EP2574244B1 - Device for transporting material in the form of strips or tape - Google Patents
Device for transporting material in the form of strips or tape Download PDFInfo
- Publication number
- EP2574244B1 EP2574244B1 EP12184383.3A EP12184383A EP2574244B1 EP 2574244 B1 EP2574244 B1 EP 2574244B1 EP 12184383 A EP12184383 A EP 12184383A EP 2574244 B1 EP2574244 B1 EP 2574244B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- shaped
- band
- paper
- shaped material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
- 239000000463 material Substances 0.000 title claims description 92
- 241000208125 Nicotiana Species 0.000 claims description 5
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 5
- 230000000284 resting effect Effects 0.000 claims description 3
- 230000037361 pathway Effects 0.000 claims 1
- 238000007493 shaping process Methods 0.000 claims 1
- 238000005520 cutting process Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000007480 spreading Effects 0.000 description 7
- 238000003892 spreading Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 235000019504 cigarettes Nutrition 0.000 description 5
- 238000004026 adhesive bonding Methods 0.000 description 4
- 230000033228 biological regulation Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 102220569696 Pyridoxal-dependent decarboxylase domain-containing protein 1_M11S_mutation Human genes 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 206010038743 Restlessness Diseases 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000011257 shell material Substances 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
Definitions
- the invention relates to a device for the transport of strip or strip-shaped material with the features of the O-term of the Ansprüchs 1.
- a device for the transport of strip or strip-shaped material with the features of the O-term of the Ansprüchs 1.
- Such a device is made US-A-5156169 known.
- Devices for transporting strip or strip-like materials are used in machines for producing rod-shaped products of the tobacco-processing industry.
- the wrapping paper or tipping paper must thereby with a high accuracy at very high conveying speeds of e.g. 600 m / min and more are performed. Even small deviations of the wrapping material or covering paper in the transverse orientation of a few 1/100 mm can lead under unfavorable circumstances to a production stop of the entire device.
- this is stretched over a plurality of draw rollers, in which case care must also be taken that a predetermined maximum stress in the material is not exceeded and the strip or tape does not tear.
- compliance with the desired position during the transport movement must be sensed several times via corresponding sensors and, if necessary, be restored in the case of deviations via appropriately actuated actuators.
- a particular problem in this case are the deflections of the wrapping material or of the padding paper required during the transport movement of the wrapping material or of the padding paper the longitudinal axis, as is the case for example with an angular supply of the wrapping material or the lining paper from a reel and a subsequent deflection.
- double-width wrapping material or tipping paper If double-width wrapping material or tipping paper is supplied, this must be cut in the middle into two individual strips, which can then be laterally offset in each case in a spreading device by repeatedly deflecting. Even after the spreading device, compliance with the desired position of the wrapping material or covering paper can be problematic due to the lateral offset, so that it must be checked by means of one or more sensors and readjusted if necessary by deviations via appropriate actuators.
- the invention has the object to provide a generic device with which the strip or band-shaped material can be transported with increased accuracy transverse to the transport direction under the conditions mentioned. Furthermore, the invention has for its object to provide a device which allows a wrapping of the products with two superimposed layers with a reduced probability of error.
- the band or strip-shaped material can be deflected from the angular feed into the transport plane, without the deflection effect on the tensile force in the strip or strip-shaped material or a negative impact on the guidance accuracy of the material after the deflection Has.
- the transport plane of the strip or strip material is to be understood as a plane which is spanned by the different transport directions of the material after the deflection device.
- the transport plane may be e.g. may also be formed only by a short section in which the material is guided at least shortly after leaving the deflection and from which the material is then further deflected.
- the transport plane preferably runs parallel to a housing wall, on which the deflections and drives are arranged.
- the deflection device between a sensor device and a controllable, arranged a tensile force in the band or strip-shaped material generating device.
- the tensile force additionally generated in the deflection device can be compensated by reducing the tensile force exerted by the device so that the strip or strip-shaped material after the sensor device substantially constant tensile force is transported independently of the frictional forces acting on the deflection.
- This compensation of the frictional forces is therefore of particular advantage, since different frictional forces on the deflection device are automatically set for different directions of feeding the strip or strip material. These different friction forces can then be compensated for by a corresponding control of the force exerted by the device tensile force to a constant, acting according to the deflection in the material, independent of the feed direction of the material tensile force.
- the deflection device has an adjusting device, by means of which the angle between the longitudinal axis of the deflection device to the longitudinal axis of the fed strip or strip-shaped material is adjustable.
- the angle between the longitudinal axis of the deflection device to the longitudinal axis of the fed strip or strip-shaped material is adjustable.
- At least the first device for changing the tensile force and the deflection device are mounted on a common frame.
- the two units can also be mounted at different angles in the device, without losing the important fixed spatial relationship to each other.
- the deflection device is formed by a fixed deflection pin, which is arranged such that its longitudinal axis forms an angle to the longitudinal axis of the fed strip or strip-shaped material which is half as large as the obtuse angle between the longitudinal axis of the fed strip or strip-shaped material and the transport plane.
- the disadvantage of the increased friction between the stationary deflection pin and the strip or strip-shaped material and the associated increase in the released particles can be compensated for by a deflection on the flow side of the band or strip-shaped Material directed suction device is provided.
- the device is set up so that the band-shaped or strip-shaped material can be fed from different first angles to a transport plane of the band-shaped or strip-shaped material in the device, in which case at the entry side of the band-shaped or strip-shaped material a device for displacing the band-shaped or strip-shaped material is provided transversely to its longitudinal axis, which is controllable in dependence on a position sensor arranged in the running direction of the band-shaped or strip-shaped material after a spreading device.
- the course of the strip or strip material after the spreader corresponds to the orientation as the material is introduced into a subsequent format section of a subsequent production machine.
- a positional deviation of the strip or strip material from a desired position after passing through the spreading can be compensated as quickly as possible by the orientation of the material is already changed transversely to the longitudinal axis at the inlet to the paper path.
- This control has the advantage that the material is introduced with a laterally corrected alignment in the paper path, so that the deviation is compensated for independently of the cause directly by adjusting the pre-alignment of the material.
- the band-shaped or strip-like material be guided in two superimposed layers over a deflection device and laid on a format band advancing the layers, wherein the layers are respectively fed in different paper runs.
- a tensioning roller is provided which can be actuated indirectly or directly as a function of a force measuring device arranged between the tensioning roller and the deflection device.
- the tensile force can be actively changed in the paper run of the inner layer, so that the likelihood of wrinkles can also be reduced in the inner layer.
- a tension roller for example, an already existing pull roller pair can be used.
- a force measuring device for example, a DMS measuring roller can be used, on which the band or strip-shaped material is deflected.
- a device be provided by means of which the not reaching the format tape to the plant layer in the region of the deflection with an additional pressure can be acted upon.
- At the deflection of the superimposed layers are sucked by means of a negative pressure and held during the deflection of the deflection. Since the negative pressure basically acts only on the directly adjacent layer, the second layer resting thereon generally tends to lose contact with the first layer.
- This disadvantage is solved by the solution according to the invention in that an additional, directed in the direction of the first layer pressure is exerted on the second layer, which presses against the two layers or at least prevents the release.
- the pressure can be applied particularly easily if the device is an air pressure device.
- the air pressure device By the air pressure device, a particularly low pressure can be generated, which only very slightly loads the situation, but nevertheless provides the necessary contact pressure on the first layer.
- the air pressure device may be the layers e.g. blow tangentially after deflecting, so that the second layer is additionally pressed in the direction of movement and in particular prevents the second layer from lifting away from the first layer.
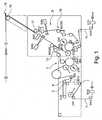
- FIG. 1 is a schematic overview of the course of the strip or strip-shaped material, hereinafter generally referred to as paper to recognize in a device according to the invention.
- the device is between one Bobine, from which the paper is unwound, and a manufacturing machine, in which the paper is wrapped around a tobacco or filter rod and glued, arranged.
- it is a device in which the paper fed into two double-width paper strips, cut into two parallel strands, superimposed and then fed one above the other to a subsequent manufacturing machine.
- the entire paper path can be divided into a first paper run I and a second paper run II, wherein in the first paper run I the outer layer of the product, such as e.g. a cigarette wrapping layer, in the form of a double-width paper strip, and in the second paper path II the inner layer of the product, e.g. a cigarette wrap (double wrap), also in the form of a double-width strip of paper is supplied.
- the double-width paper strips are cut in the paper runs I and II respectively into two single-width parallel paper strips and then stacked to two parallel, double layers.
- the double-ply paper strips are then deflected in a deflection section in a horizontal orientation and introduced into a format section of the manufacturing machine. Before inserting the superimposed layers in the format section, an endless tobacco rod or filter strand is placed on the superimposed layers, which are fixed in the format section by folding and gluing the edges of the endless paper strips to a respective rigid strand continuous.
- the first paper run I the double-width endless paper strip is supplied in a later shown in more detail angular alignment via a guide roller M31S.
- an optical sensor B10S is provided, which senses an actual position of the edge of the paper strip, and then transmits a corresponding actuating signal to the controllable deflection roller M31S when a predetermined tolerance range of the actual position of the desired position is exceeded.
- the deflection roller M31S itself or a guide arranged thereon is designed to be transversely displaceable and, given a corresponding activation, performs a transverse movement for the correction of the paper edge position.
- the paper strip is introduced into the first paper path I with a very high positional accuracy.
- the paper strip is gripped by a first draw roll paper Z / W1 and deflected in a device to be described later in a predetermined transport direction or transport plane.
- an ultrasonic sensor B21S is arranged, which recognizes the knurling point after a change of the reel and then ejects the products produced in a predetermined time window from the subsequent production process.
- the tension pulley M2S comprises a measuring device by means of which the actual tensile force in the paper strip is sensed.
- the double-width paper strip is then passed through a Z / S / W1 pull-and-cut roller combination, which is driven by a M9S guide roller.
- Z / S / W1 the double-width paper strip of one on the pulley M9S adjacent and driven by this cutting roller S / M1 cut into two single-width paper strips.
- the spreader 15 is formed by a plurality of successively arranged tapered rollers or cylindrical rollers arranged at an angle to the transverse orientation of the paper strip, which offset the individual paper strips in parallel by their conical orientation or alignment of the longitudinal axes of the angular rollers.
- the tapered rollers or the angular rollers are fixed such that the center distance between at least two of the rollers is adjustable perpendicular or parallel to their longitudinal axes by one or two drives M25 / 26S, whereby the lateral offset of the single-width paper strips emerging from the spreading device 15 is variable ,
- a sensor B19S is provided which senses and compares the widths of the paper strips.
- a signal to the controllable deflection roller M31S is given, which laterally shifts the double-width paper strip before entering the first paper path I, whereby the relative position of the paper strip to the cutting roller S / M1 and thus the position of the cut edge of the double-width paper strip is changed.
- sensor B19S another ultrasonic sensor B60S directed at the edges of the paper strips is provided, the function of which will be explained in more detail later.
- the second paper run II of the inner layer (double wrap), also referred to below as a paper strip, is also unwound as a double-width paper strip from a reel, not shown, and fed in the transport direction or the transport plane spanned by the transport directions.
- the paper strip comes to rest on a deflection roller M32S and is previously guided past an optical sensor B11S, which has the same function as the optical sensor B10S in the first paper path I.
- the sensor B20S senses the width of the single-width paper strips and, in the event of deviations in the difference of the widths from a predetermined maximum target difference, controls the deflection roller M32S, which laterally shifts the double-width paper strip before passing through the tension-cutting roller combination Z / S / W2.
- the B60S and B61S ultrasonic sensors are aimed at the paper edges of the single-width paper strips. In the event that the actual position of the paper edges is outside a specified tolerance range, the drives M25 / 26S and / or M27 / 28S driven, whereby the lateral offset and thus the paper edge position of each individual paper strip or paper strips can be changed in pairs.
- the second paper path II corresponds to the first paper path I, with the difference that no printing unit is provided, as may be the case with the first paper path I. Further, the paper feed to the second paper run II is not angled, and there is no first draw roller, deflection and no tension roller provided before the train-cutting combination.
- a particularly important feature for a precise guidance of the paper strips and in particular for a löge-fine arrangement of the paper strips on top of each other, is the sensing of the width of the strips with the sensors B19S and B20S and a control of the pulleys M31S and M32S in case of deviations of the actual widths from the desired widths.
- compliance with the desired widths of the paper strip is regulated before stacking the layers and thereby adhering to the relative orientation of the paper edges to each other, ie also controlled after the superimposition of the layers.
- the position of the paper strips is controlled in each case by actuators arranged on the entry sides of the paper runs I and II, the paper strips are already introduced with a corrected advance direction in the paper runs I and II, so that the paper strips are ideally in the desired position after passing through the paper runs I and II when passing the sensors B19S and B20S.
- the paper strips emerging from the first and second paper runs I and II are superposed on two parallel running, double-layered strips and placed on a format belt 9 via a deflection device 7, 18, as can also be seen in FIG. Basically, the format tape 9 is driven at an overspeed increased by a constant preset factor from the speed of the two double plies of the paper strips, thereby generally avoiding wrinkling of the adjacent paper strips and jamming of the paper strips. According to the in the FIG.
- a tensile force in the paper strip of the second paper run II sensational DMS roller is provided in the second paper run II, which controls the pulley M11S in the train-cutting roller combination Z / S / W2 at a falling below or exceeding predetermined limits, so that the tensile force in the paper strip of the second paper path II is increased.
- the guide roller M11S corresponds to the tension roller claimed in claim 7, and the DMS roller 12 corresponds to the force measuring device claimed there.
- a device 19 is provided, by means of which the second resting on the first layer layer can be acted upon with compressed air. The compressed air is thereby inflated obliquely from above to the second layer or in the transport direction of the second layer, so that the second layer can not lift off from the first layer before the launched tobacco rod presses both layers on each other.
- FIG. 5 is the regulation of the tensile force FPFI in the inner layer and the regulation of the tensile force FPFA in the outer layer of the two paper runs I and II shown in more detail.
- various parameters such as the cigarette length ZL, the overfeed speed VFÜ and the tensile force FP in the paper strip are specified.
- various predetermined speeds of the format tape 9 and the paper strips in the paper runs I and II are stored in a master M and read.
- the Istzug phenomenon FP1 and FP2 are sensed in the paper runs I and II, which takes place in the described embodiments by the tension roller M2S in the first paper run I and in the second paper run II by the DMS roller 12.
- the Istzugkraft FP1 in the first paper run I is processed together with the predetermined format tape overspeed VFÜ in the controller R2 to a manipulated variable for the Switzerlandwalzencru Z / W1.
- the actual tensile force FP2 in the second paper path II is fed together with the predetermined tensile force FP to the controller R1, and processed in this to a manipulated variable for the Glaswalzencru Z / W2.
- the traction force FPFI in the inner layer then results from the delta between a characteristic value determined from the cigarette length ZL and a preset speed stored in the master and the characteristic variable determined from the transmission ratio between the control of the traction roller pair Z / W2 and the master.
- the tensile force FPFA in the outer layer results from the delta between a characteristic value determined from the cigarette length ZL and a characteristic value determined in dependence on the velocities stored in the master and a parameter determined from the transmission ratio between the control of the draw roller pair Z / W2 and the master. This allows the tensile force in the inner layer of the two-ply, on the format tape 9 adjacent paper strip are determined and regulated accordingly.
- the paper strip is fed in an angular orientation to the transport plane of the paper strip during the subsequent transport movement.
- the transport plane of the paper strip in the production machine is the plane which is spanned by the various transport directions into which the paper strips are fed before entering the format section of the production machine.
- the transport plane may include a very short section which connects directly to the twisting device or extends to the manufacturing machine. Due to the structure of the device, the transport plane usually runs parallel to a housing wall, on which the deflections, the Switzerlandwalzencrue, the train-cutting roller combinations and the sensors are mounted or attached.
- the first pair of drawing rollers Z / W1 which generates a pulling force acting on the paper strip, through which the paper strip is transported.
- the first Switzerlandzencru Z / W1 corresponds in function to the proposed in claim 1 device to change the tensile force.
- the paper strip is guided over two deflections 1 and 2, between which the sensor B21S directed onto the paper strip is arranged.
- the paper strip simple width is divided when cutting into two single-width paper strips, which are offset after leaving the train-cutting roller combination Z / S / W1 from the transport plane laterally into two planes offset parallel to the transport plane, so that the original transport plane between the single-width paper strips runs.
- the guide of the double-width paper strip can be seen from above.
- the paper strip is fed at a first angle A1 to the transport plane extending through the longitudinal axis L2 of the paper strip after the deflection and deflected and driven at the draw roller pair Z / W1.
- the deflector 2 is not visible in this illustration.
- the fixed deflecting pin fU / B is aligned such that its longitudinal axis L3 in the direction bisector of the angle A2 or parallel thereto, as proposed according to claim 4.
- the fixed deflecting pin fU / B is arranged so that the center line of the paper strip from the feeding direction cuts the deflection pin fU / B exactly in the middle, so that the paper strip is deflected without causing stress in the Side edges of the paper strip arise.
- the angle A2 results from the difference of 180 degrees and the first angle A1.
- the tension roller M2S thus corresponds to the sensor device for sensing the tensile force, as proposed in the claim 1.
- the stationary deflecting pin f.U / B is provided with an adjusting device 13, by means of which the angle A2 or C1 can be slightly adjusted for fine adjustment.
- the fixed deflection pin f.U / B after the fine adjustment is considered fixed, i. the once set angle A1 is then constant.
- the adjusting device 13 is provided with a lockable locking device, not shown.
- the paper strip After deflecting the paper strip into the transport plane, the paper strip is guided over the pivotally mounted tension pulley M2S, over which the paper strip is tensioned.
- the tensile force acting in the paper strip is sensed by means of the tension roller M2S and compared in a control device with a predetermined tensile force.
- a control signal to the first Switzerlandwalzencru Z / W1 is given to reduce or increase the tensile force, so that compensated for the control difference of the tensile force becomes.
- the deflection pin fU / B is to be regarded as fixed during the transport movement of the paper strip, but it can be pivoted once for fine adjustment and for the realization of different directions of feeding the paper strip in a small angular range by means of an adjusting device 13. Furthermore, the entire apparatus with the first pair of drawing rollers Z / W1 and the fixed deflecting pin fU / B is arranged on a common frame 14, which can be mounted, if necessary, for the realization of feed directions at a significantly different angle in different orientations, so that feed directions of the paper strip in Any angle can be realized.
- a suction device 5 is arranged below the paper strip on the discharge side of the paper strip, by means of which the paper particles dissolving on the stationary deflecting pin fU / B are sucked off.
- the fixed deflection fU / B correspond to the proposed according to claim 1 deflection and the Glaswalzencru Z / W1 of the device for changing the tensile force.
- the sensor device is realized in this case by the measuring device in the tension roller M2S.
- a twist device can also be provided on the second paper path II, provided that the paper strip also has to be fed at an angle or should be.
- the invention has been described in terms of several individual preferred features and feature combinations. However, it is possible to further develop the device in any other combination of features compared to the prior art, since the features already provide individually recognizable advantages for the skilled person, who individually improve the device in the respective sections.
- the novel paper edge control in conjunction with the control of the position of the paper strip at the entrance of the paper runs I and II is a very important control for improving the positional accuracy of the layers in the format section.
- the novel second-order traction control and the air pressure device offer advantages when using double-layered shell material.
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Making Paper Articles (AREA)
- Replacement Of Web Rolls (AREA)
Description
Die Erfindung betrifft eine Vorrichtung zum Transport von band- oder streifenförmigen Material mit den Merkmalen des O-berbegriffs des Ansprüchs 1. Eine solche Vorrichtung ist aus
Vorrichtungen zum Transport von band- oder streifenförmigen Materialien, insbesondere von Hüllmaterial oder Belagpapier, werden in Maschinen zur Herstellung von stabförmigen Produkten der Tabak verarbeitenden Industrie verwendet. Das Hüllmaterial oder Belagpapier muss dabei mit einer höchsten Genauigkeit bei sehr hohen Fördergeschwindigkeiten von z.B. 600 m/min und mehr geführt werden. Bereits geringe Abweichungen des Hüllmaterials oder Belagpapiers in der Querausrichtung von wenigen 1/100 mm können unter ungünstigen Umständen zu einem Produktionsstopp der gesamten Vorrichtung führen. Damit das Hüllmaterial oder das Belagpapier entsprechend genau geführt wird, wird dieses über mehrere Zugwalzen gespannt, wobei hierbei auch darauf geachtet werden muss, dass eine vorgegebene Maximalspannung in dem Material nicht überschritten wird und der Streifen bzw. das Band nicht reißt. Ferner muss die Einhaltung der Solllage während der Transportbewegung mehrfach über entsprechende Sensoren sensiert werden und gegebenenfalls bei Abweichungen über entsprechend angesteuerte Aktuatoren wieder hergestellt werden.Devices for transporting strip or strip-like materials, in particular covering material or tipping paper, are used in machines for producing rod-shaped products of the tobacco-processing industry. The wrapping paper or tipping paper must thereby with a high accuracy at very high conveying speeds of e.g. 600 m / min and more are performed. Even small deviations of the wrapping material or covering paper in the transverse orientation of a few 1/100 mm can lead under unfavorable circumstances to a production stop of the entire device. In order that the wrapping material or the tipping paper is accurately guided, this is stretched over a plurality of draw rollers, in which case care must also be taken that a predetermined maximum stress in the material is not exceeded and the strip or tape does not tear. Furthermore, compliance with the desired position during the transport movement must be sensed several times via corresponding sensors and, if necessary, be restored in the case of deviations via appropriately actuated actuators.
Ein besonderes Problem stellen dabei die während der Transportbewegung des Hüllmaterials bzw. des Belagpapiers erforderlichen Umlenkungen des Hüllmaterials bzw. des Belagpapiers um die Längsachse dar, wie dies z.B. bei einer winkligen Zuführung des Hüllmaterials bzw. des Belagpapiers von einer Bobine und einer sich daran anschließenden Umlenkung der Fall ist.A particular problem in this case are the deflections of the wrapping material or of the padding paper required during the transport movement of the wrapping material or of the padding paper the longitudinal axis, as is the case for example with an angular supply of the wrapping material or the lining paper from a reel and a subsequent deflection.
Sofern doppeltbreites Hüllmaterial oder Belagpapier zugeführt wird, muss dieses mittig in zwei Einzelstreifen geschnitten werden, welche anschließend jeweils in einer Spreizeinrichtung durch mehrfaches Umlenken seitlich versetzt werden können. Auch im Anschluss an die Spreizeinrichtung kann die Einhaltung der Solllage des Hüllmaterials oder Belagpapiers aufgrund des seitlichen Versatzes problematisch sein, so dass sie mittels einer oder mehrerer Sensoren überprüft und erforderlichenfalls bei Abweichungen über entsprechende Aktuatoren nachgeregelt werden muss.If double-width wrapping material or tipping paper is supplied, this must be cut in the middle into two individual strips, which can then be laterally offset in each case in a spreading device by repeatedly deflecting. Even after the spreading device, compliance with the desired position of the wrapping material or covering paper can be problematic due to the lateral offset, so that it must be checked by means of one or more sensors and readjusted if necessary by deviations via appropriate actuators.
Ferner stellt es ein besonderes Problem dar, wenn das Produkt mit zwei übereinanderliegenden Lagen eines Hüllmaterials oder Belagpapiers umhüllt werden soll, welche in zwei getrennten Papierläufen zugeführt, anschließend übereinandergelegt und in übereinandergelegter Anordnung an einem Beleimungsabschnitt vorbeigeführt und in einem Formatabschnitt um das Produkt herumgeschlagen werden sollen. In diesem Fall kann eine Abweichung der Solllagen und Sollbreiten der beiden Bahnen bzw. Streifen zu einer fehlerhaften Aufbringung der Leimspur in dem Beleimungsabschnitt und einer dadurch bedingten fehlerhaften Umhüllung der Produkte durch das Hüllmaterial bzw. Belagpapier führen. So ist es in diesem Fall z.B. denkbar, dass eine eigentlich von außen nicht erkennbare, innen liegende Lage eines Hüllmaterials von der äußeren zweiten Lage des Hüllmaterials bzw. Belagpapiers nicht vollständig verdeckt wird, und/oder dass diese nicht richtig verklebt wird, und das Produkt dadurch insgesamt nicht vollständig formfixiert wird.Further, it is a particular problem when the product is to be wrapped with two superimposed layers of wrapping or tipping paper, fed in two separate paper runs, then superimposed and passed over a gluing section in a superimposed arrangement and wrapped around the product in a format section , In this case, a deviation of the desired positions and desired widths of the two webs or strips can lead to an erroneous application of the glue trace in the gluing section and a consequent erroneous wrapping of the products by the wrapping material or covering paper. Thus, it is conceivable in this case, for example, that an inner layer of a wrapping material, which is actually not visible from the outside, is not completely covered by the outer second layer of the wrapping material or covering paper, and / or that it is not glued correctly, and the product as a result, this does not completely fix its shape.
Ferner besteht bei Produkten mit einer äußeren Umhüllung und einer inneren Umhüllung das Problem, dass die innere Umhüllung in der Herstellungsmaschine nicht direkt an dem Formatband anliegt, so dass diese Lage nicht unmittelbar von dem mit einer Übergeschwindigkeit geführten Formatband transportiert wird und bei zu geringer Anpresskraft des Tabak- oder Filtermaterialstreifens aufstaut oder eine Lose bilden kann. Ferner können unterschiedliche Sorten des band- oder streifenförmigen Materials in diesem Fall zu ungünstigen Reibungsverhältnissen zwischen der inneren und der äußeren Lage des Hüllmaterials führen, was ebenfalls eine Lose in dem Hüllmaterial und eine dadurch bedingte Faltenbildung zur Folge haben kann.Furthermore, in the case of products with an outer wrapper and an inner wrapper, there is the problem that the inner wrapper in the production machine does not bear directly on the format tape, so that this position is not transported directly by the overspeed format tape and if the contact force of the overfeed is too low Tobacco or filter material strip dammed or can form a lot. Furthermore, different grades of the strip or strip material may in this case lead to unfavorable friction conditions between the inner and outer layers of the wrapping material, which may also result in loose material in the wrapping material and consequent wrinkling.
Vor diesem Hintergrund liegt der Erfindung die Aufgabe zugrunde, eine gattungsgemäße Vorrichtung zu schaffen, mit der das streifen- oder bandförmige Material mit einer erhöhten Genauigkeit quer zu der Transportrichtung unter den genannten Bedingungen transportiert werden kann. Ferner liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung zu schaffen, welche eine Umhüllung der Produkte mit zwei übereinanderliegenden Lagen mit einer reduzierten Fehlerwahrscheinlichkeit ermöglicht.Against this background, the invention has the object to provide a generic device with which the strip or band-shaped material can be transported with increased accuracy transverse to the transport direction under the conditions mentioned. Furthermore, the invention has for its object to provide a device which allows a wrapping of the products with two superimposed layers with a reduced probability of error.
Zur Lösung der Aufgabe wird eine Vorrichtung zum Transport von band- oder streifenförmigen Material für eine Maschine zur Herstellung von stabförmigen Produkten der Tabak verarbeitenden Industrie, welches in einem ersten Winkel zu einer Transportebene zuführbar ist, welche durch die verschiedenen Transportrichtungen aufgespannt wird, in die das band- oder streifenförmige Material vor dem Eintritt in einen Formatabschnitt der Vorrichtung geführt wird, vorgeschlagen, wobei die Genauigkeit des Transportes des band- oder streifenförmigen Materials quer zu dessen Transportbewegung dadurch erhöht wird, indem in Bewegungsrichtung des band- oder streifenförmigen Materials ausgehend von der Zuführung folgende Einrichtungen in der Reihenfolge der Nennung vorgesehen sind:
- eine erste an dem band- oder streifenförmigen Material anliegende Einrichtung zur Veränderung der Zugkraft in dem band- oder streifenförmigen Material,
- eine das band- oder streifenförmige Material um den ersten Winkel in die Transportebene umlenkende Umlenkeinrichtung,
- eine Sensoreinrichtung zur Sensierung der Zugkraft in dem band- oder streifenförmigen Material, wobei
- a first device, acting on the strip or strip material, for changing the tensile force in the strip or strip material,
- a deflecting device deflecting the band-shaped or strip-shaped material about the first angle into the transport plane,
- a sensor device for sensing the tensile force in the strip or strip-shaped material, wherein
Durch die vorgeschlagene Lösung kann das band- oder streifenförmige Material aus der winkligen Zuführung in die Transportebene umgelenkt werden, ohne dass die Umlenkeinrichtung einen Einfluss auf die Zugkraft in dem band- oder streifenförmigen Material bzw. einen negativen Einfluss auf die Führungsgenauigkeit des Materials nach der Umlenkeinrichtung hat. Die Transportebene des band- oder streifenförmigen Materials ist als eine Ebene zu verstehen, welche durch die unterschiedlichen Transportrichtungen des Materials nach der Umlenkeinrichtung aufgespannt wird. Die Transportebene kann dabei z.B. auch nur durch einen kurzen Abschnitt gebildet sein, in dem das Material zumindest kurz nach dem Verlassen der Umlenkeinrichtung geführt ist und aus der das Material anschließend weiter umgelenkt wird. Die Transportebene verläuft dabei vorzugsweise parallel zu einer Gehäusewand, an der die Umlenkungen und Antriebe angeordnet sind.The proposed solution, the band or strip-shaped material can be deflected from the angular feed into the transport plane, without the deflection effect on the tensile force in the strip or strip-shaped material or a negative impact on the guidance accuracy of the material after the deflection Has. The transport plane of the strip or strip material is to be understood as a plane which is spanned by the different transport directions of the material after the deflection device. The transport plane may be e.g. may also be formed only by a short section in which the material is guided at least shortly after leaving the deflection and from which the material is then further deflected. The transport plane preferably runs parallel to a housing wall, on which the deflections and drives are arranged.
Grundsätzlich haben Umlenkungen immer einen unruhigeren Lauf des Materials nach dem Durchlaufen der Umlenkungen zur Folge, da die Zugkräfte in dem band- oder streifenförmigen Material durch die an der Umlenkstelle wirkenden Reibkräfte erhöht werden. Zur Kompensation dieses Nachteils ist die Umlenkeinrichtung zwischen einer Sensoreinrichtung und einer steuerbaren, eine Zugkraft in dem band- oder streifenförmigen Material erzeugenden Einrichtung angeordnet. Durch die Steuerung der Zugkraft in dem band- oder streifenförmigen Material vor der Umlenkeinrichtung kann die in der Umlenkeinrichtung zusätzlich erzeugte Zugkraft durch eine Verminderung der über die Einrichtung ausgeübten Zugkraft soweit kompensiert werden, dass das band- oder streifenförmige Material nach der Sensoreinrichtung mit einer im Wesentlichen gleichbleibenden Zugkraft unabhängig von den an der Umlenkeinrichtung wirkenden Reibkräften transportiert wird. Diese Kompensation der Reibkräfte ist insbesondere daher von Vorteil, da sich für unterschiedliche Zuführrichtungen des band- oder streifenförmigen Materials automatisch unterschiedliche Reibkräfte an der Umlenkeinrichtung einstellen. Diese unterschiedlichen Reibkräfte können dann durch eine entsprechende Steuerung der über die Einrichtung ausgeübten Zugkraft zu einer konstanten, nach der Umlenkeinrichtung in dem Material wirkenden, von der Zuführrichtung des Materials unabhängigen Zugkraft kompensiert werden.In principle, deflections always result in a more restless running of the material after passing through the deflections, since the tensile forces in the band-shaped or strip-shaped material are increased by the frictional forces acting on the deflecting point. To compensate for this disadvantage, the deflection device between a sensor device and a controllable, arranged a tensile force in the band or strip-shaped material generating device. By controlling the tensile force in the strip or strip material in front of the deflection device, the tensile force additionally generated in the deflection device can be compensated by reducing the tensile force exerted by the device so that the strip or strip-shaped material after the sensor device substantially constant tensile force is transported independently of the frictional forces acting on the deflection. This compensation of the frictional forces is therefore of particular advantage, since different frictional forces on the deflection device are automatically set for different directions of feeding the strip or strip material. These different friction forces can then be compensated for by a corresponding control of the force exerted by the device tensile force to a constant, acting according to the deflection in the material, independent of the feed direction of the material tensile force.
Aufgrund dieser wesentlich gleichmäßigeren Zugkraft ist auch die Transportbewegung des band- oder streifenförmigen Materials anschließend insgesamt ruhiger und genauer. Damit kann durch die vorgeschlagene Vorrichtung eine Zuführung des band- oder streifenförmigen Materials aus verschiedenen Winkeln bei einem gleichzeitig sehr lagegenauen Einlauf des band- oder streifenförmigen Materials in eine sich anschließende Herstellmaschine ermöglicht werden.Because of this much more uniform tensile force and the transport movement of the strip or strip material is then overall calmer and more accurate. This can be made possible by the proposed device, a supply of the strip or strip-shaped material from different angles in a simultaneously very precise registration of the strip or strip-shaped material in a subsequent manufacturing machine.
Weiter wird vorgeschlagen, dass die Umlenkeinrichtung eine Verstelleinrichtung aufweist, mittels derer der Winkel zwischen der Längsachse der Umlenkeinrichtung zu der Längsachse des zugeführten band- oder streifenförmigen Materials verstellbar ist. Durch die Verstellung des Winkels kann der Winkel der Umlenkeinrichtung auch nach der Montage der Vorrichtung in einer übergeordneten Einheit noch verändert werden, so dass die Vorrichtung bei einer Veränderung des Zulaufwinkels nicht demontiert werden muss. Außerdem können durch die Verstellbarkeit eine Feinjustierung während des Betriebes der Vorrichtung mit dem durchlaufenden Material und ein Ausgleich von Fehlern beim Aufstellen der Bobine vorgenommen werden.It is further proposed that the deflection device has an adjusting device, by means of which the angle between the longitudinal axis of the deflection device to the longitudinal axis of the fed strip or strip-shaped material is adjustable. By adjusting the angle, the angle the deflection even after mounting the device in a parent unit are still changed, so that the device must not be dismantled at a change in the inlet angle. In addition, can be made by adjusting the adjustment during the operation of the device with the passing material and a compensation of errors in setting up the bobbin.
Weiter wird vorgeschlagen, dass wenigstens die erste Einrichtung zur Veränderung der Zugkraft und die Umlenkeinrichtung an einem gemeinsamen Gestell gehaltert sind. Durch die vorgeschlagene Halterung befinden sich die Umlenkeinrichtung und die Einrichtung zur Ausübung der Zugkraft in einer festen räumlichen Zuordnung zueinander und können außerdem montagefreundlich vormontiert und gemeinsam verbaut werden. Ferner können die beiden Einheiten auch in anderen Winkeln in der Vorrichtung montiert werden, ohne dabei die wichtige feste räumliche Zuordnung zueinander zu verlieren.It is also proposed that at least the first device for changing the tensile force and the deflection device are mounted on a common frame. The proposed holder, the deflection and the means for exercising the tensile force in a fixed spatial relationship to each other and can also be pre-assembled easy to install and installed together. Furthermore, the two units can also be mounted at different angles in the device, without losing the important fixed spatial relationship to each other.
Eine besonders einfache Konstruktion kann dadurch geschaffen werden, indem die Umlenkeinrichtung durch einen feststehenden Umlenkbolzen gebildet ist, welcher derart angeordnet ist, dass seine Längsachse einen Winkel zu der Längsachse des zugeführten band- oder streifenförmigen Materials einschließt, welcher halb so groß wie der stumpfe Winkel zwischen der Längsachse des zugeführten band- oder streifenförmigen Materials und der Transportebene ist.A particularly simple construction can be provided by the deflection device is formed by a fixed deflection pin, which is arranged such that its longitudinal axis forms an angle to the longitudinal axis of the fed strip or strip-shaped material which is half as large as the obtuse angle between the longitudinal axis of the fed strip or strip-shaped material and the transport plane.
In diesem Fall kann der Nachteil der erhöhten Reibung zwischen dem feststehenden Umlenkbolzen und dem band- oder streifenförmigen Material und der damit verbundenen Erhöhung der freigesetzten Partikel dadurch kompensiert werden, indem an dem Umlenkbolzen eine auf die Ablaufseite des band- oder streifenförmigen Materials gerichtete Absaugeinrichtung vorgesehen ist.In this case, the disadvantage of the increased friction between the stationary deflection pin and the strip or strip-shaped material and the associated increase in the released particles can be compensated for by a deflection on the flow side of the band or strip-shaped Material directed suction device is provided.
Weiter wird vorgeschlagen, dass die Vorrichtung dazu eingerichtet ist, dass das band- oder streifenförmige Material aus verschiedenen ersten Winkeln zu einer Transportebene des band- oder streifenförmigen Materials in der Vorrichtung zuführbar ist, vorgeschlagen, bei der an der Eintrittsseite des band- oder streifenförmigen Materials eine Einrichtung zur Verschiebung des band- oder streifenförmigen Materials quer zu dessen Längsachse vorgesehen ist, welche in Abhängigkeit von einem in Verlaufsrichtung des band- oder streifenförmigen Materials nach einer Spreizeinrichtung angeordneten Positionssensor ansteuerbar ist. Der Verlauf des band- oder streifenförmigen Materials nach der Spreizeinrichtung entspricht der Ausrichtung, wie das Material in einen nachfolgenden Formatabschnitt einer nachfolgenden Herstellmaschine eingeführt wird. Durch die vorgeschlagene Steuerung kann eine Lageabweichung des band- oder streifenförmigen Materials von einer Solllage nach dem Durchlaufen der Spreizeinrichtung schnellstmöglich ausgeglichen werden, indem die Ausrichtung des Materials quer zu dessen Längsachse bereits an dem Einlauf in den Papierlauf verändert wird. Diese Regelung hat den Vorteil, dass das Material gleich mit einer seitlich korrigierten Ausrichtung in den Papierlauf eingeführt wird, so dass die Abweichung unabhängig von der Ursache unmittelbar durch eine Anpassung der Vorausrichtung des Materials kompensiert wird.It is further proposed that the device is set up so that the band-shaped or strip-shaped material can be fed from different first angles to a transport plane of the band-shaped or strip-shaped material in the device, in which case at the entry side of the band-shaped or strip-shaped material a device for displacing the band-shaped or strip-shaped material is provided transversely to its longitudinal axis, which is controllable in dependence on a position sensor arranged in the running direction of the band-shaped or strip-shaped material after a spreading device. The course of the strip or strip material after the spreader corresponds to the orientation as the material is introduced into a subsequent format section of a subsequent production machine. By the proposed control, a positional deviation of the strip or strip material from a desired position after passing through the spreading can be compensated as quickly as possible by the orientation of the material is already changed transversely to the longitudinal axis at the inlet to the paper path. This control has the advantage that the material is introduced with a laterally corrected alignment in the paper path, so that the deviation is compensated for independently of the cause directly by adjusting the pre-alignment of the material.
Ferner wird vorgeschlagen, dass das band- oder streifenförmige Material in zwei übereinanderliegenden Lagen über eine Umlenkeinrichtung geführt und auf ein die Lagen weitertransportierendes Formatband gelegt wird, wobei die Lagen jeweils in unterschiedlichen Papierläufen zugeführt werden, vorgeschlagen, bei der in dem Papierlauf, der nicht direkt an dem Formatband zur Anlage gelangenden Lage, eine Spannrolle vorgesehen ist, welche mittelbar oder unmittelbar in Abhängigkeit von einer zwischen der Spannrolle und der Umlenkeinrichtung angeordneten Kraftmesseinrichtung ansteuerbar ist. Durch die vorgeschlagene Lösung kann die Zugkraft in dem Papierlauf der inneren Lage aktiv verändert werden, so dass die Wahrscheinlichkeit von Faltenbildungen auch in der inneren Lage vermindert werden kann. Als Spannrolle kann z.B. ein bereits vorhandenes Zugwalzenpaar verwendet werden. Als Kraftmesseinrichtung kann z.B. eine DMS-Messrolle verwendet werden, an der das band- oder streifenförmige Material umgelenkt wird.Furthermore, it is proposed that the band-shaped or strip-like material be guided in two superimposed layers over a deflection device and laid on a format band advancing the layers, wherein the layers are respectively fed in different paper runs. in the case of the paper run which does not directly reach the format belt, a tensioning roller is provided which can be actuated indirectly or directly as a function of a force measuring device arranged between the tensioning roller and the deflection device. The proposed solution, the tensile force can be actively changed in the paper run of the inner layer, so that the likelihood of wrinkles can also be reduced in the inner layer. As a tension roller, for example, an already existing pull roller pair can be used. As a force measuring device, for example, a DMS measuring roller can be used, on which the band or strip-shaped material is deflected.
Weiter wird vorgeschlagen, dass eine Einrichtung vorgesehen ist, mittels derer die nicht an dem Formatband zur Anlage gelangende Lage im Bereich der Umlenkeinrichtung mit einem zusätzlichen Druck beaufschlagbar ist. An der Umlenkeinrichtung werden die übereinandergelegten Lagen mittels eines Unterdruckes angesaugt und während der Umlenkung an der Umlenkeinrichtung gehalten. Da der Unterdruck grundsätzlich nur auf die direkt anliegende Lage wirkt, neigt die darauf aufliegende zweite Lage grundsätzlich dazu, den Kontakt zu der ersten Lage zu verlieren. Dieser Nachteil wird durch die erfindungsgemäße Lösung insofern gelöst, indem auf die zweite Lage ein zusätzlicher, in Richtung der ersten Lage gerichteter Druck ausgeübt wird, der die beiden Lagen aufeinanderdrückt oder das Lösen zumindest verhindert.It is also proposed that a device be provided by means of which the not reaching the format tape to the plant layer in the region of the deflection with an additional pressure can be acted upon. At the deflection of the superimposed layers are sucked by means of a negative pressure and held during the deflection of the deflection. Since the negative pressure basically acts only on the directly adjacent layer, the second layer resting thereon generally tends to lose contact with the first layer. This disadvantage is solved by the solution according to the invention in that an additional, directed in the direction of the first layer pressure is exerted on the second layer, which presses against the two layers or at least prevents the release.
Konstruktiv kann der Druck besonders einfach aufgebracht werden, wenn die Einrichtung eine Luftdruckeinrichtung ist. Durch die Luftdruckeinrichtung kann ein besonders geringer Druck erzeugt werden, welcher die Lage nur sehr gering belastet, aber dennoch den nötigen Anpressdruck auf die erste Lage bereitstellt. Die Luftdruckeinrichtung kann die Lagen z.B. nach dem Umlenken tangential anblasen, so dass die zweite Lage zusätzlich in Bewegungsrichtung gedrückt und dabei insbesondere verhindert wird, dass die zweite Lage von der ersten Lage abhebt.Constructively, the pressure can be applied particularly easily if the device is an air pressure device. By the air pressure device, a particularly low pressure can be generated, which only very slightly loads the situation, but nevertheless provides the necessary contact pressure on the first layer. The air pressure device may be the layers e.g. blow tangentially after deflecting, so that the second layer is additionally pressed in the direction of movement and in particular prevents the second layer from lifting away from the first layer.
Die Erfindung wird im Folgenden anhand bevorzugter Ausführungsformen unter Bezugnahme auf die beigefügten Figuren erläutert. Dabei zeigen:
- Fig. 1:
- eine schematische Darstellung einer Gesamtvorrichtung zum Transport eines band- oder streifenförmigen Materials;
- Fig. 2:
- einen vergrößerten Ausschnitt der Gesamtvorrichtung;
- Fig. 3:
- eine schematische Darstellung des in der
Figur 2 - Fig. 4:
- eine schematische Darstellung eines Ausschnitts der Gesamtvorrichtung mit einem sich anschließenden Formatabschnitt;
- Fig. 5:
- die Regelung der Zugkraft der inneren Lage.
- Fig. 1:
- a schematic representation of an overall apparatus for transporting a strip or strip-shaped material;
- Fig. 2:
- an enlarged detail of the overall device;
- 3:
- a schematic representation of the in the
FIG. 2 shown detail from above; - 4:
- a schematic representation of a section of the overall device with a subsequent format section;
- Fig. 5:
- the regulation of the tension of the inner layer.
In der
Der gesamte Papierlauf kann in einen ersten Papierlauf I und einen zweiten Papierlauf II unterteilt werden, wobei in dem ersten Papierlauf I die äußere Lage des Produktes, wie z.B. eine Zigarettenumhüllungslage, in Form eines doppeltbreiten Papierstreifens zugeführt wird, und in dem zweiten Papierlauf II die innere Lage des Produktes, wie z.B. eine Zigaretteninnenlage (Double Wrap), ebenfalls in Form eines doppeltbreiten Papierstreifens zugeführt wird. Die doppeltbreiten Papierstreifen werden in den Papierläufen I und II jeweils in zwei einfachbreite parallele Papierstreifen geschnitten und anschließend zu zwei parallel verlaufenden, doppelten Lagen aufeinandergelegt. Die doppeltlagigen Papierstreifen werden anschließend in einem Umlenkabschnitt in eine horizontale Ausrichtung umgelenkt und in einen Formatabschnitt der Herstellmaschine eingeführt. Vor dem Einführen der aufeinanderliegenden Lagen in den Formatabschnitt wird jeweils ein endloser Tabakstrang oder Filterstrang auf die übereinanderliegenden Lagen aufgelegt, welche in dem Formatabschnitt durch Umschlagen und Verkleben der Ränder der endlosen Papierstreifen zu jeweils einem formfesten endlosen Strang fixiert werden.The entire paper path can be divided into a first paper run I and a second paper run II, wherein in the first paper run I the outer layer of the product, such as e.g. a cigarette wrapping layer, in the form of a double-width paper strip, and in the second paper path II the inner layer of the product, e.g. a cigarette wrap (double wrap), also in the form of a double-width strip of paper is supplied. The double-width paper strips are cut in the paper runs I and II respectively into two single-width parallel paper strips and then stacked to two parallel, double layers. The double-ply paper strips are then deflected in a deflection section in a horizontal orientation and introduced into a format section of the manufacturing machine. Before inserting the superimposed layers in the format section, an endless tobacco rod or filter strand is placed on the superimposed layers, which are fixed in the format section by folding and gluing the edges of the endless paper strips to a respective rigid strand continuous.
Dem ersten Papierlauf I wird der doppeltbreite endlose Papierstreifen in einer später noch näher dargestellten winkligen Ausrichtung über eine Umlenkrolle M31S zugeführt. Vor der Umlenkrolle M31S ist ein optischer Sensor B10S vorgesehen, der eine Istlage der Kante des Papierstreifens sensiert, und daraufhin bei einer Überschreitung eines vorbestimmten Toleranzbereichs der Istlage von der Solllage ein entsprechendes Stellsignal an die regelbare Umlenkrolle M31S übermittelt. Die Umlenkrolle M31S selbst oder eine daran angeordnete Führung ist querverschieblich ausgebildet und führt bei einer entsprechenden Ansteuerung eine Querbewegung zur Korrektur der Papierkantenlage aus. Durch eine entsprechend schnelle Regelung und die Nähe des optischen Sensors B10S zu der Umlenkrolle M31S bzw. dem Papiereinlauf des ersten Papierlaufs I wird der Papierstreifen mit einer sehr hohen Lagegenauigkeit in den ersten Papierlauf I eingeführt. Nach dem Einlauf des Papierstreifens in den ersten Papierlauf I wird der Papierstreifen von einem ersten Zugwalzenpapier Z/W1 ergriffen und in einer später noch näher beschriebenen Vorrichtung in eine vorbestimmte Transportrichtung bzw. Transportebene umgelenkt. Dicht hinter dem ersten Zugwalzenpaar Z/W1 nach der ersten Umlenkung ist ein Ultraschallsensor B21S angeordnet, welcher nach einem Wechsel der Bobine die Rändelstelle erkennt und daraufhin die in einem vorbestimmten Zeitfenster hergestellten Produkte aus dem nachfolgenden Herstellungsprozess auswirft.The first paper run I, the double-width endless paper strip is supplied in a later shown in more detail angular alignment via a guide roller M31S. In front of the pulley M31S, an optical sensor B10S is provided, which senses an actual position of the edge of the paper strip, and then transmits a corresponding actuating signal to the controllable deflection roller M31S when a predetermined tolerance range of the actual position of the desired position is exceeded. The deflection roller M31S itself or a guide arranged thereon is designed to be transversely displaceable and, given a corresponding activation, performs a transverse movement for the correction of the paper edge position. By a correspondingly fast control and the proximity of the optical sensor B10S to the deflection roller M31S or the paper inlet of the first paper path I, the paper strip is introduced into the first paper path I with a very high positional accuracy. After the entry of the paper strip into the first paper run I, the paper strip is gripped by a first draw roll paper Z / W1 and deflected in a device to be described later in a predetermined transport direction or transport plane. Close behind the first draw roller pair Z / W1 after the first deflection, an ultrasonic sensor B21S is arranged, which recognizes the knurling point after a change of the reel and then ejects the products produced in a predetermined time window from the subsequent production process.
Nachdem der Papierstreifen in die Transportebene umgelenkt wurde, wird dieser über eine schwenkbar gelagerte Spannrolle M2S geführt, welche durch Ausführen einer Schwenkbewegung die Zugspannung in dem Papierstreifen erhöht oder senkt. Gleichzeitig umfasst die Spannrolle M2S eine Messeinrichtung mittels derer die Istzugkraft in dem Papierstreifen sensiert wird. Im Anschluss wird der doppeltbreite Papierstreifen durch eine Zug-Schneidwalzenkombination Z/S/W1 geführt, welche durch eine Umlenkrolle M9S angetrieben wird. In der Zug-Schneidwalzenkombination Z/S/W1 wird der doppeltbreite Papierstreifen von einer an der Umlenkrolle M9S anliegenden und durch diese angetriebenen Schneidwalze S/M1 in zwei einfachbreite Papierstreifen geschnitten. Nach dem Verlassen der Zug-Schneidwalzenkombination Z/S/W1 werden die zwei parallel aneinander anliegenden Papierstreifen, für den Fall, dass ein Druckwerk vorhanden ist, an diesem vorbeigeführt und anschließend durch eine Spreizeinrichtung 15 voneinander getrennt. Die Spreizeinrichtung 15 ist durch mehrere aufeinanderfolgend angeordnete Kegelrollen oder zylindrische, in einem Winkel zu der Querausrichtung des Papierstreifens angeordnete Rollen gebildet, welche durch ihre Kegelausrichtung bzw. Ausrichtung der Längsachen der winkligen Rollen die einzelnen Papierstreifen parallel versetzen. Die Kegelrollen bzw. die winkligen Rollen sind derart befestigt, dass der Mittenabstand zwischen wenigstens zwei der Rollen senkrecht oder parallel zu deren Längsachsen durch einen oder zwei Antriebe M25/26S verstellbar ist, wodurch der seitliche Versatz der aus der Spreizeinrichtung 15 austretenden einfachbreiten Papierstreifen veränderbar ist. In Verlaufsrichtung der Papierstreifen hinter der Spreizeinrichtung 15 ist ein Sensor B19S vorgesehen, welcher die Breiten der Papierstreifen sensiert und vergleicht. Für den Fall, dass die sensierte Differenz der Breiten eine vorgegebene Solldifferenz überschreitet, wird ein Signal an die regelbare Umlenkrolle M31S gegeben, welche den doppeltbreiten Papierstreifen vor dem Einlauf in den ersten Papierlauf I seitlich verschiebt, wodurch die relative Lage des Papierstreifens zu der Schneidwalze S/M1 und damit die Lage der Schnittkante des doppeltbreiten Papierstreifens verändert wird. Nach dem Sensor B19S ist ein weiterer, auf die Kanten der Papierstreifen gerichteter Ultraschallsensor B60S vorgesehen, dessen Funktion später noch näher erläutert wird.After the paper strip has been deflected into the transport plane, it is guided over a pivotally mounted tension pulley M2S, which increases or decreases the tension in the paper strip by carrying out a pivoting movement. At the same time, the tension pulley M2S comprises a measuring device by means of which the actual tensile force in the paper strip is sensed. The double-width paper strip is then passed through a Z / S / W1 pull-and-cut roller combination, which is driven by a M9S guide roller. In the pull-cutting roller combination Z / S / W1 the double-width paper strip of one on the pulley M9S adjacent and driven by this cutting roller S / M1 cut into two single-width paper strips. After leaving the train-cutting roller combination Z / S / W1, the two parallel strips of paper, in the event that a printing unit is present, past this and then separated by a spreading
Der zweite Papierlauf II der inneren Lage (Double Wrap), nachfolgend ebenfalls als Papierstreifen bezeichnet, wird ebenfalls als doppeltbreiter Papierstreifen von einer nicht dargestellten Bobine abgewickelt und in der Transportrichtung bzw. der durch die Transportrichtungen aufgespannten Transportebene zugeführt. Vor dem Eintritt des Papierstreifens in den zweiten Papierlauf II gelangt der Papierstreifen an einer Umlenkrolle M32S zur Anlage und wird vorher an einem optischen Sensor B11S vorbeigeführt, welcher dieselbe Funktion hat wie der optische Sensor B10S in dem ersten Papierlauf I. Nach dem Eintritt des Papierstreifens in den zweiten Papierlauf II wird dieser an einem Ultraschallsensor B22S zur Erkennung der durch einen Wechsel der Bobine erzeugten Rändelstelle vorbeigeführt und anschließend einer Zug-Schneidwalzenkombination Z/S/W2 mit einer Antriebrolle M11S und einer Schneidwalze S/M2 zugeführt, welche dieselbe Funktion wie die Zug-Schneidwalzenkombination Z/S/W1 des ersten Papierlaufs I hat. Nach dem Austritt der nunmehr geschnittenen, einfachbreiten Papierstreifen, werden diese in einer Spreizeinrichtung 16 seitlich nach außen versetzt und anschließend in gleicher Weise wie die Papierstreifen des ersten Papierlaufs I an einem optischen Sensor B20S zur Sensierung der Breite der Papierstreifen und an einem Ultraschallsensor B61S zur Sensierung der Papierkantenlage vorbeigeführt. Der Sensor B20S sensiert die Breite der einfachbreiten Papierstreifen und steuert bei vorhandenen Abweichungen der Differenz der Breiten von einer vorgegebenen maximalen Solldifferenz die Umlenkrolle M32S an, welche den doppeltbreiten Papierstreifen vor dem Durchlaufen der Zug-Schneidwalzenkombination Z/S/W2 seitlich verschiebt. Die Ultraschallsensoren B60S und B61S sind jeweils auf die Papierkanten der einfachbreiten Papierstreifen gerichtet. Für den Fall, dass die Istlage der Papierkanten außerhalb eines vorgegebenen Toleranzbereichs liegt, werden die Antriebe M25/26S und/oder M27/28S angesteuert, wodurch der seitliche Versatz und damit die Papierkantenlage jedes einzelnen Papierstreifens oder der Papierstreifen paarweise verändert werden kann. Dies hat den Vorteil, dass durch die Regelung der Papierkantenlage auch die relative Lage der Papierkanten der übereinanderliegenden Lagen in dem Formatabschnitt zueinander gesteuert werden kann. Durch die dadurch verbesserte Ausrichtung der Papierkanten in dem Formatabschnitt wird die Leimspur mit einer erhöhten Genauigkeit auf einen dafür vorgesehenen Rand aufgetragen und das Umschlagen und Verkleben kann mit einer wesentlich höheren Genauigkeit vorgenommen werden.The second paper run II of the inner layer (double wrap), also referred to below as a paper strip, is also unwound as a double-width paper strip from a reel, not shown, and fed in the transport direction or the transport plane spanned by the transport directions. Before the paper strip enters the second paper path II, the paper strip comes to rest on a deflection roller M32S and is previously guided past an optical sensor B11S, which has the same function as the optical sensor B10S in the first paper path I. After the paper strip has entered the second paper run II this is passed to an ultrasonic sensor B22S for detecting the knurling produced by a change of bobbins and then fed to a train-cutting roller combination Z / S / W2 with a drive roller M11S and a cutting roller S / M2, which has the same function as the train Cutting cylinder combination Z / S / W1 of the first paper run I has. After the exit of the now cut, single-width paper strips, they are offset laterally outwards in a spreading
Nach dem Eintritt des doppeltbreiten Papierstreifens in die Zug-Schneidwalzenkombination Z/S/W2 entspricht der zweite Papierlauf II dem ersten Papierlauf I, mit dem Unterschied, dass kein Druckwerk vorgesehen ist, wie dies bei dem ersten Papierlauf I der Fall sein kann. Ferner erfolgt die Papierzufuhr zu dem zweiten Papierlauf II nicht winklig, und es ist keine erste Zugwalze, Umlenkung und keine Spannrolle vor der Zug-Schneidkombination vorgesehen.After the entry of the double-width paper strip into the tension-cutting roller combination Z / S / W2, the second paper path II corresponds to the first paper path I, with the difference that no printing unit is provided, as may be the case with the first paper path I. Further, the paper feed to the second paper run II is not angled, and there is no first draw roller, deflection and no tension roller provided before the train-cutting combination.
Ein besonders wichtiges Merkmal für eine genaue Führung der Papierstreifen und insbesondere für eine lagegenaüe Anordnung der Papierstreifen übereinander, ist die Sensierung der Breite der Streifen mit den Sensoren B19S und B20S und eine Ansteuerung der Umlenkrollen M31S und M32S bei Abweichungen der Istbreiten von den Sollbreiten, da hierdurch die Einhaltung der Sollbreiten der Papierstreifen vor dem Aufeinanderlegen der Lagen geregelt wird und dadurch die Einhaltung der relativen Ausrichtung der Papierkanten zueinander, d.h. nach dem Übereinanderlegen der Lagen ebenfalls mitgeregelt wird. Da die Lage der Papierstreifen jeweils durch an den Eintrittsseiten der Papierläufe I und II angeordnete Aktuatoren gesteuert wird, werden die Papierstreifen bereits mit einer korrigierten Vorausrichtung in die Papierläufe I und II eingeführt, so dass sich die Papierstreifen nach dem Durchlaufen der Papierläufe I und II beim Passieren der Sensoren B19S und B20S im Idealfall wieder in der Solllage befinden.A particularly important feature for a precise guidance of the paper strips and in particular for a löge-fine arrangement of the paper strips on top of each other, is the sensing of the width of the strips with the sensors B19S and B20S and a control of the pulleys M31S and M32S in case of deviations of the actual widths from the desired widths As a result, compliance with the desired widths of the paper strip is regulated before stacking the layers and thereby adhering to the relative orientation of the paper edges to each other, ie also controlled after the superimposition of the layers. Since the position of the paper strips is controlled in each case by actuators arranged on the entry sides of the paper runs I and II, the paper strips are already introduced with a corrected advance direction in the paper runs I and II, so that the paper strips are ideally in the desired position after passing through the paper runs I and II when passing the sensors B19S and B20S.
Die aus dem ersten und zweiten Papierlauf I und II austretenden Papierstreifen werden zu zwei parallellaufenden, doppellagigen Streifen übereinandergelegt und über eine Umlenkeinrichtung 7,18 auf ein Formatband 9 aufgelegt, wie auch in der Figur 4 zu erkennen ist. Grundsätzlich wird das Formatband 9 mit einer um einen konstanten voreingestellten Faktor gegenüber der Geschwindigkeit der beiden Doppellagen der Papierstreifen erhöhten Übergeschwindigkeit angetrieben, wodurch eine Faltenbildung der anliegenden Papierstreifen und ein Stau der Papierstreifen im Allgemeinen vermieden werden soll. Gemäß der in der
In der
In den
Nach dem Einlauf des Papierstreifens in die Vorrichtung wird dieser zunächst an dem ersten Zugwalzenpaar Z/W1 vorbeigeführt, welches eine auf den Papierstreifen wirkende Zugkrafterzeugt, durch die der Papierstreifen transportiert wird. Das erste Zugwalzenpaar Z/W1 entspricht in seiner Funktion der in Anspruch 1 vorgeschlagenen Einrichtung zu Veränderung der Zugkraft. Nach dem Verlassen des Zugwalzenpaares Z/W1 wird der Papierstreifen über zwei Umlenkungen 1 und 2 geführt, zwischen denen der auf den Papierstreifen gerichtete Sensor B21S angeordnet ist. Im weiteren Verlauf wird der Papierstreifen über einen feststehenden Umlenkbolzen f.U/B geführt, welcher mit seiner Längsachse L3 in Richtung der oder parallel zu der Winkelhalbierenden ausgerichtet ist, die zwischen den Längsachsen L1 und L2 des Papierstreifens in der Zuführung und nach dem Verlassen des Umlenkbolzens f.U/B verläuft. Die Ausrichtung des Papierstreifens nach dem Verlassen des Umlenkbolzens f.U/B in Richtung der Längsachse L2 entspricht dabei der Transportebene, in der der Papierstreifen anschließend durch mehrfache Umlenkungen in verschiedenen Transportrichtungen bis zu dem Formatband 9 transportiert wird. Der Papierstreifen einfacher Breite wird beim Schneiden in zwei einfachbreite Papierstreifen geteilt, welche nach dem Verlassen der Zug-Schneidwalzenkombination Z/S/W1 aus der Transportebene seitlich in zwei zu der Transportebene parallel versetzte Ebenen versetzt werden, so dass die ursprüngliche Transportebene zwischen den einfachbreiten Papierstreifen verläuft.After the entry of the paper strip into the device, it is first guided past the first pair of drawing rollers Z / W1, which generates a pulling force acting on the paper strip, through which the paper strip is transported. The first Zugwalzenpaar Z / W1 corresponds in function to the proposed in
In der
Nach der Umlenkung des Papierstreifens an dem feststehenden Umlenkbolzen f.U/B wird der Papierstreifen nochmals über zwei Umlenkungen 3 und 4 zu der Spannrolle M2S hin geführt, an der die Zugkraft in dem Papierstreifen für die vorgeschlagene Ansteuerung des Zugwalzenpaares Z/W1 gemessen wird. Die Spannrolle M2S entspricht damit der Sensoreinrichtung zur Sensierung der Zugkraft, wie sie in dem Anspruch 1 vorgeschlagen wird.After the deflection of the paper strip on the fixed deflection pin f.U / B, the paper strip is again guided over two
Der feststehende Umlenkbolzen f.U/B ist mit einer Verstelleinrichtung 13 versehen, mittels der der Winkel A2 bzw. C1 zur Feinjustierung geringfügig verstellt werden kann. Während des Durchlaufes des Papierstreifens ist der feststehende Umlenkbolzen f.U/B nach der Feinjustierung als feststehend anzusehen, d.h. der einmalig eingestellte Winkel A1 ist anschließend konstant. Dazu ist die Verstelleinrichtung 13 mit einer nicht näher dargestellten arretierbaren Feststelleinrichtung versehen.The stationary deflecting pin f.U / B is provided with an adjusting
Nach dem Umlenken des Papierstreifens in die Transportebene wird der Papierstreifen über die schwenkbar gelagerte Spannrolle M2S geführt, über die der Papierstreifen gespannt wird. Außerdem wird die in dem Papierstreifen wirkende Zugkraft mittels der Spannrolle M2S sensiert und in einer Steuerungseinrichtung mit einer vorgegebenen Zugkraft verglichen. Für den Fall, dass die sensierte Istzugkraft von der vorgegebenen Sollzugkraft abweicht, wird ein Steuersignal an das erste Zugwalzenpaar Z/W1 zur Verminderung oder Erhöhung der Zugkraft gegeben, so dass die Regeldifferenz der Zugkraft kompensiert wird. Der Vorteil dieser Lösung ist darin zu sehen, dass durch die Anordnung des feststehenden Umlenkbolzens f.U/B zwischen dem ersten Zugwalzenpaar Z/W1 und der Spannrolle M2S, die an dem feststehenden Umlenkbolzen f.U/B auf den Papierstreifen wirkenden Reibkräfte keinen Einfluss auf die während der weiteren Transportbewegung in dem Papierstreifen wirkende Zugkraft hat, da die Zugkraft in dem Papierstreifen vor dem feststehenden Umlenkbolzen f.U/B geregelt wird.After deflecting the paper strip into the transport plane, the paper strip is guided over the pivotally mounted tension pulley M2S, over which the paper strip is tensioned. In addition, the tensile force acting in the paper strip is sensed by means of the tension roller M2S and compared in a control device with a predetermined tensile force. In the event that the sensed Istzugkraft deviates from the predetermined reference tensile force, a control signal to the first Zugwalzenpaar Z / W1 is given to reduce or increase the tensile force, so that compensated for the control difference of the tensile force becomes. The advantage of this solution is the fact that by the arrangement of the fixed deflection pin fU / B between the first Zugwalzenpaar Z / W1 and the tensioning roller M2S, acting on the fixed deflecting pin fU / B on the paper strip frictional forces on the during the further transport movement in the paper strip acting tensile force, since the tensile force is controlled in the paper strip in front of the fixed deflecting fU / B.
Der Umlenkbolzen f.U/B ist während der Transportbewegung des Papierstreifens als feststehend anzusehen, er kann aber einmalig zur Feinjustierung und zur Verwirklichung von verschiedenen Zulaufrichtungen des Papierstreifens in einem geringen Winkelbereich mittels einer Verstelleinrichtung 13 verschwenkt werden. Ferner ist die gesamte Vorrichtung mit dem ersten Zugwalzenpaar Z/W1 und dem feststehenden Umlenkbolzen f.U/B auf einem gemeinsamen Gestell 14 angeordnet, welches bedarfsweise zur Verwirklichung von Zulaufrichtungen mit einem erheblich anderen Winkel in verschiedenen Ausrichtungen montiert werden kann, so dass Zulaufrichtungen des Papierstreifens in einem beliebigen Winkel verwirklicht werden können. An dem Umlenkbolzen f.U/B ist an der Ablaufseite des Papierstreifens eine Absaugvorrichtung 5 unterhalb des Papierstreifens angeordnet, mittels derer die sich an dem feststehenden Umlenkbolzen f.U/B lösenden Papierpartikel abgesaugt werden. In dem vorliegenden Ausführungsbeispiel entsprechen der feststehende Umlenkbolzen f.U/B der gemäß Anspruch 1 vorgeschlagenen Umlenkeinrichtung und das Zugwalzenpaar Z/W1 der Einrichtung zur Veränderung der Zugkraft. Die Sensoreinrichtung ist in diesem Fall durch die Messeinrichtung in der Spannrolle M2S verwirklicht. Selbstverständlich kann an dem zweiten Papierlauf II auch eine Twistvorrichtung vorgesehen sein, sofern der Papierstreifen auch hier winklig zugeführt werden muss oder soll.The deflection pin fU / B is to be regarded as fixed during the transport movement of the paper strip, but it can be pivoted once for fine adjustment and for the realization of different directions of feeding the paper strip in a small angular range by means of an adjusting
Die Erfindung ist hinsichtlich verschiedener einzelner bevorzugter Merkmale und Merkmalskombinationen beschrieben worden. Es ist jedoch möglich, die Vorrichtung auch in beliebiger anderer Kombination der Merkmale vorteilhaft gegenüber dem Stand der Technik weiterzubilden, da die Merkmale bereits einzeln für sich erkennbare Vorteile für den Fachmann bieten, die die Vorrichtung in den jeweiligen Abschnitten individuell verbessern. Insbesondere ist die neuartige Papierkantenregelung in Verbindung mit der Regelung der Lage des Papierstreifens an dem Eintritt der Papierläufe I und II eine sehr wichtige Regelung zur Verbesserung der Lagegenauigkeit der Lagen in dem Formatabschnitt. Ferner bieten die neuartige Zugkraftregelung der zweiten Lage und die Luftdruckeinrichtung Vorteile bei der Verwendung von doppellagigem Hüllmaterial.The invention has been described in terms of several individual preferred features and feature combinations. However, it is possible to further develop the device in any other combination of features compared to the prior art, since the features already provide individually recognizable advantages for the skilled person, who individually improve the device in the respective sections. In particular, the novel paper edge control in conjunction with the control of the position of the paper strip at the entrance of the paper runs I and II is a very important control for improving the positional accuracy of the layers in the format section. Furthermore, the novel second-order traction control and the air pressure device offer advantages when using double-layered shell material.
Sofern in der Ausführungsform Ultraschallsensoren, optische Sensoren oder dergleichen beschrieben worden sind, ist es naheliegend, diese bei einer vergleichbaren Messgenauigkeit auch gegen andersartige Sensoren auszutauschen.If ultrasound sensors, optical sensors or the like have been described in the embodiment, it is obvious to replace them with other types of sensors at a comparable measurement accuracy.
Claims (9)
- Device for conveying band-shaped or strip-shaped material for an apparatus for producing rod-shaped products of the tobacco processing industry, which material is fed at a first angle (A1) to a conveying plane of the band-shaped or strip-shaped material in the device, which conveying plane is spanned by the different conveying directions in which the band-shaped or strip-shaped material is conveyed prior to arriving in a shaping section of the device,
characterized in that
in the direction of movement of the band-shaped or strip-shaped material, starting from the feeding, the following means are provided in the order mentioned:- a first means resting against the band-shaped or strip-shaped material for modifying the tensile force in the band-shaped or strip-shaped material,- a deflection means deflecting the band-shaped or strip-shaped material by the first angle (A1) into the conveying plane, and- a sensor means for sensing the tensile force in the band-shaped or strip-shaped material, whereinthe first means for modifying the tensile force can be actuated depending on the signal of the sensor means. - Device according to claim 1, characterized in that the deflection means includes an adjustment means (13) by which the angle (C1) between the longitudinal axis (L3) of the deflection means to the longitudinal axis (L1) of the fed band-shaped or strip-shaped material can be adjusted.
- Device according to any one of the preceding claims, characterized in that at least the first means for modifying the tensile force and the deflection means are mounted on a common frame (14).
- Device according to any one of the preceding claims, characterized in that the deflection means is formed by a stationary deflection bolt (f.U/B) which is arranged in such a way that its longitudinal axis (L3) encloses an angle (C1) to the longitudinal axis (L1) of the fed band-shaped or strip-shaped material, which angle is half the size of the obtuse angle (A2) between the longitudinal axis (L1) of the fed band-shaped or strip-shaped material and the conveying plane.
- Device according to claim 4, characterized in that a suction mechanism (5) directed at the outlet side of the band-shaped or strip-shaped material is provided on the stationary deflection bolt (f.U/B).
- Device according to any one of the preceding claims, characterized in that the device is configured in such a way that the band-shaped or strip-shaped material can be fed from different first angles (A1) to a conveying plane of the band-shaped or strip-shaped material in the device, characterized in that a mechanism for displacing the band-shaped or strip-shaped material transverse to its longitudinal axis (L1) is provided at the inlet side of the band-shaped or strip-shaped material, which displacing mechanism can be actuated depending on a position sensor (B19S) which is arranged after a splitting mechanism (15) along the pathway of the band-shaped or strip-shaped material.
- Device according to any one of the preceding claims, characterized in that the band-shaped or strip-shaped material is guided around a deflection means (7, 18) in two layers lying on top of each other, and is placed on a garniture tape further conveying the layers, wherein the layers are each supplied in different paper runs (I, II), characterized in that in the paper run (II) of the layer which does not get in direct contact with the garniture tape (9) a tensioning roller is provided which can be actuated indirectly or directly depending on a force measuring system (12) arranged between the tensioning roller and the deflection means (7, 17).
- Device according to claim 7, characterized in that a mechanism (19) is provided, by which the layer which does not get in contact with the garniture tape can be loaded with additional pressure in the area of the deflection means (7, 18).
- Device according to claim 8, characterized in that the mechanism (19) is a pneumatic mechanism.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12184383T PL2574244T3 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196195.5A EP2716170B2 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| PL13196193T PL2712508T3 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196193.0A EP2712508B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| PL13196195T PL2716170T5 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011114434A DE102011114434A1 (en) | 2011-09-28 | 2011-09-28 | Device for transporting strip or strip material |
Related Child Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13196195.5A Division EP2716170B2 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196195.5A Division-Into EP2716170B2 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196193.0A Division EP2712508B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196193.0A Division-Into EP2712508B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2574244A2 EP2574244A2 (en) | 2013-04-03 |
| EP2574244A3 EP2574244A3 (en) | 2013-06-19 |
| EP2574244B1 true EP2574244B1 (en) | 2016-02-03 |
Family
ID=46963479
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13196193.0A Revoked EP2712508B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP12184383.3A Revoked EP2574244B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
| EP13196195.5A Active EP2716170B2 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13196193.0A Revoked EP2712508B1 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13196195.5A Active EP2716170B2 (en) | 2011-09-28 | 2012-09-14 | Device for transporting material in the form of strips or tape |
Country Status (4)
| Country | Link |
|---|---|
| EP (3) | EP2712508B1 (en) |
| CN (1) | CN103030022B (en) |
| DE (1) | DE102011114434A1 (en) |
| PL (3) | PL2712508T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019211157A1 (en) * | 2018-05-04 | 2019-11-07 | Hauni Maschinenbau Gmbh | Producing rods of the tobacco processing industry, in particular hollow rods |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207158466U (en) * | 2014-09-30 | 2018-03-30 | 惠州市吉瑞科技有限公司深圳分公司 | A kind of feed device |
| CN113619296B (en) * | 2021-07-23 | 2023-01-13 | 天津七所精密机电技术有限公司 | High-precision stepping paper feeding motion system suitable for plotter and paper feeding control method |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB957740A (en) | 1961-08-04 | 1964-05-13 | Horace Alexander Stone | A device for guiding continuously moving webs |
| US4383633A (en) | 1980-02-27 | 1983-05-17 | G.D Societa' Per Azioni | Deviator device for webs, particularly paper webs |
| US4648409A (en) | 1985-01-16 | 1987-03-10 | G.D Societa Per Azioni | Paper web feed device in a cigarette production machine |
| GB2189467A (en) | 1986-04-23 | 1987-10-28 | New Jersey Machine Inc | Label dispenser with articulated guide |
| US4945926A (en) | 1986-01-20 | 1990-08-07 | G. D Societa' Per Azioni | Device for feeding strip paper on a dual-rod cigarette manufacturing machine |
| US5156169A (en) | 1990-11-06 | 1992-10-20 | R. J. Reynolds Tobacco Company | Apparatus for making cigarettes |
| USRE36154E (en) | 1984-02-23 | 1999-03-23 | G.D. Societa Per Azioni | Device for supplying webs of wrapping material to a cigarette making machine of the two rod type |
| EP0790782B1 (en) | 1994-11-15 | 1999-06-16 | Rothmans International Services Limited | Method and apparatus for wrapping a rod of smoking material |
| US20020029785A1 (en) | 2000-09-08 | 2002-03-14 | Mathias Schafforz | Method of and apparatus for dividing a web of wrapping material |
| WO2004045320A1 (en) | 2002-11-19 | 2004-06-03 | Brown & Williamson Tobacco Corporation | Apparatus for making cigarette with burn rate modification |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB279608A (en) | 1926-09-29 | 1927-11-03 | Ernest Arthur Timson | Improvements in or relating to web-guiding devices for printing and other machines |
| GB468444A (en) | 1936-01-03 | 1937-07-05 | Charles Edward Taroni | Improvements in and relating to the manufacture of sponge cake and the like web material |
| GB582530A (en) | 1944-04-04 | 1946-11-20 | Dunlop Rubber Co | Improvements in or relating to conveyors for web material |
| GB879535A (en) | 1957-07-16 | 1961-10-11 | W H Smith & Son Alacra Ltd | Improvements in or relating to addressing machines |
| DE1186247B (en) | 1960-05-25 | 1965-01-28 | Philips Nv | Device for winding and unwinding a tape-shaped recording medium on or from a rotatable flange reel |
| GB1230257A (en) | 1968-07-19 | 1971-04-28 | ||
| GB1281478A (en) | 1969-10-17 | 1972-07-12 | Windmoeller & Hoelscher | Turning device for deflecting moving webs |
| DE3401323A1 (en) * | 1983-02-01 | 1984-08-02 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Method and apparatus for the simultaneous production of a plurality of wrapped fibre rods in the tobacco processing industry |
| DE3809125A1 (en) | 1988-03-18 | 1989-09-28 | Sengewald Kg Karl H | METHOD AND DEVICE FOR RAPPORTALLY CONNECTING FILM TUBES DIVIDED IN BAG SECTIONS |
| IT1287614B1 (en) * | 1996-12-24 | 1998-08-06 | Gd Spa | METHOD FOR FEEDING WRAPPING MATERIALS IN PACKAGING MACHINES |
-
2011
- 2011-09-28 DE DE102011114434A patent/DE102011114434A1/en active Pending
-
2012
- 2012-09-14 EP EP13196193.0A patent/EP2712508B1/en not_active Revoked
- 2012-09-14 EP EP12184383.3A patent/EP2574244B1/en not_active Revoked
- 2012-09-14 PL PL13196193T patent/PL2712508T3/en unknown
- 2012-09-14 EP EP13196195.5A patent/EP2716170B2/en active Active
- 2012-09-14 PL PL12184383T patent/PL2574244T3/en unknown
- 2012-09-14 PL PL13196195T patent/PL2716170T5/en unknown
- 2012-09-27 CN CN201210368912.5A patent/CN103030022B/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB957740A (en) | 1961-08-04 | 1964-05-13 | Horace Alexander Stone | A device for guiding continuously moving webs |
| US4383633A (en) | 1980-02-27 | 1983-05-17 | G.D Societa' Per Azioni | Deviator device for webs, particularly paper webs |
| USRE36154E (en) | 1984-02-23 | 1999-03-23 | G.D. Societa Per Azioni | Device for supplying webs of wrapping material to a cigarette making machine of the two rod type |
| US4648409A (en) | 1985-01-16 | 1987-03-10 | G.D Societa Per Azioni | Paper web feed device in a cigarette production machine |
| US4945926A (en) | 1986-01-20 | 1990-08-07 | G. D Societa' Per Azioni | Device for feeding strip paper on a dual-rod cigarette manufacturing machine |
| GB2189467A (en) | 1986-04-23 | 1987-10-28 | New Jersey Machine Inc | Label dispenser with articulated guide |
| US5156169A (en) | 1990-11-06 | 1992-10-20 | R. J. Reynolds Tobacco Company | Apparatus for making cigarettes |
| EP0790782B1 (en) | 1994-11-15 | 1999-06-16 | Rothmans International Services Limited | Method and apparatus for wrapping a rod of smoking material |
| US20020029785A1 (en) | 2000-09-08 | 2002-03-14 | Mathias Schafforz | Method of and apparatus for dividing a web of wrapping material |
| WO2004045320A1 (en) | 2002-11-19 | 2004-06-03 | Brown & Williamson Tobacco Corporation | Apparatus for making cigarette with burn rate modification |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019211157A1 (en) * | 2018-05-04 | 2019-11-07 | Hauni Maschinenbau Gmbh | Producing rods of the tobacco processing industry, in particular hollow rods |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2574244A2 (en) | 2013-04-03 |
| PL2712508T3 (en) | 2016-07-29 |
| CN103030022B (en) | 2017-04-26 |
| EP2574244A3 (en) | 2013-06-19 |
| EP2716170B1 (en) | 2016-02-03 |
| CN103030022A (en) | 2013-04-10 |
| EP2712508B1 (en) | 2016-02-03 |
| PL2574244T3 (en) | 2016-08-31 |
| EP2712508A1 (en) | 2014-04-02 |
| PL2716170T5 (en) | 2021-12-27 |
| EP2716170A1 (en) | 2014-04-09 |
| DE102011114434A1 (en) | 2013-03-28 |
| EP2716170B2 (en) | 2021-09-22 |
| PL2716170T3 (en) | 2016-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4436667A1 (en) | Packing method and device | |
| EP1314668B1 (en) | Apparatus for transporting web material | |
| EP2268481B1 (en) | Device and method for producing bags | |
| EP3787421B1 (en) | Producing rods of the tobacco processing industry, in particular hollow rods | |
| EP2574244B1 (en) | Device for transporting material in the form of strips or tape | |
| EP2255681B1 (en) | String machine for the tobacco processing industry | |
| EP3336228B1 (en) | Method for operating a draw frame and a draw frame for drawing a sliver | |
| DE102014104662B4 (en) | Working method for multi-color digital multicolor printing | |
| EP1625799B1 (en) | Arrangement for the manufacture of at least one filter rod | |
| EP3544438B1 (en) | Method and apparatus for rolling a piece of dough and a separating sheet | |
| WO2019002259A2 (en) | Device and method for aligning folded carton blanks | |
| EP1016610A2 (en) | Device for transporting sheets, in particular paper sheets, in single file to a shingled formation | |
| EP3272548A1 (en) | Machine for the automated production of book covers | |
| EP2074895A1 (en) | Lining device in a machine for the tobacco processing industry | |
| EP3737630B1 (en) | Apparatus for cutting a material web into individual sheets having a web store | |
| EP1661833B1 (en) | Method and device for treating printed products | |
| EP4077182A1 (en) | Device and method for processing a strand of cushioning material, and cushioning material coil | |
| EP1522513A2 (en) | Device for separating flat products arranged in shingled formation | |
| DE19743020C2 (en) | Device and method for separating printed products | |
| DE3744107C2 (en) | ||
| EP4302985B1 (en) | Device and method for producing hollow pipes | |
| WO2013160402A1 (en) | Removal device for removing flat items | |
| DE102024100128A1 (en) | Deflection roller for web-shaped flat material and method for deflecting web-shaped flat material | |
| WO2024002720A1 (en) | Machine in the tobacco processing industry for producing a rod, and method for producing a rod in the tobacco processing industry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/20 20060101AFI20130514BHEP |
|
| 17P | Request for examination filed |
Effective date: 20131209 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| TPAC | Observations by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150812 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 773230 Country of ref document: AT Kind code of ref document: T Effective date: 20160215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012005850 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502012005850 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160503 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160504 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160603 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160603 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN DE JURIDISCHE ENTITEIT; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20160704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012005850 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| 26 | Opposition filed |
Opponent name: G.D S.P.A. Effective date: 20161031 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160503 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20160930 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160203 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 773230 Country of ref document: AT Kind code of ref document: T Effective date: 20170914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170914 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200923 Year of fee payment: 9 Ref country code: NL Payment date: 20200924 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20200826 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200930 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502012005850 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502012005850 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MGE |
|
| 27W | Patent revoked |
Effective date: 20210225 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 773230 Country of ref document: AT Kind code of ref document: T Effective date: 20210225 |