EP2199017A1 - Schwingungsarmes Maschinenkonzept - Google Patents
Schwingungsarmes Maschinenkonzept Download PDFInfo
- Publication number
- EP2199017A1 EP2199017A1 EP08171934A EP08171934A EP2199017A1 EP 2199017 A1 EP2199017 A1 EP 2199017A1 EP 08171934 A EP08171934 A EP 08171934A EP 08171934 A EP08171934 A EP 08171934A EP 2199017 A1 EP2199017 A1 EP 2199017A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine
- machine bed
- locking device
- sanding unit
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/007—Weight compensation; Temperature compensation; Vibration damping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/06—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving conveyor belts, a sequence of travelling work-tables or the like
Definitions
- the present invention relates to a grinding unit for processing substantially plate-shaped workpieces, the workpieces preferably at least partially made of wood, wood-based materials, plastic, metal or a combination thereof.
- a grinding unit is used in particular in the refinement of workpiece surfaces of such workpieces.
- EP 1 669 163 A1 a grinding unit, which has an endless grinding belt for machining workpieces.
- a roller is rotatably mounted on the machine head, and is driven by a likewise mounted on the machine head drive means.
- lifting means are provided for lifting the roller.
- grinding machines according to this and further prior art have the disadvantage that the machine upper part is exposed to strong vibrations, which in turn influence the grinding result.
- the surface structure of a workpiece to be machined thus depends inter alia also on vibrations of the grinding aggregate which result from the operating state of the aggregate.
- the present invention is thus also intended to ensure exact controllability of the processing result and the associated reproducibility.
- the invention is based on the idea to design a grinding unit in such a way that vibrations of the machine head can be avoided or derived in a favorable manner.
- the present invention provides a grinding unit comprising: a machine bed having a workpiece support surface, an engine top communicating with the machine bed, the machine top being movable in a direction substantially perpendicular to the workpiece support surface, and drive means for driving an abrasive, in particular an electric motor.
- the grinding unit according to the invention is characterized in that the drive means is fixed to the machine bed.
- the machine bed is commonly formed in a processing machine as the grinding unit according to the invention as a rigid body with high mass.
- the on the machine bed fastened machine head is thus stimulated to a much lesser extent by the drive means than was the case with a directly attached to the machine head drive means. Consequently, the present grinding unit can reduce the vibrations of the machine head, which in turn has a positive effect on the machining result and its targeted influence.
- the grinding unit according to the invention is characterized in that the movable machine head can be fixed by means of a locking device with respect to the machine bed.
- the machine head can be selectively fixed at the time of processing on the machine bed, while the mobility of the machine head is ensured in a direction substantially perpendicular to the workpiece support surface direction to the machine bed after releasing the locking device.
- the locking device can thus be controlled specifically and in accordance with the adjustment of the machine head and / or the grinding drive.
- the flexibility of the grinding unit is guaranteed with respect to different workpiece thicknesses.
- a system can be connected to the grinding unit, with which the respective workpiece thickness can be detected, and accordingly the adjustment of the machine head and the locking device can be controlled.
- the abrasive means driven by the drive means is a circulating belt grinding means. With this larger areas of plate-shaped workpieces can be processed evenly in continuous operation.
- the grinding unit according to the invention can be characterized in that the machine head is guided relative to the machine bed in a linear guide. Consequently, the stepless adjustability of the machine head relative to the machine bed in a vertical direction can be ensured, and the machine head can be adjusted according to the workpiece thickness of the plate-shaped workpiece to be worked.
- the grinding unit is characterized in that the drive means is in communication with the abrasive via a belt to drive the abrasive. In this way it can be ensured that the drive means is fixed to the machine bed, but at the same time can drive an abrasive located on the machine upper part.
- a grinding unit according to the invention is characterized in that the belt is guided over an adjustable deflection roller, wherein the deflection roller can be adjusted in accordance with a movement of the machine upper part to ensure a sufficient belt tension. Consequently, according to this embodiment of the invention, a continuous production of the machine head with respect to the machine bed can be carried out while the belt tension is always the same. Guiding the belt over a pulley is a relatively simple structural measure to achieve the objects of the present invention.
- a grinding unit according to this embodiment provides a variable system, which, however, can be realized structurally in a simple manner.
- the grinding unit is characterized in that the workpiece support surface has a conveyor belt, which conveyor belt is guided over rollers fixed to the machine bed.
- the grinding unit according to the invention is suitable for a continuous operation, so that high quantities can be processed.
- a grinding unit may be characterized in that the locking device used is a pneumatic brake. This can then be controlled to determine the machine head with respect to the machine bed according to flexible and targeted, to exert a braking effect or in turn to solve them.
- the locking device used is a pneumatic brake. This can then be controlled to determine the machine head with respect to the machine bed according to flexible and targeted, to exert a braking effect or in turn to solve them.
- the locking device is attached to the machine bed and can be guided or detected along a guide element attached to the machine head.
- the locking device can perform a locking movement in a plane parallel to the workpiece support surface.
- the machine head can be moved with respect to the machine bed in a vertical direction, wherein the movement of the machine head is substantially perpendicular to the direction of the braking force of the locking device.
- the locking device has a clamping device which is preferably guided in a groove provided on the guide element.
- a clamping device which is preferably guided in a groove provided on the guide element.
- the locking device may comprise a guide pin which is guided in a groove provided in the guide element. In this way, an additional guide for the relative movement between the machine head and machine bed is provided.
- the grinding unit is characterized in that the machine bed consists at least in sections of a high-strength concrete and is preferably made in one piece.
- Such a machine bed contributes in a special way to avoid vibrations of the machine head and is therefore particularly suitable for achieving the objectives of the present invention.
- the machine bed can also be made of a cast material without departing from the basic idea of the present invention.
- Fig. 1 shows an embodiment of a grinding unit 1 with two abrasive belts 21, 22 in a partially sectioned view.
- the grinding unit 1 in this case has a machine bed 2, as well as a machine head 3 mounted in the vertical direction above.
- the machine head 3 is movable relative to the machine bed 2 (indicated by arrows).
- FIG. 1 schematically to recognize holes 42 per drive means 4, which extend in a vertical direction and in which screw connections, not shown, can be screwed to fix the drive means 4 on the machine bed 2.
- the drive means 4 have an engine body 43 and a drive pulley 41, wherein the axes 44 of the drive pulleys 41 extend in a horizontal direction transversely to the feed direction of the workpieces to be machined explained in more detail later.
- a belt 5 is wound, which is driven via the respective drive pulley 41.
- two belts 5 are provided for driving the two abrasive belts 21, 22.
- the belt 5 is further guided over the deflecting rollers 6a and 6b attached to the machine bed 2, and drives the machine upper part 4 mounted roller 8 and the rollers 8a and 8b.
- the axes of rotation of all said rollers 6a, 6b, 8, 8a, 8b run in a substantially horizontal direction, and are aligned substantially parallel to the axis 44 of the corresponding drive pulley 44.
- Fig. 1 the embodiment of a grinding machine with two abrasive belts 21, 22 is shown. These sanding belts 21, 22 are guided between the roller 8 driven by the belt 5 and the driven rollers 8a, 8b and a respective deflecting roller 32 arranged above it. All rollers for guiding the abrasive belts 21, 22 are attached to the machine head 3.
- the belt 5 can always be kept in the tensioned state by adjusting the deflection roller 6a.
- the storage of the adjustable guide roller 6a may be provided with a dynamometer to always ensure sufficient tension of the drive belt.
- the described adjustability of the machine upper part 3 relative to the machine bed 2 is carried out by means of a mechanical adjusting device 9.
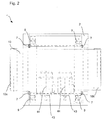
- a mechanical adjusting device 9 Like the top view in Fig. 2 can be seen, four mechanical adjusting devices 9 are provided for adjusting the machine head 3. These are driven in each case via a connected to the machine bed 2 and arranged below this angle gear 9a.
- the grinding unit 1 of the present embodiment a conveyor belt 10, which serves as a workpiece support surface.
- the conveyor belt 10 is guided and driven at the entrance area or at the end area of the grinding unit 1 by means of rollers 10a, 10b. Through this structure, a continuous processing is possible.
- the grinding unit 1 further comprises a total of four locking devices 7, two each on one side of the conveyor belt 10.
- a locking device 7 is in Fig. 3 shown in a schematic side view.
- the locking device 7 of the present embodiment a pneumatic brake, has a brake body 71 formed in the shape of a rectangular cube.
- the machine head 3 along a vertically extending groove 32 relative to the attached to the machine bed 2 locking device 7 is movable.
- the vertical groove 32 extends within a guide element 31 connected to the machine upper part 3.
- at least one pin 72 is provided on the locking device 7 and is guided in the vertical groove 32.
- the braking force is perpendicular to the plane of the drawing shown.
- the grinding unit 1 can be operated as follows. By means of a measuring device, the thickness of a component is determined, and passed the detected value to a control unit. Subsequently, the machine head 1 3 is moved relative to the machine bed 2, so that the distance between the sanding belt / sanding belts and the conveyor belt 10 is adjusted according to the processing. Subsequently, the machine head 3 is firmly connected by means of the locking device 7 with the machine bed 2.
- the workpiece to be machined is moved by means of the conveyor belt 10 after loading in the direction of the grinding belt / belts, and the processing is performed. Subsequently, the workpiece is again conveyed out of the processing area, and can be removed manually or mechanically at the end of the conveyor belt.
- the locking device 7 is released so that the machine upper part 3 in turn can be moved relative to the machine bed 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Schleifaggregat zur Bearbeitung von im Wesentlichen plattenförmigen Werkstücken, wobei die Werkstücke bevorzugt zumindest abschnittsweise aus Holz, Holzwerkstoffen, Kunststoff, Metall oder einer Kombination hiervon bestehen. Ein solches Schleifaggregat kommt im Besonderen bei der Veredelung von Werkstückoberflächen derartiger Werkstücke zum Einsatz.
- Im Stand der Technik sind eine Vielzahl von Schleifaggregaten bekannt, um plattenförmige Werkstücke der eingangs genannten Art bearbeiten zu können. Beispielsweise offenbart die europäische Patentanmeldung
EP 1 669 163 A1 ein Schleifaggregat, welches zur Bearbeitung von Werkstücken ein Endlosschleifband aufweist. So ist eine Rolle am Maschinenoberteil drehbar gelagert, und wird von einem ebenfalls am Maschinenoberteil angebrachten Antriebsmittel angetrieben. Um das Schleifband während der Bearbeitung im eingespannten Zustand zu halten, sind Hebemittel zum Anheben der Rolle vorgesehen. - Allerdings haben Schleifmaschinen gemäß diesem und weiterem Stand der Technik den Nachteil, dass das Maschinenoberteil starken Schwingungen ausgesetzt ist, welche wiederum Einfluss auf das Schleifergebnis nehmen. Die Oberflächenstruktur eines zu bearbeitenden Werkstücks hängt somit unter anderem auch von Schwingungen des Schleifaggregats ab, welche sich aus dem Betriebzustand des Aggregats ergeben.
- Es ist Ziel der vorliegenden Erfindung ein Schleifaggregat bereitzustellen, bei dem Schwingungen insbesondere des Maschinenoberteils auf ein Minimum reduziert werden, und somit das Bearbeitungsergebnis verbessert und/oder gezielter beeinflusst werden kann. Die vorliegende Erfindung soll somit auch eine exakte Steuerbarkeit des Bearbeitungsergebnisses sowie die damit verbundene Reproduzierbarkeit sicherstellen.
- Der Erfindung liegt der Gedanke zugrunde, ein Schleifaggregat derart auszugestalten, dass Schwingungen des Maschinenoberteils vermieden bzw. günstig abgeleitet werden können.
- Das Ziel der vorliegenden Erfindung wird durch ein Schleifaggregat gemäß Anspruch 1 erreicht. Bevorzugte Ausführungsformen finden sich in den abhängigen Ansprüchen.
- Demnach stellt die vorliegende Erfindung ein Schleifaggregat bereit, welches umfasst: ein Maschinenbett mit einer Werkstückauflagefläche, ein mit dem Maschinenbett in Verbindung stehendes Maschinenoberteil, wobei das Maschinenoberteil in einer zur Werkstückauflagefläche im Wesentlichen senkrechten Richtung beweglich ist, sowie ein Antriebsmittel zum Antreiben eines Schleifmittels, insbesondere eines Elektromotors. Das erfindungsgemäße Schleifaggregat zeichnet sich dadurch aus, dass das Antriebsmittel am Maschinenbett befestigt ist.
- Dies hat gegenüber dem Stand der Technik den Vorteil, dass die Schwingungen des Antriebsmittels/der Antriebsmittel direkt in das Maschinenbett abgeleitet werden können. Das Maschinenbett ist bei einer Bearbeitungsmaschine wie dem erfindungsgemäßen Schleifaggregat gängigerweise als steifer Körper mit hoher Masse ausgebildet. Das am Maschinenbett befestigte Maschinenoberteil wird somit im weitaus geringeren Maße durch das Antriebsmittel angeregt als das bei einem direkt am Maschinenoberteil befestigten Antriebsmittel der Fall war. Folglich kann das vorliegende Schleifaggregat die Schwingungen des Maschinenoberteils reduzieren, was sich wiederum positiv auf das Bearbeitungsergebnis und dessen gezielte Beeinflussung auswirkt.
- Weiter hat eine derartige Anordnung den Vorteil, dass das Antriebsmittel beim Verstellen des Maschinenoberteils relativ zum Maschinenbett nicht mit angehoben bzw. gesenkt werden muss. Hierdurch kann der Antrieb der Höhenverstellung des Maschinenoberteils einfacher und leichter ausgebildet werden. Darüber hinaus können Energiekosten beim vielfachen Heben und Senken des Maschinenoberteils eingespart werden, da dieses ohne das Antriebsmittel ein geringeres Gewicht aufweist.
- Gemäß einer weiteren bevorzugten Ausführungsform zeichnet sich das erfindungsgemäße Schleifaggregat dadurch aus, dass das bewegliche Maschinenoberteil mit Hilfe einer Feststellvorrichtung in Bezug auf das Maschinenbett fixiert werden kann. Somit lässt sich das Maschinenoberteil zum Zeitpunkt einer Bearbeitung am Maschinenbett gezielt fixieren, während nach Lösen der Feststellvorrichtung die Beweglichkeit des Maschinenoberteils in einer zur Werkstückauflagefläche im Wesentlichen senkrechten Richtung zum Maschinenbett sichergestellt ist. Die Feststellvorrichtung kann also gezielt und in Übereinstimmung mit der Verstellung des Maschinenoberteils und/ oder des Schleifantriebs angesteuert werden. Somit ist die Flexibilität des Schleifaggregats hinsichtlich unterschiedlicher Werkstückdicken gewährleistet. Auch kann ein System mit dem Schleifaggregat verbunden werden, mit dem die jeweilige Werkstückdicke erfasst werden kann, und dementsprechend die Verstellung des Maschinenoberteils und der Feststellvorrichtung angesteuert werden kann.
- Gemäß einer weiteren Ausführungsform des erfindungsgemäßen Schleifaggregats handelt es sich bei dem durch das Antriebsmittel angetriebene Schleifmittel um ein umlaufendes Bandschleifmittel. Mit diesem können größere Flächen von plattenförmigen Werkstücken im Durchlaufbetrieb gleichmäßig bearbeitet werden.
- Weiter kann sich das erfindungsgemäße Schleifaggregat dadurch auszeichnen, dass das Maschinenoberteil relativ zum Maschinenbett in einer linearen Führung geführt wird. Folglich kann die stufenlose Verstellbarkeit des Maschinenoberteils relativ zum Maschinenbett in einer senkrechten Richtung sichergestellt werden, und das Maschinenoberteil kann entsprechend der Werkstückdicke des zu bearbeitenden plattenförmigen Werkstücks angepasst werden.
- Gemäß einer weiteren Ausführungsform zeichnet sich das Schleifaggregat dadurch aus, dass das Antriebsmittel mit dem Schleifmittel über einen Riemen in Verbindung steht, um das Schleifmittel anzutreiben. Auf diese Weise kann sichergestellt werden, dass das Antriebsmittel am Maschinenbett befestigt ist, gleichzeitig jedoch ein am Maschinenoberteil befindliches Schleifmittel antreiben kann. Weiter zeichnet sich ein Schleifaggregat gemäß der Erfindung dadurch aus, dass der Riemen über eine verstellbare Umlenkrolle geführt wird, wobei die Umlenkrolle in Übereinstimmung mit einer Bewegung des Maschinenoberteils verstellt werden kann, um eine ausreichende Riemenspannung zu gewährleisten. Folglich kann gemäß dieser Ausführungsform der Erfindung ein stufenloses Erstellen des Maschinenoberteils hinsichtlich des Maschinenbetts bei stets gleichbleibender Riemenspannung durchgeführt werden. Das Führen des Riemens über eine Umlenkrolle ist eine relativ einfache bauliche Maßnahme, um die Ziele der vorliegenden Erfindung zu erreichen. Somit bietet ein Schleifaggregat gemäß dieser Ausführungsform ein variables System, welches konstruktiv jedoch auf einfache Weise zu realisieren ist.
- Gemäß einer weiteren Ausführungsform zeichnet sich das Schleifaggregat dadurch aus, dass die Werkstückauflagefläche ein Förderband aufweist, welches Förderband über am Maschinenbett befestigte Rollen geführt wird. Somit ist das erfindungsgemäße Schleifaggregat für einen Durchlaufbetrieb geeignet, so dass hohe Stückzahlen verarbeitet werden können.
- Weiter kann sich ein Schleifaggregat dadurch kennzeichnen, dass die verwendete Feststellvorrichtung eine pneumatische Bremse ist. Diese kann dann zum Feststellen des Maschinenoberteils bezüglich des Maschinenbetts entsprechend flexibel und gezielt angesteuert werden, um eine Bremswirkung auszuüben oder diese wiederum zu lösen.
- Gemäß einer weiteren Ausgestaltung ist die Feststellvorrichtung am Maschinenbett befestigt und kann entlang eines am Maschinenoberteil befestigten Führungselements geführt bzw. festgestellt werden.
- Weiter kann die Feststellvorrichtung eine Feststellbewegung in einer zur Werkstückauflagefläche parallelen Ebene durchführen. So kann das Maschinenoberteil bezüglich dem Maschinenbett in einer vertikalen Richtung bewegt werden, wobei die Bewegung des Maschinenoberteils im Wesentlichen senkrecht zur Richtung der Bremskraft der Feststellvorrichtung verläuft.
- Gemäß einer weiteren Ausführungsform weist die Feststellvorrichtung eine Klemmvorrichtung auf, welche bevorzugt in einer am Führungselement vorgesehenen Nut geführt wird. Somit wird zum einen eine zusätzliche Führung des Maschinenoberteils bei dessen Bewegung bereitgestellt, während die Feststellvorrichtung mittels der Klemmvorrichtung eine Feststellbewegung ausführt, um das Maschinenoberteil relativ zum Maschinenbett zu fixieren.
- Weiter kann die Feststellvorrichtung einen Führungszapfen aufweisen, der in einer im Führungselement vorgesehenen Nut geführt wird. Auf diese Weise wird eine zusätzliche Führung für die relative Bewegung zwischen Maschinenoberteil und Maschinenbett bereitgestellt.
- Gemäß einer Ausführungsform der vorliegenden Erfindung zeichnet sich das Schleifaggregat dadurch aus, dass das Maschinenbett zumindest abschnittsweise aus einem hochfesten Beton besteht und bevorzugt einteilig ausgeführt ist. Ein derartiges Maschinenbett trägt in besonderer Weise zur Vermeidung von Schwingungen des Maschinenoberteils bei und ist zum Erreichen der Ziele der vorliegenden Erfindung deshalb besonders geeignet. Jedoch kann das Maschinenbett auch aus einem Gusswerkstoff hergestellt werden, ohne von der grundlegenden Idee der vorliegenden Erfindung abzuweichen.
- Weiter ist ein Verfahren Gegenstand der vorliegenden Erfindung nach Anspruch 14. Die Vorteile des erfindungsgemäßen Verfahrens sind die gleichen wie die bereits zu den Vorrichtungsansprüchen erwähnten. So können beim Betrieb des Schleifaggregats unter anderem die Schwingungen direkt in das Maschinenbett abgeleitet werden, weshalb Schwingungen des Maschinenoberteils reduziert werden können.
- Anhand der angehängten Zeichnungen wird nun eine bevorzugte Ausführungsform der vorliegenden Erfindung beispielhaft erläutert. Dabei ist:
- Fig. 1
- eine Seitenansicht des erfindungsgemäßen Schleifaggregats, wobei das Maschinenbett geschnitten dargestellt ist.
- Fig. 2
- eine Draufsicht des in
Fig. 1 dargestellten Schleifaggregats, - Fig. 3
- eine schematische Seitenansicht der Feststellvorrichtung, wobei das Maschinenbett geschnitten dargestellt ist.
-
Fig. 1 zeigt eine Ausführungsform eines Schleifaggregats 1 mit zwei Schleifbändern 21, 22 in einer teilweise geschnittenen Ansicht. Das Schleifaggregat 1 weist dabei ein Maschinenbett 2, sowie ein in vertikaler Richtung darüber angebrachtes Maschinenoberteil 3 auf. Das Maschinenoberteil 3 ist relativ zum Maschinenbett 2 beweglich (durch Pfeile angedeutet). - Innerhalb des Maschinenbetts 2, und mittels Schraubverbindungen mit diesen verbunden, sind zwei Antriebsmittel 4 zum Antreiben der Schleifbänder 21, 22 vorgesehen. Zur Anbringung der Antriebsmittel 4 am Maschinenbett 2 sind in
Figur 1 schematisch Bohrungen 42 pro Antriebsmittel 4 zu erkennen, die sich in einer vertikalen Richtung erstrecken und in welche nicht dargestellte Schraubverbindungen eingeschraubt werden können, um die Antriebsmittel 4 am Maschinenbett 2 zu fixieren. - Die Antriebsmittel 4 weisen einen Motorkörper 43 und eine Antriebsscheibe 41 auf, wobei sich die Achsen 44 der Antriebsscheiben 41 in einer horizontalen Richtung quer zur später detaillierter erläuterten Vorschubrichtung der zu bearbeitenden Werkstücke erstrecken.
- Um jede der Antriebscheiben 41 ist ein Riemen 5 gewunden, der über die jeweilige Antriebsscheibe 41 angetrieben wird. Im vorliegenden Beispiel sind somit zwei Riemen 5 zum Antreiben der zwei Schleifbänder 21, 22 vorgesehen. Der Riemen 5 wird weiter über die am Maschinenbett 2 angebrachten Umlenkrollen 6a und 6b geführt, und treibt die am Maschinenoberteil 4 angebrachte Rolle 8 bzw. die Rollen 8a und 8b an. Die Drehachsen aller genannten Rollen 6a,6b, 8, 8a, 8b verlaufen dabei in einer im Wesentlichen horizontalen Richtung, und sind im Wesentlichen parallel zur Achse 44 der entsprechenden Antriebsscheibe 44 ausgerichtet.
- In
Fig. 1 ist die Ausführungsform einer Schleifmaschine mit zwei Schleifbändern 21, 22 gezeigt. Diese Schleifbänder 21, 22 werden zwischen der mittels des Riemens 5 angetriebenen Rolle 8 bzw. den angetriebenen Rollen 8a, 8b sowie einer jeweils darüber angeordneten Umlenkrolle 32 geführt. Alle Rollen zum Führen der Schleifbänder 21, 22 sind am Maschinenoberteil 3 angebracht. - Eine der im Maschinenbett 2 angebrachten Umlenkrollen, nämlich die Umlenkrolle mit dem Referenzzeichen 6a, ist in einer vertikalen Richtung relativ zum Maschinenbett 2 beweglich, während die andere der Umlenkrollen, nämlich diejenige mit dem Referenzzeichen 6b, gegenüber dem Maschinenbett 2 im Wesentlichen unbeweglich ist. Dadurch lässt sich bei Änderung der relativen Position der Umlenkrolle 8 bzw. der Umlenkrollen 8a und 8b beim Verstellen des Maschinenoberteils 3 relativ zum Maschinenbett 2 der Riemen 5 durch Verstellen der Umlenkrolle 6a stets im gespannten Zustand halten. Mit anderen Worten wird beim Vergrößern des Abstands der Umlenkrolle 8 bzw. der Umlenkrollen 8a und 8b relativ zum Maschinenbett 2 der Abstand zwischen den beiden weiteren Umlenkrollen 6a, 6b verkleinert, indem die oberhalb der Umlenkrolle 6b gelegene Umlenkrolle 6a noch unten bewegt wird. Auch kann die Lagerung der verstellbaren Umlenkrolle 6a mit einem Kraftmesser versehen sein, um eine ausreichende Spannung des Antriebsriemens stets sicher zu stellen.
- Die beschriebene Verstellbarkeit des Maschinenoberteils 3 relativ zum Maschinenbett 2 wird mittels einer mechanischen Verstellvorrichtung 9 durchgeführt. Wie der Draufsicht in
Fig. 2 zu entnehmen, sind zur Verstellung des Maschinenoberteils 3 insgesamt vier mechanische Verstellvorrichtungen 9 vorgesehen. Diese werden jeweils über ein mit dem Maschinenbett 2 verbundenes und unterhalb diesem angeordnetes Winkelgetriebe 9a angetrieben. - Weiter weist das Schleifaggregat 1 der vorliegenden Ausführungsform ein Förderband 10 auf, welches als Werkstückauflagefläche dient. Das Förderband 10 wird am Eingangsbereich bzw. am Endbereich des Schleifaggregats 1 mittels Rollen 10a, 10b geführt und angetrieben. Durch diesen Aufbau ist eine Durchlaufbearbeitung möglich.
- Wie der Draufsicht von
Fig. 2 zu entnehmen, weist das Schleifaggregat 1 weiter insgesamt vier Feststellvorrichtungen 7 auf, jeweils zwei auf einer Seite des Förderbandes 10. Eine solche Feststellvorrichtung 7 ist inFig. 3 in einer schematischen Seitenansicht gezeigt. Die Feststellvorrichtung 7 der vorliegenden Ausführungsform, eine pneumatische Bremse, weist einen Bremsenkörper 71 auf, der in der Gestalt eines rechtwinkligen Würfels ausgebildet ist. Wie inFig. 3 mit Hilfe des gestrichelten Pfeils angedeutet, ist das Maschinenoberteil 3 entlang einer vertikal verlaufenden Nut 32 gegenüber der am Maschinenbett 2 angebrachten Feststellvorrichtung 7 verfahrbar. Die vertikale Nut 32 verläuft innerhalb einem mit dem Maschinenoberteil 3 verbundnen Führungselement 31. Zur Führung ist an der Feststellvorrichtung 7 mindestens ein Stift 72 vorgesehen, der in der vertikalen Nut 32 geführt wird. In der vorliegenden Ausführungsform verläuft die Bremskraft senkrecht zur dargestellten Zeichnungsebene. - Bei der Bearbeitung von Werkstücken kann das Schleifaggregat 1 wie folgt betätigt werden. Mittels einer Messeinrichtung wird die Dicke eines Bauteils ermittelt, und der erfasste Wert an eine Steuereinheit weitergeleitet. Anschließend wird das Maschinenoberteil 1 3 relativ zum Maschinenbett 2 bewegt, damit der Abstand zwischen dem Schleifband/ den Schleifbändern und dem Förderband 10 entsprechend der Bearbeitung eingestellt wird. Nachfolgend wird das Maschinenoberteil 3 mittels der Feststellvorrichtung 7 fest mit dem Maschinenbett 2 verbunden.
- Das zu bearbeitende Werkstück wird mit Hilfe des Förderbandes 10 nach dem Beschicken in Richtung des Schleifbandes/ der Schleifbänder bewegt, und die Bearbeitung wird durchgeführt. Anschließend wird das Werkstück wieder aus dem Bearbeitungsbereich heraus gefördert, und kann am Ende des Förderbandes manuell oder maschinell entnommen werden.
- Wird eine neue Werkstückdicke erfasst, beispielsweise wenn eine neue Charge andersartiger Werkstücke bearbeitet werden soll, so wird die Feststellvorrichtung 7 gelöst, damit das das Maschinenoberteil 3 wiederum relativ zum Maschinenbett 2 bewegt werden kann.
Claims (14)
- Schleifaggregat (1) zur Bearbeitung von im Wesentlichen plattenförmigen Werkstücken, die bevorzugt zumindest abschnittsweise aus Holz, Holzwerkstoffen, Kunststoff, Metall oder einer Kombination hiervon bestehen, welches Schleifaggregat (1) umfasst:ein Maschinenbett (2) mit einer Werkstückauflagefläche (10),ein mit dem Maschinenbett (2) in Verbindung stehendes Maschinenoberteil (3), wobei das Maschinenoberteil (3) in einer zur Werkstückauflagefläche (10) im Wesentlichen senkrechten Richtung beweglich ist,ein Antriebsmittel (4), insbesondere einen Elektromotor, zum Antreiben eines mit dem Maschinenoberteil (3) in Verbindung stehenden Schleifmittels (21, 22),dadurch gekennzeichnet, dassdas Antriebsmittel (4) am Maschinenbett (2) befestigt ist.
- Schleifaggregat (1) gemäß Anspruch 1, dadurch gekennzeichnet, dass das Maschinenoberteil (3) mit Hilfe einer Feststellvorrichtung (7) in Bezug auf das Maschinenbett (2) fixiert werden kann.
- Schleifaggregat (1) gemäß Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Schleifmittel (21, 22) ein umlaufendes Bandschleifmittel ist.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das Maschinenoberteil (3) relativ zum Maschinenbett (2) in einer linearen Führung geführt wird.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das Antriebsmittel (4) über einen Riemen (5) das Schleifmittel (21, 22) antreibt.
- Schleifaggregat (1) gemäß Anspruch 5, dadurch gekennzeichnet, dass der Riemen (5) über eine verstellbare Umlenkrolle (6a) geführt wird, wobei die Umlenkrolle (6a) in Übereinstimmung mit einer Bewegung des Maschinenoberteils (3) verstellt werden kann, um eine ausreichende Riemenspannung zu gewährleisten.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Werkstückauflagefläche (10) ein Förderband aufweist, welches Förderband über am Maschinenbett (2) befestigte Rollen geführt wird.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Feststellvorrichtung (7) eine pneumatische Bremse aufweist.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Feststellvorrichtung (7) am Maschinenbett (2) befestigt ist und entlang eines am Maschinenoberteil (3) befestigten Führungselements (31) geführt bzw. festgestellt werden kann.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Feststellvorrichtung (7) eine Feststellbewegung in einer zur Werkstückauflagefläche (10) parallelen Ebene durchführt.
- Schleifaggregat (1) gemäß Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Feststellvorrichtung (7) eine Klemmvorrichtung aufweist, welche bevorzugt in einer am Führungselement (31) vorgesehenen Nut (32) geführt wird.
- Schleifaggregat (1) gemäß einem der Ansprüche 9-11, dadurch gekennzeichnet, dass die Feststellvorrichtung (7) einen Führungsstift (72) aufweist, der in einer im Führungselement (31) vorgesehenen Nut (32) geführt wird.
- Schleifaggregat (1) gemäß einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das Maschinenbett (2) zumindest abschnittsweise aus einem hochfesten Beton besteht und bevorzugt einstückig ausgeführt ist.
- Verfahren zum Betrieb eines Schleifaggregats, wobei das Schleifaggregat aufweist:ein Maschinenbett (2) mit einer Werkstückauflagefläche (10),ein mit dem Maschinenbett (2) in Verbindung stehendes Maschinenoberteil (3), wobei das Maschinenoberteil (3) in einer zur Werkstückauflagefläche (10) im Wesentlichen senkrechten Richtung beweglich ist,ein Antriebsmittel (4), insbesondere einen Elektromotor, zum Antreiben eines Schleifmittels (21, 22), wobei das Antriebsmittel am Maschinenbett (2) befestigt ist, undwobei das Schleifaggregat eine Feststellvorrichtung (7) zum Fixieren des Maschinenoberteils (3) aufweist;welches Verfahren die folgenden Schritte umfasst:Verstellen des Maschinenoberteils (3) in einer senkrechten Richtung,Fixieren des Maschinenoberteils (3) während der Bearbeitung eines oder mehrerer Werkstücke mittels der Feststellvorrichtung (7),Lösen der Feststellvorrichtung (7) nach Ende der Bearbeitung.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08171934T ES2378172T3 (es) | 2008-12-17 | 2008-12-17 | Concepto de máquina de baja vibración |
| PL08171934T PL2199017T3 (pl) | 2008-12-17 | 2008-12-17 | Koncepcja maszyny o niskim poziomie drgań |
| EP08171934A EP2199017B1 (de) | 2008-12-17 | 2008-12-17 | Schwingungsarmes Maschinenkonzept |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08171934A EP2199017B1 (de) | 2008-12-17 | 2008-12-17 | Schwingungsarmes Maschinenkonzept |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2199017A1 true EP2199017A1 (de) | 2010-06-23 |
| EP2199017B1 EP2199017B1 (de) | 2011-11-30 |
Family
ID=40677718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08171934A Not-in-force EP2199017B1 (de) | 2008-12-17 | 2008-12-17 | Schwingungsarmes Maschinenkonzept |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2199017B1 (de) |
| ES (1) | ES2378172T3 (de) |
| PL (1) | PL2199017T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107322402A (zh) * | 2017-08-31 | 2017-11-07 | 凯里市浪金科技有限责任公司 | 一种钣金研磨机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6089958A (en) * | 1999-05-13 | 2000-07-18 | Costa; Alessandro | Belt sander with orbitally translated abrasive belt |
| EP1669163A1 (de) | 2004-12-10 | 2006-06-14 | SCM GROUP S.p.A. | Verfahren und Vorrichtung zum Schleifen von Holzplatten |
-
2008
- 2008-12-17 ES ES08171934T patent/ES2378172T3/es active Active
- 2008-12-17 EP EP08171934A patent/EP2199017B1/de not_active Not-in-force
- 2008-12-17 PL PL08171934T patent/PL2199017T3/pl unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6089958A (en) * | 1999-05-13 | 2000-07-18 | Costa; Alessandro | Belt sander with orbitally translated abrasive belt |
| EP1669163A1 (de) | 2004-12-10 | 2006-06-14 | SCM GROUP S.p.A. | Verfahren und Vorrichtung zum Schleifen von Holzplatten |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107322402A (zh) * | 2017-08-31 | 2017-11-07 | 凯里市浪金科技有限责任公司 | 一种钣金研磨机 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2378172T3 (es) | 2012-04-09 |
| EP2199017B1 (de) | 2011-11-30 |
| PL2199017T3 (pl) | 2012-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3311390A1 (de) | Verfahren und vorrichtung zum ermitteln des auf ein bandsaegeblatt einwirkenden schneidwiderstandes | |
| DE3432549A1 (de) | Kontinuierlich arbeitende presse zum verpressen von spanplattenbahnen, faserplattenbahnen u.dgl. pressgutbahnen | |
| EP1990133B1 (de) | Schleifaggregat als Werkzeug für eine Bearbeitungsvorrichtung | |
| DE102011116842A1 (de) | Schleifvorrichtung | |
| EP1918458B1 (de) | Vorrichtung zum Schleifen eines Profils mittels eines umlaufenden Schleifbands | |
| DE19723306C2 (de) | Verfahren und Vorrichtung zum Schleifen oder Polieren von Stirnflächen plattenförmiger Körper | |
| EP0455142A2 (de) | Profilschleifmaschine | |
| DE69111453T2 (de) | Vorrichtung zum schleifen, polieren usw. von werkstücken. | |
| DE7912841U1 (de) | Automatische bandschleifmaschine | |
| DE1658304C3 (de) | Maschine zum Abschleifen des Schweißgrates von stumpfgeschweißten, nichtverlegten Schienen | |
| DE102017101141A1 (de) | Vorrichtung und Verfahren zum Schleifen und Polieren | |
| EP2199017B1 (de) | Schwingungsarmes Maschinenkonzept | |
| DE10053410C1 (de) | Schleifanlage und Verfahren zum differenzierten Schleifen einer mit einem leitfähigem Material beschichteten Platte für Leiterplatinen | |
| DD256612A3 (de) | Druckbalken fuer langbandschleifmaschine | |
| EP1615757B1 (de) | Pressvorrichtung und verfahren für die plattenherstellung | |
| EP2527116B1 (de) | Kontinuierliche Presse und Verfahren mit solchen Presse | |
| DE19828824C2 (de) | Verfahren und Presse zum kontinuierlichen Betrieb im Zuge der Herstellung von Spanplatten, Laminatplatten o. dgl. | |
| EP0571816B1 (de) | Kantenanleimmaschine | |
| DE19810574B4 (de) | Vorrichtung zur Betätigung von Pressen in Klemmeinrichtungen für den Zusammenbau von Möbelstücken | |
| DE3109427C2 (de) | ||
| DE10326455B4 (de) | Falzmesserantrieb einer Falzmaschine | |
| DE9116502U1 (de) | Abtafelmaschine zum Abtafeln einer kontinuierlich zugeführten Warenbahn | |
| EP1486445B1 (de) | Falzmesserantrieb einer Falzmaschine | |
| DE102004041364A1 (de) | Bandschleifmaschine | |
| EP0429815A1 (de) | Vorrichtung zum Formen eines Flansches oder dergleichen, insbesondere am Ende eines dünnwandigen Matallrohres |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20101201 |
|
| 17Q | First examination report despatched |
Effective date: 20110103 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT PL |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008005738 Country of ref document: DE Effective date: 20120126 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2378172 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120409 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: KARL HEESEMANN MASCHINENFABRIK GMBH & CO.KG Effective date: 20120830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502008005738 Country of ref document: DE Effective date: 20120830 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502008005738 Country of ref document: DE |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20141106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502008005738 Country of ref document: DE Effective date: 20141106 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20201211 Year of fee payment: 13 Ref country code: DE Payment date: 20201215 Year of fee payment: 13 Ref country code: IT Payment date: 20201218 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20201118 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210104 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008005738 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211217 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211217 |