EP2710163B1 - Alliage aluminium magnésium lithium à ténacité améliorée - Google Patents
Alliage aluminium magnésium lithium à ténacité améliorée Download PDFInfo
- Publication number
- EP2710163B1 EP2710163B1 EP12728642.5A EP12728642A EP2710163B1 EP 2710163 B1 EP2710163 B1 EP 2710163B1 EP 12728642 A EP12728642 A EP 12728642A EP 2710163 B1 EP2710163 B1 EP 2710163B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mpa
- content
- less
- thickness
- product according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000001989 lithium alloy Substances 0.000 title description 7
- 229910000733 Li alloy Inorganic materials 0.000 title description 4
- VCHVXUQQZMQWIY-UHFFFAOYSA-N [AlH3].[Mg].[Li] Chemical compound [AlH3].[Mg].[Li] VCHVXUQQZMQWIY-UHFFFAOYSA-N 0.000 title description 4
- 229910045601 alloy Inorganic materials 0.000 claims description 43
- 239000000956 alloy Substances 0.000 claims description 43
- 238000012360 testing method Methods 0.000 claims description 25
- 239000000203 mixture Substances 0.000 claims description 18
- 229910052782 aluminium Inorganic materials 0.000 claims description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 12
- 229910052744 lithium Inorganic materials 0.000 claims description 11
- 229910000838 Al alloy Inorganic materials 0.000 claims description 10
- 229910052748 manganese Inorganic materials 0.000 claims description 9
- 238000010791 quenching Methods 0.000 claims description 9
- 230000000171 quenching effect Effects 0.000 claims description 9
- 230000003068 static effect Effects 0.000 claims description 9
- 229910052804 chromium Inorganic materials 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 229910052749 magnesium Inorganic materials 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 8
- 229910052709 silver Inorganic materials 0.000 claims description 5
- 239000003351 stiffener Substances 0.000 claims description 4
- 239000004411 aluminium Substances 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 238000005096 rolling process Methods 0.000 claims description 3
- 238000005266 casting Methods 0.000 claims description 2
- 238000005482 strain hardening Methods 0.000 claims 2
- 230000032683 aging Effects 0.000 claims 1
- 229910052751 metal Inorganic materials 0.000 claims 1
- 239000002184 metal Substances 0.000 claims 1
- 230000007797 corrosion Effects 0.000 description 16
- 238000005260 corrosion Methods 0.000 description 16
- 239000011777 magnesium Substances 0.000 description 15
- 239000011572 manganese Substances 0.000 description 14
- 239000011651 chromium Substances 0.000 description 12
- 239000010949 copper Substances 0.000 description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 11
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 239000010936 titanium Substances 0.000 description 8
- 229910052726 zirconium Inorganic materials 0.000 description 7
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 6
- 238000004090 dissolution Methods 0.000 description 6
- 238000000265 homogenisation Methods 0.000 description 6
- 238000005097 cold rolling Methods 0.000 description 5
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 229910001338 liquidmetal Inorganic materials 0.000 description 4
- 229910052706 scandium Inorganic materials 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910019400 Mg—Li Inorganic materials 0.000 description 3
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 229910017604 nitric acid Inorganic materials 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 3
- 239000003381 stabilizer Substances 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 230000004580 weight loss Effects 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 239000010455 vermiculite Substances 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- JFBZPFYRPYOZCQ-UHFFFAOYSA-N [Li].[Al] Chemical compound [Li].[Al] JFBZPFYRPYOZCQ-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229910002058 ternary alloy Inorganic materials 0.000 description 1
- 230000001988 toxicity Effects 0.000 description 1
- 231100000419 toxicity Toxicity 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
Definitions
- the invention relates to aluminum-magnesium-lithium alloy products, more particularly, such products, their manufacturing and use processes, intended in particular for aeronautical and aerospace construction.
- Aluminum alloy rolled products are developed to produce high strength parts for the aerospace industry and the aerospace industry in particular.
- Aluminum alloys containing lithium are very interesting in this respect, since lithium can reduce the density of aluminum by 3% and increase the modulus of elasticity by 6% for each weight percent of lithium added.
- their performance compared with the other properties of use must reach that of the alloys commonly used, in particular in terms of a compromise between the static mechanical strength properties (yield strength in tension and in compression, breaking strength) and the properties of damage tolerance (toughness, fatigue crack propagation resistance), these properties being in general antinomic.
- These alloys must also have sufficient corrosion resistance, be able to be shaped according to the usual methods and have low residual stresses so that they can be machined integrally.
- Aluminum alloys simultaneously containing magnesium and lithium make it possible to reach particularly low densities and have therefore been extensively studied.
- the patent GB 1,172,736 teaches an alloy containing 4 to 7% by weight Mg, 1.5 - 2.6% Li, 0.2 - 1% Mn and / or 0.05 - 0.3% Zr, remaining aluminum useful for uses requiring high mechanical strength, good corrosion resistance, low density and high modulus of elasticity.
- the patent US 5,431,876 teaches a group of ternary alloys of lithium aluminum and magnesium or copper, including at least one additive such as zirconium, chromium and / or manganese.
- the patent US 6,551,424 discloses a method of manufacturing aluminum-magnesium-lithium alloy products of composition (in% by weight) Mg: 3.0 - 6.0, Li: 0.4 - 3.0, Zn up to 2.0, Mn to 1.0, Ag up to 0.5, Fe up to 0.3, Si up to 0.3, Cu up to 0.3, 0.02 - 0.5 from a member selected from the group consisting of Sc, Hf, Ti , V, Nd, Zr, Cr, Y, Be, including cold rolling in the lengthwise and in the widthwise directions.
- the patent US 6,461,566 discloses an alloy of composition (in% by weight) Li: 1.5 - 1.9, Mg: 4.1 - 6.0, Zn 0.1 - 1.5, Zr 0.05 - 0.3, Mn 0.01 - 0.8 H, 0.9 10 -5 - 4.5 10 -5 and at least one element selected from the group Be 0.001 - 0.2, Y 0.001 - 0.5 and Sc 0.01 - 0.3.
- the patent RU 2171308 discloses an alloy comprising (in% by weight) Li: 1.5 - 3.0, Mg: 4.5 - 7.0, Fe 0.01 - 0.15, Na: 0.001 - 0.0015, H, 1 , 7 10 -5 - 4.5 10 -5 and at least one element selected from the group Zr 0.05-0.15, Be 0.005-0.1, and Sc 0.05-0.4 and at least one element selected in the group Mn 0.005-0.3, Cr 0.005-0.2, and Ti 0.005-0.2, remain aluminum.
- the patent RU2163938 discloses an alloy containing (in% by weight) Mg: 2.0 - 5.8, Li: 1.3-2.3, Cu: 0.01-0.3, Mn: 0.03-0.5, Be: 0.0001 - 0.3, at least one of Zr and Sc: 0.02 - 0.25 and at least one of Ca and Ba: 0.002 - 0.1, remains aluminum.
- the patent application DE 1 558 491 describes in particular an alloy containing (in% by weight) Mg: 4 - 7, Li: 1.5 - 2.6, Mn: 0.2 - 1.0, Zr 0.05 - 0.3 and / or Ti 0 , 05 - 0,15 or Cr 0,05 - 0,3.
- Yet another object of the invention is the use of a product of the invention for producing aircraft structural elements.
- alloys are in accordance with the regulations of The Aluminum Association, known to those skilled in the art. The density depends on the composition and is determined by calculation rather than by a method of measuring weight. The values are calculated in accordance with the procedure of The Aluminum Association, which is described on pages 2-12 and 2-13 of "Aluminum Standards and Data". The definitions of the metallurgical states are given in the European standard EN 515.
- the static mechanical characteristics in tension in other words the tensile strength R m , the conventional yield stress at 0.2% elongation R p0.2 , and the elongation at break A% are determined by a tensile test according to standard NF EN ISO 6892-1, the sampling and the direction of the test being defined by the EN 485-1 standard.
- the critical stress intensity factor K C in d other words the intensity factor which makes the crack unstable, is calculated from the curve R.
- the stress intensity factor K CO is also calculated by assigning the initial crack length at the beginning of the monotonous load, at the critical load.
- App K represents the factor K CO corresponding to the test piece that was used to perform the test of A.
- K Ceff curve represents the K factor C corresponding to the test piece that was used to perform the test curve A.
- ⁇ a eff (max) represents the crack extension of the last valid point of the curve R.
- the length of the curve R - namely the maximum crack extension of the curve - is a parameter that is in itself important, particularly for the fuselage design.
- EN 12258 Unless otherwise specified, the definitions of EN 12258 apply.
- a "structural element” or “structural element” of a mechanical construction is called a mechanical part for which the static and / or dynamic mechanical properties are particularly important for the performance of the structure, and for which a structural calculation is usually prescribed or realized.
- these structural elements include the elements that make up the fuselage (such as fuselage skin, fuselage skin in English), stiffeners or stringers, bulkheads, fuselage (circumferential frames), wings (such the upper or lower wing skin, the stringers or stiffeners, the ribs and spars) and the stabilizer composed in particular of horizontal and vertical stabilizers (horizontal or vertical). stabilizers), as well as floor beams, seat tracks and doors.
- a selected class of aluminum alloys which contain specific and critical amounts of magnesium, lithium, zirconium, titanium, iron and silicon makes it possible to produce wrought products having an improved property compromise. in particular between mechanical strength and damage tolerance, while having a good corrosion performance.
- the magnesium content of the products according to the invention is between 4.0 and 4.7% by weight. In an advantageous embodiment of the invention, the magnesium content is at least 4.3% by weight or preferably 4.4% by weight. The maximum content of 4.7% by weight or preferably 4.6% by weight of magnesium is preferred.
- the lithium content of the products according to the invention is between 1.0 and 1.5% by weight.
- the present inventors have found that a limited lithium content, in the presence of certain addition elements, makes it possible to very significantly improve the fracture toughness and the speed of propagation of fatigue cracks, which largely compensates for the slight increase in density and the decrease in static mechanical properties.
- the maximum lithium content is 1.5% by weight and preferably 1.45% by weight or preferably 1.4% by weight.
- a minimum lithium content of 1.1% by weight and preferably 1.2% by weight is advantageous, in particular to improve the resistance to intergranular corrosion.
- the zirconium content of the products according to the invention is between 0.05 and 0.15% by weight and the titanium content is between 0.01 and 0.15% by weight.
- the present inventors have found that it is not necessary to add scandium in these alloys to obtain the desired substantially non-recrystallized granular structure and that the addition of scandium could even prove to be harmful by making the alloy particularly fragile and difficult to cold roll up to thicknesses less than 3 mm.
- the scandium content is therefore less than 0.01% by weight.
- the titanium content is between 0.01 and 0.05% by weight.
- Manganese and / or chromium can also be added to contribute in particular to the control of the granular structure, their content remaining at most 0.5% by weight.
- the alloy contains at least one of Mn and Cr with a content, in% by weight Mn: 0.05 - 0.5 or 0 , 05 - 0.3 and Cr: 0.05 - 0.3, an element not selected from Mn and Cr having a content of less than 0.05% by weight.
- Mn 0.05 - 0.5 or 0
- Cr 0.05 - 0.3
- the improvement of the hot ductility facilitates hot deformation, which makes it possible to reduce the scrap rate during the processing.
- the alloy contains at least one of Ag and Cu with, if selected, in% by weight Cu: 0.05 - 0.3 and Ag: 0, 05 - 0.3, an element not selected from Ag and Cu having a content of less than 0.05% by weight.
- the Ag content and / or the Cu content are less than 0.05% by weight.
- the wrought products according to the invention contain a small amount of iron and silicon, the content of these elements being between 0.02 and 0.2% by weight.
- the present inventors believe that the presence of these elements can contribute, by forming intermetallic phases and / or by contributing to the formation of dispersoids especially in the presence of manganese, to improve the properties of damage tolerance by avoiding the localization of the deformation.
- the Fe content and / or the Si content are in% by weight Fe: 0.04 - 0.15; Si: 0.04 - 0.15
- the Fe content and / or the Si content is less than 0.15% by weight and preferably less than 0.1% by weight. weight.
- the Zn content is at most 0.5% by weight. In an advantageous embodiment of the invention, the Zn content is less than 0.2% by weight and preferably less than 0.05% by weight.
- the deliberate addition of Zn is typically not desirable because this element can contribute to degrade the hot ductility while not providing any advantage for the resistance to intergranular corrosion. In addition the addition of Zn contributes to increase the density of the alloy which is most often not desirable.
- the other elements have a content of less than 0.05% by weight, each.
- the products according to the invention have a maximum content of 5 ppm of Be and preferably 2 ppm of Be and / or a maximum content of 10 ppm of Na and / or a maximum content of 20 ppm of It.
- the wrought products according to the invention are preferably spun products such as profiles, rolled products such as sheets or thick plates and / or forged products.
- the process for manufacturing the products according to the invention comprises the successive steps of producing a bath of liquid metal so as to obtain an aluminum alloy of composition according to the invention, casting said alloy in raw form, optionally homogenization of the product thus cast, hot deformation and optionally cold, the dissolution of the product thus deformed, and quenching, optionally the cold deformation of the product so dissolved and quenched and the tempering at a temperature below 150 ° C.
- a bath of liquid metal is produced so as to obtain an aluminum alloy of composition according to the invention.
- the liquid metal bath is then cast in a raw form, typically a rolling plate, a spinning billet or a forging blank.
- the raw form is then optionally homogenized so as to reach a temperature of between 450 ° C. and 550 ° C. and preferably between 480 ° C. and 520 ° C. for a period of between 5 and 60 hours.
- the homogenization treatment can be carried out in one or more stages.
- the present inventors have not found a significant advantage brought by the homogenization and in a preferred embodiment of the invention, the hot deformation is carried out directly after a simple reheating without performing homogenization.
- the hot deformation is preferably carried out with an inlet temperature above 400 ° C and advantageously above 430 ° C or even 450 ° C.
- the present inventors have found that even in carrying out these intermediate heat treatments, it was not possible for them to cold-roll industrial sheets of reference alloys to a thickness of 2 mm, whereas this step proved achievable with alloy sheets according to the invention.
- the sheets according to the invention have a preferred thickness of at least 0.5 mm and preferably at least 0.8 mm or 1 mm.
- the product After hot deformation and optionally cold, the product is dissolved and quenched. Before dissolution, it is advantageous to carry out a heat treatment at a temperature of between 300 and 420 ° C. in one or more stages, so as to improve the control of the substantially non-recrystallized granular structure.
- the dissolution is carried out, according to the composition of the product, at a temperature between 370 and 500 ° C. Quenching is carried out with water and / or air. It is advantageous to perform quenching in the air because the intergranular corrosion properties are improved.
- the product thus dissolved and quenched can optionally be further deformed cold.
- Planing or straightening steps are typically performed at this stage, but it is also possible to carry out further deformation so as to further improve the mechanical properties.
- the metallurgical state obtained for the rolled products is advantageously a T6 or T6X or T8 or T8X state and for the advantageously spun products a T5 or T5X state in the case of quenching on a press or a T6 or T6X or T8 or T8X state.
- the product finally undergoes an income at a temperature below 150 ° C.
- the income is carried out in three stages, a first stage at a temperature of between 70 and 100.degree. C., a second stage at a temperature of between 100 and 140.degree. ° C and a third bearing at a temperature between 90 to 110 ° C, the duration of these bearings being typically 5 to 50 hours.
- substantially non-recrystallized granular structure means a non-recrystallized granular structure content at mid-thickness greater than 70% and preferably greater than 85%.
- the rolled products according to the invention have particularly advantageous characteristics.
- the rolled products preferably have a thickness of between 0.5 mm and 15 mm, but products with a thickness greater than 15 mm, up to 50 mm or even 100 mm or more may have advantageous properties.
- the rolled products according to the invention exhibit an improvement in the isotropy of the mechanical properties, in particular the toughness.
- the rolled products according to the invention which have been air quenched have a weight loss of less than 20 mg / cm 2 and preferably less than 15 mg / cm 2 after the intergranular corrosion test NAMLT ("Nitric Acid Mass”). Loss Test "ASTM-G67).
- the wrought products according to the invention are advantageously used to produce aircraft structural elements, in particular aircraft.
- Preferred aircraft structural elements are in particular a fuselage skin advantageously obtained with sheets having a thickness of 0.5 to 12 mm according to the invention, a fuselage frame, a stiffener or a fuselage rail advantageously obtained with profiles according to the invention or a rib.
- Alloy D has a composition according to the invention, alloys A to C are reference alloys. Table 1. Composition in% by weight and density of Al-Mg-Li alloys used Alloy Ag Li Yes Fe Cu Ti mn mg Zn Zr Na (ppm) sc AT 0.1 1.8 0.04 0.04 0.17 0.02 0.13 4.6 0.46 0.07 9 0.08 B 0.1 1.7 0.04 0.04 0.07 0.02 0.13 4.9 0.48 0.13 8 VS 0.1 1.7 0.04 0.04 0.17 0.02 0.15 4.8 0.44 0.12 11 D 0.1 1.4 0.05 0.04 0.18 0.02 0.15 4.5 0.12 4
- the plates were heated and hot rolled to a thickness of about 4 mm. Cold rolling tests up to 2 mm thickness were carried out after a heat treatment consisting of two successive one-hour steps at 340 ° C. followed by 1 hour at 400 ° C. Only the alloy sheets according to the invention could be successfully cold-rolled to the final thickness, the reference alloy sheets being broken to a thickness of 2.6 mm. After hot rolling and possibly cold rolling, the sheets were dissolved at 480 ° C. for 20 minutes, this treatment being preceded by a heat treatment consisting of two successive steps of one hour at 340 ° C. followed by 1 hour at 400 ° C. After dissolution, the sheets were air-soaked and glued. The income was made for 10h at 85 ° C followed by 16h at 120 ° C followed by 10h at 100 ° C.
- the granular structure of all the samples was substantially non-recrystallized, the recrystallization rate at mid-thickness being less than 10%.
- the figure 3 shows the improvement of the compromise between yield strength and toughness.
- the improvement of K app (LT) is greater than 25% whereas the reduction in elastic limit is less than 15% relative to the alloy sheet C.
- the length of the curve R is also significantly improved thus ⁇ a eff (max) (TL) is improved by more than 30%.
- the alloy sheets according to the invention quenched in air have a low sensitivity to intergranular corrosion for a thickness of 4 mm and are not sensitive to intergranular corrosion for a thickness of 2 mm.
- ingots were cast to evaluate the hot ductility and the intergranular corrosion properties of different alloys.
- the size of the ingots after scalping was in mm of 255 x 180 x 28.
- the composition of the alloys tested is given in Table 7.
- Table 7 Composition in% by weight and density of Al-Mg-Li alloys used Alloy Ag Li Yes Fe Cu Ti mn mg Zn Zr Cr sc E - 1.4 0.03 0.03 - 0.02 0.40 4.5 - 0.11 0.18 - F - 1.4 0.03 0.03 - 0.02 0.16 4.4 - 0.12 0.19 - BOY WUT - 1.4 0.03 0.03 - 0.02 0.17 4.4 - 0.11 - - H - 1.1 0.03 0.03 - 0.02 0.16 4.5 - 0.12 - - I - 1.4 0.03 0.03 - 0.02 0.17 4.5 0.6 0.12 - - -
- the hot ductility was evaluated on test pieces machined in the ingots after a homogenization of 12 h at 505 ° C.
- the hot ductility test was carried out using a servo hydraulic machine supplied by Servotest Testing Systems Ltd on specific specimens with a thickness of 20 mm at a strain rate of 1 s -1 .
- the test consists in deforming a sample containing two holes in compression. Due to compression, the material between the holes expands at a controlled rate of deformation.
- the test conditions are described in the article of A. Deschamps et al. published in the journal Materials Science and Engineering A319-321 (2001) 583 - 586 .
- the alloys E and F which contain Mn and Cr have advantageous heat ductility while the hot ductility of the reference alloy I containing 0.6% by weight of Zn is the weakest of the tested alloys.
- the ingotins were hot-rolled to a thickness of 4 mm.
- the sheets thus obtained were dissolved at 480 ° C., this treatment being preceded by a heat treatment consisting of two successive steps of one hour at 345 ° C. followed by 1 hour at 400 ° C. After dissolution, the sheets were air quenched and glided by controlled traction with a permanent elongation of 2%.
- the income was made for 10h at 85 ° C followed by 16h at 120 ° C followed by 10h at 100 ° C.
- Alloy G which differs from alloy D in particular by a lower copper content, has a particularly low weight loss.
- the alloy I which contains Zn is not distinguishable from the G alloy in terms of resistance to intergranular corrosion.
- Alloy H which has a lower lithium content than the other alloys tested, has a higher weight loss.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metal Rolling (AREA)
- Forging (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Powder Metallurgy (AREA)
- Continuous Casting (AREA)
- Heat Treatment Of Steel (AREA)
Description
- L'invention concerne les produits en alliages aluminium-magnésium-lithium, plus particulièrement, de tels produits, leurs procédés de fabrication et d'utilisation, destinés en particulier à la construction aéronautique et aérospatiale.
- Des produits laminés en alliage d'aluminium sont développés pour produire des pièces de haute résistance destinées notamment à l'industrie aéronautique et à l'industrie aérospatiale.
- Les alliages d'aluminium contenant du lithium sont très intéressants à cet égard, car le lithium peut réduire la densité de l'aluminium de 3 % et augmenter le module d'élasticité de 6 % pour chaque pourcent en poids de lithium ajouté. Pour que ces alliages soient sélectionnés dans les avions, leur performance par rapport aux autres propriétés d'usage doit atteindre celle des alliages couramment utilisés, en particulier en terme de compromis entre les propriétés de résistance mécanique statique (limite d'élasticité en traction et en compression, résistance à la rupture) et les propriétés de tolérance aux dommages (ténacité, résistance à la propagation des fissures en fatigue), ces propriétés étant en général antinomiques.
Ces alliages doivent également présenter une résistance à la corrosion suffisante, pouvoir être mis en forme selon les procédés habituels et présenter de faibles contraintes résiduelles de façon à pouvoir être usinés de façon intégrale.
Les alliages d'aluminium contenant simultanément du magnésium et du lithium permettent d'atteindre des densités particulièrement faibles et ont donc été extensivement étudiés. - Le brevet
GB 1,172,736 - La demande internationale
WO 92/03583 - Le brevet
US 5,431,876 enseigne un groupe d'alliages ternaire d'aluminium lithium et magnésium ou cuivre, incluant au moins un additif tel que le zirconium, le chrome et/ou le manganèse. - Le brevet
US 6,551,424 décrit un procédé de fabrication de produits en alliage aluminium-magnésium-lithium de composition (en % en poids) Mg : 3,0 - 6,0, Li : 0,4 - 3,0, Zn jusque 2,0, Mn jusque 1,0, Ag jusque 0,5, Fe jusque 0,3, Si jusque 0,3, Cu jusque 0,3, 0,02 - 0,5 d'un élément sélectionné dans le groupe consistant en Sc, Hf, Ti, V, Nd, Zr, Cr, Y, Be, incluant un laminage à froid dans le sens de la longueur et dans le sens de la largeur.
Le brevetUS 6,461,566 décrit un alliage de composition (en % en poids) Li : 1,5 - 1,9, Mg : 4,1 - 6,0, Zn 0,1 - 1,5, Zr 0,05 - 0,3, Mn 0,01 - 0,8 H, 0,9 10-5 - 4,5 10-5 et au moins un élément sélectionné dans le groupe Be 0,001 - 0.2, Y 0,001 - 0.5 et Sc 0,01 - 0,3.
Le brevetRU 2171308 - Le brevet
RU2163938 - La demande de brevet
DE 1 558 491 décrit notamment un alliage contenant (en % en poids) Mg : 4 - 7, Li : 1,5 - 2,6, Mn : 0,2- 1,0, Zr 0,05 - 0,3 et/ou Ti 0,05 - 0,15 ou Cr 0,05 - 0,3. - Ces alliages n'ont pas résolu certains problèmes et en particulier leur performance en termes de tolérance aux dommages n'a pas permis leur utilisation significative dans l'aviation commerciale. Il est à noter également que la fabrication de produits corroyés à partir de ces alliages est restée difficile et que le taux de rebut est trop élevé.
- Il existe un besoin pour des produits corroyés en alliage aluminium-magnésium-lithium présentant des propriétés améliorées par rapport à celles des produits connus, en particulier en termes de compromis entre les propriétés de résistance mécanique statique et les propriétés de tolérance aux dommages, en particulier la ténacité, de résistance à la corrosion tout en ayant une faible densité.
De plus il existe un besoin pour un procédé de fabrication de ces produits fiable et économique. - Un premier objet de l'invention est un produit corroyé en alliage d'aluminium de composition, en % en poids,
- Mg : 4,0 - 5,0
- Li : 1,0 - 1,6
- Zr : 0,05 - 0,15
- Ti: 0,01 - 0,15
- Fe : 0,02 - 0,2
- Si : 0,02 - 0,2
- Mn : ≤ 0,5
- Cr ≤ 0,5
- Ag : ≤ 0,5
- Cu ≤ 0,5
- Zn ≤ 0,5
- Sc < 0,01
- autres éléments < 0,05
- reste aluminium.
- Un autre objet de l'invention est un procédé de fabrication d'un produit corroyé selon l'invention comprenant successivement
- l'élaboration d'un bain de métal liquide de façon à obtenir un alliage d'aluminium de composition selon l'invention,
- la coulée dudit alliage sous forme brute,
- optionnellement l'homogénéisation du produit ainsi coulé,
- la déformation à chaud et optionnellement à froid,
- optionnellement un traitement thermique à une température comprise entre 300 et 420 °C en un ou plusieurs paliers,
- la mise en solution du produit ainsi déformé, et la trempe,
- optionnellement la déformation à froid du produit ainsi mis en solution et trempé,
- le revenu à une température inférieure à 150 °C.
- Encore un autre objet de l'invention est l'utilisation d'un produit l'invention pour réaliser des éléments de structure d'aéronef.
-
-
Figure 1 : Courbe R dans le sens L-T (éprouvette CCT760). -
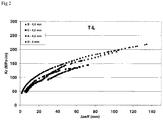
Figure 2 : Courbe R dans le sens T-L (éprouvette CCT760). -
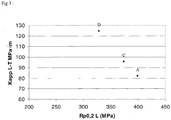
Figure 3 : Ténacité Kapp (L-T) en fonction de la limite d'élasticité Rp0,2(L) pour les alliages A, C et D. - Sauf mention contraire, toutes les indications concernant la composition chimique des alliages sont exprimées comme un pourcentage en poids basé sur le poids total de l'alliage. L'expression 1,4 Cu signifie que la teneur en cuivre exprimée en % en poids est multipliée par 1,4. La désignation des alliages se fait en conformité avec les règlements de The Aluminium Association, connus de l'homme du métier. La densité dépend de la composition et est déterminée par calcul plutôt que par une méthode de mesure de poids. Les valeurs sont calculées en conformité avec la procédure de The Aluminium Association, qui est décrite pages 2-12 et 2-13 de « Aluminum Standards and Data ». Les définitions des états métallurgiques sont indiquées dans la norme européenne EN 515.
Les caractéristiques mécaniques statiques en traction, en d'autres termes la résistance à la rupture Rm, la limite d'élasticité conventionnelle à 0,2% d'allongement Rp0,2, et l'allongement à la rupture A%, sont déterminés par un essai de traction selon la norme NF EN ISO 6892-1, le prélèvement et le sens de l'essai étant définis par la norme EN 485-1.
Une courbe donnant le facteur d'intensité de contrainte effectif en fonction de l'extension de fissure effective, connue comme la courbe R, est déterminée selon la norme ASTM E 561. Le facteur d'intensité de contrainte critique KC, en d'autres termes le facteur d'intensité qui rend la fissure instable, est calculé à partir de la courbe R. Le facteur d'intensité de contrainte KCO est également calculé en attribuant la longueur de fissure initiale au commencement de la charge monotone, à la charge critique. Ces deux valeurs sont calculées pour une éprouvette de la forme requise. Kapp représente le facteur KCO correspondant à l'éprouvette qui a été utilisée pour effectuer l'essai de courbe R. KCeff représente le facteur KC correspondant à l'éprouvette qui a été utilisée pour effectuer l'essai de courbe R. Δaeff(max) représente l'extension de fissure du dernier point valide de la courbe R. La longueur de la courbe R - à savoir l'extension de fissure maximale de la courbe - est un paramètre en lui-même important, notamment pour la conception de fuselage. - Sauf mention contraire, les définitions de la norme EN 12258 s'appliquent.
- On appelle ici « élément de structure » ou « élément structural » d'une construction mécanique une pièce mécanique pour laquelle les propriétés mécaniques statiques et/ou dynamiques sont particulièrement importantes pour la performance de la structure, et pour laquelle un calcul de structure est habituellement prescrit ou réalisé. Il s'agit typiquement d'éléments dont la défaillance est susceptible de mettre en danger la sécurité de ladite construction, de ses utilisateurs, des ses usagers ou d'autrui. Pour un avion, ces éléments de structure comprennent notamment les éléments qui composent le fuselage (tels que la peau de fuselage, fuselage skin en anglais), les raidisseurs ou lisses de fuselage (stringers), les cloisons étanches (bulkheads), les cadres de fuselage (circumferential frames), les ailes (tels que la peau de voilure extrados ou intrados (upper or lower wing skin), les raidisseurs (stringers ou stiffeners), les nervures (ribs) et longerons (spars)) et l'empennage composé notamment de stabilisateurs horizontaux et verticaux (horizontal or vertical stabilisers), ainsi que les profilés de plancher (floor beams), les rails de sièges (seat tracks) et les portes.
- Selon la présente invention, une classe sélectionnée d'alliages d'aluminium qui contiennent des quantités spécifiques et critiques de magnésium, de lithium, de zirconium, de titane, de fer et de silicium permet de fabriquer des produits corroyés ayant un compromis de propriétés amélioré, en particulier entre la résistance mécanique et la tolérance aux dommages, tout en présentant une bonne performance en corrosion. La teneur en magnésium des produits selon l'invention est comprise entre 4,0 et 4,7 % en poids. Dans une réalisation avantageuse de l'invention, la teneur en magnésium est au moins de 4,3 % en poids ou préférentiellement 4,4 % en poids. La teneur maximale de 4,7% en poids ou avantageusement de 4,6 % en poids de magnésium est préférée. La teneur en lithium des produits selon l'invention est comprise entre 1,0 et 1,5 % en poids. Les présents inventeurs ont constaté qu'une teneur en lithium limitée, en présence de certains éléments d'addition, permet d'améliorer très significativement la ténacité et la vitesse de propagation des fissures en fatigue, ce qui compense largement la légère augmentation de densité et la diminution des propriétés mécaniques statiques. La teneur maximale en lithium est 1,5% en poids et de préférence 1,45 % en poids ou préférentiellement 1,4 % en poids. Une teneur minimale en lithium de 1,1 % en poids et de préférence de 1,2 % en poids est avantageuse, notamment pour améliorer la résistance à la corrosion intergranulaire.
La teneur en zirconium des produits selon l'invention est comprise entre 0,05 et 0,15 % en poids et la teneur en titane est comprise entre 0,01 et 0,15 % en poids. La présence de ces éléments associée aux conditions de transformation utilisées permet avantageusement de maintenir une structure granulaire substantiellement non recristallisée. Contrairement à certains enseignements de l'art antérieur, les présents inventeurs ont constaté qu'il n'est pas nécessaire d'ajouter du scandium dans ces alliages pour obtenir la structure granulaire substantiellement non-recristallisée désirée et que l'addition de scandium pouvait même s'avérer néfaste en rendant l'alliage particulièrement fragile et difficile à laminer à froid jusqu'à des épaisseurs inférieures à 3 mm. La teneur en scandium est donc inférieure à 0,01 % en poids. Dans un mode de réalisation de l'invention la teneur en titane est comprise entre 0,01 et 0,05 % en poids. Le manganèse et/ou le chrome peuvent également être ajoutés pour contribuer notamment au contrôle de la structure granulaire, leur teneur restant au maximum de 0,5 % en poids. Dans un mode de réalisation avantageux de l'invention, présentant notamment une ductilité à chaud améliorée, l'alliage contient au moins un élément parmi Mn et Cr avec pour teneur, en % en poids Mn : 0,05 - 0,5 ou 0,05 - 0,3 et Cr : 0,05 - 0,3 , un élément non choisi parmi Mn et Cr ayant une teneur inférieure à 0,05 % en poids. L'amélioration de la ductilité à chaud facilite notamment la déformation à chaud ce qui permet de diminuer le taux de rebut lors de la transformation. - Le cuivre et/ou l'argent peuvent également être ajoutés pour améliorer les performances des produits corroyés selon l'invention leur teneur restant au maximum de 0,5 % en poids. Dans un mode de réalisation avantageux de l'invention, l'alliage contient au moins un élément parmi Ag et Cu avec pour teneur s'il est choisi, en % en poids Cu : 0,05 - 0,3 et Ag : 0,05 - 0,3 , un élément non choisi parmi Ag et Cu ayant une teneur inférieure à 0,05 % en poids. Ces éléments peuvent contribuer notamment aux propriétés mécaniques statiques. Cependant dans un mode de réalisation avantageux pour améliorer la résistance à la corrosion intergranulaire la teneur en Ag et/ou la teneur en Cu sont inférieures à 0,05 % en poids.
- Les produits corroyés selon l'invention contiennent une faible quantité de fer et de silicium, la teneur de ces éléments étant comprise entre 0,02 et 0,2 % en poids. Les présents inventeurs pensent que la présence de ces éléments peut contribuer, en formant des phases intermétalliques et/ou en contribuant à la formation des dispersoïdes notamment en présence de manganèse, à améliorer les propriétés de tolérance aux dommages en évitant la localisation de la déformation. Dans un mode de réalisation de l'invention la teneur en Fe et/ou la teneur en Si sont en % en poids Fe : 0,04 - 0,15 ; Si : 0,04 - 0,15.. Dans un mode de réalisation de l'invention la teneur en Fe et/ou la teneur en Si est inférieure à 0,15% en poids et de préférence inférieure à 0,1 % en poids.
- La teneur en Zn est au maximum de 0,5 % en poids. Dans un mode de réalisation avantageux de l'invention la teneur en Zn est inférieure à 0,2 % en poids et de préférence inférieure à 0,05 % en poids. L'addition délibérée de Zn n'est typiquement pas souhaitable car cet élément peut contribuer à dégrader la ductilité à chaud tout en n'apportant pas d'avantage pour la résistance à la corrosion intergranulaire. De plus l'addition de Zn contribue à augmenter la densité de l'alliage ce qui n'est le plus souvent pas souhaitable. Les autres éléments ont une teneur inférieure à 0,05% en poids, chacun.
- Certains éléments peuvent être néfaste pour les alliages selon l'invention, en particulier pour des raisons de transformation de l'alliage telles que la toxicité et/ou les casses lors de la déformation et il est préférables de les limiter à un niveau très faible, i.e. inférieure à 0,05 % en poids ou même moins. Dans un mode de réalisation avantageux les produits selon l'invention ont une teneur maximale de 5 ppm de Be et de préférence de 2 ppm de Be et/ou une teneur maximale de 10 ppm de Na et/ou une teneur maximale de 20 ppm de Ca.
- Les produits corroyés selon l'invention sont préférentiellement des produits filés tels que des profilés, des produits laminés tels que des tôles ou des tôles épaisses et/ou des produits forgés.
- Le procédé de fabrication des produits selon l'invention comprend les étapes successives d'élaboration d'un bain de métal liquide de façon à obtenir un alliage d'aluminium de composition selon l'invention, la coulée dudit alliage sous forme brute, optionnellement l'homogénéisation du produit ainsi coulé, la déformation à chaud et optionnellement à froid, la mise en solution du produit ainsi déformé, et la trempe, optionnellement la déformation à froid du produit ainsi mis en solution et trempé et le revenu à une température inférieure à 150 °C.
- Dans une première étape, on élabore un bain de métal liquide de façon à obtenir un alliage d'aluminium de composition selon l'invention.
- Le bain de métal liquide est ensuite coulé sous forme brute, typiquement une plaque de laminage, une billette de filage ou une ébauche de forge.
- La forme brute est ensuite optionnellement homogénéisée de façon à atteindre une température comprise entre 450°C et 550° et de préférence entre 480 °C et 520 °C pendant une durée comprise entre 5 et 60 heures. Le traitement d'homogénéisation peut être réalisé en un ou plusieurs paliers. Cependant les présents inventeurs n'ont pas constaté d'avantage significatif apporté par l'homogénéisation et dans une réalisation préférée de l'invention, on procède directement à la déformation à chaud à la suite d'un simple réchauffage sans effectuer d'homogénéisation.
- La déformation à chaud, typiquement par filage, laminage et/ou forgeage, est effectuée de préférence avec une température d'entrée supérieure à 400 °C et de manière avantageuse supérieure à 430 °C ou même 450 °C.
- Dans le cas de la fabrication de tôles par laminage, il est nécessaire de réaliser une étape de laminage à froid pour les produits dont l'épaisseur est inférieure à 3 mm. Il peut s'avérer utile de réaliser un ou plusieurs traitement thermiques intermédiaires avant ou au cours du laminage à froid. Ces traitements thermiques intermédiaires sont typiquement réalisés à une température comprise entre 300 et 420 °C en un ou plusieurs paliers.
- Les présents inventeurs ont constaté que même en réalisant ces traitements thermiques intermédiaires, il ne leur avait pas été possible de laminer à froid de façon industrielle des tôles en alliages de référence jusqu'à une épaisseur de 2 mm alors que cette étape s'est avérée réalisable avec des tôles en alliage selon l'invention. Les tôles selon l'invention ont une épaisseur préférée d'au moins 0,5 mm et de préférence d'au moins 0,8 mm ou 1 mm.
- Après déformation à chaud et optionnellement à froid le produit est mis en solution et trempé. Avant mise en solution, il est avantageux de réaliser un traitement thermique à une température comprise entre 300 et 420 °C en un ou plusieurs paliers, de façon à améliorer le contrôle de la structure granulaire substantiellement non recristallisée. La mise en solution est effectuée, selon la composition du produit, à une température comprise entre 370 et 500 °C. La trempe est effectuée à l'eau et/ou à l'air. Il est avantageux de réaliser la trempe à l'air car les propriétés de corrosion intergranulaire sont améliorées.
- Le produit ainsi mis en solution et trempé peut optionnellement être à nouveau déformé à froid. Des étapes de planage ou redressage sont typiquement effectuées à ce stade mais il est également envisageable d'effectuer une déformation plus poussée de manière à améliorer encore les propriétés mécaniques.
- L'état métallurgique obtenu pour les produits laminés est avantageusement un état T6 ou T6X ou T8 ou T8X et pour les produits filés avantageusement un état T5 ou T5X dans le cas de la trempe sur presse ou un état T6 ou T6X ou T8 ou T8X.
- Le produit subit enfin un revenu à une température inférieure à 150 °C. De manière avantageuse le revenu est effectué en trois paliers, un premier palier à une température comprise entre 70 à 100 °C, un second palier à une température comprise entre 100 à 140 °C et un troisième palier à une température comprise entre 90 à 110 °C, la durée de ces paliers étant typiquement de 5 à 50 h.
- La combinaison de la composition choisie, en particulier de la teneur en zirconium et de titane, et des paramètres de transformation, en particulier la température de déformation à chaud et le cas échéant du traitement thermique avant mise en solution, permet avantageusement d'obtenir des produits corroyés ayant une structure granulaire substantiellement non-recristallisée. Par structure granulaire substantiellement non-recristallisée, on entend un taux de structure granulaire non-recristallisée à mi-épaisseur supérieur à 70 % et de préférence supérieur à 85%.
- Les produits laminés selon l'invention présentent des caractéristiques particulièrement avantageuses. Les produits laminés ont de préférence une épaisseur comprise entre 0,5 mm et 15 mm, mais des produits d'épaisseur supérieure à 15 mm, jusque 50 mm ou même 100 mm ou plus peuvent avoir des propriétés avantageuses.
- Les produits laminés obtenus par le procédé selon l'invention ont, pour une épaisseur comprise entre 0.5 et 15 mm, à mi-épaisseur au moins une propriété de résistance mécanique statique parmi les propriétés (i) à (iii) et au moins une propriété de tolérance aux dommages parmi les propriétés (iv) à (vi)
- (i) une limite d'élasticité en traction Rp0,2(L) ≥ 280 MPa et de préférence Rp0,2(L) ≥ 310 MPa,
- (ii) une limite d'élasticité en traction Rp0,2(TL) ≥ 260 MPa et de préférence Rp0,2(TL) ≥ 290 MPa,
- (iii) une limite d'élasticité en traction Rp0,2(45°) ≥ 200 MPa et de préférence Rp0,2(45°) ≥ 240 MPa,
- (iv) une ténacité pour des éprouvettes de largeur W = 760 mm Kapp (L-T) ≥ 90 MPa√m pour une épaisseur inférieure à 3 mm et Kapp (L-T) ≥ 110 MPa√m pour une épaisseur d'au moins 3 mm,
- (v) une ténacité pour des éprouvettes de largeur W = 760 mm Kapp (T-L) ≥ 100 MPa√m pour une épaisseur inférieure à 3 mm et Kapp (T-L) ≥ 120 MPa√m pour une épaisseur d'au moins 3 mm,
- (vi) une extension de fissure du dernier point valide de la courbe R pour des éprouvettes de largeur W = 760 mm Δaeff(max) (T-L) ≥ 80 mm pour une épaisseur inférieure à 3 mm et Δaeff(max) (T-L) ≥ 110 mm pour une épaisseur d'au moins 3 mm.
- Les produits laminés selon l'invention présentent une amélioration de l'isotropie des propriétés mécaniques, en particulier de la ténacité. Ainsi les produits laminés selon l'invention présentent de façon avantageuse pour des éprouvettes de largeur W = 760 mm un écart entre Kapp (L-T) et Kapp (T-L) inférieur à 20% et/ou un écart entre Δaeff(max) (T-L) et Δaeff(max) (L-T) inférieur à 20% et de préférence inférieur à 15%.
- De plus les produits laminés selon l'invention ayant été trempés à l'air présentent une perte de poids inférieure à 20 mg/cm2 et de préférence inférieure à 15 mg/cm2 après le test de corrosion intergranulaire NAMLT (« Nitric Acid Mass Loss Test » ASTM-G67).
- Les produits corroyés selon l'invention sont avantageusement utilisés pour réaliser des éléments de structure d'aéronef, notamment d'avions. Des éléments de structure d'aéronef préférés sont notamment une peau de fuselage obtenue avantageusement avec des tôles d'épaisseur 0,5 à 12 mm selon l'invention, un cadre de fuselage, un raidisseur ou lisse de fuselage obtenu avantageusement avec des profilés selon l'invention ou une nervure.
- Ces aspects, ainsi que d'autres de l'invention sont expliqués plus en détail à l'aide des exemples illustratifs et non limitatifs suivants.
- Dans cet exemple, plusieurs plaques en alliage Al-Mg-Li dont la composition est donnée dans le tableau 1 ont été coulées. L'alliage D a une composition selon l'invention, les alliages A à C sont des alliages de référence.
Tableau 1. Composition en % en poids et densité des alliages Al-Mg-Li utilisés Alliage Ag Li Si Fe Cu Ti Mn Mg Zn Zr Na (ppm) Sc A 0,1 1,8 0,04 0,04 0,17 0,02 0,13 4,6 0,46 0,07 9 0,08 B 0,1 1,7 0,04 0,04 0,07 0,02 0,13 4,9 0,48 0,13 8 C 0,1 1,7 0,04 0,04 0,17 0,02 0,15 4,8 0,44 0,12 11 D 0,1 1,4 0,05 0,04 0,18 0,02 0,15 4,5 0,12 4 - Les plaques ont été réchauffées et laminées à chaud jusqu'à une épaisseur d'environ 4 mm. Des essais de laminage à froid jusqu'à l'épaisseur 2 mm ont été effectués après un traitement thermique constitué de deux paliers successifs d'une heure à 340 °C suivi de 1 heure à 400 °C. Seule les tôles en alliage selon l'invention ont pu être laminées à froid avec succès jusqu'à l'épaisseur finale, les tôles en alliage de référence s'étant cassées à l'épaisseur 2,6 mm. Après laminage à chaud et éventuellement à froid, les tôles ont été mises en solution à 480 °C pendant 20 mn, ce traitement étant précédé d'un traitement thermique constitué de deux paliers successifs d'une heure à 340 °C suivi de 1 heure à 400 °C. Après mise en solution, les tôles ont été trempées à l'air et planées. Le revenu a été effectué pendant 10h à 85°C suivi de 16h à 120 °C suivi de 10h à 100°C.
- La structure granulaire de l'ensemble des échantillons était substantiellement non recristallisée, le taux de recristallisation à mi-épaisseur étant inférieur à 10%.
- Des échantillons ont été testés pour déterminer leurs propriétés mécaniques statiques (limite d'élasticité Rp0,2, la résistance à la rupture Rm, et l'allongement à la rupture (A).
- Les résultats obtenus sont donnés dans le tableau 2 ci-dessous.
Tableau 2. Propriétés mécaniques des tôles obtenues. Alliage Ep. (mm) Sens L Sens TL Sens 45° Rm (MPa) R0.2 (MPa) A% Rm (MPa) R0.2 (MPa) A% Rm (MPa) R0.2 (MPa) A% A 4,5 507 399 4,9 502 355 12,5 436 293 21,8 B 4,5 488 370 6,0 513 354 12,4 423 274 24,7 C 4,2 487 374 5,6 506 349 11,7 444 286 21,0 D 4,2 436 328 8,5 443 304 16,1 394 256 23,1 D 2,1 439 344 5.4 455 327 15.2 379 256 25.8 - La ténacité des tôles a été caractérisée par l'essai de courbes R suivant la norme ASTM E561. Les essais ont été effectués avec une éprouvette CCT (W=760 mm, 2a0=253 mm) pleine épaisseur. L'ensemble de résultats est reporté dans le tableau 3 et le tableau 14 et illustré par les graphes de la
figure 1 et de lafigure 2 .Tableau 3 - Données de résumé de la courbe R Alliage Ep. (mm) Sens Kr (MPa√m) à Δaeff (mm) 10 20 30 40 50 60 70 80 A 4,5 L-T 63 79 91 101 105 107 111 C 4,2 70 91 105 115 122 129 135 142 D 4,2 86 113 131 145 157 166 175 183 D 2,1 79 101 113 120 128 132 137 141 A 4,5 T-L 62 86 95 110 123 135 143 B 4,5 68 87 110 129 147 157 164 174 C 4,2 70 94 110 122 131 134 D 4,2 86 110 128 141 153 164 175 183 D 2,1 84 106 122 133 142 150 157 161 Tableau 4 - Résultats des essais de ténacité Alliage Ep. (mm) Sens Kapp MPa√m Kceff MPa√m Δaeffmax mm A 4,5 L-T 82 102 76 C 4,2 96 132 116 D 4,2 125 177 121 D 2,1 99 122 113 A 4,5 T-L 102 142 72 B 4,5 119 179 102 C 4,2 102 131 63 D 4,2 125 177 134 D 2,1 112 147 103 - La
figure 3 montre l'amélioration du compromis entre la limite d'élasticité et la ténacité.
En particulier, l'amélioration de Kapp (L-T) est supérieure à 25 % alors que la diminution de limite d'élasticité est inférieure à 15% par rapport à la tôle en alliage C. La longueur de la courbe R est également significativement améliorée, ainsi Δaeff(max) (T-L) est amélioré de plus de 30%. - La vitesse de propagation de fissure a été déterminée selon la norme E647 sur des éprouvettes CCT de largeur 160 mm.
Tableau 5 - Vitesse de propagation des fissures (σmax= 80 MPa ou σmax= 120 MPa (**), R = 0,1 - pleine épaisseur) Alliage Ep. (mm) Sens da/dN (mm/cycles) à ΔK (MPa√m) 10 15 20 25 30 35 40 D 4,2 L-T 1,24.10-04 1,17.10-04 2,27.10-04 3,85.10-04 0,63.10-03 0,95.10-03 1,48.10-03 D 2,1 1,20.10-04 1,59.10-04 2,82.10-04 4,95.10-14 0,90.10-03 A 4,5 T-L 1,30.10-04 2,58.10-04 7,81.10-04 35,3.10-04 14,4.10-03 B 4,5** 1,37.10-04 1,89.10-04 2,73.10-04 5,63.10-04 0,98.10-03 2,20.10-03 5,30.10-03 C 4,2** 2,84.10-04 5,10.10-04 9,61.10-04 1,99.10-03 9,60.10-03 D 4,2 1,35.10-14 2,00.10-04 3,52,10-04 5,14.10-04 0,92,10-03 1,95.10-03 D 2,1 1,01.10-04 1,53.10-04 2,96.10-04 5,56.10-04 0,90.10-03 - Les résultats du test de corrosion intergranulaire NAMLT (« Nitric Acid Mass Loss Test » ASTM-G67) pour les diverses tôles sont synthétisés dans le Tableau 6. Certaines tôles ont été mises en solution et trempées à l'eau en laboratoire.
Tableau 6 - Corrosion intergranulaire au test NAMLT Perte de poids (mg/cm2) Alliage Ep. (mm) Trempe eau Trempe air Surface t/10e Surface t/10 A 4,5 24 13 B 4,5 26 16 C 4,2 26 18 D 4,2 26,5 24 16 17 D 2,1 12 - Les tôles en alliage selon l'invention trempées à l'air présentent une faible sensibilité à la corrosion intergranulaire pour une épaisseur de 4 mm et ne sont pas sensibles à la corrosion intergranulaire pour une épaisseur de 2 mm.
- Dans cet exemple des lingotins ont été coulés pour évaluer la ductilité à chaud et les propriétés en corrosion intergranulaire de différents alliages. La dimension des lingotins après scalpage était en mm de 255 x 180 x 28.
La composition des alliages testés est donnée dans le Tableau 7.Tableau 7 - Composition en % en poids et densité des alliages Al-Mg-Li utilisés Alliage Ag Li Si Fe Cu Ti Mn Mg Zn Zr Cr Sc E - 1,4 0,03 0,03 - 0,02 0,40 4,5 - 0,11 0,18 - F - 1,4 0,03 0,03 - 0,02 0,16 4,4 - 0,12 0,19 - G - 1,4 0,03 0,03 - 0,02 0,17 4,4 - 0,11 - - H - 1,1 0,03 0,03 - 0,02 0,16 4,5 - 0,12 - - I - 1,4 0,03 0,03 - 0,02 0,17 4,5 0,6 0,12 - - - La ductilité à chaud a été évaluée sur des éprouvettes usinées dans les lingotins après une homogénéisation de 12 h à 505 °C. Le test de ductilité à chaud a été effectué à l'aide d'une machine servo hydraulique fournie par Servotest Testing Systems Ltd sur des éprouvettes spécifiques d'épaisseur 20 mm à une vitesse de déformation de 1 s-1. Le test consiste à déformer en compression un échantillon contenant deux trous. En raison de la compression, le matériau situé entre les trous subit une expansion à une vitesse de déformation contrôlée. Les conditions d'essai sont décrites dans l'article d'A. Deschamps et al. publié dans la revue Materials Science and Engineering A319-321 (2001) 583 - 586. La mesure normalisée de réduction de surface de la zone de rupture (ΔA/A0) par analyse d'image permet d'évaluer la ductilité à la température considérée. Les résultats obtenus à 450 °C et 475 °C sont présentés dans le Tableau 8.
Tableau 8 - Ductilité à chaud (ΔA/A0) (%) Ductilité à chaud (ΔA/A0) (%) Température déformation (°C) Alliage 450 475 Moyenne E 17 19 18 F 13 19 16 G 12 13 12 H 11 20 15 I 8 12 10 - Les alliages E et F qui contiennent du Mn et du Cr présentent une ductilité à chaud avantageuse tandis que la ductilité à chaud de l'alliage de référence I contenant 0,6% en poids de Zn est la plus faible des alliages testés.
- Les lingotins ont été laminés à chaud jusqu'à l'épaisseur 4 mm. Les tôles ainsi obtenues ont été mises en solution à 480 °C, ce traitement étant précédé d'un traitement thermique constitué de deux paliers successifs d'une heure à 345 °C suivi de 1 heure à 400 °C. Après mise en solution, les tôles ont été trempées à l'air et planées par une traction contrôlée avec un allongement permanent de 2%. Le revenu a été effectué pendant 10h à 85°C suivi de 16h à 120 °C suivi de 10h à 100 °C.
- Les résultats du test de corrosion intergranulaire NAMLT (« Nitric Acid Mass Loss Test » ASTM-G67 sont présentés dans le tableau 9.
Tableau 9 - Corrosion intergranulaire au test NAMLT mesurées en surface Alliage Perte de poids (mg/cm2) E 11 F 11 G 8 H 16 I 8 - L'alliage G, qui se distingue notamment de l'alliage D par une plus faible teneur en cuivre, présente une perte de poids particulièrement faible. L'alliage I qui contient du Zn ne se distingue pas de l'alliage G en terme de résistance à la corrosion intergranulaire. L'alliage H qui présente une teneur en lithium plus faible que les autres alliages testés, présente une perte de poids plus élevée.
Claims (13)
- Produit corroyé en alliage d'aluminium de composition, en % en poids,Mg: 4,0 - 4,7Li : 1,0 - 1,5Zr: 0,05 - 0,15Ti : 0,01 - 0,15Fe : 0,02 - 0,2Si : 0,02 - 0,2Mn: ≤ 0,5Cr ≤ 0,5Ag : ≤ 0,5Cu ≤ 0,5Zn ≤ 0,5Sc < 0,01autres éléments < 0,05reste aluminium.
- Produit corroyé selon la revendication 1 contenant au moins un élément parmi Mn et Cr avec pour teneur, en % en poidsMn : 0,05 - 0,5Cr : 0,05 - 0,3 ,un élément non choisi parmi Mn et Cr ayant une teneur inférieure à 0,05 % en poids.
- Produit corroyé selon la revendication 1 ou la revendication 2 contenant au moins un élément parmi Cu et Ag avec pour teneur s'il est choisi, en % en poidsCu : 0,05 - 0,3Ag : 0,05 - 0,3un élément non choisi parmi Cu et Ag ayant une teneur inférieure à 0,05 % en poids.
- Produit corroyé selon une quelconque des revendications 1 à 3 dans lequel la teneur en Li est en % en poidsLi : 1,1 - 1,5 et de préférence Li : 1,2 - 1,4.
- Produit corroyé selon une quelconque des revendications 1 à 4 dans lequel la teneur en Mg est en % en poidsMg : 4,4 - 4,7.
- Produit corroyé selon une quelconque des revendications 1 à 5 ayant une teneur maximale de Be de 5 ppm de Be et/ou une teneur maximale de Na de 10 ppm de Na et/ou une teneur maximale de Ca de 20 ppm.
- Produit corroyé selon une quelconque des revendications 1 à 6 ayant une teneur en Zn inférieure à 0,2 % en poids et de préférence inférieure à 0,05 % en poids.
- Produit corroyé selon une quelconque des revendications 1 à 7 dans lequel la teneur en Fe et/ou la teneur en Si sont en % en poids :Fe : 0,04 - 0,15Si : 0,04 - 0,15.
- Produit corroyé selon une quelconque des revendications 1 à 8 dont le corroyage est effectué par laminage.
- Produit corroyé selon la revendication 9 ayant pour une épaisseur comprise entre 0.5 et 15 mm, à mi-épaisseur au moins une propriété de résistance mécanique statique parmi les propriétés (i) à (iii) et au moins une propriété de tolérance aux dommages parmi les propriétés (iv) à (vi)(i) une limite d'élasticité en traction Rp0,2(L) ≥ 280 MPa et de préférence Rp0,2(L) ≥ 310 MPa,(ii) une limite d'élasticité en traction Rp0,2(TL) ≥ 260 MPa et de préférence Rp0,2(TL) ≥ 290 MPa,(iii) une limite d'élasticité en traction Rp0,2(45°) ≥ 200 MPa et de préférence Rp0,2(45°) ≥ 240 MPa,(iv) une ténacité pour des éprouvettes de largeur W = 760 mm Kapp (L-T) ≥ 90 MPa√m pour une épaisseur inférieure à 3 mm et Kapp (L-T) ≥ 110 MPa√m pour une épaisseur d'au moins 3 mm,(v) une ténacité pour des éprouvettes de largeur W = 760 mm Kapp (T-L) ≥ 100 MPa√m pour une épaisseur inférieure à 3 mm et Kapp (T-L) ≥ 120 MPa√m pour une épaisseur d'au moins 3 mm,(vi) une extension de fissure du dernier point valide de la courbe R pour des éprouvettes de largeur W = 760 mm Δaeff(max) (T-L) ≥ 80 mm pour une épaisseur inférieure à 3 mm et Δaeff(max) (T-L) ≥ 110 mm pour une épaisseur d'au moins 3 mm.
- Procédé de fabrication d'un produit corroyé selon une des revendications 1 à 10 comprenant successivement- l'élaboration d'un bain de métal liquide de façon à obtenir un alliage d'aluminium de composition selon une quelconque des revendications 1 à 8,- la coulée dudit alliage sous forme brute,- optionnellement l'homogénéisation du produit ainsi coulé,- la déformation à chaud et optionnellement à froid,- optionnellement un traitement thermique à une température comprise entre 300 et 420 °C en un ou plusieurs paliers,- la mise en solution du produit ainsi déformé, et la trempe,- optionnellement la déformation à froid du produit ainsi mis en solution et trempé,- le revenu à une température inférieure à 150 °C.
- Procédé selon la revendication 11 dans lequel la trempe est effectuée à l'air.
- Utilisation d'un produit selon une quelconque des revendications 1 à 10 pour réaliser un élément de structure d'aéronef, préférentiellement une peau de fuselage, un cadre de fuselage, un raidisseur ou lisse de fuselage ou une nervure.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161488196P | 2011-05-20 | 2011-05-20 | |
| FR1101555A FR2975403B1 (fr) | 2011-05-20 | 2011-05-20 | Alliage aluminium magnesium lithium a tenacite amelioree |
| PCT/FR2012/000198 WO2012160272A1 (fr) | 2011-05-20 | 2012-05-16 | Alliage aluminium magnésium lithium à ténacité améliorée |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2710163A1 EP2710163A1 (fr) | 2014-03-26 |
| EP2710163B1 true EP2710163B1 (fr) | 2017-09-13 |
Family
ID=44550865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12728642.5A Active EP2710163B1 (fr) | 2011-05-20 | 2012-05-16 | Alliage aluminium magnésium lithium à ténacité améliorée |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120291925A1 (fr) |
| EP (1) | EP2710163B1 (fr) |
| CN (1) | CN103687971B (fr) |
| BR (1) | BR112013029789B1 (fr) |
| CA (1) | CA2836531C (fr) |
| FR (1) | FR2975403B1 (fr) |
| WO (1) | WO2012160272A1 (fr) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10465263B2 (en) | 2013-07-11 | 2019-11-05 | Aleris Rolled Products Germany Gmbh | System and method for adding molten lithium to a molten aluminium melt |
| US9783871B2 (en) * | 2013-07-11 | 2017-10-10 | Aleris Rolled Products Germany Gmbh | Method of producing aluminium alloys containing lithium |
| US9365917B1 (en) * | 2014-03-24 | 2016-06-14 | The United States Of America As Represented By The Administrator Of The National Aeronatics And Space Administration | Method of heat treating aluminum—lithium alloy to improve formability |
| CN104018044A (zh) * | 2014-06-19 | 2014-09-03 | 芜湖市泰美机械设备有限公司 | 一种航空用铸造耐热铝合金及其热处理方法 |
| KR20170067810A (ko) * | 2014-09-29 | 2017-06-16 | 콩스텔리움 이수와르 | 알루미늄-마그네슘-리튬 합금으로 제조되는 전신 제품 |
| FR3026410B1 (fr) * | 2014-09-29 | 2019-07-26 | Constellium Issoire | Produit corroye en alliage aluminium magnesium lithium |
| CN104533228B (zh) * | 2014-12-25 | 2016-06-15 | 常熟市古里镇鑫良铝合金门窗厂 | 一种耐腐蚀铝合金用门框 |
| CN104453552B (zh) * | 2014-12-25 | 2016-06-08 | 常熟市古里镇鑫良铝合金门窗厂 | 一种安全防摔铝合金门框 |
| FR3042508B1 (fr) * | 2015-10-15 | 2017-10-27 | Constellium Issoire | Toles minces en alliage aluminium-magnesium-zirconium pour applications aerospatiales |
| CN105483576A (zh) * | 2015-12-18 | 2016-04-13 | 西南铝业(集团)有限责任公司 | 一种铝锂合金型材生产时表面黑白斑点控制方法 |
| CN105369170A (zh) * | 2015-12-18 | 2016-03-02 | 西南铝业(集团)有限责任公司 | 一种铝锂合金型材黑白斑点控制方法 |
| CN109890663B (zh) | 2016-08-26 | 2023-04-14 | 形状集团 | 用于横向弯曲挤压成形铝梁从而温热成型车辆结构件的温热成型工艺和设备 |
| FR3057476B1 (fr) * | 2016-10-17 | 2018-10-12 | Constellium Issoire | Toles minces en alliage aluminium-magnesium-scandium pour applications aerospatiales |
| CN110114498A (zh) | 2016-10-24 | 2019-08-09 | 形状集团 | 用于生产车辆零件的多阶段铝合金形成与热加工方法 |
| CN106769304A (zh) * | 2016-12-16 | 2017-05-31 | 西南铝业(集团)有限责任公司 | 2099铝锂合金标准样品制备方法 |
| CN106769305A (zh) * | 2016-12-16 | 2017-05-31 | 西南铝业(集团)有限责任公司 | 2a97铝锂合金标准样品制备方法 |
| CN106868363A (zh) * | 2017-02-27 | 2017-06-20 | 广东兴发铝业有限公司 | 一种铝合金钻杆材料及其制备方法 |
| CN106834828B (zh) * | 2017-02-27 | 2018-11-20 | 广东兴发铝业有限公司 | 一种海工装备用铝合金及其制备方法 |
| CN106939385B (zh) * | 2017-02-27 | 2018-11-20 | 广东兴发铝业有限公司 | 一种全铝挂车用铝合金及其制备方法 |
| FR3077524B1 (fr) * | 2018-02-08 | 2021-01-15 | C Tec Constellium Tech Center | Procede de fabrication d'une piece en alliage d'aluminium et de chrome |
| CA3134698A1 (fr) * | 2019-04-05 | 2020-10-08 | Arconic Technologies Llc | Procedes de formage a froid d'alliages d'aluminium-lithium |
| CN110952003B (zh) * | 2019-12-23 | 2021-05-11 | 江西理工大学 | 一种高强耐蚀Al-Mg-Sc-Zr合金及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1172736A (en) | 1967-02-27 | 1969-12-03 | Iosif Naumovich Fridlyander | Aluminium-Base Alloy |
| DE1558491C3 (de) * | 1967-04-05 | 1975-10-23 | Josif Naumowitsch Fridljander | Verwendung von Aluminium-Magnesium-Lithium-Legierungen als an der Luft nicht oxydierende Werkstoffe |
| CA1337747C (fr) | 1986-12-01 | 1995-12-19 | K. Sharvan Kumar | Alliages ternaires aluminium-lithium |
| US5133931A (en) * | 1990-08-28 | 1992-07-28 | Reynolds Metals Company | Lithium aluminum alloy system |
| UA66367C2 (uk) | 1997-09-22 | 2004-05-17 | Еадс Дойчленд Гмбх | Сплав на алюмінієвій основі та спосіб його термообробки |
| JP4954369B2 (ja) | 1998-12-18 | 2012-06-13 | アレリス、アルミナム、コブレンツ、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | アルミニウム−マグネシウム−リチウム合金製品の製造方法 |
| RU2163938C1 (ru) | 1999-08-09 | 2001-03-10 | Государственное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Коррозионно-стойкий сплав на основе алюминия, способ получения полуфабрикатов и изделие из него |
| RU2171308C1 (ru) * | 2000-02-24 | 2001-07-27 | Государственное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Сплав на основе алюминия и изделие, выполненное из него |
| FR2894985B1 (fr) * | 2005-12-20 | 2008-01-18 | Alcan Rhenalu Sa | Tole en aluminium-cuivre-lithium a haute tenacite pour fuselage d'avion |
| CN101855376B (zh) * | 2007-09-21 | 2013-06-05 | 阿勒里斯铝业科布伦茨有限公司 | 适于航空应用的Al-Cu-Li合金产品 |
-
2011
- 2011-05-20 FR FR1101555A patent/FR2975403B1/fr active Active
-
2012
- 2012-05-16 CN CN201280035632.0A patent/CN103687971B/zh active Active
- 2012-05-16 BR BR112013029789A patent/BR112013029789B1/pt active IP Right Grant
- 2012-05-16 WO PCT/FR2012/000198 patent/WO2012160272A1/fr active Application Filing
- 2012-05-16 EP EP12728642.5A patent/EP2710163B1/fr active Active
- 2012-05-16 US US13/473,303 patent/US20120291925A1/en not_active Abandoned
- 2012-05-16 CA CA2836531A patent/CA2836531C/fr active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2975403B1 (fr) | 2018-11-02 |
| US20120291925A1 (en) | 2012-11-22 |
| CA2836531A1 (fr) | 2012-11-29 |
| FR2975403A1 (fr) | 2012-11-23 |
| CA2836531C (fr) | 2019-07-23 |
| BR112013029789B1 (pt) | 2019-10-22 |
| EP2710163A1 (fr) | 2014-03-26 |
| WO2012160272A1 (fr) | 2012-11-29 |
| CN103687971B (zh) | 2018-01-05 |
| BR112013029789A2 (pt) | 2017-01-17 |
| CN103687971A (zh) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2710163B1 (fr) | Alliage aluminium magnésium lithium à ténacité améliorée | |
| EP2449142B1 (fr) | Alliage aluminium cuivre lithium a resistance mecanique et tenacite ameliorees | |
| EP2655680B1 (fr) | Alliage aluminium cuivre lithium à résistance en compression et ténacité améliorées | |
| EP3201371B1 (fr) | Procédé de fabrication d'un produit corroyé en alliage aluminium- magnésium-lithium, produit corroyé et utilisation du produit corroyé | |
| FR2907796A1 (fr) | Produits en alliage d'aluminium de la serie aa7000 et leur procede de fabrication | |
| EP3201372B1 (fr) | Tôles isotropes en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion et procédé de fabrication de celle-ci | |
| FR2907466A1 (fr) | Produits en alliage d'aluminium de la serie aa7000 et leur procede de fabrication | |
| FR2838135A1 (fr) | PRODUITS CORROYES EN ALLIAGES A1-Zn-Mg-Cu A TRES HAUTES CARACTERISTIQUES MECANIQUES, ET ELEMENTS DE STRUCTURE D'AERONEF | |
| EP2981632B1 (fr) | Tôles minces en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| EP2569456B1 (fr) | Alliage aluminium-cuivre-lithium pour element d'intrados | |
| EP2981631B1 (fr) | Tôles en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| KR102547038B1 (ko) | 피로 파괴 내성이 개선된 7xxx-시리즈 알루미늄 합금 판 제품의 제조 방법 | |
| EP3384061A1 (fr) | Alliage aluminium cuivre lithium a resistance mecanique et tenacite ameliorees | |
| EP3788178B1 (fr) | Alliage aluminium cuivre lithium a resistance en compression et tenacite ameliorees | |
| EP3610047B1 (fr) | Produits en alliage aluminium-cuivre-lithium | |
| EP3362584B1 (fr) | Toles minces en alliage aluminium-magnesium-zirconium pour applications aerospatiales | |
| FR3026411A1 (fr) | Procede de fabrication de produits en alliage aluminium magnesium lithium | |
| FR3026410B1 (fr) | Produit corroye en alliage aluminium magnesium lithium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131216 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CONSTELLIUM ISSOIRE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170407 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 928203 Country of ref document: AT Kind code of ref document: T Effective date: 20171015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012037281 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 928203 Country of ref document: AT Kind code of ref document: T Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180113 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012037281 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| 26N | No opposition filed |
Effective date: 20180614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170913 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230411 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240527 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240530 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240527 Year of fee payment: 13 |