EP2507063B1 - Procédé pour générer une structure de surface en trois dimensions sur une pièce - Google Patents
Procédé pour générer une structure de surface en trois dimensions sur une pièce Download PDFInfo
- Publication number
- EP2507063B1 EP2507063B1 EP10771793.6A EP10771793A EP2507063B1 EP 2507063 B1 EP2507063 B1 EP 2507063B1 EP 10771793 A EP10771793 A EP 10771793A EP 2507063 B1 EP2507063 B1 EP 2507063B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- printed
- varnish
- decorative pattern
- droplets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 54
- 238000003847 radiation curing Methods 0.000 claims description 17
- 230000005855 radiation Effects 0.000 claims description 14
- 239000002966 varnish Substances 0.000 claims description 13
- 239000000123 paper Substances 0.000 claims description 10
- 239000002023 wood Substances 0.000 claims description 8
- 238000001723 curing Methods 0.000 claims description 7
- 239000011093 chipboard Substances 0.000 claims description 2
- 239000000463 material Substances 0.000 claims description 2
- 238000011437 continuous method Methods 0.000 claims 1
- 239000002985 plastic film Substances 0.000 claims 1
- 229920006255 plastic film Polymers 0.000 claims 1
- 238000005507 spraying Methods 0.000 claims 1
- 238000007639 printing Methods 0.000 description 26
- 239000003973 paint Substances 0.000 description 24
- 239000004922 lacquer Substances 0.000 description 14
- 238000001035 drying Methods 0.000 description 10
- 239000000976 ink Substances 0.000 description 9
- 239000010410 layer Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000000576 coating method Methods 0.000 description 6
- 239000003086 colorant Substances 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 4
- 238000007646 gravure printing Methods 0.000 description 4
- 239000011241 protective layer Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 241000396922 Pontia daplidice Species 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 238000007761 roller coating Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 241000208140 Acer Species 0.000 description 1
- 240000000731 Fagus sylvatica Species 0.000 description 1
- 235000010099 Fagus sylvatica Nutrition 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 241000219492 Quercus Species 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005510 radiation hardening Methods 0.000 description 1
- 230000003678 scratch resistant effect Effects 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000002347 wear-protection layer Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0029—Formation of a transparent pattern using a liquid marking fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00212—Controlling the irradiation means, e.g. image-based controlling of the irradiation zone or control of the duration or intensity of the irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/06—Veined printings; Fluorescent printings; Stereoscopic images; Imitated patterns, e.g. tissues, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0064—Digital printing on surfaces other than ordinary paper on plastics, horn, rubber, or other organic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0045—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or film forming compositions cured by mechanical wave energy, e.g. ultrasonics, cured by electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams, or cured by magnetic or electric fields, e.g. electric discharge, plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
Definitions
- the present invention relates to a method for producing a three-dimensional surface structure on a workpiece, in particular on a web-shaped or plate-shaped workpiece.
- a printed decorative paper, white is printed in a gravure printing machine with a decor (for example an oak, beech or maple replica).
- this so-printed paper is coated with a thermosetting crosslinking resin system, e.g. an amino resin, such as a urea-melamine mixture or the like, impregnated and dried back to a defined residual moisture.
- a hot press e.g. a short-cycle press or a double-belt press, pressed onto a wood-based panel, at the same time the resin with which the paper has been impregnated, is cured.
- a textured surface is created during the curing process, which is often designed to match the wood grains of the printed wood decor.
- the state of the art known today can be modified in many variants.
- other impregnated papers are applied above or below the printed decor paper.
- the plate-shaped workpieces used can be, for example, particle boards, MDF boards or HDF boards, which are produced according to the known state of the art.
- a so-called decorative laminate such as e.g. a "High Pressure Laminate”, a so-called HPL, or a “Continuous Pressure Laminate”, a so-called CPL, of a plurality of impregnated papers, at least one of which is a decoratively printed paper, in a pressing process usually between 0.2 and 1 , 2 mm thick laminate pressed together.
- abrasion-resistant and very resistant laminate (often as a web) is then glued, for example, to a 16- or 20 mm thick chipboard to give as a final product a kitchen countertop.
- furniture panels can be produced which are coated and embossed on one or both sides.
- the print is produced directly on a precoated plate at the location of a printed and then impregnated paper.
- a precoated plate at the location of a printed and then impregnated paper.
- the decor is printed directly over a multi-pass or single-pass digital printer on the precoated plate or precoated sheet material.
- the prior art very often uses a UV curable digital ink containing as its main base an acrylate which has been added with special photoinitiators and thereby irradiated under e.g. cured with UV rays or electron beams.
- a decorative coated plate a scratch-resistant surface and to provide this surface accordingly with a textured haptic appearance, so that the structure has a relation to the decorative image printed underneath, is usually also provided as the top layer, a transparent, radiation-curing acrylate lacquer application.
- the overlying structure should be adapted to the décor pressure in a variety of different cases be:
- the joints of a tile replica should be, for example, recessed compared to the tile surface shown.
- this structure is applied, for example, by means of a grooved applicator roll which is grooved or structured by means of a laser ( DE 10 2007 019 871 A1 ).
- the FR 2 717 420 discloses a method of making braille.
- the US 2009/0258155 discloses a coating for inks based on printing ink that can be applied via an inkjet printer. The coating can then be cured.
- the US 2008/0192100 discloses printing an image by means of water-based printing ink which is curable via UV light.
- the print image is applied in several layers of different colors.
- the topmost layer of water-based printing ink can be colorless.
- the JP 2004/249617 discloses a printing process in which a transparent UV ink is printed and then cured via UV radiation. The printed image is arranged protected under a transparent UV ink.
- the US 2004/0109989 discloses the production of photographic prints coated with a texture on top.
- a texture on top.
- a transparent coating with a roughness of 10 to 15 microns.
- the US 6,164,850 discloses a method for three-dimensional printing, in particular a Braille can be generated.
- the EP 1 905 611 discloses a printing process in which a primer is first applied and then a printed image is applied to the not yet fully cured primer.
- a workpiece is to be coated with a radiation-curing lacquer, it being possible for the lacquer layer to be produced synchronously with the underlying printed decoration with little technical effort.
- the lacquer layer can be quickly changed from one printed section to the next printed section, and which can produce defined matt and defined shiny spots in the surface structure with simultaneous, at least partial transparency.
- a surface texture or a structured surface means a tactile unevenness on a plate or a sheet-like workpiece which has a height difference of 1 ⁇ m to 3 mm between the deepest and the highest point and which is at least partially transparent
- the method according to the invention can also be used to produce a so-called synchronous pore.
- the generated three-dimensional surface texture matches the underlying printed decorative image.
- the generated surface structure would also include, for example, at the grain locations a three-dimensional haptic, longitudinal grain corresponding to the underlying printed grain and a round or oval textured depression at the location of the printed branch hole.
- a synchronous pore is to be used in the present invention if a portion of a length I and a width b that is optically recognizable in the decorative image matches a three-dimensional, tangible, structured surface portion in the form above, that the section of the structured surface lies suitably on the section visible in the printed decorative image and differs in length and width by a maximum of 3 mm; in a preferred embodiment max. 1 mm; in a particularly preferred embodiment max. 0.5 mm deviates.
- the section present in the three-dimensional surface structure would have a length of max.
- a surface structure by a transparent or monochrome, z. B. white radiation-curing paint is applied.
- the application of this transparent or monochrome z. B. white radiation-curing paint is done as described above for the inventive method, by one or more printheads or printing modules with or without intermediate drying and with another printhead or print module. In this embodiment, therefore, the surface structure is applied before the printing decor of the decorative image.
- the decorative image is then printed on the workpiece via a printing station.
- this subsequent printing of the decorative image can likewise be effected by means of an inkjet printing.
- a rotary printing process for. B. an indirect gravure printing process, by means of an intermediate, rubberized applicator roll.
- This intermediate, rubberized applicator roll can bring the applied color into the structure and the protrusions and depressions formed thereby.
- an ink-jet printing process in which there is much greater certainty that the ink will also penetrate the peaks and valleys ("mountains and valleys"), thus creating a visually pleasing, closed printed surface.
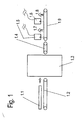
- a plate-shaped or sheet-like workpiece 1.1 is fed via a feed device 1.2 to a printing machine 1.3, wherein the printing machine can be designed as a conventional printing machine, eg gravure printing machine or flexographic printing machine or roll off-set printing machine. In an alternative embodiment, this can also be designed as a digital printing machine.
- the printing machine can be designed as a conventional printing machine, eg gravure printing machine or flexographic printing machine or roll off-set printing machine. In an alternative embodiment, this can also be designed as a digital printing machine.
- This first digital printhead 1.5 can also be designed as a printing module, wherein a printing module contains a number of individual printheads, which are each connected individually or together to a paint supply system.
- This printhead or these number of printheads in the print module are designed as inkjet printheads, preferably as piezo-controlled inkjet printheads.
- the print heads 1.5 are designed as print heads with variable gray levels, ie they can apply different droplet sizes to the workpiece 1.1.
- the transparent lacquer which is applied to the workpiece 1.1 by these print heads 1.5, is provided in a particular embodiment as a radiation-curing lacquer, wherein the radiation curing can be done by a UV radiation source 1.7.
- this radiation source 1.7 can also be designed as an electron beam source.
- the ink jet print heads (1.5) deliver individual paint droplets onto the workpiece 1.1, with a single paint droplet having a volume of 0.5-300 ⁇ l, preferably a volume of 3-80 ⁇ l, particularly preferably a volume of 10-50 ⁇ l.
- the resolution, ie the amount of individual paint droplets per square centimeter surface of the workpiece is in the feed direction (arrow in Fig.
- the resolution is controlled by the number of nozzles of the digital printheads 1.5, which are present per unit length.
- the resolution across the feed direction is between 10 to 500 dpi (dots per inch, ie droplets per 2.54 cm), more preferably 50-400 dpi.
- the resolution is in the same range at a value given by the velocity and the frequency at which the droplets are deposited on the surface.
- the frequency at which the droplets are discharged is therefore chosen so that at a feed rate of 5 - 100 m / min., Preferably 10 - 50 m / min., A resolution within the range specified above can be achieved.
- the applied paint is cured by the radiation source 1.7.
- the radiation source 1.7 is tuned to the chemical properties of the paint, that this is not completely cured, that is not completely crosslinked, but only partially crosslinked.
- the order quantities and droplet sizes are selected here identical to the one or more heads 1.5.
- the second printhead 1.6 is used to achieve either a larger application amount and texture depth in the structured surface.
- the transparent lacquer that is printed in the print heads 1.6 may also have a different gloss level than that used in the print heads 1.5.
- the varnish printed in the printheads 1.6 after curing can give a very matt surface, while the varnish printed in the printheads 1.5 gives a high-gloss surface after curing.
- the glossy and the matt lacquer can also be reversed.
- the paint applied to the surface of the work piece 1.1 is cured in a second radiation source 1.8.
- it can only be hardened here and completely cured in a following radiation source.
- a plurality of further printhead rows with or without intermediate drying 1.7 and 1.8 can be attached.
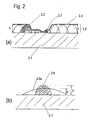
- the desired structure of the surface which in Fig. 2 is shown as a complete order of radiation-curing paint 2.5, be combined of several layers, each with a plurality of different sized droplets.
- Fig. 2 (a) a large drop with the largest possible volume 2.2 and a smaller drop with a correspondingly smaller amount 2.3.
- the placement of the droplet sizes results in the enveloping surface structure 2.4.
- the radiation-curing lacquer used is adjusted with its chemical properties such that bleeding into a flatter shape until radiation hardening of the lacquer within a period of less than 10 seconds, preferably less than 5 seconds, after the application of the lacquer by the print heads 1.5 or 1.6 does not affect the desired structure.
- the decorative printing of the workpiece 1.1 in the printing press 1.3 may also be part of a previous process which has already been completed, i. temporally and spatially separated from the inventive method to be used here.
- the method according to the invention begins with the application of the first droplets of the transparent, radiation-curing lacquer in the print head 1.5 or the row of print heads 1.5. The remainder of the process is then identical to that described above.
- the method may also provide that printheads 1.5, 1.6, and other printheads are arranged to be movable, i. either transversely to the feed direction or in the feed direction or both.
- the workpiece progressively moves, then comes to rest as the printhead (s) 1.5 and 1.6, respectively, move across the workpiece in the longitudinal and transverse directions and release the corresponding print with transparent, radiation-curing paint, and thereafter advanced.
- the advantages of this method are the lower investment costs, since it can be used here with a smaller number of printheads.
- the disadvantage is that the capacity of this alternative embodiment in produced surface per unit time is significantly lower.
- a workpiece 3.1 is shown with a structured and decorative printed surface.
- the workpiece 3.1 has one or more coatings 3.2 and 3.3 which are optional pre-coatings or primers.
- the reference numeral 3.4 shows an enveloping surface of droplets printed by the method according to the invention, which has a total of max. Height of H have.
- a drop 3.5 with a larger volume, z. B. 50 ul, and a droplet 3.6 with a smaller volume, z. Eg 80pl.
- a decor print image 3.7 ie the mixture of different colors, eg. B. two, three or four colors printed in this alternative embodiment on the previously sprayed paint as the top layer.
- a further, transparent protective layer 3.8 is applied on the decor print image 3.7.
- This protective layer 3.8 can optionally be applied additionally. However, it is also possible to carry out the process according to the invention without the protective layer 3.8.
- FIG. 4 schematically an embodiment of the method according to the invention is shown.
- a workpiece 4.1 is precoated in a roller coater 4.31 with paint in a paint template 4.32.
- the thus applied gunding is completely or partially dried in a dryer 4.41, which can be designed either as a hot-air or circulating-air dryer or else with a radiation source 4.42.
- droplets of a colored or transparent radiation-curing paint are applied in several printheads or several print head rows, schematically indicated here at 4.52, 4.54 and 4.56, in several rows on the workpiece passing through.
- the paint is indicated here in tank stocks 4.58.
- existing radiation sources are mounted for partial or complete drying of the respectively applied paint droplets 4.53, 4.55 and 4.57.
- the workpiece thus treated can be completely dried through the drying unit 4.61.
- the following application unit shown here as a roller coating machine 4.71, can apply a thin additional radiation-curing paint film on the thus pretreated workpiece. Between 4.71 and 4.81 would in this case yet another drying, not shown in the drawing, can be used. Subsequently, the decorative image with at least two colors, ie a two-, three- or four-color printing, possibly even more colors applied. In this case, a digital printing device with four colors, with respective printheads or print head rows 4.82, 4.84, 4.86 and 4.88 as well as alternatively possible intermediate drying as radiation sources 4.83, 4.85 and 4.87 is shown schematically. Subsequently, the thus coated and printed workpiece can be completely cured in a drying unit 4.91. Finally, in an alternative embodiment, a wear protection or protective layer can still be applied by the roller coating machine 4.92. In this case, another drying unit, not shown in the drawing, would join.
- the method of providing very large surface capacities per unit of time with a high quality three-dimensional surface may be provided with a plurality of series of printheads, each delivering only a volume size of droplets.
- a volume size of droplets in an exemplary embodiment is 50 pl.
- these are then dried between, the workpiece continues to move, passes under the second row 1.6 of printheads, which also give a constant size of droplet volume, which, however, compared to the first row 1.5 is significantly reduced.
- this second droplet size is reduced to 50% or less of the volume of the first droplet size.
- a third row of printheads it is also possible for a third row of printheads to deliver a further reduced, constant droplet volume size.
- the workpiece to be structured with a constant, high speed of z. B. 25 m / min. or 50 m / min. under printheads 1.5 and 1.6 to further print heads.
- a flat structure and a flat, very sharply bent structure can be produced ("construction of a pyramid")
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Ink Jet (AREA)
Claims (13)
- Procédé pour générer une structure de surface en trois dimensions sur une pièce en forme de plaque comprenant les étapes suivantes :A) alimenter un poste de travail avec une pièce en forme de plaque imprimée avec une image de décor,B) pulvériser un verni transparent, durcissable par rayonnement à l'aide d'une multiplicité d'orifices de buses à la surface de la pièce sous la forme de gouttelettes de verni et application d'une structure de surface, la hauteur maximale de la structure réalisée par ce procédé étant de 2-200 µm et les gouttelettes de verni ayant chacune un volume compris entre 0,5-300 pl, de préférence entre 3-80 pl et d'une manière particulièrement préférentielle entre 10-50 pl et le nombre de gouttelettes par unité de surface et/ou le volume des gouttelettes étant déterminé par une commande par ordinateur selon un modèle numérique,C) faire durcir le verni transparent par rayonnement de préférence avec un rayonnement UV,D) caractérisé par
une saisie de position de l'image de décor puis une adaptation de la structure de surface à l'image de décor et adaptation de la structure de surface ainsi générée à l'image de décor imprimée, située en-dessous pour que l'écart entre certaines structures visibles dans l'impression de décor et les structures de surface correspondantes générées par le procédé de l'invention, l'une par rapport à l'autre soit inférieur à 3 mm. - Procédé selon la revendication 1,
caractérisé en ce que
les étapes B)- C) peuvent être répétées une fois ou plusieurs fois. - Procédé selon la revendication 1 ou 2,
caractérisé en ce que
le verni projeté, transparent, durcissable par rayonnement est fluide pendant une durée < 10 Sec., d'une manière particulièrement préférentielle < 5 Sec jusqu'au durcissement par une source de rayonnement, de moins de 30% et de préférence de moins de 15% pour la hauteur des gouttelettes. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la hauteur de structure appliquée par le procédé est de 10-100 µm et d'une manière particulièrement préférentielle, entre 15-60 µm. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
au premier passage des étapes B) et C), les gouttelettes de verni ont un volume fixe non variable et lors d'au moins une seconde opération répétée des étapes B) et C), les gouttelettes de verni ont un volume plus petit que pour la première application et de préférence un volume réduit de 50% par rapport à celui de la première application selon les étapes B) et C). - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce qu'
à chaque application selon l'étape B), on applique un nombre de gouttelettes compris entre 200-40.000 gouttelettes par cm2 et de préférence entre 5.000-30.000 gouttelettes par cm2. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce qu'
une première tête de pulvérisation (1,5) ou une première rangée de têtes de pulvérisation (1,5) appliquent un verni qui, après durcissement, a un degré de brillance supérieur ou inférieur à celui du verni appliqué par une seconde tête de pulvérisation ou une seconde rangée de têtes de pulvérisation (1,6). - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la structure de surface générée est adaptée à l'image de décor imprimé, située en-dessous de façon que certaines structures visibles dans l'impression de décor et des structures de surface correspondantes générées par le procédé selon l'invention soient écartées l'une de l'autre de moins de 1 mm. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la structure de surface générée par le procédé est générée avec le même jeu de données électroniques que celui de l'image de décor, imprimée. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
l'image de décor, imprimée sur la surface de la pièce et la surface structurée générée par le procédé selon les étapes A)-C) sont obtenues par un procédé continu, successivement et dans un même dispositif sans interruption. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la pièce est une pièce en forme de plaque sur laquelle a été imprimée l'image de décor ou est collée déjà sous la forme d'une pièce en forme de bande. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la pièce est une plaque de matériau à base de bois telle qu'une plaque d'aggloméré, une plaque MDF ou une plaque HDF sur laquelle est imprimée l'image de décor. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la pièce est une pièce en forme de bande, par exemple un papier prétraité ou une matière plastique ou un film PVC déjà imprimé avec l'image de décor.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10771793T PL2507063T3 (pl) | 2009-11-30 | 2010-11-04 | Sposób wytwarzania trójwymiarowej struktury powierzchniowej na obrabianym przedmiocie |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009044710 | 2009-11-30 | ||
| DE102009044802.0A DE102009044802B4 (de) | 2009-11-30 | 2009-12-07 | Verfahren und Vorrichtung zur Erzeugung einer dreidimensionalen Oberflächenstruktur auf einem Werkstück |
| PCT/EP2010/066827 WO2011064075A2 (fr) | 2009-11-30 | 2010-11-04 | Procédé et dispositif pour générer une structure de surface en trois dimensions sur une pièce |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2507063A2 EP2507063A2 (fr) | 2012-10-10 |
| EP2507063B1 true EP2507063B1 (fr) | 2014-09-10 |
Family
ID=43501371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10771793.6A Active EP2507063B1 (fr) | 2009-11-30 | 2010-11-04 | Procédé pour générer une structure de surface en trois dimensions sur une pièce |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2507063B1 (fr) |
| DE (1) | DE102009044802B4 (fr) |
| ES (1) | ES2525744T3 (fr) |
| PL (1) | PL2507063T3 (fr) |
| WO (1) | WO2011064075A2 (fr) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014109548A1 (de) * | 2014-07-08 | 2016-01-14 | Thyssenkrupp Ag | Bandbeschichtungsverfahren zur Herstellung eines Halbzeugs mit einer Oberflächenstruktur |
| EP3865308A1 (fr) | 2020-02-12 | 2021-08-18 | Jesús Francisco Barberan Latorre | Procédé et machine pour produire des reliefs, ainsi que des panneaux contenant ces reliefs |
| TWI771932B (zh) * | 2021-02-26 | 2022-07-21 | 南臺學校財團法人南臺科技大學 | 用於開發觸覺教學材料的圖像轉換方法 |
| EP4063143A1 (fr) * | 2021-03-26 | 2022-09-28 | Jesús Francisco Barberan Latorre | Procédé et système de production de reliefs sur des substrats |
| DE102021131838A1 (de) | 2021-12-02 | 2023-06-07 | Hueck Rheinische Gmbh | Verfahren und Druckervorrichtung zum Herstellen eines Presswerkzeugs |
| DE102022118568A1 (de) | 2022-07-25 | 2024-01-25 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Profilkörpers |
| WO2024125842A1 (fr) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Procédé de fabrication de surface décorative |
| WO2024125841A1 (fr) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Production d'une surface décorative |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2363299T3 (pl) | 2010-03-05 | 2013-02-28 | Unilin Bvba | Sposób wytwarzania panelu podłogowego |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| DE102012103491A1 (de) | 2012-04-20 | 2013-10-24 | Fritz Egger Gmbh & Co. Og | Verfahren und Vorrichtung zur Herstellung einer strukturierten Lackoberfläche |
| DE102012008616A1 (de) * | 2012-04-27 | 2013-10-31 | Hörmann KG Brockhagen | Verfahren und Vorrichtung zum Herstellen eines beschichteten Bauelements |
| HRP20230085T1 (hr) * | 2012-07-13 | 2023-03-17 | Ceraloc Innovation Ab | Postupak premazivanja građevinske ploče tehnikom digitalnog tiska/premazivanja |
| US20140017452A1 (en) * | 2012-07-13 | 2014-01-16 | Floor Iptech Ab | Digital coating and printing |
| US10035358B2 (en) | 2012-07-17 | 2018-07-31 | Ceraloc Innovation Ab | Panels with digital embossed in register surface |
| US9446602B2 (en) | 2012-07-26 | 2016-09-20 | Ceraloc Innovation Ab | Digital binder printing |
| CN103847240B (zh) * | 2012-11-30 | 2016-06-08 | 李华容 | 三维数码印刷机及其立体图像印刷方法 |
| DE102012111825B4 (de) * | 2012-12-05 | 2018-01-04 | SÜDDEKOR GmbH | Oberflächenmaterial für Fußböden und Möbel sowie Verfahren zu dessen Herstellung |
| GB2538492A (en) | 2015-05-11 | 2016-11-23 | Cook Medical Technologies Llc | Aneurysm treatment assembly |
| US9079212B2 (en) | 2013-01-11 | 2015-07-14 | Floor Iptech Ab | Dry ink for digital printing |
| US10041212B2 (en) | 2013-02-04 | 2018-08-07 | Ceraloc Innovation Ab | Digital overlay |
| US10279599B2 (en) | 2013-09-13 | 2019-05-07 | Till Gmbh | Method for printing surfaces of three-dimensional objects and three-dimensional objects having print |
| PL2857221T3 (pl) | 2013-10-07 | 2018-12-31 | Flooring Technologies Ltd. | Panel z super matową powierzchnią |
| EP2873535A1 (fr) | 2013-11-15 | 2015-05-20 | Flooring Technologies Ltd. | Pièces dotées d'une surface de décor structuré |
| ES2666647T3 (es) * | 2014-02-28 | 2018-05-07 | Flooring Technologies Ltd | Procedimiento y equipo para fabricar un panel decorativo |
| DE102015102180A1 (de) * | 2015-02-16 | 2016-08-18 | Wemhöner Surface Technologies GmbH & Co. KG | Verfahren zur Erzeugung einer Oberflächenstruktur auf einer Oberfläche eines Werkstückes und damit erzeugtes Werkstück |
| FR3033506B1 (fr) | 2015-03-11 | 2020-02-21 | Reydel Automotive B.V. | Procede et installation de revetement d'un corps avec formation d'une surface structuree |
| NO2750604T3 (fr) | 2015-06-25 | 2018-03-03 | ||
| DE102015110268A1 (de) | 2015-06-25 | 2016-12-29 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zur Herstellung eines Strukturgebermaterials sowie Strukturgebermaterial |
| US20190299587A1 (en) * | 2016-05-24 | 2019-10-03 | Koenig & Bauer Ag | Sheet-fed printing press |
| EP3484701B1 (fr) * | 2016-07-18 | 2023-06-14 | Beaulieu International Group NV | Feuilles multi-couches appropriées comme revêtement de sol ou de mur présentant un relief tridimensionnel et une image décorative |
| IT201600101385A1 (it) * | 2016-10-13 | 2018-04-13 | Giorgio Macor | Metodo per generare una struttura superficiale |
| DE102017107312A1 (de) | 2017-04-05 | 2018-10-11 | Océ Holding B.V. | Verfahren zum Bedrucken eines Aufzeichnungsträgers mittels flüssigkeitsbasiertem Farbstoff- oder Pigmenttransport, Verwendung eines Oberflächenschutzes beim flüssigkeitsbasierten Bedrucken eines Aufzeichnungsträgers zur Erhöhung des darstellbaren Farbraums und bedruckter Aufzeichnungsträger |
| PL3415316T3 (pl) * | 2017-06-13 | 2020-10-05 | Hymmen GmbH Maschinen- und Anlagenbau | Sposób i urządzenie do wytwarzania strukturyzowanej powierzchni |
| DE102017113036B4 (de) | 2017-06-13 | 2019-10-31 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und Vorrichtung zur Herstellung eines dekorativen Werkstückes und Werkstück |
| PL3415317T5 (pl) | 2017-06-13 | 2023-11-27 | Hymmen GmbH Maschinen- und Anlagenbau | Sposób i urządzenie do wytwarzania powierzchni dekoracyjnej |
| DE102017113035B4 (de) | 2017-06-13 | 2019-10-31 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren und Vorrichtung zur Herstellung einer dekorativen Oberfläche |
| PL3415318T3 (pl) | 2017-06-13 | 2020-08-24 | Hymmen GmbH Maschinen- und Anlagenbau | Sposób i urządzenie do wytwarzania dekoracyjnego przedmiotu obrabianego i przedmiot obrabiany |
| EP3765308A2 (fr) * | 2018-03-14 | 2021-01-20 | Unilin, BV | Procédés de fabrication de panneaux décoratifs et panneaux ainsi obtenus |
| DE202018103626U1 (de) * | 2018-06-26 | 2018-07-10 | Hörmann KG Brockhagen | Bauelement mit witterungsbeständiger Beschichtung und Beschichtungsanlage |
| CN109537421A (zh) * | 2018-11-22 | 2019-03-29 | 浙江晶通塑胶有限公司 | 一种塑胶地板立体纹路的成型方法 |
| TWI677443B (zh) | 2018-11-29 | 2019-11-21 | 彩碁科技股份有限公司 | 彩繪基板結構及其製作方法 |
| DE102019206431A1 (de) | 2019-05-03 | 2020-11-05 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zum Herstellen einer Struktur auf einer Oberfläche |
| EP3999358B1 (fr) | 2019-07-19 | 2023-08-30 | Achilles veredelt GmbH | Procédé de fabrication d'une structure sur une surface |
| EP3766703A1 (fr) | 2019-07-19 | 2021-01-20 | Achilles veredelt Nord GmbH | Procédé de fabrication d'une structure sur une surface |
| BE1028813B1 (nl) * | 2020-11-18 | 2022-06-21 | Dovy Keukens Nv | Werkwijze voor het met hoogglans afwerken van een substraat en substraat hierdoor verkregen |
| WO2022144944A1 (fr) | 2020-12-29 | 2022-07-07 | Giorgio Macor | Procédé permettant de munir une pièce d'un revêtement de surface à texture tridimensionnelle |
| IT202100008192A1 (it) | 2021-04-01 | 2022-10-01 | Giorgio Macor | Metodo per decorare un materiale |
| DE102021103564A1 (de) | 2021-02-16 | 2022-08-18 | Homag Gmbh | Verfahren sowie eine Vorrichtung zum Beschichten einer Oberfläche |
| PL4134242T3 (pl) | 2021-08-09 | 2024-04-29 | Flooring Technologies Ltd. | Sposób i urządzenie do nanoszenia dekoru i struktury powierzchni na materiał nośny |
| US20230256766A1 (en) * | 2022-02-17 | 2023-08-17 | Riso Kagaku Corporation | Printing apparatus and method |
| IT202200015618A1 (it) | 2022-07-25 | 2024-01-25 | Giorgio Macor | Metodo per generare una decorazione delaminabile a comando e prodotto così ottenuto. |
| EP4353448A1 (fr) * | 2022-10-12 | 2024-04-17 | NEOS S.r.l. | Dispositif d'impression additive d'une surface gaufrée pour la décoration de carreaux en céramique et procédé d'impression additive correspondant |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69419136T2 (de) * | 1993-10-25 | 2000-03-02 | Dai Nippon Printing Co., Ltd. | Dekorative folie |
| DE69500965T2 (de) * | 1994-01-12 | 1998-04-02 | Sanichi Kougeisha Matsudo Kk | Anzeigen für Sehbehinderte unter Verwendung transparenter dreidimensionaler Tinte |
| FR2717420B3 (fr) * | 1994-03-16 | 1996-06-28 | Guy Reynaud | Procédé d'impression en relief, notamment de caractères Braille. |
| GB9611582D0 (en) | 1996-06-04 | 1996-08-07 | Thin Film Technology Consultan | 3D printing and forming of structures |
| US6065826A (en) * | 1998-10-06 | 2000-05-23 | Hewlett-Packard Company | Modular print cartridge receptacle for use in inkjet printing systems |
| US7381443B2 (en) | 2002-12-03 | 2008-06-03 | Fuji Photo Film Co., Ltd. | Method for forming print with surface textures corresponding to printed image |
| JP2004249617A (ja) | 2003-02-21 | 2004-09-09 | Hitachi Printing Solutions Ltd | 印刷方法 |
| EP1792744B1 (fr) * | 2004-08-30 | 2008-10-22 | Konica Minolta Medical & Graphic, Inc. | Procédé d'enregistrement d'image |
| JP4902437B2 (ja) | 2006-09-27 | 2012-03-21 | 富士フイルム株式会社 | インクジェット記録方法およびインクジェット記録装置 |
| DE102007019871A1 (de) * | 2007-04-25 | 2008-10-09 | Theodor Hymmen Holding Gmbh | Verfahren und Vorrichtung zur Erzeugung einer dünnen dreidimensional strukturierten Oberfläche auf plattenförmigen Werkstoffen |
| US8697194B2 (en) * | 2008-04-10 | 2014-04-15 | Xerox Corporation | Curable overcoat compositions |
-
2009
- 2009-12-07 DE DE102009044802.0A patent/DE102009044802B4/de active Active
-
2010
- 2010-11-04 PL PL10771793T patent/PL2507063T3/pl unknown
- 2010-11-04 WO PCT/EP2010/066827 patent/WO2011064075A2/fr active Application Filing
- 2010-11-04 EP EP10771793.6A patent/EP2507063B1/fr active Active
- 2010-11-04 ES ES10771793.6T patent/ES2525744T3/es active Active
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014109548A1 (de) * | 2014-07-08 | 2016-01-14 | Thyssenkrupp Ag | Bandbeschichtungsverfahren zur Herstellung eines Halbzeugs mit einer Oberflächenstruktur |
| EP3865308A1 (fr) | 2020-02-12 | 2021-08-18 | Jesús Francisco Barberan Latorre | Procédé et machine pour produire des reliefs, ainsi que des panneaux contenant ces reliefs |
| WO2021160907A1 (fr) | 2020-02-12 | 2021-08-19 | Barberan Latorre Jesus Francisco | Procédé et machine de fabrication de reliefs, et panneau comprenant lesdits reliefs |
| TWI771932B (zh) * | 2021-02-26 | 2022-07-21 | 南臺學校財團法人南臺科技大學 | 用於開發觸覺教學材料的圖像轉換方法 |
| EP4063143A1 (fr) * | 2021-03-26 | 2022-09-28 | Jesús Francisco Barberan Latorre | Procédé et système de production de reliefs sur des substrats |
| US11833848B2 (en) | 2021-03-26 | 2023-12-05 | Jesus Francisco Barberan Latorre | Method and system for producing reliefs on substrates |
| DE102021131838A1 (de) | 2021-12-02 | 2023-06-07 | Hueck Rheinische Gmbh | Verfahren und Druckervorrichtung zum Herstellen eines Presswerkzeugs |
| DE102022118568A1 (de) | 2022-07-25 | 2024-01-25 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Profilkörpers |
| WO2024125842A1 (fr) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Procédé de fabrication de surface décorative |
| WO2024125841A1 (fr) * | 2022-12-12 | 2024-06-20 | Hymmen GmbH Maschinen- und Anlagenbau | Production d'une surface décorative |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2507063T3 (pl) | 2015-03-31 |
| WO2011064075A3 (fr) | 2012-06-07 |
| EP2507063A2 (fr) | 2012-10-10 |
| ES2525744T3 (es) | 2014-12-29 |
| DE102009044802A1 (de) | 2011-12-15 |
| WO2011064075A2 (fr) | 2011-06-03 |
| DE102009044802B4 (de) | 2017-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2507063B1 (fr) | Procédé pour générer une structure de surface en trois dimensions sur une pièce | |
| EP3109056B2 (fr) | Procede et dispositif de fabrication d'une structure sur une surface | |
| EP2218520B1 (fr) | Procédé et dispositif de fabrication d'une surface structurée | |
| WO2018229169A1 (fr) | Procédé et dispositif pour la fabrication d'une pièce décorative et pièce | |
| DE102010010784C5 (de) | Verfahren und Vorrichtung zur Herstellung eines plattenförmigen Produktes mit einer ein Dekor aufweisenden Oberfläche | |
| EP2313281B2 (fr) | Procédé pour produire une surface imprimée sur une pièce plane | |
| EP2452829B1 (fr) | Procédé d'application d'un décor sur une plaque de matière dérivée du bois | |
| EP2861432B1 (fr) | Procédé d'impression de plaques | |
| EP3415318B1 (fr) | Procédé et dispositif de fabrication d'une pièce à usiner décorative et pièce à usiner | |
| EP2873535A1 (fr) | Pièces dotées d'une surface de décor structuré | |
| EP3315316A1 (fr) | Procédé de fabrication d'un panneau mural ou de sol décoré | |
| EP2838671B1 (fr) | Procédé et dispositif destinés à produire une surface peinte structurée | |
| EP3415317B2 (fr) | Procédé et dispositif de fabrication d'une surface décorative | |
| DE102015110268A1 (de) | Verfahren zur Herstellung eines Strukturgebermaterials sowie Strukturgebermaterial | |
| DE102009044091B4 (de) | Verfahren zur Herstellung eines digitalbedruckten Werkstückes | |
| EP2484539B1 (fr) | Papier pour le revêtement d'une surface et procédé d'application d'un décor sur une plaque en matière dérivée du bois | |
| EP4134242B1 (fr) | Procédé et dispositif d'application d'un décor et d'une structure de surface sur une matière porteuse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120515 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20130426 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502010007877 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B41J0011000000 Ipc: B41M0003060000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 5/00 20060101ALI20140331BHEP Ipc: B41J 11/00 20060101ALI20140331BHEP Ipc: B41M 3/06 20060101AFI20140331BHEP Ipc: B41M 7/00 20060101ALI20140331BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140417 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 686456 Country of ref document: AT Kind code of ref document: T Effective date: 20141015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010007877 Country of ref document: DE Effective date: 20141016 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2525744 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141211 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141210 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 17584 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150110 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150112 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010007877 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| 26N | No opposition filed |
Effective date: 20150611 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141210 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141104 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PATENT- UND RECHTSANWAELTE LOESENBECK, SPECHT,, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502010007877 Country of ref document: DE Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, DE Free format text: FORMER OWNER: THEODOR HYMMEN VERWALTUNGS GMBH, 33613 BIELEFELD, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PRUEFER & PARTNER MBB PATENTANWAELTE RECHTSANW, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: PC4A Ref document number: E 17584 Country of ref document: SK Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, BIELEFE, DE Free format text: FORMER OWNER: THEODOR HYMMEN VERWALTUNGS GMBH, BIELEFELD, DE Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: HYMMEN GMBH MASCHINEN-UND ANLAGENBAU Effective date: 20160712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101104 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 686456 Country of ref document: AT Kind code of ref document: T Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU, DE Effective date: 20160617 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HYMMEN GMBH MASCHINEN- UND ANLAGENBAU; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: THEODOR HYMMEN VERWALTUNGS GMBH Effective date: 20170104 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010007877 Country of ref document: DE Representative=s name: PRUEFER & PARTNER MBB PATENTANWAELTE RECHTSANW, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140910 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20231122 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20231102 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231215 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231024 Year of fee payment: 14 Ref country code: IT Payment date: 20231130 Year of fee payment: 14 Ref country code: DE Payment date: 20231128 Year of fee payment: 14 Ref country code: CZ Payment date: 20231023 Year of fee payment: 14 Ref country code: AT Payment date: 20231117 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231023 Year of fee payment: 14 Ref country code: BE Payment date: 20231121 Year of fee payment: 14 |