EP2354704A1 - Heizeinrichtung zur Erzeugung extrem heißer Gase - Google Patents
Heizeinrichtung zur Erzeugung extrem heißer Gase Download PDFInfo
- Publication number
- EP2354704A1 EP2354704A1 EP09016118A EP09016118A EP2354704A1 EP 2354704 A1 EP2354704 A1 EP 2354704A1 EP 09016118 A EP09016118 A EP 09016118A EP 09016118 A EP09016118 A EP 09016118A EP 2354704 A1 EP2354704 A1 EP 2354704A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating device
- heating
- gas
- carrier element
- heating element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/02—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs for igniting solid fuel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
Definitions
- the invention relates to a heater for generating extremely hot gases.
- Such heaters are used, for example, for igniting solid fuel, in particular for igniting renewable fuels such as pellets, chips or logs of wood or other biomass such as corn, cereals and the like by air is heated to at least the ignition temperature of said fuels.
- the heating devices can also be used, for example, for hot air soldering or for melting substances, with inert gas instead of air being preferred here.
- an ignition device and a method for igniting solid fuel in which at least one electrical heating element is arranged in a protective tube having at least one electrical heating conductor printed on a ceramic film, the ceramic film being wound around and sintered with a carrier tube, and wherein an air flow can be conducted through the carrier tube.
- a heating device which is improved in terms of thermal efficiency and material use.
- the object of the invention is provided with a heating device for generating hot gases, comprising at least one electric heating element which is arranged on or in a ceramic carrier element or even forms the carrier element, wherein the carrier element and / or the heating element has a first gas passage space through which a gas flow through the carrier element and / or the heating element can be conducted, solved, it being provided that the first gas passage space has a greater length and / or a larger circumference than the carrier element and / or the heating element.
- the heating device according to the invention has a comparison with conventional heating elements significantly improved heat transfer behavior between the heating element and the gas stream to be heated, because the heat transfer surface is substantially increased compared to previously known designs.
- a further advantage is that the enlarged heat transfer surface is not accompanied by enlarged outer dimensions of the heating element, so that an improved heating capacity is possible with the same material use.
- a high radiation energy is radiated from the heater and heated, for example, the solid fuel.
- the air heats up strongly and heats up the solid fuel as soon as the heated air flow strikes the solid fuel.
- the design of the heater a very effective heat input is achieved on the air flowing through the heater, resulting in such a large Zündzeitverkürzung.
- the time required for soldering can be reduced or greater material thicknesses than previously provided.
- heating device according to the invention is possible in comparison to conventional heating or ignition devices lower price due to the possible ease of manufacture and the compact installation form, as described in more detail below.
- the carrier element has at least one printed on a ceramic foil electrical heating conductor, wherein the ceramic foil is wound around the support member and sintered with this.
- the heating element has a honeycomb-shaped ceramic heating conductor.
- the heating conductor can be formed, for example, of silicon carbide.
- the first gas passage space through at least two parallel or by at least three connected in series
- Gas passageways is formed, whose length is equal to the length of the support member and / or the heating element.
- the carrier element is designed as a multi-hole tube, which has at least two gas passage channels arranged in parallel.
- This carrier tube can be, for example, an extruded part.
- the carrier element is designed as a honeycomb tube having at least two gas passage channels arranged in parallel.
- This carrier tube can be, for example, an extruded part.
- the formation of the honeycomb may preferably be provided with a constant wall thickness, which due to the stiffness of honeycomb constructions low wall thicknesses are possible, which may have high crack resistance despite high temperature fluctuations. The same advantages can be had by the heating element with the honeycomb ceramic heating conductor described above.
- the carrier element may have at least one helically wound gas passageway.
- the helically wound gas passageway may be formed, for example, as a surface groove in, for example, a cylindrical carrier element which is covered by the ceramic foil printed with the electrical heating conductor, so that a long tubular air passageway is formed.
- the support member may also be formed as a hollow body having two intermeshing comb-like inserts forming a folded gas passageway. It may, for example, a tubular support member with open End portions may be provided, in which the comb-like inserts are introduced from both sides, which are arranged on a carrier plate.
- the support plate may be integrally connected in its outer edge portion with the tubular support member, for example, be cemented. But it is also possible to assemble carrier bodies and inserts as green bodies and then burn together.
- the carrier element is designed as a hollow body, whose inner surface is formed in a star shape in cross section. This training is characterized by the fact that the thermal material expansion is possible without hindrance, so that stress cracks are avoided.
- the inner surface of the gas passageway or the inner surfaces of the gas passageways has or have elevations and depressions running parallel to the longitudinal axis. These bumps and depressions further increase the heat transfer area and further create gas swirls that promote heat transfer.
- the inner surface of the gas passageway or the inner surfaces of the gas passageways has or have knob-like elevations and / or recesses.
- the carrier element is arranged in a cladding tube.
- the cladding tube may be formed, for example, as a protective tube.
- An annular space formed between the outside of the support element surrounded by the at least one heating conductor and the inner wall of the cladding tube can be formed as a gas passage space. In this way, the efficiency of the electric heating element can be further improved.
- the annular space formed between the outside of the support element surrounded by the at least one heating conductor and the inner wall of the cladding tube is filled with a heat-insulating material.
- the rearward radiation of the electric heating element can be reduced, so that more heating power is available for heating the air flowing in the air passage space.
- the heat input into the interior of the carrier element and thus to the gas flowing through it, for example air, is thereby increased again.
- the result is an increase in the temperature in the support element by up to 300 ° C compared to a version without heat-insulating material.
- heat-insulating material in particular fiber mats, porous lightweight bricks or ceramic, vacuum moldings and the like have proven.
- a foil-shaped heating element with printed heating conductor and in the interior a honeycomb ceramic heating element is arranged on a tubular support member outside, so that the heat transfer from the heating elements to the gas flow is further improved.
- the cladding tube is formed from a metal or a metal alloy. It has proven useful if the metal or the metal alloy is suitable for an operating temperature in the range of 800 to 1200 ° C. In particular, stainless chromium steels are suitable, Hot work steels or heat resistant steels as the material for the thermowell. Although the use of a ceramic thermowell is possible, but ceramic thermowells may have a higher susceptibility to breakage and also usually a higher mass, which may have a negative effect on the achievable heating or ignition speed.
- the carrier element and the ceramic foil of the at least one heating element each comprise Al 2 O 3 , SiC, MoSi 2 (at least 50%) or mixed ceramics made of SiC, MoSi 2 , Si 3 N 4 , TiN (together at least 50%). ) or of said mixed ceramics with admixtures of Al 2 O 3 , AIN or of high temperature resistant metals, such as Pt, W, Mo are formed. It has proven particularly advantageous if the carrier element and the ceramic film of the at least one heating element are each formed completely from Al 2 O 3 , the Al 2 O 3 having less than 500 ppm of impurities comprising alkalis (eg sodium, potassium, lithium).
- alkalis eg sodium, potassium, lithium
- Alkaline earths eg calcium, magnesium
- glass phases eg SiO 2
- MgO content up to 300 ppm can be tolerated.
- the carrier element and the ceramic film preferably have less than 100 ppm, in particular less than 30 ppm of impurities.
- the at least one heating conductor is formed from a refractory metal, in particular from tungsten, platinum, molybdenum or molybdenum disilicide, from an electrically conductive ceramic-metal composite or from an electrically conductive ceramic material.
- Refractory metals are refractory, base metals of the 4th subgroup (titanium, zirconium and hafnium), 5th subgroup (vanadium, niobium and tantalum) and the 6th subgroup (chromium, molybdenum and tungsten).
- the melting point The refractory metals are above the melting point of platinum (1772 ° C).
- Refractory metals have a low thermal expansion coefficient and a comparatively high conductivity for heat and electric current. Due to the positive temperature coefficient of resistance of, for example, tungsten or platinum, a heating element formed thereby is quasi self-limiting. Ceramic-metal composites or mixtures of ceramic and metal powders, such as mixtures of 60 vol .-% Al 2 O 3 powder with 40 vol .-% tungsten, molybdenum or platinum powder, have proven to form a heat conductor , With regard to the service life of the heater, in particular a glass-phase-free heating conductor material with a particularly low content (in particular ⁇ 100 ppm) of alkalis and alkaline earths is preferred.
- the heater can be permanently and reliably operated at temperatures above 900 ° C, without causing electrochemical corrosion in the contacting of the heating element.
- a heating element with a carrier element and a ceramic film of Al 2 O 3 at 1000 ° C under DC voltage or up to 1200 ° C under AC voltage permanently possible.
- the film-shaped heating element of the heater can be produced with little technological effort by a heat conductor in thick-film technology is printed on the ceramic film, the ceramic film is wrapped around the preferably designed as a carrier tube support member and then the heating element is formed by simple pressureless sintering in air. Through the ceramic foil, the heating element is electrically insulated to the outside and also corrosion resistant. It has very good mechanical strength and hardness values. Due to the very flexible thick-film technology, the power ranges of the heating element can be set individually within wide ranges become.
- the electrical contact of the at least one heating element may preferably be covered with ceramic casting material, wherein it is now electrically isolated and protected from harmful environmental influences such as waterlogging or high humidity, which may occur, for example, when passing normal ambient air through the heater.
- Suitable ceramic casting compounds are temperature change resistant high temperature adhesives.
- the honeycomb-shaped heating element can advantageously be produced in the extruded casting.
- the heating elements can be contacted, for example, by means of a contact terminal and completely electrically isolated.
- the heating conductor or its hot zone preferably extends over more than half the length of the respective heating element.
- the gas passage space or the gas passage spaces is or are connected to a fan.
- Fig. 1 shows a heater 1 with a ceramic heating element 11 which is arranged in a cladding tube 12. Between the outer wall of the heating element 11 and the inner wall of the cladding tube 12, an insulating material 13 is filled, which fixes both the heating element 11 in the cladding tube 12 and the heating element 11 thermally insulated.
- the insulating material 13 may for example be formed of foamed ceramic with closed pores.
- the cladding tube 12 may for example be formed of stainless chromium steel.
- the heating element 11 has a ceramic carrier element 11t, which is constructed from two comb-shaped cross-sectional sub-elements, which engage in one another. In this way, reciprocating, successively connected gas passageways 11l are generated, which thus form a gas passageway in the heating element 11, which is many times longer than the longitudinal extent of the heating element 11. Gas flowing through this gas passageway, for example air, is replaced by an electric Heating conductor heated, which is printed on a carrier 11t enclosing the ceramic sheet 11 k and then permanently connected by sintering with the ceramic film 11 k.
- the one in which in Fig. 1 heating conductor, not shown, is disposed on the underside of the ceramic film 11k, ie it is disposed between the support member 11t and the ceramic film 11k and thus protected against environmental influences.
- the support member 11t and the ceramic film 11k may be formed 3 ceramic having a content of impurities or alkalis, alkaline earths and glassy phase of a total of ⁇ 100 ppm advantageously made of Al 2 O.
- the heating conductor arranged between the carrier element 11t and the ceramic film 11k is formed from a meander-shaped platinum layer and electrically contacted at its two end sections. The heating conductor preferably extends over more than half the length of the heating element 11.
- the heating element 11 further has a connecting piece 14, which is connectable to a fan and which is connected to the upstream input of the carrier element 11t sweeping through the gas passageway. It has proven useful when a gas flow in the range of 5 to 100000 cm 3 / min is set. The optimum value can be easily determined experimentally with regard to the respective local conditions.
- the gas stream emerging at the downstream outlet of the gas passage channel can have a temperature of ⁇ 900 ° C.
- the maximum achievable gas outlet temperature is about 1200 ° C.
- Fig. 2 shows a second embodiment of a heating device according to the invention.
- the support member 11t of the heating element 11 is formed as a ceramic cylinder having a helical groove on its periphery.
- the helical groove is covered gas-tight by the ceramic film 11 k and thus forms a first gas passageway.
- the heating device 1 has a ceramic cladding tube 12 which has on its inner wall a helical groove which forms a second gas passageway which is airtight covered by the ceramic film 11 k.
- the outer diameter of the heating element 11 corresponds to the internal diameter of the cladding tube 12, taking into account a mounting tolerance.
- the extended length of each of the two grooves is greater than the length of the heating element 11, whereby the heat energy of the heating conductor radiated towards the cladding tube is also used to heat the air.
- Fig. 3 shows a third embodiment of the heater according to the invention.
- the outer diameter of the heating element 11 corresponds to the inside diameter of the cladding tube 12, taking into account a mounting tolerance.
- the carrier element 11t is designed as a carrier tube whose interior forms a gas passage 11l, in which a helical coil element 11s is arranged.
- the helical coil member 11s swirls the gas flow passing through the gas passageway 11l, so that the flow of the gas flowing through the gas passageway 11l Fig. 3 not shown heating conductor emitted heat energy is preferably transmitted by convection to the gas stream.
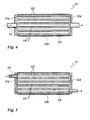
- Fig. 4 shows a heating element 11 with a ceramic support member 11t, which has a plurality of longitudinally extending through holes forming gas passageways 11l (see Fig. 6 ).
- the ceramic foil 11 k is arranged on the outer surface of the carrier element 11t, wherein the ceramic foil 11k has a heating conductor 11h on its inner side facing the carrier element 11tt.
- the support member 11t is frontally covered by cover plates 11d, which are penetrated centrally by pipe socket, wherein one of the pipe socket is designed as a connecting piece 14 for connecting the heating element 11 to a fan.
- the cover disks 11d have, at their sides facing the front sides of the carrier element 11t, a circular recess which covers the through holes and directs the gas flow into the gas passageways 11l or directs the heated gas leaving the gas passageways 11l into the above-mentioned pipe socket.
- the gas passageways 11l are connected to each other in a parallel connection. The gas stream passing through the heating element 11 is therefore split into numerous parallel gas streams which are in direct thermal contact with the heated ceramic of the carrier element 11t.
- Fig. 5 shows a heating element 11, which, like the in Fig. 4 illustrated heating element is formed, with the difference that the recesses formed in the cover plates 11d now each only two adjacent gas passageways interconnect so that the gas flow is alternately passed back and forth.
- the gas passageways 11l are now connected to each other in a series connection.
- Fig. 7 shows a heating element that has a support member 11t as in 4 to 6 has the described, with the difference that the support member 11t has a honeycomb in cross-section structure, wherein the walls of the honeycomb are formed relatively thin, so that the entire structure is insensitive to temperature fluctuations.
- the honeycomb are formed substantially with a square cross-section. But you can also use honeycombs be provided other cross-section, for example, with hexagonal cross-section.
- Fig. 8 shows a heating element that has a support member 11t as in 4 to 6 described heating element, with the difference that the carrier element 11t has only one gas passageway 11l, which is formed in a star-shaped cross-section and therefore has a significantly enlarged compared to a circular cross-section surface.
- the gas passage channel 11l is thus formed with ribs which are parallel to the longitudinal axis of the support member 11t extend.
- the gas to be heated by the heater may preferably be air, care being taken that the gas is a non-flammable gas and / or non-explosive gas unless additional measures are taken to protect the fire and / or Concerning explosion protection.
Abstract
Es wird eine Heizeinrichtung (1) zum Erzeugen extrem heißer Luft beschrieben, umfassend mindestens ein elektrisches Heizelement (11), das auf einem oder in einem keramischen Trägerelement (11t) angeordnet ist oder selbst das Trägerelement ausbildet, wobei das Trägerelement (11t) und/oder das Heizelement (11) einen ersten Gasdurchtrittsraum aufweist, durch den ein Gasstrom durch das Trägerelement (11t) und/oder das Heizelement (11) hindurch leitbar ist. Der erste Luftdurchtrittsraum weist eine größere Länge und/oder eine größeren Umfang als das Trägerelement (11t) und/oder das Heizelement (11) auf.
Description
- Die Erfindung betrifft Heizeinrichtung zur Erzeugung extrem heißer Gase.
- Derartige Heizeinrichtungen werden beispielsweise zum Zünden von festem Brennstoff eingesetzt, insbesondere zum Zünden von nachwachsenden Brennstoffen wie Pellets, Hackschnitzeln oder Scheiten aus Holz oder sonstiger Biomasse wie Mais, Getreide und dergleichen, indem Luft mindestens auf die Zündtemperatur der besagten Brennstoffe erhitzt wird. Die Heizeinrichtungen können aber beispielsweise auch zum Heißluftlöten oder zum Schmelzen von Stoffen eingesetzt werden, wobei hier Inertgas anstelle von Luft bevorzugt sein kann.
- In der
EP 1 972 853 B1 sind eine Zündeinrichtung und eine Verfahren zum Zünden fester Brennstoffe beschrieben, bei dem mindestens ein elektrisches Heizelement in einem Schutzrohr angeordnet ist, das mindestens einen auf eine Keramikfolie gedruckten elektrischen Heizleiter aufweist, wobei die Keramikfolie um ein Trägerrohr gewickelt und mit diesem versintert ist, und wobei durch das Trägerrohr ein Luftstrom leitbar ist. Für hohe Zündleistungen ist vorgesehen, mindestens zwei Heizelemente in dem Schutzrohr anzuordnen. Es ist Aufgabe der Erfindung, eine hinsichtlich des thermischen Wirkungsgrads und des Materialeinsatzes verbesserte Heizeinrichtung anzugeben. - Die Aufgabe der Erfindung wird mit einer Heizeinrichtung zum Erzeugen heißer Gase, umfassend mindestens ein elektrisches Heizelement, das auf einem oder in einem keramischen Trägerelement angeordnet ist oder selbst das Trägerelement ausbildet, wobei das Trägerelement und/oder das Heizelement einen ersten Gasdurchtrittsraum aufweist, durch den ein Gasstrom durch das Trägerelement und/oder das Heizelement hindurch leitbar ist, gelöst, wobei vorgesehen ist, dass der erste Gasdurchtrittsraum eine größere Länge und/oder eine größeren Umfang als das Trägerelement und/oder das Heizelement aufweist.
- Die erfindungsgemäße Heizeinrichtung weist ein gegenüber herkömmlichen Heizelementen wesentlich verbessertes Wärmeübergangsverhalten zwischen dem Heizelement und dem zu erhitzenden Gasstrom auf, weil die Wärmeübergangsfläche gegenüber bisher bekannten Ausführungen wesentlich vergrößert ist.
- Von Vorteil ist weiter, dass die vergrößerte Wärmeübergangsfläche nicht einher geht mit vergrößerten Außenabmessungen des Heizelementes, so dass bei gleichem Materialeinsatz eine verbesserte Heizleistung möglich ist.
- Es können dauerhaft hohe Gastemperaturen im Bereich von 800°C bis 1200°C erreicht werden, so dass eine hohe Strahlungsenergie von der Heizeinrichtung abgestrahlt wird und beispielsweise den festen Brennstoff erhitzt. Beim Hindurchleiten des Luftstroms durch das Trägerelement und/oder Heizelement erhitzt sich die Luft stark und heizt den festen Brennstoff auf, sobald der erhitzte Luftstrom auf den festen Brennstoff trifft. Dies führt zu einer besonders schnellen und energiesparenden Zündung des festen Brennstoffs, wobei die Zeitspanne zur Zündung um etwa ¾ kürzer ist als bei herkömmlichen Zündeinrichtungen. Durch die Gestaltung der Heizeinrichtung wird ein sehr effektiver Wärmeeintrag auf die durch die Heizeinrichtung strömende Luft erreicht, was zu einer derart großen Zündzeitverkürzung führt. So kann der Energieverbrauch zum Zünden des Brennstoffs und die Emission von Rauch, Ruß und Schadgasen, die z. B. beim Zünden von Holz entstehen, deutlich reduziert sein. Beim Einsatz der erfindungsgemäßen Heizeinrichtung zum Heißluftlöten kann beispielsweise der Zeitaufwand zum Löten verringert sein oder es können größere Materialdicken als bisher vorgesehen sein.
- Ein weiterer Vorteil der erfindungsgemäßen Heizeinrichtung ist der im Vergleich zu herkömmlichen Heiz- bzw. Zündeinrichtungen mögliche geringere Preis aufgrund der möglichen einfachen Herstellung und der kompakten Einbauform, wie weiter unten näher beschrieben.
- Es kann vorgesehen sein, dass das Trägerelement mindestens einen auf eine Keramikfolie gedruckten elektrischen Heizleiter aufweist, wobei die Keramikfolie um das Trägerelement gewickelt und mit diesem versintert ist.
- Es kann aber auch vorgesehen sein, dass das Heizelement einen wabenförmigen keramischen Heizleiter aufweist. Der Heizleiter kann beispielsweise aus Siliziumkarbid gebildet sein.
- Es kann vorgesehen sein, dass der erste Gasdurchtrittsraum durch mindestens zwei parallel oder durch mindestens drei in Serie geschaltete
- Gasdurchtrittskanäle gebildet ist, deren Länge gleich der Länge des Trägerelements und/oder des Heizelements ist.
- Weiter kann vorgesehen sein, dass das Trägerelement als ein Mehrlochrohr ausgebildet ist, das mindestens zwei parallel angeordnete Gasdurchtrittskanäle aufweist. Bei diesem Trägerrohr kann es sich beispielsweise um ein Strangpressteil handeln.
- Es kann auch vorgesehen sein, dass das Trägerelement als ein Wabenrohr ausgebildet ist, das mindestens zwei parallel angeordnete Gasdurchtrittskanäle aufweist. Bei diesem Trägerrohr kann es sich beispielsweise um ein Strangpressteil handeln. Die Ausbildung der Waben kann vorzugsweise mit konstanter Wandstärke vorgesehen sein, wobei aufgrund der Formsteifigkeit von Wabenkonstruktionen geringe Wandstärken möglich sind, die trotz hoher Temperaturschwankungen eine hohe Rissbeständigkeit aufweisen können. Die gleichen Vorteile kann das weiter oben beschriebene Heizelement mit dem wabenförmigen keramischen Heizleiter aufweisen.
- Es kann vorgesehen sein, dass der Gasdurchtrittskanal gewunden oder gefaltet ausgebildet ist. Das Trägerelement kann mindestens einen schraubenförmig gewundenen Gasdurchtrittskanal aufweisen. Der schraubenförmig gewundene Gasdurchtrittskanal kann beispielsweise als eine Oberflächennut in einem beispielsweise zylinderförmigen Trägerelement ausgebildet sein, die durch die mit dem elektrischen Heizleiter bedruckte Keramikfolie überdeckt ist, so dass ein langer rohrförmiger Luftdurchtrittskanal gebildet ist. Das Trägerelement kann auch als ein Hohlkörper ausgebildet sein, der zwei ineinandergreifende kammartige Einsätze aufweist, die einen gefalteten Gasdurchtrittskanal bilden. Es kann beispielsweise ein rohrförmiges Trägerelement mit offenen Endabschnitten vorgesehen sein, in das von beiden Seiten die kammartigen Einsätze eingebracht werden, die auf einer Trägerplatte angeordnet sind. Die Trägerplatte kann in ihrem äußeren Randabschnitt stoffschlüssig mit dem rohrförmigen Trägerelement verbunden sein, beispielsweise gekittet sein. Es ist aber auch möglich, Trägerkörper und Einsätze als Grünlinge zusammenzufügen und anschließend gemeinsam zu brennen.
- Weiter kann vorgesehen sein, dass das Trägerelement als ein Hohlkörper ausgebildet ist, dessen Innenfläche im Querschnitt sternförmig ausgebildet ist. Diese Ausbildung zeichnet sich dadurch aus, dass die thermische Materialausdehnung ungehindert möglich ist, so dass Spannungsrisse vermieden sind.
- In einer weiteren vorteilhaften Ausbildung kann vorgesehen sein, dass die Innenfläche des Gasdurchtrittskanals oder die Innenflächen der Gasdurchtrittskanäle parallel zur Längsachse verlaufende Erhebungen und Vertiefungen aufweist bzw. aufweisen. Diese Erhebungen und Vertiefungen vergrößern weiter die Wärmeübergangsfläche und erzeugen weiter Gasverwirbelungen, die den Wärmetransport unterstützen.
- Es kann auch vorgesehen sein, dass die Innenfläche des Gasdurchtrittskanals oder die Innenflächen der Gasdurchtrittskanäle noppenartige Erhebungen und/oder Vertiefungen aufweist bzw. aufweisen.
- Es kann weiter vorgesehen sein, dass das Trägerelement in einem Hüllrohr angeordnet ist. Das Hüllrohr kann beispielsweise als ein Schutzrohr ausgebildet sein.
- Ein zwischen der Außenseite des von dem mindestens einen Heizleiter umgebenen Trägerelements und der Innenwand des Hüllrohrs gebildeter Ringraum kann als Gasdurchtrittsraum ausgebildet sein. Auf diese Weise kann die Effizienz des elektrischen Heizelementes weiter verbessert sein.
- Es kann aber auch vorgesehen sein, dass der zwischen der Außenseite des von dem mindestens einen Heizleiter umgebenen Trägerelements und der Innenwand des Hüllrohrs gebildete Ringraum mit einem wärmeisolierenden Material ausgefüllt ist. Damit kann die rückwärtige Abstrahlung des elektrischen Heizelements verringert sein, so dass mehr Heizleistung zur Erhitzung der in dem Luftdurchtrittsraum strömenden Luft verfügbar ist. Der Wärmeeintrag ins Innere des Trägerelements und damit auf das hindurch strömende Gas, beispielsweise Luft, wird dadurch nochmals erhöht. Es resultiert eine Erhöhung der Temperatur im Trägerelement um bis zu 300°C im Vergleich zu einer Ausführung ohne wärmeisolierendes Material. Als wärmeisolierendes Material haben sich insbesondere Fasermatten, poröse Leichtbausteine oder Keramik, Vakuumformteile und dergleichen bewährt.
- Es kann auch vorgesehen sein, dass auf einem rohrförmigen Trägerelement außen ein folienförmiges Heizelement mit aufgedrucktem Heizleiter und im Innenraum ein wabenförmiges keramisches Heizelement angeordnet ist, so dass der Wärmeübergang von den Heizelementen zum Gasstrom noch weiter verbessert ist.
- Es kann vorgesehen sein, dass das Hüllrohr aus einem Metall oder einer Metall-Legierung gebildet ist. Es hat sich bewährt, wenn das Metall oder die Metall-Legierung für eine Einsatztemperatur im Bereich von 800 bis 1200°C geeignet ist. Insbesondere eignen sich nichtrostende Chromstähle, Warmarbeitsstähle oder hitzebeständige Stähle als Material für das Schutzrohr. Zwar ist auch die Verwendung eines keramischen Schutzrohrs möglich, jedoch können keramische Schutzrohre eine höhere Bruchanfälligkeit und zudem üblicherweise eine höhere Masse aufweisen, die sich gegebenenfalls negativ auf die erreichbare Aufheiz- oder Zündgeschwindigkeit auswirkt.
- Es kann vorgesehen sein, dass das Trägerelement und die Keramikfolie des mindestens einen Heizelements jeweils aus Al2O3, SiC, MoSi2 (mindestens 50%) oder Mischkeramiken aus SiC, MoSi2, Si3N4, TiN (zusammen mindestens 50%) oder aus besagten Mischkeramiken mit Beimengungen von Al2O3, AIN oder von hochtemperaturbeständigen Metallen, wie Pt, W, Mo gebildet sind. Es hat sich insbesondere als vorteilhaft erwiesen, wenn das Trägerelement und die Keramikfolie des mindestens einen Heizelements jeweils vollständig aus Al2O3 gebildet sind, wobei das Al2O3 weniger als 500 ppm an Verunreinigungen umfassend Alkalien (z.B. Natrium, Kalium, Lithium), Erdalkalien (z.B. Kalzium, Magnesium) und Glasphasen (z.B. SiO2) aufweist. Zur Stabilisierung des Al2O3 - Korngefüges, insbesondere zur Vermeidung von Riesenkornwachstum, ist ein MgO-Gehalt bis zu 300 ppm tolerierbar. Bevorzugt weisen das Trägerelement und die Keramikfolie weniger als 100 ppm, insbesondere weniger als 30 ppm an Verunreinigungen auf.
- Es kann weiter vorgesehen sein, dass der mindestens eine Heizleiter aus einem Refraktärmetall, insbesondere aus Wolfram, Platin, Molybdän oder Molybdändisilizid, aus einem elektrisch leitfähigen Keramik-Metall-Komposit oder aus einem elektrisch leitfähigen Keramikmaterial gebildet ist. Refraktärmetalle sind hochschmelzende, unedle Metalle der 4. Nebengruppe (Titan, Zirconium und Hafnium), 5. Nebengruppe (Vanadium, Niob und Tantal) sowie der 6. Nebengruppe (Chrom, Molybdän und Wolfram). Der Schmelzpunkt der Refraktärmetalle liegt über dem Schmelzpunkt von Platin (1772 °C). Refraktärmetalle weisen einen niedrigen Wärmeausdehnungskoeffizienten auf und eine vergleichsweise hohe Leitfähigkeit für Wärme und elektrischen Strom. Durch den positiven Temperaturkoeffizienten des Widerstands von beispielsweise Wolfram oder Platin ist ein damit gebildetes Heizelement quasi selbstbegrenzend. Keramik-Metall-Komposite bzw. Mischungen aus Keramik- und Metallpulvern, wie beispielsweise Mischungen von 60 Vol.-% Al2O3 -Pulver mit 40 Vol.-% Wolfram-, Molybdän- oder Platinpulver, haben sich zur Bildung eines Heizleiters bewährt. Im Hinblick auf die Lebensdauer der Heizeinrichtung ist insbesondere ein glasphasenfreies Heizleitermaterial mit besonders geringem Gehalt (insbesondere < 100 ppm) an Alkalien und Erdalkalien bevorzugt. Es ist so möglich, dass die Heizeinrichtung dauerhaft und zuverlässig bei Temperaturen oberhalb 900°C betrieben werden kann, ohne dass es zu einer elektrochemischen Korrosion im Bereich der Kontaktierung des Heizleiters kommt. So ist beispielsweise ein Betrieb eines Heizelements mit einem Trägerelement und einer Keramikfolie aus Al2O3 bei 1000°C unter Gleichspannung oder bis zu 1200°C unter Wechselspannung dauerhaft möglich.
- Das folienförmige Heizelement der Heizeinrichtung ist mit geringem technologischen Aufwand herstellbar, indem ein Heizleiter in Dickschichttechnik auf die Keramikfolie gedruckt wird, die Keramikfolie um das vorzugsweise als Trägerrohr ausgebildete Trägerelement gewickelt wird und anschließend das Heizelement durch einfaches druckloses Sintern an Luft gebildet wird. Durch die Keramikfolie ist das Heizelement nach außen elektrisch isoliert und außerdem korrosionsbeständig. Es weist sehr gute mechanische Festigkeits-und Härtewerte auf. Aufgrund der sehr flexiblen Dickschichttechnik können die Leistungsbereiche des Heizelements in weiten Bereichen individuell eingestellt werden. Die elektrische Kontaktierung des mindestens einen Heizelements kann vorzugsweise mit keramischer Gussmasse überdeckt werden, wobei es nun elektrisch isoliert und vor schädlichen Umwelteinflüssen wie Staunässe oder hoher Luftfeuchte geschützt ist, die beispielsweise beim Durchleiten von normaler Umgebungsluft durch die Heizeinrichtung auftreten können. Somit wird ein Kurzschluss zwischen den elektrischen Kontakten des mindestens einen Heizelements zuverlässig vermieden. Als keramische Gussmassen eignen sich temperaturwechselbeständige Hochtemperaturkleber. Das wabenförrmige Heizelement kann vorteilhaft im Strangpressguss hergestellt werden. Die Heizelemente können beispielsweise mittels einer Kontaktklemme kontaktiert und vollkommen elektrisch isoliert werden.
- Der Heizleiter bzw. seine heiße Zone erstreckt sich vorzugsweise über mehr als die Hälfte der Länge des jeweiligen Heizelements.
- Es kann vorgesehen sein, dass der Gasdurchtrittsraum oder die Gasdurchtrittsräume mit einem Gebläse verbunden ist bzw. sind.
- Die folgenden Figuren zeigen beispielhaft eine erfindungsgemäße Heizeinrichtung. Es zeigen
- Figur 1
- ein erstes Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung in einer schematischen Schnittdarstellung;
- Fig. 2
- ein zweites Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung in einer schematischen Schnittdarstellung;
- Fig. 3
- ein drittes Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung in einer schematischen Schnittdarstellung;
- Fig. 4
- ein viertes Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung in einer schematischen Schnittdarstellung;
- Fig. 5
- ein fünftes Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung in einer schematischen Schnittdarstellung;
- Fig. 6
- das Heizelement in
Fig. 4 und 5 in einer schematischen perspektivischen Darstellung; - Fig. 7
- das Heizelement in
Fig. 6 in einer zweiten Ausführung; - Fig. 8
- das Heizelement in
Fig. 6 in einer dritten Ausführung. -
Fig. 1 zeigt eine Heizeinrichtung 1 mit einem keramischen Heizelement 11, das in einem Hüllrohr 12 angeordnet ist. Zwischen der Außenwand des Heizelements 11 und der Innenwand des Hüllrohrs 12 ist ein Isoliermaterial 13 eingefüllt, das sowohl das Heizelement 11 in dem Hüllrohr 12 fixiert als auch das Heizelement 11 thermisch isoliert. Das Isoliermaterial 13 kann beispielsweise aus Schaumkeramik mit geschlossenen Poren gebildet sein. Das Hüllrohr 12 kann beispielsweise aus nichtrostendem Chromstahl gebildet sein. - Das Heizelement 11 weist ein keramisches Trägerelement 11t auf, das aus zwei im Querschnitt kammförmigen Teilelementen aufgebaut ist, die ineinandergreifen. Auf diese Weise werden hin- und hergehende hintereinandergeschaltete Gasdurchtrittskanäle 11l erzeugt, die so einen Gasdurchtrittskanal in dem Heizelement 11 bilden, der um ein Vielfaches länger ist als die Längenerstreckung des Heizelements 11. Durch diesen Gasdurchtrittskanal hindurchströmendes Gas, zum Beispiel Luft, wird durch einen elektrischen Heizleiter erhitzt, der auf einer das Trägerelement 11t umhüllende Keramikfolie 11 k aufgedruckt und anschließend durch Sintern mit der Keramikfolie 11 k dauerhaft verbunden ist. Der in dem in dem in
Fig. 1 gezeigten Ausführungsbeispiel nicht dargestellte Heizleiter ist auf der Unterseite der Keramikfolie 11k angeordnet, d. h. er ist zwischen dem Trägerelement 11t und der Keramikfolie 11 k angeordnet und so gegen Umwelteinflüsse geschützt. - Das Trägerelement 11t und die Keramikfolie 11k können vorteilhafterweise aus Al2O3-Keramik mit einem Gehalt an Verunreinigungen bzw. Alkalien, Erdalkalien und Glasphase von insgesamt < 100 ppm gebildet sein. Der zwischen dem Trägerelement 11t und der Keramikfolie 11k angeordnete Heizleiter ist aus einer mäanderförmig strukturierten Platinschicht gebildet und an seinen beiden Endabschnitten elektrisch kontaktiert. Der Heizleiter erstreckt sich dabei vorzugsweise über mehr als die Hälfte der Länge des Heizelements 11.
- Das Heizelement 11 weist weiter einen Anschlussstutzen 14 auf, der mit einem Gebläse verbindbar ist und der mit dem stromaufseitigen Eingang des das Trägerelement 11t durchgreifenden Gastdurchtrittskanals verbunden ist. Dabei hat es sich bewährt, wenn ein Gasstrom im Bereich von 5 bis 100000 cm3/min eingestellt ist. Der optimale Wert kann im Hinblick auf die jeweiligen örtlichen Gegebenheiten in einfacher Weise experimentell ermittelt werden. Der am stromabseitigen Austritt des Gasdurchtrittskanals austretende Gasstrom kann eine Temperatur von ≥ 900°C aufweisen. Die maximal erreichbare Gasaustrittstemperatur beträgt etwa 1200 °C.
-
Fig. 2 zeigt ein zweites Ausführungsbeispiel einer erfindungsgemäßen Heizeinrichtung. - Das Trägerelement 11t des Heizelements 11 ist als ein Keramikzylinder ausgebildet, der an seinem Umfang eine schraubenlinienförmige Nut aufweist. Die schraubenlinienförmige Nut ist von der Keramikfolie 11 k gasdicht überdeckt und bildet so einen ersten Gasdurchtrittskanal. Die Heizeinrichtung 1 weist ein keramisches Hüllrohr 12 auf, das an seiner Innenwand eine schraubenlinienförmige Nut aufweist, die einen zweiten Gasdurchtrittskanal bildet, der von der Keramikfolie 11 k luftdicht überdeckt ist. Der Außendurchmesser des Heizelements 11 entspricht unter Einrechnung einer Montagetoleranz dem Innendurchmesser des Hüllrohrs 12. Die gestreckte Länge jeder der beiden Nuten ist größer als die Länge des Heizelements 11, wobei auch die in Richtung Hüllrohr abgestrahlte Wärmeenergie des Heizleiters zur Erwärmung der Luft genutzt wird.
-
Fig. 3 zeigt ein drittes Ausführungsbeispiel der erfindungsgemäßen Heizeinrichtung. - Der Außendurchmesser des Heizelements 11 entspricht unter Einrechnung einer Montagetoleranz dem Innendurchmesser des Hüllrohrs 12. Das Trägerelement 11t ist als ein Trägerrohr ausgebildet, dessen Innenraum einen Gasdurchtrittskanal 11l bildet, in dem ein Schraubenwendelelement 11s angeordnet ist. Das Schraubenwendelelement 11s verwirbelt den durch den Gasdurchtrittskanal 11l hindurchtretenden Gaststrom, so dass die von dem in
Fig. 3 nicht dargestellten Heizleiter abgegebene Wärmeenergie vorzugsweise durch Konvektion an den Gasstrom übertragen wird. -
Fig. 4 zeigt ein Heizelement 11 mit einem keramischen Trägerelement 11t, das eine Vielzahl von in Längsrichtung erstreckten Durchgangslöchern aufweist, die Gasdurchtrittskanäle 11l bilden (sieheFig. 6 ). Auf der Außenfläche des Trägerelements 11t ist, wie bereits weiter oben beschrieben, die Keramikfolie 11 k angeordnet, wobei die Keramikfolie 11 k auf ihrer dem Trägerelement 11t t zugewandten Innenseite einen Heizleiter 11 h aufweist. - Das Trägerelement 11t ist stirnseitig durch Deckscheiben 11d überdeckt, die zentrisch von Rohrstutzen durchgriffen sind, wobei einer der Rohrstutzen als ein Anschlussstutzen 14 zum Anschluss des Heizelements 11 an ein Gebläse ausgebildet ist. Die Deckscheiben 11d weisen an ihren den Stirnseiten des Trägerelements 11t zugewandten Seiten eine kreisförmige Ausnehmung auf, welche die Durchgangslöcher überdeckt und den Gasstrom in die Gasdurchtrittskanäle 11l leitet bzw. das aus den Gasdurchtrittskanälen 11l austretende erhitzte Gas in den oben genannten Rohrstutzen leitet. Die Gasdurchtrittskanäle 11l sind in einer Parallelschaltung miteinander verbunden. Der durch das Heizelement 11 hindurchtretende Gasstrom wird also in zahlreiche parallele Gasströme aufgespalten, die jeweils mit der erhitzen Keramik des Trägerelements 11t in unmittelbarem Wärmekontakt stehen.
-
Fig. 5 zeigt ein Heizelement 11, das wie das inFig. 4 dargestellte Heizelement ausgebildet ist, mit dem Unterschied, dass die in den Deckscheiben 11d ausgebildeten Ausnehmungen nun jeweils nur zwei benachbarte Gasdurchtrittskanäle miteinander so verbinden, dass der Gasstrom abwechselnd hin und zurück geleitet wird. Die Gasdurchtrittskanäle 11l sind nun in einer Serienschaltung miteinander verbunden. -
Fig. 7 zeigt ein Heizelement, das ein Trägerelement 11t wie das inFig. 4 bis 6 beschriebene Heizelement aufweist, mit dem Unterschied, dass das Trägerelement 11t eine im Querschnitt wabenartige Struktur aufweist, wobei die Wände der Waben relativ dünn ausgebildet sind, so dass die gesamte Struktur unempfindlich gegen Temperaturschwankungen ist. In dem inFig. 7 dargestellten Ausführungsbeispiel sind die Waben im Wesentlichen mit quadratischem Querschnitt ausgebildet. Es können aber auch Waben mit anderem Querschnitt vorgesehen sein, beispielsweise mit sechseckigem Querschnitt. -
Fig. 8 zeigt ein Heizelement, das ein Trägerelement 11t wie das inFig. 4 bis 6 beschriebene Heizelement aufweist, mit dem Unterschied, dass das Trägerelement 11t nur einen Gasdurchtrittskanal 11l aufweist, der im Querschnitt sternförmig ausgebildet ist und deshalb eine im Vergleich zu einem kreisförmigen Querschnitt deutlich vergrößerte Oberfläche aufweist. Der Gasdurchtrittskanal 11l ist folglich mit Rippen ausgebildet, die parallel zur Längsachse des Trägerelements 11t erstreckt sind. Wenngleich eine solche Ausbildung bevorzugt sein kann, weil das Trägerelement 11t durch Strangpressen herstellbar ist, so kann die Innenoberfläche des Trägerelements 11t auch durch beispielsweise noppenförmige Erhebungen und/oder Vertiefungen vergrößert sein. - Bei dem mit der Heizeinrichtung zu erhitzendem Gas kann es sich vorzugsweise um Luft handeln, wobei darauf zu achten ist, dass es sich bei dem Gas um ein nicht brennbares Gas und/oder nicht explosibles Gas handelt, falls nicht zusätzliche Maßnahmen den Brandschutz und/oder Explosionsschutz betreffend, vorgesehen werden.
-
- 1
- Heizeinrichtung
- 11
- Heizelement
- 11 d
- Deckscheibe
- 11 h
- Heizleiter
- 11 k
- Keramikfolie
- 11l
- Luftdurchtrittskanal
- 11 s
- Schraubenwendelelement
- 11t t
- Trägerelement
- 12
- Hüllrohr
- 13
- Isoliermaterial
- 14
- Anschlussstutzen
Claims (17)
- Heizeinrichtung (1) zum Erzeugen heißer Gase, umfassend mindestens ein elektrisches Heizelement (11), das auf einem oder in einem keramischen Trägerelement (11t) angeordnet ist oder selbst das Trägerelement ausbildet, wobei das Trägerelement (11t) und/oder das Heizelement (11) einen ersten Gasdurchtrittsraum aufweist, durch den ein Gasstrom durch das Trägerelement (11t) und/oder das Heizelement (11) hindurch leitbar ist,
dadurch gekennzeichnet,
dass der erste Gasdurchtrittsraum eine größere Länge und/oder eine größeren Umfang als das Trägerelement (11t) und/oder das Heizelement (11) aufweist. - Heizeinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass das Trägerelement (11t) mindestens einen auf eine Keramikfolie (11k) gedruckten elektrischen Heizleiter (11 h) aufweist, wobei die Keramikfolie (11k) um das Trägerelement (11t) gewickelt und mit diesem versintert ist. - Heizeinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass das Heizelement (11) einen wabenförmigen keramischen Heizleiter (11 h) aufweist. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass der erste Gasdurchtrittsraum durch mindestens zwei parallel oder durch mindestens drei in Serie geschaltete Gasdurchtrittskanäle (11l) gebildet ist, deren Länge gleich der Länge des Trägerelements (11t) und/oder des Heizelements (11) ist. - Heizeinrichtung nach Anspruch 4,
dadurch gekennzeichnet,
dass das Trägerelement (11t) als ein Mehrlochrohr ausgebildet ist, das mindestens zwei parallel angeordnete Gasdurchtrittskanäle (11l) aufweist. - Heizeinrichtung nach Anspruch 4,
dadurch gekennzeichnet,
dass das Trägerelement (11t) als ein Wabenrohr ausgebildet ist, das mindestens zwei parallel angeordnete Gasdurchtrittskanäle (11l) aufweist. - Heizeinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass der mindestens eine Gasdurchtrittskanal gewunden oder gefaltet ausgebildet ist. - Heizeinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass das Trägerelement (11 t) als ein Hohlkörper ausgebildet ist, dessen Innenfläche im Querschnitt sternförmig ausgebildet ist. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass die Innenfläche des Gasdurchtrittskanals oder die Innenflächen der Gasdurchtrittskanäle parallel zur Längsachse verlaufende Erhebungen und/oder Vertiefungen aufweist bzw. aufweisen. - Heizeinrichtung nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet,
dass die Innenfläche des Gasdurchtrittskanals oder die Innenflächen der Gasdurchtrittskanäle noppenartige Erhebungen und/oder Vertiefungen aufweist bzw. aufweisen. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass das mindestens eine Heizelement (11) in einem Hüllrohr (12) angeordnet ist. - Heizeinrichtung nach Anspruch 11,
dadurch gekennzeichnet,
dass ein zwischen der Außenseite des mindestens einen Heizelements (11) und der Innenwand des Hüllrohrs (12) gebildeter Ringraum als ein zweiter Gasdurchtrittsraum ausgebildet ist. - Heizeinrichtung nach Anspruch 11,
dadurch gekennzeichnet,
dass der zwischen der Außenseite des mindestens einen Heizelements (11) und der Innenwand des Hüllrohrs (12) gebildete Ringraum mit einem wärmeisolierenden Material ausgefüllt ist. - Heizeinrichtung nach Anspruch 12 oder 13,
dadurch gekennzeichnet,
dass das Hüllrohr (12) aus einem Metall oder einer Metall-Legierung gebildet ist. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass das Trägerelement (11t) und die Keramikfolie (11k) des mindestens einen Heizelements (11) jeweils aus Al2O3, SiC, MoSi2 (mindestens 50%) oder Mischkeramiken aus SiC, MoSi2, Si3N4, TiN (zusammen mindestens 50%) oder aus besagten Mischkeramiken mit Beimengungen von Al2O3, AIN oder von hochtemperaturbeständigen Metallen, wie Pt, W, Mo gebildet sind. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass der mindestens eine Heizleiter (11 h) aus einem Refraktärmetall, insbesondere aus Wolfram, Platin, Molybdän oder Molybdändisilizid, aus einem elektrisch leitfähigen Keramik-Metall-Komposit oder aus einem elektrisch leitfähigen Keramikmaterial gebildet ist. - Heizeinrichtung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
dass der erste Gasdurchtrittsraum oder der zweite Gasdurchtrittsraum mit einem Gebläse verbunden ist bzw. sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09016118A EP2354704A1 (de) | 2009-12-30 | 2009-12-30 | Heizeinrichtung zur Erzeugung extrem heißer Gase |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09016118A EP2354704A1 (de) | 2009-12-30 | 2009-12-30 | Heizeinrichtung zur Erzeugung extrem heißer Gase |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2354704A1 true EP2354704A1 (de) | 2011-08-10 |
Family
ID=41719063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09016118A Withdrawn EP2354704A1 (de) | 2009-12-30 | 2009-12-30 | Heizeinrichtung zur Erzeugung extrem heißer Gase |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2354704A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103839853A (zh) * | 2012-11-21 | 2014-06-04 | 北京北方微电子基地设备工艺研究中心有限责任公司 | 一种衬底处理系统 |
| CN104315713A (zh) * | 2014-11-04 | 2015-01-28 | 广东美的生活电器制造有限公司 | 电加热器件和电水壶 |
| CN108489086A (zh) * | 2018-04-19 | 2018-09-04 | 镇江市恒升达化工科技有限公司 | 防爆电加热器 |
| DE102018109643A1 (de) * | 2018-04-23 | 2019-10-24 | Eisenmann Se | Vorrichtung und Verfahren zum Erhitzen von Gas für einen Hochtemperaturofen |
| WO2021250215A1 (en) * | 2020-06-11 | 2021-12-16 | Kanthal Ab | Electric gas heater |
| EP4038324A4 (de) * | 2019-10-01 | 2023-10-25 | Kanthal AB | Elektrische gasheizvorrichtung und system von elektrischen gasheizvorrichtungen |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB862063A (en) * | 1958-09-12 | 1961-03-01 | Gen Electric Co Ltd | Improvements in or relating to electrically operated solid fuel igniters |
| AU541453B3 (en) * | 1984-07-11 | 1984-02-28 | Peter Fischer | Electric firelighter |
| JPS6433434A (en) * | 1987-07-29 | 1989-02-03 | Ikeno Sangyo Kk | Sealed type space heater |
| DE3925549A1 (de) * | 1989-08-02 | 1991-02-07 | Inter Control Koehler Hermann | Heizeinrichtung |
| US5655599A (en) * | 1995-06-21 | 1997-08-12 | Gas Research Institute | Radiant tubes having internal fins |
| JPH11233245A (ja) * | 1998-02-10 | 1999-08-27 | Kogi Corp | ガス体昇温装置 |
| US20040089650A1 (en) * | 2002-11-08 | 2004-05-13 | Diepholz Dexter E. | High efficiency inline fluid heater |
| US20050085057A1 (en) * | 2002-11-12 | 2005-04-21 | Manabu Hashikura | Gas heating method and gas heating device |
| EP1972853A1 (de) * | 2007-03-23 | 2008-09-24 | Rauschert Steinbach GmbH | Zündeinrichtungen und deren Verwendung sowie Verfahren zum Zünden festen Brennstoffs |
| WO2008142568A2 (en) * | 2007-05-18 | 2008-11-27 | Life Safety Distribution Ag | Thermally insulating ceramic substrates for gas sensors |
| EP2009365A1 (de) * | 2006-04-14 | 2008-12-31 | Bridgestone Corporation | In-line-heizvorrichtung und verfahren zu deren herstellung |
-
2009
- 2009-12-30 EP EP09016118A patent/EP2354704A1/de not_active Withdrawn
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB862063A (en) * | 1958-09-12 | 1961-03-01 | Gen Electric Co Ltd | Improvements in or relating to electrically operated solid fuel igniters |
| AU541453B3 (en) * | 1984-07-11 | 1984-02-28 | Peter Fischer | Electric firelighter |
| JPS6433434A (en) * | 1987-07-29 | 1989-02-03 | Ikeno Sangyo Kk | Sealed type space heater |
| DE3925549A1 (de) * | 1989-08-02 | 1991-02-07 | Inter Control Koehler Hermann | Heizeinrichtung |
| US5655599A (en) * | 1995-06-21 | 1997-08-12 | Gas Research Institute | Radiant tubes having internal fins |
| JPH11233245A (ja) * | 1998-02-10 | 1999-08-27 | Kogi Corp | ガス体昇温装置 |
| US20040089650A1 (en) * | 2002-11-08 | 2004-05-13 | Diepholz Dexter E. | High efficiency inline fluid heater |
| US20050085057A1 (en) * | 2002-11-12 | 2005-04-21 | Manabu Hashikura | Gas heating method and gas heating device |
| EP2009365A1 (de) * | 2006-04-14 | 2008-12-31 | Bridgestone Corporation | In-line-heizvorrichtung und verfahren zu deren herstellung |
| EP1972853A1 (de) * | 2007-03-23 | 2008-09-24 | Rauschert Steinbach GmbH | Zündeinrichtungen und deren Verwendung sowie Verfahren zum Zünden festen Brennstoffs |
| EP1972853B1 (de) | 2007-03-23 | 2009-11-11 | Rauschert Steinbach GmbH | Zündeinrichtungen und Verfahren zum Zünden festen Brennstoffs |
| WO2008142568A2 (en) * | 2007-05-18 | 2008-11-27 | Life Safety Distribution Ag | Thermally insulating ceramic substrates for gas sensors |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103839853A (zh) * | 2012-11-21 | 2014-06-04 | 北京北方微电子基地设备工艺研究中心有限责任公司 | 一种衬底处理系统 |
| CN104315713A (zh) * | 2014-11-04 | 2015-01-28 | 广东美的生活电器制造有限公司 | 电加热器件和电水壶 |
| CN108489086A (zh) * | 2018-04-19 | 2018-09-04 | 镇江市恒升达化工科技有限公司 | 防爆电加热器 |
| DE102018109643A1 (de) * | 2018-04-23 | 2019-10-24 | Eisenmann Se | Vorrichtung und Verfahren zum Erhitzen von Gas für einen Hochtemperaturofen |
| EP4038324A4 (de) * | 2019-10-01 | 2023-10-25 | Kanthal AB | Elektrische gasheizvorrichtung und system von elektrischen gasheizvorrichtungen |
| WO2021250215A1 (en) * | 2020-06-11 | 2021-12-16 | Kanthal Ab | Electric gas heater |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2354704A1 (de) | Heizeinrichtung zur Erzeugung extrem heißer Gase | |
| EP0412103B2 (de) | Elektrisch leitfähiger wabenkörper und verfahren zu seiner überwachung und seinem betrieb als abgas-katalysator-trägerkörper | |
| DE602005006099T2 (de) | Durchlaufbrennofen und verfahren zur herstellung eines porösen keramikglieds damit | |
| DE602005003538T2 (de) | Brennofen und verfahren zur herstellung von keramischen teilen mit diesem brennofen | |
| EP1972853B1 (de) | Zündeinrichtungen und Verfahren zum Zünden festen Brennstoffs | |
| EP0324043B1 (de) | Industriebrenner mit rekuperativer Luftvorwärmung, insbesondere zur Beheizung von Ofenräumen von Industrieöfen | |
| DE4410820A1 (de) | Zusatzluft-Zuführgerät für eine Verbrennungsmaschine und Gaserwärmungsgerät für dieses | |
| WO2007085415A1 (de) | Heizelement für eine heisslufteinrichtung | |
| DE112016005249T5 (de) | Heizvorrichtung vom wabentyp und verfahren zu deren verwendung | |
| WO1990012951A1 (de) | Elektrisch leitfähiger wabenkörper mit mechanisch belastbaren elektrisch isolierenden zwischenschichten | |
| EP1476696A1 (de) | Als flächenstrahler ausgebildeter infrarot-strahler | |
| KR102364910B1 (ko) | 크롬 합금 몰리브덴 디실리사이드를 포함하는 가열 요소 및 그의 용도 | |
| US20210395154A1 (en) | Conductive ceramic honeycombs with resistive heating capability and methods of making the same | |
| EP0711496B1 (de) | Keramisches heizelement sowie verfahren zur herstellung eines solchen heizelements | |
| DE60029855T2 (de) | Thermoelektrische Elemente | |
| DE19856087A1 (de) | Elektrischer Durchlauferhitzer und Verfahren zu seiner Herstellung | |
| DE2149764A1 (de) | Elektrisch leitende Heizelemente | |
| DE102004014092B4 (de) | Vorrichtung zur Umwandlung von Kohlenwasserstoffgas und Wasserdampf in Wasserstoff und weitere Reformerprodukte | |
| AT520068B1 (de) | Heizeinrichtung | |
| DE19801407A1 (de) | Brennkammer für Hochleistungstriebwerke und Düsen | |
| DE102005024623B4 (de) | Verfahren zum Herstellen eines keramischen Glühstiftes für eine Glühkerze | |
| WO2009087126A2 (de) | Plattenförmiger keramischer wärmestrahlkörper eines infrarot-flächenstrahlers | |
| DE904330C (de) | Elektrisch beheizter Hochtemperaturofen | |
| DE19609128A1 (de) | Elektrischer Saunaofen | |
| KR102198655B1 (ko) | 가열 요소 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20120210 |
|
| 17Q | First examination report despatched |
Effective date: 20120620 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140103 |