EP2507063B1 - Verfahren zur erzeugung einer dreidimensionalen oberflächenstruktur auf einem werkstück - Google Patents
Verfahren zur erzeugung einer dreidimensionalen oberflächenstruktur auf einem werkstück Download PDFInfo
- Publication number
- EP2507063B1 EP2507063B1 EP10771793.6A EP10771793A EP2507063B1 EP 2507063 B1 EP2507063 B1 EP 2507063B1 EP 10771793 A EP10771793 A EP 10771793A EP 2507063 B1 EP2507063 B1 EP 2507063B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- printed
- varnish
- decorative pattern
- droplets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0029—Formation of a transparent pattern using a liquid marking fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00212—Controlling the irradiation means, e.g. image-based controlling of the irradiation zone or control of the duration or intensity of the irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/06—Veined printings; Fluorescent printings; Stereoscopic images; Imitated patterns, e.g. tissues, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0064—Digital printing on surfaces other than ordinary paper on plastics, horn, rubber, or other organic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0045—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or film forming compositions cured by mechanical wave energy, e.g. ultrasonics, cured by electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams, or cured by magnetic or electric fields, e.g. electric discharge, plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
Definitions
- the present invention relates to a method for producing a three-dimensional surface structure on a workpiece, in particular on a web-shaped or plate-shaped workpiece.
- a printed decorative paper, white is printed in a gravure printing machine with a decor (for example an oak, beech or maple replica).
- this so-printed paper is coated with a thermosetting crosslinking resin system, e.g. an amino resin, such as a urea-melamine mixture or the like, impregnated and dried back to a defined residual moisture.
- a hot press e.g. a short-cycle press or a double-belt press, pressed onto a wood-based panel, at the same time the resin with which the paper has been impregnated, is cured.
- a textured surface is created during the curing process, which is often designed to match the wood grains of the printed wood decor.
- the state of the art known today can be modified in many variants.
- other impregnated papers are applied above or below the printed decor paper.
- the plate-shaped workpieces used can be, for example, particle boards, MDF boards or HDF boards, which are produced according to the known state of the art.
- a so-called decorative laminate such as e.g. a "High Pressure Laminate”, a so-called HPL, or a “Continuous Pressure Laminate”, a so-called CPL, of a plurality of impregnated papers, at least one of which is a decoratively printed paper, in a pressing process usually between 0.2 and 1 , 2 mm thick laminate pressed together.
- abrasion-resistant and very resistant laminate (often as a web) is then glued, for example, to a 16- or 20 mm thick chipboard to give as a final product a kitchen countertop.
- furniture panels can be produced which are coated and embossed on one or both sides.
- the print is produced directly on a precoated plate at the location of a printed and then impregnated paper.
- a precoated plate at the location of a printed and then impregnated paper.
- the decor is printed directly over a multi-pass or single-pass digital printer on the precoated plate or precoated sheet material.
- the prior art very often uses a UV curable digital ink containing as its main base an acrylate which has been added with special photoinitiators and thereby irradiated under e.g. cured with UV rays or electron beams.
- a decorative coated plate a scratch-resistant surface and to provide this surface accordingly with a textured haptic appearance, so that the structure has a relation to the decorative image printed underneath, is usually also provided as the top layer, a transparent, radiation-curing acrylate lacquer application.
- the overlying structure should be adapted to the décor pressure in a variety of different cases be:
- the joints of a tile replica should be, for example, recessed compared to the tile surface shown.
- this structure is applied, for example, by means of a grooved applicator roll which is grooved or structured by means of a laser ( DE 10 2007 019 871 A1 ).
- the FR 2 717 420 discloses a method of making braille.
- the US 2009/0258155 discloses a coating for inks based on printing ink that can be applied via an inkjet printer. The coating can then be cured.
- the US 2008/0192100 discloses printing an image by means of water-based printing ink which is curable via UV light.
- the print image is applied in several layers of different colors.
- the topmost layer of water-based printing ink can be colorless.
- the JP 2004/249617 discloses a printing process in which a transparent UV ink is printed and then cured via UV radiation. The printed image is arranged protected under a transparent UV ink.
- the US 2004/0109989 discloses the production of photographic prints coated with a texture on top.
- a texture on top.
- a transparent coating with a roughness of 10 to 15 microns.
- the US 6,164,850 discloses a method for three-dimensional printing, in particular a Braille can be generated.
- the EP 1 905 611 discloses a printing process in which a primer is first applied and then a printed image is applied to the not yet fully cured primer.
- a workpiece is to be coated with a radiation-curing lacquer, it being possible for the lacquer layer to be produced synchronously with the underlying printed decoration with little technical effort.
- the lacquer layer can be quickly changed from one printed section to the next printed section, and which can produce defined matt and defined shiny spots in the surface structure with simultaneous, at least partial transparency.
- a surface texture or a structured surface means a tactile unevenness on a plate or a sheet-like workpiece which has a height difference of 1 ⁇ m to 3 mm between the deepest and the highest point and which is at least partially transparent
- the method according to the invention can also be used to produce a so-called synchronous pore.
- the generated three-dimensional surface texture matches the underlying printed decorative image.
- the generated surface structure would also include, for example, at the grain locations a three-dimensional haptic, longitudinal grain corresponding to the underlying printed grain and a round or oval textured depression at the location of the printed branch hole.
- a synchronous pore is to be used in the present invention if a portion of a length I and a width b that is optically recognizable in the decorative image matches a three-dimensional, tangible, structured surface portion in the form above, that the section of the structured surface lies suitably on the section visible in the printed decorative image and differs in length and width by a maximum of 3 mm; in a preferred embodiment max. 1 mm; in a particularly preferred embodiment max. 0.5 mm deviates.
- the section present in the three-dimensional surface structure would have a length of max.
- a surface structure by a transparent or monochrome, z. B. white radiation-curing paint is applied.
- the application of this transparent or monochrome z. B. white radiation-curing paint is done as described above for the inventive method, by one or more printheads or printing modules with or without intermediate drying and with another printhead or print module. In this embodiment, therefore, the surface structure is applied before the printing decor of the decorative image.
- the decorative image is then printed on the workpiece via a printing station.
- this subsequent printing of the decorative image can likewise be effected by means of an inkjet printing.
- a rotary printing process for. B. an indirect gravure printing process, by means of an intermediate, rubberized applicator roll.
- This intermediate, rubberized applicator roll can bring the applied color into the structure and the protrusions and depressions formed thereby.
- an ink-jet printing process in which there is much greater certainty that the ink will also penetrate the peaks and valleys ("mountains and valleys"), thus creating a visually pleasing, closed printed surface.
- a plate-shaped or sheet-like workpiece 1.1 is fed via a feed device 1.2 to a printing machine 1.3, wherein the printing machine can be designed as a conventional printing machine, eg gravure printing machine or flexographic printing machine or roll off-set printing machine. In an alternative embodiment, this can also be designed as a digital printing machine.
- the printing machine can be designed as a conventional printing machine, eg gravure printing machine or flexographic printing machine or roll off-set printing machine. In an alternative embodiment, this can also be designed as a digital printing machine.
- This first digital printhead 1.5 can also be designed as a printing module, wherein a printing module contains a number of individual printheads, which are each connected individually or together to a paint supply system.
- This printhead or these number of printheads in the print module are designed as inkjet printheads, preferably as piezo-controlled inkjet printheads.
- the print heads 1.5 are designed as print heads with variable gray levels, ie they can apply different droplet sizes to the workpiece 1.1.
- the transparent lacquer which is applied to the workpiece 1.1 by these print heads 1.5, is provided in a particular embodiment as a radiation-curing lacquer, wherein the radiation curing can be done by a UV radiation source 1.7.
- this radiation source 1.7 can also be designed as an electron beam source.
- the ink jet print heads (1.5) deliver individual paint droplets onto the workpiece 1.1, with a single paint droplet having a volume of 0.5-300 ⁇ l, preferably a volume of 3-80 ⁇ l, particularly preferably a volume of 10-50 ⁇ l.
- the resolution, ie the amount of individual paint droplets per square centimeter surface of the workpiece is in the feed direction (arrow in Fig.
- the resolution is controlled by the number of nozzles of the digital printheads 1.5, which are present per unit length.
- the resolution across the feed direction is between 10 to 500 dpi (dots per inch, ie droplets per 2.54 cm), more preferably 50-400 dpi.
- the resolution is in the same range at a value given by the velocity and the frequency at which the droplets are deposited on the surface.
- the frequency at which the droplets are discharged is therefore chosen so that at a feed rate of 5 - 100 m / min., Preferably 10 - 50 m / min., A resolution within the range specified above can be achieved.
- the applied paint is cured by the radiation source 1.7.
- the radiation source 1.7 is tuned to the chemical properties of the paint, that this is not completely cured, that is not completely crosslinked, but only partially crosslinked.
- the order quantities and droplet sizes are selected here identical to the one or more heads 1.5.
- the second printhead 1.6 is used to achieve either a larger application amount and texture depth in the structured surface.
- the transparent lacquer that is printed in the print heads 1.6 may also have a different gloss level than that used in the print heads 1.5.
- the varnish printed in the printheads 1.6 after curing can give a very matt surface, while the varnish printed in the printheads 1.5 gives a high-gloss surface after curing.
- the glossy and the matt lacquer can also be reversed.
- the paint applied to the surface of the work piece 1.1 is cured in a second radiation source 1.8.
- it can only be hardened here and completely cured in a following radiation source.
- a plurality of further printhead rows with or without intermediate drying 1.7 and 1.8 can be attached.
- the desired structure of the surface which in Fig. 2 is shown as a complete order of radiation-curing paint 2.5, be combined of several layers, each with a plurality of different sized droplets.
- Fig. 2 (a) a large drop with the largest possible volume 2.2 and a smaller drop with a correspondingly smaller amount 2.3.
- the placement of the droplet sizes results in the enveloping surface structure 2.4.
- the radiation-curing lacquer used is adjusted with its chemical properties such that bleeding into a flatter shape until radiation hardening of the lacquer within a period of less than 10 seconds, preferably less than 5 seconds, after the application of the lacquer by the print heads 1.5 or 1.6 does not affect the desired structure.
- the decorative printing of the workpiece 1.1 in the printing press 1.3 may also be part of a previous process which has already been completed, i. temporally and spatially separated from the inventive method to be used here.
- the method according to the invention begins with the application of the first droplets of the transparent, radiation-curing lacquer in the print head 1.5 or the row of print heads 1.5. The remainder of the process is then identical to that described above.
- the method may also provide that printheads 1.5, 1.6, and other printheads are arranged to be movable, i. either transversely to the feed direction or in the feed direction or both.
- the workpiece progressively moves, then comes to rest as the printhead (s) 1.5 and 1.6, respectively, move across the workpiece in the longitudinal and transverse directions and release the corresponding print with transparent, radiation-curing paint, and thereafter advanced.
- the advantages of this method are the lower investment costs, since it can be used here with a smaller number of printheads.
- the disadvantage is that the capacity of this alternative embodiment in produced surface per unit time is significantly lower.
- a workpiece 3.1 is shown with a structured and decorative printed surface.
- the workpiece 3.1 has one or more coatings 3.2 and 3.3 which are optional pre-coatings or primers.
- the reference numeral 3.4 shows an enveloping surface of droplets printed by the method according to the invention, which has a total of max. Height of H have.
- a drop 3.5 with a larger volume, z. B. 50 ul, and a droplet 3.6 with a smaller volume, z. Eg 80pl.
- a decor print image 3.7 ie the mixture of different colors, eg. B. two, three or four colors printed in this alternative embodiment on the previously sprayed paint as the top layer.
- a further, transparent protective layer 3.8 is applied on the decor print image 3.7.
- This protective layer 3.8 can optionally be applied additionally. However, it is also possible to carry out the process according to the invention without the protective layer 3.8.
- FIG. 4 schematically an embodiment of the method according to the invention is shown.
- a workpiece 4.1 is precoated in a roller coater 4.31 with paint in a paint template 4.32.
- the thus applied gunding is completely or partially dried in a dryer 4.41, which can be designed either as a hot-air or circulating-air dryer or else with a radiation source 4.42.
- droplets of a colored or transparent radiation-curing paint are applied in several printheads or several print head rows, schematically indicated here at 4.52, 4.54 and 4.56, in several rows on the workpiece passing through.
- the paint is indicated here in tank stocks 4.58.
- existing radiation sources are mounted for partial or complete drying of the respectively applied paint droplets 4.53, 4.55 and 4.57.
- the workpiece thus treated can be completely dried through the drying unit 4.61.
- the following application unit shown here as a roller coating machine 4.71, can apply a thin additional radiation-curing paint film on the thus pretreated workpiece. Between 4.71 and 4.81 would in this case yet another drying, not shown in the drawing, can be used. Subsequently, the decorative image with at least two colors, ie a two-, three- or four-color printing, possibly even more colors applied. In this case, a digital printing device with four colors, with respective printheads or print head rows 4.82, 4.84, 4.86 and 4.88 as well as alternatively possible intermediate drying as radiation sources 4.83, 4.85 and 4.87 is shown schematically. Subsequently, the thus coated and printed workpiece can be completely cured in a drying unit 4.91. Finally, in an alternative embodiment, a wear protection or protective layer can still be applied by the roller coating machine 4.92. In this case, another drying unit, not shown in the drawing, would join.
- the method of providing very large surface capacities per unit of time with a high quality three-dimensional surface may be provided with a plurality of series of printheads, each delivering only a volume size of droplets.
- a volume size of droplets in an exemplary embodiment is 50 pl.
- these are then dried between, the workpiece continues to move, passes under the second row 1.6 of printheads, which also give a constant size of droplet volume, which, however, compared to the first row 1.5 is significantly reduced.
- this second droplet size is reduced to 50% or less of the volume of the first droplet size.
- a third row of printheads it is also possible for a third row of printheads to deliver a further reduced, constant droplet volume size.
- the workpiece to be structured with a constant, high speed of z. B. 25 m / min. or 50 m / min. under printheads 1.5 and 1.6 to further print heads.
- a flat structure and a flat, very sharply bent structure can be produced ("construction of a pyramid")
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Ink Jet (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Erzeugung einer dreidimensionalen Oberflächenstruktur auf einem Werkstück, insbesondere auf einem bahn- oder plattenförmigen Werkstück.
- Zur Herstellung von dekorativen Oberflächen im Bereich von Innen- und Außenanwendungen, z.B. für Möbeloberflächen wie Schränke, Tischplatten, Fußbodendielen, beispielsweise Laminatfußboden oder auch Echtholz-Parkettfußboden) oder für Wand- oder Deckenpaneele, gibt es nach dem heutigen Stand der Technik verschiedene Verfahren sowohl zur dekorativen Bedruckung dieser Oberflächen als auch zur Aufbringung einer haptischen dreidimensionalen Oberflächenstruktur.
- Im Bereich der Herstellung von Laminatfußboden wird nach dem heutigen Stand der Technik beispielsweise ein bedrucktes Dekorpapier, weiß, in einer Tiefdruckmaschine mit einem Dekor (z.B. eine Eichen-, Buchen- oder Ahornholznachbildung) bedruckt. In einem weiteren Schritt wird dieses so bedruckte Papier mit einem duroplastisch vemetzenden Harzsystem, z.B. einem Aminoharz, wie einem Harnstoff-Melamin-Gemisch o.ä., imprägniert und auf eine definierte Restfeuchte zurückgetrocknet. Dieses so behandelte, bedruckte und imprägnierte Dekorpapier wird in einem dritten Schritt in einer Heißpresse, z.B. einer Kurztaktpresse oder eine Doppelbandpresse, auf eine Holzwerkstoffplatte verpresst, wobei gleichzeitig das Harz, mit dem das Papier imprägniert worden ist, ausgehärtet wird.
- Durch die Verwendung eines strukturierten Pressbleches, welches durch einen Ätzvorgang Erhöhungen und Vertiefungen hat, wird während des Aushärtevorgangs eine strukturierte Oberfläche geschaffen, die häufig so angelegt ist, dass sie den Holzmaserungen des gedruckten Holzdekors entspricht.
- In dem heute bekannten Stand der Technik kann dieses Verfahren in vielen Varianten verändert werden. So werden z.B. oberhalb oder unterhalb des bedruckten Dekorpapiers weitere imprägnierte Papiere aufgebracht. Die verwendeten plattenförmigen Werkstücke können z.B. Spanplatten, MDF-Platten oder HDF-Platten sein, welche nach bekanntem Stand der Technik hergestellt werden.
- Genauso wird ein sogenanntes dekoratives Laminat, wie z.B. ein "High Pressure Laminate", ein sogenanntes HPL, oder ein "Continuous Pressure Laminate", ein sogenanntes CPL, aus mehreren imprägnierten Papieren, von denen wenigstens eines ein dekorativ bedrucktes Papier ist, in einem Pressvorgang zu einem üblicherweise zwischen 0,2 und 1,2 mm starken Laminat zusammengepresst. Dieses so erhaltene abriebsfeste und sehr widerstandsfähige Laminat (häufig als Bahnware) wird dann beispielsweise auf eine 16- oder 20 mm dicke Spanplatte aufgeklebt, um als Endprodukt eine Küchenarbeitsplatte zu ergeben.
- In einer ähnlichen Art und Weise können Möbelplatten hergestellt werden, die einseitig oder beidseitig beschichtet und geprägt werden.
- In einem alternativen bekannten Verfahren wird an der Stelle eines bedruckten und dann imprägnierten Papiers der Druck direkt auf eine vorbeschichtete Platte erzeugt. Dazu kann mit Hilfe eines indirekten Tiefdruckverfahrens, bei dem Tiefdruckzylinder über einen zwischengeschalteten, gummierten Übertragungszylinder auf die darunter durchlaufende Platte druckt, erzeugt werden. In einem alternativen Verfahren wird das Drucken des Dekors direkt über einen Multi-pass-oder Single-pass-Digitaldrucker auf die vorbeschichtete Platte oder den vorbeschichteten, bahnförmigen Werkstoff erzeugt.
- Im Fall des Digitaldruckes wird nach dem Stand der Technik sehr häufig eine UVaushärtende Digitaldruckfarbe verwendet, die als Hauptbasis ein Acrylat enthält, welches mit speziellen Photoinitiatoren versetzt ist und dadurch unter Bestrahlung z.B. mit UV-Strahlen oder Elektronenstrahlen aushärtet. Um einer so dekorativ beschichteten Platte eine kratzfeste Oberfläche zu geben und diese Oberfläche entsprechend mit einer strukturierten haptischen Anmutung zu versehen, so dass die Struktur einen Bezug zu dem darunter gedruckten dekorativen Bild hat, wird üblicherweise als oberste Schicht ebenfalls ein transparenter, strahlenhärtender Acrylatlackauftrag vorgesehen.
- Da die darunter liegende dekorativ bedruckte Oberfläche neben Holzanmutungen auch eine Vielzahl anderer dekorativer Oberflächen zeigen kann, wie z.B. Steinanmutungen, Fliesen oder auch ein Fantasiemuster, sollte die darüber liegende Struktur in einer Vielzahl von unterschiedlichen Fällen dem Dekordruck angepasst sein: Die Fugen einer Fliesennachbildung sollen z.B. vertieft sein gegenüber der dargestellte Fliesenfläche.
- Nach dem Stand der Technik wird diese Struktur z.B. über eine gerillte oder mit Hilfe eines Lasers strukturierte, gummierte Auftragswalze aufgebracht (
DE 10 2007 019 871 A1 ). - Bei einem direkt bedruckten, plattenförmigen Werkstück, welches mit einem strahlenhärtenden Lacksystem in der Oberfläche strukturiert werden soll, d.h. eine strukturierte Oberfläche erhalten soll, gibt es nach dem heutigen Stand der Technik (
DE 10 2007 019 871 A1 ) deutliche Einschränkungen hinsichtlich der Feinheit der Struktur. Nach dem heutigen Stand der Technik kann mit der strukturierten Walze eine Strukturbreite von < 1 mm nur schwer gedruckt werden. Eine bevorzugte Strukturbreite von < 0,2 mm ist nach dem Stand der Technik nicht möglich. - Ebenso ist es nicht möglich, beliebige Strukturen, die z.B. auch quer zur Durchlaufrichtung deutliche Ausprägungen haben (vgl. z.B. Fliesenfugen längs und quer!), zu erzeugen. Mit dem heutigen Stand der Technik sind besonders Holzmaserungen, die meist in Richtung der Produktionsrichtung laufen, erzeugbar.
- Ebenso ist es nur mit großen Einschränkungen und mit sehr großem technischen Aufwand möglich, eine Struktur zu erzeugen, die sich synchron an das darunter liegende gedruckte Bild anpasst. Insbesondere, wenn das gedruckte Bild schnell wechselt und nur kleine Losgrößen produziert werden, ist der Aufwand z.B. eine neue strukturierte Walze in die Produktionsmaschine einzusetzen, sehr groß. Ein schneller Wechsel der Strukturen ist nur mit entsprechend großem Aufwand möglich.
- Ebenso ist es nach dem Stand der Technik nicht möglich, die Struktur aus transparenten Lacken, die unterschiedliche Eigenschaften, wie z.B. Glanzgrade, haben, zu erzeugen. Die Variante, die nach dem Stand der Technik in Kurztaktpressen mit der Melaminverpressung machbar ist, nämlich in einer Vertiefung ("Pore") einen geringen Glanzgrad und oberhalb der Poren im normalen Bereich einen hohen Glanzgrad zu erzeugen, oder umgekehrt in der Pore einen hohen Glanzgrad und oberhalb der Pore eine matte Struktur, ist mit der Acrylatoberfläche bisher nach dem Stand der Technik nicht möglich.
- Die
FR 2 717 420 - Die
US 2009/0258155 offenbart eine Beschichtung für Bilder auf Basis von Drucktinte, die über einen Tintenstrahldrucker aufgebracht werden kann. Die Beschichtung kann dann ausgehärtet werden. - Die
US 2008/0192100 offenbart das Aufdrucken eines Bildes mittels wasserbasierter Drucktinte, die über UV-Licht aushärtbar ist. Dabei wird das Druckbild in mehreren Schichten unterschiedlicher Farben aufgetragen. Die oberste Schicht aus wasserbasierter Drucktinte kann dabei farblos sein. - Die
JP 2004/249617 - Die
US 2004/0109989 offenbart die Herstellung fotografischer Drucke, die an ihrer Oberseite mit einer Textur überzogen werden. Für das Aufbringen der Textur kann dabei eine transparente Beschichtung mit einer Rauigkeit von 10 bis 15 µm verwendet werden. - Die
US 6,164,850 offenbart ein Verfahren zum dreidimensionalen Drucken, wobei insbesondere eine Blindenschrift erzeugt werden kann. - Die
EP 1 905 611 offenbart ein Druckverfahren, bei dem zunächst eine Grundierung aufgebracht wird und dann auf die noch nicht vollständig ausgehärtete Grundierung ein Druckbild aufgebracht wird. - Es ist die Aufgabe des erfindungsgemäßen Verfahrens, eine strukturierte Oberfläche zu schaffen, die die oben genannten Nachteile vermeidet.
- Diese Aufgabe wird mit einem Verfahren mit den Merkmalen des Anspruches 1 gelöst. Vorteilhafte Ausgestaltungen sind in den Unteransprüchen beschrieben.
- Durch die Erfindung soll ein Werkstück mit einem strahlenhärtenden Lack beschichtet werden, wobei der Lackschicht mit wenig technischem Aufwand synchron zu dem darunter liegenden gedruckten Dekor erzeugt werden kann. Die Lackschicht kann von einem gedruckten Abschnitt zum nächsten gedruckten Abschnitt schnell gewechselt werden kann, und welche definierte matte und definierte glänzende Stellen in der Oberflächenstruktur bei gleichzeitiger, zumindest teilweiser Transparenz erzeugen kann.
- In der vorliegenden Erfindung ist mit Oberflächenstruktur oder mit strukturierter Oberfläche eine fühlbare Unebenheit auf einer Platte oder einem bahnförmigen Werkstück gemeint, welche zwischen dem tiefsten und dem höchsten Punkt einen Höhenunterschied von 1 µm bis 3 mm aufweist, und welche wenigstens teilweise transparent ist
- Das erfindungsgemäße Verfahren kann auch dazu verwendet werden, eine sogenannte Synchronpore zu erzeugen. Damit ist für die vorliegende Erfindung gemeint, dass die erzeugte dreidimensionale Oberflächenstruktur zu dem darunter liegenden gedruckten dekorativen Bild passt. Bei einer beispielhaften Ausführungsform mit einem gedruckten Holzdekor, welches eine längsgerichtete Maserung hat, und an einer Stelle ein gedrucktes Astloch, würde die erzeugte Oberflächenstruktur beispielsweise an den Stellen mit der Maserung ebenfalls eine dreidimensionale haptisch fühlbare, längsgerichtete Maserung korrespondierend zu der darunter liegenden gedruckten Maserung enthalten sowie eine runde oder ovale strukturierte Vertiefung an der Stelle des gedruckten Astloches.
- Von einer Synchronpore soll in diesem Zusammenhang in der vorliegenden Erfindung dann gesprochen werden, wenn ein im Dekorbild optisch erkennbarer Abschnitt von einer Länge I und einer Breite b mit einem darüber liegenden, dreidimensionalen, fühlbaren strukturierten Oberflächenabschnitt in der Form übereinstimmt, dass der Abschnitt der strukturierten Oberfläche passend auf dem im gedruckten Dekorbild sichtbaren Abschnitt liegt und in Länge und Breite maximal 3 mm abweicht; bei einer bevorzugten Ausführungsform max. 1 mm; bei einer besonders bevorzugten Ausführungsform max. 0,5 mm abweicht. In dieser besonders bevorzugten Ausführungsform würde also der in der dreidimensionalen Oberflächenstruktur vorhandene Abschnitt eine Länge von max. I +/- 0,5 mm sowie eine Breite von b +/- 0,5 mm haben, und der Anfangspunkt als 0-Punkt eines Koordinatensystems gedacht, in X- und Y-Richtung jeweils ebenso maximal 0,5 mm vom Anfangspunkt des darunter liegenden gedrucktes Dekorbildes abweichen.
- In einer Ausführungsform des erfindungsgemäßen Verfahrens ist es vorgesehen, dass auf ein vorbehandeltes Werkstück, z. B. einer Holzwerkstoffplatte wie einer Spanplatten oder MDF-Platte, in einem ersten Schritt eine Oberflächenstruktur durch einen transparenten oder auch einfarbigen, z. B. weißen strahlenhärtenden Lack aufgebracht wird. Das Aufbringen dieses transparenten oder einfarbigen z. B. weißen strahlenhärtenden Lackes geschieht so wie auch oben bereits für das erfindungsgemäße Verfahren beschrieben, durch einen oder mehrere Druckköpfe oder Druckmodule mit oder ohne Zwischentrocknung und mit einem weiteren Druckkopf oder Druckmodul. Bei dieser Ausführungsform wird also die Oberflächenstruktur vor dem Druckdekor des Dekorbildes aufgebracht. In einem anschließenden Verfahrensschritt wird dann das Dekorbild über eine Druckstation auf das Werkstück aufgedruckt. Dabei kann in einer bevorzugten Ausführungsform dieses anschließende Drucken des Dekorbildes ebenfalls mittels eines Tintenstrahldruckes erfolgen. Alternativ kann auch ein Rotationsdruckverfahren, z. B. ein indirektes Tiefdruckverfahren, mittels einer zwischengeschalteten, gummierten Auftragswalze erfolgen. Diese zwischengeschaltete, gummierte Auftragswalze kann die aufzubringende Farbe in die Struktur und die dadurch gebildeten Erhöhungen und Vertiefungen bringen. Bevorzugt wird jedoch ein Tintenstrahldruckverfahren, bei dem deutlich höhere Sicherheit gegeben ist, dass die Farbe auch in die Erhöhungen und Vertiefungen ("Berge und Täler") eindringt, und so eine optisch ansprechende, geschlossen gedruckte Oberfläche erzeugt wird.
- Die Erfindung wird nachfolgend mit Bezug auf die beigefügten Figuren näher erläutert. Es zeigen:
- Fig. 1:
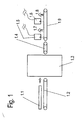
- eine schematische Darstellung einer erfindungsgemäßen Vorrichtung mit dem zu strukturierenden Werkstück (1.1), einer Zuführungseinrichtung (1.2), einer nur als Box dargestellten Druckeinrichtung (1.3), einer weiteren Zuführungseinrichtung (1.4) sowie einem ersten Druckkopf für einen ersten transparenten Lack (1.5), alternativ einer Reihe von Druckköpfen (1.5), einer Trocknungseinheit (1.7) bzw. (1.8) und einem zweiten Druckkopf (1.6) für einen anderen transparenten oder den gleichen transparenten Lack wie (1.6), alternativ eine Reihe von Druckköpfen (1.6); das darunter liegende Fördersystem (1.9).
- Fig. 2a:
- In
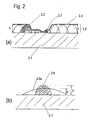
Fig. 2 ist das zu strukturierende, bereits dekorativ bedruckte Werkstück (2.1) mit einzelnen Tröpfen belegt, wobei als Beispiel für ein großes Tröpfchen am oberen Ende des Volumens, beispielsweise 300 µl (2.2) dargestellt ist, sowie ein kleineres Tröpfchen, beispielsweise 10 pl (2.3). Die resultierende Oberflächenstruktur ist die Einhüllende der aufgebrachten Tröpfchen (2.4); die maximale Höhe der Struktur ("Strukturhöhe") ist mit H bezeichnet (2.5). - Fig. 2b
- In
Fig. 2b ist das nicht erwünschte Verfliessen eines aufgebrachten Tröpfchens vor der Aushärtung durch das Tröpfchen direkt nach dem Aufbringen (2.6) sowie nach einer Zeit t bis zur Aushärtung durch (2.6a) dargestellt. Die Höhe nach dem Aufbringen des Tröpfchens ist mit h, die Höhe nach dem Verfliessen nach der Zeit t mit h' dargestellt. - Figur 3
- eine schematische Darstellung eines bedruckten Werkstücks gemäß einer weiteren Ausführungsform.
- Figur 4
- eine schematische Darstellung eines erfindungsgemäßen Verfahrens.
- Ein plattenförmiges oder bahnförmiges Werkstück 1.1 wird über eine Zuführungseinrichtung 1.2 zu einer Druckmaschine 1.3 zugeführt, wobei die Druckmaschine als herkömmliche Druckmaschine, z.B. Tiefdruckmaschine oder Flexodruckmaschine oder Rollen-off-set-Druckmaschine ausgeführt werden kann. In einer alternativen Ausführungsform kann diese auch als Digitaldruckmaschine ausgeführt sein.
- Nachdem das plattenförmige oder bahnförmige Werkstück dekorativ bedruckt worden ist, wird es über eine weitere Zuführungseinrichtung 1.4 einem ersten Digitaldruckkopf 1.5 zugeführt. Dieser erste Digitaldruckkopf 1.5 kann auch als Druckmodul ausgeführt werden, wobei ein Druckmodul eine Reihe von einzelnen Druckköpfen enthält, die jeweils einzeln oder auch gemeinsam an ein Lackversorgungssystem angeschlossen sind. Dieser Druckkopf oder diese Anzahl von Druckköpfen im Druckmodul sind als Tintenstrahldruckköpfe ausgebildet, bevorzugt als Piezo-gesteuerte Tintenstrahldruckköpfe. In einer besonders bevorzugten Ausführungsform sind die Druckköpfe 1.5 als Druckköpfe mit variablen Graustufen ausgeführt, d.h. sie können unterschiedliche Tröpfchengrößen auf das Werkstück 1.1 aufbringen. Der transparente Lack, der durch diese Druckköpfe 1.5 auf das Werkstück 1.1 aufgebracht wird, ist in einer besonderen Ausführungsform als strahlenhärtender Lack vorgesehen, wobei die Strahlenhärtung durch eine UV-Strahlenquelle 1.7 erfolgen kann. In einer besonderen Ausführungsform kann diese Strahlenquelle 1.7 auch als eine Elektronenstrahlquelle ausgebildet sein. Die Tintenstrahldruckköpfe (1.5) geben einzelne Lacktröpfchen auf das Werkstück 1.1 ab, wobei ein einzelnes Lacktröpfchen ein Volumen von 0,5 - 300 µl, bevorzugt ein Volumen von 3 - 80 pl, besonders bevorzugt ein Volumen von 10 - 50 pl, hat. Die Auflösung, d.h. die Menge an einzelnen Lacktröpfchen pro Quadratzentimeter Oberfläche des Werkstückes wird in Vorschubrichtung (Pfeil in
Fig. 1 ) durch die Geschwindigkeit des Werkstückes 1.1 und die Frequenz, mit der die Lacktröpfchen aus den Druckköpfen 1.5 abgegeben werden, gesteuert. In Richtung quer zur Vorschubrichtung wird die Auflösung durch die Anzahl der Düsen der Digitaldruckköpfe 1.5, die je Längeneinheit vorhanden sind, gesteuert. - In einer bevorzugten Ausführungsform liegt die Auflösung quer zur Vorschubrichtung zwischen 10 bis 500 dpi (dots per inch, d.h. Tröpfchen pro 2,54 cm), besonders bevorzugt 50 - 400 dpi. In Vorschubrichtung (Pfeilrichtung in
Fig.1 ) liegt die Auflösung bei einem durch die Geschwindigkeit und die Frequenz, mit der die Tröpfchen auf die Oberfläche aufgegeben werden, vorgegebenen Wert im gleichen Bereich. Die Frequenz, mit der die Tröpfchen abgegeben werden, wird daher so gewählt, dass bei einer Vorschubgeschwindigkeit von 5 - 100 m/min., bevorzugt 10 - 50 m/min., eine Auflösung innerhalb des oben angegebenen Bereiches erzielt werden kann. - Nach dem Durchlaufen der ersten Auftragsstation des transparenten, strahlenhärtenden Lacks mit dem Druckkopf 1.5 oder dem Druckmodul 1.5 mit einer Vielzahl von Druckköpfen, wird der aufgebrachte Lack durch die Strahlenquelle 1.7 ausgehärtet. In einer anderen Ausführungsform wird die Strahlenquelle 1.7 so auf die chemischen Eigenschaften des Lackes abgestimmt, dass dieser nicht komplett ausgehärtet, d.h. nicht komplett vernetzt ist, sondern nur teilvernetzt.
- Danach läuft das plattenförmige oder bahnförmige Werkstück unter einem zweiten Druckkopf 1.6 oder einem zweiten Druckmodul mit einer Vielzahl von Druckköpfen 1.6 her. Die Auftragsmengen und Tröpfchengrößen sind hier identisch zu dem oder den Köpfen 1.5 gewählt. Der zweite Druckkopf 1.6 wird eingesetzt, um entweder eine größere Auftragsmenge und Strukturtiefe in der strukturierten Oberfläche zu erzielen. In einer alternativen Ausführungsform kann der transparente Lack, der in den Druckköpfen 1.6 verdruckt wird, auch einen anderen Glanzgrad als der in den Druckköpfen 1.5 verwendete haben. So kann beispielsweise der in den Druckköpfen 1.6 verdruckte Lack nach der Aushärtung eine sehr matte Oberfläche ergeben, während der in den Druckköpfen 1.5 verdruckte Lack nach der Aushärtung eine hochglänzende Oberfläche ergibt.
- In einer alternativen Ausführungsform kann der glänzende und der matte Lack auch vertauscht werden. Nach dem Durchlaufen des zweiten Druckkopfes oder des zweiten Druckkopfmoduls mit einer Vielzahl von Druckköpfen 1.6 wird der auf die Oberfläche des Werkstücks 1.1 aufgebrachte Lack in einer zweiten Strahlenquelle 1.8 ausgehärtet. In einer alternativen Ausführungsform kann er auch hier nur angehärtet werden und in einer folgenden Strahlenquelle komplett ausgehärtet werden.
- In einer alternativen Ausführungsform des erfindungsgemäßen Verfahrens und der erfindungsgemäßen Vorrichtung können zusätzlich zu den Druckköpfen oder Druckkopfreihen 1.5 und 1.6 eine Vielzahl weiterer Druckkopfreihen mit oder ohne Zwischentrocknung 1.7 und 1.8 angebracht werden. Dabei kann die erwünschte Struktur der Oberfläche, die in
Fig. 2 als kompletter Auftrag aus strahlenhärtendem Lack 2.5 dargestellt ist, aus mehreren Schichten mit jeweils einer Vielzahl von unterschiedlich großen Tröpfchen kombiniert sein. Als Beispiel ist hier inFig. 2 (a) ein großer Tropfen mit dem größtmöglichen Volumen 2.2 dargestellt sowie ein kleinerer Tropfen mit einer entsprechend kleineren Menge 2.3. Aus der Platzierung der Tröpfchengrößen ergibt sich die einhüllende Oberflächenstruktur 2.4. Der verwendete strahlenhärtende Lack wird mit seinen chemischen Eigenschaften so eingestellt, dass ein Verlaufen in eine flachere Form bis zur Strahlenhärtung des Lackes innerhalb eines Zeitraumes von weniger als 10 Sek., bevorzugt weniger als 5 Sek., nach dem Aufbringen des Lackes durch die Druckköpfe 1.5 oder 1.6 nicht die gewünschte Struktur beeinflusst. Das bedeutet, dass die Höhe h eines aufgebrachten Tropfens auf dem Werkstück 2.1 innerhalb des Zeitraums von weniger als 10 Sek., bevorzugt weniger als 5 Sek., zwischen Aufbringung und Antrocknung durch die Strahlenquelle 1.7 sich weniger als 30 %, bevorzugt weniger als 10 %, durch Verfließen verringert. Dies wird durch die Viskosität und die Tixotropie des verwendeten strahlenhärtenden Lackes gesteuert (vgl.Fig. 2 (a) und (b) , Höhe h bzw. h'). - In einer alternativen Ausführungsform kann das dekorative Bedrucken des Werkstückes 1.1 in der Druckmaschine 1.3 auch Teil eines vorhergehenden Verfahrens sein, welches bereits abgeschlossen ist, d.h. zeitlich und räumlich von dem hier anzuwendenden erfindungsgemäßen Verfahren getrennt ist. In diesem Fall beginnt das erfindungsgemäße Verfahren mit dem Aufbringen der ersten Tröpfchen des transparenten, strahlenhärtenden Lackes in dem Druckkopf 1.5 bzw. der Reihe der Druckköpfe 1.5. Der Rest des Verfahrens ist dann identisch zu dem oben Beschriebenen.
- In einer weiteren alternativen Ausführungsform kann das Verfahren auch vorsehen, dass die Druckköpfe 1.5 bzw. 1.6 sowie weitere Druckköpfe beweglich angeordnet sind, d.h. entweder quer zur Vorschubrichtung oder in Vorschubrichtung oder beides. In dem Fall dieser alternativen Ausführungsform bewegt sich das Werkstück schrittweise, kommt dann zur Ruhe, während der oder die Druckköpfe 1.5 bzw. 1.6 über das Werkstück in Längs- und Querrichtung sich bewegen und den entsprechenden Druck mit transparentem, strahlenhärtendem Lack abgeben, und wird danach weiterbewegt. Die Vorteile dieses Verfahrens liegen in den geringeren Anlagenkosten, da hier auch mit einer kleineren Anzahl von Druckköpfen gearbeitet werden kann. Der Nachteil liegt darin, dass die Kapazität dieser alternativen Ausführungsform in produzierter Oberfläche pro Zeiteinheit deutlich geringer ist.
- Mit Verfliessen der Lackstruktur ist bei dem vorliegenden erfindungsgemäßen Verfahren gemeint, dass die Höhe eines Tröpfchens h in
Fig. 2b sich auf die Höhe des verflossenen Tröpfchens h' inFig. 2b verringert. - In
Figur 3 ist ein Werkstück 3.1 mit einer strukturierten und dekorativ bedruckten Oberfläche gezeigt. Das Werkstück 3.1 hat ein oder mehrere Beschichtungen 3.2 und 3.3, die optional vorhandene Vorbeschichtungen oder Grundierungen sind. Mit dem Bezugszeichen 3.4 ist eine einhüllende Oberfläche von durch das erfindungs-gemäße Verfahren aufgedruckten Tröpfchen dargestellt, die insgesamt eine max. Höhe von H haben. Dabei kann ein Tropfen 3.5 mit einem größeren Volumens, z. B. 50 µl, und ein Tröpfchen 3.6 mit einem kleineren Volumens, z. B. 80pl. Auf der Beschichtung 3.3 vorgesehen sein. Ferner ist ein Dekordruckbild 3.7, d. h. die Mischung aus verschiedenen Farben, z. B. zwei, drei oder vier Farben, die in dieser alternativen Ausführung auf den zuvor aufgespritzten Lack als oberste Schicht aufgedruckt. Auf das Dekordruckbild 3.7 ist ein weitere, transparente Schutzschicht 3.8 aufgetragen. Diese Schutzschicht 3.8 kann optional zusätzlich aufgebracht werden. Es ist allerdings auch möglich, das erfindungsgemäße Verfahren ohne die Schutzschicht 3.8 auszuführen. - In
Figur 4 ist schematisch eine Ausführungsform des erfindungsgemäßen Verfahrens dargestellt. Ein Werkstück 4.1 wird in einer Walzenauftragmaschine 4.31 mit Lack in einer Lackvorlage 4.32 vorbeschichtet. Die so aufgetragene Gundierung wird in einem Trockner 4.41, der entweder als Heißluft- oder Umlufttrockner oder auch mit einer Strahlenquelle 4.42 ausgeführt sein kann, vollständig oder teilweise getrocknet. - In einer Auftragsvorrichtung 4.51 werden in mehreren Druckköpfen oder mehreren Druckkopfreihen, hier schematisch angedeutet mit 4.52, 4.54 und 4.56, in mehreren Reihen auf das darunter durchlaufende Werkstück Tröpfchen eines eingefärbten oder transparenten strahlenhärtenden Lackes aufgebracht. Der Lack ist hier angedeutet in Tankvorräten 4.58. Zwischen den jeweiligen Tintenstrahldruckköpfen oder Reihen von Tintenstrahldruckköpfen sind in einer alternativen Ausführungsform vorhandene Strahlenquellen zum teilweisen oder zur vollständigen Antrocknung der jeweils aufgebrachten Lacktröpfchen 4.53, 4.55 und 4.57 angebracht. In einer alternativen Ausführungsform kann das so behandelte Werkstück durch die Trocknungseinheit 4.61 komplett durchgetrocknet werden.
- Die danach folgende Auftragseinheit, hier als Walzenauftragsmaschine 4.71 dargestellt, kann einen dünnen zusätzlich strahlenhärtenden Lackfilm auf das so vorbehandelte Werkstück aufbringen. Zwischen 4.71 und 4.81 würde in diesem Fall noch eine weitere Trocknung, in der Zeichnung nicht dargestellt, verwendet werden. Anschließend wird das dekorative Bild mit mindestens zwei Farben, d. h. einem Zwei-, Drei- oder Vierfarbendruck, ggf. auch mehr Farben, aufgebracht. In diesem Fall ist schematisch eine Digitaldruckeinrichtung mit vier Farben, mit jeweiligen Druckköpfen bzw. Druckkopfreihen 4.82, 4.84, 4.86 und 4.88 sowie jeweils alternativ möglichen Zwischentrocknungen als Strahlungsquellen 4.83, 4.85 und 4.87 dargestellt. Anschließend kann das so beschichtete und bedruckte Werkstück in einer Trocknungseinheit 4.91 noch vollständig ausgehärtet werden. Abschließend kann in einer alternativen Ausführungsform noch eine Verschleißschutz- oder Schutzschicht durch die Walzenauftragsmaschine 4.92 aufgebracht werden. In diesem Fall würde auch eine weitere Trocknungseinheit, in der Zeichnung nicht dargestellt, sich anschließen.
- In einer weiteren, nicht dargestellten alternativen Ausführungsform kann das Verfahren, um besonders große Kapazitäten an Oberflächen pro Zeiteinheit mit einer qualitativ hochwertigen dreidimensionalen Oberfläche zu versehen, mit mehreren hintereinandergeschalteten Reihen von Druckköpfen versehen sein, die jeweils nur eine Volumengröße von Tröpfchen abgeben. Um aber eine gut strukturierte Oberfläche zu erzielen, gibt die erste Reihe von Druckköpfen, z. B. 1.5, eine Volumengröße von Tröpfchen in einer beispielhaften Ausführungsform 50 pl ab. Diese werden dann zwischengetrocknet, das Werkstück bewegt sich weiter voran, gelangt unter die zweite Reihe 1.6 von Druckköpfen, welche ebenfalls eine konstante Größe von Tröpfchenvolumen abgeben, die allerdings gegenüber der ersten Reihe 1.5 deutlich reduziert ist. In einer besonders bevorzugten Ausführungsform ist diese zweite Tröpfchengröße auf 50 % oder weniger des Volumens der ersten Tröpfchengröße reduziert. Es ist auch möglich, dass eine dritte Reihe von Druckköpfen eine nochmals reduzierte, konstante Tröpfchenvolumengröße abgibt. Mit dieser alternativen Ausführungsform kann das zu strukturierende Werkstück mit einer konstanten, hohen Geschwindigkeit von z. B. 25 m/min. oder 50 m/min. unter den Druckköpfen 1.5 und 1.6 zu den weiteren Druckköpfen sich fortbewegen. Dabei kann durch die abnehmende Tröpfchengröße sowohl eine flächige Struktur als auch eine flächige, sehr scharf abgekantete Struktur erzeugt werden ("Aufbau einer Pyramide")
Claims (13)
- Verfahren zur Erzeugung einer dreidimensionalen Oberflächenstruktur auf einem plattenförmigen Werkstück mit folgenden Schritten:A) Zuführung eines mit einem Dekorbild bedruckten plattenförmigen Werkstückes zu einer BearbeitungsstationB) Aufspritzen eines transparenten, strahlenhärtenden Lackes durch eine Vielzahl von Düsenöffnungen auf die Oberfläche des Werkstückes in Form von Lacktröpfchen und Aufbringen einer Oberflächenstruktur, wobei die maximale durch das Verfahren aufgebrachte Strukturhöhe 2 - 200 µm beträgt und die einzelnen Lacktröpfchen ein Volumen von 0,5 - 300 pl, bevorzugt von 3 - 80 pl, besonders bevorzugt von 10 - 50 pl, haben, und die Anzahl der Lacktröpf chen pro Flächeneinheit und/oder das Volumen der Lacktröpfchen durch Computersteuerung nach einer digitalen Vorlage erfolgt;C) Aushärten des transparenten Lackes mit Strahlung, bevorzugt mittels UV-Strahlung,D) dadurch gekennzeichnet, dass eine Positionserfassung des Dekorbildes erfolgt und dann eine Anpassung der Oberflächenstruktur an das Dekorbild erfolgt, und die erzeugte Oberflächenstruktur an das darunter liegende gedruckte Dekorbild so angepasst ist, dass bestimmte im Dekordruck sichtbare Strukturen und korrespondierende Oberflächenstrukturen, die durch das erfindungsgemäße Verfahren erzeugt wurden um weniger als 3 mm voneinander abweichen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Verfahren mit den Schritten B) - C) einmal oder mehrfach wiederholt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der aufgespritzte, transparente und strahlenhärtende Lack innerhalb einer Zeit < 10 Sek., besonders bevorzugt < 5 Sek., bis zur Aushärtung durch eine Strahlenquelle um weniger als 30 %, besonders bevorzugt weniger als 15 %, hinsichtlich der Tröpfchenhöhe verfließt.
- Verfahren nach Anspruch einem der oben genannten Ansprüche dadurch gekennzeichnet, dass die maximale durch das Verfahren aufgebrachte Strukturhöhe 10-100 µm, besonders bevorzugt 15 - 60 µm, beträgt.
- Verfahren nach einem der oben genannten Ansprüche, dadurch gekennzeichnet, dass bei einem ersten Durchlauf der Schritte B) und C) die Lacktröpfchen ein festes, nicht variables Volumen haben und bei mindestens einem zweiten Wiederholvorgang der Schritte B) und C) die Lacktröpfchen ein kleineres Volumen besitzen als bei dem ersten Auftrag, bevorzugt ein Volumen von 50 % desjenigen Volumens beim ersten Auftrag gemäß der Schritte B) und C).
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass bei jedem Auftrag gemäß Schritt B) eine Anzahl von 200 - 40.000 Tröpfchen pro cm2 aufgebracht werden, bevorzugt 5.000 - 30.000 Tröpfchen pro cm2.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in einem ersten Druckkopf (1.5) oder einer ersten Reihe von Druckköpfen (1.5) ein Lack aufgebracht wird, der nach der Aushärtung einen höheren oder niedrigeren Glanzgrad hat als derjenige Lack, welcher mit dem zweiten Druckkopf oder der zweiten Reihe von Druckköpfen (1.6) aufgebracht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die erzeugte Oberflächenstruktur an das darunter liegende gedruckte Dekorbild so angepasst ist, dass bestimmte im Dekordruck sichtbare Strukturen und korrespondierende Oberflächenstrukturen, die durch das erfindungsgemäße Verfahren erzeugt wurden um weniger als 1 mm voneinander abweichen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die durch das Verfahren erzeugte Oberflächenstruktur aus dem gleichen elektronischen Datensatz erzeugt wird wie das eigentliche gedruckte, dekorative Bild.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das dekorative, gedruckte Bild auf der Oberfläche des Werkstückes und die nach dem Verfahren mit den Schritten A) - C) erzeugte strukturierte Oberfläche in einem kontinuierlichen Verfahren nacheinander und in einer gemeinsamen Vorrichtung ohne Unterbrechung erzeugt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkstück ein plattenförmiges Werkstück ist, auf welches das dekorative Bild aufgedruckt oder bereits in Form eines bahnförmiges Werkstückes aufgeklebt ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkstück eine Holzwerkstoffplatte, z.B. Spanplatte, MDF-Platte oder HDF-Platte ist, auf welche das Dekorbild aufgedruckt ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkstück ein bahnförmiges Werkstück, z.B. ein vorbehandeltes Papier oder eine Kunststoff- oder PVC-Folie ist, welche bereits mit dem dekorativen Bild bedruckt ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10771793T PL2507063T3 (pl) | 2009-11-30 | 2010-11-04 | Sposób wytwarzania trójwymiarowej struktury powierzchniowej na obrabianym przedmiocie |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009044710 | 2009-11-30 | ||
| DE102009044802.0A DE102009044802B4 (de) | 2009-11-30 | 2009-12-07 | Verfahren und Vorrichtung zur Erzeugung einer dreidimensionalen Oberflächenstruktur auf einem Werkstück |
| PCT/EP2010/066827 WO2011064075A2 (de) | 2009-11-30 | 2010-11-04 | Verfahren und vorrichtung zur erzeugung einer dreidimensionalen oberflächenstruktur auf einem werkstück |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2507063A2 EP2507063A2 (de) | 2012-10-10 |
| EP2507063B1 true EP2507063B1 (de) | 2014-09-10 |
Family
ID=43501371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10771793.6A Active EP2507063B1 (de) | 2009-11-30 | 2010-11-04 | Verfahren zur erzeugung einer dreidimensionalen oberflächenstruktur auf einem werkstück |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2507063B1 (de) |
| DE (1) | DE102009044802B4 (de) |
| ES (1) | ES2525744T3 (de) |
| PL (1) | PL2507063T3 (de) |
| WO (1) | WO2011064075A2 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014109548A1 (de) * | 2014-07-08 | 2016-01-14 | Thyssenkrupp Ag | Bandbeschichtungsverfahren zur Herstellung eines Halbzeugs mit einer Oberflächenstruktur |
| EP3865308A1 (de) | 2020-02-12 | 2021-08-18 | Jesús Francisco Barberan Latorre | Verfahren und maschine zur herstellung von reliefs sowie paneele mit diesen reliefs |
| TWI771932B (zh) * | 2021-02-26 | 2022-07-21 | 南臺學校財團法人南臺科技大學 | 用於開發觸覺教學材料的圖像轉換方法 |
| EP4063143A1 (de) * | 2021-03-26 | 2022-09-28 | Jesús Francisco Barberan Latorre | Verfahren und system zur herstellung eines reliefs auf einem substrat |
| DE102021131838A1 (de) | 2021-12-02 | 2023-06-07 | Hueck Rheinische Gmbh | Verfahren und Druckervorrichtung zum Herstellen eines Presswerkzeugs |
| DE102022118568A1 (de) | 2022-07-25 | 2024-01-25 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Profilkörpers |
| WO2024125842A1 (de) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zur herstellung einer dekorativen oberfläche |
| WO2024125841A1 (de) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Herstellung einer dekorativen oberfläche |
| EP3725945B1 (de) * | 2018-11-22 | 2025-04-30 | Zhejiang Kingdom Plastics Industry Co., Ltd. | Verfahren zur herstellung einer dreidimensionalen textur auf einem kunststoffboden |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2363299B1 (de) | 2010-03-05 | 2012-10-17 | Spanolux N.V.- DIV. Balterio | Verfahren zur Herstellung einer Bodenplatte |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| DE102012103491A1 (de) | 2012-04-20 | 2013-10-24 | Fritz Egger Gmbh & Co. Og | Verfahren und Vorrichtung zur Herstellung einer strukturierten Lackoberfläche |
| DE102012008616A1 (de) * | 2012-04-27 | 2013-10-31 | Hörmann KG Brockhagen | Verfahren und Vorrichtung zum Herstellen eines beschichteten Bauelements |
| US20140017452A1 (en) * | 2012-07-13 | 2014-01-16 | Floor Iptech Ab | Digital coating and printing |
| HRP20230085T1 (hr) * | 2012-07-13 | 2023-03-17 | Ceraloc Innovation Ab | Postupak premazivanja građevinske ploče tehnikom digitalnog tiska/premazivanja |
| US10035358B2 (en) | 2012-07-17 | 2018-07-31 | Ceraloc Innovation Ab | Panels with digital embossed in register surface |
| US9446602B2 (en) | 2012-07-26 | 2016-09-20 | Ceraloc Innovation Ab | Digital binder printing |
| CN103847240B (zh) * | 2012-11-30 | 2016-06-08 | 李华容 | 三维数码印刷机及其立体图像印刷方法 |
| DE102012111825B4 (de) * | 2012-12-05 | 2018-01-04 | SÜDDEKOR GmbH | Oberflächenmaterial für Fußböden und Möbel sowie Verfahren zu dessen Herstellung |
| US20140199495A1 (en) | 2013-01-11 | 2014-07-17 | Floor Iptech Ab | Digital printing and embossing |
| GB2538492A (en) | 2015-05-11 | 2016-11-23 | Cook Medical Technologies Llc | Aneurysm treatment assembly |
| US10041212B2 (en) | 2013-02-04 | 2018-08-07 | Ceraloc Innovation Ab | Digital overlay |
| US10279599B2 (en) | 2013-09-13 | 2019-05-07 | Till Gmbh | Method for printing surfaces of three-dimensional objects and three-dimensional objects having print |
| TR201811685T4 (tr) | 2013-10-07 | 2018-09-21 | Flooring Technologies Ltd | Süper mat yüzeye sahip panel. |
| EP2873535A1 (de) | 2013-11-15 | 2015-05-20 | Flooring Technologies Ltd. | Werkstücke mit oberflächenstrukturierter Dekoroberfläche |
| PL2913199T3 (pl) * | 2014-02-28 | 2018-08-31 | Flooring Technologies Ltd. | Sposób i urządzenie do wytwarzania panela dekoracyjnego |
| DE102015102180A1 (de) * | 2015-02-16 | 2016-08-18 | Wemhöner Surface Technologies GmbH & Co. KG | Verfahren zur Erzeugung einer Oberflächenstruktur auf einer Oberfläche eines Werkstückes und damit erzeugtes Werkstück |
| FR3033506B1 (fr) * | 2015-03-11 | 2020-02-21 | Reydel Automotive B.V. | Procede et installation de revetement d'un corps avec formation d'une surface structuree |
| DE102015110268A1 (de) | 2015-06-25 | 2016-12-29 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zur Herstellung eines Strukturgebermaterials sowie Strukturgebermaterial |
| NO2750604T3 (de) | 2015-06-25 | 2018-03-03 | ||
| US10717268B2 (en) | 2016-05-24 | 2020-07-21 | Koenig & Bauer Ag | Sheet-fed press |
| CN117926991A (zh) * | 2016-07-18 | 2024-04-26 | 博优国际集团公众有限公司 | 呈现出三维浮雕和装饰图像的适合作为地板或墙壁覆盖物的多层片材 |
| IT201600101385A1 (it) * | 2016-10-13 | 2018-04-13 | Giorgio Macor | Metodo per generare una struttura superficiale |
| DE102017107312A1 (de) | 2017-04-05 | 2018-10-11 | Océ Holding B.V. | Verfahren zum Bedrucken eines Aufzeichnungsträgers mittels flüssigkeitsbasiertem Farbstoff- oder Pigmenttransport, Verwendung eines Oberflächenschutzes beim flüssigkeitsbasierten Bedrucken eines Aufzeichnungsträgers zur Erhöhung des darstellbaren Farbraums und bedruckter Aufzeichnungsträger |
| EP3415317B2 (de) | 2017-06-13 | 2023-09-06 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und vorrichtung zur herstellung einer dekorativen oberfläche |
| DE102017113035B4 (de) | 2017-06-13 | 2019-10-31 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und Vorrichtung zur Herstellung einer dekorativen Oberfläche |
| ES2971866T3 (es) | 2017-06-13 | 2024-06-10 | Hymmen Gmbh Maschinen & Anlagenbau | Procedimiento y dispositivo de producción de una superficie estructurada |
| DE102017113036B4 (de) | 2017-06-13 | 2019-10-31 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und Vorrichtung zur Herstellung eines dekorativen Werkstückes und Werkstück |
| EP3415318B1 (de) | 2017-06-13 | 2020-02-26 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und vorrichtung zur herstellung eines dekorativen werkstückes und werkstück |
| EP3765308A2 (de) * | 2018-03-14 | 2021-01-20 | Unilin, BV | Verfahren zur herstellung von zierplatten und auf diese weise hergestellte platten |
| DE202018103626U1 (de) * | 2018-06-26 | 2018-07-10 | Hörmann KG Brockhagen | Bauelement mit witterungsbeständiger Beschichtung und Beschichtungsanlage |
| TWI677443B (zh) * | 2018-11-29 | 2019-11-21 | 彩碁科技股份有限公司 | 彩繪基板結構及其製作方法 |
| DE102019206431A1 (de) | 2019-05-03 | 2020-11-05 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zum Herstellen einer Struktur auf einer Oberfläche |
| EP3999358B1 (de) | 2019-07-19 | 2023-08-30 | Achilles veredelt GmbH | Verfahren zur herstellung einer struktur auf einer oberfläche |
| EP3766703A1 (de) | 2019-07-19 | 2021-01-20 | Achilles veredelt Nord GmbH | Verfahren zur herstellung einer struktur auf einer oberfläche |
| BE1028813B1 (nl) * | 2020-11-18 | 2022-06-21 | Dovy Keukens Nv | Werkwijze voor het met hoogglans afwerken van een substraat en substraat hierdoor verkregen |
| IT202100008192A1 (it) | 2021-04-01 | 2022-10-01 | Giorgio Macor | Metodo per decorare un materiale |
| WO2022144944A1 (en) | 2020-12-29 | 2022-07-07 | Giorgio Macor | Method providing a workpiece with a three-dimensionally textured surface coating |
| DE102021103564A1 (de) | 2021-02-16 | 2022-08-18 | Homag Gmbh | Verfahren sowie eine Vorrichtung zum Beschichten einer Oberfläche |
| EP4134242B1 (de) | 2021-08-09 | 2023-12-13 | Flooring Technologies Ltd. | Verfahren und vorrichtung zum aufbringen eines dekors und einer oberflächenstruktur auf ein trägermaterial |
| US12583246B2 (en) * | 2022-02-17 | 2026-03-24 | Riso Kagaku Corporation | Printing apparatus and method for forming printed images having glossiness |
| IT202200015618A1 (it) | 2022-07-25 | 2024-01-25 | Giorgio Macor | Metodo per generare una decorazione delaminabile a comando e prodotto così ottenuto. |
| EP4353448A1 (de) * | 2022-10-12 | 2024-04-17 | NEOS S.r.l. | Vorrichtung zum additiven bedrucken einer prägefläche zur dekoration von keramischen fliesen und entsprechendes additives druckverfahren |
| EP4624189A1 (de) | 2024-03-25 | 2025-10-01 | Flooring Technologies Ltd. | Verfahren und vorrichtung zur herstellung eines schichtstoffes, insbesondere eines laminates in einer cpl-presse mit einer zu einem dekor synchronen struktur |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5656359A (en) * | 1993-10-25 | 1997-08-12 | Dai Nippon Printing Co., Ltd. | Decorative sheet |
| DE69500965T2 (de) * | 1994-01-12 | 1998-04-02 | Sanichi Kougeisha Matsudo Kk | Anzeigen für Sehbehinderte unter Verwendung transparenter dreidimensionaler Tinte |
| FR2717420B3 (fr) * | 1994-03-16 | 1996-06-28 | Guy Reynaud | Procédé d'impression en relief, notamment de caractères Braille. |
| GB9611582D0 (en) | 1996-06-04 | 1996-08-07 | Thin Film Technology Consultan | 3D printing and forming of structures |
| US6065826A (en) * | 1998-10-06 | 2000-05-23 | Hewlett-Packard Company | Modular print cartridge receptacle for use in inkjet printing systems |
| US7381443B2 (en) | 2002-12-03 | 2008-06-03 | Fuji Photo Film Co., Ltd. | Method for forming print with surface textures corresponding to printed image |
| JP2004249617A (ja) | 2003-02-21 | 2004-09-09 | Hitachi Printing Solutions Ltd | 印刷方法 |
| JPWO2006025221A1 (ja) * | 2004-08-30 | 2008-05-08 | コニカミノルタエムジー株式会社 | 画像記録方法 |
| JP4902437B2 (ja) | 2006-09-27 | 2012-03-21 | 富士フイルム株式会社 | インクジェット記録方法およびインクジェット記録装置 |
| DE102007019871A1 (de) * | 2007-04-25 | 2008-10-09 | Theodor Hymmen Holding Gmbh | Verfahren und Vorrichtung zur Erzeugung einer dünnen dreidimensional strukturierten Oberfläche auf plattenförmigen Werkstoffen |
| US8697194B2 (en) * | 2008-04-10 | 2014-04-15 | Xerox Corporation | Curable overcoat compositions |
-
2009
- 2009-12-07 DE DE102009044802.0A patent/DE102009044802B4/de active Active
-
2010
- 2010-11-04 WO PCT/EP2010/066827 patent/WO2011064075A2/de not_active Ceased
- 2010-11-04 EP EP10771793.6A patent/EP2507063B1/de active Active
- 2010-11-04 PL PL10771793T patent/PL2507063T3/pl unknown
- 2010-11-04 ES ES10771793.6T patent/ES2525744T3/es active Active
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014109548A1 (de) * | 2014-07-08 | 2016-01-14 | Thyssenkrupp Ag | Bandbeschichtungsverfahren zur Herstellung eines Halbzeugs mit einer Oberflächenstruktur |
| EP3725945B1 (de) * | 2018-11-22 | 2025-04-30 | Zhejiang Kingdom Plastics Industry Co., Ltd. | Verfahren zur herstellung einer dreidimensionalen textur auf einem kunststoffboden |
| EP3865308A1 (de) | 2020-02-12 | 2021-08-18 | Jesús Francisco Barberan Latorre | Verfahren und maschine zur herstellung von reliefs sowie paneele mit diesen reliefs |
| WO2021160907A1 (es) | 2020-02-12 | 2021-08-19 | Barberan Latorre Jesus Francisco | Procedimiento y máquina de fabricación de relieves, así como panel con dichos relieves |
| TWI771932B (zh) * | 2021-02-26 | 2022-07-21 | 南臺學校財團法人南臺科技大學 | 用於開發觸覺教學材料的圖像轉換方法 |
| EP4063143A1 (de) * | 2021-03-26 | 2022-09-28 | Jesús Francisco Barberan Latorre | Verfahren und system zur herstellung eines reliefs auf einem substrat |
| US11833848B2 (en) | 2021-03-26 | 2023-12-05 | Jesus Francisco Barberan Latorre | Method and system for producing reliefs on substrates |
| DE102021131838A1 (de) | 2021-12-02 | 2023-06-07 | Hueck Rheinische Gmbh | Verfahren und Druckervorrichtung zum Herstellen eines Presswerkzeugs |
| DE102022118568A1 (de) | 2022-07-25 | 2024-01-25 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Profilkörpers |
| WO2024125842A1 (de) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zur herstellung einer dekorativen oberfläche |
| WO2024125841A1 (de) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Herstellung einer dekorativen oberfläche |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2507063A2 (de) | 2012-10-10 |
| PL2507063T3 (pl) | 2015-03-31 |
| WO2011064075A2 (de) | 2011-06-03 |
| WO2011064075A3 (de) | 2012-06-07 |
| DE102009044802B4 (de) | 2017-11-23 |
| ES2525744T3 (es) | 2014-12-29 |
| DE102009044802A1 (de) | 2011-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2507063B1 (de) | Verfahren zur erzeugung einer dreidimensionalen oberflächenstruktur auf einem werkstück | |
| EP3109056B2 (de) | Verfahren und vorrichtung zum herstellen einer struktur auf einer oberfläche | |
| EP2218520B1 (de) | Verfahren und Vorrichtung zur Herstellung einer strukturierten Oberfläche | |
| EP2313281B2 (de) | Verfahren zum herstellen einer bedruckten oberfläche auf einem flächigen werkstück | |
| DE102010010784C5 (de) | Verfahren und Vorrichtung zur Herstellung eines plattenförmigen Produktes mit einer ein Dekor aufweisenden Oberfläche | |
| EP2452829B1 (de) | Verfahren zum Aufbringen eines Dekors auf eine Holzwerkstoffplatte | |
| WO2018229169A1 (de) | Verfahren und vorrichtung zur herstellung eines dekorativen werkstückes und werkstück | |
| EP2861432B1 (de) | Verfahren zum bedrucken von platten | |
| EP3532300B1 (de) | Verfahren zur herstellung eines dekorierten wand- oder bodenpaneels | |
| EP3415318B1 (de) | Verfahren und vorrichtung zur herstellung eines dekorativen werkstückes und werkstück | |
| EP2873535A1 (de) | Werkstücke mit oberflächenstrukturierter Dekoroberfläche | |
| EP2838671B1 (de) | Verfahren und vorrichtung zur herstellung einer strukturierten lackoberfläche | |
| EP3415317B2 (de) | Verfahren und vorrichtung zur herstellung einer dekorativen oberfläche | |
| DE102017113036B4 (de) | Verfahren und Vorrichtung zur Herstellung eines dekorativen Werkstückes und Werkstück | |
| DE102009044091B4 (de) | Verfahren zur Herstellung eines digitalbedruckten Werkstückes | |
| DE102015110268A1 (de) | Verfahren zur Herstellung eines Strukturgebermaterials sowie Strukturgebermaterial | |
| DE102017113035B4 (de) | Verfahren und Vorrichtung zur Herstellung einer dekorativen Oberfläche | |
| EP4384402A1 (de) | Verfahren und vorrichtung zum aufbringen eines dekors und einer oberflächenstruktur auf ein trägermaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120515 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20130426 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502010007877 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B41J0011000000 Ipc: B41M0003060000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 5/00 20060101ALI20140331BHEP Ipc: B41J 11/00 20060101ALI20140331BHEP Ipc: B41M 3/06 20060101AFI20140331BHEP Ipc: B41M 7/00 20060101ALI20140331BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140417 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 686456 Country of ref document: AT Kind code of ref document: T Effective date: 20141015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010007877 Country of ref document: DE Effective date: 20141016 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2525744 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141211 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141210 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 17584 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150110 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150112 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010007877 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| 26N | No opposition filed |
Effective date: 20150611 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141210 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141104 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PATENT- UND RECHTSANWAELTE LOESENBECK, SPECHT,, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502010007877 Country of ref document: DE Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, DE Free format text: FORMER OWNER: THEODOR HYMMEN VERWALTUNGS GMBH, 33613 BIELEFELD, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PRUEFER & PARTNER MBB PATENTANWAELTE RECHTSANW, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: PC4A Ref document number: E 17584 Country of ref document: SK Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, BIELEFE, DE Free format text: FORMER OWNER: THEODOR HYMMEN VERWALTUNGS GMBH, BIELEFELD, DE Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: HYMMEN GMBH MASCHINEN-UND ANLAGENBAU Effective date: 20160712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101104 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 686456 Country of ref document: AT Kind code of ref document: T Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, DE Effective date: 20160617 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: THEODOR HYMMEN VERWALTUNGS GMBH Effective date: 20170104 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PRUEFER & PARTNER MBB PATENTANWAELTE RECHTSANW, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20241120 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20241125 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20241119 Year of fee payment: 15 Ref country code: PL Payment date: 20241025 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20241118 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20241022 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20241104 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20241129 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20241025 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251212 Year of fee payment: 16 |