EP2509749B1 - Dispositif de meulage d'electrodes - Google Patents
Dispositif de meulage d'electrodes Download PDFInfo
- Publication number
- EP2509749B1 EP2509749B1 EP10773593.8A EP10773593A EP2509749B1 EP 2509749 B1 EP2509749 B1 EP 2509749B1 EP 10773593 A EP10773593 A EP 10773593A EP 2509749 B1 EP2509749 B1 EP 2509749B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- opening
- grinding wheel
- grinding
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000227 grinding Methods 0.000 title claims description 100
- 238000003466 welding Methods 0.000 claims description 21
- 230000001681 protective effect Effects 0.000 claims description 20
- 239000002245 particle Substances 0.000 claims description 19
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 15
- 238000007789 sealing Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000005299 abrasion Methods 0.000 description 7
- 239000000428 dust Substances 0.000 description 6
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 6
- 229910052721 tungsten Inorganic materials 0.000 description 6
- 239000010937 tungsten Substances 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 4
- 239000007789 gas Substances 0.000 description 2
- 231100000206 health hazard Toxicity 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000013618 particulate matter Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000009420 retrofitting Methods 0.000 description 2
- 238000005493 welding type Methods 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/16—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding sharp-pointed workpieces, e.g. needles, pens, fish hooks, tweezers or record player styli
Definitions
- the invention relates to an apparatus for machining welding electrodes with a grinding wheel driven by a drive motor via a shaft, which rotates in a cavity in a housing, wherein at least one opening for guiding a welding electrode to be machined is provided in the housing in a defined position relative to the grinding wheel.
- the invention further relates to a kit for retrofitting such a device.
- Welding electrodes are made of a very hard and high temperature resistant material like tungsten. There are welding electrodes of different cross section. The welding electrodes run out in a point or in a cutting edge. This form of welding electrodes depends on the particular application. The tips of the welding electrodes wear during operation.
- Welding electrodes can be bought without bevel or with a prefabricated tip. After use, the tip or bevel is worn. The welding electrodes are then reground or discarded. This is very expensive because of the high quality material.
- a device capable of producing electrodes having a plurality (e.g., 6) of different electrode diameters at a variety of different tip angles (e.g., 4) and having a variety of lengths is a valuable, cost-saving tool.
- a device for machining welding electrodes with a grinding wheel is known.
- the grinding wheel runs in a grinding wheel housing.
- the device further has a housing attachment, which can be fastened to the grinding wheel housing and has at least one opening for guiding a welding electrode to be processed in a defined position relative to the grinding wheel.
- the plane of the grinding wheel coincides substantially with the parting plane between the grinding wheel housing and the attachment.
- the attachment may have a plurality of mutually offset, different openings for receiving different types of welding electrodes.
- the attachment can also have a plurality of mutually offset openings whose axes intersect the plane of the grinding wheel at different angles.
- a radial slot extending over the end face of the housing can be formed, through which a welding electrode for cutting can be applied to the circumferential surface of the grinding wheel.
- the grinding wheel is fixed to a grinding wheel receiving, which in turn is connected to the motor shaft of the drive motor.
- the entire device forms a portable unit.
- a first grinding wheel circulates in a cavity between the motor attachment and a first housing attachment.
- the second grinding wheel runs in a second cavity between the first housing attachment and the second housing attachment.
- the housing attachments are provided with openings for guiding the welding electrodes.
- the known arrangement allows the use of different grinding wheels with standard dimensions without conversion.
- the assembly uses next to a motor with a motor housing further housing parts: a motor flange which is screwed directly to the motor housing and at least one housing part, in which the openings are provided for guiding the electrodes.
- the openings each extend from the side remote from the motor in the housing part in the direction of the grinding wheel, which rotates between the motor flange and the housing part.
- further housing parts are placed.
- the breakthroughs start on the side facing the engine.
- the electrodes are always introduced to the motor in the breakthroughs.
- the arrangement is comparatively long depending on the number of housing parts and requires a long drive shaft.
- For attachment of the housing parts several other fastening components, such as screws, nuts, pins, etc. required.
- DE 10 2006 052904 A1 discloses an arrangement according to the preamble of claim 1 or 6, in which two grinding wheels or abrasion surfaces of different grain virtually revolve in a plane in a common cavity. The abrasion surfaces are facing away from each other in this known arrangement. Between the grinding wheels a third disc of larger diameter is arranged. Electrodes can be cut on this disc. The assembly operates either with a grinding wheel having two abrasive surfaces of different grain size or with a grinding wheel assembly of at least two grinding wheels. The holes in which the electrodes are guided are manufactured with high precision with respect to the angle.
- GB 2 452 575 A discloses a grinding apparatus for tungsten electrodes.
- the motor housing in which the grinding wheel rotates, is capped.
- In the cap is an opening with a membrane for the electrode.
- the construction of cap and housing is provided with a suction.
- WO 96/30162 discloses a grinding assembly disposed on a handset. Breakthroughs to guide the electrodes are not provided.
- the object is achieved by a device according to claim 1.
- the housing is disposed in a sealed protective sheath having an opening which is positionable over the sheath-side end of the selected aperture. Through the opening, the electrodes can be inserted into the selected breakthrough for grinding. All other openings are surrounded by the protective cover. The particles can not escape through the remaining openings.
- the suction device can be used on any of the devices mentioned in the prior art.
- the protective cover not only serves to hold the suction device, but also as splash and eye protection.
- the protective cover may comprise a transparent hollow cylinder, which is substantially is arranged around the region of the housing in which particles are produced and on the plan side of an opening for the connection of the suction device is provided.
- a cylindrical shape is useful in a cylindrical housing geometry. Then, the opening can be positioned by rotating the sheath about the common axis. In other, approximately cuboid housing geometry, for example, a cuboid housing geometry is conceivable, which is correspondingly repositioned.
- a protective cover made of flexible material may be useful depending on the application.
- connection of the suction device is sealingly guided through the opening in the protective cover to a conical receptacle in the housing and pinned there.
- the housing has a receptacle on the side facing away from the engine.
- the suction device can be guided for example with a tube, cone or a fixed end of the hose into the receptacle and pinned there or otherwise sealingly attached.
- the hollow cylinder extends at a distance up to the motor housing and is sealed in the region of the motor housing by means of a sealing ring, in particular made of foam to the outside. Then no particles can escape at the lower end of the protective cover.
- the suction device comprises a water bath, through which the suction flow is guided, so that the particles are filtered in a water bath.
- a water bath has the advantage that even the smallest particles get stuck. Carcinogenic particulate matter pollution is thus avoided.
- the water is a low cost, easily replaceable filter material.
- the object is further achieved with a kit for retrofitting a device for processing welding electrodes according to claim 6.
- the protective cover of the kit comprises a transparent hollow cylinder which is arranged substantially around the region of the housing in which particles are produced, and on whose plan side an opening for the connection of the suction device is provided.
- the suction device may comprise a water bath, through which the suction flow is guided, so that the particles are filtered in a water bath.
- 10 generally indicates a device for grinding tungsten welding electrodes.
- the apparatus 10 includes a motor having a motor housing 12, a motor flange 14 bolted to the motor housing 12, and a cylindrical housing portion 16 mounted on the motor flange 14.
- the housing portion 16 is connected to the motor and motor flange in the manner described below.
- a grinding wheel assembly 18 rotates with grinding wheels 20 and 22 of different grain size.
- the flange is provided with holes. About these holes of the motor flange 14 on the motor housing 12 to the in Fig.1 shown manner screwed with screws 24.
- the housing part 16 is fixedly connected to the motor flange 14 with a screw 13 and a nut 15.
- the housing part 16 has a through hole and the motor flange has a receptacle for the nut 15.
- a disc-shaped recess is provided at the end remote from the motor 26 of the motor flange 14. This recess serves to receive the grinding wheel 22.
- the shaft 30, with which the grinding wheel assembly 18 is screwed to the motor, is at the same time the motor shaft.
- the shaft 30 has a front part 28. Furthermore, the shaft 30 with front part 28 has a bore 32 with an internal thread. In addition, an off-axis pin 34 is attached to the front part 28.
- the grinding wheels 20 and 22 the grinding wheel assembly 18 are provided with a central bore and an associated, off-axis bore. The grinding wheels 20 and 22 are mounted on the shaft 30 and screwed with a screw 36, that the central bore with the axial bore 32 in the shaft 30 is aligned and the pin 34 protrudes through the off-axial bore in the motor-side grinding wheel 22. The rotation occurs about the axis of the central bores, with the pin 34 engaging the off-axis bore and transmitting the drive force to the grinding wheel assembly 18.
- a centering sleeve 37 is inserted from above through the central bores of the two grinding wheels 20 and 22.
- the centering sleeve 37 has at the top, facing away from the motor, a receptacle 39 for the screw head of the screw 36.
- the centering sleeve 37 ensures that both grinding wheels 20 and 22 rotate about the same axis.
- the centering sleeve 37 also has a protruding nose 41. The nose engages the off-axis bores 40 of the grinding wheels 20 and 22. In this way, the driving force of the motor is transmitted from the first motor-side grinding wheel 22 via the centering sleeve 37 to the second, upper grinding wheel 20.
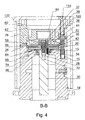
- the centering sleeve 37 is screwed together with the grinding wheels 20 and 22 with the screw 36 on the shaft. This is especially good in FIG. 4 recognizable.
- the grinding wheel assembly 18 comprises a coarse-grained grinding wheel 20 and an otherwise equally constructed, fine-grained grinding wheel 22.
- the grinding wheel 20 has a particularly fine edge 42. This edge 42 serves to cut the electrodes with improved cutting behavior.
- the edge is formed on the grinding wheel 20 so that it lies with one side in the grinding plane. In this way, one of the grinding surfaces, namely the upper grinding surface in FIG. 4 and 5 on the side of the edge 42 larger than the opposite grinding surface.
- the housing part 16 is provided with a central bore 54. This is in FIG. 4 to recognize.
- the center hole 54 is aligned with the holes of the Abrasive wheel assembly 18 and the axis of rotation of the shaft 30.
- a disk-shaped recess 58 is provided on the motor facing plan side 56.
- the recesses in the plan side 26 and the recess 58 form in composite Arrange together a cavity.
- the cavity serves to receive the grinding wheel arrangement 18.
- the spacer ring 64 is arranged between the motor flange 14 and the housing part 16.
- the thickness of the spacer ring 64 corresponds to the thickness of a grinding wheel 20 or 22. Accordingly, the difference is compensated by the additional grinding wheel. It can be used regardless of the number of grinding wheels always the same motor flange 14 and and the same housing part 16 with the same recess 26 and 58 respectively. The grinding angle does not change.
- the housing 16, the ring 64 and the motor flange 14 also have a longitudinal slot 66 in the radial direction, which extends over the entire thickness of the assembly.
- the longitudinal slot 66 is in FIG. 1 to recognize.
- the slots 66 in motor flange 14, ring 64 and housing 16 are superimposed.
- the slot 66 thus formed is wide enough that the electrodes can be inserted there. With the grinding wheel assembly 18 rotating, the electrode at the edge 42 of one of the grinding wheels can be shortened by cutting off the spent electrode end or the newly ground electrode side.
- the housing 16 and the motor flange 14 have groups 76 and 78 of holes in the form of holes.
- the bores each extend from the circumference on the shell side of the housing 16 or motor flange 14 to the associated plan sides in the direction of the grinding wheel closest to the housing or motor flange.
- Each group includes in a known manner a plurality of holes (also referred to as breakthroughs) of different diameters, which is respectively indicated above or below the bore by an engraving 80. This is in FIG. 3 recognizable.
- the angle at which an electrode inserted into a bore or a breakthrough strikes the grinding wheel is the same within a group of bores.
- the hole thus has, for example, a diameter of 4 mm and a Grinding angle of 30 degrees.
- the Anschleifwinkel is indicated by a further engraving 82 above the first engraving for each group.
- a further engraving 82 above the first engraving for each group.
- four different angles are possible with a bevel.
- electrodes with, for example, up to six different diameters can be used. The electrode is guided so well through the hole that reproducible results are obtained without effort or risk.
- More grinding angles, more electrode diameters or the use of a grinding surface with different grain sizes are taken into account by the motor flange 14 has just such holes 78 and two grinding wheels are used.
- an electrode may first be coarsely pre-ground by passing it through a bore in the housing 16. In this case, a rough grain is provided for the grinding wheel 20, the abrasion surface facing upward in the illustration. For fine grinding then a hole in the motor flange 14 is used. The associated grinding wheel 22, the abrasion surface faces down, has a fine grain.
- Both the holes 76 in the housing part 16, as well as the holes 78 in the motor flange were made with the same machine with identical settings. The holes are therefore identical with minor deviations.
- the abrasion surface is always in the same plane in the present arrangement.
- the holes 76 are made so that the specified Anschleifwinkel is achieved when the abrasion surface is in the plane 60 and the holes 78, when the abrasion surface is in the disc thickness lying below the plane 26 level.
- the housing 16 further includes a group of bores extending perpendicularly from the top to the bottom of the housing 16.
- the holes in this group have different diameters, which correspond to the diameters of the other groups.
- the holes in the group allow vertical grinding of the electrode tips.
- the entire assembly is screwed onto a hand-held device.
- the grinding wheel assembly sits directly in front of the ball bearing of the motor shaft 30. This prevents rolling at high speeds.
- a baffle plate 84 is provided.
- the baffle 84 is slipped between the motor-side grinding wheel 22 and the motor flange with a sleeve 86 on the upper end 28 of the motor shaft 30 and rotated with.
- the motor-side, lower surface of the baffle plate 84 is in the region of the bottom of the recess in the plan side 26.
- Around the sleeve 86 around a felt ring 88 is arranged, which does not rotate.
- the felt ring 88 avoids further penetration of dust, abraded material and abrasive into the engine and bearing.
- the pin 34 extends through a bore in the baffle plate 84. In this way, not only the grinding wheel assembly 18, but also the baffle 84 is driven by the shaft 30.
- the present arrangement has been explained of a concrete embodiment with two grinding wheels. It is understood that the arrangement can be varied. Thus, for example, it is possible to use only one grinding wheel or another housing part, similar to the housing part 16, set up and provide in the intermediate cavity more grinding wheels. Also, different configurations of the holes for guiding the electrodes are conceivable.
- the assembly has a protective sleeve of plexiglass, generally designated 90, which in FIG. 6 is shown separately.
- the protective cover 90 comprises a hollow cylinder 92 and two cover parts 94 and 96. Due to the protective cover, the motor flange 14 and the housing part 16 with the bores 76 and 78 for the electrodes continue to be clearly visible even with a protective cover.
- the dimensions of the hollow cylinder is chosen so that it is supported on an annular projection 98 on the outside of the motor flange and extends beyond the end of the housing part 16.
- the hollow cylinder 92 has an elongate opening 100.
- the opening 100 extends just beyond the area of the underlying bores 76 and 78 in FIG Housing part 16 and in the motor flange 78.
- the opening 100 can be positioned over the selected hole.
- the electrode to be ground can then be easily inserted through the opening in the bore.
- the hollow cylinder 92 has on the side facing away from the engine, a two-part cover with cover parts 94 and 96.
- the lying between the outer cover member 96 and the upper edge of the hollow cylinder 92 cover member 94 is provided on the engine-facing bottom with two recesses, which are around two holes 102 and 104 extend around.
- the cover part 96 has two corresponding threaded bores 106 and 108.
- the cover parts 94 and 96 are screwed together with two screws 110 and 112. The screw head of the screws 110 and 112 is completely sunk in the lower side recesses in the cover part 94.
- Both cover parts 94 and 96 are fastened to the housing part 16 with a screw 114, as shown in FIG. 4 is shown.
- a screw 114 for this purpose, bores 116 and 118 are provided in the cover parts 94 and 96, respectively.
- the screw 114 engages a nut 120, which is laterally inserted into the housing.
- the opening and bore provided for this purpose can be used on the one hand to set up further housing parts for further grinding wheels or for the attachment of the cover, as is the case in the present illustration.
- two opposing bores 122 and 124 are provided in the outer cover part 96. Through these holes protrude two short screws 126 and 128, which are screwed into a corresponding, underlying threaded hole in the cover part 94. With the screws 126 and 128, a comparatively large-area nut 130 is clamped between the cover parts in each case. The nut 130 presses on the upper edge of the hollow cylinder 92 and holds it in its position. In this way, the hollow cylinder is locked in its angular position. He can not move during the grinding process and the general handling. To adjust the aperture 100 to a different position above another bore 76 or 78, the screws 126 and 128 are loosened somewhat. Then the hollow cylinder 92 is freely rotatable. After positioning the screws 126 and 128 tightened again and the hollow cylinder 92 is locked in place.
- the hollow cylinder is extended by a grinding wheel thickness, with an intermediate ring 132 of the same diameter. Then, the nuts 130 press on the intermediate ring 132. If only one grinding wheel 120 and no spacer ring 64 are used, the intermediate ring 130 is not inserted. Then, the nuts 130 press directly on the upper edge of the hollow cylinder 92. In this way, the same hollow cylinder can be used for all arrangements regardless of the number of grinding wheels.
- the cover parts 94 and 96 each have a central opening 134 and 136.
- the center opening 134 has a slightly larger diameter than the center opening 136. In this way, an edge 138 is formed.
- a suction device 140 (FIG. Figure 7 ) with a pump 142 is connected by means of a hose 144 to the device 10.
- the hose end is guided through the openings 134 and 136 to the center opening 54.
- the center opening 54 has an upwardly conically widening wall.
- the end of the hose is sealingly clamped in the cone thus formed.
- an adapter (not shown) may be used which fits into the cone.
- the adapter may be externally designed so that it is held on the edge 138. The hose end can then be secured in the appropriate adapter.
- suction devices 140 with a water filter 146 are particularly well suited.
- the particle-containing flow is passed through a water bath.
- the tungsten and other particles remain in the water. It does not arise during the filtering process, nor in the disposal of environmentally and harmful particulate matter.
- the tungsten particles contained in the water may be recycled by evaporating the water or by precipitation. From the recovered tungsten, for example, electrodes can be produced again. The disposal and / or recycling of the material takes place without harmful environmental influences.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Claims (9)
- Dispositif (10) pour l'usinage d'électrodes de soudage à l'aide d'un disque d'affûtage (20 ; 22) entraîné par un moteur d'entraînement via un arbre (30) et qui est en rotation dans un espace creux situé dans un boîtier (14, 16), au moins un percement (76, 78) étant prévu dans le boîtier afin de guider une électrode de soudage à usiner dans une position définie par rapport au disque d'affûtage (20 ; 22), caractérisé par un dispositif d'aspiration (140) relié au dispositif permettant d'enlever par aspiration du boîtier (14, 16) les particules produites pendant l'affûtage, le boitier (14, 16) étant disposé dans une gaine de protection étanche (90), munie d'un orifice (100) pouvant être positionné au-dessus de l'extrémité, située du côté de l'enveloppe, du percement choisi (76, 78).
- Dispositif selon la revendication 1, caractérisé en ce que la gaine de protection (90) comprend un cylindre creux transparent (92) disposé essentiellement autour de la zone du boîtier (14, 16) et dans lequel sont produites des particules et sur la face plane duquel il est prévu un orifice (134, 136) destiné au branchement du dispositif d'aspiration (140).
- Dispositif selon la revendication 2, caractérisé en ce que le branchement du dispositif (140) traverse, en étant étanche, l'orifice (134, 136) dans la gaine de protection pour aller dans un logement conique situé dans le boîtier (16) et y est fixé.
- Dispositif selon la revendication 2 ou 3, caractérisé en ce que le cylindre creux (92) s'étire jusqu'au boîtier du moteur (14, 16) en étant à distance de celui-ci et est étanche à l'extérieur dans la zone du boîtier du moteur au moyen d'une bague d'étanchéité, notamment en mousse.
- Dispositif selon l'une quelconque des revendications précédentes, caractérisé en ce que le dispositif d'aspiration (140) comprend un bain d'eau (146) traversé par le courant d'aspiration de sorte que les particules sont filtrées dans le bain d'eau.
- Module de rééquipement d'un dispositif (10) pour l'usinage d'électrodes de soudage à l'aide d'un disque d'affûtage (20 ; 22) entraîné par un moteur d'entraînement via un arbre (30) et qui est en rotation dans un espace creux situé dans un boîtier (14, 16), au moins un percement (76, 78) étant prévu dans le boîtier afin de guider une électrode de soudage à usiner dans une position définie par rapport au disque d'affûtage (20 ; 22), caractérisé par(a) un dispositif d'aspiration (140) pouvant être relié au dispositif permettant d'enlever par aspiration du boîtier (14, 16) les particules produites pendant l'affûtage, et(b) une gaine de protection (90) pouvant être étanche par rapport au boîtier (14, 16) et munie d'un orifice (100) pouvant être positionné au-dessus de l'extrémité, située du côté de l'enveloppe, d'un percement choisi (76, 78).
- Module selon la revendication 6, caractérisé en ce que la gaine de protection (90) comprend un cylindre creux transparent (92) disposé essentiellement autour de la zone du boîtier (14, 16) et dans lequel sont produites des particules et sur la face plane duquel il est prévu un orifice (134, 136) destiné au branchement du dispositif d'aspiration (140).
- Module selon la revendication 7, caractérisé en ce que des moyens d'étanchéité supplémentaires sont compris pour rendre étanche la gaine de protection par rapport au boîtier et/ou au boîtier du moteur.
- Module selon l'une quelconque des revendications 6 à 8, caractérisé en ce que le dispositif d'aspiration (140) comprend un bain d'eau (146) traversé par le courant d'aspiration de sorte que les particules sont filtrées dans le bain d'eau.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910044860 DE102009044860B3 (de) | 2009-12-10 | 2009-12-10 | Elektrodenschleifvorrichtung |
| PCT/EP2010/065343 WO2011069720A1 (fr) | 2009-12-10 | 2010-10-13 | Dispositif de meulage d'électrode |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2509749A1 EP2509749A1 (fr) | 2012-10-17 |
| EP2509749B1 true EP2509749B1 (fr) | 2013-09-25 |
Family
ID=43296988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10773593.8A Active EP2509749B1 (fr) | 2009-12-10 | 2010-10-13 | Dispositif de meulage d'electrodes |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2509749B1 (fr) |
| DE (1) | DE102009044860B3 (fr) |
| WO (1) | WO2011069720A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104589216A (zh) * | 2013-10-30 | 2015-05-06 | 梧州市旺发新工艺品有限公司 | 珠宝加工防护装置 |
| CN105127904A (zh) * | 2015-07-30 | 2015-12-09 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011052247A1 (de) | 2011-07-28 | 2013-01-31 | Rolf Tamm | Anordnung zum Schleifen von Elektroden |
| CN105081979A (zh) * | 2015-07-30 | 2015-11-25 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜出气缓冲箱 |
| CN107649985A (zh) * | 2016-07-25 | 2018-02-02 | 天津卓坤科技有限公司 | 用于钣金加工的自动除尘打磨生产线 |
| CN113210974B (zh) * | 2021-05-13 | 2023-01-31 | 贵州詹阳动力重工有限公司 | 一种旋转器的焊接方法及旋转器 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK9500123Y6 (da) * | 1995-03-27 | 1995-05-15 | Euro Tool Aps | Apparat til slibning af svejseelektroder, navnligwolframelektroder |
| DE19707567A1 (de) * | 1997-02-26 | 1998-08-27 | Jas Jan Segenwitz Gmbh | Vorrichtung zum Spitzschleifen eines nadelförmigen Gegenstands |
| DE10066071C2 (de) * | 2000-03-07 | 2002-11-28 | Rolf Tamm | Vorrichtung zur Bearbeitung von Schweißelektroden mit einer Schleifscheibe |
| DE10243210B3 (de) * | 2002-09-17 | 2004-05-27 | Rolf Tamm | Doppelschleifscheibe |
| DE102006052904B4 (de) * | 2006-11-08 | 2011-07-07 | Tamm, Rolf, 88682 | Anordnung zum Schleifen von Elektroden |
| GB0717564D0 (en) * | 2007-09-10 | 2007-10-24 | Devereux Christopher P | Tungsten electrode grinder |
-
2009
- 2009-12-10 DE DE200910044860 patent/DE102009044860B3/de active Active
-
2010
- 2010-10-13 EP EP10773593.8A patent/EP2509749B1/fr active Active
- 2010-10-13 WO PCT/EP2010/065343 patent/WO2011069720A1/fr active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104589216A (zh) * | 2013-10-30 | 2015-05-06 | 梧州市旺发新工艺品有限公司 | 珠宝加工防护装置 |
| CN105127904A (zh) * | 2015-07-30 | 2015-12-09 | 柳州市旭平首饰有限公司 | 饰品打磨工作柜 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009044860B3 (de) | 2011-04-28 |
| WO2011069720A1 (fr) | 2011-06-16 |
| EP2509749A1 (fr) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2551054B1 (fr) | Agencement destiné au ponçage d'électrodes | |
| EP2509749B1 (fr) | Dispositif de meulage d'electrodes | |
| EP2509745B1 (fr) | Module pour l'équipement ultérieur d'un dispositif de meulage d'électrodes et dispositif de meulage d'électrodes | |
| EP3439821B1 (fr) | Dispositif et procédé de soudage par friction-malaxage de deux éléments à assembler, permettant d'éviter toute contamination des éléments à assembler par des résidus de soudage | |
| DE3740230C2 (fr) | ||
| DE3035687A1 (de) | Schleif- und polierwerkzeug | |
| DE102006052904B4 (de) | Anordnung zum Schleifen von Elektroden | |
| DE102018004651A1 (de) | Trennmaschine | |
| DE202010018091U1 (de) | Vorrichtung zur Bearbeitung einer Zylinderbohrung mit geometrischbestimmter Schneide | |
| DE10243210B3 (de) | Doppelschleifscheibe | |
| EP0523404B1 (fr) | Outil à deux arêtes de coupe pour fraiser et alaiser | |
| EP2509747B1 (fr) | Dispositif de meulage d'électrodes | |
| WO2020052974A1 (fr) | Tronçonneuse guidée à la main | |
| DE102008049054A1 (de) | Vorrichtung zum Bearbeiten einer Lochplatte eines Extruders | |
| DE102013104875B3 (de) | Elektrodenschleifvorrichtung | |
| EP2509746B1 (fr) | Dispositif pour meuler des électrodes et meule | |
| DE3049026A1 (de) | Werkzeugkopf | |
| DE202015003373U1 (de) | Werkzeugschnellwechselsystem mit Späneleiteinrichtung | |
| EP2382066B1 (fr) | Dispositif pour la finition d'électrodes de soudage par points | |
| DE102006052905B4 (de) | Anordnung zum Schleifen von Elektroden | |
| DE102019134492A1 (de) | SCHWEIßZANGENKAPPENABRICHTERSCHNEIDER | |
| EP1207010A2 (fr) | Machine de meulage | |
| EP0123918B1 (fr) | Mandrin de fraisage et de serrage | |
| DE4121495C1 (en) | Machine for workpiece bore machining - has elongated tubular sleeve for drill spindle, retaining latter support bearing | |
| DE2510393A1 (de) | Verfahren und vorrichtung zum kopierabrichten mit diamantscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120619 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20130723 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 633513 Country of ref document: AT Kind code of ref document: T Effective date: 20131015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010004872 Country of ref document: DE Effective date: 20131121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131225 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131226 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| BERE | Be: lapsed |
Owner name: TAMM, ROLF Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140125 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010004872 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140127 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| 26N | No opposition filed |
Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010004872 Country of ref document: DE Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131013 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: WEISSE, RENATE, DIPL.-PHYS. DR.-ING., DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010004872 Country of ref document: DE Owner name: ILLINOIS TOOL WORKS INC., GLENVIEW, US Free format text: FORMER OWNER: TAMM, ROLF, 88682 SALEM, DE Effective date: 20150209 Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: WEISSE, RENATE, DIPL.-PHYS. DR.-ING., DE Effective date: 20150209 Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE Effective date: 20150209 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20150226 AND 20150304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: ILLINOIS TOOL WORKS INC., US Free format text: FORMER OWNER: TAMM, ROLF, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: ILLINOIS TOOL WORKS INC., US Effective date: 20150421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101013 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 633513 Country of ref document: AT Kind code of ref document: T Owner name: ILLINOIS TOOL WORKS INC., US Effective date: 20151127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010004872 Country of ref document: DE Representative=s name: MEISSNER BOLTE PATENTANWAELTE RECHTSANWAELTE P, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231027 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231025 Year of fee payment: 14 Ref country code: DE Payment date: 20231027 Year of fee payment: 14 Ref country code: CH Payment date: 20231102 Year of fee payment: 14 Ref country code: AT Payment date: 20230920 Year of fee payment: 14 |