EP2520500A1 - Station de découpage avec unité de découpage - Google Patents
Station de découpage avec unité de découpage Download PDFInfo
- Publication number
- EP2520500A1 EP2520500A1 EP12003140A EP12003140A EP2520500A1 EP 2520500 A1 EP2520500 A1 EP 2520500A1 EP 12003140 A EP12003140 A EP 12003140A EP 12003140 A EP12003140 A EP 12003140A EP 2520500 A1 EP2520500 A1 EP 2520500A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging machine
- thermoforming packaging
- cutting tool
- cutting
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 claims abstract description 42
- 238000003856 thermoforming Methods 0.000 claims abstract description 35
- 238000004519 manufacturing process Methods 0.000 claims abstract description 25
- 239000000463 material Substances 0.000 claims abstract description 13
- 238000007789 sealing Methods 0.000 description 5
- 239000010408 film Substances 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 2
- 241000238876 Acari Species 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000013039 cover film Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/04—Machines constructed with readily-detachable units or assemblies, e.g. to facilitate maintenance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
- B26D7/0633—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F2210/00—Perforating, punching, cutting-out, stamping-out, severing by means other than cutting of specific products
- B26F2210/06—Trimming plastic mouldings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/28—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for discharging completed packages from machines
Definitions
- the invention relates to a thermoforming packaging machine according to the preamble of claim 1.
- thermoforming packaging machines of the applicant have cutting stations with complete cutting tools.
- Characteristic of a complete cutting tool which is also referred to as a form-cutting tool, is that so that a package cut out with only one cutting movement of the film composite, wherein the cutting blade has the outer contour of the package.
- guide columns which are necessary for receiving an upper cutting tool and a movable lower cutting tool, respectively arranged on both sides between the chain guide for guiding the staple chain, the staple chain itself and the machine frame.
- the upper and lower cutting tools are removed upwardly from the thermoforming packaging machine.
- the staple chain and the chain guide must be removed on both sides in the area of the cutting station. This requires a special high and time-consuming installation effort and long downtime of thermoforming packaging machine.
- thermoforming packaging machine The object of the thermoforming packaging machine according to the invention is to simplify a change of a complete cutting tool.
- thermoforming packaging machine with the features of claim 1.
- Advantageous developments of the invention are specified in the subclaims.
- the thermoforming packaging machine comprises chain guides for the film feed chains, a forming station, a sealing station and a cutting station, wherein the cutting station has a complete cutting tool.
- the thermoforming packaging machine is designed such that the complete cutting tool can be removed from the thermoforming packaging machine in the production direction.
- the Foil feed chains and the chain guides in the area of the cutting station can not be disassembled and the complete cutting tool can be removed as a unit towards the end of the thermoforming packaging machine. This leads to minimal downtime when changing complete cutting tools.
- the complete cutting tool can also be designed as a strip punch.
- the complete cutting tool comprises a tool top part, a tool bottom part and guides on which the tool top part and the tool bottom part are moved.
- the chain guides are arranged in the region of the cutting station in the direction of production to the end of the thermoforming packaging machine out freely.
- This flying bearing means that the complete cutting tool in the production direction for moving out is not hindered by interference edges or fastening means of the chain guides provided on both sides.
- a deflection wheel is provided at the end of the chain guides provided on both sides in the direction of production, in order to enable a vertically narrow design of the chain guides and to reduce the space requirement of the chain guides within the complete cutting tool to a minimum.
- both an upper or leading chain center of the film feed chains and a lower or trailing chain center in the cutting station within the complete cutting tool are arranged to allow a structurally simple and compact design of the chain guide in the cutting station and beyond.
- a machine direction rear end of a machine frame is provided upstream of the cutting station in the direction of production, thus allowing placement of the guide columns of the complete cutting tool and the cutting station frame outside and near the chain guides.
- all vertical guide columns of the complete cutting tool are arranged outside the chain guide.
- the complete cutting tool includes a cutting tool top, a cutting tool base and at least two guide posts connecting the cutting tools, the cutting tool base performing a vertical lifting movement thereon.
- the chain guides are provided on the one hand between the lower tool part and the upper tool and on the other hand between the guide columns transversely to the production direction.
- thermoforming packaging machine is designed so that a tool changing carriage for receiving the complete cutting tool against the direction of production in the thermoforming packaging machine is retracted.
- a tool changing carriage for receiving the complete cutting tool against the direction of production in the thermoforming packaging machine is retracted.
- This is particularly advantageous for larger complete cutting tools, since the weight for removal by the operator or a service technician is too large and granted a tool trolley from an ergonomic point of view, a simple and safe handling when changing tools.
- Fixing elements are preferably provided at the cutting station in order to reposition the complete cutting tool in the cutting station in a repeatable manner in order to avoid new additional and expensive setting or aligning operations after a change.
- the cutting station preferably has adjusting elements in order to set up and / or align the cutting station independently of the machine frame.
- FIG. 1 shows a schematic view of a packaging machine 1 in the form of a thermoforming packaging machine.
- This thermoforming packaging machine 1 has a forming station 2, a sealing station 3, a cutting device 5, which are arranged in this order in a production direction P on a machine frame 6.
- a feed roller 7 On the input side is located on the machine frame 6, a feed roller 7, from which a first web-shaped material 8 is withdrawn. In the area of the sealing station 3, a material reservoir 9 is provided, from which a second web-shaped material 10 is withdrawn as a cover film. Furthermore, the packaging machine 1, a feed device, not shown, which engages the first web-shaped material 8 and transported in a main working cycle in cycles in the direction of R.
- the feed device may be, for example, by laterally arranged staple or transport chains 23 (see FIG. 2 ) be realized.
- the forming station 2 is formed as a thermoforming station in which containers 14 are formed by deep drawing in the first sheet material 8.
- the forming station 2 may be designed such that in the direction perpendicular to the working direction R a plurality of containers formed side by side become.
- an insertion path 15 is provided, in which the containers 14 formed in the first web-shaped material 8 are filled with product 16.
- the sealing station 3 has a closable chamber 17, in which the atmosphere in the container 14 before sealing can be replaced, for example, by gas purging with a replacement gas or with an exchange gas mixture and then sealed with the second web-shaped material 10.
- the cutting station 5 has a complete cutting tool 4.
- a gripping device 20 is provided for removing individual cut packs 21 from the cutting station and transferring them to a discharge conveyor (not shown in detail) next to the thermoforming packaging machine 1.
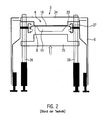
- FIG. 2 shows a cutting station 5 with a complete cutting tool 4 in the production direction P in the open position according to the prior art.
- Both an upper tool part 24 and a vertically movable lower tool part 25 are connected to guides 26.
- two guides 26 are arranged on both sides between the machine frame 6 and the transport chains 23.
- the transport chains 23 hold on both sides the first web-shaped material 8 with the shaped container 14 and the second web-shaped material 10.
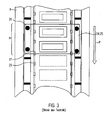
- a chain guide 27 and the transport chains 23 guided by it must be in the region A of the cutting station 5 (see FIG. 3 ) get extended. This is associated with considerable work and occurring downtime of the packaging machine 1.
- FIG. 4 shows a region B at the end of the packaging machine 1 according to the invention, in which the chain guide 27 is no longer attached to the machine frame 6, but is carried out crragend in the direction of production P.
- the machine frame 6 ends already before the region B of the cutting station 5.
- the cutting station 5 is designed in the example shown so that two packages 21 are cut simultaneously.
- Each two guides 26 are attached to both sides of a frame 29. Both the frame 29, as well as the guides 26 are located outside the chain guides 27 for the transport chains 23.
- the transport chains 23 are on End of the chain guide 27 deflected by pulleys 28, wherein the upper or leading chain center (with the clamped first web-like material) and the lower or trailing chain center (without first sheet-like material) in the region B parallel.
- FIG. 5 shows the area B as a sectional view in the production direction P.
- the frame 29 of the cutting station 5 is not connected to the machine frame 6, but stands independently on the ground and is by means of actuators 30 and independently of the machine frame 6 erectable and alignable.
- the chain guides 27 and the feed chains 23 are arranged on the one hand between the guides 26 and on the other hand between the upper tool part 24 and the lower tool part 25th
- This embodiment allows the outward movement of the complete cutting tool 4, for example, with the guides 26, in the direction of production P out of the packaging machine 1, as in FIG. 6 shown, since no fasteners of the chain guide 27 to the machine frame 6 in this area B hinder this movement.
- a tool change carriage can be pushed against the production direction P at the rear into the packaging machine 1 in order to pick up the usually very heavy complete cutting tool 4 and to drive it out of the packaging machine 1.
- Fixing elements 31 on the frame 29 ensure that after a change of the complete cutting tool 4, this can be repositioned exactly to the frame 29 and the packaging machine 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011100784A DE102011100784A1 (de) | 2011-05-06 | 2011-05-06 | Schneidstation mit Komplettschnittwerkzeug |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2520500A1 true EP2520500A1 (fr) | 2012-11-07 |
| EP2520500B1 EP2520500B1 (fr) | 2015-09-30 |
Family
ID=46149115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12003140.6A Active EP2520500B1 (fr) | 2011-05-06 | 2012-05-02 | Station de découpage avec unité de découpage |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9580193B2 (fr) |
| EP (1) | EP2520500B1 (fr) |
| CN (1) | CN102774541A (fr) |
| DE (1) | DE102011100784A1 (fr) |
| ES (1) | ES2551416T3 (fr) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011115881B4 (de) * | 2011-10-12 | 2014-11-20 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Tiefziehverpackungsmaschine mit einseitiger Folienvorschubeinrichtung |
| CN103612418A (zh) * | 2013-11-20 | 2014-03-05 | 无锡鼎茂机械制造有限公司 | 制袋机的挡料装置 |
| DE102016103127A1 (de) * | 2015-03-02 | 2016-09-08 | Petratto S.R.L. | Verfahren zur Bearbeitung eines Blattes mittels einer automatischen Presse und automatische Presse |
| EP3428079B1 (fr) * | 2017-07-14 | 2019-12-25 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Emboutisseuse d'emballage comprenant un support d'emballage souple |
| CN108482745B (zh) * | 2018-05-07 | 2024-03-26 | 汕头市甜甜乐糖果食品有限公司 | 一种封口膜对正准确、平整度高的包装杯封口装置 |
| JP6570699B2 (ja) * | 2018-05-25 | 2019-09-04 | マルホ発條工業株式会社 | 錠剤包装装置 |
| CN110329610B (zh) * | 2019-07-13 | 2021-05-28 | 山东叶之梦智能科技有限公司 | 一种纸尿裤自动包装机的封切包装系统 |
| EP3888863A1 (fr) * | 2020-03-31 | 2021-10-06 | A O Schallinox GmbH | Dispositif de coupe |
| DE102021126069A1 (de) | 2021-10-07 | 2023-04-13 | Multivac Sepp Haggenmüller Se & Co. Kg | Tiefziehverpackungsmaschine mit einer kettenführungsvorrichtung |
| CN114571793B (zh) * | 2022-05-05 | 2022-07-15 | 蓝海睿创科技(山东)有限责任公司 | 一种纸箱加工用的智能化水墨印刷机 |
| DE102023108015A1 (de) | 2023-03-29 | 2024-10-02 | Multivac Sepp Haggenmüller Se & Co. Kg | Tiefziehverpackungsmaschine mit einer Schneidstation und Verfahren zum Herausnehmen eines Schneidwerkzeugs einer Tiefziehverpackungsmaschine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3118946A1 (de) * | 1981-05-13 | 1982-12-16 | Krämer + Grebe GmbH & Co KG Maschinenfabrik, 3560 Biedenkopf | Vorrichtung zum austrennen von muldenfoermig tiefgezogenen, befuellten kunststoff-packungen aus den folienbahnen |
| WO2001028865A1 (fr) * | 1999-10-20 | 2001-04-26 | S.P.C. Limited | Ensemble de decoupage et systeme de surveillance d'etancheite pour chaine de remplissage et de thermoscellage |
| WO2010064125A2 (fr) * | 2008-12-03 | 2010-06-10 | Soremartec S.A. | Usine de conditionnement stérile de friandises |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3216491A (en) * | 1963-10-28 | 1965-11-09 | Brown Machine Co Of Michigan | Plastic sheet conveying apparatus |
| US3685251A (en) * | 1970-03-26 | 1972-08-22 | Mahaffy & Harder Eng Co | Automatic packaging apparatus with improved means for cutting and contour trimming of packages |
| US4297929A (en) * | 1979-12-20 | 1981-11-03 | Liqui-Box Corporation | Separator and feeder for a strip of flexible bags |
| US5074143A (en) * | 1989-12-14 | 1991-12-24 | Alpha Industries, Inc. | Cart for removing and installing dies in a cut-off press |
| US5040403A (en) * | 1990-10-31 | 1991-08-20 | Chrysler Corporation | Method of changing stamping die sets |
| DE9113290U1 (de) * | 1991-10-25 | 1991-12-19 | Krämer + Grebe GmbH & Co KG Maschinenfabrik, 3560 Biedenkopf | Vorrichtung zum Herstellen einer Verpackung |
| IT1262791B (it) * | 1993-05-11 | 1996-07-04 | Isap Omv Group Spa | Metodo di sostituzione degli stampi in un'apparecchio di termoformatura di oggetti a partire da nastro di materiale termoplastico |
| NL1015973C2 (nl) | 2000-08-21 | 2002-02-25 | Fountain Tech Bv | Stansinrichting, in het bijzonder geschikt voor het vormen van labels en dergelijke folieelementen. |
| DE102005039673B4 (de) * | 2005-04-19 | 2013-12-19 | Gerhard Schubert Gmbh | Verfahren und Vorrichtung zum Herstellen von befüllten und dicht versiegelten Kunststoff-Tiefziehbehältern |
| EP1714886B1 (fr) | 2005-04-19 | 2008-10-01 | Multivac Sepp Haggenmüller GmbH & Co. KG | Machine d'emballage |
-
2011
- 2011-05-06 DE DE102011100784A patent/DE102011100784A1/de not_active Ceased
-
2012
- 2012-05-02 ES ES12003140.6T patent/ES2551416T3/es active Active
- 2012-05-02 EP EP12003140.6A patent/EP2520500B1/fr active Active
- 2012-05-04 US US13/463,866 patent/US9580193B2/en active Active
- 2012-05-07 CN CN2012101392129A patent/CN102774541A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3118946A1 (de) * | 1981-05-13 | 1982-12-16 | Krämer + Grebe GmbH & Co KG Maschinenfabrik, 3560 Biedenkopf | Vorrichtung zum austrennen von muldenfoermig tiefgezogenen, befuellten kunststoff-packungen aus den folienbahnen |
| WO2001028865A1 (fr) * | 1999-10-20 | 2001-04-26 | S.P.C. Limited | Ensemble de decoupage et systeme de surveillance d'etancheite pour chaine de remplissage et de thermoscellage |
| WO2010064125A2 (fr) * | 2008-12-03 | 2010-06-10 | Soremartec S.A. | Usine de conditionnement stérile de friandises |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2551416T3 (es) | 2015-11-18 |
| DE102011100784A1 (de) | 2012-11-08 |
| EP2520500B1 (fr) | 2015-09-30 |
| US9580193B2 (en) | 2017-02-28 |
| US20120283083A1 (en) | 2012-11-08 |
| CN102774541A (zh) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2520500B1 (fr) | Station de découpage avec unité de découpage | |
| DE102011101053B4 (de) | Arbeitsstation für eine Verpackungsmaschine und Verfahren zum Werkzeugwechsel | |
| EP1901893B1 (fr) | Dispositif de reception de materiaux en plaques | |
| AT514929B1 (de) | Werkzeugrüstsystem für Biegepresse | |
| EP3049241B1 (fr) | Machine et procédé de pliage et de collage de flans servant à la fabrication de boîtes pliables | |
| EP0847949A1 (fr) | Dispositif pour empiler un chant de feuilles imprimées | |
| CH679219A5 (fr) | ||
| EP0946389A1 (fr) | Dispositif de maniement d'objets | |
| EP2452790A1 (fr) | Station de traitement pour une estampilleuse et procédé de sortie de feuilles d'ébauche | |
| DE3937995A1 (de) | Verfahren und vorrichtung zur bogenriesvereinzelung und zur riesablage | |
| DE102013105002A1 (de) | Verfahren zur Handhabung von Behältern, insbesondere Kartons, für Gruppen von Gegenständen, insbesondere Packungen | |
| EP3456641A1 (fr) | Machine d'emballage par emboutissage et procédé de moulage d'une bande de film dans des éléments de carton | |
| EP3109018A1 (fr) | Thermoformeuse dotée d'une station de découpe complète et méthode correspondante | |
| DE10353351A1 (de) | Roboter und Verfahren zum Umsetzen von Kartonagenstapeln | |
| DE3716666C2 (de) | Plattenaufteilanlage mit einer Längssäge und einer Quersäge | |
| EP2418163A1 (fr) | Dispositif de chargement pour piles de feuilles | |
| EP1975074B1 (fr) | Dispositif et procédé de chargement et de déchargement d'une multitude d'objets installés dans un récipient de réception ouvert sur le dessus | |
| EP3566985B1 (fr) | Dispositif d'empilement de plateaux pourvu d'un moyen de décharge | |
| DE102006045477A1 (de) | Arbeitsstation für eine Tiefziehmaschine | |
| EP2933197A1 (fr) | Procédé de déballage de tubes ou de boîtes | |
| DE19914580A1 (de) | Verfahren zum Handhaben von Stapeln von Papier, Pappe o. dgl. an einer Schneidmaschine | |
| EP1351783A1 (fr) | Dispositif de coupe transversale de bandes metalliques | |
| EP2711116A1 (fr) | Poutre de pression pour un dispositif de sciage | |
| DE202015104275U1 (de) | Umreifungsvorrichtung für Packstücke | |
| DE102015113350A1 (de) | Umreifungsvorrichtung für Packstücke und Verfahren zum Umreifen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121204 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 61/28 20060101ALN20150518BHEP Ipc: B65B 31/00 20060101ALN20150518BHEP Ipc: B65B 9/04 20060101AFI20150518BHEP Ipc: B65B 59/04 20060101ALI20150518BHEP Ipc: B65B 61/06 20060101ALI20150518BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20150619 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG, CH Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 752234 Country of ref document: AT Kind code of ref document: T Effective date: 20151015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012004715 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2551416 Country of ref document: ES Kind code of ref document: T3 Effective date: 20151118 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151231 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502012004715 Country of ref document: DE Representative=s name: GRUENECKER PATENT- UND RECHTSANWAELTE PARTG MB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502012004715 Country of ref document: DE Owner name: MULTIVAC SEPP HAGGENMUELLER SE & CO. KG, DE Free format text: FORMER OWNER: MULTIVAC SEPP HAGGENMUELLER GMBH & CO. KG, 87787 WOLFERTSCHWENDEN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160201 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012004715 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| 26N | No opposition filed |
Effective date: 20160701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160502 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160502 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160502 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160502 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120502 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 752234 Country of ref document: AT Kind code of ref document: T Effective date: 20170502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200519 Year of fee payment: 9 Ref country code: NL Payment date: 20200518 Year of fee payment: 9 Ref country code: CH Payment date: 20200522 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200528 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20210601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210601 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200502 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240517 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240614 Year of fee payment: 13 |