplified by lateral injection or parts of larger dimensions can be produced.
- an enlargement of the diameter of the heating cartridge 2 in the tip region 18 is provided.
- a solution is given the particular advantage in which the entire die casting nozzle 1 in the outer region of a nozzle body 5 has a jacket made of titanium or at least with an air layer insulating the nozzle shaft 33 'out.
- Fig. 4 shows a schematic sectional view of an embodiment of a die-cast nozzle 1 according to the invention with cartridge and top heater.
- a nozzle shaft 33 is used, which is not heated.
- a separate nozzle tip 8 ' is provided, which by a ceramic structure according to the above description also conductive and insulating ceramics has and thus is heated.
- the electrical connection, which is necessary for this, is preferably introduced through the nozzle shaft 33 to the top plate 35 or passed directly through the nozzle body 5 to the outside.
- a heating ceramic is needed.
- the tip region 18 is designed to be heatable.
- Fig. 5a shows a schematic plan view of a sprue scheme of a die casting nozzle according to the invention in star shape 24 and side sprue 34. Also indicated is an article 29, a product of the proposed die casting process. This is produced by means of the star shape 24 of the sprue in lateral gating 34.
- the star-shaped sprue structure 24 shown by way of example, there are six articles 29 which can be manufactured in one go.
- Fig. 5b shows with the nozzle tip 8 "is a schematic sectional view of a detail of an embodiment of a die-casting nozzle according to the invention with lateral gating 34, wherein the gate point is closed by a nozzle closure 37.
- a nozzle tip, a nozzle ring or a nozzle bar depending on the concrete shape of the structure of the nozzle tip ", both heated and unheated variant, provided.
- a separate nozzle closure 37 is also included as an integrally manufactured nozzle tip without opening in the gate. Breakthroughs in the wall of the nozzle tip 8 "are provided as a side gate 36 for the exit of the melt in the laterally arranged sprue area of the mold, not shown.
- Fig. 6 shows a schematic plan view of a sprue of a die-casting nozzle according to the invention in annular form 25.
- a shape is formed when, as for example in Fig. 1 shown, the tip portion 18 to the gate point 23rd zoom ranges. If a larger ring diameter is required, this can be achieved by a larger diameter of the tip region 18 at the starting point 23.
- Fig. 7 shows a schematic plan view of a sprue of a diecast nozzle according to the invention in dot form 26.
- a dot shape 26 is in contrast to in Fig. 6 shown ring shape 25 achieved when no tip portion 18 according to Fig. 1 exists and instead, such as in FIG. 10 illustrated, the blunt heating cartridge 2 'does not reach into the nozzle tip 8 into it.
- FIGS. 8 and 9 show a schematic plan view of a sprue of a diecast nozzle according to the invention in a flat shape 27 or in a cross shape 28.
- the basic structure of the die-casting nozzle corresponds to that FIG. 7
- the shape of the sprue 23 as a flat shape 27 results from a corresponding shape of the nozzle tip 8.
- Particularly advantageous is a flat shape 27 for articles with large longitudinal extent. A more uniform material outflow of the melt in four directions, however, results when using the cross shape 28th
- the abovementioned sprue contours are caused in each case by an exchangeable tungsten plate having the corresponding sprue contour, which is applied to the nozzle at the sprue point 23.
- various sprue contours can be applied without replacing the die casting nozzle 1 as a whole.
- Fig. 10 shows a schematic sectional view of an embodiment of a die-casting nozzle 1 according to the invention with helical tube 30.
- the entire nozzle body 5 can be heated in the outer region.
- the helical tube 30 is placed around the outer sheath.
- Fig. 11 shows a schematic sectional view of a detail of an embodiment of a die-cast nozzle according to the invention with top heating and inner insert 31, embodied as Bankkeramikdüse 32.
- the construction of insulator ceramic 15 and conductor ceramic 16 results in a high conductor density in this area, by which a high heating power can be entered into this area.
- the nozzle tip 8 ' represents only a very small amount of material compared to the other components of the die casting nozzle, so that heating and cooling are possible here with a very high dynamics and rapid cycle change.
- the power density is adjustable for each region by the cross-section of the conductive regions of the conductor ceramic 16, and by appropriate doping. For exact shaping, these parts are over-turned after firing, with a layer of insulator ceramic 15 always remaining outside.
- a coating is used here, but particularly preferably an inner insert 31.
- This consists in particular of tungsten, but also other materials with high resistance to wear, high melting point and good thermal conductivity, such as a thermally conductive ceramic, are used.
- a closure-reducing inner liner 31 is particularly important.
- a nozzle tip 8 'made of ceramic in turn very stable, wear-resistant and not to chemical bonds or alloys tending material to dispense with the inner liner 31.
- An outer insulation is provided in preferred embodiments of both variants in order to avoid the heat flow from the die-casting nozzle.
- the reduction in wear is carried out additionally or alternatively to the aforementioned measures by a special process management. It has proven to be advantageous if the performance of the heatable elements in the gate area is controlled in such a way that the wear of the gate area is minimized.
- the control device only delivers the power required to melt the melt plug in the sprue area. This further reduces the wear of the die-cast nozzle in the sprue area.
- the control of the heating power is carried out according to the material of the melt and other parameters of the die casting nozzle, such as the gate geometry.
- a control processes measured values from sensors and thus determines the heating power accordingly.
- sensors temperature sensors in the area of the diecasting nozzle, but also other sensors, such as pressure sensors in the melt channel, are provided.
- temperature sensors in the region of the melt channel on the inside and / or on its outside wall are particularly preferred and pressure sensors in the interior of the melt channel 4 or in the sprue area 10 are used alternatively or in addition, for example in US Pat Fig. 1 shown.
- the sprue-less die-cast hot runner system which has the diecasting nozzle according to the invention, also allows well reproducible conditions, resulting in a high, consistent casting quality.
- the wall thicknesses of the casting can be minimized with appropriate material savings by this increased quality with appropriate weight and material savings.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Ink Jet (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
- Die vorliegende Erfindung betrifft eine Druckgussdüse und ein Verfahren zum Betrieb einer Druckgussdüse zum Einsatz in einem Druckgussheißkammersystem für Metallschmelzen mit wenigstens einem Schmelzekanal in einem mit einem Schmelzeverteiler verbindbaren Kanalträger, wobei der Schmelzekanal in eine Heizzone und nachfolgend eine Düsenspitze übergeht, an die sich ein Angussbereich anschließt. Die Druckgussdüse ist zur Ausbildung eines einen Schmelzefluss unterbrechenden, vollständig wiederaufschmelzbaren Pfropfens aus erstarrter Schmelze in dem Angussbereich vorgesehen.
- Der Anguss als Nebenprodukt des Gießens, der bei herkömmlichen Druckgussverfahren in den Kanälen zwischen der Druckgussdüse und der Gießform erstarrt und die Gussteile nach dem Entformen in letztlich unerwünschter Weise miteinander verbindet, bringt zusätzlichen Materialaufwand mit sich, der in der Regel zwischen 40 und 100 Prozent des Gewichts des Gussteils beträgt. Selbst wenn der Anguss zum Materialrecycling wieder eingeschmolzen wird, ist dies mit Energie- und Qualitätsverlusten durch entstehende Schlacke- und Oxidanteile verbunden. Der angusslose Druckguss vermeidet diese Nachteile.
- Für den angusslosen Druckguss ist es erforderlich, die Schmelze im flüssigen Zustand entweder für jeden Guss aus dem Schmelztiegel an die Form heran- und danach wieder zurückzuführen, was jedoch auch zu Qualitätseinbußen, zumindest aber zu Zeitverlust führt, oder als Alternative hierzu die Schmelze in flüssigem Zustand am Anguss der Form vorzuhalten. Letzteres geschieht beim Warmkammerverfahren, wo alle Kanäle bis zum Anguss so beheizt sind, dass die Schmelze flüssig bleibt und günstigenfalls zugleich am Rückfluss zum Schmelztiegel gehindert wird.
- Der Rückfluss in den Schmelztiegel kann durch Ventile verhindert werden, aber auch in besonders vorteilhafter Weise durch einen Pfropfen erstarrter Schmelze, der die Angussöffnung in der Druckgussdüse verschließt.
- Vorrichtungen und Verfahren für angusslosen Druck- oder Spritzguss unter Ausbildung eines einen Angussbereich gegen Schmelzefluss verschließenden, wiederaufschmelzbaren Pfropfens aus erstarrter Schmelze sind im Stand der Technik bekannt. Derartige Vorrichtungen und Verfahren werden insbesondere für den Spritzguss von Kunststoffen, vereinzelt aber auch für den Druckguss von Nichteisenmetallen beschrieben.
- Die Druckschrift
EP 1 201 335 A1 beschreibt ein Warmkammerverfahren für Nichteisenmetalle mit einem beheizten Angussmundstück, dem Angussbereich, bei dem der Rückfluss der Schmelze in die Kanäle und den Schmelztiegel durch einen Pfropfen im ungeheizten Düsenmundstück verhindert wird. Das Angussmundstück ist von außen beheizt. Der Pfropfen löst sich bei Erwärmung von der Wand des Angussmundstücks und wird durch die beim nächsten Gießvorgang einschießende Schmelze aus dem Düsenmundstück ausgestoßen. - Damit der feste Pfropfen dabei nicht sofort in die Gießform geschleudert wird, ist ein Aufnahmeraum für den Pfropfen notwendig. Hieraus resultiert aber eine Behinderung der Strömung der Schmelze beim Einschießen. Da diese mit einer Geschwindigkeit von 50 bis 100 Meter pro Sekunde in die Form eintritt, könnte die Form zudem durch einen losen und mit der Schmelze mitgerissenen Pfropfen beschädigt werden. Ein kontrolliertes, vollständiges Aufschmelzen des Pfropfens ist nicht möglich. Selbst wenn dieses versucht würde, wären wegen der trägen Außenheizung sehr lange, die Produktivität beeinträchtigende Taktzeiten erforderlich.
- Die
DE 33 35 280 A1 beschreibt ein elektrisch betriebenes Heizelement zum Aufheizen von Metallschmelze in einem Heißkammerwerkzeug, wodurch nicht nur das Mundstück, sondern der größte Teil der Schmelze beheizbar wird. Ähnliche Heizelemente sind nach dem Stand der Technik für den Einsatz innerhalb von Spritzgussdüsen für Kunststoffschmelzen umfänglich bekannt. Hier erfüllen sie aber eine andere Aufgabe. Denn wegen der geringen Wärmeleitfähigkeit und der erhöhten Empfindlichkeit gegen lokale Überhitzung kommt es bei Spritzguss von Kunststoff darauf an, eine möglichst gleichmäßige Temperatur des Heizelements, die nicht zu weit über der Schmelzetemperatur liegen darf, zu gewährleisten. Für den Einsatz im Metalldruckguss sind derartige Heizelemente jedoch selbst in der Literatur selten zu finden. - Die vorstehend angeführte Druckschrift
DE 33 35 280 A1 hat sich den Einsatz eines solchen Heizelements im Metalldruckgussverfahren zur Aufgabe gestellt. Hierzu wird ein als Heizelement ausgebildeter Metallkern von einer Isolierschicht umgeben, die das Heizelement gegen den metallischen Außenmantel, der bevorzugt aus einem Baustahl besteht, isoliert. - Nachteilig ist dabei, dass der Heizstab bedingt durch den Metallkern, die Isolierung zwischen Heizung und Außenmantel sowie den metallischen Außenmantel selbst eine hohe thermische Trägheit aufweist. Damit ist zwar ein gleichmäßiges Warmhalten der Schmelze in der Druckgussdüse möglich, nicht jedoch ein dynamischer Betrieb im Takt der Gussvorgänge. Insbesondere ist es nicht möglich, den Angussbereich mittels Erkaltens der Schmelze nach jedem Gussvorgang zu verschließen und danach wieder aufzuschmelzen, sondern die Schmelze kann nur dauerhaft im flüssigen Zustand erhalten werden. Zudem ist der metallische Außenmantel der aggressiven Schmelze ausgesetzt, die in Zusammenwirken mit den hohen Temperaturen im Berührungsbereich zwischen Schmelze und Außenmantel mit diesem eine Legierung eingehen und ihn in kurzer Zeit zersetzen würde.
- Die Druckschrift
DE 10 2005 042 867 A1 beschreibt ebenfalls eine Druckgussdüse, die zur Ausbildung eines den Anguss verschließenden Pfropfens geeignet ist. Allerdings führt die Außenheizung an der Düse zu einer hohen thermischen Trägheit, da zum Aufschmelzen die gesamte Düsenspitze durchwärmt und zum Erstarren des Pfropfens wieder abgekühlt werden muss. Durch die Trägheit kommt es zu sehr langen Taktzeiten mit der Folge einer niedrigen Produktivität oder nur zu einem Anschmelzen des Pfropfens, der dann in die Form geschleudert wird. Die vorgenannten Nachteile des aufgeführten druckschriftlichen Stands der Technik bringen es jedoch mit sich, dass ein Einsatz von Verfahren mit erstarrenden Pfropfen im Angussbereich nicht erfolgt. Die niedrige Produktivität und Verschleißprobleme lassen einen Praxiseinsatz bislang nicht zu. - Hieraus resultiert die Aufgabe, eine Druckgussdüse mit einer Heizpatrone und ein Verfahren zu ihrem Betrieb anzubieten, wobei die Druckgussdüse bei hoher Standzeit eine thermische Dynamik aufweisen soll, die einen Betrieb im Takt der Gussvorgänge in der Weise ermöglicht, dass nach jedem Gussvorgang die Schmelze in zumindest einem Teilbereich der Druckgussdüse zumindest soweit erstarrt, dass ein temporärer Verschluss der Düse erfolgt und ein Aus- oder Rückströmen von Schmelze verhindert wird.
- Die Aufgabe der Erfindung wird gelöst durch eine Druckgussdüse zum Einsatz in einem Druckgussheißkammersystem für Metallschmelzen mit wenigstens einem Schmelzekanal in einem mit einem Schmelzeverteiler verbindbaren Kanalträger, wobei der Schmelzekanal in eine Heizzone und eine Düsenspitze übergeht, an die sich ein Angussbereich anschließt, in dem ein einen Schmelzefluss unterbrechender Pfropfen aus erstarrter Schmelze ausbildbar ist, und wobei die Heizzone eine bevorzugt zentral angeordnete Heizpatrone und/ oder einen beheizbaren Düsenschaft aufweist und/ oder die Düsenspitze als beheizbare Düsenspitze ausgeführt ist und wenigstens die Heizpatrone, der beheizbare Düsenschaft oder die beheizbare Düsenspitze als Heizelement ausgeführt ist. Das Heizelement ist bevorzugt mit elektrischer Beheizung ausgeführt, weist eine hohe Leistungsdichte in zumindest einem Teilbereich und geringe thermische Trägheit auf und ist weiterhin in der Weise ausgeführt, dass ein Temperaturänderungsgradient von 20 bis 250 Kelvin pro Sekunde (K/s), bevorzugt 150 K/s, an der Oberfläche des Heizelements erreichbar ist. Der Angussbereich umfasst im Sinne der Erfindung den gesamten Bereich, in dem sich der Pfropfen erfindungsgemäß ausbildet, also bevorzugt im Bereich der Ausnehmung der Düsenspitze, die bevorzugt als Kegelstumpf oder Zylinder geformt ist.
- Damit kann die Temperatur der Schmelze in der Heizzone schnell absinken, ohne die Schmelze jedoch zum Erstarren zu bringen. Zugleich sinkt die Temperatur des Spitzenbereichs oder der beheizbaren Düsenspitze jedoch soweit ab, dass es im Angussbereich zu einem Erstarren der Schmelze kommt und in der Folge der Angusspunkt verschlossen wird. Zu Beginn des nächsten Gießvorgangs wird der beheizbare Bereich, beispielsweise die Heizpatrone, alternativ oder zusätzlich die beheizbare Düsenspitze, ebenso schnell wieder aufgeheizt, der Pfropfen im Angussbereich aufgeschmolzen und die Schmelze über den Angussbereich in eine Druckgussform eingeschossen. Der weitgehend verzögerungsfreie Eintrag von Wärmeenergie in die Schmelze, insbesondere auch im Angussbereich, wird durch den unmittelbaren thermischen Kontakt zwischen der Schmelze und einer in sich hoch dynamischen Wärmequelle ermöglicht. Die Wärmequelle weist hierzu Materialien mit geringer Trägheit auf. Damit wird die zum Aufschmelzen erforderliche Wärme zielgerichtet und energiesparend auf einen eng begrenzten Bereich angewendet. Zudem erfolgt auch die Abkühlung in einem eng begrenzten Bereich, so dass der Energieverlust niedrig und die Abkühlgeschwindigkeit hoch ist.
- Hierdurch wird ein Rückströmen der Schmelze und ein aufwändiges Wiederbefüllen der Heißkanäle bzw. der Heißkammer vermieden. Zudem steigt die Qualität der Gussteile, da keine durch Luftberührung hervorgerufenen Oxid- oder Schlacketeile auftreten und mit der Schmelze in die Gießform gelangen können.
- Vorteilhaft ist es, wenn die Düsenspitze separat einsetzbar ist und/ oder aus Keramik ausgeführt ist. Die Düsenspitze ist besonders hoch belastet, da dort die höchsten Strömungsgeschwindigkeiten der Schmelze infolge der Verengung im Angussbereich auftreten. Demzufolge ist es vorteilhaft, wenn die Düsenspitze auswechselbar ist, um diese als Verschleißteil zu ersetzen und einen ordnungsgemäßen Weiterbetrieb der Düse insgesamt zu gewährleisten. Weiterhin ist es vorteilhaft, die Düsenspitze aus einem besonders harten, verschleißfesten, chemisch im Wesentlichen inerten Material wie Keramik anzufertigen (selbst wenn sie nicht auswechselbar ist), um eine lange Standzeit der Düsenspitze und damit der Druckgussdüse insgesamt zu sichern bzw. den Wartungsintervall für das Auswechseln der Düsenspitze zu verlängern.
- Es ist auch günstig, wenn die Druckgussdüse einen Düsenkörper aufweist, der den Kanalträger umhüllt. Hierdurch wird der Kanalträger, gegebenenfalls auch die Düsenspitze der Druckgussdüse geschützt und vor allem der Wärmeabfluss aus dem heißen Kanalträger über die Außenwände der Druckgussdüse mit dem Ziel einer energiesparenden Betriebsweise verringert.
- Besondere Vorzüge hat ein Düsenkörper oder ein Kanalträger, der aus Titan besteht und/ oder einen Isolator und/ oder zumindest einen Stützring und/ oder wenigstens ein Druckstück als Stützelement aufweist. Titan besitzt eine geringe Wärmeleitfähigkeit und ist daher besonders für die Umhüllung der Druckgussdüse geeignet. Die isolierende Wirkung einer Umhüllung des Kanalträgers wird weiter verbessert, wenn zwischen diesem und dem Düsenkörper ein zusätzlicher Isolator eingebracht ist, der die unerwünschte Wärmeableitung weiter reduziert. Um eine weitere Wärmeableitung vom Düsenkörper auf den Schmelzeverteiler, in dem die Druckgussdüse in einem bevorzugten Einsatzfall eingesetzt ist, zu verhindern, liegt die Druckgussdüse nur mit den Stützringen des Düsenkörpers am Schmelzeverteiler an, alternativ oder zusätzlich auch durch wenigstens ein isolierendes Druckstück. Damit kann ein stark begrenzter Wärmeübergang nur über die verhältnismäßig kleinen Berührungsflächen zwischen der heißen Druckgussdüse und der kühlen Gießform bzw. dem Schmelzeverteiler erfolgen.
- Es hat sich auch als vorteilhaft erwiesen, wenn der Schmelzekanal eine Kanalbeschichtung aufweist. Eine solche Beschichtung, die besonders bevorzugt aus Emaille besteht, verhindert die Korrosion der Kanäle durch die durch sie hindurch strömende Schmelze. Andere Beschichtungen sind vorgesehen, beispielsweise auf Basis von Keramik oder durch Sputtern aufgebrachte.
- Es hat sich weiterhin gezeigt, dass es günstig ist, wenn wenigstens ein Thermosensor zur Bestimmung der Schmelzetemperatur in der Heizzone und/ oder der Angusszone vorgesehen ist. Dieser zeichnet sich in der bevorzugten Ausführungsform durch eine geringe Trägheit bei der Erfassung des Temperaturmesswertes aus und ist in direkten Kontakt mit der Schmelze bringbar. Die erfasste Temperatur wird an eine Regelungseinrichtung, alternativ auch eine Steuerungseinrichtung, geliefert. Mittels der Regelungseinrichtung wird wenigstens eines der Heizelemente so angesteuert, dass die Heizleistung ausreicht, um die gewünschte Schmelzetemperatur in dem vorgesehenen Zeitabschnitt zu erzielen.
- In einer alternativen Ausführungsform dient eine Dickschichtheizung (z.B. HTCC oder LTCC), bei der ein metallischer Leiter in die Keramik eingebettet bzw. mit Keramik oder Glas überzogen ist, als Thermosensor. Dies erfolgt unter Nutzung des PTC-Effekts, bei dem sich der spezifische Widerstand des Leiters mit der Temperatur ändert. Mit der Auswahl des Metalls für den Leiter, wobei insbesondere ein reines Metall in Frage kommt, ist eine besonders vorteilhafte lineare Kennlinie erreichbar. Ein in die Heizung integrierter, den PTC-Effekt nutzender Thermosensor ohne über den Heizleiter mit dann doppelter Funktionalität als Heizung und Sensor hinausgehende zusätzliche Bauteile ist demnach ausdrücklich umfasst. Bei einem PTC, einem Kaltleiter, ist der Widerstand umso höher, je heißer das Metall mit den im Gitter stark schwingenden Atomen ist. Beim NTC tritt zwar grundsätzlich dieser Effekt ebenso auf, nur gibt es einen zusätzlichen Effekt, der dem entgegen wirkt. Es handelt sich hierbei um einen Halbleiter. Sitzen alle Atome fest im Gitter, ist ein Halbleiter ein perfekter Isolator. Durch Energiezufuhr bei Erwärmung brechen aber die Verbindungen im Kristall auf und Elektronen werden frei, die dann einen Stromfluss hervorrufen. Je schneller sich die Atome im Halbleiterkristall bewegen, desto öfter wird ein Elektron frei.
- Neben einem metallischen Leiter kann ein Thermosensor nach der vorgenannten Ausführungsform auch einen keramischen Leiter aufweisen und, insbesondere entsprechende Fertigungsgenauigkeit vorausgesetzt, den PTC-Effekt entsprechend zur Temperaturbestimmung nutzen. Gleiches gilt grundsätzlich für den NTC-Effekt, sofern eine Anwendung möglich ist. Hierbei ist bei der Auswertung der Messdaten eine nichtlineare Kennlinie zu berücksichtigen.
- Besonders bevorzugt ist eine Schmelzetemperatur, die um 20 K über der Schmelztemperatur des jeweils eingesetzten Materials der Schmelze liegt. Damit ist gewährleistet, dass der hochdynamische Prozess in der erfindungsgemäßen Druckgussdüse bei minimalem Energieeinsatz durchführbar ist. Weiterhin verringert sich die thermische Last auf die Bauteile der Druckgussdüse, so dass Verschleiß oder chemische Veränderungen verringert oder ausgeschlossen werden können. Damit verlängert sich die Nutzungsdauer der Druckgussdüse, es kann auf Beschichtungen der schmelzeführenden Bereiche verzichtet werden und die Druckgussdüse wird insgesamt preisgünstiger.
- Besondere Vorteile besitzt eine Druckgussdüse, bei der wenigstens eine Querschnittsveränderung vorgesehen ist, die den Wärmefluss zum Angussbereich hin begrenzt. Eine solche Querschnittsveränderung kann in der Heizzone durch entsprechende Gestaltung des Schmelzekanals erreicht werden, am Angusspunkt durch eine Abrisskante oder aber an der Heizpatrone. Dort ist eine Querschnittsveränderung bevorzugt zwischen Heizbereich und Spitzenbereich angeordnet, die den Wärmefluss zum Angussbereich hin begrenzt.
- Durch die Wahl des Querschnitts der Querschnittsveränderung kann die Wärmemenge eingestellt werden, die vom Heizbereich in den Spitzenbereich überströmen kann. Damit lässt sich beeinflussen, bei welcher Temperatur in der Heizzone des Schmelzekanals unter Berücksichtigung der Abkühlzeit im Bereich der Düsenspitze die dort vorhandene Schmelze erstarrt. Weiterhin lässt sich bei einer Beeinflussung der Temperatur in der Heizzone mittelbar auch die Temperatur im Angussbereich, im Spitzenbereich bzw. in der Düsenspitze beeinflussen, um den Verschluss des Angusses durch einen erstarrten Schmelzepfropfen taktweise steuern zu können.
- Die Aufgabe der Erfindung wird weiterhin gelöst durch ein Heizelement mit elektrischer Beheizung und mit einer hohen Leistungsdichte (Hochleistungsheizelement) in zumindest einem Teilbereich und geringer thermischer Trägheit, ausgeführt in der Weise, dass ein Temperaturänderungsgradient von 20 bis 250 K/s, bevorzugt 150 K/s, an der Oberfläche des Heizelements erreichbar ist. Das Heizelement besteht zur Erreichung der geringen thermischen Trägheit aus Materialien mit geringer Dichte und hoher Wärmeleitfähigkeit, damit geringer Wärmekapazität. Da die Materialien selbst keine große Wärmemenge speichern, sind sie schnell aufheizbar und können sich ebenso schnell abkühlen. Das Heizelement besteht insbesondere an den Oberflächen auch aus elektrisch gut isolierenden Materialien, damit zum Betrieb der elektrischen Heizung höhere Spannungen zum Einsatz kommen können, um hierdurch die Stromstärke und damit den Querschnitt der Zuleitungen sowie die Leitungsverluste begrenzen zu können.
- Bevorzugt wird dabei ein Heizbereich, ein Spitzenbereich, ein Düsenschaft und/ oder eine Düsenspitze, die zumindest teilweise als Hochleistungsheizelement ausgeführt sind, einen Schichtaufbau aus einer Isolatorkeramik und einem Heizleiter aufweisen und über Kontakte elektrisch kontaktierbar sind. Die Isolatorkeramik bildet zumindest an der Außenseite und zwischen Heizleitern eine elektrisch isolierende Abdeckung. Als Isolatorkeramik kommen insbesondere auch Glas, Emaille bzw. Fritten (Silikate) in Frage. Der Heizleiter ist über elektrische Anschlüsse (Kontakte) elektrisch kontaktierbar.
- Der Heizleiter ist in einer bevorzugten Ausführungsform als Leiterkeramik ausgebildet. Die Keramiken sind kostengünstig, weisen eine besonders geringe Wärmekapazität auf und widerstehen den durch Temperaturänderungen hervorgerufenen Materialspannungen bzw. Leiter und Isolator weisen einen ähnlichen Ausdehnungskoeffizienten auf. Damit sind sie optimal geeignet für schnelle Temperaturwechsel. Die Isolatorkeramik an der Außenwand des Heizelements ist zudem widerstandsfähig gegenüber der flüssigen Schmelze und korrodiert nicht unter deren Einfluss.
- Als Alternative zu der Leiterkeramik oder ergänzend dazu, beispielsweise in einer Kombination verschiedener Systeme, ist vorgesehen einen metallischen Leiter als Heizleiter in die Isolatorkeramik einzubringen. Hierzu erfolgt der Einsatz eines bevorzugt hochschmelzenden Metallpulvers, dessen Schmelztemperatur über der Sintertemperatur der Keramik liegt. Hierzu alternativ ist jedoch auch vorgesehen, dass das Metallpulver beim Sintern aufschmilzt und in der Isolatorkeramik definiert verfließt.
- Eine weitere Alternative für die Ausführung des Heizeiters stellt ein metallischer Leiter dar, der beispielsweise lithografisch mittels eines Druckverfahrens definiert und beispielsweise in Dickschichttechnologie, HTCC oder LTCC in die Isolatorkeramik eingebracht wird. Die Definition von Verlauf und Breite der metallischen Leiterbahnen erfolgt bevorzugt durch Siebdruck oder auf photochemischem Wege. Als Metalle kommen für die Leiterbahnen sowie zur Kontaktierung insbesondere Silber, eine Silber-Palladium-Legierung, Platin, Platinlegierungen oder Goldpasten in Betracht.
- Eine besonders bevorzugte Ausführungsform weist einen Düsenschaft auf, der mit der Düsenspitze einteilig verbunden ist. Damit wird das Erfordernis einer Anschlussdichtung zwischen Düsenschaft und Düsenspitze vermieden, an deren Dichtigkeit durch hohe Drücke und hohe Fließgeschwindigkeiten der Schmelze in diesem Bereich sehr hohe Anforderungen zu stellen sind. Zudem ist die Herstellung vereinfacht.
- Eine besonders bevorzugte Ausführungsform des einteiligen Düsenschafts weist getrennt ansteuerbare Heizungen zumindest im Bereich des Düsenschafts und der Düsenspitze auf. Damit kann die Schmelzetemperatur in den verschiedenen Bereichen der Druckgussdüse so gezielt beeinflusst werden, dass bei minimalem Energieeinsatz eine optimale Prozessdynamik erzielbar ist. Insbesondere kann damit beispielsweise der Schaft auf einer gleichmäßigen Temperatur knapp oberhalb des Schmelzpunktes gehalten werden, wobei besonders bevorzugt ein oder mehrere Sensoren die Temperatur in diesem Bereich überwachen und die Heizleistung entsprechend steuern. Demgegenüber erfolgt im Bereich der Düsenspitze eine fluktuierende Beheizung, die durch den verhältnismäßig kleinen Angussbereich in der Düsenspitze und die geringe Wärmekapazität in diesem Bereich mit hoher Dynamik erfolgen kann. Damit sind kurze Taktzeiten und eine hohe Produktivität bei geringem Energieeinsatz möglich. Auch ist alternativ der Einsatz eines Temperatursensors, beispielsweise wie vorstehend beschrieben, vorgesehen.
- Günstig ist es dabei, wenn das Heizelement eine äußere bzw. Oberflächenbeschichtung. In dem Fall, dass nicht die gesamte Heizpatrone aus Keramik besteht, ermöglicht eine Beschichtung die Erhöhung der Widerstandsfähigkeit gegenüber der angreifenden Schmelze. Andere Materialien zur Beschichtung, beispielsweise Emaille oder Glas bzw. Fritten, sind vorgesehen.
- Alternativ ist anstelle der Beschichtung insbesondere im Angussbereich ein Inneneinsatz vorgesehen, der bevorzugt den hochbelasteten Angussbereich auskleidet und dort die Auswirkungen des Verschleißes durch die strömende Schmelze bei dennoch guter Wärmeleitfähigkeit im Interesse erhöhter Standzeit mindert. Ein solcher Einsatz besteht bevorzugt aus gering wärmeleitender Keramik, Titan oder anderen Materialien mit niedriger Wärmeleitfähigkeit, sofern es sich um eine ausschließlich durch eine Heizpatrone beheizte Druckgussdüse handelt. Ist die Wandung der Düsenspitze gleichfalls mit einer eigenen Heizung ausgestattet, dann muss das Material, aus dem der Inneneinsatz besteht, eine gute Wärmeleitfähigkeit aufweisen. In jedem Fall sind günstige Verschleißeigenschaften gefordert, also ein hoher Verschleißwiderstand.
- Durch eine geeignete Isolation, beispielsweise einen äußeren Isolierkörper aus Titan, wird ein übermäßiger Wärmeabfluss von der Düse in die Form vermieden und die Wärme in der Düse gehalten. Dies ist nicht nur aus energetischer Sicht wünschenswert, sondern auch im Interesse der Standzeit der Gießform geboten. So ist der Angussbereich der Form durch eine nur geringe Wandstärke gekennzeichnet. Dieser Bereich wäre bei einem Wärmeeintrag durch die Düse stark belastet und es entstünde die Gefahr einer Materialschädigung.
- Zudem erfordern es die kurze Taktzeit und die dazu notwendige geringe thermische Trägheit der Druckgussdüse, die hohe Heizleistung und die schnelle Temperaturabsenkung, dass äußere Faktoren wie ein unkontrollierter Wärmeabfluss aus der Düsenspitze in die Gießform in ihrer Wirkung eingeschränkt werden. Dies wird auch durch eine thermische Isolation zwischen Düsenspitze und Angussbereich der Gießform und weiterhin in einer Isolation sowie einer Reduktion der Kontaktflächen zwischen Druckgussdüse und Gießform bzw. Schmelzeverteiler erreicht.
- Besonders vorteilhaft kommt hierzu ein bevorzugt nahe des Angusses angeordneter Thermosensor zum Einsatz, durch den die Temperaturverhältnisse im Bereich der Düsenspitze genau erfasst und zur Grundlage einer Regelung gemacht werden können.
- In einer alternativen Ausführungsform führt eine genaue Temperaturregelung dazu, dass auf eine Beschichtung der Bereiche der Druckgussdüse verzichtet werden kann und diese einfach und kostengünstig aus Stahl bestehen können. Mittels der sehr genau geregelten Temperatur wird eine zu Verschleiß und unerwünschter Legierung zwischen Schmelze und Düsenmaterial führende Übertemperatur vermieden, ohne eine unerwünschte Erhöhung der Viskosität oder ein Einfrieren der Schmelze zu riskieren. Insbesondere werden das Düsenmaterial gefährdende Temperaturen > 450 °C vermieden, da Zink bereits bei einer Temperatur von 390 °C schmilzt und für eine schnelle und genaue Regelung dieser Spielraum bereits ausreicht, wie sich überraschend gezeigt hat. Bei der bevorzugten Ausführungsform wird die Temperatur so genau geregelt, dass bereits bei einer Temperatur von weniger als 20 K über der Schmelztemperatur eine problemlose Prozessführung möglich ist.
- Eine besonders vorteilhafte Prozessführung, v.a. im vorgenannten Sinne, ist mit einer Heizpatrone möglich, die im Heizbereich und im Spitzenbereich über jeweils gesonderte elektrische Anschlüsse bzw. Kontakte einzeln ansteuerbar ist, demnach über getrennt ansteuerbare Heizungen verfügt. Hierdurch ist es möglich, sowohl in der Heizzone, als auch im Spitzenbereich jeweils eine optimale und voneinander unabhängige Temperaturführung zu erreichen. So kann beispielsweise unter Einsparung von Energie die Aufheizung in der Heizzone kontinuierlich oder zu Beginn jedes Gießvorgangs mit geringerer Intensität erfolgen, da der den Angussbereich verschließende Schmelzepfropfen durch eine gezielte Erwärmung allein des Spitzenbereichs und der dort vorhandenen geringen Menge an Schmelze aufgeschmolzen werden kann.
- Eine einfach zu fertigende, kostengünstige Alternative hierzu weist nur eine einzige Heizung auf, die nur eine Zuleitung und eine Ansteuerung erfordert. Um dennoch die Temperatur in den unterschiedlichen Bereichen der Druckgussdüse lokal beeinflussen zu können, wird beispielsweise die Leiterdichte, deren Querschnitt und/ oder im Falle eines Halbleitermaterials deren Dotierung variiert. Somit ist auf besonders einfache Weise eine Feinsteuerung möglich, wobei sich auch die Einbeziehung von Messwerten von Thermosensoren als vorteilhaft erwiesen hat. Eine besonders gute Feinsteuerung ist bei Heizungen möglich, die auf Basis der Dickschichttechnologie gefertigt wurden. Besonders für ein ausgereiftes Serienprodukt mit hoher Reproduktionsgenauigkeit bietet sich der Einsatz einer einzelnen Heizung als günstige Variante an.
- Vorteilhaft ist eine Heizpatrone, die einen verlängerten Schaft bzw. einen zu einem Schaft verlängerten Kopf aufweist, der durch den Schmelzeverteiler hindurch geführt ist, so dass die Kontakte leicht erreichbar außerhalb des Schmelzeverteilers liegen. Hierdurch wird es erleichtert, die elektrischen Anschlüsse der Heizpatrone herzustellen und zu überprüfen. Weiterhin werden geringere Anforderungen an die Wärmebeständigkeit der Isolation der Zuleitungen gestellt, da diese nicht durch den Schmelzeverteiler, der eine hohe, das Isoliermaterial schädigende Temperatur aufweist, geführt werden müssen. Damit wird insgesamt die Funktions- und Betriebssicherheit der Druckgussdüse verbessert.
- Es ist günstig, wenn die Heizpatrone mittig bzw. konzentrisch in der Heizzone angeordnet ist, so dass bevorzugt Heizzone und Heizpatrone dieselbe Zentralachse besitzen. Weiterhin ist es vorteilhaft, wenn die Heizpatrone zwischen dem Schaft und dem Heizbereich eine zentrierende Führung aufweist. Hierdurch erhält die Heizpatrone einen besonders sicheren Sitz im Kanalträger und die mittige Anordnung im Schmelzekanal, insbesondere im Bereich der Heizzone, ist auch bei mechanischer Belastung durch die einschießende Schmelze gesichert. Dadurch wird die Qualität des Druckgussbauteils erhöht, da die Schmelze mit einem umfänglich gleichmäßigen Volumenstrom und ohne Temperaturunterschiede zwischen den Teilströmen innerhalb der Schmelzekanäle oder des Schmelzekanals zum Angussbereich und in die Gießform gelangt.
- Besonders vorteilhaft ist es auch, wenn eine Kompensationseinrichtung zum Ausgleich unterschiedlicher thermischer Ausdehnungen des Kanalträgers und der in den Kanalträger gefügten Heizpatrone vorgesehen ist, wobei der Kanalträger einen Sitz für die Heizpatrone aufweist. Gegen diesen wird die Heizpatrone gedrückt, wobei ein Dehnbolzen, aufweisend eine mit dem Kanalträger in einer Krafteinleitungszone in Verbindung stehende Druckschraube vorgesehen ist. Der Dehnbolzen steht in einer Kontaktzone mit der Heizpatrone in Verbindung, so dass bei einer Erwärmung von Kanalträger, Heizpatrone und Dehnbolzen die Heizpatrone durch den Dehnbolzen gegen den Sitz gedrückt wird. Die Krafteinleitungszone ist dabei in der bevorzugten Ausführungsform durch das Ende eines Gewindes in einem Nutenstein definiert, in das eine Druckschraube eingreift, die mit dem Dehnbolzen verbunden ist.
- Hierdurch erfolgt der Ausgleich von thermisch bedingten Ausdehnungen der Bauteile, die zu einer Lockerung der Heizpatrone in ihrem Sitz führen könnte, weil sich metallische Elemente, wie der Düsenkörper, stärker ausdehnen als keramische Elemente, wie die Heizpatrone. Dieses Problem wird jedoch vermieden durch den Einsatz des vorgespannten Dehnbolzens, der sich ebenso stark ausdehnt wie der Kanalträger und einer Lockerung des Sitzes nicht nur entgegenwirkt, sondern die Vorspannung je nach Materialpaarung und Dimensionierung in der vorgesehenen Weise erhält oder sogar noch verstärkt.
- Weiterhin wird die Aufgabe der Erfindung gelöst durch ein Verfahren zum Betrieb einer Druckgussdüse mit den Schritten Betrieb eines oder mehrerer der beheizbaren Elemente, insbesondere der Heizpatrone, des beheizbaren Düsenschaftes oder der beheizbaren Düsenspitze, mit erhöhter Leistung, wobei zumindest in einem Teilbereich die Leistungsdichte so hoch und thermische Trägheit so gering sind, dass ein Temperaturgradient von 20 bis 250 K/s, bevorzugt 150 K/s, an der Oberfläche des Heizelements erreichbar ist. Zugleich oder unmittelbar darauffolgend kommt es zum Einschießen der Schmelze in die Form. Es folgen eine Reduktion der Leistung oder ein Abschalten der beheizbaren Elemente und ein Stoppen des Schmelzestroms. Schließlich werden die beheizbaren Elemente mit einer solchen Leistung betrieben, mit der die Schmelze in der Heizzone flüssig bleibt, die Wärme jedoch nicht ausreicht, die Schmelze auch im Bereich zwischen Düsenspitze und Spitzenbereich auf Schmelztemperatur zu halten, worauf dort die Schmelze erstarrt, den Angussbereich verschließt und ein Nach- oder Rückströmen der Schmelze verhindert. Im Einzelnen vollziehen sich während des Verfahrensablaufs folgende Vorgänge:
- 1. Schließen einer Gießform.
Das Schließen der Gießform erfolgt im Anschluss an die Entnahme des zuvor gefertigten Gussteils, das im vorausgegangenen Arbeitszyklus gefertigt wurde. Die Gießform wird dabei so fest verschlossen, dass sie dem hohen Druck der Schmelze standhält. - 2. Heizen der Druckgussdüse und vollständiges Aufschmelzen des Pfropfens im Angussbereich der Druckgussdüse durch Erhöhung der Leistung der beheizbaren Elemente.
Die Erhöhung der Leistung erfolgt aus einem Ruhestrom oder, im Sinne eines Einschaltens, aus einem vollständig unterbrochenen Stromfluss heraus. Die eingetragene Wärmeleistung ist dabei so groß, dass der Pfropfen aus erstarrter Schmelze nicht einfach nur im Randbereich anschmilzt und somit von der Wand des Angussbereichs gelöst wird, sondern er schmilzt vollständig auf. Dadurch vermischt er sich mit der Schmelze, die nachfolgend in die Form gepresst wird, und hinterlässt keinerlei Spuren, beispielsweise in Form von Inhomogenitäten, im Gussteil. Wegen der geringen thermischen Trägheit erfolgt das Aufschmelzen in so kurzer Zeit, dass eine hohe Taktfrequenz beim Gießen realisierbar ist. - 3. Ausschalten der beheizbaren Elemente zumindest teilweise durch Verminderung der Leistung.
Das vollständige Ausschalten bzw. die deutliche Reduzierung der Wärmeleistung ist insbesondere dann wichtig, wenn es sich um ein Verfahren mit Abheben der Düse von der Gießform handelt. Eine weitere Beheizung ist jedoch in jedem Falle, auch ohne ein Abheben der Düse, nicht mehr erforderlich, weil die im Schmelzestrom enthaltene Wärmemenge die Aufrechterhaltung der Schmelztemperatur durch die mit hoher Temperatur nachströmende Schmelze sichert. - 4. Einspritzen der Schmelze in die Gießform.
Die Schmelze durchströmt die Düse, gelangt in die Gießform hinein, bis diese vollständig mit Schmelze ausgefüllt ist und der Schmelzestrom zum Stehen kommt. - 5. Halten des Druckes der Schmelze.
Wenn keine weitere Schmelze nachströmt, wird bis zum Erstarren der Schmelze in der Gießform der Druck, mit dem die Schmelze auch beim Einströmen in die Gießform beaufschlagt war, weiter gehalten. Damit wird ein sicheres Ausfüllen aller Hohlräume in der Form gewährleistet und Lufteinschlüsse und andere Gießfehler vermieden. - 6. Erstarren der Schmelze in der Gießform.
In der gefüllten Gießform erstarrt die Schmelze zum Gussteil. Das Erstarren kann durch Kühlkanäle, die von einem Kühlmittel durchströmt werden, in der Form beschleunigt werden. Über das Kühlmittel wird die Wärme des Gussteils abgeführt. - 7. Erstarren der Schmelze im Angussbereich der Druckgussdüse. Mit dem Erstarren der Schmelze im Gussteil, das noch mit der Druckgussdüse in direktem Kontakt steht, wird auch die Wärme der Schmelze im Angussbereich der Druckgussdüse in das (v.a. durch Kühlung der Gießform) nun kühle Gussteil hin abgeleitet. Dadurch kommt es zum Erstarren der Schmelze in diesem Bereich, was zugleich zum Abdichten dieses Bereichs führt. Der Angussbereich der Druckgussdüse ist damit durch einen Pfropfen verschlossen, der sich wegen der geringen thermischen Trägheit der Bauteile der Düse sehr schnell ausbildet, so dass kurze Taktzeiten realisierbar sind. Die hinter dem Pfropfen in der Druckgussdüse befindliche Schmelze kann weder aus dieser hinaus strömen, noch Luft in die Druckgussdüse hineinziehen und durch die Kanäle zurück in den Schmelztiegel fließen. Die Druckgussdüse und die Kanäle bleiben mit flüssiger Schmelze gefüllt.
Beim alternativen Einsatz einer Düse mit hoher thermischer Trägheit, einem Sonderfall des erfindungsgemäßen Verfahrens, ist ein Wärmeabfluss aus der Düsenspitze in die Gießform erwünscht, um deren Abkühlung mit Ziel des Einfrierens der Schmelze zu unterstützen.
In einer weiteren alternativen Ausführungsform schließt zusätzlich ein Rückschlagventil in wenigstens einem der Schmelzeverteiler und hindert zusätzlich die Schmelze am Rückfluss. - 8. Öffnen der Gießform.
Zur Entnahme des Gussteils ist es erforderlich, die Gießform zu öffnen. Da die Druckgussdüse durch den Schmelzepfropfen verschlossen ist, kommt es beim Öffnen der Gießform nicht zu einem Austritt von Schmelze, auch nicht, nachdem der Anguss vom Artikel abgerissen ist. - 9. Entformen eines Gussteils aus der Gießform.
Nach dem Öffnen der Gießform kann das Gussteil entformt, also aus der Gießform entnommen werden. Hierbei kommt es zum erleichterten Abriss des Artikels im Angussbereich durch eine Abrisskante, die eine Verjüngung und Sollbruchstelle unmittelbar am Anguss darstellt. - Werden alle oder einzelne beheizbare Elemente, insbesondere die Heizpatrone und/ oder der beheizbare Düsenschaft, mit erhöhter Leistung betrieben, bleibt die Temperatur der Schmelze erhalten, während sie durch die Druckgussdüse hindurch strömt. Ein vorzeitiges Erkalten oder eine unerwünschte Zunahme der Viskosität, was zu einer Minderung der Qualität des Druckgussbauteils führen würde, werden vermieden. Wird danach die Leistung der beheizbaren Elemente reduziert, führt dies zwar zu einer Absenkung der Temperatur der Schmelze, jedoch bleibt diese weiterhin in der Heizzone fließfähig.
- Sofern als beheizbares Element nur eine Heizpatrone zur Anwendung kommt, führt die Reduktion der Leistung im Spitzenbereich zu einer stärkeren Abkühlung unter die Schmelztemperatur des Metalls bzw. anderen gießbaren Materials, aus dem die Schmelze besteht. Dadurch kommt es zum Erstarren und zur Bildung eines Schmelzepfropfens im Spitzenbereich der Heizpatrone, wodurch der Angussbereich verschlossen wird.
- Somit ist zum Verschluss des Angussbereichs kein Ventil oder ein anderes bewegliches Element erforderlich. Dieses wäre nämlich durch die Schmelze einem hohen Verschleiß ausgesetzt, denn die korrosive Wirkung der zwischen die beweglichen Teile unweigerlich eindringenden Schmelze würde zu einem frühzeitigen Ausfall des Ventils oder der sonstigen beweglichen Elemente führen.
- Dennoch können die Vorteile eines verschlossenen Angusses genutzt werden, die vor allem darin bestehen, dass ein Zurückfließen der Schmelze in die Heißkanäle und in das Schmelzebad vermieden wird. Ein Zurückfließen hätte nämlich zur Folge, dass neu in die Kanäle einströmende Schmelze Schlacke oder oxidiertes Metall mitführen und in die Gießform drücken könnte mit der Folge einer verminderten Bauteilqualität. Weiterhin wird die Taktfrequenz der Gießvorgänge erhöht, da ein Entleeren und Neubefüllen der Heißkanäle entfällt, diese vielmehr ständig mit flüssiger Schmelze gefüllt sind.
- Es ist insbesondere vorteilhaft, wenn der Anteil der aus dem Heizbereich in den Angussbereich zwischen Düsenspitze und Spitzenbereich abfließenden Wärme durch die Querschnittsveränderung in Zusammenwirken mit der Menge der in diesem Bereich befindlichen Schmelze und dem Wärmeabfluss über den Angussbereich in die Form und die Düsenspitze von außen bestimmt wird. Hierdurch kann, insbesondere abgestimmt auf eine Schmelze mit bestimmten Eigenschaften, die Aufgabe der Erfindung auf eine sehr einfache und elegante Weise gelöst werden.
- Zusätzlich zur Querschnittsveränderung der Heizpatrone oder alternativ dazu ist vorgesehen, dass der Schmelzekanal selbst eine Querschnittsveränderung aufweist. Eine weitere Querschnittsveränderung ist ergänzend oder alternativ im Angussbereich in Form einer Abrisskante vorgesehen. Diese Abrisskante stellt zudem eine Wärmebarriere, einen Bereich mit erhöhtem Wärmewiderstand zwischen Druckgussdüse und Schmelze dar und ermöglicht weiterhin bereits vor dem Entformen eine Trennung der erstarrten Schmelze in der Druckgussdüse vom Artikel, wenn sich die Schmelze beim Erkalten zusammenzieht.
- Bei einer alternativen Ausführungsform wird die Schmelze im Angussbereich zwischen Düsenspitze und Spitzenbereich über den gesondert beheizbaren Spitzenbereich temperiert. Gegenüber einer anderen vorgesehenen Lösung, die allein mit der Querschnittsverringerung arbeitet, ist hierbei eine flexiblere Anpassung an veränderte Schmelzeeigenschaften oder bei geänderten Anforderungen an die Funktionalität des Systems möglich. Die dennoch vorhandene Querschnittsveränderung mindert dabei die gegenseitige Beeinflussung von Spitzenbereich und Heizbereich. Verbesserte Einflussmöglichkeiten ergeben sich mit dem Einsatz weiterer getrennt ansteuerbarer beheizbarer Elemente oder Bereiche, wie oben im Einzelnen dargestellt.
- Besondere Vorteile bringt ein Thermosensor, der einen Temperaturwert einer Schmelzetemperatur an eine Temperaturregelungseinrichtung liefert, die die Schmelzetemperatur in der Heizzone und/ oder in der Angusszone regelt, so dass die Schmelzetemperatur nur so weit über der Schmelztemperatur der Schmelze liegt, dass ein sicherer Schmelzefluss gewährleistet ist. Hierdurch wird eine ineffiziente Energieverwendung vermieden sowie bei gleichwohl sicherer Prozessführung ein Verschleiß durch eine zu hohe thermische Belastung der Bauteile der Druckgussdüse verhindert.
- Insgesamt hat die vorliegende Lösung in allen vorgesehenen Varianten den Vorteil, dass kein Pfropfen entsteht, der sich nach dem Anschmelzen ablösen und als solcher mit den eingangs genannten Folgen in die Form gelangen kann. Die Schmelze kann stattdessen erst wieder in die Gießform einströmen, wenn sie im Bereich des Angusses vollständig aufgeschmolzen ist.
- Soweit vorstehend die Bezugnahme auf Metallschmelzen erfolgt, so ist eine Anwendung der erfindungsgemäßen Vorrichtung und des erfindungsgemäßen Verfahrens auch für andere Materialien, z.B. Kunststoffschmelzen mit entsprechender Anpassung des Verfahrensablaufs (Temperaturführung, Temperaturgradient) vorgesehen.
- Weitere Einzelheiten und Vorzüge der Erfindung sind den Figuren und ihrer Beschreibung zu entnehmen. Es zeigen:
-
Fig. 1a : eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Patronenheizung; -
Fig. 1b : eine schematische Schnittdarstellung einer weiteren Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Patronenheizung; -
Fig. 2 : eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Heizpatrone in Teilschnitt; -
Fig. 3 : eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Patronen- und Schaftspitzenheizung sowie seitlicher Anspritzung; -
Fig. 4 : eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Patronen- und Spitzenheizung; -
Fig. 5a und 6 bis 9 : jeweils eine schematische Draufsicht eines Angussschemas einer erfindungsgemäßen Druckgussdüse; -
Fig. 5b : eine schematische Schnittdarstellung eines Details einer Ausführungsform einer erfindungsgemäßen Druckgussdüse für seitliche Anspritzung; -
Fig. 10 : eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse als Wendelrohrpatrone; und -
Fig. 11 : eine schematische Schnittdarstellung eines Details einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Spitzenheizung und Inneneinsatz. -
Fig. 1 a zeigt eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse 1 mit einer Heizpatrone 2, die durch elektrische Anschlüsse 11 kontaktiert wird, einem Kanalträger 3, in den die in der dargestellten Ausgestaltung doppelt ausgeführten Schmelzekanäle 4 eingebracht sind, einen Düsenkörper 5, der den Kanalträger 3 umhüllt und einer Düsenspitze 8 am zur Gießform 22 hin gewandten Ende der Druckgussdüse 1. Die Schmelzekanäle 4 verlaufen aus einer exzentrischen Eintrittsposition der Schmelze aus dem Schmelzeverteiler hin zu einer zentralen Bohrung im Düsenschaft 33, der Heizzone 6, und sind in einer bevorzugten Ausführungsform durch eine Kanalbeschichtung 20 vor den nachteiligen, insbesondere korrosiven Auswirkungen der Schmelze geschützt. Damit kann ein stählerner Kanalträger 3 weder mit der Schmelze legieren, noch auf andere Weise von dieser geschädigt werden. Als Kanalbeschichtung 20 kommt in der besonders bevorzugten Ausgestaltung Emaille zum Einsatz. - Die Schmelzekanäle 4 sind in der Weise ausgebildet, dass sie mit dem in der
Fig. 1 nur angedeuteten Schmelzeverteiler 21 verbindbar sind und von diesem mit der Schmelze versorgt werden. Die Schmelzekanäle 4 münden in die Heizzone 6, die ebenfalls Teil des Schmelzekanals 4 ist und in die die Heizpatrone 2 mit dem Heizbereich 17 hineinragt. Dadurch wird die Schmelze, wenn sie sich in der Heizzone 6 im Düsenschaft 33 befindet, erwärmbar. - Die Heizpatrone 2 ist in einer alternativen Ausführungsform ebenfalls mit einer Beschichtung 13 versehen, die ähnlich der Kanalbeschichtung 20 die betreffenden Oberflächen vor Korrosion, Anhaften von Schmelze oder unerwünschter Legierung mit dieser schützt. Dies trifft insbesondere zu, wenn es sich um eine Heizpatrone 2 handelt, die nicht aus Keramik besteht.
- Die Druckgussdüse 1 weist weiterhin eine sich in Richtung der in der
Figur 1 nur angedeuteten Gießform 22 an den Kanalträger 3 anschließende Düsenspitze 8 auf. Die Düsenspitze 8 weist in ihrem Zentrum einen sich zum Angusspunkt 23 hin verjüngenden Bereich auf, in dem die Schmelze auf den Austritt aus der Druckgussdüse 1 am Angussbereich 10 hin orientiert wird. Die Düsenspitze 8 ist in der bevorzugten Ausgestaltung auswechselbar ausgeführt, so dass dieses hoch belastete Bauteil bei Verschleiß leicht gewechselt werden kann, ohne die gesamte Druckgussdüse 1 außer Betrieb nehmen zu müssen. Besonders bevorzugt ist der Einsatz eines sehr verschleißfesten Materials, beispielsweise einer Keramik, für die Herstellung der Düsenspitze 8. Damit wird eine besonders lange Standzeit trotz der hohen Belastung durch die mit hoher Geschwindigkeit durch den Angussbereich 10 austretenden Schmelze gewährleistet. - Zur Verminderung von Wärmeverlusten aus der Druckgussdüse 1 ist der schmelzeführende Bereich, der Kanalträger 3, isoliert. Die Isolation erfolgt bevorzugt durch den Düsenkörper 5, dessen Wärmeübergang an die Gießform 22 gemindert ist, da sich die Düsenspitze 1 nur im Bereich der Stützringe 7 an der Gießform 22 abstützt. Eine weitere Verminderung des Wärmeübergangs erfolgt durch den Einsatz eines Isolators 9 zwischen Kanalträger 3 und Düsenkörper 5. Hierzu kann auch Luft dienen.
- Der dauerhaft sichere und feste Halt der Heizpatrone 2 im Kanalträger 3 wird durch einen Sitz 12 einer zentrierenden Führung gesichert.
- Das zum Angusspunkt 23 hin weisende Ende der Heizpatrone 2 wird durch den bevorzugt kegelförmigen Spitzenbereich 18 gebildet. Dieser formt in Zusammenwirken mit der inneren Ausnehmung der Düsenspitze 8 einen hohlkegelförmigen Raum, der sich zum Angusspunkt 23 hin verjüngt und durch den die Schmelze mit hoher Geschwindigkeit hindurch strömen muss, ehe sie die Druckgussdüse 1 durch den Angusspunkt 23 verlässt. Sobald die Schmelze in diesem Raum des Angussbereichs 10 erkaltet, bildet sie einen dichten Pfropfen, der ein Auslaufen oder ein Rückströmen der Schmelze verhindert und sich auch dann nicht aus dem Angussbereich 10 löst, wenn er bei beginnender Erwärmung anschmilzt und sich von den Wänden ablöst. Das Aufschmelzen selbst erfolgt sehr schnell und gleichmäßig, da die bevorzugte Hohlkegelform des Pfropfens eine geringe Wanddicke aufweist als ein Vollprofil und die schnell erwärmbar ist.
- Das sehr schnelle Erstarren des Pfropfens wird dadurch gefördert, dass die durch den engen Raum im Angussbereich 10 strömende Schmelze sich während des Strömens durch Reibung selbst weiter erwärmt und bei einem beginnenden Abkühlen des Spitzenbereiches 18 während des Strömens noch immer fließfähig bleibt. Stoppt der Schmelzefluss hingegen, tritt auch keine Reibungswärme mehr auf und die Schmelze erstarrt sofort zu dem den Anguss 10 verschließenden Pfropfen.
- Zum Wiederaufschmelzen des Pfropfens wird in der dargestellten Ausführungsform der Heizbereich 17 der Heizpatrone 2 aufgeheizt, so dass die Temperatur der Schmelze in der Heizzone 6 gleichfalls ansteigt. Somit wird die Wärme einerseits über die Schmelze zum Pfropfen und andererseits durch die Zone der Querschnittsveränderung 14 zum Spitzenbereich 18 geleitet. Über die Ausbildung der Querschnittsveränderung 14 kann beeinflusst werden, in welchem Maße die Wärme zum Spitzenbereich 18 hinüberströmt. Damit ist der Zeitpunkt des Aufschmelzens in Abhängigkeit von der Temperatur, die der Heizbereich 17 erreicht, beeinflussbar.
-
Fig. 1b zeigt eine schematische Schnittdarstellung einer weiteren Ausführungsform einer erfindungsgemäßen Druckgussdüse 1' mit Patronenheizung mittels Heizpatrone 2'. Die Heizpatrone 2' weist dabei einen Kopf 44 auf, der zylindrisch ausgeformt ist und durch einen Dehnbolzen 39 in Verbindung mit einer Druckschraube 40 gegen einen Sitz 12' in einer Bohrung des Kanalträgers 3 gedrückt wird. Dabei erzeugt die Druckschraube 40 eine Vorspannung des Dehnbolzens 39, verbunden mit einer Kraftwirkung auf den Kopf 44 der Heizpatrone 2'. - Nimmt die Druckgussdüse 1' ihren Betrieb auf, werden sämtliche Bauteile bis zur Betriebstemperatur erwärmt, die bei der bevorzugten Verfahrensführung bis an 450 °C heranreicht. In der Folge kommt es zu einer thermisch bedingten Ausdehnung der Bauteile, wobei metallische Elemente, wie der Kanalträger 3, sich stärker ausdehnen als keramische Elemente wie die Heizpatrone 2. Infolgedessen käme es zu einer Lockerung der Heizpatrone 2 in ihrem Sitz 12'.
- Dies wird jedoch vermieden durch den Einsatz des vorgespannten Dehnbolzens 39, der sich ebenso stark ausdehnt wie der Kanalträger 3 in einem Ausdehnungsbereich und einer Lockerung des Sitzes 12' entgegenwirkt. Der Ausdehnungsbereich erstreckt sich von dem Sitz 12' bis zum Ende des Gewindes in einem mit dem Kanalträger 3 formschlüssig verbundenen Nutenstein, in das die Druckschraube 40 eingreift. Vielmehr bleibt die durch die Druckschraube 40 in den Sitz 12' eingetragene Vorspannung hierdurch erhalten und die Heizpatrone 2 bleibt mit ihrem Kopf 44 fest in ihrem Sitz 12'. Durch entsprechende Gestaltung der bei der thermischen Ausdehnung zusammenwirkenden Elemente, hier Kanalträger 3 und Dehnbolzen 39, kann auch eine Verstärkung der Spannung bei Erwärmung erzeugt werden. Damit ließe sich im Betrieb eine besserer Festsitz erreichen, ohne das befestigte Element, hier der Kopf 44 der Heizpatrone 2, durch zu starke dauernde Druckbelastung zum Fließen zu bringen, sofern das hierfür verwandte Material zu solch einem Effekt neigen sollte.
- Zur Verminderung des Wärmeflusses aus der Druckgussdüse 1' sind ein Stützring 7 sowie Druckstücken 38 vorgesehen. Mit diesen Elementen stützt sich die Druckgussdüse 1' während der Gießvorgänge an der Gießform 22 ab, wenn diese während des Gießvorgangs auf der Gießform 22 aufsetzt. Durch das nur punktuelle Aufsetzen und die Verwendung von Materialien mit geringer Wärmeleitfähigkeit wird der Wärmeabfluss von der Druckgussdüse 1' in die Gießform 22 vermindert. Im Bereich der Düsenspitze 8 ist hierzu weiterhin ein Isolator 9, bevorzugt ein Luftraum, vorgesehen. Alternativ oder zusätzlich ist auch ein isolierendes Element, beispielsweise eine Scheibe, bestehend aus Titan, zur Anordnung im Bereich der Stirnfläche 43 der Düsenspitze 8 vorgesehen, um den Abfluss von Wärme direkt in den Angussbereich der Gießform zu vermeiden.
- Eine Querschnittsveränderung 14, hier im Querschnitt des Schmelzekanals 4, sorgt für definierten Wärmeübergang über die Schmelze in den Angussbereich 10 der Düsenspitze 8. Alternativ oder zusätzlich ist auch eine Querschnittsveränderung der Heizpatrone 2, entsprechend
Fig. 1a , vorgesehen. Zusätzlich ist in der dargestellten Ausführungsform eine weitere Querschnittsveränderung in Form der Abrisskante 42 vorgesehen. Diese vermindert nicht nur den Wärmeabfluss in die Gießform über die Schmelze, sondern stellt auch eine Sollbruchstelle für die erkaltete Schmelze zur Verfügung, an der die bei der Abkühlung schrumpfende, erstarrte Schmelze vom Artikel bereits vor dem Ausformvorgang abreißt. Besteht die Düsenspitze 8 so wie in der bevorzugten Ausführungsform aus Titan, ist ein Inneneinsatz, bevorzugt aus einer beständigen Keramik oder aus Wolfram bestehend, im Angussbereich 10 von Vorteil, da die dort mit hoher Geschwindigkeit strömende Schmelze anderenfalls starken Verschleiß hervorrufen würde. - Als besonders vorteilhaft hat sich der Einsatz eines Thermosensors 41 erwiesen. Dieser ist in der bevorzugten Ausführungsform nahe dem Angussbereich 10 in der bevorzugt aus isolierendem Titan bestehenden Düsenspitze 8 angeordnet. Der Temperaturmesswert, den der Thermosensors 41 liefert, wird bevorzugt in einer Regelungseinrichtung verarbeitet. Diese sorgt dann für eine zeitabhängig exakte Temperaturführung in jedem Abschnitt des Druckgussverfahrens mit dem Ergebnis eines effektiven Energieeinsatzes sowie einer minimalen thermischen Belastung der Schmelze führenden Elemente. Hierdurch kann auf besondere Maßnahmen zur Vermeidung thermischen Verschleißes oder einer unerwünschten Legierung, wie beispielsweise eine Beschichtung, verzichtet werden.
- Der Schmelzekanal 4 verläuft vom Verbindungbereich mit dem Schmelzeverteiler aus abweichend von der Vertikalen durch den Kanalträger 3, bis er auf die Heizzone 6, die die Heizpatrone 2 aufnimmt, trifft und in der Heizzone 6 weiter zur Düsenspitze 8 hin verläuft. Heizbereich 17 und Spitzenbereich 18 gehen bei dieser Ausführungsform der Heizpatrone 2" ohne Querschnittsänderung ineinander über. Der Inneneinsatz 31 mindert den Verschleiß und erhöht die Standzeit der Düsenspitze 8.
-
Fig. 2 zeigt eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Heizpatrone 2 in Teilschnitt, der den Heizbereich 17 zeigt. Dort wird ein mehrschichtiger Aufbau der Heizung erkennbar, der in der besonders bevorzugten Ausführungsform zentral als Kern sowie am Umfang und zur Isolation der leitenden Bereiche voneinander jeweils eine Isolatorkeramik 15 aufweist. Eingebettet zwischen diese in der gezeigten Ausführungsform konzentrischen Schichten ist die Leiterkeramik 16, die mittels ihrer elektrisch leitenden Eigenschaften als Heizung dient. Bevorzugt sind auch die einzelnen Leiterschleifen durch Isolatorkeramik 15 gegeneinander elektrisch isoliert. - Heizpatronen 2 aus Hochleistungskeramik sind besonders geeignet für Druckgussdüsen mit kurzen Taktzeiten, die mit schnell veränderlichem Wärmebedarf beheizt werden müssen.
- Vollkeramische Heizelemente mit isolierender und leitender Keramik sind zwar grundsätzlich bekannt, wobei die Heizfunktion in bisheriger Anwendung nach dem Stand der Technik nur in hochfeste Keramikteile, wie Schneidmesser, Schweißbacken und Werkzeuge integriert wird. Das keramische Heizelement wird nach der Erfindung jedoch in völlig anderer Weise als nach dem Stand der Technik, nämlich in einer Druckgussdüse als Heizung eingesetzt, wobei es zudem unter Nutzung seiner thermischen Eigenschaften hochdynamisch angesteuert wird.
- Als Materialien kommen in der bevorzugten Ausführungsform der Heizpatrone 2 nach dem Stand der Technik bekannte Keramiken zum Einsatz, die sich durch vielerlei Vorteile im Vergleich zu metallischen Heizelementen auszeichnen. Als besonders günstig erweist sich die hohe Oberflächenleistung von bis zu 150 W/cm2 und die Strahlungsemission von e > 0,9, wobei Temperaturen bis zu 1000 °C erreicht werden können, was insbesondere für hochschmelzende Nichteisenmetalle wie Aluminium, die im Druckgussverfahren verarbeitet werden, von Interesse ist.
- Weitere Vorzüge liegen in den kurzen Aufheizzeiten, der geringen Nachwärme, die ein schnelles Abkühlen ermöglicht, und einer sehr guten Regelbarkeit dank geringer thermischer Masse. Insbesondere durch die geringe Wärmekapazität der Keramik auf Grund ihrer niedrigen Dichte können bei niedriger Energieaufnahme hohe Aufheizraten realisiert werden. Hohe Wärmeleitfähigkeit und geringe Masse des keramischen Heizkörpers bewirken letztlich eine geringe thermische Trägheit.
- Die vollkeramischen Heizelemente sind beständig gegen Oxidation und Säuren. Sie weisen eine geringe Benetzbarkeit mit flüssigen Metallen, eine hohe mechanische Festigkeit, eine gute Wärmeleitfähigkeit sowie zugleich einen hohen elektrischen Isolationswiderstand und eine hohe Durchschlagfestigkeit auf. Zugleich zeichnen sie sich durch hohe Härte und Verschleißbeständigkeit aus.
- Bedingt durch die gute und sichere elektrische Isolation nach außen ist die Heizpatrone 2 mit höheren Spannungen, bevorzugt 230 V, betreibbar. Dies hat den Vorteil, dass eine geringe Stromstärke zur Heizung geleitet werden muss und die Querschnitte der Zuleitungen entsprechend gering sein können. Kostenersparnis und geringe Leistungsverluste sind die Folgen. Bei einer bevorzugten Leistung von 400 W ist nur eine Stromstärke von 1,8 A erforderlich.
- Die elektrisch leitende Keramik und die Hülle aus isolierender Keramik sind zu einem homogenen Körper versintert und ermöglicht von daher sehr hohe Leistungsdichten bei zugleich hoher mechanischer Stabilität. Die gute Alterungs- und Verschleißbeständigkeit der Keramiken garantiert eine lange Lebensdauer auch bei hohen Temperaturen.
- Alternative Ausführungsformen sehen jedoch vor, andere Materialien für die Heizpatrone 2 einzusetzen, wie beispielsweise Stahl. Besonders in diesem Fall macht sich eine Beschichtung 13, bevorzugt Emaille, erforderlich, um entsprechende, vornehmlich verschließmindernde Eigenschaften der Oberfläche hervorzurufen. Erreicht werden sollen neben einer hohen Verschleißfestigkeit die Verhinderung von Oxidation unter Einfluss der aggressiven Schmelze und eine geringe Neigung des Anhaftens von Metallen an der Oberfläche.
- Die Heizpatrone ist alternativ aus einer Keramik mit wenigstens einem in diese eingebrachten metallischen Leiter gefertigt, wobei der metallische Leiter als Metallpulver, bevorzugt hochschmelzend, als massiver Leiter oder in einem lithographischen Verfahren vorbereitet und als Folie eingebracht wird. Hierzu sind bevorzugt Verfahren wie Dickschichttechnologie, HTCC oder LTCC vorgesehen.
- Eine besonders bevorzugte Ausführungsform der Heizpatrone 2 sieht eine getrennte Heizung im Heizbereich 17 und im Spitzenbereich 18 vor, die auch getrennt über die elektrischen Anschlüsse 11, 11' ansteuerbar sind. Damit kann in besonders energiesparender Weise der Heizbereich 17 kontinuierlich mit so viel Energie versorgt werden, dass die Schmelze flüssig bleibt. Der Spitzenbereich 18 kann hingegen getaktet zielgerichtet beheizt und abgekühlt werden, damit das Erstarren und Wiederaufschmelzen der geringen Menge Schmelze, die sich im Bereich der Umgebung des Spitzenbereichs 18 befindet, ermöglicht wird. Über die Querschnittsveränderung 14 wird die wechselseitige Beeinflussung des Heizbereichs 17 und des Spitzenbereiches 18 minimiert und die autarke Funktion beider Bereiche damit unterstützt.
- Weiterhin vorgesehen ist eine Beheizung allein des Spitzenbereichs 18 oder anderer abgegrenzter Bereiche der Druckgussdüse.
- Der Schaft 19, der unterbrochenen dargestellt ist, weist bevorzugt eine so große Länge auf, dass er aus dem Schmelzeverteiler nach oben herausragt, die Kontakte 11, 11' leicht zugänglich sind und eine Kabelführung durch den Schmelzeverteiler hindurch vermieden wird.
-
Fig. 3 zeigt eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse 1 mit Patronen- sowie Schaftspitzenheizung und seitlicher Anspritzung 34, hier mit Angusskontor 24 in Sternform, zur Fertigung von Artikeln 29. Dabei kommt ein Düsenschaft 33 zum Einsatz, der direkt beheizbar ist und hierzu einen Aufbau aus Isolatorkeramik 15 und Leiterkeramik 16 aufweist, ähnlich der zuvor beschriebenen Heizpatrone 2. Eine Besonderheit besteht darin, dass sowohl der Düsenschaft 33' zusammen mit der Düsenspitze 8' einstückig ausgeführt und beheizbar ist. Bevorzugt entsteht dabei der größte Teil der Heizleistung im Bereich der Düsenspitze 8', besonders bevorzugt in den ersten 1 bis 15 Millimetern vom Angusspunkt 23 aus betrachtet. Dabei wird so viel Heizleistung eingetragen, dass der Wärmeabfall im Frontbereich der Düse kompensiert ist. Dies hängt von äußeren Faktoren wie beispielsweise thermischer Isolierung und wärmeableitenden Berührungsflächen ab. - Dadurch erfolgt eine gleichmäßige Beheizung der Schmelze sowohl über die Heizpatrone 2, als auch über den Düsenschaft 33'. Der elektrische Anschluss 11, 11' erfolgt dabei von außen, beispielsweise über die Kopfplatte 35, wo die Druckgussdüse 1 mit dem Schmelzeverteiler in Kontakt steht.
- Alternativ dazu kann einer insgesamt zu hohen Schmelzetemperatur im Bereich der Heizpatrone 2 begegnet werden, indem diese mit geringerer Temperatur betrieben wird oder gänzlich unbeheizt ist. Es muss also nicht darauf geachtet werden, dass ausreichend Wärme in den Spitzenbereich 18 einströmt. Vielmehr können die Temperaturverhältnisse im Bereich der Düsenspitze 8 allein zielgerichtet beeinflusst werden.
- Anstelle der dargestellten spitz auslaufenden Form der Heizpatrone 2 ist es alternativ hierzu vorgesehen, dass diese zylinderförmig den vollen Durchmesser bis zum Angusspunkt 23 behält und dort in einer solchen Weise den Ringdurchmesser des Angusses 25 aus
Fig. 6 erhöht, dass die Fertigung mehrerer Teile durch seitliche Einspritzung vereinfacht wird oder Teile größerer Dimensionen herstellbar sind. Besonders bevorzugt ist sogar eine Vergrößerung des Durchmessers der Heizpatrone 2 im Spitzenbereich 18 vorgesehen. - Weiterhin wird einer Lösung der besondere Vorzug gegeben, bei der die gesamte Druckgussdüse 1 im Außenbereich eines Düsenkörpers 5 einen Mantel aus Titan oder zumindest mit einer zum Düsenschaft 33' hin isolierenden Luftschicht aufweist.
-
Fig. 4 zeigt eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse 1 mit Patronen- und Spitzenheizung. Dabei kommt ein Düsenschaft 33 zum Einsatz, der nicht beheizbar ist. Für die Beheizung der Schmelze ist eine separate Düsenspitze 8' vorgesehen, die durch einen Keramikaufbau entsprechend vorstehender Beschreibung ebenfalls leitende und isolierende Keramiken aufweist und somit beheizbar ist. Der elektrische Anschluss, der hierfür nötig ist, wird bevorzugt durch den Düsenschaft 33 zur Kopfplatte 35 eingeführt oder durch den Düsenkörper 5 direkt nach außen geleitet. Hierdurch wird ein preisgünstigerer Aufbau erreicht, da nur im Bereich der Düsenspitze 8', wo besonders hohe Temperaturen und vor allen Dingen eine hohe Dynamik zwischen Schmelz- und Erstarrungstemperatur erforderlich sind, eine Heizkeramik benötigt wird. Daneben ist auch der Spitzenbereich 18 beheizbar ausgeführt. -
Fig. 5a zeigt eine schematische Draufsicht eines Angussschemas einer erfindungsgemäßen Druckgussdüse in Sternform 24 und seitlichem Anguss 34. Angedeutet ist weiterhin ein Artikel 29, ein Produkt des vorgesehenen Druckgussvorgangs. Dieser wird mittels der Sternform 24 des Angusses in seitlicher Anspritzung 34 gefertigt. Damit können ohne dass ein Kanalsystem, das bei der Formung einen erstarrten, vom Artikel zu trennenden sogenannten Baum zur Folge hätte, mehrere Teile aus einer Druckgussdüse gefertigt werden. Im vorliegenden Fall mit der beispielhaft dargestellten Angussstruktur in Sternform 24 sind es sechs Artikel 29, die mit einem Mal gefertigt werden können. -
Fig. 5b zeigt mit der Düsenspitze 8" eine schematische Schnittdarstellung eines Details einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit seitlicher Anspritzung 34, wobei der Angusspunkt durch einen Düsenverschluss 37 verschlossen ist. Hierbei ist eine Düsenspitze, ein Düsenring oder eine Düsenleiste je nach konkreter Ausformung der Struktur der Düsenspitze 8", sowohl beheizte als auch unbeheizte Variante, vorgesehen. Weiterhin ist ein separater Düsenverschluss 37 ebenso umfasst wie eine einstückig gefertigte Düsenspitze ohne Öffnung im Angusspunkt. Durchbrüche in der Wandung der Düsenspitze 8" sind als Seitenanguss 36 für den Austritt der Schmelze in den seitlich angeordneten Angussbereich der nicht dargestellten Gießform vorgesehen. - Dabei ist eine rotationssymmetrische Anordnung um eine kegelförmige Wandung der Düsenspitze 8" ebenso erfindungsgemäß wie eine längliche Düsenspitze 8", bei der die Seitenangüsse 36 linear, in Reihe angeordnet sind. Dargestellt ist der bevorzugte Aufbau der Heizkeramikdüse aus Isolierkeramik 15 und Leiterkeramik 16.
-
Fig. 6 zeigt eine schematische Draufsicht eines Angussschemas einer erfindungsgemäßen Druckgussdüse in Ringform 25. Eine solche Form entsteht, wenn, wie beispielweise inFig. 1 dargestellt, der Spitzenbereich 18 bis an den Angusspunkt 23 heranreicht. Ist ein größerer Ringdurchmesser gefordert, ist dies durch einen größeren Durchmesser des Spitzenbereichs 18 am Angusspunkt 23 zu erzielen. -
Fig. 7 zeigt eine schematische Draufsicht eines Angussschemas einer erfindungsgemäßen Druckgussdüse in Punktform 26. Eine Punktform 26 wird im Unterschied zur inFig. 6 dargestellten Ringform 25 erreicht, wenn kein Spitzenbereich 18 gemäßFig. 1 vorhanden ist und stattdessen, wie beispielsweise inFigur 10 dargestellt, die stumpfartige Heizpatrone 2' nicht bis in die Düsenspitze 8 hinein reicht. -
Fig. 8 und Fig. 9 zeigen eine schematische Draufsicht eines Angussschemas einer erfindungsgemäßen Druckgussdüse in flacher Form 27 bzw. in Kreuzform 28. Die Grundstruktur der Druckgussdüse entspricht der zuFigur 7 erläuterten, nämlich ohne weit in die Düsenspitze 8 reichenden Spitzenbereich 18. Die Form des Angusses 23 als flache Form 27 ergibt sich durch eine entsprechende Ausformung der Düsenspitze 8. Besonders vorteilhaft ist eine flache Form 27 bei Artikeln mit großer Längsausdehnung. Eine gleichmäßigere Materialausströmung der Schmelze in vier Richtungen ergibt sich hingegen bei Anwendung der Kreuzform 28. - Vorgesehen ist weiterhin, dass die vorgenannten Angusskonturen durch jeweils ein auswechselbares Wolframplättchen mit der entsprechenden Angusskontur, das im Angusspunkt 23 an die Düse angesetzt wird, hervorgerufen werden. Damit können verschiedene Angusskonturen angewendet werden, ohne die Druckgussdüse 1 insgesamt auszuwechseln.
-
Fig. 10 zeigt eine schematische Schnittdarstellung einer Ausführungsform einer erfindungsgemäßen Druckgussdüse 1 mit Wendelrohr 30. Hierdurch kann der gesamte Düsenkörper 5 im Außenbereich beheizt werden. Das Wendelrohr 30 ist um den äußeren Mantel gelegt. Durch die Beheizung erhält die gesamte Druckgussdüse 1 eine gleichmäßigere Temperaturverteilung und der Energieeintrag in die Heizpatrone 2', den Düsenschaft 33' oder die Düsenspitze 8' kann mit geringerem Energieaufwand erfolgen. Die auf die letztgenannten Elemente entfallende Energie kann somit eine höhere Dynamik im Interesse schnellerer Gießvorgänge und kürzerer Taktzeiten gemäß eingangs gegebener Beschreibung der Pfropfenbildung im Angussbereich führen. Zudem ist die thermische Belastung empfindlicher Schmelzen, vor allem von Kunststoffen, geringer. -
Fig. 11 zeigt eine schematische Schnittdarstellung eines Details einer Ausführungsform einer erfindungsgemäßen Druckgussdüse mit Spitzenheizung und Inneneinsatz 31, ausgeführt als Heizkeramikdüse 32. Dabei kommt in der dargestellten Ausführungsform eine an einen Düsenschaft angesetzte Düsenspitze 8' mit einem Keramikaufbau wie in denFiguren 2, 3 und 4 beschrieben zum Einsatz. Durch den Aufbau von Isolatorkeramik 15 und Leiterkeramik 16 entsteht in diesem Bereich eine hohe Leiterdichte, durch die eine hohe Heizleistung in diesen Bereich eingetragen werden kann. Die Düsenspitze 8' repräsentiert nur eine sehr kleine Materialmenge im Vergleich zu den übrigen Bestandteilen der Druckgussdüse, so dass Beheizung und Abkühlung hier mit einer sehr hohen Dynamik und schnellem Taktwechsel möglich sind. Die Leistungsdichte ist für jeden Bereich einstellbar durch den Querschnitt der leitenden Bereiche der Leiterkeramik 16, und durch entsprechende Dotierung. Zur exakten Formgebung werden diese Teile nach dem Brennen überdreht, wobei außen stets eine Schicht Isolatorkeramik 15 verbleibt. - Um den Verschleiß am hochbelasteten Innenmantel, der von Schmelze berührten Oberfläche zu vermindern, wird hier eine Beschichtung, besonders bevorzugt aber ein Inneneinsatz 31 eingesetzt. Dieser besteht insbesondere aus Wolfram, aber auch andere Materialien mit hoher Widerstandskraft gegen Verschleiß, hohem Schmelzpunkt und guter Wärmeleitfähigkeit, wie beispielsweise eine wärmeleitende Keramik, kommen zum Einsatz.
- In alternativen Ausführungsformen, bei denen die Düsenspitze 8' aus Stahl, insbesondere aber wenn sie aus Titan besteht, ist ein verschließmindernder Inneneinsatz 31 besonders wichtig. Demgegenüber ist vorgesehen, bei einer Düsenspitze 8' aus Keramik, einem seinerseits sehr stabilen, verschleißfesten und nicht zu chemischen Bindungen oder Legierungen neigendes Material, auf den Inneneinsatz 31 zu verzichten. Eine hier nicht dargestellte äußere Isolierung ist jedoch bei bevorzugten Ausführungsformen beider Varianten vorgesehen, um den Wärmeabfluss aus der Druckgussdüse zu vermeiden.
- Die Verschleißminderung erfolgt zusätzlich oder alternativ zu den vorgenannten Maßnahmen auch durch eine besondere Verfahrensführung. Es hat sich dabei als günstig erwiesen, wenn die Leistung der beheizbaren Elemente im Angussbereich in der Weise gesteuert wird, dass der Verschleiß des Angussbereiches minimiert wird. Die Steuereinrichtung gibt dabei nur die Leistung ab, die zum Aufschmelzen des Schmelzepfropfens im Angussbereich erforderlich ist. Damit wird der Verschleiß der Druckgussdüse im Angussbereich nochmals vermindert. Die Steuerung der Heizleistung erfolgt dabei entsprechend des Materials der Schmelze sowie anderer Parameter der Druckgussdüse, beispielsweise der Angussgeometrie.
- Alternativ zu einer Steuerung durch feste Parameter ist vorgesehen, dass eine Regelung Messwerte von Sensoren verarbeitet und damit die Heizleistung entsprechend bestimmt. Als Sensoren sind Temperatursensoren im Bereich der Druckgussdüse, aber auch andere Sensoren, wie beispielsweise Drucksensoren im Schmelzekanal, vorgesehen. Besonders bevorzugt sind hierzu Temperatursensoren im Bereich des Schmelzekanals innen und/ oder an dessen Außenwand sowie alternativ oder in Ergänzung Drucksensoren im Inneren des Schmelzekanals 4 oder im Angussbereich 10 eingesetzt, wie beispielsweise in
Fig. 1 dargestellt. - Besondere Vorteile des erfindungsgemäßen Verfahrens liegen in der Erreichbarkeit einer hohen Artikelqualität bei hohen Taktzahlen und geringem Verschleiß der Druckgussdüse. Das angusslose Druckgussheißkanalsystem, das die erfindungsgemäße Druckgussdüse aufweist, ermöglicht zudem gut reproduzierbare Bedingungen, woraus eine hohe, gleichbleibende Gussteilqualität resultiert. Insbesondere sind auch die Wandstärken des Gussteils bei entsprechender Materialeinsparung durch diese erhöhte Qualität unter entsprechender Gewichts- und Materialersparnis minimierbar.
-
- 1, 1'
- Druckgussdüse
- 2, 2'
- Heizpatrone
- 3
- Kanalträger
- 4
- Schmelzekanal
- 5
- Düsenkörper
- 6
- Heizzone
- 7
- Stützring
- 8,8',8"
- Düsenspitze
- 9
- Isolator
- 10
- Angussbereich
- 11, 11'
- elektrischer Anschluss
- 12,12'
- Sitz
- 13
- Beschichtung
- 14
- Querschnittsveränderung
- 15
- Isolatorkeramik
- 16
- Leiterkeramik
- 17
- Heizbereich
- 18
- Spitzenbereich
- 19
- Schaft
- 20
- Kanalbeschichtung
- 21
- Schmelzeverteiler
- 22
- Gießform
- 23
- Angusspunkt
- 24
- Angusskontur Stern
- 25
- Angusskontur Ring
- 26
- Angusskontur Punkt
- 27
- Angusskontur flach
- 28
- Angusskontur Kreuz
- 29
- Artikel
- 30
- Wendelrohr
- 31
- Inneneinsatz
- 32
- Heizkeramikdüse
- 33,33'
- Düsenschaft
- 34
- seitliche Anspritzung
- 35
- Kopfplatte
- 36
- Seitenanguss
- 37
- Düsenverschluss
- 38
- Druckstück, Stützelement
- 39
- Dehnbolzen
- 40
- Druckschraube
- 41
- Thermosensor
- 42
- Abrisskante
- 43
- Stirnfläche
Claims (15)
- Druckgussdüse zum Einsatz in einem Druckgussheißkammersystem für Metallschmelzen mit wenigstens einem Schmelzekanal (4) in einem mit einem Schmelzeverteiler (21) verbindbaren Kanalträger (3), wobei der Schmelzekanal (4) in eine Heizzone (6) und eine Düsenspitze (8) übergeht, an die sich ein Angussbereich (10) anschließt, in dem ein einen Schmelzefluss unterbrechender Pfropfen aus erstarrter Schmelze ausbildbar ist, dadurch gekennzeichnet, dass die Heizzone (6) eine Heizpatrone (2) und/ oder einen beheizbaren Düsenschaft (33') aufweist und/ oder die Düsenspitze (8) als beheizbare Düsenspitze (8') ausgeführt ist und wenigstens die Heizpatrone (2), der beheizbare Düsenschaft (33') oder die beheizbare Düsenspitze (8') als Heizelement mit elektrischer Beheizung ausgeführt ist, das in zumindest einem Teilbereich eine hohe Leistungsdichte und geringe thermische Trägheit aufweist, ausgeführt in der Weise, dass ein Temperaturänderungsgradient von 20 bis 250 K/s, bevorzugt 150 K/s, an der Oberfläche des Heizelements erreichbar ist.
- Druckgussdüse nach Anspruch 1, dadurch gekennzeichnet, dass die Düsenspitze (8) separat einsetzbar ist und/ oder aus Keramik ausgeführt ist.
- Druckgussdüse nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Druckgussdüse einen Düsenkörper (5) aufweist, der den Kanalträger (3) umhüllt und der Düsenkörper (5) oder der Kanalträger (3) aus Titan bestehen und/ oder einen Isolator (9) und/ oder wenigstens einen Stützring (7) und/ oder wenigstens ein Druckstück (38) aufweist.
- Druckgussdüse nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Schmelzekanal (4) eine Kanalbeschichtung (20) aufweist.
- Druckgussdüse nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass wenigstens ein Thermosensor (41) zur Bestimmung der Schmelzetemperatur in der Heizzone (6) und/ oder der Angusszone (10) vorgesehen ist.
- Druckgussdüse nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass wenigstens eine Querschnittsveränderung (14) vorgesehen ist, die den Wärmefluss zum Angussbereich (10) hin begrenzt.
- Heizelement für eine Druckgussdüse nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zumindest teilweise ein Schichtaufbau aus einer Isolatorkeramik (15) und wenigstens einem Heizleiter vorgesehen ist, wobei die Isolatorkeramik (15) zumindest an wenigstens einer Außenseite des Heizelements und um wenigstens einen Heizleiter eine elektrisch isolierende Abdeckung bildet, und der Heizleiter über Kontakte (11, 11') elektrisch kontaktierbar ist.
- Heizelement nach Anspruch 7, dadurch gekennzeichnet, dass der Heizleiter als Leiterkeramik (16) oder als metallischer Leiter ausgeführt ist.
- Heizelement nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, dass das Heizelement zumindest teilweise eine Oberflächenbeschichtung (13) oder einen Inneneinsatz (31) aufweist.
- Heizelement nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass wenigstens eines der Heizelemente getrennt ansteuerbare Heizleiter aufweist.
- Heizpatrone mit elektrischer Beheizung für eine Druckgussdüse nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Heizpatrone (2) einen zu einem Schaft (19) verlängerten Kopf (44) aufweist, der durch den Schmelzeverteiler hindurch geführt ist, so dass die Kontakte (11, 11') außerhalb des Schmelzeverteilers liegen.
- Heizpatrone nach Anspruch 11, dadurch gekennzeichnet, dass eine Kompensationseinrichtung zum Ausgleich unterschiedlicher thermischer Ausdehnungen des Kanalträgers (3) und der in den Kanalträger (3) gefügten Heizpatrone (2) vorgesehen ist, wobei der Kanalträger (3) einen Sitz (12') für die Heizpatrone (2) aufweist, gegen den die Heizpatrone (2) gedrückt wird, wobei ein Dehnbolzen (39), aufweisend eine mit dem Kanalträger (3) in einer Krafteinleitungszone in Verbindung stehende Druckschraube (40) vorgesehen ist, der in einer Kontaktzone mit der Heizpatrone (2) in Verbindung steht, so dass bei einer Erwärmung von Kanalträger (3), Heizpatrone (2) und Dehnbolzen (39) die Heizpatrone (2) durch den Dehnbolzen (39) gegen den Sitz (12') gedrückt wird.
- Verfahren zum Betrieb einer Druckgussdüse nach einem der vorhergehenden Ansprüche, gekennzeichnet durch die Schritte- Betrieb eines oder mehrerer Heizelemente mit elektrischer Beheizung und einer so hohen Leistungsdichte in zumindest einem Teilbereich und geringer thermische Trägheit, dass ein Temperaturänderungsgradient von 20 bis 250 K/s an der Oberfläche des Heizelements erreichbar ist, wobei der Betrieb mit erhöhter Leistung erfolgt,- unmittelbar anschließend oder zugleich Einschießen der Schmelze in die Form,- Reduktion der Leistung des oder der Heizelemente oder deren vollständiges Abschalten,- Stoppen des Schmelzestroms,- Betrieb des oder der Heizelemente mit einer solchen Leistung, mit der die Schmelze in der Heizzone (6) flüssig bleibt, die Wärme jedoch nicht ausreicht, die Schmelze auch im Angussbereich (10) auf Schmelztemperatur zu halten, worauf dort die Schmelze zu einem Pfropfen erstarrt, den Angusspunkt (23) verschließt und ein Nach- oder Rückströmen der Schmelze verhindert.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass der Anteil der aus dem Heizbereich (17) der Heizpatrone (2) in den Angussbereich (10) abfließenden Wärme durch wenigstens eine Querschnittsveränderung (14) bestimmt wird und/ oder die Schmelze im Angussbereich (10) über die beheizbare Düsenspitze (8') und/ oder den gesondert beheizbaren Spitzenbereich (18) der Heizpatrone (2) temperiert wird, wobei wenigstens eine der Querschnittsveränderungen (14) die Wechselwirkung zwischen Spitzenbereich (18) und Heizbereich (17) minimiert.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass der Thermosensor (41) einen Temperaturwert einer Schmelzetemperatur an eine Temperaturregelungseinrichtung liefert, die die Schmelzetemperatur in der Heizzone (6) und/ oder in der Angusszone (10) regelt, so dass die Schmelzetemperatur nur so weit über der Schmelztemperatur der Schmelze liegt, dass ein sicherer Schmelzefluss gewährleistet ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12823137T PL2782692T3 (pl) | 2011-11-15 | 2012-11-15 | Ciśnieniowa dysza odlewnicza i sposób operowania ciśnieniową dyszą odlewniczą oraz element grzewczy i wkład grzewczy |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011055398 | 2011-11-15 | ||
| DE102012102549A DE102012102549A1 (de) | 2011-11-15 | 2012-03-26 | Druckgussdüse und Verfahren zum Betrieb der Druckgussdüse |
| PCT/DE2012/100349 WO2013071926A2 (de) | 2011-11-15 | 2012-11-15 | Druckgussdüse und verfahren zum betrieb einer druckgussdüse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2782692A2 EP2782692A2 (de) | 2014-10-01 |
| EP2782692B1 true EP2782692B1 (de) | 2015-06-17 |
Family
ID=48145272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12823137.0A Active EP2782692B1 (de) | 2011-11-15 | 2012-11-15 | Druckgussdüse und verfahren zum betrieb einer druckgussdüse sowie heizelement und heizpatrone per se |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9561540B2 (de) |
| EP (1) | EP2782692B1 (de) |
| KR (1) | KR20140109872A (de) |
| CN (1) | CN104114302B (de) |
| BR (1) | BR112014011557B1 (de) |
| CA (1) | CA2855799C (de) |
| DE (2) | DE102012102549A1 (de) |
| ES (1) | ES2546318T3 (de) |
| HK (1) | HK1198527A1 (de) |
| IN (1) | IN2014CN04396A (de) |
| PL (1) | PL2782692T3 (de) |
| WO (1) | WO2013071926A2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3302851B1 (de) | 2015-06-05 | 2022-08-03 | Oskar Frech GmbH + Co. KG | Angusssystem für eine druckgiessform |
| DE102021111538A1 (de) | 2021-05-04 | 2022-11-10 | Nemak, S.A.B. De C.V. | Gießvorrichtung und Verfahren zum Gießen |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT515970B1 (de) * | 2014-07-03 | 2018-11-15 | Ltc Gmbh | Verfahren und Vorrichtung zum Gießen zumindest eines Bauteils |
| DE102014018798A1 (de) * | 2014-12-19 | 2016-06-23 | Gebr. Krallmann Gmbh | Fördervorrichtung für eine Metallschmelze in einem Spritzgussaggregat |
| DE102015100861B4 (de) | 2015-01-21 | 2018-07-19 | TransMIT Gesellschaft für Technologietransfer mbH | Heißkanal für eine Druckgussvorrichtung und Betriebsverfahren dafür |
| GB2543517A (en) * | 2015-10-20 | 2017-04-26 | Pyrotek Eng Mat Ltd | Caster tip for a continuous casting process |
| DE102015224410B4 (de) * | 2015-12-07 | 2020-11-19 | Volkswagen Aktiengesellschaft | Düse für Metall-Druckgussanwendungen |
| DE112016006531A5 (de) | 2016-03-01 | 2018-12-06 | Ferrofacta Gmbh | Druckgussdüsensystem |
| CN105881717B (zh) * | 2016-05-26 | 2018-04-06 | 宁夏机械研究院股份有限公司 | 陶瓷喷嘴等静压成型模具 |
| CN110666132B (zh) * | 2019-09-26 | 2021-05-28 | 清苑县华通金属炉料有限公司 | 一种基于铝锭成型的容错性强的压铸模具 |
| CN110695335A (zh) * | 2019-10-24 | 2020-01-17 | 上海五腾金属制品有限公司 | 一种实现镁合金射出成型的装置及方法 |
| EP4192640A1 (de) * | 2020-08-06 | 2023-06-14 | SMS Group GmbH | GIEßDÜSE ODER GIEßVERTEILER, ANORDNUNG UND VERFAHREN ZUR BEHEIZUNG UND/ODER VORWÄRMUNG EINER GIEßDÜSE |
| US20220111434A1 (en) * | 2020-10-08 | 2022-04-14 | Wagstaff, Inc. | Material, apparatus, and method for refractory castings |
| DE102020215665A1 (de) | 2020-12-10 | 2022-06-15 | Oskar Frech Gmbh + Co. Kg | Druckgießmaschine mit Absperrventil im Schmelzeeinlasskanal und Betriebsverfahren |
| DE102021132870A1 (de) | 2021-12-14 | 2023-06-15 | Ferrofacta Gmbh | Druckgussform, Warmkammersystem, Verfahren für den Druckguss von Metall und Verwendung einer Druckgussform |
| US12089301B1 (en) | 2023-04-21 | 2024-09-10 | Wagstaff, Inc. | Material, apparatus, and method for electrically shielding heated components |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4161386A (en) * | 1977-12-19 | 1979-07-17 | Incoe Corporation | Nozzle for injection molding machines |
| US4635851A (en) * | 1983-09-19 | 1987-01-13 | Pegasus Industries, Inc. | Casting nozzle |
| DE3335280A1 (de) | 1983-09-29 | 1985-04-18 | EWIKON Entwicklung und Konstruktion GmbH & Co KG, 4900 Herford | Elektrisch betriebenes heizelement zum aufheizen von materialschmelzen in einem heisskanalwerkzeug |
| US4638849A (en) * | 1985-08-25 | 1987-01-27 | Vsi Corporation | Nozzle assembly for die casting apparatus |
| JPH0710546B2 (ja) * | 1990-11-09 | 1995-02-08 | プラストロン株式会社 | 加熱装置を有するゲート装置 |
| US5448678A (en) * | 1991-04-26 | 1995-09-05 | Booton; Harold | Electrically heated nozzle for die casting |
| US5315686A (en) * | 1991-04-26 | 1994-05-24 | William Caugherty | Electrically heated nozzle for die casting |
| CA2057439C (en) * | 1991-12-11 | 2000-02-08 | Jobst Ulrich Gellert | Method of manufacturing an injection molding probe |
| DE19531161C2 (de) * | 1995-08-24 | 1999-05-20 | Frech Oskar Gmbh & Co | Warmkammer-Druckgießmaschine |
| US6394784B1 (en) * | 2000-03-08 | 2002-05-28 | Mold-Masters Limited | Compact cartridge hot runner nozzle |
| ATE327849T1 (de) | 2000-10-31 | 2006-06-15 | Frech Oskar Gmbh & Co Kg | Einrichtung zur herstellung von metall- druckgussteilen, insbesondere aus ne-metallen |
| CA2453170C (en) * | 2002-12-20 | 2012-02-21 | Mold-Masters Limited | Lateral gating injection molding apparatus |
| DE102005014566B4 (de) * | 2005-03-17 | 2010-07-22 | Kraussmaffei Technologies Gmbh | Thermoverschlussdüse und Verfahren zum Beheizen einer solchen |
| DE102005042867A1 (de) * | 2005-09-08 | 2007-03-22 | Bühler Druckguss AG | Druckgiessverfahren |
| DE102006002341A1 (de) * | 2006-01-18 | 2007-07-26 | Kompetenzzentrum Neue Materialien Nordbayern Gmbh | Spritzgießwerkzeug |
| US20080017345A1 (en) * | 2006-07-20 | 2008-01-24 | Husky Injection Molding Systems Ltd. | Molding-system valve |
| US7614869B2 (en) * | 2007-05-08 | 2009-11-10 | Mold-Masters (2007) Limited | Manifold nozzle connection for an injection molding system |
| CN201633176U (zh) * | 2010-01-15 | 2010-11-17 | 李承哲 | 一种针阀式单嘴注塑的热机嘴 |
| DE102011050149A1 (de) * | 2010-11-17 | 2012-05-24 | Ferrofacta Gmbh | Druckgussdüse und Druckgussverfahren |
-
2012
- 2012-03-26 DE DE102012102549A patent/DE102012102549A1/de not_active Withdrawn
- 2012-11-15 IN IN4396CHN2014 patent/IN2014CN04396A/en unknown
- 2012-11-15 BR BR112014011557-5A patent/BR112014011557B1/pt active IP Right Grant
- 2012-11-15 WO PCT/DE2012/100349 patent/WO2013071926A2/de active Application Filing
- 2012-11-15 KR KR1020147014963A patent/KR20140109872A/ko not_active Application Discontinuation
- 2012-11-15 EP EP12823137.0A patent/EP2782692B1/de active Active
- 2012-11-15 CN CN201280056239.XA patent/CN104114302B/zh active Active
- 2012-11-15 ES ES12823137.0T patent/ES2546318T3/es active Active
- 2012-11-15 US US14/357,774 patent/US9561540B2/en active Active
- 2012-11-15 PL PL12823137T patent/PL2782692T3/pl unknown
- 2012-11-15 DE DE112012004748.6T patent/DE112012004748A5/de not_active Withdrawn
- 2012-11-15 CA CA2855799A patent/CA2855799C/en active Active
-
2014
- 2014-11-28 HK HK14112041.8A patent/HK1198527A1/xx unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3302851B1 (de) | 2015-06-05 | 2022-08-03 | Oskar Frech GmbH + Co. KG | Angusssystem für eine druckgiessform |
| DE102021111538A1 (de) | 2021-05-04 | 2022-11-10 | Nemak, S.A.B. De C.V. | Gießvorrichtung und Verfahren zum Gießen |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014011557B1 (pt) | 2019-06-04 |
| BR112014011557A2 (pt) | 2017-05-09 |
| CN104114302A (zh) | 2014-10-22 |
| DE102012102549A1 (de) | 2013-05-16 |
| KR20140109872A (ko) | 2014-09-16 |
| CA2855799A1 (en) | 2013-05-23 |
| CA2855799C (en) | 2017-04-18 |
| WO2013071926A3 (de) | 2014-09-04 |
| US9561540B2 (en) | 2017-02-07 |
| CN104114302B (zh) | 2016-10-19 |
| HK1198527A1 (en) | 2015-05-15 |
| US20140319188A1 (en) | 2014-10-30 |
| DE112012004748A5 (de) | 2014-09-25 |
| PL2782692T3 (pl) | 2015-10-30 |
| ES2546318T3 (es) | 2015-09-22 |
| EP2782692A2 (de) | 2014-10-01 |
| IN2014CN04396A (de) | 2015-09-04 |
| WO2013071926A2 (de) | 2013-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2782692B1 (de) | Druckgussdüse und verfahren zum betrieb einer druckgussdüse sowie heizelement und heizpatrone per se | |
| EP1201335B1 (de) | Einrichtung zur Herstellung von Metall-Druckgussteilen, insbesondere aus NE-Metallen | |
| EP3302851B1 (de) | Angusssystem für eine druckgiessform | |
| EP2640537B1 (de) | Druckgussdüse und druckgussverfahren | |
| DE10080726B4 (de) | Form für eine Heißanguß-Spritzmaschine sowie Verfahren zum Herstellen derselben | |
| DE69832538T2 (de) | Magnesiumdruckguss | |
| EP1934005B1 (de) | Druckgiessverfahren | |
| EP2776189B1 (de) | Vorrichtung, anlage und verfahren zum druckgiessen von metallischem material im thixotropen zustand | |
| EP1940573A1 (de) | Druckgiessverfahren und vorrichtung zum druckgiessen | |
| US6470956B2 (en) | Method and apparatus for semi-molten metal injection molding | |
| DE602004010452T2 (de) | Senkrechtstehende Druckgiessmaschine und Verfahren | |
| EP3423215B1 (de) | Druckgussdüsensystem | |
| DE102006002342A1 (de) | Werkzeug | |
| DE10356937A1 (de) | Düsenspitze und -dichtung | |
| DE102015100861B4 (de) | Heißkanal für eine Druckgussvorrichtung und Betriebsverfahren dafür | |
| DE102006002341A1 (de) | Spritzgießwerkzeug | |
| DE102008055506A1 (de) | Druckgiessverfahren und Vorrichtung zum Druckgiessen | |
| AT515969B1 (de) | Vorrichtung und Verfahren zur Erstellung zumindest eines metallischen Bauteils | |
| JP4359826B2 (ja) | 金属材料成形装置 | |
| CH570216A5 (en) | Continuous casting using stepwise extrusion of the billet - in horizontal, water-cooled die with very accurate temp. control | |
| DE10039591A1 (de) | Verfahren und Vorrichtung zum Druckgießen von metallischen Formkörpern | |
| WO2016019946A1 (de) | Giessventil und giessvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140611 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| R17D | Deferred search report published (corrected) |
Effective date: 20140904 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150109 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 731618 Country of ref document: AT Kind code of ref document: T Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012003526 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR Ref country code: ES Ref legal event code: FG2A Ref document number: 2546318 Country of ref document: ES Kind code of ref document: T3 Effective date: 20150922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150917 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Ref country code: NL Ref legal event code: MP Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150918 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150617 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151017 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151019 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012003526 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| 26N | No opposition filed |
Effective date: 20160318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151115 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121115 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150617 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231116 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231215 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231106 Year of fee payment: 12 Ref country code: SE Payment date: 20231117 Year of fee payment: 12 Ref country code: IT Payment date: 20231130 Year of fee payment: 12 Ref country code: IE Payment date: 20231117 Year of fee payment: 12 Ref country code: FR Payment date: 20231116 Year of fee payment: 12 Ref country code: DE Payment date: 20231123 Year of fee payment: 12 Ref country code: CZ Payment date: 20231024 Year of fee payment: 12 Ref country code: CH Payment date: 20231201 Year of fee payment: 12 Ref country code: AT Payment date: 20231201 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231023 Year of fee payment: 12 |