EP2635860B1 - Verfahren für das Temperieren von Gegenständen - Google Patents
Verfahren für das Temperieren von Gegenständen Download PDFInfo
- Publication number
- EP2635860B1 EP2635860B1 EP11776420.9A EP11776420A EP2635860B1 EP 2635860 B1 EP2635860 B1 EP 2635860B1 EP 11776420 A EP11776420 A EP 11776420A EP 2635860 B1 EP2635860 B1 EP 2635860B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- chamber
- objects
- gaseous fluid
- workpieces
- fluid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 26
- 239000012530 fluid Substances 0.000 claims description 54
- 238000004519 manufacturing process Methods 0.000 claims description 35
- 239000002245 particle Substances 0.000 claims description 24
- 239000007788 liquid Substances 0.000 claims description 22
- 238000011010 flushing procedure Methods 0.000 claims description 11
- 238000001914 filtration Methods 0.000 claims description 2
- 238000009776 industrial production Methods 0.000 claims description 2
- 238000009434 installation Methods 0.000 claims 4
- 238000000605 extraction Methods 0.000 claims 1
- 239000003570 air Substances 0.000 description 27
- 238000001816 cooling Methods 0.000 description 25
- 239000000428 dust Substances 0.000 description 8
- 238000004140 cleaning Methods 0.000 description 7
- 238000011109 contamination Methods 0.000 description 5
- 238000005086 pumping Methods 0.000 description 5
- 238000005496 tempering Methods 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000012080 ambient air Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/003—Supply-air or gas filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/02—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure
- F26B21/04—Circulating air or gases in closed cycles, e.g. wholly within the drying enclosure partly outside the drying enclosure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/001—Handling, e.g. loading or unloading arrangements
- F26B25/003—Handling, e.g. loading or unloading arrangements for articles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/005—Treatment of dryer exhaust gases
- F26B25/007—Dust filtering; Exhaust dust filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/06—Chambers, containers, or receptacles
- F26B25/066—Movable chambers, e.g. collapsible, demountable
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B9/00—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards
- F26B9/06—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards in stationary drums or chambers
- F26B9/066—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards in stationary drums or chambers the products to be dried being disposed on one or more containers, which may have at least partly gas-previous walls, e.g. trays or shelves in a stack
Definitions
- the invention relates to a method for controlling the temperature of objects, in particular of workpieces, in which a plurality of objects are arranged in a chamber with a climatic zone, wherein the objects arranged in the chamber are flown in the climatic zone with filtered via a fine filter gaseous fluid.
- cleaning inserts are used with liquid baths. In these baths, the workpieces are rinsed to rid them of spangling, lubricants, dust and chemicals. A good cleaning effect can be achieved in particular with hot cleaning fluids. In such cleaning fluids, the workpieces are heated. Then, steps in the production process that follow cleaning are often required to cool workpieces or assemblies. In modified processes, however, reverse processes can also be provided in which a cooling process is followed by a process-related (reheating) process.
- reheating process-related
- the document DE 60 2004 004391 T2 discloses a method according to the preamble of claim 1.
- the object of the invention is to enable the efficient tempering of objects and workpieces in particular without appreciable contamination in an industrial manufacturing plant.
- the invention is based on the idea that with the air flow, which is circulated in a clean room cabin, objects, in particular workpieces, can also be cooled.
- the invention makes use of the fact that there is no risk of contamination of workpieces by an air flow in such a clean room when the supply air of such a clean room cabin is filtered in order to keep the particle size and particle concentration in the cabin below a predetermined threshold value.
- One idea of the invention is, in particular, that by circulating purified gaseous fluid in a chamber, workpieces can be cooled down in an energy-saving manner if the workpieces in the chamber are kept for a long time (about half an hour, several hours or even days) with slowly flowing fluid. z. B. with air, are flown.
- An idea of the invention is also to move workpieces for the efficient cooling of an industrial manufacturing plant in a clean room cabin with circulated air flow between production stations, which are spatially spaced.
- the climate zone is designed as a cooling and / or heating zone, wherein the climate zone is arranged in a thermally insulated from the environment chamber, and wherein in the chamber, a fluid flow through a preferably designed as a fine filter filter, in particular by a HEPA filter.
- a HEPA filter of the filter class H10 or higher according to the European standard EN 18 22-1: 1998 is preferably selected.
- small particles with a size down to the range of 0.3 ⁇ m can be filtered off.
- a HEPA filter thus makes it possible, in particular, to free air from fine dust, tobacco smoke, smoke, house dust, pollen, pollen, pores and odors.
- a HEPA filter With a HEPA filter, total separation efficiency of 99.9% for particulate matter and suspended matter can be achieved, i. H. Of 10,000 dust particles in a corresponding HEPA filter, only three are not secreted.
- a HEPA filter can be constructed with a close mesh of cellulose, synthetic fibers or glass fibers. Such fabrics are superimposed in a filter according to the invention with up to 1000 layers. As a result, a very large filter area is provided.
- a particularly good filtering effect can be achieved by combining the HEPA filter with an activated charcoal filter. This activated carbon filter is conveniently upstream of the HEPA filter.
- a pressure overpressure
- the fluid flow flowing through the filter in the chamber is guided to at least one suction opening in the chamber, which is connected to the line system.
- the fluid stream is preferably flowed in via the ceiling of the chamber. Due to the climatic zone, it conveniently runs to one on a side section the chamber formed in the region of the bottom suction opening. It is particularly advantageous if the flow of the fluid flow in the climate zone has an arc shape.
- the chamber is connected to a conduit system for a supply of gaseous fluid to the chamber and for a discharge of gaseous fluid from the chamber and for circulating the gaseous fluid in a circuit formed via the conduit system.
- a conduit system for a supply of gaseous fluid to the chamber and for a discharge of gaseous fluid from the chamber and for circulating the gaseous fluid in a circuit formed via the conduit system.
- a heat exchanger for transferring heat into the fluid or out of the fluid is provided in such a largely closed circuit, in which preferably more than 90% of the fluid is circulated.
- Fluid supplied to the circuit is preferably pumped through a filter and introduced into the circuit at elevated pressure relative to the environment.
- a pumping device In the conduit system for the circulation of fluid, a pumping device is arranged.
- This pumping device can, for. B. may be formed as Venturi nozzle, which is connected to the compressed air system of an industrial production plant. But as a pumping device is also an electric motor driven fan or compressor. With such a pumping device, the gaseous fluid is sucked through one or more suction openings in the chamber and then fed to the filter. It is advantageous if the pumping device is connected to a further feed channel for feeding gaseous fluid into the line system. Then, namely, in the chamber, an overpressure can be generated. This has the consequence that in the chamber from the outside environment no dust particles, dirt particles and liquid droplets can penetrate.
- the chamber with the conduit system for the circulation of fluid in a transport cabinet in the form of a container is included.
- the device can be moved easily in an industrial manufacturing facility, it is convenient to provide this transport cabinet or container with transport elements in the form of roles, so that it can easily move in the hall of a manufacturing plant.
- a container designed as a transport cabinet preferably comprises transport elements in the form of a means or means for engaging a fork of a forklift. With this measure, not only a temperature of workpieces when moving between different production stations can be achieved, but it is also an undesirable contamination of workpieces during transport to stations in an industrial manufacturing plant avoided.
- the chamber contains a holding device with a plurality of workpiece holders for receiving workpieces that are to be tempered, in particular cooled.
- This holding device serves to hold the workpieces in the climatic zone.
- this holding device may e.g. Have workpiece holders with round shelves on which corresponding workpieces can be stored.
- the device for cooling may have a drive. It is advantageous if the workpiece holders for the staggered cascaded arrangement of the workpieces are formed in the fluid flow. This can be achieved that in the climatic zone with the fluid flow from a workpiece removed dirt particles are not carried to another workpiece and pollute it.
- the chamber has a device for collecting flushing liquid introduced into the chamber. This device for collecting rinsing fluid introduced into the chamber may be connected to a system for the treatment of rinsing liquid.
- the device for cooling objects and workpieces can, for. B. as a clean room or as a discharge lock in a final assembly can be used.
- the device for cooling is also suitable as a buffer for workpieces in a manufacturing plant in order to set a constant supply of workpieces.
- this can be combined in particular with a handling robot to a plant. It is advantageous to supply the device with articles or workpieces for cooling via a lock, so that no dirt particles are introduced into the cooling zone of the chamber.
- the device or system for tempering workpieces can be tempered between two production steps in an industrial manufacturing plant.
- a plurality of workpieces are arranged in the chamber with the climatic zone in a second production station spatially separate from the first production station.
- the arranged in the chamber workpieces are there so flooded with filtered via a fine filter gaseous fluid that removed with the gaseous fluid from a workpiece debris from the gaseous Fluid should not be carried to another workpiece.
- a device 10 for tempering workpieces 16 according to Fig. 1 has a chamber 12 according to the invention.
- the chamber 12 is located in a container designed as a transport container 28.
- the chamber 12 encloses a climatic zone 14 in the form of a cooling zone in which workpieces 16 can be cooled from a relative to ambient conditions increased temperature.
- the device 10 includes a holding device for workpieces 16, which has a plurality of workpiece holders 18, 20, 22.
- workpieces 16 on the workpiece holders 18, 20, 22 in the cooling zone 14 spatially offset in the manner of a cascade can be arranged.
- the transport cabinet 28 has a sliding door 24. With the sliding door 24, the chamber 12 can be closed so that the ingress of Dirt particles in the cooling zone 14 is avoided.
- the chamber 12 in the device 10 has on the side opposite to the sliding door 24, a closed wall 34.
- the chamber 12 is received in a container 28.
- the container 28 has handling elements 30, 32. At the handling elements 30, 32 of the container 28 can be taken with the fork of a forklift. This makes it possible to move the container 28 in an industrial manufacturing plant. However, to be moved in a manufacturing plant, it is also possible to store the container 28 on rollers.
- the Fig. 2 shows the device with open sliding door and a handling robot 26.
- the chamber 12 can be equipped with the handling robot 26 with workpieces 16, which must be cooled.
- cooled workpieces 16 can be removed from the chamber 12.
- the entry of dirt particles into the chamber 12 can be minimized by supplying the workpieces 16 into the chamber 12 through an air lock 59.
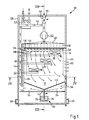
- the Fig. 3 shows the device 10 as a section along the line III-III Fig. 1 , Also adjacent to the wall 34 side walls 36, 38 of the chamber 12 are closed.
- the chamber 12 is formed with a bottom portion 40.
- the bottom portion 40 is funnel-shaped.
- the funnel-shaped bottom section 40 opens into a pipeline 42.
- the funnel-shaped bottom section 40 acts as a device for collecting flushing liquid 75 introduced into the chamber 12.
- the chamber 12 has a ceiling 44. In the ceiling 44 there are openings in the form of air channels 46. On the ceiling 44, a HEPA filter 48 (High Efficiency Particulate Air Filter) is arranged.
- the HEPA filter 48 is a close-meshed ultra-fine filter. It is a filter of filter class H10 according to the European standard EN 1822-1: 1998.
- the device 10 includes a fan 52.
- the fan 52 is disposed in a conduit system 54 for circulating gaseous fluid in the form of air in the chamber 12.
- the gaseous fluid can be circulated in particular in the manner of a circuit.
- the fan 52 is connected at its pressure-side connection via a funnel-shaped line section 50 with the HEPA filter 48.
- a heat exchanger 57 for the removal of heat, which has absorbed the gaseous fluid in the cooling zone 14, there is a heat exchanger 57 in the conduit system 54. By means of the heat exchanger 57, this heat can be dissipated to the environment of the device 10.
- the HEPA filter 48 can be acted upon via a funnel element 50 by means of the fan 52 with blowing air.
- the conduit system 54 is connected to an ambient air supply passage 55.
- a controllable valve 64 is arranged in the supply channel 55.
- the ambient air conducted in the line system 54 can be added to ambient air in a controlled manner. This makes it possible to set an overpressure by means of the fan 52 in the chamber 12. This causes the chamber 12 from the outside can penetrate no dust particles, liquid droplets and dirt particles.
- suction openings 56 for gaseous fluid.
- the suction openings 56 are connected to the line system 54.
- an air flow 58 is formed with filtered air during operation of the fan 52.
- the HEPA filter 48 filters dust, liquid or dirt particles from air entering the chamber 12 from the conduit system 54. The air flowing in through the channels 46 in the ceiling 44 is moved through the chamber 12 with an arcuate flow.
- the air flows to the suction opening 56 and to openings 62 in the sliding door 24.
- an overpressure is set. This overpressure ensures that the chamber 12 from the outside, no air can penetrate, which is acted upon by liquid droplets and dirt particles.
- the arcuate flow of the air flowing through the chamber 12 allows the cooling of workpieces 16 which are arranged on the holder devices 18, 20 and 22.
- the arrangement of the workpieces 16 in the chamber 12 in the manner of a cascade ensures that a workpiece 16 in the chamber 12 does not cover the air flow for another workpiece 16, so that each arranged in the chamber 12 workpiece can be flown with air for cooling.
- the device 10 can also be achieved that the degree of contamination of workpieces 16 in the chamber 12 is improved by the corresponding to the flow 58 flowing air. Unlike conventional devices for cooling workpieces, so the degree of contamination is reduced during cooling of workpieces with gaseous fluid, i. in no way impaired.
- the device 60 In order to remove dirt particles from the chamber 12 which are introduced into the chamber 12 via the workpieces 16, there is a device 60 for rinsing out the chamber with rinsing liquid 75.
- the device 60 comprises a line system 66.
- the line system 66 connects rinse nozzles 68,
- the reservoir 70 is connected via a shut-off valve 71 with the pipe 42 to the funnel-shaped bottom portion 40 with the chamber 12.
- the device 60 includes a system 65 for the treatment of rinsing liquid 75 with a rinsing pump 72 and a filter 74.
- a system 65 for the treatment of rinsing liquid 75 with a rinsing pump 72 and a filter 74 For rinsing the chamber 12 with rinsing liquid 75, the rinsing pump 72 is put into operation. Then with the flushing liquid 75 flowing out of the flushing nozzles 68, dirt particles which accumulate on the closed walls 34, 36, 38, rinsed and carried over the funnel-shaped bottom portion 40 into the reservoir 70. During the circulation of the rinsing liquid 75, the dirt particles are removed from the rinsing liquid 75 by means of the filter 74.
- the apparatus 10 can be used in particular for transporting workpieces 16 between two or more different production stations and / or as a buffer for workpieces 16 at a production station.
- a device 10 for conditioning objects, in particular workpieces 16 after a cleaning process has a climate zone 14 designed as a cooling and / or heating zone, in which the articles 16 can be supplied with gaseous fluid.
- the climate zone 14 is formed in a chamber 12, which is acted upon by a fluid flow 58, which flows into the chamber 12.
Description
- Die Erfindung betrifft ein Verfahren für das Temperieren von Gegenständen, insbesondere von Werkstücken, bei dem mehrere Gegenstände in einer Kammer mit einer Klimazone angeordnet werden, wobei die in der Kammer angeordneten Gegenstände in der Klimazone mit über ein Feinfilter gefiltertem gasförmigem Fluid angeströmt werden.
- Für die Qualität und Zuverlässigkeit von industriell hergestellten Produkten ist es von Bedeutung, dass Werkstücke in entsprechenden Produktionsprozessen sauber sind. In der Industrie werden deshalb Reinigungseinlagen mit Flüssigkeitsbädern eingesetzt. In diesen Bädern werden die Werkstücke gespült, um sie von Spangut, Schmiermittel, Staub und Chemikalien zu befreien. Eine gute Reinigungswirkung lässt sich dabei insbesondere mit heißen Reinigungsflüssigkeiten erzielen. In solchen Reinigungsflüssigkeiten werden die Werkstücke erwärmt. Dann ist es für Schritte im Produktionsprozess, die auf das Reinigen folgen, häufig erforderlich, dass Werkstücke oder auch Baugruppen abgekühlt werden. In modifizierten Prozessen können jedoch auch umgekehrte Vorgänge vorgesehen sein, bei denen auf einen Abkühlvorgang ein prozessbedingter (Wieder)aufwärmvorgang folgt.
- Für das Temperieren (Abkühlen und/oder Aufwärmen) von Werkstücken in industriellen Fertigungsanlagen sind Einrichtungen bekannt, in denen Werkstücke mittels eines Fördersystems kontinuierlich oder getaktet durch einen Tunnel bewegt werden. In dem Tunnel werden die Werkstücke mit einer temperierten Luftströmung beaufschlagt. Hier besteht jedoch die Gefahr, dass gereinigte Werkstücke wieder verschmutzen, weil in einer temperierten Luftströmung infolge verschiedener Behandlungsvorgänge häufig Schmutzpartikel mitgeführt und dem Tunnel zugeführt werden. Falls die in einem solchen Tunnel strömende Luft mit Kühlaggregaten abgekühlt bzw. mit Heizern erwärmt werden muss, führt der Betrieb solcher Einrichtungen außerdem auch zu einem hohen Energieverbrauch.
- Das Dokument
DE 60 2004 004391 T2 offenbart ein Verfahren nach dem Oberbegriff des Anspruchs 1. - Aufgabe der Erfindung ist es, in einer industriellen Fertigungsanlage das effiziente Temperieren von Gegenständen und Werkstücken insbesondere ohne nennenswerte Verschmutzung zu ermöglichen.
- Diese Aufgabe wird durch das in Anspruch 1 angegebene Verfahren gelöst. Vorteilhafte Ausführungsformen der Erfindung sind in den abhängigen Ansprüchen angegeben.
- Der Erfindung liegt der Gedanke zugrunde, dass mit dem Luftstrom, der in einer Reinraumkabine umgewälzt wird, Gegenstände, insbesondere Werkstücke, auch gekühlt werden können. Die Erfindung nützt aus, dass die Gefahr der Verschmutzung von Werkstücken durch einen Luftstrom in einem solchen Reinraum nicht besteht, wenn die Zuluft einer solchen Reinraumkabine gefiltert wird, um die Teilchengröße und Teilchenkonzentration in der Kabine unterhalb eines vorgegebenen Schwellenwerts zu halten.
- Ein Gedanke der Erfindung ist insbesondere, dass sich durch das Umwälzen von gereinigtem gasförmigem Fluid in einer Kammer Werkstücke energiesparend abkühlen lassen, wenn die Werkstücke in der Kammer über längere Zeit (etwa eine halbe Stunde, mehrere Stunden oder auch Tage) mit langsam strömendem Fluid, z. B. mit Luft, angeströmt werden. Eine Idee der Erfindung ist auch, Werkstücke für das effiziente Kühlen einer industriellen Fertigungsanlage in einer Reinraumkabine mit umgewälztem Luftstrom zwischen Fertigungsstationen zu bewegen, die räumlich beabstandet sind.
- In weiterer Ausgestaltung der Erfindung ist die Klimazone als Kühl- und/oder Aufheizzone ausgeführt, wobei die Klimazone in einer gegen die Umgebung thermisch isolierten Kammer angeordnet ist, und wobei in die Kammer ein Fluidstrom durch ein vorzugsweise als Feinfilter ausgebildetes Filter einströmt, insbesondere durch ein HEPA-Filter. Als Filter in einer erfindungsgemäßen Vorrichtung ist bevorzugt ein HEPA-Filter der Filterklasse H10 oder höher entsprechend der europäischen Norm EN 18 22-1:1998 gewählt. In einem HEPA-Filter können Kleinstpartikel mit einer Größe bis in den Bereich von 0,3 µm abgefiltert werden. Ein HEPA-Filter ermöglicht damit insbesondere, Raumluft von Feinstaub, Tabakqualm, Rauch, Hausstaub, Pollen, Blütenstaub, Poren und Gerüchen zu befreien. Mit einem HEPA-Filter lassen sich Gesamtabscheidegrade von 99,9% für Feinstaub und Schwebstoffe erreichen, d. h. von 10 000 Staubpartikeln werden in einem entsprechenden HEPA-Filter lediglich drei nicht abgesondert. Ein HEPA-Filter kann mit einem engmaschigen Gewebe aus Zellulose, synthetischen Fasern oder Glasfasern aufgebaut werden. Solche Gewebe werden in einem erfindungsgemäßen Filter mit bis zu 1000 Schichten übereinander gelegt. Hierdurch wird eine sehr große Filterfläche bereitgestellt. Eine besonders gute Filterwirkung lässt sich erzielen, indem das HEPA-Filter mit einem Aktivkohlefilter kombiniert ist. Dieses Aktivkohlefilter ist dem HEPA-Filter günstigerweise vorgeschaltet. Durch Zuführen von gefiltertem, gasförmigem Fluid kann in der Kammer ein gegenüber einem Umgebungsdruck erhöhter Druck (Überdruck) erzeugt werden. Dadurch wird sichergestellt, dass in die Kammer aus der Umgebung von außen keine Staubteilchen, Schmutzpartikel und Flüssigkeitströpfchen eindringen können.
- Damit sich in der Kammer ein zum Aufheizen und/oder Abkühlen geeigneter Fluidstrom ausbildet, ist es von Vorteil, wenn der in der Kammer durch das Filter einströmende Fluidstrom zu wenigstens einer Saugöffnung in der Kammer geführt wird, die an das Leitungssystem angeschlossen ist. Bevorzugt wird der Fluidstrom über die Decke der Kammer eingeströmt. Durch die Klimazone verläuft er günstigerweise zu einer an einem seitlichen Abschnitt der Kammer im Bereich von deren Boden ausgebildeten Absaugöffnung. Von Vorteil ist es insbesondere, wenn die Strömung des Fluidstroms in der Klimazone eine Bogenform hat.
- In weiterer Ausgestaltung der Erfindung ist die Kammer an ein Leitungssystem für eine Zufuhr von gasförmigem Fluid zur Kammer und für eine Abfuhr von gasförmigem Fluid aus der Kammer sowie für ein Umwälzen des gasförmigen Fluids in einem über das Leitungssystem gebildeten Kreislauf angeschlossen. Insbesondere ist es eine Idee der Erfindung, gasförmiges Fluid für ein Kühlen bzw. Erwärmen von Werkstücken in einem weitgehend geschlossenen Leitungssystem mit Kreislauf umzuwälzen. Bevorzugt ist in einen derartigen, weitgehend geschlossenen Kreislauf, in dem bevorzugt mehr als 90% des Fluids im Kreis geführt wird, ein Wärmetauscher zum Transfer von Wärme in das Fluid oder aus dem Fluid heraus vorgesehen. Fluid, das dem Kreislauf zugeführt wird, wird bevorzugt durch ein Filter gepumpt und mit gegenüber der Umgebung erhöhtem Druck in den Kreislauf eingebracht.
- In dem Leitungssystem für das Umwälzen von Fluid ist eine Pumpeinrichtung angeordnet. Diese Pumpeinrichtung kann z. B. als Venturidüse ausgebildet sein, die an das Druckluftsystem einer industriellen Produktionsanlage angeschlossen ist. Als Pumpeinrichtung eignet sich aber auch ein elektromotorisch angetriebener Ventilator bzw. Kompressor. Mit einer solchen Pumpeinrichtung wird das gasförmige Fluid durch eine oder mehrere Saugöffnungen in der Kammer angesaugt und dann dem Filter zugeführt. Von Vorteil ist es, wenn die Pumpeinrichtung mit einem weiteren Zuführkanal für das Einspeisen von gasförmigen Fluid in das Leitungssystem verbunden ist. Dann kann nämlich in der Kammer ein Überdruck erzeugt werden. Dies hat zur Folge, dass in die Kammer aus der Umgebung von außen keine Staubteilchen, Schmutzpartikel und Flüssigkeitströpfchen eindringen können.
- Von Vorteil ist es insbesondere, wenn die Kammer mit dem Leitungssystem für das Umwälzen von Fluid in einem Transportschrank in Form eines Containers aufgenommen ist. Damit die Vorrichtung auf einfache Weise in einer industriellen Fertigungseinrichtung bewegt werden kann, ist es günstig, diesen Transportschrank bzw. Container mit Transportelementen in Form von Rollen zu versehen, damit sich dieser in der Halle einer Fertigungsanlage leicht bewegen lässt. Ein als Container gestalteter Transportschrank umfasst bevorzugt Transportelemente in Form eines Mittels oder mehrerer Mittel für den Eingriff einer Gabel eines Gabelstaplers. Mit dieser Maßnahme lässt sich nicht nur eine Temperierung von Werkstücken beim Bewegen zwischen unterschiedlichen Fertigungsstationen erreichen, sondern es wird auch eine unerwünschte Verschmutzung von Werkstücken beim Transport zu Stationen in einer industriellen Fertigungsanlage vermieden. Um hier das Umwälzen von Fluid auch ohne Anschluss an ein elektrisches Versorgungssystem zu ermöglichen, ist es von Vorteil, in den Transportschrank für das Betreiben eines Ventilators einen elektrischen Energiespeicher, z. B. einen Akkumulator zu integrieren.
- Die Kammer enthält eine Halteeinrichtung mit mehreren Werkstückaufnahmen für das Aufnehmen von Werkstücken, die temperiert, insbesondere gekühlt werden sollen. Diese Halteeinrichtung dient dazu, die Werkstücke in der Klimazone zu halten. Wenn die Kammer mit einem säulenförmigen Gehäuse ausgebildet ist, kann diese Halteeinrichtung z.B. Werkstückaufnahmen mit runden Ablageböden haben, auf denen entsprechende Werkstücke abgelegt werden können. Für das Bewegen solcher runder Ablagebögen in der Kammer kann die Vorrichtung zum Kühlen einen Antrieb aufweise. Von Vorteil ist es, wenn die Werkstückaufnahmen für das zueinander versetzte kaskadenförmige Anordnen der Werkstücke in dem Fluidstrom ausgebildet sind. Damit lässt sich erreichen, dass in der Klimazone mit dem Fluidstrom von einem Werkstück abgetragene Schmutzpartikel nicht zu einem anderen Werkstück getragen werden und dieses verschmutzen.
- Um die über den weiteren Zufuhrkanal in die Kammer bewegte Fluidmenge abzuführen, gibt es in der Kammer eine oder mehrere Öffnungen für das Freigeben von gasförmigen Fluid an die Umgebung. Auf diese Weise wird gewährleistet, dass Schmutzpartikel aus der Kühlzone der Kammer ins Freie gespült werden.
- Von Vorteil ist es, in der Kammer wenigstens eine Spüldüse für das Ausspülen der Kammer mit Spülflüssigkeit anzuordnen. Damit wird ein leichtes und systematisches Reinigen der Kammer von Schmutzpartikeln ermöglicht. Es ist günstig, wenn die Kammer eine Einrichtung für das Sammeln für in die Kammer eingeleitete Spülflüssigkeit hat. Diese Einrichtung für das Sammeln von in die Kammer eingeleiteter Spülflüssigkeit kann an eine Anlage für das Aufbereiten von Spülflüssigkeit angeschlossen sein.
- Die Vorrichtung zum Kühlen von Gegenständen und Werkstücken kann z. B. als Sauberraum oder auch als Entladeschleuse in einer Endmontage eingesetzt werden. Die Vorrichtung zum Kühlen eignet sich aber auch als Pufferspeicher für Werkstücke in einer Fertigungsanlage, um damit eine gleich bleibende Zufuhr von Werkstücken einzustellen. Für das Be- und Entladen der Vorrichtung mit Gegenständen, insbesondere mit Werkstücken, kann diese insbesondere mit einem Handhabungsroboter zu einer Anlage kombiniert werden. Von Vorteil ist es, der Vorrichtung Gegenstände bzw. Werkstücke zum Kühlen über eine Schleuse zuzuführen, damit in die Kühlzone der Kammer keine Schmutzpartikel eingetragen werden.
- Mit der Vorrichtung oder Anlage zum Temperieren können in einer industriellen Fertigungsanlage Werkstücke zwischen zwei Fertigungsschritten temperiert werden. Hierfür werden z.B. nach einem Fertigungsschritt in einer ersten Fertigungsstation und vor einem weiteren Fertigungsschritt in einer von der ersten Fertigungsstation räumlich getrennten zweiten Fertigungsstation mehrere Werkstücke in der Kammer mit der Klimazone angeordnet. Die in der Kammer angeordneten Werkstücke werden dort derart mit über ein Feinfilter gefiltertem gasförmigem Fluid angeströmt, dass mit dem gasförmigen Fluid von einem Werkstück abgetragene Schmutzpartikel von dem gasförmigen Fluid nicht zu einem anderen Werkstück getragen werden. Es ist dabei insbesondere möglich, während dem Temperieren die Werkstücke in der Kammer von der ersten Fertigungsstation zu der zweiten Fertigungsstation zu bewegen.
- Im Folgenden wird die Erfindung anhand der in der Zeichnung in schematischer Weise dargestellten Ausführungsbeispiele näher erläutert.
- Es zeigen:
- Fig. 1
- eine erste Ansicht einer Vorrichtung zum Kühlen von Werkstücken;
- Fig. 2
- die Vorrichtung zum Kühlen von Werkstücken mit einer zusätzlichen Handhabungsvorrichtung;
- Fig. 3
- eine weitere Ansicht der Vorrichtung zum Kühlen von Werkstücken; und
- Fig. 4
- einen Schnitt der Vorrichtung entlang der Linie IV - IV aus
Fig. 1 . - Eine Vorrichtung 10 zum Temperieren von Werkstücken 16 gemäß
Fig. 1 weist erfindungsgemäß eine Kammer 12 auf. Die Kammer 12 befindet sich in einem als Transportschrank ausgebildeten Container 28. Die Kammer 12 umschließt eine Klimazone 14 in Form einer Kühlzone, in der Werkstücke 16 von einer gegenüber Umgebungsbedingungen erhöhten Temperatur aus abgekühlt werden können. Die Vorrichtung 10 enthält eine Halteeinrichtung für Werkstücke 16, die mehrere Werkstückaufnahmen 18, 20, 22 aufweist. In der Kammer 12 können Werkstücke 16 auf den Werkstückaufnahmen 18, 20, 22 in der Kühlzone 14 räumlich versetzt nach Art einer Kaskade angeordnet werden. Der Transportschrank 28 hat eine Schiebetüre 24. Mit der Schiebetüre 24 kann die Kammer 12 verschlossen werden, damit das Eindringen von Schmutzpartikeln in die Kühlzone 14 vermieden wird. Die Kammer 12 in der Vorrichtung 10 hat auf derjenigen Seite, die der Schiebetür 24 gegenüberliegt, eine geschlossene Wandung 34. Die Kammer 12 ist in einem Container 28 aufgenommen. Der Container 28 hat Handhabungselemente 30, 32. An den Handhabungselementen 30, 32 kann der Container 28 mit der Gabel eines Gabelstaplers aufgenommen werden. Dies ermöglicht es, den Container 28 in einer industriellen Fertigungsanlage zu bewegen. Um in einer Fertigungsanlage bewegt zu werden, ist es allerdings auch möglich, den Container 28 auf Rollen zu lagern. - Die
Fig. 2 zeigt die Vorrichtung mit geöffneter Schiebtüre und einem Handhabungsroboter 26. Durch die geöffnete Schiebetür kann die Kammer 12 mit dem Handhabungsroboter 26 mit Werkstücken 16 bestückt werden, die gekühlt werden müssen. In entsprechender Weise können abgekühlte Werkstücke 16 aus der Kammer 12 entfernt werden. Der Eintrag von Schmutzpartikeln in die Kammer 12 lässt sich minimieren, indem die Werkstücke 16 in die Kammer 12 durch eine Luftschleuse 59 zugeführt werden. - Die
Fig. 3 zeigt die Vorrichtung 10 als Schnitt entlang der Linie III-III ausFig. 1 . Auch die an die Wandung 34 angrenzenden Seitenwände 36, 38 der Kammer 12 sind geschlossen. Die Kammer 12 ist mit einem Bodenabschnitt 40 ausgebildet. Der Bodenabschnitt 40 ist trichterförmig. Der trichterförmige Bodenabschnitt 40 mündet in eine Rohrleitung 42. Der trichterförmige Bodenabschnitt 40 wirkt als Einrichtung für das Sammeln von in die Kammer 12 eingeleiteter Spülflüssigkeit 75. - Die Kammer 12 hat eine Decke 44. In der Decke 44 gibt es Öffnungen in Form von Luftkanälen 46. Auf der Decke 44 ist ein HEPA-Filter 48 (High Efficiency Particulate Air Filter) angeordnet. Das HEPA-Filter 48 ist ein engmaschiges Feinstfilter. Es ist ein Filter der Filterklasse H10 nach der europäischen Norm EN 1822-1:1998.
- Die Vorrichtung 10 enthält einen Ventilator 52. Der Ventilator 52 ist in einem Leitungssystem 54 für das Umwälzen von gasförmigem Fluid in Form von Luft in der Kammer 12 angeordnet. Durch das Leitungssystem 54 kann das gasförmige Fluid insbesondere nach Art eines Kreislaufs umgewälzt werden. Der Ventilator 52 ist an seinem druckseitigen Anschluss über einen trichterförmigen Leitungsabschnitt 50 mit dem HEPA-Filter 48 verbunden. Für das Abführen von Wärme, die das gasförmige Fluid in der Kühlzone 14 aufgenommen hat, gibt es in dem Leitungssystem 54 einen Wärmetauscher 57. Mittels des Wärmetauschers 57 kann diese Wärme an die Umgebung der Vorrichtung 10 abgeführt werden.
- Das HEPA-Filter 48 kann über ein Trichterelement 50 mittels des Ventilators 52 mit Blasluft beaufschlagt werden. Das Leitungssystem 54 ist mit einem Zuführkanal 55 für Umgebungsluft verbunden. In den Zufuhrkanal 55 ist ein steuerbares Ventil 64 angeordnet. Durch Einstellen des Ventils 64 kann der in dem Leitungssystem 54 geführten Umluft kontrolliert Umgebungsluft zugesetzt werden. Dies ermöglicht, mittels des Ventilators 52 in der Kammer 12 einen Überdruck einzustellen. Das bewirkt, dass die Kammer 12 von außen keine Staubteilchen, Flüssigkeitströpfchen und Schmutzpartikel eindringen können. In der Kammer 12 gibt es Absaugöffnungen 56 für gasförmiges Fluid. Die Absaugöffnungen 56 sind an das Leitungssystem 54 angeschlossen. In der Kammer 12 wird bei Betrieb des Ventilators 52 eine Luftströmung 58 mit gefilterter Luft ausgebildet. Das HEPA-Filter 48 filtert Staub-, Flüssigkeits- oder Schmutzpartikel aus Luft, die aus dem Leitungssystem 54 in die Kammer 12 gelangen. Die über die Kanäle 46 in der Decke 44 einströmende Luft wird durch die Kammer 12 mit einer bogenförmigen Strömung bewegt.
- Mit der bogenförmigen Strömung strömt die Luft zu der Absaugöffnung 56 und zu Öffnungen 62 in der Schiebetür 24. Durch das fortlaufende Zuführen von Luft durch das HEPA-Filter 48 wird dabei in der Kammer 12 ein Überdruck eingestellt. Dieser Überdruck gewährleistet, dass in die Kammer 12 von außen keine Luft eindringen kann, die mit Flüssigkeitströpfchen und Schmutzpartikel beaufschlagt ist.
- Die bogenförmige Strömung der durch die Kammer 12 strömenden Luft ermöglicht das Abkühlen von Werkstücken 16, die auf den Haltervorrichtungen 18, 20 und 22 angeordnet sind. Die Anordnung der Werkstücke 16 in der Kammer 12 nach Art einer Kaskade gewährleistet, dass ein Werkstück 16 in der Kammer 12 nicht die Luftströmung für ein anderes Werkstück 16 abdeckt, so dass jedes in der Kammer 12 angeordnete Werkstück mit Luft zum Kühlen angeströmt werden kann.
- Mit der Vorrichtung 10 lässt sich auch erreichen, dass der Verschmutzungsgrad von Werkstücken 16 in der Kammer 12 durch die entsprechend der Strömung 58 strömende Luft verbessert wird. Anders als bei herkömmlichen Vorrichtungen zum Kühlen von Werkstücken wird also der Verschmutzungsgrad beim Abkühlen von Werkstücken mit gasförmigem Fluid verringert, d.h. keinesfalls beeinträchtigt.
- Um Schmutzpartikel aus der Kammer 12 zu entfernen, die über die Werkstücke 16 in die Kammer 12 eingetragen werden, gibt es eine Einrichtung 60 für das Ausspülen der Kammer mit Spülflüssigkeit 75. Die Einrichtung 60 umfasst ein Leitungssystem 66. Das Leitungssystem 66 verbindet Spüldüsen 68, die in der Kammer 12 angeordnet sind, mit einem Reservoir 70 für die Spülflüssigkeit 75. Das Reservoir 70 ist über ein Absperrventil 71 mit der Rohrleitung 42 an den trichterförmigen Bodenabschnitt 40 mit der Kammer 12 verbunden.
- Die Einrichtung 60 enthält eine Anlage 65 für das Aufbereiten von Spülflüssigkeit 75 mit einer Spülpumpe 72 und einem Filter 74. Für das Ausspülen der Kammer 12 mit Spülflüssigkeit 75 wird die Spülpumpe 72 in Betrieb gesetzt. Dann werden mit dem aus den Spüldüsen 68 ausströmenden Spülflüssigkeit 75 Schmutzpartikel, die sich an den geschlossenen Wandungen 34, 36, 38 niedergeschlagen haben, abgespült und über den trichterförmigen Bodenabschnitt 40 in das Reservoir 70 getragen. Bei dem Umwälzen der Spülflüssigkeit 75 werden dabei mittels des Filters 74 die Schmutzpartikel aus der Spülflüssigkeit 75 entfernt.
- In einer industriellen Fertigungsanlage kann die Vorrichtung 10 insbesondere für das Transportieren von Werkstücken 16 zwischen zwei oder mehr unterschiedlichen Fertigungsstationen und/oder als Pufferspeicher für Werkstücke 16 an einer Fertigungsstation eingesetzt werden.
- Zusammenfassend sind insbesondere folgende bevorzugten Merkmale der Erfindung festzuhalten: Eine Vorrichtung 10 zum Klimatisieren von Gegenständen, insbesondere von Werkstücken 16 nach einem Reinigungsvorgang hat eine als Kühl- und/oder Aufheizzone ausgebildete Klimazone 14, in der die Gegenstände 16 mit gasförmigem Fluid angeströmt werden können. Die Klimazone 14 ist in einer Kammer 12 ausgebildet, die mit einem Fluidstrom 58 beaufschlagbar ist, der in die Kammer 12 einströmt.
Claims (14)
- Verfahren für das Temperieren von Gegenständen, insbesondere von Werkstücken (16), bei dem mehrere Gegenstände (16) in einer Kammer (12) mit einer Klimazone (14) angeordnet werden, wobei die in der Kammer (12) angeordneten mehreren Gegenstände (16) in der Klimazone (14) mit über ein Feinfilter (48) gefiltertem gasförmigem Fluid angeströmt werden,
wobei
in einer industriellen Fertigungsanlage nach einem Fertigungsschritt in einer ersten Fertigungsstation und vor einem weiteren Fertigungsschritt in einer von der ersten Fertigungsstation räumlich getrennten zweiten Fertigungsstation die mehreren Gegenstände (16) während dem Temperieren von der ersten Fertigungsstation zu der zweiten Fertigungsstation bewegt werden;
dadurch gekennzeichnet, dass
die mehreren Gegenstände (16) mit dem gasförmigen Fluid so angeströmt werden, dass von einem Gegenstand (16) der mehreren Gegenstände (16) abgetragene Schmutzpartikel von dem gasförmigen Fluid nicht zu einem anderen Gegenstand (16) der mehreren Gegenstände (16) getragen werden. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Kammer (12) mit den darin angeordneten Gegenständen (16) für das Bewegen der Gegenstände (16) von der ersten Fertigungsstation zu der zweiten Fertigungsstation während dem Temperieren verlagert wird.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die mehreren Gegenstände (16) in der Klimazone (14) aufgeheizt oder gekühlt werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das gasförmige Fluid in die Kammer (12) durch ein vorzugsweise als HEPA-Filter ausgebildetes Feinfilter (48) über eine Decke (44) der Kammer (12) als ein Fluidstrom (58) eingeströmt wird und in der Kammer (12) mehrere Werkstückaufnahmen (18, 20, 22) für das zueinander versetzte kaskadenförmige Anordnen der Gegenstände (16) in dem Fluidstrom (58) bereitgestellt werden.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass der über die Decke (44) eingeströmte Fluidstrom (58) mit einer bogenförmigen Strömung durch die Klimazone (14) zu einer an einem seitlichen Abschnitt der Kammer (12) im Bereich von deren Boden (40) ausgebildeten Absaugöffnung (56) verläuft.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass in der Kammer (12) eine Einrichtung (60) für das Ausspülen der Kammer (12) mit einer Spülflüssigkeit (75) bereitgestellt wird.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass eine Einrichtung (40) für das Sammeln von in die Kammer (12) eingeleiteter Spülflüssigkeit (75) bereitgestellt wird, die an eine Anlage (65) für das Aufbereiten von Spülflüssigkeit (75) angeschlossen ist, die für das Aufbereiten von Spülflüssigkeit (75) ein Filter (74) für das Ausfiltern von Schmutzpartikeln in der Spülflüssigkeit (75) enthält.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Kammer (12) mit der Anlage (65) für das Aufbereiten von Spülflüssigkeit in einem vorzugsweise als Container ausgebildeten, bewegbaren Transportschrank (28) bereitgestellt wird, der wenigstens ein Transportelement (30, 32) zum Bewegen des Transportschranks aufweist, insbesondere ein Transportelement in Form einer Rolle und/oder in Form eines Eingriffs für die Gabel eines Gabelstaplers.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein Leitungssystem (54) bereitgestellt wird, durch das der Kammer (12) gasförmiges Fluid zugeführt werden kann und durch das aus der Kammer (12) gasförmiges Fluid abgeführt werden kann und welches ein Umwälzen des gasförmigen Fluids in einem über das Leitungssystem (54) gebildeten Kreislauf ermöglicht.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass in dem Leitungssystem (54) ein insbesondere als Ventilator (52) oder eine als Venturidüse ausgebildete Pumpeinrichtung angeordnet ist, die das gasförmige Fluid durch die wenigstens eine Saugöffnung (56) in der Kammer (12) ansaugt und dem Filter (48) zuführt.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die Pumpeinrichtung (52) mit einem Zufuhrkanal (55) für das Einspeisen von gasförmigem Fluid in das Leitungssystem (54) verbunden ist, um in der Kammer (12) einen Überdruck zu erzeugen.
- Verfahren nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass die Kammer (12) mit dem Leitungssystem (54) für das Umwälzen von Fluid in einem Transportschrank (28) bereitgestellt wird und/oder dass das Leitungssystem (54) einen Wärmetauscher (57) für das Zu-/Abführen von mit dem gasförmigen Fluid in der Klimazone (14) auszutauschender Wärme aufweist.
- Verfahren nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die Kammer (12) eine oder mehrere Öffnungen (62) für das Freigeben von gasförmigem Fluid an die Umgebung aufweist und/oder dass die Kammer (12) mit einer Handhabungsvorrichtung (26), insbesondere einer als Industrieroboter ausgebildeten Handhabungsvorrichtung mit den Gegenständen be- und entladen wird und/oder dass der Kammer durch eine an die Kammer (12) angeschlossenen Schleuse (59) in die Kammer (12) die Gegenstände (16) zugeführt werden.
- Verfahren nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Gegenstände (16) in der Kammer (12) in einer Fertigungsanlage puffergespeichert werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010043522A DE102010043522A1 (de) | 2010-11-05 | 2010-11-05 | Vorrichtung und Anlage zum Temperieren von Gegenständen |
| PCT/EP2011/068780 WO2012059384A2 (de) | 2010-11-05 | 2011-10-26 | Vorrichtung und anlage zum temperieren von gegenständen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2635860A2 EP2635860A2 (de) | 2013-09-11 |
| EP2635860B1 true EP2635860B1 (de) | 2015-07-15 |
Family
ID=44897751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11776420.9A Active EP2635860B1 (de) | 2010-11-05 | 2011-10-26 | Verfahren für das Temperieren von Gegenständen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130239432A1 (de) |
| EP (1) | EP2635860B1 (de) |
| CN (1) | CN103201577B (de) |
| DE (1) | DE102010043522A1 (de) |
| WO (1) | WO2012059384A2 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013016109A1 (de) * | 2013-09-27 | 2015-04-02 | Gabriel Malzer | Vorrichtung zur ausstellung und aufbewahrung von gegenständen, verfahren zur erstellung eines reinen innenraumes |
| DE102013016559A1 (de) * | 2013-09-27 | 2015-04-02 | M+W Germany GmbH | Trockenraum, insbesondere für den Einsatz bei der Lithium-lonen-Zellfertigung |
| DE102017119564A1 (de) * | 2017-08-25 | 2019-02-28 | Weiss Pharmatechnik GmbH | Sicherheitswerkbank |
| CN108050827A (zh) * | 2017-12-22 | 2018-05-18 | 苏州艾捷尔斯生物科技有限公司 | 一种节能的气流干燥箱 |
| CN115250622A (zh) * | 2021-02-01 | 2022-10-28 | 崔镇玟 | 拆卸式过滤器系统 |
| CN112856963A (zh) * | 2021-03-12 | 2021-05-28 | 黎明职业大学 | 一种便于食品均匀受热的烘干机及工作方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1547561A (en) * | 1925-07-28 | Dehydrating | ||
| US300118A (en) * | 1884-06-10 | Portable fruit-drier | ||
| US1500094A (en) * | 1923-04-13 | 1924-07-01 | Green T Kee | Clothes drier |
| US1534499A (en) * | 1923-06-14 | 1925-04-21 | Gen Fire Extinguisher Co | Drying apparatus |
| US1579556A (en) * | 1923-10-09 | 1926-04-06 | Mckenzie Edward | Combined rack and shelf bracket |
| DE1211553B (de) * | 1958-03-18 | 1966-02-24 | Konrad Kieferle | Trockner, z. B. Trocknungsschrank |
| DE2242632C3 (de) * | 1972-08-30 | 1981-05-21 | BÖWE Maschinenfabrik GmbH, 8900 Augsburg | Verfahren und Vorrichtung zum Trocknen von mit flüchtigen Lösemitteln behandelten Textilien o.dgl. |
| US4358899A (en) * | 1981-03-30 | 1982-11-16 | W. R. Grace & Co. | Flow-through dryer and method for rapid drying of porous foams |
| US4572427A (en) * | 1984-03-02 | 1986-02-25 | Mallinckrodt, Inc. | Controlled atmosphere enclosure |
| DE8707093U1 (de) * | 1987-05-16 | 1987-11-05 | Dalk, Helmut, 2408 Timmendorfer Strand, De | |
| US5048201A (en) * | 1990-07-13 | 1991-09-17 | Interlab, Inc. | Laminar flow system for drying parts |
| US5025570A (en) * | 1990-10-19 | 1991-06-25 | Moffat William A | Modular convective oven with anti-contamination features |
| US6068874A (en) * | 1993-02-16 | 2000-05-30 | Dehydration Technologies, Inc. | Process of dehydrating biological products |
| US5487768A (en) * | 1994-01-31 | 1996-01-30 | Zytka; Donald J. | Minienvironment for material handling |
| BE1011141A7 (fr) * | 1997-05-05 | 1999-05-04 | Machiels Louis | Four de sechage mobile de pieces pour l'industrie. |
| DE29804941U1 (de) * | 1997-05-15 | 1998-08-27 | Baehren & Rosenkranz Kg | Arbeitseinrichtung, insbesondere Sicherheitswerkbank |
| AU2002256968A1 (en) * | 2001-11-07 | 2003-06-23 | Lab Products, Inc | Work station having an air flow controller |
| JP4025096B2 (ja) * | 2002-03-08 | 2007-12-19 | 株式会社荏原製作所 | 基板処理方法 |
| CN100455181C (zh) * | 2003-05-02 | 2009-01-21 | 液体空气乔治洛德方法利用和研究的具有监督和管理委员会的有限公司 | 在电子器件制造中用于潮湿敏感器件管理的干燥箱 |
| US20040221475A1 (en) * | 2003-05-02 | 2004-11-11 | Martin Theriault | Dry cabinets for use in moisture sensitive device management in electronics manufacturing |
| US7108000B2 (en) * | 2003-06-25 | 2006-09-19 | Steris Inc. | Washer pressure equalization system |
| WO2005030394A1 (de) * | 2003-09-23 | 2005-04-07 | Evotec Technologies Gmbh | Klimakammer für mikroskope |
| EP1805467B1 (de) * | 2004-09-20 | 2013-07-24 | Martin Allen Mcfarland | Systeme und verfahren zum trocknen mehrerer verschiedener artikel |
| DE102004049520A1 (de) * | 2004-10-11 | 2006-04-13 | Alfred Reinicke | Verfahren und Anlage zur Belüftung von Reinräumen |
| DE102005003093B4 (de) * | 2005-01-22 | 2018-12-13 | Ecoclean Gmbh | Reinigungsanlage |
| DE102006039715A1 (de) * | 2006-08-24 | 2008-02-28 | Dürr Ecoclean GmbH | Reinigungsvorrichtung mit einer Flutkammer |
| DE102008026158B3 (de) * | 2008-05-30 | 2010-02-04 | Bernhard Harter | Klimatisierungssystem für kleine Behältnisse |
| US8167151B2 (en) * | 2008-06-24 | 2012-05-01 | Metal Fabricating Corporation | Forkable base stand |
-
2010
- 2010-11-05 DE DE102010043522A patent/DE102010043522A1/de not_active Withdrawn
-
2011
- 2011-10-26 CN CN201180053189.5A patent/CN103201577B/zh active Active
- 2011-10-26 EP EP11776420.9A patent/EP2635860B1/de active Active
- 2011-10-26 WO PCT/EP2011/068780 patent/WO2012059384A2/de active Application Filing
-
2013
- 2013-05-06 US US13/887,990 patent/US20130239432A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN103201577B (zh) | 2016-08-17 |
| US20130239432A1 (en) | 2013-09-19 |
| DE102010043522A1 (de) | 2012-05-10 |
| WO2012059384A2 (de) | 2012-05-10 |
| WO2012059384A3 (de) | 2012-10-18 |
| CN103201577A (zh) | 2013-07-10 |
| EP2635860A2 (de) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2635860B1 (de) | Verfahren für das Temperieren von Gegenständen | |
| EP0693325B1 (de) | Verfahren und Anlage zum Reinigen von Werkstücken mittels eines Druckluftstrahles | |
| EP0267507A2 (de) | Behältnis zur Handhabung von Halbleiterelementen | |
| EP2244840B2 (de) | Vorrichtung und verfahren zum zuführen von luft zu einem applikationsbereich einer lackieranlage | |
| EP2853849B1 (de) | Trockenraum, insbesondere für den Einsatz bei der Lithium-Ionen-Zellfertigung | |
| EP3881923B1 (de) | Aerosolabscheider sowie verfahren zum einbau eines koaleszenz-filterelementes in einen aerosolabscheider | |
| EP2244839B1 (de) | Lackieranlage | |
| DE3419028C2 (de) | ||
| DE3321195C2 (de) | ||
| DE102019219417A1 (de) | Aktive Klimatisierung in SLM-Prozessen | |
| EP1291586A2 (de) | Anlage und Verfahren zur Abluftaufbereitung, insbesondere bei Reinraumanlagen | |
| WO2016079088A1 (de) | Lüftungsanlage sowie verfahren zum klimatisieren eines innenraumes mit wenigstens einer solchen lüftungsanlage | |
| DE102010038799A1 (de) | Vorrichtung zum Trocknen von Werkstücken nach einem Reinigungsvorgang | |
| EP1166336B1 (de) | Anlage zur fertigung von halbleiterprodukten | |
| EP2232181B1 (de) | Strahlungstrockner | |
| DE3826925C2 (de) | ||
| EP2201304B1 (de) | Lageranordnung mit vorgebbarer lagerungsatmosphäre | |
| EP3719430A1 (de) | Durchlauftrockenanlage und verfahren zum trocknen von werkstücken | |
| DE10122992C1 (de) | Vorrichtung zum Entölen von Massenteilen mit strukturierter Oberfläche mittels eines Druckluftstrahles | |
| DE102009045154A1 (de) | Verfahren und Kühltunnel zum Kühlen von Produkten | |
| DD147518B1 (de) | Einrichtung zur temperaturstabilisierung in der umhausung von werkzeugmaschinen | |
| DE102020111506A1 (de) | Nahrungsmittelverarbeitungsmaschine mit Wärmetauscher-Schnellwechseleinrichtung | |
| DE102021129240A1 (de) | Reinraumschleuse und verfahren zum transfer von gegenständen zwischen räumen unterschiedlicher reinraumklassen | |
| DE10157704C1 (de) | Vorrichtung zum gleichzeitigen Fördern und Temperieren von Formteilen | |
| DE202015007946U1 (de) | Luftfiltrationssystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130430 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20140623 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150408 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 737014 Country of ref document: AT Kind code of ref document: T Effective date: 20150815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011007348 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151016 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151015 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011007348 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151026 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20160418 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20111026 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502011007348 Country of ref document: DE Representative=s name: PFIZ/GAUSS PATENTANWAELTE PARTMBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502011007348 Country of ref document: DE Owner name: ECOCLEAN GMBH, DE Free format text: FORMER OWNER: DUERR ECOCLEAN GMBH, 70794 FILDERSTADT, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150715 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: HC Ref document number: 737014 Country of ref document: AT Kind code of ref document: T Owner name: ECOCLEAN GMBH, DE Effective date: 20181024 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20181008 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181023 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 737014 Country of ref document: AT Kind code of ref document: T Effective date: 20191026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191026 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231020 Year of fee payment: 13 |