EP2465362A2 - Device for processing a sheet of paper used in the production of rod-shaped tobacco items - Google Patents
Device for processing a sheet of paper used in the production of rod-shaped tobacco items Download PDFInfo
- Publication number
- EP2465362A2 EP2465362A2 EP11193451A EP11193451A EP2465362A2 EP 2465362 A2 EP2465362 A2 EP 2465362A2 EP 11193451 A EP11193451 A EP 11193451A EP 11193451 A EP11193451 A EP 11193451A EP 2465362 A2 EP2465362 A2 EP 2465362A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- paper web
- printing unit
- roller
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/005—Treatment of cigarette paper
Definitions
- the invention relates to an apparatus for processing a paper web to be used for the production of tipping paper and / or cigarette paper for the production of rod-shaped smoking articles, preferably cigarettes, having a first interface for connection to a Bobinenabrollvoriques and for taking over a paper web from the Bobinenabrollvoriques, at least one Processing device for processing the paper web, a second interface for connection to a downstream production machine for the production of rod-shaped smoking articles and for transferring the processed paper web or its sections to the production machine, a guide device for guiding the paper web along a transport path from the first interface to the at least one processing device over to the second interface, wherein the guide device has a feed speed of the paper web affecting first draw roller.
- the filter section In the tobacco processing industry is for the production of a filter section and a tobacco portion having filter cigarette in a filter attachment the filter section is positioned at one end against one end of the tobacco section and the arrangement of the filter section and tobacco section thus formed is enveloped and connected to one another by a covering paper section which overlaps and glues over both sections.
- a paper web is used, which is wound on a paper base and deducted from it for the processing process and fed to the processing process.
- the paper bobbins which are usually supplied by an external manufacturer, is held in a Bobinenabrollstation provided for this purpose, which is connected upstream of the processing device in question here.
- the WO 2009/141217 A1 therefore proposes the use of an embossing device for embossing a paper web in connection with the production of rod-shaped smoking articles in order to produce a filter cigarette with an embossed tipping paper.
- a device for processing a paper web to be used for the production of tipping paper and / or cigarette paper for the production of rod-shaped smoking articles, preferably cigarettes with a first interface for connection to a bobbin roll-off device and for taking over a paper web from the bobbin roll-off device, at least one processing device for processing the paper web, a second interface for connection to a downstream production machine for the production of the rod-shaped smoking article and for transferring the processed Paper web or from its sections to the production machine, a guide device for guiding the paper web along a transport path from the first interface to the at least one processing device over to the second interface, wherein the guide means has a feed speed of the paper web influencing first draw roller, characterized in that the Processing device comprises a stamping and / or printing unit and the first drawing roller is part of the embossing and / or printing unit and in addition to influencing the feed rate of the paper web and to participate in the embossing and / or printing performed by the emboss
- the draw roller is integrated in the embossing and / or printing unit.
- an otherwise provided otherwise in the prior art draw roller is replaced by an existing in the embossing and / or printing unit roller, so that in the invention, the embossing and / or printing unit generates the machine cycle.
- the invention makes use of the knowledge that the implementation of an embossing and / or printing process with the required precision requires the use of a driven roller or roller, whereby a feed is generated in the conveying direction, so as to promote the paper web in the direction of movement.
- the online mode of operation also allows a simple synchronization of printing and / or stamping marks with the further production process.
- the surface of a hitherto unprocessed paper web can be embossed and / or printed with a relatively low constructional outlay and, however, high production output, high flexibility and demanding quality.
- the embossing and / or printing unit provided according to the invention can be designed so that it can only emboss or print, or it can be designed so that it only embosses or only prints as required or a combined embossing unit. and can do printing.
- an embossing tool having an embossing pattern usually formed by protrusions and depressions is used.
- the embossing tool can be provided in its engagement region with a plurality of spaced-apart embossing pattern.
- the desired embossing pattern can then be brought into engagement with the paper web by non-uniform acceleration and / or deceleration of the desired embossing pattern having the paper web, while the paper web is guided past the other engagement region containing non-desired embossing pattern without interference, for example by using a counter-pressure tool with a correspondingly corresponding surface configuration or the embossing tool is temporarily brought at a distance from the paper web with the non-desired embossing pattern-containing portion of its engagement region.
- ultrasound may alternatively or additionally be used.
- the alternative or additional use of a laser device is possible, in particular if a perforation in the paper web is to be produced with the embossing process.
- a gravure printing device can be used for the printing process.
- printing tools can preferably be used pressure rollers.
- the printing process can also be used, for example, for the application of fire retardants.
- the first interface is provided for connection to an external Bobinenabrollvortechnische and to take over a paper web from the Bobinenabrollvortechnische and thus serves as a paper feed.
- the second interface is provided for connection to a downstream production machine for the production of rod-shaped smoking articles and for transferring the processed paper web or its sections to this production machine.
- the downstream production machine to be connected to the second interface may be an external or separate device or station.
- the embossing and / or printing unit is designed for punch-free or perforation-free embossing and / or printing of the paper web, in order to feed the embossed and / or printing unit embossed and / or printed paper web to the downstream production machine in a perforated or perforation-free manner.
- a possibility is created to mark a paper web without perforation and perforation and thereby apply a desired by the customer embossing and / or printing pattern on the paper web.
- the paper web thus processed is used in particular as a tipping paper or wrapping paper for the production of a cigarette, wherein the embossing and / or printing pattern of the cigarette gives a higher-quality, aesthetic appearance, without influencing the degree of ventilation or draw resistance. Because the fact that the embossing and / or printing unit is designed for punch-free or perforation-free embossing and / or printing, the degree of ventilation and the draw resistance of the rod-shaped article of smoking remain unaffected by the embossing or printing process.
- a perforated paper web can be used or, in addition, a perforating device which operates, for example, with a laser be provided for perforating the paper web before or after the embossing and / or printing unit.
- the first draw roller may be formed simultaneously as embossing and / or pressure roller.
- the tension roller is replaced in this preferred embodiment by the embossing and / or pressure roller, which also takes on the feed function of a tension roller in addition to the embossing and / or printing function.
- the embossing and / or pressure unit may comprise at least one embossing and / or pressure element and adjacent thereto, the first tension roller may be arranged as a counter-roller.
- the at least one embossing and / or pressure element should be an embossing and / or pressure roller which is arranged so that it presses the paper web against the intended as a counter-roller draw roller.
- the tension roller is replaced by the counter-roller, which is thus not only used as a support roller for the embossing and / or printing process, but at the same time takes over the feed function of a tension roller.
- the embossing and / or printing unit can be selectively activated or deactivated.
- the embossing and / or printing unit can be selectively activated or deactivated.
- the first tension roller is optionally in a working position for embossing and / or printing the paper web, thus activating the embossing and / or printing unit is, or in an embossing or pressure-free pass let the rest of the paper web, in which thus the embossing and / or printing unit is deactivated, can be brought.
- the tension roller is used as a counter roller in the embossing and / or printing unit
- the embossing and / or pressure element optionally in a working position for embossing and / or printing the paper web, in the thus the embossing and / or printing unit is activated, or in a the embossment or pressure-free let the paper web pass rest position, in which thus the embossing and / or printing unit is deactivated, can be brought.
- the adjustment between the working position and the rest position is preferably realized by a rotation mechanism and / or a translation mechanism.
- a further preferred embodiment of the invention in which the guide device has, in addition to the already mentioned first draw roller, a second draw roller which influences the feed speed of the paper web, is characterized in that the second draw roller can be selectively activated or deactivated. This allows a more flexible operation of the processing device.
- the second tension roller is either in an engaging with the paper web producing working position in which the second tension roller is activated, or in a paper web without engagement pass let rest position in which the second tension roller is disabled, be brought.
- the adjustment between the working position and the rest position is preferably realized by a rotation mechanism and / or a translation mechanism.
- a further development of this embodiment has a control mechanism which deactivates the second draw roller when the embossing and / or printing unit is activated and activates the second draw roller when the embossing and / or printing unit is deactivated.
- the guide device has a, preferably switchable, first paper web edge control unit which, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream of the embossing and / or printing unit.
- first paper web edge control unit which, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream of the embossing and / or printing unit.
- a further preferred embodiment of the invention in which the processing device has an adhesive unit for applying adhesive to the paper web, is characterized in that the embossing and / or printing unit, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream the gluing unit is located.
- the guide device has a, preferably switchable, second paper web edge control unit
- the second paper web edge control unit is located between the embossing and / or printing unit and the gluing unit.
- the processing means comprises a pad unit comprising a roller, preferably a suction roller, and a cutting element arranged downstream of said roller for moving the paper web in the direction of movement of the paper web from the first interface to the second interface discrete sections for the formation of tipping paper
- the embossing and / or printing unit viewed in the direction of movement of the paper web from the first interface to the second interface, upstream of the covering unit. While the cutting element for the production of separate Tamping paper sections from the paper web, the roller keeps the paper web downstream of the embossing and / or printing unit to voltage.
- the aforementioned adhesive unit is located between the embossing and / or printing unit and the covering unit.
- a breaker unit upstream can lie before the second draw roller.
- a suction device can preferably be connected to the embossing and / or printing unit in order to remove the paper web from the embossing and / or printing process of possibly present dust and dirt particles.
- the embossing and / or printing unit has a housing through which the paper web is guided and which is connected to a compressed air source.
- the housing forms a shield of the space in which the embossing and / or printing takes place, against the environment and in particular the other components of the device and also with respect to the downstream production machine and is held by the compressed air source under slight overpressure, whereby a penetration of Tabakkrümeln , Dirt particles and other particles and thus a negative influence on the embossing and / or printing image is prevented by such particles.
- the guide means may comprise a buffer store, preferably a loop box.
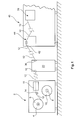
- Fig. 1 is shown schematically in side view part of a plant according to a first embodiment for the production of filter cigarettes, wherein the illustrated part of this Appendix is provided for the processing of a paper web, which is used to form tipping paper and / or cigarette paper for the wrapping of cigarettes.
- the Bobinenabrollstation 2 includes a reel holder with a first bearing pin 4 for receiving and rotatably supporting a first reel 6 and a spaced second bearing pin 8 for receiving and rotatable Storage of a second reel 10.
- a first paper web 12 and on the second reel 10 a second paper web is wound.
- the first paper web 12 is deflected after removal from the first reel 6 on a guide roller 14 and guided to a connection unit 16, which is hereinafter referred to as splicing station.
- the splicing station 16 is intended to connect the trailing end of a paper web from an empty bobbin to the leading end of a paper web from a new bobbin.
- the connection takes place by gluing or knurling.
- the first reel 6 is still relatively full and thus the first paper web 12 has been deducted so far only to a small length. Accordingly, the first bobbin 6 on the in Fig.
- first paper web 12 is hereinafter referred to only as "paper web 12".
- the second reel 10 is a full and unused bobbin whose second paper web is not yet removed and thus unused and not active. Accordingly, in this situation, no deduction movement of the second paper web, which incidentally in Fig.
- the second reel 10 is correspondingly quiet, this state, of course, only lasts until the first paper web 12 has been completely deducted from the first reel 6.
- the trailing end of the first paper web 12 is connected to the leading end or the beginning of the second paper web to be peeled off from the second reel 10, so that subsequently the second paper web forms the active paper web.
- the then empty reel 4 is replaced with a new full reel 6 on the first journal.
- the paper web 12 from the Bobinenabrollstation 2 After leaving the splicing station 16 occurs in the illustrated embodiment, the paper web 12 from the Bobinenabrollstation 2 and is guided to an inlet 18 of an embossing and / or printing station 20, which is the Bobinenabrollstation 2 downstream and another structurally separate component of in Fig. 1 forms shown plant.
- the embossing and / or printing station 20, which in Fig. 2 is shown in a more detailed single view, is used in the illustrated embodiment to stamp the hitherto unprocessed paper web 12 hole or perforation-free and / or print to apply a desired by the customer embossing and / or printing pattern on the paper web 12.
- the paper web thus processed is used in particular as a tipping paper or wrapping paper for the production of a cigarette, wherein the embossing and / or printing pattern of the cigarette lends a higher-quality, aesthetic appearance, without influencing its degree of ventilation or draw resistance. Accordingly, with the embossing and / or printing station 20, the paper web 12 is not perforated or perforated and the elevations produced by the embossing and / or printing process in the paper web 12 (not shown in the figures) are not opened into holes or perforations. neither in the context of the embossing and / or printing process by the embossing and / or printing station 20, nor in a subsequent process step or in a downstream processing station.
- a perforated paper web can be used if required, or additionally a perforation device, for example, working with a laser, can be provided for perforating the paper web before or after the embossing and / or printing unit.
- the paper web 12 enters through the inlet 18 in the embossing and / or printing station 20 and runs there via a guide roller 22 in a stamping and / or printing unit 24.
- Fig. 2 schematically and in Fig. 3 in an enlarged fragmentary illustration two rollers 25, 26 shown, which may be included in the embossing and / or printing unit 24.
- the two rollers shown by way of example 25, 26, 12 lead the paper web between them and thus on both sides of this for the embossing and / or Pressure applied under a certain contact pressure, one roller is provided as embossing and / or pressure roller and the other roller as a support or counter-roller.
- the roller serving as embossing and / or pressure roller is provided with an embossing pattern usually formed by protrusions or depressions for the embossing process, which is not shown in detail in the figures.
- the intended as embossing and / or pressure roller roller is driven by a drive, not shown, and thus acts on the paper web 12 with a feed to perform the embossing and / or printing process with the required precision.
- a pull roll otherwise provided separately in the prior art is replaced, so that the embossing and / or pressure roller generates the machine cycle.
- the driven embossing and / or pressure roller has the same function as that of a separately provided, the feed speed of the paper web 12 influencing draw roller, so that a separately provided draw roller is basically superfluous.
- rollers 25, 26 are embossing and / or pressure rollers.
- both rollers 25, 26 can be driven jointly or simultaneously by associated drives, not shown in the figures, or a common drive become.
- the roller 26 is optionally in a working position A or a rest position R can be brought.
- the roller 26 In the working position A, the roller 26 is in engagement with the paper web 12, whereby the embossing and / or printing operation is triggered and thus the embossing and / or printing unit 24 is activated.
- the roller 26 In the rest position R, however, the roller 26 is at a distance from the paper web 12; regardless of whether the roller 26 is the embossing and / or pressure roller or the backup roller in the rest position R by the lack of engagement of the roller 26 with the one side of the paper web 12 and an engagement of the roller 25 with the other side of the paper web 12 does not take place, whereby a stamping and / or printing operation is not possible and the embossing and / or printing unit 24 is disabled.
- the roller 26 In the illustrated embodiment according to Fig. 3 the roller 26 is seated at the free end of a pivoting lever 27, which in Fig. 3 only schematically indicated by a dash.
- the pivot lever 27 is pivotally mounted about a stationary pivot bearing 27 a and pivotable by means of a drive, not shown, either in the working position A or the rest position R.
- rollers 25, 26 can be used for the embossing process, in principle, other types of stamping tools with an embossing pattern usually formed by projections and depressions.
- the embossing tool can be provided in its engagement region with a multiplicity of embossed patterns arranged at a distance from one another.
- the desired embossing pattern can then be brought into engagement with the paper web 12 by non-uniform acceleration and / or deceleration of the desired embossing pattern having the paper web 12, while the paper web is guided past the other engagement region containing the unwanted embossing pattern without interference, for example by at the in Fig. 3
- the roller 26 is at least temporarily spent in its rest position R.
- ultrasound may alternatively or additionally be used.
- the alternative or additional use of a laser device is possible, in particular if a perforation in the paper web 12 is to be produced with the embossing process.
- a gravure printing device which is part of the embossing and / or printing unit can be used for the printing process.
- the printing process can also be used, for example, for the application of fire retardants.
- the embossing and / or printing unit 24 can be designed depending on the particular application required so that they can only emboss or only print, or it can be configured so that they only emboss or only print as needed or a combined embossing - And / or printing can perform.
- the embossing and / or printing station 20 should be designed with the embossing and / or printing unit 24 so that it allows unimpeded insertion or removal of the paper web 12, for example, by a quick release and a flying storage of at least a portion of the components the embossing and / or printing unit 24 such as one of the in the FIGS. 2 and 3 schematically shown rollers 25, 26 or both rollers 25, 26 is provided.
- a suction device not shown in the figures may be provided upstream of the embossing and / or printing unit 24 in the embossing and / or printing station 20 to the paper web 12 before the embossing and / or printing of any dust and dirt particles present remove.
- the embossing and / or printing unit 24 has a housing 24a, through which the paper web 12 is guided and which is connected to a compressed air source, also not shown in the figures.
- the housing 24a forms a shield of the space in which the embossing and / or printing takes place, with respect to the environment and in particular with respect to the other components of the embossing and / or printing station 20, the other components of Fig.
- Fig. 2 can also be seen in the embossing and / or printing station 20 shown by way of example downstream after the embossing and / or printing unit 24, a tension compensation device 28 is arranged.
- the Switzerlandwoodsaus GmbHs Republic 28 has a stationary mounted first guide roller 29, a second guide roller 30 which sits at the free end of a pivot axis 31 pivotally mounted pivot arm 32, and a downstream and stationary second deflection roller 33.
- the paper web 12 is guided in the form of a loop, such as Fig. 2 also shows.
- This loop can be extended or shortened by corresponding pivoting of the pivot arm 32, whereby speed and thus tension differences in the paper web 12 are compensated in a known manner.
- the pivot arm 32 is resiliently biased.
- the tension compensation device 28 the influences of the embossing and / or printing unit 24 and a subordinate in the secondary web run and in Fig. 1 schematically shown further processing device 40 decoupled and thus the web tension in the paper web 12 is kept substantially constant.
- the paper web 12 After leaving the tension compensation device 28, the paper web 12 passes another guide roller 22, which in the illustrated embodiment according to Fig. 2 selectively redirecting the paper web 12 to an outlet 36 disposed in an upper position or to an alternative outlet 36a in a lower position, as in FIG Fig. 2 is indicated by a by the reference numeral "12a" marked and dashed line.
- the outlet 36 or 36a is an interface for connection to the in Fig. 1 shown further processing device 40th
- rollers 22, 29, 30 and 33 thus define in the embossing and / or printing station 20 in the figures unspecified transport path and guide means for the movement and guidance of the paper web 12 from the inlet 18 to the outlet 36 and 36a.
- this unspecified transport path and guide device can for temporary storage of the paper web 12, in particular for the purpose of a strain relief, still be a buffer, which is preferably designed as a loop box, but not shown in the figures. Conveniently, such a buffer between the inlet 18 and the embossing and / or printing unit 24 is to be arranged.
- Fig. 1 can be seen schematically, after exiting the outlet 36 of the embossing and / or printing station 20, the paper web 12 is passed into the inlet 42 of the downstream further processing device 40 to be further processed there. After passing through an input station 44 contained in the processing device 40, which has guide rollers and in Fig. 1 2, in the processing device 40, the paper web 12 is subjected to further processing, in particular by gluing it on and, in a coating apparatus 76, cutting it into discrete sections to form tipping paper or cigarette paper.
- the processing device 40 may include a filter tappet, not shown in the figures, in which a filter section is positioned with one end against one end of a tobacco section and the filter section and tobacco section arrangement thus formed with a tipping paper cut from the paper web 12 and glued over both sections wrapped and connected.
- the Filteransetzer is arranged downstream of the processing device 40 as a separate station.
- FIGS. 4 and 5 schematically a processing device 40 is shown according to another embodiment.
- the second embodiment differs according to Fig. 4 from the first embodiment according to Fig. 1 in that the embossing and / or printing station 20 is not connected upstream of the processing device 40 as a separate station, but is integrated into it and thus forms a component of the further processing device 40.
- the inlet of the processing device 40 is directly at the outlet of in Fig. 1 Bobinenabrollstation 2 shown connected.
- FIG Fig. 5 The structure of such a processing apparatus 40 according to the second embodiment is exemplified in FIG Fig. 5 shown.
- the paper web 12 in the illustrated embodiment according to Fig. 5 passed over an input roller 44 forming the input station. From the input roller 44, the paper web 12 runs past a splice detection device 46 to a guide roller 48, from which it is passed through a switchable first paper web edge control unit 50, which in Fig. 5 only schematically indicated by two rollers. Downstream of the first paper web edge control unit 50, the paper web 12, after deflection via further guide rollers 48, passes through a suction device 52 in order to remove the paper web 12 from any dust or dirt particles that may be present.
- the paper web 12 passes between a first Switzerlandwalzencru 54, from the rollers at least one roller is rotated by a drive, not shown in rotation to subject the paper web 12 of a feed movement.
- Fig. 5 can recognize the one roller 54a of the first Werwalzencrues 54 at the free end of a pivot axis 55 pivotally mounted pivot lever 56 is rotatably arranged.
- the pivot lever 56 is between a in Fig. 5 shown working position in which the roller 54a is applied under slight contact pressure on the roller 54b with guided therebetween paper web 12, and a in Fig. 5 Not shown rest position in which the roller 54a is located at a distance from the roller 54b, pivotable by a drive 57 shown schematically.
- the first Switzerlandwalzencrurect 54 is activated while it is deactivated in the rest position of the pivot lever 56 and generates no feed movement.
- the paper web 12 After deflection on the roller 54b of the first Switzerlandwalzenpases 54, the paper web 12 passes to a switchable breaker unit 58 and is sharply deflected there at a crusher blade 59 to produce a Vorkrümmung in the paper web 12 and thus also in the tiling paper to be formed therefrom.
- the paper web 12 is guided by a crusher relief device 60, which has a deflection roller 61, on which the paper web 12 is deflected and which sits at the free end of a swivel axis pivotally mounted about a pivot arm 62.
- the pivot arm 62 which is also referred to as dancer lever, can be pivoted by a drive, not shown.
- the pivot arm 62 may be resiliently biased. Characterized that relieved by appropriate pivoting of the pivot arm 62, the paper web 12 and thus the tension in the paper web 12 and the pressure of the paper web 12 against the crusher blade 59 of the breaker unit 58 repealed or at least significantly reduced, can be with the help of the crusher relief device 60, the effect the breaker unit 58 at least temporarily cancel. This is particularly necessary when a splice point, by which an old paper web is connected to a new paper web, passes by the breaker blade 59 of the breaker unit 58 in order to avoid tearing of the paper web. Therefore, the control of the crusher relief device 60 is performed in cooperation with the splice point detection device 46.
- the second Switzerlandwalzencru 64 can be constructed as the first Switzerlandwalzencru 54 and also activated and deactivated so that reference is made to avoid repetition of the above description of the first Switzerlandwalzencrues 54.
- the paper web 12 After deflection at the second Switzerlandwalzencru 64, the paper web 12 then passes into the embossing and / or printing unit 24.
- the embossing and / or printing unit 24 corresponds in terms of their construction and their mode of action in the FIGS. 2 and 3 shown embossing and / or printing unit 24, so that in order to avoid repetition on the previously using the FIGS. 2 and 3 description is made of the embossing and / or printing unit 24 shown there.
- the suction device 52 can alternatively also be arranged in the region of the inlet of the embossing and / or printing unit 24.
- the first paper web edge control unit 50 ensures that the paper web 12 is aligned correctly for the embossing and / or printing process in the subsequent embossing and / or printing unit 24 and, in addition, counteracts undesired wave formation of the paper web.
- the paper web 12 After exiting the embossing and / or printing unit 24, the paper web 12 passes after deflection at a further guide roller 48 in a second paper web edge control unit 66. After passing through this second paper web edge control unit 66, the paper web 12 via another guide roller 48 to a Glimapparat 68, the Outside the paper web 12 provides an adhesive layer, and then fed to an oscillator unit 70 and runs after deflection in the oscillator unit 70 on a grinding heater 72 over to a suction roll 74.
- the second paper web edge control unit 66 between the embossing and / or printing unit 24th and the sizing apparatus 68 is arranged is achieved in an advantageous manner that the already embossed and / or printed, but not glued paper web 12 is again aligned accordingly for the subsequent bonding process.
- the suction roll 74 holds by slipping the paper web 12, in particular in the area after the second pair of drawing rollers 64 or the embossing and / or printing unit 24, to tension.
- the suction roller 74 is part of a in Fig. 4
- the coating apparatus 76 also has a cutting device (not shown) with which the tipping paper previously glued by the sizing apparatus 68 is cut into tipping paper sections. As Fig. 4 Furthermore, it can be seen schematically that the covering paper sections cut from the paper web 12 in the coating apparatus 76 are transferred via an outlet 78 to a downstream filter piecing device, not shown in the figures.
- the embossing and / or printing unit 24 should be positioned in the machine center. Furthermore, they should be arranged so that the path of the paper web 12 to the sizing apparatus 68 is as short as possible.
- rollers 44 and 48 define together with the Wegwalzencruen 54, 64 and the suction roller 74 in Fig. 5 Unspecified transport path and guide means for the movement and guidance of the paper web 12 from the inlet 42 of the further processing device 40 to the outlet 78th
- the filter piecemeal can be part of a subordinate production machine, likewise not shown, for the production of filter cigarettes.
- the Filteransetzer additionally in the processing device 40 of Fig. 4 to integrate and to arrange for this purpose between the pad 76 and the outlet 78.
- Fig. 4 shown device 40 with a downstream production machine, which includes, inter alia, the filter attachment to connect to a common integrated unit.
- the embossing and / or printing unit 24 may be formed with its housing 24a as a module which in the in Fig. 5 Example shown in a processing device 40 can be arranged.
- a processing device 40 in a conventional design forms components shown.
- a conventional processing device 50 of the type in question without at least one embossing and / or printing station has at least one pair of drawing rollers for advancing the paper web, explains that the further processing device 40 of FIG Fig. 5 illustrated embodiment, the Switzerlandwalzencrue 54 and 64 has.
- FIG. 6 shows, in perspective, a section of a cigarette 80 which is enveloped by a tipping paper 82, which is made using the in the FIGS. 1 to 4 shown devices has been made from the paper web 12.
- the tipping paper 82 is provided in the illustrated embodiment with extending in the longitudinal direction of the cigarette 80, strip-shaped embossing or printing patterns 82a, which are spaced apart and separated by embossing or pressure-free sections 82b.
Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
Description
Die Erfindung betrifft eine Vorrichtung zur Verarbeitung einer zur Bildung von Belagpapier und/oder Zigarettenpapier für die Herstellung von stabförmigen Rauchartikeln, vorzugsweise Zigaretten, zu verwendenden Papierbahn, mit einer ersten Schnittstelle zum Anschluss an eine Bobinenabrollvorrichtung und zur Übernahme einer Papierbahn von der Bobinenabrollvorrichtung, mindestens einer Verarbeitungseinrichtung zur Verarbeitung der Papierbahn, einer zweiten Schnittstelle zum Anschluss an eine nachgeordnete Produktionsmaschine für die Herstellung der stabförmigen Rauchartikel und zur Übergabe der verarbeiteten Papierbahn oder von deren Abschnitten an die Produktionsmaschine, einer Führungseinrichtung zur Führung der Papierbahn entlang eines Transportweges von der ersten Schnittstelle an der mindestens einen Verarbeitungseinrichtung vorbei zur zweiten Schnittstelle, wobei die Führungseinrichtung eine die Vorschubgeschwindigkeit der Papierbahn beeinflussende erste Zugwalze aufweist.The invention relates to an apparatus for processing a paper web to be used for the production of tipping paper and / or cigarette paper for the production of rod-shaped smoking articles, preferably cigarettes, having a first interface for connection to a Bobinenabrollvorrichtung and for taking over a paper web from the Bobinenabrollvorrichtung, at least one Processing device for processing the paper web, a second interface for connection to a downstream production machine for the production of rod-shaped smoking articles and for transferring the processed paper web or its sections to the production machine, a guide device for guiding the paper web along a transport path from the first interface to the at least one processing device over to the second interface, wherein the guide device has a feed speed of the paper web affecting first draw roller.
In der Tabak verarbeitenden Industrie wird für die Herstellung einer einen Filterabschnitt und einen Tabakabschnitt aufweisenden Filterzigarette in einem Filteransetzer der Filterabschnitt mit einem Ende an ein Ende des Tabakabschnittes positioniert und die so gebildete Anordnung aus Filterabschnitt und Tabakabschnitt mit einem beide Abschnitte übergreifenden und beleimten Belagpapierabschnitt umhüllt und miteinander verbunden. Zur Bildung des Belagpapiers wird eine Papierbahn verwendet, die auf einer Papierbobine aufgewickelt ist und für den Verarbeitungsprozess von dieser abgezogen und dem Verarbeitungsprozess zugeführt wird. Die Papierbobine, die in der Regel von einem externen Hersteller angeliefert wird, wird in einer hierfür vorgesehenen Bobinenabrollstation gehaltert, welche der hier in Rede stehenden Verarbeitungsvorrichtung vorgeschaltet ist.In the tobacco processing industry is for the production of a filter section and a tobacco portion having filter cigarette in a filter attachment the filter section is positioned at one end against one end of the tobacco section and the arrangement of the filter section and tobacco section thus formed is enveloped and connected to one another by a covering paper section which overlaps and glues over both sections. To form the tipping paper, a paper web is used, which is wound on a paper base and deducted from it for the processing process and fed to the processing process. The paper bobbins, which are usually supplied by an external manufacturer, is held in a Bobinenabrollstation provided for this purpose, which is connected upstream of the processing device in question here.
Vonseiten der Hersteller von stabförmigen Rauchartikeln besteht der Wunsch, den stabförmigen Rauchartikeln und insbesondere den Filterzigaretten eine auffälligere und wertvollere Erscheinungsform zu verleihen.From the manufacturers of rod-shaped smoking articles, there is a desire to give the rod-shaped smoking articles and in particular the filter cigarettes a more conspicuous and valuable appearance.
Die
Es ist Aufgabe der vorliegenden Erfindung, für eine Vorrichtung der eingangs genannten Art eine Maßnahme vorzuschlagen, die die Erzeugung einer gut sichtbaren Struktur oder eines gut sichtbaren Musters auf der Oberfläche der Papierbahn auf flexible und zugleich konstruktiv einfache Weise erlaubt.It is an object of the present invention to propose a measure for a device of the type mentioned, which allows the generation of a highly visible structure or a well-visible pattern on the surface of the paper web in a flexible and structurally simple way.
Gelöst wird diese Aufgabe mit einer Vorrichtung zur Verarbeitung einer zur Bildung von Belagpapier und/oder Zigarettenpapier für die Herstellung von stabförmigen Rauchartikeln, vorzugsweise Zigaretten, zu verwendenden Papierbahn, mit einer ersten Schnittstelle zum Anschluss an eine Bobinenabrollvorrichtung und zur Übernahme einer Papierbahn von der Bobinenabrollvorrichtung, mindestens einer Verarbeitungseinrichtung zur Verarbeitung der Papierbahn, einer zweiten Schnittstelle zum Anschluss an eine nachgeordnete Produktionsmaschine für die Herstellung der stabförmigen Rauchartikel und zur Übergabe der verarbeiteten Papierbahn oder von deren Abschnitten an die Produktionsmaschine, einer Führungseinrichtung zur Führung der Papierbahn entlang eines Transportweges von der ersten Schnittstelle an der mindestens einen Verarbeitungseinrichtung vorbei zur zweiten Schnittstelle, wobei die Führungseinrichtung eine die Vorschubgeschwindigkeit der Papierbahn beeinflussende erste Zugwalze aufweist, dadurch gekennzeichnet, dass die Verarbeitungseinrichtung eine Präge-und/oder Druckeinheit aufweist und die erste Zugwalze Bestandteil der Präge-und/oder Druckeinheit ist und zusätzlich zur Beeinflussung der Vorschubgeschwindigkeit der Papierbahn auch zur Beteiligung an dem von der Präge-und/oder Druckeinheit ausgeführten Präge- und/oder Druckvorgang vorgesehen ist.This object is achieved with a device for processing a paper web to be used for the production of tipping paper and / or cigarette paper for the production of rod-shaped smoking articles, preferably cigarettes, with a first interface for connection to a bobbin roll-off device and for taking over a paper web from the bobbin roll-off device, at least one processing device for processing the paper web, a second interface for connection to a downstream production machine for the production of the rod-shaped smoking article and for transferring the processed Paper web or from its sections to the production machine, a guide device for guiding the paper web along a transport path from the first interface to the at least one processing device over to the second interface, wherein the guide means has a feed speed of the paper web influencing first draw roller, characterized in that the Processing device comprises a stamping and / or printing unit and the first drawing roller is part of the embossing and / or printing unit and in addition to influencing the feed rate of the paper web and to participate in the embossing and / or printing performed by the embossing and / or printing operation is provided.
Mit Hilfe der erfindungsgemäßen Lösung ist die Zugwalze in die Präge- und/oder Druckeinheit integriert. Im Ergebnis wird dadurch eine ansonsten im Stand der Technik separat vorgesehene Zugwalze durch eine in der Präge- und/oder Druckeinheit vorhandene Walze ersetzt, so dass bei der Erfindung die Präge-und/oder Druckeinheit den Maschinentakt erzeugt. Dabei macht sich die Erfindung die Erkenntnis zunutze, dass die Durchführung eines Präge- und/oder Druckvorganges mit der gebotenen Präzision die Verwendung einer angetriebenen Rolle oder Walze erfordert, wodurch in Förderrichtung einen Vorschub erzeugt wird, um somit die Papierbahn in Bewegungsrichtung zu fördern. Es ist nun erfindungsgemäß gefunden worden, dass einer solchen angetriebenen Rolle oder Walze in einer Präge- und/oder Druckeinheit dieselbe Funktion wie die einer separat vorgesehenen, die Vorschubgeschwindigkeit der Papierbahn beeinflussenden Zugwalze zukommt, so dass eine separat in der Vorrichtung vorgesehene Zugwalze überflüssig ist. Dadurch lässt sich die Anzahl der benötigten Bauteile entsprechend reduzieren und somit in besonders geschickter Weise die Bauform der gesamten Vorrichtung gering halten.With the help of the solution according to the invention, the draw roller is integrated in the embossing and / or printing unit. As a result, an otherwise provided otherwise in the prior art draw roller is replaced by an existing in the embossing and / or printing unit roller, so that in the invention, the embossing and / or printing unit generates the machine cycle. In this case, the invention makes use of the knowledge that the implementation of an embossing and / or printing process with the required precision requires the use of a driven roller or roller, whereby a feed is generated in the conveying direction, so as to promote the paper web in the direction of movement. It has now been found according to the invention that such a driven roller or roller in an embossing and / or printing unit has the same function as a separately provided, the feed speed of the paper web influencing draw roller, so that a separately provided in the device draw roller is superfluous. As a result, the number of required components can be reduced accordingly and thus keep the design of the entire device low in a particularly clever way.
Außerdem muss für die erfindungsgemäße Vorrichtung nur herkömmliches Papier verwendet werden, also Papier, das weder bedruckt noch geprägt ist. Denn es hat sich herausgestellt, dass eine bereits bedruckte und/oder geprägte Papierbahn auf einem Wickel bzw. einer Bobine nicht gleichmäßig oder homogen aufgewickelt werden kann, so dass in der Regel Probleme beim Auf- und Abwickeln entstehen. Diese Probleme werden mithilfe der erfindungsgemäßen Lösung vermieden, da ein Prägen und/oder Bedrucken der Papierbahn erst während der nachfolgenden Verarbeitung stattfindet, nachdem der zu prägende bzw. zu bedruckende Abschnitt der Papierbahn von der Bobine abgezogen worden ist. Demnach findet der Präge- und/oder Druckvorgang nach Abzug der Papierbahn von der Bobine statt und ermöglicht die Verwendung von herkömmlichem Papier. Dadurch, dass die hierfür zu verwendende Präge- und/oder Druckeinheit erfindungsgemäß in der Verarbeitungsvorrichtung installiert ist, bedarf es keiner Umrüstmaßnahmen oder konstruktiven Änderungen sowohl in der vorgeschalteten Bobinenabrollvorrichtung noch in der nachgeschalteten Produktionsmaschine für die Herstellung der stabförmigen Rauchartikel.In addition, only conventional paper must be used for the inventive device, so paper that is neither printed nor embossed. Because it has been found that an already printed and / or embossed paper web on a reel or a reel not uniform or homogeneous can be wound up, so that usually arise problems when winding and unwinding. These problems are avoided by means of the solution according to the invention, since embossing and / or printing of the paper web only takes place during subsequent processing after the section of the paper web to be embossed or printed has been pulled off the reel. Accordingly, the embossing and / or printing takes place after deduction of the paper web from the reel and allows the use of conventional paper. Due to the fact that the embossing and / or printing unit to be used for this purpose is installed in the processing device, there is no need for retooling or constructive changes both in the upstream Bobinenabrollvorrichtung still in the downstream production machine for the production of rod-shaped smoking articles.
Da somit der Präge- und/oder Druckvorgang in einer Online-Betriebsweise im Rahmen der Produktion der stabförmigen Rauchartikel stattfindet, ist auch bei Bedarf ein schneller Wechsel des Präge- und/oder Druckbildes möglich, so dass die erfindungsgemäße Lösung eine hohe Flexibilität während des Produktionsprozesses bietet.Since thus the embossing and / or printing process takes place in an online mode of operation in the context of the production of rod-shaped smoking article, a rapid change of the embossing and / or printing image is possible, if necessary, so that the inventive solution a high flexibility during the production process offers.
Die Online-Betriebsweise gestattet außerdem eine einfache Synchronisation von Druck- und/oder Prägemarkierungen mit dem weiteren Produktionsprozess.The online mode of operation also allows a simple synchronization of printing and / or stamping marks with the further production process.
Demnach lässt sich mithilfe der erfindungsgemäßen Lösung in einer Online-Betriebsweise die Oberfläche einer insoweit bis dahin unbearbeiteten Papierbahn mit einem relativ geringen konstruktiven Aufwand und jedoch hoher Produktionsleistung, hoher Flexibilität und anspruchsvoller Qualität prägen und/oder bedrucken.Accordingly, using the solution according to the invention in an online mode of operation, the surface of a hitherto unprocessed paper web can be embossed and / or printed with a relatively low constructional outlay and, however, high production output, high flexibility and demanding quality.
Die erfindungsgemäß vorgesehene Präge- und/oder Druckeinheit kann in Abhängigkeit vom jeweiligen Einsatzzweck so ausgestaltet sein, dass sie nur prägen oder nur drucken kann, oder sie kann so ausgestaltet sein, dass sie je nach Bedarf nur prägen oder nur drucken oder einen kombinierten Präge- und Druckvorgang ausführen kann.Depending on the particular application, the embossing and / or printing unit provided according to the invention can be designed so that it can only emboss or print, or it can be designed so that it only embosses or only prints as required or a combined embossing unit. and can do printing.
Für den Prägevorgang wird ein Prägewerkzeug mit einem gewöhnlich durch Vorsprünge und Vertiefungen gebildeten Prägemuster verwendet. Um mit einem einzigen Prägewerkzeug unterschiedliche Prägemuster erzielen zu können, kann das Prägewerkzeug in seinem Eingriffsbereich mit einer Vielzahl voneinander beabstandet angeordneter Prägemuster versehen sein. Zum Prägen kann dann beispielsweise das gewünschte Prägemuster durch ungleichmäßiges Beschleunigen und/oder Verzögern des das gewünschte Prägemuster aufweisenden Teil-Eingriffsbereiches mit der Papierbahn in Eingriff gebracht werden, während die Papierbahn an dem die nicht gewünschten Prägemuster enthaltenden übrigen Eingriffsbereich eingriffsfrei vorbeigeführt wird, und zwar beispielsweise indem ein Gegendruckwerkzeug mit einer entsprechend korrespondierenden Oberflächengestaltung verwendet oder das Prägewerkzeug mit dem die nicht gewünschten Prägemuster enthaltenden Abschnitt seines Eingriffsbereiches temporär in Abstand von der Papierbahn gebracht wird. Zum Prägen kann alternativ oder zusätzlich auch Ultraschall verwendet werden. Ferner ist beispielsweise auch der alternative oder zusätzliche Einsatz einer Lasereinrichtung möglich, insbesondere wenn mit dem Prägevorgang eine Perforation in der Papierbahn erzeugt werden soll.For embossing, an embossing tool having an embossing pattern usually formed by protrusions and depressions is used. In order to achieve different embossing patterns with a single embossing tool, the embossing tool can be provided in its engagement region with a plurality of spaced-apart embossing pattern. For embossing, for example, the desired embossing pattern can then be brought into engagement with the paper web by non-uniform acceleration and / or deceleration of the desired embossing pattern having the paper web, while the paper web is guided past the other engagement region containing non-desired embossing pattern without interference, for example by using a counter-pressure tool with a correspondingly corresponding surface configuration or the embossing tool is temporarily brought at a distance from the paper web with the non-desired embossing pattern-containing portion of its engagement region. For embossing, ultrasound may alternatively or additionally be used. Furthermore, for example, the alternative or additional use of a laser device is possible, in particular if a perforation in the paper web is to be produced with the embossing process.
Für den Druckvorgang kann beispielsweise eine Tiefdruckvorrichtung verwendet werden. Als Druckwerkzeuge können bevorzugt Druckwalzen eingesetzt werden. Der Druckvorgang kann beispielsweise auch zur Applikation von Brandhemmern benutzt werden.For example, a gravure printing device can be used for the printing process. As printing tools can preferably be used pressure rollers. The printing process can also be used, for example, for the application of fire retardants.
Die erste Schnittstelle ist zum Anschluss an eine externe Bobinenabrollvorrichtung und zur Übernahme einer Papierbahn von der Bobinenabrollvorrichtung vorgesehen und dient somit als Papiereinlauf. Demgegenüber ist die zweite Schnittstelle zum Anschluss an eine nachgeordnete Produktionsmaschine für die Herstellung der stabförmigen Rauchartikel und zur Übergabe der verarbeiteten Papierbahn oder von deren Abschnitten an diese Produktionsmaschine vorgesehen. Bei der an die zweite Schnittstelle anzuschließenden nachgeordneten Produktionsmaschine kann es sich um eine externe bzw. separate Vorrichtung oder Station handeln. Alternativ ist es aber auch denkbar, die nachgeordnete Produktionsmaschine in die Verarbeitungsvorrichtung zu integrieren oder mit dieser konstruktiv zu verbinden, wodurch eine integrierte bzw. gemeinsame Vorrichtung entsteht und in diesem Fall die zweite Schnittstelle eine interne Schnittstelle bildet.The first interface is provided for connection to an external Bobinenabrollvorrichtung and to take over a paper web from the Bobinenabrollvorrichtung and thus serves as a paper feed. In contrast, the second interface is provided for connection to a downstream production machine for the production of rod-shaped smoking articles and for transferring the processed paper web or its sections to this production machine. The downstream production machine to be connected to the second interface may be an external or separate device or station. Alternatively, it is also conceivable, the downstream production machine integrated into the processing device or constructively connect to it, whereby an integrated or common device is formed and in this case the second interface forms an internal interface.
Bevorzugte Ausführungen und Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.Preferred embodiments and further developments of the invention are specified in the dependent claims.
Vorzugsweise ist die Präge- und/oder Druckeinheit zum loch- oder perforationsfreien Prägen und/oder Drucken der Papierbahn ausgebildet, um die mit Hilfe der Präge- und/oder Druckeinheit geprägte und/oder gedruckte Papierbahn loch-oder perforationsfrei der nachgeordneten Produktionsmaschine zuzuführen. Somit wird mit dieser Ausführung eine Möglichkeit geschaffen, eine Papierbahn loch- und perforationsfrei zu prägen und dadurch ein vom Kunden gewünschtes Präge- und/oder Druckmuster auf die Papierbahn aufzubringen. Die so verarbeitete Papierbahn wird insbesondere als Belagpapier oder Umhüllungspapier für die Herstellung einer Zigarette verwendet, wobei durch das Präge- und/oder Druckmuster der Zigarette eine höherwertige, ästhetische Erscheinung verliehen wird, ohne deren Ventilationsgrad oder den Zugwiderstand zu beeinflussen. Denn dadurch, dass die Präge- und/oder Druckeinheit zum loch- oder perforationsfreien Prägen und/oder Drucken ausgebildet ist, bleiben durch den Präge- bzw. Druckvorgang der Ventilationsgrad und der Zugwiderstand des herzustellenden stabförmigen Rauchartikels unbeeinflusst. Demnach wird bei der erfindungsgemäßen Lösung mit dem Präge- und/oder Druckvorgang kein Lochen oder keine Perforation der jeweiligen Papierbahn vorgenommen und werden die mit dem Präge- und/oder Druckvorgang in der Papierbahn erzeugten Erhebungen auch nicht zu Löchern oder Perforationen geöffnet, und zwar weder im Rahmen des Präge- und/oder Druckvorganges, noch in einem nachfolgenden Verfahrensschritt, und sind deshalb hierfür auch nicht vorgesehen.Preferably, the embossing and / or printing unit is designed for punch-free or perforation-free embossing and / or printing of the paper web, in order to feed the embossed and / or printing unit embossed and / or printed paper web to the downstream production machine in a perforated or perforation-free manner. Thus, with this embodiment, a possibility is created to mark a paper web without perforation and perforation and thereby apply a desired by the customer embossing and / or printing pattern on the paper web. The paper web thus processed is used in particular as a tipping paper or wrapping paper for the production of a cigarette, wherein the embossing and / or printing pattern of the cigarette gives a higher-quality, aesthetic appearance, without influencing the degree of ventilation or draw resistance. Because the fact that the embossing and / or printing unit is designed for punch-free or perforation-free embossing and / or printing, the degree of ventilation and the draw resistance of the rod-shaped article of smoking remain unaffected by the embossing or printing process. Accordingly, no perforation or perforation of the respective paper web is made in the inventive solution with the embossing and / or printing process and the surveys generated by the embossing and / or printing process in the paper web are not opened to holes or perforations, neither in the context of the embossing and / or printing process, still in a subsequent process step, and are therefore not intended for this purpose.
Unabhängig davon kann bei Bedarf eine vorperforierte Papierbahn verwendet werden oder zusätzlich eine, beispielsweise mit einem Laser arbeitende, Perforationseinrichtung zum Perforieren der Papierbahn vor oder nach der Präge-und/oder Druckeinheit vorgesehen sein.Regardless of this, if necessary, a perforated paper web can be used or, in addition, a perforating device which operates, for example, with a laser be provided for perforating the paper web before or after the embossing and / or printing unit.
Gemäß einem ersten alternativen Ausführungsbeispiel kann die erste Zugwalze gleichzeitig als Präge- und/oder Druckwalze ausgebildet sein. Somit wird die Zugwalze bei dieser bevorzugten Ausführung durch die Präge- und/oder Druckwalze ersetzt, welche zusätzlich zur Präge- und/oder Druckfunktion auch noch die Vorschubfunktion einer Zugwalze übernimmt.According to a first alternative embodiment, the first draw roller may be formed simultaneously as embossing and / or pressure roller. Thus, the tension roller is replaced in this preferred embodiment by the embossing and / or pressure roller, which also takes on the feed function of a tension roller in addition to the embossing and / or printing function.
Gemäß einem zweiten alternativen Ausführungsbeispiel kann die Präge-und/oder Druckeinheit mindestens ein Präge- und/oder Druckelement aufweisen und benachbart hierzu die erste Zugwalze als Gegenwalze angeordnet sein. Vorzugsweise sollte das mindestens eine Präge- und/oder Druckelement eine Präge- und/oder Druckwalze sein, die so angeordnet ist, dass sie die Papierbahn gegen die als Gegenrolle vorgesehene Zugwalze drückt. Bei dieser bevorzugten Ausführung wird demnach die Zugwalze durch die Gegenwalze ersetzt, die somit nicht nur als Stützrolle für den Präge- und/oder Druckvorgang verwendet wird, sondern gleichzeitig auch die Vorschubfunktion einer Zugwalze übernimmt.According to a second alternative embodiment, the embossing and / or pressure unit may comprise at least one embossing and / or pressure element and adjacent thereto, the first tension roller may be arranged as a counter-roller. Preferably, the at least one embossing and / or pressure element should be an embossing and / or pressure roller which is arranged so that it presses the paper web against the intended as a counter-roller draw roller. In this preferred embodiment, therefore, the tension roller is replaced by the counter-roller, which is thus not only used as a support roller for the embossing and / or printing process, but at the same time takes over the feed function of a tension roller.
Vorzugsweise lässt sich die Präge- und/oder Druckeinheit wahlweise aktivieren oder deaktivieren. Mit einer solchen Maßnahme ist es möglich, stabförmige Rauchartikel, insbesondere Zigaretten, je nach Bedarf wahlweise mit einem geprägten und/oder gedruckten oder mit einem präge- bzw. druckfreien Belag-oder Zigarettenpapier herzustellen, ohne dass es umfangreicher Umrüstungsmaßnahmen bedarf.Preferably, the embossing and / or printing unit can be selectively activated or deactivated. With such a measure it is possible to produce rod-shaped smoking articles, in particular cigarettes, optionally with an embossed and / or printed or with a stamping or pressure-free covering or cigarette paper, without the need for extensive retrofitting measures.
Für den Fall, dass die Präge- und/oder Druckwalze die Funktion der Zugwalze übernimmt, ist bei einer Weiterbildung dieser Ausführung die erste Zugwalze wahlweise in eine Arbeitsstellung zum Prägen und/oder Bedrucken der Papierbahn, in der somit die Präge und/oder Druckeinheit aktiviert ist, oder in eine die Papierbahn präge- bzw. druckfrei passieren lassende Ruhestellung, in der somit die Präge und/oder Druckeinheit deaktiviert ist, verbringbar.In the case that the embossing and / or pressure roller takes over the function of the tension roller, in a further development of this embodiment, the first tension roller is optionally in a working position for embossing and / or printing the paper web, thus activating the embossing and / or printing unit is, or in an embossing or pressure-free pass let the rest of the paper web, in which thus the embossing and / or printing unit is deactivated, can be brought.
Für den Fall, dass die Zugwalze als Gegenwalze in der Präge- und/oder Druckeinheit verwendet wird, ist bei einer Weiterbildung der vorgenannten Ausführung das Präge- und/oder Druckelement wahlweise in eine Arbeitsstellung zum Prägen und/oder Bedrucken der Papierbahn, in der somit die Präge- und/oder Druckeinheit aktiviert ist, oder in eine die Papierbahn präge- bzw. druckfrei passieren lassende Ruhestellung, in der somit die Präge- und/oder Druckeinheit deaktiviert ist, verbringbar.In the case that the tension roller is used as a counter roller in the embossing and / or printing unit, in a development of the aforementioned embodiment, the embossing and / or pressure element optionally in a working position for embossing and / or printing the paper web, in the thus the embossing and / or printing unit is activated, or in a the embossment or pressure-free let the paper web pass rest position, in which thus the embossing and / or printing unit is deactivated, can be brought.
Das Verstellen zwischen der Arbeitsstellung und der Ruhestellung wird vorzugsweise durch einen Rotationsmechanismus und/oder einen Translationsmechanismus realisiert.The adjustment between the working position and the rest position is preferably realized by a rotation mechanism and / or a translation mechanism.
Eine weitere bevorzugte Ausführung der Erfindung, bei welcher die Führungseinrichtung zusätzlich zu der bereits erwähnten ersten Zugwalze eine die Vorschubgeschwindigkeit der Papierbahn beeinflussende zweite Zugwalze aufweist, ist dadurch gekennzeichnet, dass die zweite Zugwalze wahlweise aktivierbar oder deaktivierbar ist. Dies gestattet eine flexiblere Arbeitsweise der Verarbeitungsvorrichtung.A further preferred embodiment of the invention, in which the guide device has, in addition to the already mentioned first draw roller, a second draw roller which influences the feed speed of the paper web, is characterized in that the second draw roller can be selectively activated or deactivated. This allows a more flexible operation of the processing device.
Bei einer Weiterbildung dieser Ausführung ist die zweite Zugwalze wahlweise in eine einen Eingriff mit der Papierbahn herstellende Arbeitsstellung, in der die zweite Zugwalze aktiviert ist, oder in eine die Papierbahn eingriffsfrei passieren lassende Ruhestellung, in der die zweite Zugwalze deaktiviert ist, verbringbar. Die Verstellung zwischen der Arbeitsstellung und der Ruhestellung wird vorzugsweise durch einen Rotationsmechanismus und/oder einen Translationsmechanismus realisiert.In a further development of this embodiment, the second tension roller is either in an engaging with the paper web producing working position in which the second tension roller is activated, or in a paper web without engagement pass let rest position in which the second tension roller is disabled, be brought. The adjustment between the working position and the rest position is preferably realized by a rotation mechanism and / or a translation mechanism.
Eine Weiterbildung dieser Ausführung weist einen Steuerungsmechanismus auf, der bei Aktivierung der Präge- und/oder Druckeinheit die zweite Zugwalze deaktiviert und bei Deaktivierung der Präge- und/oder Druckeinheit die zweite Zugwalze aktiviert. Diese Weiterbildung ermöglicht somit je nach Bedarf ein Umschalten zwischen der Präge- und/oder Druckeinheit und der zweiten Zugwalze, so dass der Maschinentakt in einem ersten Betriebszustand von der Präge- und/oder Druckeinheit und in einem zweiten Betriebszustand von der zweiten Zugwalze erzeugt wird.A further development of this embodiment has a control mechanism which deactivates the second draw roller when the embossing and / or printing unit is activated and activates the second draw roller when the embossing and / or printing unit is deactivated. This development thus makes it possible, as needed, to switch over between the embossing and / or printing unit and the second draw roller, so that the machine cycle in a first operating state of the embossing and / or Printing unit and is generated in a second operating state of the second draw roller.
Es ist des Weiteren bevorzugt, dass die Führungseinrichtung eine, vorzugsweise zuschaltbare, erste Papierbahnkantenregelungseinheit aufweist, die, in Bewegungsrichtung der Papierbahn von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts vor der Präge- und/oder Druckeinheit liegt. Mithilfe einer derartigen Regelungseinheit kann die Papierbahn für den Präge-und/oder Druckvorgang in der nachfolgenden Präge- und/oder Druckeinheit korrekt ausgerichtet und außerdem einer unerwünschten Wellenbildung der Papierbahn entgegengewirkt werden.It is further preferred that the guide device has a, preferably switchable, first paper web edge control unit which, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream of the embossing and / or printing unit. By means of such a control unit, the paper web can be correctly aligned for the embossing and / or printing process in the subsequent embossing and / or printing unit and, in addition, counteracts undesired wave formation of the paper web.
Eine weitere bevorzugte Ausführung der Erfindung, bei welcher die Verarbeitungseinrichtung eine Klebeeinheit zum Auftrag von Klebstoff auf die Papierbahn aufweist, ist dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit, in Bewegungsrichtung der Papierbahn von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts vor der Klebeeinheit liegt. Bei einer Weiterbildung, bei welcher die Führungseinrichtung eine, vorzugsweise zuschaltbare, zweite Papierbahnkantenregelungseinheit aufweist, liegt die zweite Papierbahnkantenregelungseinheit zwischen der Präge- und/oder Druckeinheit und der Klebeeinheit. Dadurch wird in vorteilhafter Weise erreicht, dass die zwar bereits geprägte und/oder bedruckte, jedoch noch nicht beleimte Papierbahn für den Klebevorgang nochmals entsprechend ausgerichtet wird.A further preferred embodiment of the invention, in which the processing device has an adhesive unit for applying adhesive to the paper web, is characterized in that the embossing and / or printing unit, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream the gluing unit is located. In a further development, in which the guide device has a, preferably switchable, second paper web edge control unit, the second paper web edge control unit is located between the embossing and / or printing unit and the gluing unit. As a result, it is advantageously achieved that the paper web, which has already been embossed and / or printed but not yet glued, is again aligned correspondingly for the gluing process.
Eine weitere bevorzugte Ausführung der Erfindung, bei welcher die Verarbeitungseinrichtung eine Belageinheit enthält, die eine Walze, vorzugsweise eine Saugwalze, und ein, in Bewegungsrichtung der Papierbahn von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromabwärts von dieser Walze angeordnetes Schneidelement zum Schneiden der Papierbahn in diskrete Abschnitte zur Bildung von Belagpapier aufweist, ist dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit, in Bewegungsrichtung der Papierbahn von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts von der Belageinheit liegt. Während das Schneidelement für die Herstellung separater Belagpapierabschnitte aus der Papierbahn sorgt, hält die Walze die Papierbahn stromabwärts nach der Präge- und/oder Druckeinheit auf Spannung.A further preferred embodiment of the invention, wherein the processing means comprises a pad unit comprising a roller, preferably a suction roller, and a cutting element arranged downstream of said roller for moving the paper web in the direction of movement of the paper web from the first interface to the second interface discrete sections for the formation of tipping paper is characterized in that the embossing and / or printing unit, viewed in the direction of movement of the paper web from the first interface to the second interface, upstream of the covering unit. While the cutting element for the production of separate Tamping paper sections from the paper web, the roller keeps the paper web downstream of the embossing and / or printing unit to voltage.
Bevorzugt liegt die zuvor erwähnte Klebeeinheit zwischen der Präge- und/oder Druckeinheit und der Belageinheit.Preferably, the aforementioned adhesive unit is located between the embossing and / or printing unit and the covering unit.
Zur Erzeugung einer Vorkrümmung in der Papierbahn und somit auch in dem daraus zu bildenden Belagpapier ist es ferner von Vorteil, in Bewegungsrichtung der Papierbahn von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts vor der Präge- und/oder Druckeinheit eine Brechereinheit vorzusehen, die stromaufwärts vor der zweiten Zugwalze liegen kann.In order to produce a pre-curvature in the paper web and thus also in the tipping paper to be formed therefrom, it is also advantageous, in the direction of movement of the paper web from the first interface to the second interface, to provide upstream of the embossing and / or printing unit a breaker unit upstream can lie before the second draw roller.
Ferner kann bevorzugt an die Präge- und/oder Druckeinheit eine Absaugeinrichtung angeschlossen sein, um die Papierbahn vor dem Präge- und/oder Druckvorgang von eventuell vorhandenen Staub- und Schmutzpartikeln zu beseitigen.Furthermore, a suction device can preferably be connected to the embossing and / or printing unit in order to remove the paper web from the embossing and / or printing process of possibly present dust and dirt particles.
Bei einer weiteren bevorzugten Ausführung weist die Präge- und/oder Druckeinheit ein Gehäuse auf, durch das die Papierbahn geführt wird und das an eine Druckluftquelle angeschlossen ist. Das Gehäuse bildet eine Abschirmung des Raumes, in dem der Präge- und/oder Druckvorgang stattfindet, gegenüber der Umgebung und insbesondere den übrigen Komponenten der Vorrichtung und auch gegenüber der nachgeordneten Produktionsmaschine und wird durch die Druckluftquelle unter leichtem Überdruck gehalten, wodurch ein Eindringen von Tabakkrümeln, Schmutzteilchen und sonstigen Partikeln und somit eine negative Beeinflussung des Präge- und/oder Druckbildes durch derartige Partikel verhindert wird.In a further preferred embodiment, the embossing and / or printing unit has a housing through which the paper web is guided and which is connected to a compressed air source. The housing forms a shield of the space in which the embossing and / or printing takes place, against the environment and in particular the other components of the device and also with respect to the downstream production machine and is held by the compressed air source under slight overpressure, whereby a penetration of Tabakkrümeln , Dirt particles and other particles and thus a negative influence on the embossing and / or printing image is prevented by such particles.
Zur temporären Zwischenspeicherung der Papierbahn, insbesondere zum Zwecke einer Zugentlastung, kann die Führungseinrichtung einen Zwischenspeicher, vorzugsweise einen Schlaufenkasten, aufweisen.For temporary intermediate storage of the paper web, in particular for the purpose of strain relief, the guide means may comprise a buffer store, preferably a loop box.
Nachfolgend werden bevorzugte Ausführungsbeispiele der Erfindung anhand der beiliegenden Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- schematisch in Seitenansicht einen Teil einer Anlage zur Herstellung von Filterzigaretten mit einer Bobinenabrollstation, einer Präge-und/oder Druckstation und einer weiteren Verarbeitungsstation zur Verarbeitung einer Papierbahn gemäß einem ersten Ausführungsbeispiel der Erfindung;
- Fig. 2
- schematisch in Seitenansicht eine detailliertere Darstellung der Präge- und/oder Druckstation aus der Anlage von
Fig. 1 ; - Fig. 3
- schematisch in Seitenansicht eine ausschnittsweise vergrößerte Darstellung der in der Präge- und/oder Druckstation von
Fig. 1 und2 verwendeten Präge- und/oder Druckeinheit gemäß einer bevorzugten Ausführung der Erfindung; - Fig. 4
- schematisch in Seitenansicht eine Verarbeitungsvorrichtung zur Verarbeitung einer Papierbahn mit integrierter Präge- und/oder Druckstation gemäß einem weiteren bevorzugten Ausführungsbeispiel der Erfindung; und
- Fig. 5
- schematisch in Seitenansicht eine ausschnittsweise vergrößerte Darstellung der Vorrichtung von
Fig. 4 .
- Fig. 1
- schematically in side view part of a plant for the production of filter cigarettes with a Bobinenabrollstation, a stamping and / or printing station and another processing station for processing a paper web according to a first embodiment of the invention;
- Fig. 2
- schematically in side view a more detailed representation of the embossing and / or printing station from the plant of
Fig. 1 ; - Fig. 3
- schematically in side view a fragmentary enlarged view of the embossing and / or printing station of
Fig. 1 and2 used embossing and / or printing unit according to a preferred embodiment of the invention; - Fig. 4
- schematically in side view, a processing device for processing a paper web with integrated embossing and / or printing station according to another preferred embodiment of the invention; and
- Fig. 5
- schematically in side view a fragmentary enlarged view of the device of
Fig. 4 ,
In
Die in
Wie
Nach Verlassen der Spleißstation 16 tritt im dargestellten Ausführungsbeispiel die Papierbahn 12 aus der Bobinenabrollstation 2 aus und wird zu einem Einlass 18 einer Präge- und/oder Druckstation 20 geführt, die der Bobinenabrollstation 2 nachgeordnet ist und eine weitere baulich separate Komponente der in
Unabhängig davon kann bei Bedarf eine vorperforierte Papierbahn verwendet werden oder zusätzlich eine, beispielsweise mit einem Laser arbeitende, Perforationseinrichtung zum Perforieren der Papierbahn vor oder nach der Präge-und/oder Druckeinheit vorgesehen sein.Independently of this, a perforated paper web can be used if required, or additionally a perforation device, for example, working with a laser, can be provided for perforating the paper web before or after the embossing and / or printing unit.
Wie
Die als Präge- und/oder Druckwalze vorgesehene Walze wird von einem nicht dargestellten Antrieb angetrieben und beaufschlagt somit die Papierbahn 12 mit einem Vorschub, um den Präge- und/oder Druckvorgang mit der gebotenen Präzision durchzuführen. Durch die Präge- und/oder Druckwalze wird eine ansonsten im Stand der Technik separat vorgesehene Zugwalze ersetzt, so dass die Präge- und/oder Druckwalze den Maschinentakt erzeugt. Somit kommt der angetriebenen Präge- und/oder Druckwalze dieselbe Funktion wie die einer separat vorgesehenen, die Vorschubgeschwindigkeit der Papierbahn 12 beeinflussenden Zugwalze zu, so dass eine separat vorgesehene Zugwalze grundsätzlich überflüssig ist.The intended as embossing and / or pressure roller roller is driven by a drive, not shown, and thus acts on the
Alternativ ist es aber auch denkbar, beide Walzen 25, 26 als Präge- und/oder Druckwalzen auszubilden.Alternatively, it is also conceivable to form both
Unabhängig davon, ob nur eine oder beide Walzen 25, 26 als Präge- und/oder Druckwalze ausgebildet ist bzw. sind, können alternativ auch beide Walzen 25, 26 gemeinsam bzw. gleichzeitig durch in den Figuren nicht dargestellte zugeordnete Antriebe oder einen gemeinsamen Antrieb angetrieben werden.Regardless of whether only one or both
Wie
Anstelle der in den
Für den Druckvorgang kann beispielsweise eine Tiefdruckvorrichtung verwendet werden, die Teil der Präge- und/oder Druckeinheit ist. Der Druckvorgang kann beispielsweise auch zur Applikation von Brandhemmern genutzt werden.For example, a gravure printing device which is part of the embossing and / or printing unit can be used for the printing process. The printing process can also be used, for example, for the application of fire retardants.
Die Präge- und/oder Druckeinheit 24 kann in Abhängigkeit von dem jeweils benötigten Einsatzzweck so ausgestaltet sein, dass sie nur prägen oder nur drucken kann, oder sie kann so ausgestaltet sein, dass sie je nach Bedarf nur prägen oder nur drucken oder einen kombinierten Präge- und/oder Druckvorgang ausführen kann.The embossing and / or
Schließlich sollte die Präge- und/oder Druckstation 20 mit der Präge- und/oder Druckeinheit 24 so ausgeführt sein, dass sie bei Bedarf ein ungehindertes Einlegen oder Entnehmen der Papierbahn 12 ermöglicht, indem beispielsweise ein Schnellverschluss sowie eine fliegende Lagerung zumindest eines Teils der Komponenten der Präge- und/oder Druckeinheit 24 wie z.B. einer der in den
Eine in den Figuren nicht dargestellte Absaugeinrichtung kann stromaufwärts vor der Präge- und/oder Druckeinheit 24 in der Präge- und/oder Druckstation 20 vorgesehen sein, um die Papierbahn 12 vor dem Präge- und/oder Druckvorgang von eventuell vorhandenen Staub- und Schmutzpartikeln zu beseitigen. Außerdem weist im dargestellten Ausführungsbeispiel die Präge- und/oder Druckeinheit 24 ein Gehäuse24a auf, durch das die Papierbahn 12 geführt wird und das an eine ebenfalls in den Figuren nicht dargestellte Druckluftquelle angeschlossen ist. Das Gehäuse 24a bildet eine Abschirmung des Raumes, in dem der Präge-und/oder Druckvorgang stattfindet, gegenüber der Umgebung und insbesondere gegenüber den übrigen Komponenten der Präge- und/oder Druckstation 20, den übrigen Komponenten der in
Wie
Nach Verlassen der Zugspannungsausgleichseinrichtung 28 passiert die Papierbahn 12 eine weitere Führungsrolle 22, die im dargestellten Ausführungsbeispiel gemäß
Die Rollen 22, 29, 30 und 33 definieren demnach in der Präge- und/oder Druckstation 20 eine in den Figuren nicht näher gekennzeichnete Transportbahn und Führungseinrichtung für die Bewegung und Führung der Papierbahn 12 vom Einlass 18 zum Auslass 36 bzw. 36a.The
In dieser nicht näher gekennzeichneten Transportbahn und Führungseinrichtung kann zur temporären Zwischenspeicherung der Papierbahn 12, insbesondere zum Zwecke einer Zugentlastung, noch ein Zwischenspeicher enthalten sein, der vorzugsweise als Schlaufenkasten ausgebildet, jedoch in den Figuren nicht dargestellt ist. Zweckmäßigerweise ist ein derartiger Zwischenspeicher zwischen dem Einlass 18 und der Präge- und/oder Druckeinheit 24 anzuordnen.In this unspecified transport path and guide device can for temporary storage of the
Wie des Weiteren
In den
Der Aufbau einer solchen Verarbeitungsvorrichtung 40 gemäß zweitem Ausführungsbeispiel ist beispielhaft in
Nach Passieren des Einlasses 42 (
Stromabwärts von der Absaugeinrichtung 52 gelangt die Papierbahn 12 zwischen ein erstes Zugwalzenpaar 54, von dessen Walzen mindestens eine Walze von einem nicht dargestellten Antrieb in Rotation versetzt wird, um die Papierbahn 12 einer Vorschubbewegung zu unterwerfen. Wie
Nach Umlenkung an der Walze 54b des ersten Zugwalzenpaares 54 gelangt die Papierbahn 12 zu einer zuschaltbaren Brechereinheit 58 und wird dort an einer Brecherklinge 59 scharf umgelenkt, um eine Vorkrümmung in der Papierbahn 12 und somit auch in dem daraus zu bildenden Belagpapier zu erzeugen. Nach Verlassen der Brechereinheit 58 wird die Papierbahn 12 durch eine Brecherentlastungseinrichtung 60 geführt, die eine Umlenkrolle 61 aufweist, an der die Papierbahn 12 umgelenkt wird und die am freien Ende eines um eine Schwenkachse schwenkbar gelagerten Schwenkarmes 62 sitzt. Der Schwenkarm 62, der auch als Tänzerhebel bezeichnet wird, kann durch einen nicht dargestellten Antrieb verschwenkt werden. Alternativ oder zusätzlich kann der Schwenkarm 62 federnd vorgespannt sein. Dadurch, dass durch entsprechendes Verschwenken des Schwenkarmes 62 die Papierbahn 12 entlastet und somit die Zugspannung in der Papierbahn 12 und der Andruck der Papierbahn 12 gegen die Brecherklinge 59 der Brechereinheit 58 aufgehoben oder zumindest deutlich reduziert wird, lässt sich mit Hilfe der Brecherentlastungseinrichtung 60 die Wirkung der Brechereinheit 58 zumindest temporär aufheben. Dies ist insbesondere dann notwendig, wenn eine Verbindungs- bzw. Spleißstelle, durch die eine alte Papierbahn mit einer neuen Papierbahn verbunden ist, an der Brecherklinge 59 der Brechereinheit 58 vorbeiläuft, um ein Reißen der Papierbahn zu vermeiden. Deshalb erfolgt die Steuerung der Brecherentlastungseinrichtung 60 in Kooperation mit dem Spleißstellenerkennungsgerät 46.After deflection on the
Durch die Umlenkrolle 61 wird die Papierbahn 12 zu einem zweiten Zugwalzenpaar 64 umgelenkt. Das zweite Zugwalzenpaar 64 kann wie das erste Zugwalzenpaar 54 aufgebaut und auch aktiviert und deaktiviert werden, so dass zur Vermeidung von Wiederholungen auf die zuvor erfolgte Beschreibung des ersten Zugwalzenpaares 54 verwiesen wird.By the
Nach Umlenkung am zweiten Zugwalzenpaar 64 gelangt die Papierbahn 12 dann in die Präge- und/oder Druckeinheit 24. Die Präge- und/oder Druckeinheit 24 entspricht hinsichtlich ihrer Konstruktion und ihrer Wirkungsweise der in den
Die erste Papierbahnkantenregelungseinheit 50 sorgt dafür, dass die Papierbahn 12 für den Präge- und/oder Druckvorgang in der nachfolgenden Präge- und/oder Druckeinheit 24 korrekt ausgerichtet und außerdem einer unerwünschten Wellenbildung der Papierbahn entgegengewirkt wird.The first paper web
Nach Austritt aus der Präge- und/oder Druckeinheit 24 gelangt die Papierbahn 12 nach Umlenkung an einer weiteren Führungsrolle 48 in eine zweite Papierbahnkantenregelungseinheit 66. Nach Durchlaufen dieser zweiten Papierbahnkantenregelungseinheit 66 wird die Papierbahn 12 über eine weitere Führungsrolle 48 zu einem Leimapparat 68, der die Außenseite der Papierbahn 12 mit einer Klebeschicht versieht, und anschließend zu einer Oszillatoreinheit 70 geführt und läuft nach Umlenkung in der Oszillatoreinheit 70 an einer Schleifheizung 72 vorbei zu einer Saugwalze 74. Dadurch, dass die zweite Papierbahnkantenregelungseinheit 66 zwischen der Präge- und/oder Druckeinheit 24 und dem Leimapparat 68 angeordnet ist, wird in vorteilhafter Weise erreicht, dass die zwar bereits geprägte und/oder bedruckte, jedoch noch nicht beleimte Papierbahn 12 für den nachfolgenden Klebevorgang nochmals entsprechend ausgerichtet wird. Die Saugwalze 74 hält durch Schlupf die Papierbahn 12, insbesondere im Bereich nach dem zweiten Zugwalzenpaar 64 oder der Präge- und/oder Druckeinheit 24, auf Spannung. Die Saugwalze 74 ist Bestandteil eines in
Die Präge- und/oder Druckeinheit 24 sollte in der Maschinenmitte positioniert werden. Ferner sollten sie so angeordnet werden, dass der Weg der Papierbahn 12 zum Leimapparat 68 möglichst kurz ist.The embossing and / or
Die Rollen 44 und 48 definieren zusammen mit den Zugwalzenpaaren 54, 64 und der Saugwalze 74 eine in
Der Filteransetzer kann Bestandteil einer ebenfalls nicht dargestellten nachgeordneten Produktionsmaschine zur Herstellung von Filterzigaretten sein. Alternativ ist es aber auch denkbar, den Filteransetzer zusätzlich in die Verarbeitungsvorrichtung 40 von
Wie den
Abschließend sei noch angemerkt, dass die zuvor beschriebene Vorrichtung nicht nur zur Bildung von Belagpapier, welches in einem nachgeordneten und in den Figuren nicht dargestellten Filteransetzer einen Filter und einen Tabakstock zur Bildung einer Filterzigarette gemeinsam umhüllt und miteinander verbindet, sondern beispielsweise auch in einer Strangmaschine zur Umhüllung von dort hergestellten Filterstäben oder Tabakstöcken verwendet werden kann.Finally, it should be noted that the device described above, not only for the formation of tipping paper, which together in a downstream and not shown in the figures Filteransetzer a filter and a tobacco rod to form a filter cigarette together and connects to each other, but for example in a stranding machine for Envelope of filter rods or tobacco rods produced there can be used.
Claims (24)
dadurch gekennzeichnet, dass die Verarbeitungseinrichtung eine Präge-und/oder Druckeinheit (24) aufweist und die erste Zugwalze (25; 26) Bestandteil der Präge- und/oder Druckeinheit ist und zusätzlich zur Beeinflussung der Vorschubgeschwindigkeit der Papierbahn (12) auch zur Beteiligung an dem von der Präge- und/oder Druckeinheit (24) ausgeführten Präge- und/oder Druckvorgang vorgesehen ist.Apparatus for processing a paper web (12) to be used for the production of tipping paper and / or cigarette paper for the production of rod-shaped smoking articles, preferably cigarettes, having a first interface (18; 42) for connection to a bobbin roll-off device (2) and for picking up a bobbin Paper web (12) from the Bobinenabrollvorrichtung (2), at least one processing means (20; 40) for processing the paper web (12), a second interface to the terminal (36; 78) to a downstream production machine for the production of rod-shaped smoking articles and for transfer the processed paper web (12) or its sections to the production machine, a guide device for guiding the paper web (12) along a transport path from the first interface to the at least one processing device to the second interface, wherein the guide means a feed speed of the paper web (12 ) bee having an inflowing first draw roll,
characterized in that the processing device has a stamping and / or printing unit (24) and the first draw roller (25; 26) is part of the embossing and / or printing unit and in addition to influencing the feed speed of the paper web (12) for participation in provided by the embossing and / or printing unit (24) embossing and / or printing operation is provided.
dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit mindestens ein Präge- und/oder Druckelement (26) aufweist und benachbart hierzu die erste Zugwalze (25) als Gegenwalze angeordnet ist.Apparatus according to claim 1 or 2,
characterized in that the embossing and / or printing unit has at least one embossing and / or pressure element (26) and adjacent to the first draw roller (25) is arranged as a counter-roller.
dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit (24) wahlweise aktivierbar und deaktivierbar ist.Device according to at least one of the preceding claims,
characterized in that the embossing and / or printing unit (24) is selectively activated and deactivated.
dadurch gekennzeichnet, dass die zweite Zugwalze (64) wahlweise aktivierbar oder deaktivierbar ist.Device according to at least one of the preceding claims, in which the guide device has a second draw roller (64) which influences the feed speed of the paper web,
characterized in that the second draw roller (64) is selectively activated or deactivated.
dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit (24), in Bewegungsrichtung der Papierbahn (12) von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts vor der Klebeeinheit (68) iegt.Device according to at least one of the preceding claims, in which the processing device has an adhesive unit (68) for applying adhesive to the paper web (12),
characterized in that the embossing and / or printing unit (24), viewed in the direction of movement of the paper web (12) from the first interface to the second interface, upstream of the gluing unit (68).
dadurch gekennzeichnet, dass die zweite Papierbahnkantenregelungseinheit (66) zwischen der Präge- und/oder Druckeinheit (24) und der Klebeeinheit (68) liegt.Device according to Claim 16, in which the guide device has a preferably switchable second paper web edge control unit (66),
characterized in that the second paper web edge control unit (66) is located between the embossing and / or printing unit (24) and the gluing unit (68).
dadurch gekennzeichnet, dass die Präge- und/oder Druckeinheit (24), in Bewegungsrichtung der Papierbahn (12) von der ersten Schnittstelle zur zweiten Schnittstelle betrachtet, stromaufwärts von der Belageinheit (76) liegt.Apparatus according to at least one of the preceding claims, wherein the processing means comprises a pad unit (76) comprising a roller (74), preferably a suction roller, and downstream, viewed in the direction of travel of the paper web (12) from the first interface to the second interface cutting element arranged by said roller (74) for cutting the paper web into discrete sections to form tipping paper,
characterized in that the embossing and / or printing unit (24), viewed in the direction of movement of the paper web (12) from the first interface to the second interface, upstream of the pad unit (76).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010063466A DE102010063466A1 (en) | 2010-12-17 | 2010-12-17 | Apparatus for processing a paper web to be used for the production of rod-shaped smoking articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2465362A2 true EP2465362A2 (en) | 2012-06-20 |
| EP2465362A3 EP2465362A3 (en) | 2015-11-25 |
Family
ID=45319000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11193451.9A Withdrawn EP2465362A3 (en) | 2010-12-17 | 2011-12-14 | Device for processing a sheet of paper used in the production of rod-shaped tobacco items |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2465362A3 (en) |
| CN (1) | CN102652578B (en) |
| DE (1) | DE102010063466A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201800006360A1 (en) * | 2018-06-18 | 2019-12-18 | Method for processing a web of wrapping material to make smoking articles | |
| WO2021037833A1 (en) * | 2019-08-28 | 2021-03-04 | Jt International Sa | Tobacco product manufacturing apparatus with in-line wrapping paper processing assembly |
| IT201900018302A1 (en) * | 2019-10-09 | 2021-04-09 | Gd Spa | MACHINE FOR PROCESSING PRODUCTS OR SEMI-FINISHED PRODUCTS IN THE TOBACCO SECTOR |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2672973T3 (en) * | 2012-10-02 | 2018-06-19 | Philip Morris Products S.A. | Apparatus and method for use in the production of a rod-shaped article |
| DE102017124562A1 (en) | 2017-10-20 | 2019-04-25 | Maschinenfabrik Rieter Ag | Textile machine network with a belt storage unit for temporary storage of fiber sliver |
| CN109203582A (en) * | 2018-11-15 | 2019-01-15 | 湖北黄鹤楼特色包装材料有限公司 | A kind of removing embossing integrated production equipment |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009141217A1 (en) | 2008-05-20 | 2009-11-26 | British American Tobacco (Investments) Limited | Apparatus and method for making a smoking article |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3903783A1 (en) * | 1989-02-09 | 1990-08-16 | Hauni Werke Koerber & Co Kg | Device for conveying a flat object |
| US5249587A (en) * | 1992-01-21 | 1993-10-05 | Philip Morris Incorporated | Gear transmission for printer die in cigarette making machine |
| DE19503123A1 (en) * | 1995-02-01 | 1996-08-08 | Hauni Maschinenbau Ag | Method and device for producing filter cigarettes |
| DE19928867A1 (en) * | 1999-06-24 | 2000-12-28 | Hauni Maschinenbau Ag | Transport device for a wrapping material strip from the tobacco processing industry pulled off from a bobbin |
| US7281540B2 (en) * | 2002-12-20 | 2007-10-16 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
-
2010
- 2010-12-17 DE DE102010063466A patent/DE102010063466A1/en not_active Ceased
-
2011
- 2011-12-14 EP EP11193451.9A patent/EP2465362A3/en not_active Withdrawn
- 2011-12-16 CN CN201110463216.8A patent/CN102652578B/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009141217A1 (en) | 2008-05-20 | 2009-11-26 | British American Tobacco (Investments) Limited | Apparatus and method for making a smoking article |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201800006360A1 (en) * | 2018-06-18 | 2019-12-18 | Method for processing a web of wrapping material to make smoking articles | |
| WO2019244003A1 (en) * | 2018-06-18 | 2019-12-26 | G.D S.P.A. | Method for processing a web of wrapping material used to make smoking articles |
| WO2021037833A1 (en) * | 2019-08-28 | 2021-03-04 | Jt International Sa | Tobacco product manufacturing apparatus with in-line wrapping paper processing assembly |
| IT201900018302A1 (en) * | 2019-10-09 | 2021-04-09 | Gd Spa | MACHINE FOR PROCESSING PRODUCTS OR SEMI-FINISHED PRODUCTS IN THE TOBACCO SECTOR |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102652578A (en) | 2012-09-05 |
| CN102652578B (en) | 2015-10-07 |
| DE102010063466A1 (en) | 2012-06-21 |
| EP2465362A3 (en) | 2015-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3088308B1 (en) | Method and device for producing blanks for an inner wrapper of a cigarette group | |
| EP1181152B1 (en) | Method for embossing and glazing packaging sheets | |
| EP2465362A2 (en) | Device for processing a sheet of paper used in the production of rod-shaped tobacco items | |
| DE69400120T2 (en) | Method and device for producing packaging blanks | |
| DE3716188A1 (en) | METHOD AND SYSTEM FOR TREATING AT LEAST ONE MATERIAL RAIL | |
| DE69510848T2 (en) | Transfer device for adhesive in a filter cigarette manufacturing machine | |
| EP1837136A1 (en) | Device and method for cutting out flat material blanks in sheets of flat material | |
| EP0176789A2 (en) | Method and device for changing web rolls in connection with packaging machines | |
| DE3411398A1 (en) | DEVICE FOR JOINING MATERIAL RAILS | |
| EP0744365A2 (en) | Method for changing the roll in a winding machine and winding machine for carrying out this method | |
| EP1842814A2 (en) | Device for replacing a first material web by a second material web | |
| EP2465363A2 (en) | Bobbin rolling device for the tobacco processing industry | |
| DE102008017726A1 (en) | Apparatus and method for making bags | |
| DE60009917T2 (en) | METHOD FOR CONTINUOUSLY WINDING PAPER AND WINDER | |
| DE69300282T2 (en) | Device for joining tapes of soft material. | |
| EP1295830B2 (en) | Roll changer and method for the automatic change of rolls during stop | |
| DE102019102297A1 (en) | Device for connecting material webs in the tobacco processing industry | |
| DE2805076A1 (en) | Unrolling strip splicing machine - has parting mechanism holder for remainder moving between splicing positions | |
| EP1179630B1 (en) | Method and device for making paper rolls | |
| DE102020118023A1 (en) | Roll unwinder, roll printing machine and method for operating a roll unwinder | |
| EP2082982B1 (en) | Coiling device | |
| EP1557386B1 (en) | Method and device for winding a paper web into a roll | |
| DE3404225A1 (en) | Reeling device | |
| CH657349A5 (en) | METHOD AND DEVICE FOR CORRECTION, OR RELEVANTLY PREVENTION OF THE FORWARD OR REVERSE OVERHANG OF A STACK OF CONTINUOUS FORMS FOLDED IN ZIGZAG FROM A PAPER RAIL. | |
| EP0873940B1 (en) | Roll cutting device with a packaging means |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/20 20060101ALI20151022BHEP Ipc: A24C 5/00 20060101AFI20151022BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160525 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| 17Q | First examination report despatched |
Effective date: 20180209 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20200331 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200811 |