EP2509749B1 - Elektrodenschleifvorrichtung - Google Patents
Elektrodenschleifvorrichtung Download PDFInfo
- Publication number
- EP2509749B1 EP2509749B1 EP10773593.8A EP10773593A EP2509749B1 EP 2509749 B1 EP2509749 B1 EP 2509749B1 EP 10773593 A EP10773593 A EP 10773593A EP 2509749 B1 EP2509749 B1 EP 2509749B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- opening
- grinding wheel
- grinding
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000227 grinding Methods 0.000 title claims description 100
- 238000003466 welding Methods 0.000 claims description 21
- 230000001681 protective effect Effects 0.000 claims description 20
- 239000002245 particle Substances 0.000 claims description 19
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 15
- 238000007789 sealing Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000005299 abrasion Methods 0.000 description 7
- 239000000428 dust Substances 0.000 description 6
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 6
- 229910052721 tungsten Inorganic materials 0.000 description 6
- 239000010937 tungsten Substances 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 4
- 239000007789 gas Substances 0.000 description 2
- 231100000206 health hazard Toxicity 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000013618 particulate matter Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000009420 retrofitting Methods 0.000 description 2
- 238000005493 welding type Methods 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/16—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding sharp-pointed workpieces, e.g. needles, pens, fish hooks, tweezers or record player styli
Definitions
- the invention relates to an apparatus for machining welding electrodes with a grinding wheel driven by a drive motor via a shaft, which rotates in a cavity in a housing, wherein at least one opening for guiding a welding electrode to be machined is provided in the housing in a defined position relative to the grinding wheel.
- the invention further relates to a kit for retrofitting such a device.
- Welding electrodes are made of a very hard and high temperature resistant material like tungsten. There are welding electrodes of different cross section. The welding electrodes run out in a point or in a cutting edge. This form of welding electrodes depends on the particular application. The tips of the welding electrodes wear during operation.
- Welding electrodes can be bought without bevel or with a prefabricated tip. After use, the tip or bevel is worn. The welding electrodes are then reground or discarded. This is very expensive because of the high quality material.
- a device capable of producing electrodes having a plurality (e.g., 6) of different electrode diameters at a variety of different tip angles (e.g., 4) and having a variety of lengths is a valuable, cost-saving tool.
- a device for machining welding electrodes with a grinding wheel is known.
- the grinding wheel runs in a grinding wheel housing.
- the device further has a housing attachment, which can be fastened to the grinding wheel housing and has at least one opening for guiding a welding electrode to be processed in a defined position relative to the grinding wheel.
- the plane of the grinding wheel coincides substantially with the parting plane between the grinding wheel housing and the attachment.
- the attachment may have a plurality of mutually offset, different openings for receiving different types of welding electrodes.
- the attachment can also have a plurality of mutually offset openings whose axes intersect the plane of the grinding wheel at different angles.
- a radial slot extending over the end face of the housing can be formed, through which a welding electrode for cutting can be applied to the circumferential surface of the grinding wheel.
- the grinding wheel is fixed to a grinding wheel receiving, which in turn is connected to the motor shaft of the drive motor.
- the entire device forms a portable unit.
- a first grinding wheel circulates in a cavity between the motor attachment and a first housing attachment.
- the second grinding wheel runs in a second cavity between the first housing attachment and the second housing attachment.
- the housing attachments are provided with openings for guiding the welding electrodes.
- the known arrangement allows the use of different grinding wheels with standard dimensions without conversion.
- the assembly uses next to a motor with a motor housing further housing parts: a motor flange which is screwed directly to the motor housing and at least one housing part, in which the openings are provided for guiding the electrodes.
- the openings each extend from the side remote from the motor in the housing part in the direction of the grinding wheel, which rotates between the motor flange and the housing part.
- further housing parts are placed.
- the breakthroughs start on the side facing the engine.
- the electrodes are always introduced to the motor in the breakthroughs.
- the arrangement is comparatively long depending on the number of housing parts and requires a long drive shaft.
- For attachment of the housing parts several other fastening components, such as screws, nuts, pins, etc. required.
- DE 10 2006 052904 A1 discloses an arrangement according to the preamble of claim 1 or 6, in which two grinding wheels or abrasion surfaces of different grain virtually revolve in a plane in a common cavity. The abrasion surfaces are facing away from each other in this known arrangement. Between the grinding wheels a third disc of larger diameter is arranged. Electrodes can be cut on this disc. The assembly operates either with a grinding wheel having two abrasive surfaces of different grain size or with a grinding wheel assembly of at least two grinding wheels. The holes in which the electrodes are guided are manufactured with high precision with respect to the angle.
- GB 2 452 575 A discloses a grinding apparatus for tungsten electrodes.
- the motor housing in which the grinding wheel rotates, is capped.
- In the cap is an opening with a membrane for the electrode.
- the construction of cap and housing is provided with a suction.
- WO 96/30162 discloses a grinding assembly disposed on a handset. Breakthroughs to guide the electrodes are not provided.
- the object is achieved by a device according to claim 1.
- the housing is disposed in a sealed protective sheath having an opening which is positionable over the sheath-side end of the selected aperture. Through the opening, the electrodes can be inserted into the selected breakthrough for grinding. All other openings are surrounded by the protective cover. The particles can not escape through the remaining openings.
- the suction device can be used on any of the devices mentioned in the prior art.
- the protective cover not only serves to hold the suction device, but also as splash and eye protection.
- the protective cover may comprise a transparent hollow cylinder, which is substantially is arranged around the region of the housing in which particles are produced and on the plan side of an opening for the connection of the suction device is provided.
- a cylindrical shape is useful in a cylindrical housing geometry. Then, the opening can be positioned by rotating the sheath about the common axis. In other, approximately cuboid housing geometry, for example, a cuboid housing geometry is conceivable, which is correspondingly repositioned.
- a protective cover made of flexible material may be useful depending on the application.
- connection of the suction device is sealingly guided through the opening in the protective cover to a conical receptacle in the housing and pinned there.
- the housing has a receptacle on the side facing away from the engine.
- the suction device can be guided for example with a tube, cone or a fixed end of the hose into the receptacle and pinned there or otherwise sealingly attached.
- the hollow cylinder extends at a distance up to the motor housing and is sealed in the region of the motor housing by means of a sealing ring, in particular made of foam to the outside. Then no particles can escape at the lower end of the protective cover.
- the suction device comprises a water bath, through which the suction flow is guided, so that the particles are filtered in a water bath.
- a water bath has the advantage that even the smallest particles get stuck. Carcinogenic particulate matter pollution is thus avoided.
- the water is a low cost, easily replaceable filter material.
- the object is further achieved with a kit for retrofitting a device for processing welding electrodes according to claim 6.
- the protective cover of the kit comprises a transparent hollow cylinder which is arranged substantially around the region of the housing in which particles are produced, and on whose plan side an opening for the connection of the suction device is provided.
- the suction device may comprise a water bath, through which the suction flow is guided, so that the particles are filtered in a water bath.
- 10 generally indicates a device for grinding tungsten welding electrodes.
- the apparatus 10 includes a motor having a motor housing 12, a motor flange 14 bolted to the motor housing 12, and a cylindrical housing portion 16 mounted on the motor flange 14.
- the housing portion 16 is connected to the motor and motor flange in the manner described below.
- a grinding wheel assembly 18 rotates with grinding wheels 20 and 22 of different grain size.
- the flange is provided with holes. About these holes of the motor flange 14 on the motor housing 12 to the in Fig.1 shown manner screwed with screws 24.
- the housing part 16 is fixedly connected to the motor flange 14 with a screw 13 and a nut 15.
- the housing part 16 has a through hole and the motor flange has a receptacle for the nut 15.
- a disc-shaped recess is provided at the end remote from the motor 26 of the motor flange 14. This recess serves to receive the grinding wheel 22.
- the shaft 30, with which the grinding wheel assembly 18 is screwed to the motor, is at the same time the motor shaft.
- the shaft 30 has a front part 28. Furthermore, the shaft 30 with front part 28 has a bore 32 with an internal thread. In addition, an off-axis pin 34 is attached to the front part 28.
- the grinding wheels 20 and 22 the grinding wheel assembly 18 are provided with a central bore and an associated, off-axis bore. The grinding wheels 20 and 22 are mounted on the shaft 30 and screwed with a screw 36, that the central bore with the axial bore 32 in the shaft 30 is aligned and the pin 34 protrudes through the off-axial bore in the motor-side grinding wheel 22. The rotation occurs about the axis of the central bores, with the pin 34 engaging the off-axis bore and transmitting the drive force to the grinding wheel assembly 18.
- a centering sleeve 37 is inserted from above through the central bores of the two grinding wheels 20 and 22.
- the centering sleeve 37 has at the top, facing away from the motor, a receptacle 39 for the screw head of the screw 36.
- the centering sleeve 37 ensures that both grinding wheels 20 and 22 rotate about the same axis.
- the centering sleeve 37 also has a protruding nose 41. The nose engages the off-axis bores 40 of the grinding wheels 20 and 22. In this way, the driving force of the motor is transmitted from the first motor-side grinding wheel 22 via the centering sleeve 37 to the second, upper grinding wheel 20.
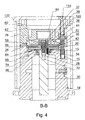
- the centering sleeve 37 is screwed together with the grinding wheels 20 and 22 with the screw 36 on the shaft. This is especially good in FIG. 4 recognizable.
- the grinding wheel assembly 18 comprises a coarse-grained grinding wheel 20 and an otherwise equally constructed, fine-grained grinding wheel 22.
- the grinding wheel 20 has a particularly fine edge 42. This edge 42 serves to cut the electrodes with improved cutting behavior.
- the edge is formed on the grinding wheel 20 so that it lies with one side in the grinding plane. In this way, one of the grinding surfaces, namely the upper grinding surface in FIG. 4 and 5 on the side of the edge 42 larger than the opposite grinding surface.
- the housing part 16 is provided with a central bore 54. This is in FIG. 4 to recognize.
- the center hole 54 is aligned with the holes of the Abrasive wheel assembly 18 and the axis of rotation of the shaft 30.
- a disk-shaped recess 58 is provided on the motor facing plan side 56.
- the recesses in the plan side 26 and the recess 58 form in composite Arrange together a cavity.
- the cavity serves to receive the grinding wheel arrangement 18.
- the spacer ring 64 is arranged between the motor flange 14 and the housing part 16.
- the thickness of the spacer ring 64 corresponds to the thickness of a grinding wheel 20 or 22. Accordingly, the difference is compensated by the additional grinding wheel. It can be used regardless of the number of grinding wheels always the same motor flange 14 and and the same housing part 16 with the same recess 26 and 58 respectively. The grinding angle does not change.
- the housing 16, the ring 64 and the motor flange 14 also have a longitudinal slot 66 in the radial direction, which extends over the entire thickness of the assembly.
- the longitudinal slot 66 is in FIG. 1 to recognize.
- the slots 66 in motor flange 14, ring 64 and housing 16 are superimposed.
- the slot 66 thus formed is wide enough that the electrodes can be inserted there. With the grinding wheel assembly 18 rotating, the electrode at the edge 42 of one of the grinding wheels can be shortened by cutting off the spent electrode end or the newly ground electrode side.
- the housing 16 and the motor flange 14 have groups 76 and 78 of holes in the form of holes.
- the bores each extend from the circumference on the shell side of the housing 16 or motor flange 14 to the associated plan sides in the direction of the grinding wheel closest to the housing or motor flange.
- Each group includes in a known manner a plurality of holes (also referred to as breakthroughs) of different diameters, which is respectively indicated above or below the bore by an engraving 80. This is in FIG. 3 recognizable.
- the angle at which an electrode inserted into a bore or a breakthrough strikes the grinding wheel is the same within a group of bores.
- the hole thus has, for example, a diameter of 4 mm and a Grinding angle of 30 degrees.
- the Anschleifwinkel is indicated by a further engraving 82 above the first engraving for each group.
- a further engraving 82 above the first engraving for each group.
- four different angles are possible with a bevel.
- electrodes with, for example, up to six different diameters can be used. The electrode is guided so well through the hole that reproducible results are obtained without effort or risk.
- More grinding angles, more electrode diameters or the use of a grinding surface with different grain sizes are taken into account by the motor flange 14 has just such holes 78 and two grinding wheels are used.
- an electrode may first be coarsely pre-ground by passing it through a bore in the housing 16. In this case, a rough grain is provided for the grinding wheel 20, the abrasion surface facing upward in the illustration. For fine grinding then a hole in the motor flange 14 is used. The associated grinding wheel 22, the abrasion surface faces down, has a fine grain.
- Both the holes 76 in the housing part 16, as well as the holes 78 in the motor flange were made with the same machine with identical settings. The holes are therefore identical with minor deviations.
- the abrasion surface is always in the same plane in the present arrangement.
- the holes 76 are made so that the specified Anschleifwinkel is achieved when the abrasion surface is in the plane 60 and the holes 78, when the abrasion surface is in the disc thickness lying below the plane 26 level.
- the housing 16 further includes a group of bores extending perpendicularly from the top to the bottom of the housing 16.
- the holes in this group have different diameters, which correspond to the diameters of the other groups.
- the holes in the group allow vertical grinding of the electrode tips.
- the entire assembly is screwed onto a hand-held device.
- the grinding wheel assembly sits directly in front of the ball bearing of the motor shaft 30. This prevents rolling at high speeds.
- a baffle plate 84 is provided.
- the baffle 84 is slipped between the motor-side grinding wheel 22 and the motor flange with a sleeve 86 on the upper end 28 of the motor shaft 30 and rotated with.
- the motor-side, lower surface of the baffle plate 84 is in the region of the bottom of the recess in the plan side 26.
- Around the sleeve 86 around a felt ring 88 is arranged, which does not rotate.
- the felt ring 88 avoids further penetration of dust, abraded material and abrasive into the engine and bearing.
- the pin 34 extends through a bore in the baffle plate 84. In this way, not only the grinding wheel assembly 18, but also the baffle 84 is driven by the shaft 30.
- the present arrangement has been explained of a concrete embodiment with two grinding wheels. It is understood that the arrangement can be varied. Thus, for example, it is possible to use only one grinding wheel or another housing part, similar to the housing part 16, set up and provide in the intermediate cavity more grinding wheels. Also, different configurations of the holes for guiding the electrodes are conceivable.
- the assembly has a protective sleeve of plexiglass, generally designated 90, which in FIG. 6 is shown separately.
- the protective cover 90 comprises a hollow cylinder 92 and two cover parts 94 and 96. Due to the protective cover, the motor flange 14 and the housing part 16 with the bores 76 and 78 for the electrodes continue to be clearly visible even with a protective cover.
- the dimensions of the hollow cylinder is chosen so that it is supported on an annular projection 98 on the outside of the motor flange and extends beyond the end of the housing part 16.
- the hollow cylinder 92 has an elongate opening 100.
- the opening 100 extends just beyond the area of the underlying bores 76 and 78 in FIG Housing part 16 and in the motor flange 78.
- the opening 100 can be positioned over the selected hole.
- the electrode to be ground can then be easily inserted through the opening in the bore.
- the hollow cylinder 92 has on the side facing away from the engine, a two-part cover with cover parts 94 and 96.
- the lying between the outer cover member 96 and the upper edge of the hollow cylinder 92 cover member 94 is provided on the engine-facing bottom with two recesses, which are around two holes 102 and 104 extend around.
- the cover part 96 has two corresponding threaded bores 106 and 108.
- the cover parts 94 and 96 are screwed together with two screws 110 and 112. The screw head of the screws 110 and 112 is completely sunk in the lower side recesses in the cover part 94.
- Both cover parts 94 and 96 are fastened to the housing part 16 with a screw 114, as shown in FIG. 4 is shown.
- a screw 114 for this purpose, bores 116 and 118 are provided in the cover parts 94 and 96, respectively.
- the screw 114 engages a nut 120, which is laterally inserted into the housing.
- the opening and bore provided for this purpose can be used on the one hand to set up further housing parts for further grinding wheels or for the attachment of the cover, as is the case in the present illustration.
- two opposing bores 122 and 124 are provided in the outer cover part 96. Through these holes protrude two short screws 126 and 128, which are screwed into a corresponding, underlying threaded hole in the cover part 94. With the screws 126 and 128, a comparatively large-area nut 130 is clamped between the cover parts in each case. The nut 130 presses on the upper edge of the hollow cylinder 92 and holds it in its position. In this way, the hollow cylinder is locked in its angular position. He can not move during the grinding process and the general handling. To adjust the aperture 100 to a different position above another bore 76 or 78, the screws 126 and 128 are loosened somewhat. Then the hollow cylinder 92 is freely rotatable. After positioning the screws 126 and 128 tightened again and the hollow cylinder 92 is locked in place.
- the hollow cylinder is extended by a grinding wheel thickness, with an intermediate ring 132 of the same diameter. Then, the nuts 130 press on the intermediate ring 132. If only one grinding wheel 120 and no spacer ring 64 are used, the intermediate ring 130 is not inserted. Then, the nuts 130 press directly on the upper edge of the hollow cylinder 92. In this way, the same hollow cylinder can be used for all arrangements regardless of the number of grinding wheels.
- the cover parts 94 and 96 each have a central opening 134 and 136.
- the center opening 134 has a slightly larger diameter than the center opening 136. In this way, an edge 138 is formed.
- a suction device 140 (FIG. Figure 7 ) with a pump 142 is connected by means of a hose 144 to the device 10.
- the hose end is guided through the openings 134 and 136 to the center opening 54.
- the center opening 54 has an upwardly conically widening wall.
- the end of the hose is sealingly clamped in the cone thus formed.
- an adapter (not shown) may be used which fits into the cone.
- the adapter may be externally designed so that it is held on the edge 138. The hose end can then be secured in the appropriate adapter.
- suction devices 140 with a water filter 146 are particularly well suited.
- the particle-containing flow is passed through a water bath.
- the tungsten and other particles remain in the water. It does not arise during the filtering process, nor in the disposal of environmentally and harmful particulate matter.
- the tungsten particles contained in the water may be recycled by evaporating the water or by precipitation. From the recovered tungsten, for example, electrodes can be produced again. The disposal and / or recycling of the material takes place without harmful environmental influences.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
- Die Erfindung betrifft eineVorrichtung zur Bearbeitung von Schweißelektroden mit einer von einem Antriebsmotor über eine Welle angetriebenen Schleifscheibe, welche in einem Hohlraum in einem Gehäuse umläuft, wobei in dem Gehäuse wenigstens ein Durchbruch zur Führung einer zu bearbeitenden Schweißelektrode in definierter Lage zu der Schleifscheibe vorgesehen ist. Die Erfindung betrifft ferner einen Bausatz zum Nachrüsten einer solchen Vorrichtung.
- Schweißelektroden bestehen aus einem sehr harten und gegen hohe Temperaturen beständigen Material wie Wolfram. Es gibt Schweißelektroden von unterschiedlichem Querschnitt. Die Schweißelektroden laufen in einer Spitze oder in einer Schneide aus. Diese Form der Schweißelektroden hängt von der jeweiligen Anwendung ab. Die Spitzen der Schweißelektroden verschleißen im Betrieb.
- Schweißelektroden können ohne Anschliff oder mit einer vorgefertigten Spitze gekauft werden. Nach dem Gebrauch ist die Spitze oder der Anschliff verschlissen. Die Schweißelektroden werden dann nachgeschliffen oder verworfen. Das ist wegen des hochwertigen Materials sehr teuer.
- Es ist bekannt, Schweißelektroden an- oder nachzuschleifen. Das geschieht üblicherweise von Hand auf offenen Schleif- oder Trennscheiben. Dieses Verfahren ist ungenau und gefährlich. Weiterhin sind Vorrichtungen mit einer offenen Schleifscheibe bekannt, bei denen die Schweißelektroden durch eine Führungshülse unter einem bestimmten Winkel gegen die Schleifscheibe geführt werden. Auch solche Vorrichtungen sind aufwendig. Es ist insbesondere aufwendig, die Vorrichtung zur Anpassung an verschiedene Typen von Schweißelektroden oder an verschiedene Spitzen- oder Schneidenformen umzurüsten. Dabei ist insbesondere ein Austausch der Führungshülsen erforderlich.
- Eine Vorrichtung, mit welcher Elektroden mit einer Vielzahl (z.B. 6) von unterschiedlichen Elektrodendurchmessern mit einer Vielzahl von unterschiedlichen Spitzenwinkeln (z.B. 4) und mit einer Vielzahl von Längen hergestellt werden können, ist ein wertvolles, kostensparendes Hilfsmittel.
- Aus der
DE 100 10 520 A1 ist eine Vorrichtung zur Bearbeitung von Schweißelektroden mit einer Schleifscheibe bekannt. Die Schleifscheibe läuft in einem Schleifscheibengehäuse um. Die Vorrichtung weist weiterhin einen Gehäuseaufsatz auf, welcher an dem Schleifscheibengehäuse befestigbar ist und wenigstens einen Durchbruch zur Führung einer zu bearbeitenden Schweißelektrode in definierter Lage zu der Schleifscheibe aufweist. Dabei fällt die Ebene der Schleifscheibe im wesentlichen mit der Trennebene zwischen dem Schleifscheibengehäuse und dem Aufsatz zusammen. Der Aufsatz kann eine Mehrzahl von gegeneinander versetzten, unterschiedlichen Durchbrüchen zur Aufnahme unterschiedlicher Typen von Schweißelektroden aufweisen. Der Aufsatz kann aber auch eine Mehrzahl von gegeneinander versetzten Durchbrüchen aufweisen, deren Achsen die Ebene der Schleifscheibe unter unterschiedlichen Winkeln schneiden. In dem Schleifscheibengehäuse kann ein sich über die Stirnfläche des Gehäuses erstreckender radialer Schlitz gebildet sein, durch welchen hindurch eine Schweißelektrode zum Durchtrennen an die Mantelfläche der Schleifscheibe anlegbar ist. Bei der offenbarten Vorrichtung ist die Schleifscheibe an einer Schleifscheibenaufnahme befestigt, die ihrerseits mit der Motorwelle des Antriebsmotors verbunden ist. Die gesamte Vorrichtung bildet eine tragbare Einheit. - Aus der
DE 102 43 210 B3 ist eine Anordnung bekannt, bei der zwei parallele Schleifscheiben unterschiedlicher Körnung eingesetzt werden. Eine erste Schleifscheibe läuft in einem Hohlraum zwischen dem Motoraufsatz und einem ersten Gehäuseaufsatz um. Die zweite Schleifscheibe läuft in einem zweiten Hohlraum zwischen dem ersten Gehäuseaufsatz und dem zweiten Gehäuseaufsatz um. Die Gehäuseaufsätze sind mit Durchbrüchen zur Führung der Schweißelektroden versehen. Die bekannte Anordnung erlaubt den Einsatz unterschiedlicher Schleifscheiben mit Standardmaßen ohne Umbau. - Die Anordnung verwendet neben einem Motor mit einem Motorgehäuse weitere Gehäuseteile: einen Motorflansch, der direkt am Motorgehäuse angeschraubt wird und wenigstens einen Gehäuseteil, in dem die Durchbrüche zur Führung der Elektroden vorgesehen sind. Die Durchbrüche erstrecken sich jeweils von der dem Motor abgewandten Seite im Gehäuseteil in Richtung auf die Schleifscheibe, die zwischen dem Motorflansch und dem Gehäuseteil umläuft. Je nach Anzahl der Schleifscheiben werden weitere Gehäuseteile aufgesetzt. Auch hier beginnen die Durchbrüche auf der dem Motor abgewanden Seite. Mit anderen Worten: Die Elektroden werden immer auf den Motor zu in die Durchbrüche eingeführt. Die Anordnung ist je nach Anzahl der Gehäuseteile vergleichsweise lang und benötigt eine lange Antriebswelle. Zur Befestigung der Gehäuseteile sind mehrere weitere Befestigungsbauteile, wie Schrauben, Muttern, Stifte etc. erforderlich.
-
DE 10 2006 052904 A1 offenbart eine Anordnung, gemäß dem Oberbegriff des Anspruch 1 oder 6, bei welcher zwei Schleifscheiben oder Abriebflächen unterschiedlicher Körnung praktisch in einer Ebene in einem gemeinsamen Hohlraum umlaufen. Die Abriebflächen sind bei dieser bekannten Anordnung voneinander abgewandt. Zwischen den Schleifscheiben ist eine dritte Scheibe größeren Durchmessers angeordnet. An dieser Scheibe können Elektroden geschnitten werden. Die Anordnung arbeitet entweder mit einer Schleifscheibe mit zwei Abriebflächen unterschiedlicher Körnung oder mit einer Schleifscheibenanordnung aus wenigstens zwei Schleifscheiben. Die Bohrungen, in denen die Elektroden geführt werden, werden mit hoher Präzision bezüglich des Winkels gefertigt. - Alle bekannten Anordnungen erzeugen unerwünschten Staub aus abgetragenem Material und Schleifmittelabrieb. Der Staub ist gesundheitsschädlich. Es ist daher bekannt, den Staub in einem Gehäuse zu lagern und in regelmäßigen Abständen zu entsorgen. Das ist mühsam und uneffektiv.
-
GB 2 452 575 A -
WO 96/30162 - Es ist Aufgabe der Erfindung, eine Schleifvorrichtung für Elektroden zu schaffen, welche eine Gesundheitsgefährdung durch erzeugte Partikel ausschließt. Es ist ferner Aufgabe der Erfindung, die Gesundheitsgefährdung auch bei bereits am Markt befindlichen Vorrichtungen zu vermeiden.
- Erfindungsgemäß wird die Aufgabe gelöst durch eine Vorrichtung gemäß Anspruch 1. Dann werden die gesundheitsschädlichen Partikel oder auch andere Gase etc. bereits unmittelbar nach ihrer Erzeugung abgesaugt und können auch bei der Entsorgung keine Gesundheitsschäden mehr hervorrufen. Eine separate Entsorgung entfällt. Vorzugsweise ist das Gehäuse in einer abgedichteten Schutzhülle mit einer Öffnung angeordnet, welche über dem mantelseitigen Ende des ausgewählten Durchbruchs positionierbar ist. Durch die Öffnung können die Elektroden in den ausgewählten Durchbruch zum Schleifen eingeführt werden. Alle übrigen Öffnungen sind von der Schutzhülle umgeben. Die Partikel können also nicht durch die übrigen Öffnungen austreten. Die Absaugeinrichtung kann an jeder der im Stand der Technik genannten Vorrichtungen eingesetzt werden. Die Schutzhülle dient nicht nur zur Aufnahme der Absaugeinrichtung, sondern auch als Spritz- und Augenschutz.
- Die Schutzhülle kann einen transparenten Hohlzylinder umfassen, der im wesentlichen um den Bereich des Gehäuses herum angeordnet ist, in dem Partikel erzeugt werden und an dessen Planseite eine Öffnung für den Anschluss der Absaugeinrichtung vorgesehen ist. Eine zylindrische Form ist bei einer zylindrischen Gehäusegeometrie sinnvoll. Dann kann die Öffnung durch Drehen der Hülle um die gemeinsame Achse positioniert werden. Bei anderer, etwa quaderförmiger Gehäusegeometrie ist beispielsweise auch eine quaderfömiige Gehäusegeometrie denkbar, die entsprechend umgesteckt wird. Auch eine Schutzhülle aus flexiblem Material kann je nach Anwendung sinnvoll sein.
- Vorzugsweise ist der Anschluss der Absaugeinrichtung abdichtend durch die Öffnung in der Schutzhülle hindurch zu einer konischen Aufnahme im Gehäuse geführt und dort festgesteckt. Das Gehäuse hat auf der dem Motor abgewandten Seite eine Aufnahme. Die Absaugeinrichtung kann beispielsweise mit einem Tubus, Konus oder einem festen Schlauchende in die Aufnahme geführt und dort festgesteckt oder anderweitig abdichtend befestigt werden.
- Vorzugsweise erstreckt sich der Hohlzylinder beabstandet bis um das Motorgehäuse und ist im Bereich des Motorgehäuses mittels eines Dichtrings, insbesondere aus Schaumstoff nach außen abgedichtet. Dann können auch am unteren Ende der Schutzhülle keine Partikel austreten.
- In einer besonders bevorzugten Ausgestaltung der Erfindung umfasst die Absaugeinrichtung ein Wasserbad, durch welches die Absaugströmung geführt ist, so dass die Partikel im Wasserbad gefiltert werden. Ein Wasserbad hat den Vorteil, dass auch kleinste Partikel hängenbleiben. Krebserregende Feinstaubbelastung wird so vermieden. Das Wasser ist ein kostengünstiges, leicht austauschbares Filtermaterial.
- Die Aufgabe wird ferner gelöst mit einem Bausatz zum Nachrüsten einer Vorrichtung zur Bearbeitung von Schweißelektroden gemäß Anspruch 6.
- Bestehende, am Markt befindliche Geräte können so auf kostengünstige Weise nachgerüstet werden. Das Gerät selber braucht nicht verändert oder ersetzt werden.
- Vorzugsweise umfasst die Schutzhülle des Bausatzes einen transparenten Hohlzylinder, der im wesentlichen um den Bereich des Gehäuses herum angeordnet ist, in dem Partikel erzeugt werden, und an dessen Planseite eine Öffnung für den Anschluss der Absaugeinrichtung vorgesehen ist. Es können ferner Dichtmittel zum Abdichten der Schutzhülle gegenüber dem Gehäuse und/oder dem Motorgehäuse umfasst sein.
- Auch bei dem Bausatz kann die Absaugeinrichtung ein Wasserbad umfassen, durch welches die Absaugströmung geführt ist, so dass die Partikel im Wasserbad gefiltert werden.
- Ausgestaltungen der Erfindung sind Gegenstand der Unteransprüche. Ein Ausführungsbeispiel ist nachstehend unter Bezugnahme auf die beigefügten Zeichnungen näher erläutert.
-
- Fig.1
- ist eine Explosionsdarstellung einer Vorrichtung zum Schleifen von Elektroden mit zwei Schleifscheiben ohne Absaugeinrichtung.
- Fig.2
- ist ein Querschnitt durch eine Vorrichtung zum Schleifen von Elektroden mit einer Schleifscheibe ohne Absaugeinrichtung.
- Fig.3
- zeigt den Kopf der Vorrichtung aus
Fig. 1 als Explosionsdarstellung im Detail. - Fig.4
- zeigt die Anordnung aus den
Figuren 1-3 im Schnitt entlang einer ersten Schnittebene. - Fig.5
- zeigt die Anordnung aus den
Figuren 1-3 im Schnitt entlang einer zweiten Schnittebene. - Fig.6a-d
- zeigen Schnitte und eine Explosionsdarstellung einer Schutzhülle für die Anordnung aus den
Figuren 1-3 zur Aufnahme einer Absaugvorrichtung. - Fig.7
- illustriert den Anschluss einer Absaugvorrichtung an eine Anordnung aus den
Figuren 1-3 . - In den Figuren bezeichnet 10 allgemein eine Vorrichtung zum Schleifen von Schweißelektroden aus Wolfram. Die Vorrichtung 10 umfasst einen Motor mit einem Motorgehäuse 12, einen an dem Motorgehäuse 12 angeschraubten Motorflansch 14 und ein auf dem Motorflansch 14 aufgesetztes zylindrisches Gehäuseteil 16. Das Gehäuseteil 16 wird auf nachstehend beschriebene Weise mit dem Motor und dem Motorflansch verbunden. Im Bereich zwischen dem Motorflansch 14 und dem Gehäuseteil 16 läuft eine Schleifscheibenanordnung 18 mit Schleifscheiben 20 und 22 unterschiedlicher Körnung um.
- Der Flansch ist mit Bohrungen versehen. Über diese Bohrungen wird der Motorflansch 14 am Motorgehäuse 12 auf die in
Fig.1 dargestellte Weise mit Schrauben 24 verschraubt. Das Gehäuseteil 16 wird mit einer Schraube 13 und einer Mutter 15 fest mit dem Motorflansch 14 verbunden. Hierzu weist das Gehäuseteil 16 eine Durchgangsbohrung und der Motorflansch eine Aufnahme für die Mutter 15 auf. - An dem dem Motor abgewandten Ende 26 des Motorflansches 14 ist eine scheibenförmige Vertiefung vorgesehen. Diese Vertiefung dient der Aufnahme der Schleifscheibe 22. Die Welle 30, mit welcher die Schleifscheibenanordnung 18 mit dem Motor verschraubt wird, ist gleichzeitig die Motorwelle.
- Die Welle 30 weist einen vorderen Teil 28 auf. Weiterhin weist die Welle 30 mit vorderem Teil 28 eine Bohrung 32 mit einem Innengewinde auf. Außerdem ist ein außeraxialer Stift 34 an dem vorderen Teil 28 befestigt. Die Schleifscheiben 20 und 22 der Schleifscheibenanordnung 18 sind mit einer zentralen Bohrung und einer damit verbundenen, außeraxialen Bohrung versehen. Die Schleifscheiben 20 und 22 werden so auf die Welle 30 aufgesetzt und mit einer Schraube 36 verschraubt, dass die zentrale Bohrung mit der axialen Bohrung 32 in der Welle 30 fluchtet und der Stift 34 durch die außeraxiale Bohrung in der Motor-seitigen Schleifscheibe 22 ragt. Die Rotation erfolgt um die Achse der zentralen Bohrungen, wobei der Stift 34 in die außeraxiale Bohrung eingreift und die Antriebskraft auf die Schleifscheibenanordnung 18 überträgt. Eine Zentrierhülse 37 wird von oben durch die Mittenbohrungen der beiden Schleifscheiben 20 und 22 gesteckt. Die Zentrierhülse 37 weist am oberen, dem Motor abgewandten Ende eine Aufnahme 39 für den Schraubenkopf der Schraube 36 auf. Die Zentrierhülse 37 sorgt dafür, dass beide Schleifscheiben 20 und 22 um die gleiche Achse rotieren. Die Zentrierhülse 37 weist ferner eine vorspringende Nase 41 auf. Die Nase greift in die außeraxialen Bohrungen 40 der Schleifscheiben 20 und 22. Auf diese Weise wird die Antriebskraft des Motors von der ersten, motorseitigen Schleifscheibe 22 über die Zentrierhülse 37 auf die zweite, obere Schleifscheibe 20 übertragen. Die Zentrierhülse 37 wird gemeinsam mit den Schleifscheiben 20 und 22 mit der Schraube 36 an der Welle verschraubt. Dies ist besonders gut in
Figur 4 erkennbar. - In diesem Ausführungsbeispiel umfasst die Schleifscheibenanordnung 18 eine grobkörnige Schleifscheibe 20 und eine ansonsten gleichermaßen aufgebaute, feinkörnige Schleifscheibe 22. Die Schleifscheibe 20 weist einen besonders feinen Rand 42 auf. Dieser Rand 42 dient zum Schneiden der Elektroden mit verbessertem Schneidverhalten. Der Rand ist so an die Schleifscheibe 20 angeformt, dass er mit einer Seite in der Schleifebene liegt. Auf diese Weise ist eine der Schleifflächen, nämlich die obere Schleiffläche in
Figur 4 und5 auf der Seite des Randes 42 größer, als die gegenüberliegende Schleiffläche. - Wenn die Schleifscheibenanordnung 18 mit der Welle 30 eingesetzt ist, wird das im wesentlichen zylindrische Gehäuseteil 16 und ein Distanzring 64 (
Figur 5 ) koaxial auf den Motorflansch 14 aufgesetzt. - Das Gehäuseteil 16 ist mit einer Mittenbohrung 54 versehen. Diese ist in
Figur 4 zu erkennen. Die Mittenbohrung 54 fluchtet mit den Bohrungen der Schleifscheibenanordung 18 und der Rotationsachse der Welle 30. Um die Bohrung 54 herum ist an der dem Motor zugewandten Planseite 56 eine scheibenförmige Vertiefung 58 vorgesehen. Auf der dem Motor abgewandten Planseite 60 des Gehäuseteils 16 ist eine Vertiefung 62 vorgesehen Diese Vertiefungen 58 und 62 haben in etwa die gleichen Dimensionen wie die Vertiefung auf der Planseite 26 im Motorflansch 14. Die Vertiefungen in der Planseite 26 und die Vertiefung 58 bilden bei zusammengesetzter Anordnung zusammen einen Hohlraum. Der Hohlraum dient der Aufnahme der Schleifscheibenanordnung 18. Zwischen dem Motorflansch 14 und dem Gehäuseteil 16 ist der Distanzring 64 angeordnet. Die Dicke des Distanzrings 64 entspricht der Dicke einer Schleifscheibe 20 bzw. 22. Entsprechend wird die Differenz durch die zusätzliche Schleifscheibe ausgeglichen. Es können unabhängig von der Anzahl der Schleifscheiben immer der gleiche Motorflansch 14 und und das gleiche Gehäuseteil 16 mit der gleichen Vertiefung 26 bzw. 58 verwendet werden. Der Anschleifwinkel ändert sich nicht. - Das Gehäuse 16, der Ring 64 und der Motorflansch 14 weisen ferner einen Längsschlitz 66 in radialer Richtung auf, welcher sich über die gesamte Dicke der Anordnung erstreckt. Der Längsschlitz 66 ist in
Figur 1 zu erkenen. Die Schlitze 66 in Motorflansch 14, Ring 64 und Gehäuse 16 liegen übereinander. Der so gebildete Schlitz 66 ist breit genug, dass die Elektroden dort eingeführt werden können. Bei rotierender Schleifscheibenanordnung 18 kann die Elektrode an dem Rand 42 einer der Schleifscheiben gekürzt werden, indem das verbrauchte Elektrodenende oder die neu angeschliffene Elektrodenseite abgeschnitten wird. - Das Gehäuse 16 und der Motorflansch 14 weisen Gruppen 76 und 78 von Durchbrüchen in Form von Bohrungen auf. Die Bohrungen erstrecken sich jeweils vom Umfang auf der Mantelseite des Gehäuses 16 bzw. Motorflansches 14 zu den zugehörigen Planseiten in Richtung auf die dem Gehäuse bzw. Motorflansch nächstliegende Schleifscheibe. Jede Gruppe umfasst auf bekannte Weise eine Vielzahl Bohrungen (auch als Durchbrüche bezeichnet) unterschiedlichen Durchmessers, der jeweils oberhalb oder unterhalb der Bohrung durch eine Gravur 80 angegeben ist. Diese ist in
Figur 3 erkennbar. Der Winkel, unter dem eine in eine Bohrung beziehungsweise einen Durchbruch eingeführte Elektrode auf die Schleifscheibe trifft, ist dabei innerhalb einer Gruppe von Bohrungen gleich. Die Bohrung hat also beispielsweise einen Durchmesser von 4 mm und einen Anschleifwinkel von 30 Grad. Der Anschleifwinkel ist durch eine weitere Gravur 82 oberhalb der ersten Gravur für die jeweilige Gruppe angegeben. Beispielsweise sind vier verschiedene Winkel bei einem Anschliff möglich. Dabei können Elektroden mit beispielsweise bis zu sechs unterschiedlichen Durchmessern verwendet werden. Die Elektrode wird durch die Bohrung so gut geführt, dass reproduzierbare Ergebnisse ohne Aufwand oder Gefahr erhalten werden. - Mehr Anschleifwinkel, weitere Elektrodendurchmesser oder die Verwendung einer Schleiffläche mit unterschiedlicher Körnung werden berücksichtigt, indem der Motorflansch 14 ebensolche Bohrungen 78 aufweist und zwei Schleifscheiben verwendet werden. Eine Elektrode, kann zum Beispiel zunächst grob vorgeschliffen werden, indem sie durch eine Bohrung im Gehäuse 16 geführt wird. Dabei wird für die Schleifscheibe 20, deren Abriebfläche nach oben in der Darstellung zeigt, eine grobe Körnung vorgesehen. Zum Feinschliff wird dann eine Bohrung im Motorflansch 14 verwendet. Die zugehörige Schleifscheibe 22, deren Abriebfläche nach unten zeigt, weist eine feine Körnung auf. Sowohl die Bohrungen 76 im Gehäuseteil 16, als auch die Bohrungen 78 im Motorflansch wurden mit der gleichen Maschine mit identischen Einstellungen gefertigt. Die Bohrungen sind also mit geringen Abweichungen identisch. Die Abriebfläche liegt bei der vorliegenden Anordnung immer in der gleichen Ebene. Auf diese Weise wird ein besonders geringer Fehler beim Anschleifwinkel erreicht. Im vorliegenden Beispiel sind die Bohrungen 76 so gefertigt, dass der angegebene Anschleifwinkel erreicht wird, wenn die Abriebfläche in der Ebene 60 liegt und die Bohrungen 78, wenn die Abriebfläche in der eine Scheibendicke unterhalb der Ebene 26 liegenden Ebene liegt.
- Das Gehäuse 16 weist weiterhin eine Gruppe von Bohrungen auf, welche sich senkrecht von der Oberseite zur Unterseite des Gehäuses 16 erstrecken. Auch die Bohrungen dieser Gruppe haben unterschiedliche Durchmesser, welche den Durchmessern der übrigen Gruppen entsprechen. Die Bohrungen der Gruppe ermöglichen das senkrechte Schleifen der Elektrodenspitzen.
- Die gesamte Anordnung ist auf ein Handgerät aufgeschraubt. Dabei sitzt die Schleifscheibenanordnung unmittelbar vor dem Kugellager der Motorwelle 30. Dies verhindert ein Schlingern bei hohen Drehzahlen.
- Zur Vermeidung des Eindringes von Staub, abgetragenem Material und Schleifmittel und dergleichen in den Motor oder das Lager ist eine Prallscheibe 84 vorgesehen. Die Prallscheibe 84 wird zwischen der motorseitigen Schleifscheibe 22 und dem Motorflansch mit einer Hülse 86 auf das obere Ende 28 der Motorwelle 30 gestülpt und rotiert mit. Die motorseitige, untere Fläche der Prallscheibe 84 ist im Bereich des Bodens der Vertiefung in der Planseite 26. Um die Hülse 86 herum ist ein Filzring 88 angeordnet, der nicht mitrotiert. Der Filzring 88 vermeidet weiteres Eindringen von Staub, abgetragenem Material und Schleifmittel in den Motor und das Lager. Der Stift 34 erstreckt sich durch eine Bohrung in der Prallscheibe 84. Auf diese Weise wird nicht nur die Schleifscheibenanordnung 18, sondern auch die Prallscheibe 84 von der Welle 30 angetrieben.
- Die vorliegende Anordnung wurde eines konkreten Ausführungsbeispiels mit zwei Schleifscheiben erläutert. Es versteht sich, dass die Anordnung variiert werden kann. So ist es beispielsweise möglich nur eine Schleifscheibe zu verwenden oder ein weiteres Gehäuseteil, ähnlich wie das Gehäuseteil 16, aufzusetzen und in dem dazwischenliegenden Hohlraum weitere Schleifscheiben vorzusehen. Auch sind unterschiedliche Gestaltungen der Bohrungen zur Führung der Elektroden denkbar.
- Die Anordnung weist eine allgemein mit 90 bezeichnete Schutzhülle aus Plexiglas auf, die in
Figur 6 gesondert dargestellt ist. Die Schutzhülle 90 umfasst einen Hohlzylinder 92 und zwei Deckelteile 94 und 96. Durch die Schutzhülle sind der Motorflansch 14 und das Gehäuseteil 16 mit den Bohrungen 76 bzw. 78 für die Elektroden weiterhin auch mit Schutzhülle gut sichtbar. Die Abmessungen des Hohlzylinders ist so gewählt, dass er auf einem Ringvorsprung 98 auf der Außenseite des Motorflansches abgestützt ist und bis über das Ende des Gehäuseteils 16 hinausragt. - Der Hohlzylinder 92 weist eine langgestreckte Öffnung 100 auf. Die Öffnung 100 erstreckt sich gerade über den Bereich der darunter liegenden Bohrungen 76 und 78 im Gehäuseteil 16 bzw. im Motorflansch 78. Durch Drehen des Hohlzylinders 92 um seine Längsachse kann die Öffnung 100 über der ausgewählten Bohrung positioniert werden. Die zu schleifende Elektrode kann dann bequem durch die Öffnung in die Bohrung eingeführt werden.
- Der Hohlzylinder 92 weist auf der dem Motor abgewandten Seite einen zweiteiligen Deckel mit Deckelteilen 94 und 96. Das zwischen dem äußeren Deckelteil 96 und dem oberen Rand des Hohlzylinders 92 liegende Deckelteil 94 ist auf der dem Motor zugewandten Unterseite mit zwei Vertiefungen versehen, welche sich um zwei Bohrungen 102 und 104 herum erstrecken. Das Deckelteil 96 weist zwei korrespondierende Gewindebohrungen 106 und 108 auf. Die Deckelteile 94 und 96 werden mit zwei Schrauben 110 und 112 miteinander verschraubt. Der Schraubenkopf der Schrauben 110 und 112 wird in den unterseitigen Vertiefungen im Deckelteil 94 vollständig versenkt.
- Beide Deckelteile 94 und 96 werden mit einer Schraube 114 an dem Gehäuseteil 16 befestigt, wie dies in
Figur 4 dargestellt ist. Hierzu sind Bohrungen 116 und 118 in den Deckelteilen 94 bzw. 96 vorgesehen. Die Schraube 114 greift in eine Mutter 120, welche seitlich in das Gehäuse eingesetzt wird. Die hierfür vorgesehene Öffnung und Bohrung kann einerseits genutzt werden, um weitere Gehäuseteile für weitere Schleifscheiben aufzusetzen oder für die Befestigung des Deckels, wie dies in der vorliegenden Darstellung der Fall ist. - Im äußeren Deckelteil 96 sind zwei gegenüberliegende Bohrungen 122 und 124 vorgesehen. Durch diese Bohrungen ragen zwei kurze Schrauben 126 und 128, welche in eine korrespondierende, darunterliegende Gewindebohrung im Deckelteil 94 eingeschraubt werden. Mit den Schrauben 126 und 128 wird jeweils eine vergleichsweise großflächige Mutter 130 zwischen den Deckelteilen festgeklemmt. Die Mutter 130 drückt auf den oberen Rand des Hohlzylinders 92 und hält diesen in seiner Position. Auf diese Weise wird der Hohlzylinder in seiner Winkellage arretiert. Er kann während des Schleifvorgangs und der allgemeinen Handhabung nicht verrücken. Zum Einstellen der Öffnung 100 auf eine andere Position über einer anderen Bohrung 76 oder 78 werden die Schrauben 126 und 128 ein wenig gelockert. Dann ist der Hohlzylinder 92 frei drehbar. Nach erfolgter Positionierung werden die Schrauben 126 und 128 wieder festgezogen und der Hohlzylinder 92 in seiner Lage arretiert.
- Wenn, wie im oben beschriebenen Ausführungsbeispiel, zwei Schleifscheiben 20 und 22 verwendet werden, wird der Hohlzylinder um eine Schleifscheibendicke, mit einem Zwischenring 132 gleichen Durchmessers verlängert. Dann drücken die Muttern 130 auf den Zwischenring 132. Wenn nur eine Schleifscheibe 120 und kein Distanzring 64 verwendet werden, wird der Zwischenring 130 nicht eingesetzt. Dann drücken die Muttern 130 direkt auf den oberen Rand des Hohlzylinders 92. Auf diese Weise kann der gleiche Hohlzylinder für alle Anordnungen unabhängig von der Anzahl der Schleifscheiben verwendet werden.
- Die Deckelteile 94 und 96 weisen jeweils eine Mittenöffnung 134 und 136 auf. Die Mittenöffnung 134 hat einen klein wenig größeren Durchmesser als die Mittenöffnung 136. Auf diese Weise entsteht ein Rand 138.
- Eine Absaugvorrichtung 140 (
Fig.7 ) mit einer Pumpe 142 wird mittels eines Schlauchs 144 an die Vorrichtung 10 angeschlossen. Das Schlauchende wird durch die Öffnungen 134 und 136 zur Mittenöffnung 54 geführt. Die Mittenöffnung 54 weist eine sich nach oben konisch verbreiternde Wandung auf. Das Schlauchende wird in dem so gebildeten Konus abdichtend eingeklemmt. Wenn nun die Absaugvorrichtung 140 betätigt wird, entsteht im Inneren des Gehäuseteil 16 und des Motorflansches 14 ein Unterdruck. Die Luft wird durch die Öffnungen angesaugt. Auf diese Weise brauchen die sehr unterschiedlichen Öffnungen 76 und 78 nicht auf schwierige Weise abgedichtet zu werden. Der Schleifstaub und alle anderen Partikel und Gase können nicht mehr austreten oder sich ansammeln. - Wenn das Schlauchende der Absaugvorrichtung 140 keine geeigneten Abmessungen hat, kann ein Adapter (nicht dargestellt) eingesetzt werden, der in den Konus passt. Der Adapter kann außen so gestaltet sein, dass er am Rand 138 gehalten wird. Das Schlauchende kann dann in dem passenden Adapter befestigt werden.
- Es hat sich herausgestellt, dass Absaugvorrichtungen 140 mit einem Wasserfilter 146 besonders gut geeignet sind. Die Partikel-haltige Strömung wird durch ein Wasserbad geführt. Dabei bleiben die Wolfram- und sonstige Partikel im Wasser. Es entsteht weder beim Filtervorgang, noch bei der Entsorgung umwelt- und gesundheitsschädlicher Feinstaub. Die in dem Wasser enthaltenden Wolframpartikel können durch Verdampfen des Wassers oder durch Abscheiden wieder recycled werden. Aus dem wieder gewonnenen Wolfram können erneut beispielsweise Elektroden hergestellt werden. Die Entsorgung und/oder Wiederverwertung des Materials erfolgt ohne schädliche Umwelteinflüsse.
Claims (9)
- Vorrichtung (10) zur Bearbeitung von Schweißelektroden mit einer von einem Antriebsmotor über eine Welle (30) angetriebenen Schleifscheibe (20; 22), welche in einem Hohlraum in einem Gehäuse (14, 16) umläuft, wobei in dem Gehäuse (14, 16) wenigstens ein Durchbruch (76, 78) zur Führung einer zu bearbeitenden Schweißelektrode in definierter Lage zu der Schleifscheibe (20; 22) vorgesehen ist, gekennzeichnet durch eine mit der Vorrichtung verbundene Absaugeinrichtung (140), über welche während des Scheifvorgangs erzeugte Partikel aus dem Gehäuse (14, 16) absaugbar sind, wobei das Gehäuse (14, 16) in einer abgedichteten Schutzhülle (90) mit einer Öffnung (100) angeordnet ist, welche über dem mantelseiten Ende des ausgewählten Durchbruchs (76, 78) positionierbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Schutzhülle (90) einen transparenten Hohlzylinder (92) umfasst, der im wesentlichen um den Bereich des Gehäuses (14, 16) herum angeordnet ist, in dem Partikel erzeugt werden und an dessen Planseite eine Öffnung (134, 136) für den Anschluss der Absaugeinrichtung (140) vorgesehen ist.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass der Anschluss der Absaugeinrichtung (140) abdichtend durch die Öffnung (134, 136) in der Schutzhülle hindurch zu einer konischen Aufnahme im Gehäuse (16) geführt und dort festgesteckt ist.
- Vorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass der Hohlzylinder (92) sich beabstandet bis um das Motorgehäuse (14, 16) erstreckt und im Bereich des Motorgehäuses mittels eines Dichtrings, insbesondere aus Schaumstoff nach außen abgedichtet ist.
- Vorrichtung nach einem der vorgehenden Ansprüche, dadurch gekennzeichnet, dass die Absaugeinrichtung (140) ein Wasserbad (146) umfasst, durch welches die Absaugströmung geführt ist, so dass die Partikel im Wasserbad gefiltert werden.
- Bausatz zum Nachrüsten einer Vorrichtung (10) zur Bearbeitung von Schweißelektroden mit einer von einem Antriebsmotor über eine Welle (30) angetriebenen Schleifscheibe (20; 22), welche in einem Hohlraum in einem Gehäuse (14, 16) umläuft, wobei in dem Gehäuse (14, 16) wenigstens ein Durchbruch (76, 78) zur Führung einer zu bearbeitenden Schweißelektrode in definierter Lage zu der Schleifscheibe (20; 22) vorgesehen ist, gekennzeichnet durch(a) eine mit der Vorrichtung verbindbare Absaugeinrichtung (140), über welche während des Scheifvorgangs erzeugte Partikel aus dem Gehäuse (14, 16) absaugbar sind, und(b) eine gegen das Gehäuse (14, 16) abgedichtbare Schutzhülle (90) mit einer Öffnung (100), welche über dem mantelseiten Ende eines ausgewählten Durchbruchs (76, 78) positionierbar ist.
- Bausatz nach Anspruch 6, dadurch gekennzeichnet, dass die Schutzhülle (90) einen transparenten Hohlzylinder (92) umfasst, der im wesentlichen um den Bereich des Gehäuses (14, 16) herum angeordnet ist, in dem Partikel erzeugt werden, und an dessen Planseite eine Öffnung (134, 136) für den Anschluss der Absaugeinrichtung (140) vorgesehen ist.
- Bausatz nach Anspruch 7, dadurch gekennzeichnet, dass ferner Dichtmittel zum Abdichten der Schutzhülle gegenüber dem Gehäuse und/oder dem Motorgehäuse umfasst sind.
- Bausatz nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, dass die Absaugeinrichtung (140) ein Wasserbad (146) umfasst, durch welches die Absaugströmung geführt ist, so dass die Partikel im Wasserbad gefiltert werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910044860 DE102009044860B3 (de) | 2009-12-10 | 2009-12-10 | Elektrodenschleifvorrichtung |
| PCT/EP2010/065343 WO2011069720A1 (de) | 2009-12-10 | 2010-10-13 | Elektrodenschleifvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2509749A1 EP2509749A1 (de) | 2012-10-17 |
| EP2509749B1 true EP2509749B1 (de) | 2013-09-25 |
Family
ID=43296988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10773593.8A Active EP2509749B1 (de) | 2009-12-10 | 2010-10-13 | Elektrodenschleifvorrichtung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2509749B1 (de) |
| DE (1) | DE102009044860B3 (de) |
| WO (1) | WO2011069720A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104589216A (zh) * | 2013-10-30 | 2015-05-06 | 梧州市旺发新工艺品有限公司 | 珠宝加工防护装置 |
| CN105127904A (zh) * | 2015-07-30 | 2015-12-09 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011052247A1 (de) | 2011-07-28 | 2013-01-31 | Rolf Tamm | Anordnung zum Schleifen von Elektroden |
| CN105081979A (zh) * | 2015-07-30 | 2015-11-25 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜出气缓冲箱 |
| CN107649985A (zh) * | 2016-07-25 | 2018-02-02 | 天津卓坤科技有限公司 | 用于钣金加工的自动除尘打磨生产线 |
| CN113210974B (zh) * | 2021-05-13 | 2023-01-31 | 贵州詹阳动力重工有限公司 | 一种旋转器的焊接方法及旋转器 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK9500123Y6 (da) * | 1995-03-27 | 1995-05-15 | Euro Tool Aps | Apparat til slibning af svejseelektroder, navnligwolframelektroder |
| DE19707567A1 (de) * | 1997-02-26 | 1998-08-27 | Jas Jan Segenwitz Gmbh | Vorrichtung zum Spitzschleifen eines nadelförmigen Gegenstands |
| DE10066071C2 (de) * | 2000-03-07 | 2002-11-28 | Rolf Tamm | Vorrichtung zur Bearbeitung von Schweißelektroden mit einer Schleifscheibe |
| DE10243210B3 (de) * | 2002-09-17 | 2004-05-27 | Rolf Tamm | Doppelschleifscheibe |
| DE102006052904B4 (de) * | 2006-11-08 | 2011-07-07 | Tamm, Rolf, 88682 | Anordnung zum Schleifen von Elektroden |
| GB0717564D0 (en) * | 2007-09-10 | 2007-10-24 | Devereux Christopher P | Tungsten electrode grinder |
-
2009
- 2009-12-10 DE DE200910044860 patent/DE102009044860B3/de active Active
-
2010
- 2010-10-13 EP EP10773593.8A patent/EP2509749B1/de active Active
- 2010-10-13 WO PCT/EP2010/065343 patent/WO2011069720A1/de active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104589216A (zh) * | 2013-10-30 | 2015-05-06 | 梧州市旺发新工艺品有限公司 | 珠宝加工防护装置 |
| CN105127904A (zh) * | 2015-07-30 | 2015-12-09 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009044860B3 (de) | 2011-04-28 |
| WO2011069720A1 (de) | 2011-06-16 |
| EP2509749A1 (de) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2551054B1 (de) | Anordnung zum Schleifen von Elektroden | |
| EP2509749B1 (de) | Elektrodenschleifvorrichtung | |
| EP2509745B1 (de) | Bausatz zum nachrüsten einer elektrodenschleifvorrichtung und elektrodenschleifvorrichtung | |
| EP3439821B1 (de) | Vorrichtung und verfahren zum verschweissen zweier fügepartner mittels rührreibschweissen durch die, bzw. durch das, keinerlei kontamination der fügepartner durch schweiss-rückstände erfolgt | |
| DE3740230C2 (de) | ||
| DE3035687A1 (de) | Schleif- und polierwerkzeug | |
| DE102006052904B4 (de) | Anordnung zum Schleifen von Elektroden | |
| DE102018004651A1 (de) | Trennmaschine | |
| DE202010018091U1 (de) | Vorrichtung zur Bearbeitung einer Zylinderbohrung mit geometrischbestimmter Schneide | |
| DE10243210B3 (de) | Doppelschleifscheibe | |
| EP0523404B1 (de) | Zweischneidiges Gesenkwerkzeug zum Fräsen und Bohren | |
| EP2509747B1 (de) | Elektrodenschleifvorrichtung | |
| WO2020052974A1 (de) | Handgeführter trennschleifer | |
| DE102008049054A1 (de) | Vorrichtung zum Bearbeiten einer Lochplatte eines Extruders | |
| DE102013104875B3 (de) | Elektrodenschleifvorrichtung | |
| EP2509746B1 (de) | Anordnung zum schleifen von elektroden und schleifscheibe | |
| DE3049026A1 (de) | Werkzeugkopf | |
| DE202015003373U1 (de) | Werkzeugschnellwechselsystem mit Späneleiteinrichtung | |
| EP2382066B1 (de) | Vorrichtung zum nachberarbeiten von punktschweisselektroden | |
| DE102006052905B4 (de) | Anordnung zum Schleifen von Elektroden | |
| DE102019134492A1 (de) | SCHWEIßZANGENKAPPENABRICHTERSCHNEIDER | |
| EP1207010A2 (de) | Schleifmaschine | |
| EP0123918B1 (de) | Fräs- und Spanndorn | |
| DE4121495C1 (en) | Machine for workpiece bore machining - has elongated tubular sleeve for drill spindle, retaining latter support bearing | |
| DE2510393A1 (de) | Verfahren und vorrichtung zum kopierabrichten mit diamantscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120619 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20130723 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 633513 Country of ref document: AT Kind code of ref document: T Effective date: 20131015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010004872 Country of ref document: DE Effective date: 20131121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131225 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131226 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| BERE | Be: lapsed |
Owner name: TAMM, ROLF Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140125 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010004872 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140127 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| 26N | No opposition filed |
Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010004872 Country of ref document: DE Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131013 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: WEISSE, RENATE, DIPL.-PHYS. DR.-ING., DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010004872 Country of ref document: DE Owner name: ILLINOIS TOOL WORKS INC., GLENVIEW, US Free format text: FORMER OWNER: TAMM, ROLF, 88682 SALEM, DE Effective date: 20150209 Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: WEISSE, RENATE, DIPL.-PHYS. DR.-ING., DE Effective date: 20150209 Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE Effective date: 20150209 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20150226 AND 20150304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: ILLINOIS TOOL WORKS INC., US Free format text: FORMER OWNER: TAMM, ROLF, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: ILLINOIS TOOL WORKS INC., US Effective date: 20150421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101013 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 633513 Country of ref document: AT Kind code of ref document: T Owner name: ILLINOIS TOOL WORKS INC., US Effective date: 20151127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231027 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231025 Year of fee payment: 14 Ref country code: DE Payment date: 20231027 Year of fee payment: 14 Ref country code: CH Payment date: 20231102 Year of fee payment: 14 Ref country code: AT Payment date: 20230920 Year of fee payment: 14 |