EP2111925A1 - Vorhang-Auftragswerk - Google Patents
Vorhang-Auftragswerk Download PDFInfo
- Publication number
- EP2111925A1 EP2111925A1 EP09157201A EP09157201A EP2111925A1 EP 2111925 A1 EP2111925 A1 EP 2111925A1 EP 09157201 A EP09157201 A EP 09157201A EP 09157201 A EP09157201 A EP 09157201A EP 2111925 A1 EP2111925 A1 EP 2111925A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- curtain
- coating
- slope
- application
- guide plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000576 coating method Methods 0.000 claims abstract description 29
- 239000011248 coating agent Substances 0.000 claims abstract description 28
- 239000011247 coating layer Substances 0.000 claims abstract description 7
- 239000010410 layer Substances 0.000 claims description 31
- 239000007788 liquid Substances 0.000 claims 1
- 235000011837 pasties Nutrition 0.000 claims 1
- 238000007766 curtain coating Methods 0.000 abstract description 7
- 239000002657 fibrous material Substances 0.000 abstract 3
- 239000000835 fiber Substances 0.000 abstract 2
- 238000002156 mixing Methods 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 2
- 241001136792 Alle Species 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
- 239000012791 sliding layer Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/007—Slide-hopper coaters, i.e. apparatus in which the liquid or other fluent material flows freely on an inclined surface before contacting the work
- B05C5/008—Slide-hopper curtain coaters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/005—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/06—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying two different liquids or other fluent materials, or the same liquid or other fluent material twice, to the same side of the work
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/82—Paper comprising more than one coating superposed
Definitions
- the invention relates to a curtain applicator according to the preamble of claim 1.
- Printing paper such as for catalogs and coated paper, which is to be used, for example, as a pressure-sensitive paper or thermal paper is produced by applying a coating to the surface of the web (base paper) and then drying it.
- Machines that perform the coating of the strokes in this way are called coaters.
- Conventional coating machines are blade coaters that work with doctor elements, such as doctor blade, doctor blade or with air knives.
- the so-called Nachdosiermethode is applied, in which the first order in a more than necessary amount on the web is done (dosing) and then scraped off with the said one doctor element or blown off with an air knife.
- the application medium penetrates deep into the web by the pressing force of the doctor element or by the fluid pressure when applied to the fibrous web or that the maintenance costs are high, due to the wear of doctor or rod.
- an applicator for multilayer application is disclosed.
- an inclined guide surface is present below the guns. On this guide surface, the successively discharged media deposit in order. From a downwardly facing curtain guide member at the end of the incline, the multi-layered curtain reaches the surface of the underlying web.
- curtain applicators have in contrast to the conventional Nachdosiermethoden no wearing parts, such as doctor elements.
- the order quantity can be adjusted easily and with high accuracy. It is not applied in excess and the quality of the applied stroke or the contour coat is high.
- the removal gun carriage plate be 5mm or less. For this reason, the gun is adjustable up and down.
- the medium flowing in advance is collected by a drip tray.
- the gun moves during the preparation phase, i. from the collection position to the operating position, in the running direction of the web and in the vertical direction.
- a disadvantage of the sliding layer nozzle is the mixing of the individual application layers. If job media is collected here, it can not be reused in the mixed form. In addition, a cross profile adjustment is difficult.
- the invention is therefore based on the object to present an improved curtain applicator, which does not have the disadvantages of the prior art.
- an obliquely downward in the fall path of the at least one curtain guide plate has an upper end to which an upwardly directed application head is arranged.
- This application head is formed as well as the at least one downwardly directed application head.
- the upwardly directed application head is directed upwards its application medium to the web surface, wherein this medium forms the first or lowermost application layer on the guide plate.
- This lower layer is allowed to flow down the slab of the guide plate down onto the fibrous web. This layer then forms the lowest layer on the fibrous web.
- the curtain delivered by the at least one further downwardly directed applicator head then forms the upper layer.
- the second layer for example, can be a thermal layer, the third layer an intermediate layer, and the last layer then the topmost, ie the cover or functional layer.
- the downwardly directed applicator heads are adjustable in height and position relative to the direction of travel of the web.
- both Edge guides determines, based on their inner surfaces, the extent of the output width of the curtain from the downwardly directed applicator heads and also from the upwardly directed applicator head. As a result, the output widths and the application layers of all the application heads are the same.
- the edge guide on both edges of the guide plate forms a pair, wherein both edge guides are arranged symmetrically to each other in the plane and are mutually displaceable.
- Each edge guide is advantageously designed so that its height is formed differently along the slope of the guide plate or over its entire length.
- the top of the edge guide is based on the lower end of the downwardly directed applicator heads. This allows the applicator heads to be moved along the top of the edge guides, thereby allowing for easy adjustment of the height of the application medium curtain delivered from the downward applicator heads and impinging on the guide plate.
- FIG. 1 1A is a downwardly directed front curtain applicator head which downwardly discharges its application medium and forms a downwardly directed curtain c1.
- a downstream, also downwardly directed application head is designated by 1B. From this gun 1B, a second curtain c2 is lowered or dropped.
- These two applicator heads 1A and 1B shown are adjustable in their position both in height and in the direction L of the fibrous web w.
- an obliquely downwardly inclined guide plate B which receives the output from these guns 1A and 1B application medium curtains c1 and c2 in turn on the slope Ba of the guide plate B, along the slope flows down and from a downwardly directed curtain guide Bb or from the lower end Bc thereof as a free-falling multi-layer coating medium curtain V on the surface of the web w moves.
- the front application head or the front curtain c1 achieves previously a coating layer r 1 on the guide plate B. Accordingly, the application layer r 2 produced by the curtain c 2 is 2 .
- another application head 1C is present.
- This is an upwardly directed application head, ie, its outflow direction is directed upwards, unlike the applicator heads 1A and 1B.
- the applicator head 1C is fixed to the upper end Bd of the guide plate B. He gives the application medium upwards and lets it flow along the slope Ba of the guide plate B down. With r 0 , the application layer formed by the up-facing application head 1C is indicated.
- the layer r 1 is laid down on the first application layer r 0 and then the layer r 2 is applied.
- a multiple layer with three layers is formed, which then emerges from the curtain guide Bb as a three-layer application medium curtain V onto the surface of the web w falls down and creates a triple layer there.
- the applicator head 1C has, moreover, a lip 30 which lies at its upper end on a plane with the upper end Bd of the guide plate B.
- This nozzle lip 30 is chamfered on its exit side or on its inside, so that the application medium discharged from the application head 1C flows obliquely.
- a second lip 31 is present. This is located on the front side of the upwardly directed applicator head 1C and is formed at the upper end slightly larger than the lip 30.
- With 10 is a manifold and 11 is the discharge slot.
- FIG. 1 a pair of opposing sliding edge guides 2 is shown. These located on both side edges of the guide plate B edge guides 2 adjoin with their lower end to the top of the guide plate B.
- the upper ends of the slidable edge guides 2 extend to the exit slots of the applicator heads 1A and 1B as well as to above the upwardly directed applicator head 1C.
- the displaceable edge guides 2 are arranged in the plane symmetrical to each other to the vertical surface, which also includes the center line of the coater, wherein the measure between their inner surfaces 2a (see FIG. 2 ) corresponds to the width of the application layer of all the guns.
- the edge guide 2 has a contour which is described as follows:
- the height t 1 is constant. From point b downstream, the height gradually increases, reaching up to the peak c of height t 2 . From the high point c, the height gradually decreases and reaches the point d of
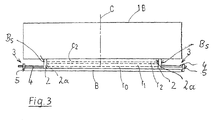
- the movable edge guides 2 can be adjusted in the transverse direction. This is in FIG. 2 and also in FIG. 3 clarified.
- FIG. 2 shows a view along the line A from FIG. 1 and FIG. 3 off along the B line FIG. 1 , The following description applies to both figures.
- the device for adjusting the position 3 consists of a bolt 4, which is rotatably mounted on the outside of the sliding edge guides 2 and a nut member 5, which is bolted to the respective bolt 4 and at the same time on the side edge Bs of the guide plate B is made firm.
- the discharge width of the application heads is set to correspond to the dimension between the inner surfaces 2a of the slidable edge guides 2.
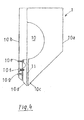
- FIG. 4 shows a gun, which is generally designated here only with 1. The design meets equally for those from the FIG. 1 removable heads 1A, 1B and 1C too.
- a manifold 10 for the application medium extends in the transverse direction of the application head 1.
- the application head 1 is constructed so that a side part 10a, which contains the manifold 10 and a side part 10b, which is formed without a manifold 10, adjacent to each other.
- 11 is a slot which is connected to the manifold and directed downwards. It is formed between the lip on the fixed side 10c and the lip on the movable side 10d, which are arranged to each other.
- the opening width of the slot 11 is 0.3 to 0.5 mm.
- the lip on the movable side 10d is fixed to the lower end of the mold 10b with a plurality of bolts for adjusting the profile.
- the bolts for adjusting the profile are a set consisting of the upper pin 10e, the lower pin 10g and the middle pull pin 10f. They are at a distance of about 50 mm in the transverse direction of the Attached gun. By fine adjustment of the opening of the slot 11, the profile of the curtain can be adjusted exactly and vary.
- the application width can be adjusted in accordance with the width of the web w.
- the width of the opening of the slot 11 are simply not inserted at both edges of the slot 11 with drawn spacers from below. These spacers are then pressed down from the outside so as to prevent leakage. At the same time falling out of the spacers is prevented.
- a lid can be inserted from the side.
- the said lid may have a plastic tip. This is constructed so that it is liquid-tight and protrudes into the discharge slot.
- FIG. 5 shows possible positions of the guns and the drip pans from the state at startup or a paper tear to the normal state during operation. This figure is compared to the FIG. 1 the foremost down-facing gun 1D is added and explained in relation to a case where a total of three down-facing guns are used.
- FIG. 10 is a diagram for explaining that application medium is flowed at startup or a paper tear prior to each coating on the guns.
- the two downwardly directed applicator heads 1A, 1B which are located above the guide plate B, move in advance to the parked position (left-hand side, that is, downstream) as shown by a dash dotted line.
- the foremost down-facing gun 1D moves to the upstream side in the parking position (right side of image).
- the flowed application medium is collected in each arranged below collecting trays 40, 41 and 44 and used circulating again.
- the application medium flowing from the upward-facing application head 1C flows is discharged, as shown by the dashed line, along the guide plate B, then flows downwardly from the downwardly directed curtain guide Bb, is collected and circulated again by the sump 42 which is disposed thereunder.
- FIG. 5 (B) It is shown that the application heads 1A, 1B, 1C and 1D are in the operating position.
- the drip pan 41 is still in the collection position shown.
- the drip pan 40 moves a little to the right with its obliquely upwardly extending guide plate 40a. and thereby covers the sump 41. Therefore, the coating medium discharged from the downwardly directed applicator head 1A can be recirculated without mixing with the medium discharged from the downwardly directed applicator head 1B.
- the collecting trough 44 associated with the application head 1D remains in its previous position with its guide plate 44a.
- FIG. 5 (C) shows the state during normal operation, ie the operating position of the curtain heads.
- the drip pan 43 for the mixed curtain is pushed into parking position below the drip pan 42.
- the sump 43 may also be on the front side, as in FIG FIG. 5 (A) is shown.
- the 4-layer curtain V is now applied directly to the web w.
- Line w 1 shown with a long dashed dotted line indicates the course of the web w in the state where the web w is not coated.
- the down-facing guns are two or three pieces, but it may be just one gun or four guns or more.
- the guide plate B is fixed, but it may also be one in which the inclination angle of the slope Ba can be adjusted.
Landscapes
- Coating Apparatus (AREA)
- Paper (AREA)
Abstract
Die Erfindung betrifft ein Vorhang-Auftragswerk zum mehrschichtigen Auftragen mindestens eines flüssigen bis pastösen Auftragsmediums auf eine laufende Papier-, Karton- oder andere Faserstoffbahn (w), das mindestens einen oberhalb der Faserstoffbahn (w) angeordneten Auftragskopf (1A, 1B) aufweist, wobei der mindestens eine Auftragskopf (1A, 1 B) das Auftragsmedium nach unten gerichtet in Form jeweils eines Vorhangs (c1, c2) abgibt, sowie aufweisend eine im Fallweg des mindestens einen Vorhangs (c1,c2) schräg nach unten gerichtete Führungsplatte (B), wobei die Führungsplatte (B) den mindestens einen Auftragsmediums-Vorhang (c1, c2 vom mindestens einen nach unten gerichteten Auftragskopf (1A, 1B) auf ihrer Schräge (Ba) als Auftragsschicht (r1, r2) aufnimmt und entlang der Schräge (Ba) von ihrem unteren Ende (Bc) und einer nach unten gerichteten Vorhangführung (Bb) aus nach unten fließen lässt und auf die Oberfläche der Faserstoffbahn (w) aufbringt. Erfindungsgemäß ist vorgesehen, dass die Führungsplatte (B) ein oberes Ende (Bd) aufweist, an der ein nach oben gerichteter Auftragskopf (1 C) angeordnet ist, welcher Auftragsmedium nach oben hin gerichtet ausgibt und es als erste bzw. untere Auftragsschicht (r0) entlang der Schräge (Ba) der Führungsplatte (B) fließen lässt.
Description
- Die Erfindung betrifft ein Vorhang-Auftragswerk gemäß dem Oberbegriff des Anspruches 1.
- Druckpapier, wie für Kataloge und beschichtetes Papier, welches z.B. als druckempfindliches Papier oder Thermopapier verwendet werden soll, wird hergestellt, indem auf die Oberfläche der Bahn (Grundpapier) ein Strich aufgetragen und dieser dann getrocknet wird.
Maschinen, die die Beschichtung der Striche auf diese Weise ausführen, werden Streichmaschinen genannt.
Herkömmliche Streichmaschinen sind Rakelstreichmaschinen, die mit Rakelelementen, wie Rakelstab, Rakelklinge oder mit Luftmessern arbeiten. Bei denen wird die so genannte Nachdosiermethode angewendet, bei der zuerst der Auftrag in einer mehr als notwendigen Menge auf die Bahn erfolgt (dosiert wird) und dann mit dem besagten einem Rakelelement abgekratzt oder mit einem Luftmesser abgeblasen wird. Allerdings gibt es beim Nachdosieren die Probleme, dass durch die Andrückkraft des Rakelelements oder durch den Flüssigkeitsdruck beim Auftragen auf die Faserstoffbahn das Auftragsmedium tief in die Bahn eindringt oder dass die Wartungskosten hoch sind, bedingt durch den Verschleiß von Rakel oder Stab. - In den letzten Jahren wurden immer mehr Vorhang-Auftragswerke allgemein eingesetzt, bei denen aus den Auftragsköpfen die Vorhangschicht ausgegeben und damit die Bahn beschichtet wird.
- Vorhang-Auftragswerke werden schon seit langem für Fotopapier verwendet. Aber wegen der Instabilität des Vorhangs infolge des Einschließens von Luft im Auftragsmedium, insbesondere bei hohen Geschwindigkeiten, war der Auftrag nicht stabil, so dass das Vorhangstreichen lange Zeit nicht für die Papierherstellung eingesetzt wurde.
- In der
WO 2006/ 097376 ist eine Auftragsvorrichtung für mehrschichtigen Auftrag offenbart. Es sind mehrere beabstandet zueinander angeordnete Vorhang-Auftragsköpfe jeweils mit durchgehender Schlitzdüse (auch als slot die bezeichnet) vorgesehen, aus denen jeweils Streichmedium nach unten abgegeben wird. Außerdem ist unterhalb der Auftragsköpfe eine geneigte Führungsfläche vorhanden. Auf dieser Führungsfläche legen sich die nacheinander abgegebenen Medien der Reihe nach ab. Von einem nach unten weisenden Vorhangführteil am Ende der Neigung gelangt der mehrschichtige Vorhang auf die Oberfläche der darunter laufenden Bahn. - Solche Vorhang-Auftragswerke haben im Gegensatz zu den herkömmlichen Nachdosiermethoden keine Verschleißteile, wie Rakelelemente. Außerdem kann mit diesen Vorhang-Auftragsköpfen die Auftragsmenge einfach und mit hoher Genauigkeit eingestellt werden. Es wird nicht im Überschuss aufgetragen und die Qualität des aufgebrachten Striches bzw. der Deckschicht (contour coat) ist hoch.
- Löst sich der betreffende Vorhang vom Auftragskopf, dann fällt er frei hinunter und es kommt zum Einziehen des Vorhangs. Dabei werden durch die Oberflächenspannung des Mediums die Vorhangränder nach innen gezogen und dadurch die Breite des Vorhangs verschmälert. Um dieses Einbrechen zu verhindern ist eine Kantenführung vorgesehen.
- Ist allerdings die Durchflussmenge und die Dicke des Auftragsmedium-Vorhangs gering, kann es während des freien Falles des Vorhangs zum Einreißen in Querrichtung kommen und der Auftrag wird streifig.
- Um ein Auftreten eines solchen Phänomens zu verhindern wäre es gut, die Entfernung zwischen Auftragskopf bis zur Führungsplatt zu verkürzen. Aber in diesem Fall kommt es bei einer großen Durchflussmenge zum Verlaufen der Auftragsschicht auf der Führungsplatte.
Wenn die Entfernung des nachfolgenden Auftragskopfes für die nächste Schicht bis zur Führungsplatte zu kurz ist führt es dazu, dass die vorherige Auftragsschicht beschädigt bzw. zerkratzt wird. Allgemein ist es wünschenswert, dass die Entfernung Auftragskopf-Führungsplatte 5mm oder darunter beträgt. Aus diesem Grund ist der Auftragskopf nach oben und unten verstellbar. - Außerdem ist es notwendig, dass man vom Auftragskopf, welcher den ersten Vorhang abgibt, vor dem eigentlichen Beschichten der Bahn das Auftragsmedium fließen lässt, um eine konstante Temperatur und Viskosität sowie einen stabilen Vorhang zu erreichen; damit das Produkt dann nicht zu Ausschuss wird.
- Das im Voraus fließende Medium wird von einer Auffangwanne aufgefangen. Der Auftragskopf bewegt sich während der Vorbereitungsphase, d.h. von der Auffangposition bis zur Betriebsposition, in Laufrichtung der Bahn und in vertikaler Richtung.
- Bei der oben beschriebenen Vorrichtung zum mehrschichtigen Vorhangstreichen gibt es zwar die vorteilhafte Möglichkeit, das Auftragsmedium vor dem Beschichtungsvorgang im Voraus fließen zu lassen und es jeweils getrennt in Auffangwannen aufzufangen, um es nach entsprechender Aufbereitung wieder verwenden zu können. Das bedeutet aber, dass alle Auftragsköpfe mit teuren Schiebern in vertikaler Richtung und in Laufrichtung der Bahn ausgestattet werden müssten, was den Nachteil einer Kostenerhöhung mit sich bringt.
- Bekannt ist aus der
WO -A1 2009/000715 ein Vorhang-Auftragswerk für mehrschichtiges Beschichten. Dieses Auftragswerk wird als Gleitschichtdüse bzw. "Slide die" bezeichnet. Hierbei ist von Vorteil, dass keine Schieber für einzelne Auftragsköpfe notwendig sind, da die Auftragsmediumskammern alle in einem Auftragskopf integriert sind und die für den mehrschichtigen Auftrag vorgesehenen Austrittsdüsen auf einer schrägen Gleitfläche des Auftragskopfes münden. Diese Konstruktion ist kostengünstiger als eine Ausführung mit mehreren Auftragsköpfen und Schlitzdüsen. - Nachteil der Gleitschichtdüse ist allerdings das Vermischen der einzelnen Auftragsschichten. Wenn hier Auftragsmedium aufgefangen wird, kann es in der vermischten Form nicht wiederverwendet werden.
Außerdem ist eine Querprofileinstellung schwierig. - Der Erfindung liegt deshalb die Aufgabe zugrunde, ein verbessertes Vorhang-Auftragswerk vorzulegen, die die Nachteile des Standes der Technik nicht aufweist.
- Erfindungsgemäß wird die Aufgabe dadurch gelöst, dass eine im Fallweg des mindestens einen Vorhangs schräg nach unten angeordnete Führungsplatte eine oberes Ende aufweist, an der ein nach oben gerichteter Auftragskopf angeordnet ist. Dieser Auftragskopf ist ebenso wie der wenigstens eine nach unten gerichtete Auftragskopf ausgebildet. Der nach oben gerichtete Auftragskopf gibt nach oben hin gerichtet sein Auftragsmedium an die Bahnoberfläche ab, wobei dieses Medium die erste bzw. unterste Auftragsschicht auf der Führungsplatte bildet. Diese untere Schicht wird entlang der Schräge der Führungsplatte nach unten auf die Faserstoffbahn fließen gelassen. Diese Schicht bildet dann auf der Faserstoffbahn die unterste Schicht.
- Der von dem wenigstens einen weiteren nach unten gerichteten Auftragskopf abgegebene Vorhang bildet danach die obere Schicht. Sind beispielsweise drei nach unten in Richtung Führungsplatte gerichtete Vorhangköpfe vorhanden, so kann beispielsweise die zweite Schicht eine Thermalschicht sein, die dritte Schicht eine Zwischenschicht und die letzte Schicht ist dann die oberste, also die Deck- bzw. Funktionsschicht.
- Die nach unten gerichteten Auftragsköpfe sind in der Höhe und in der Position zur Laufrichtung der Bahn einstellbar.
- Zweckmäßig ist es, wenn an den Seitenrändern der Führungsplatte jeweils eine in Breitenrichtung der Führungsplatte verschiebbare Kantenführung vorgesehen ist. Diese grenzt an die Oberseite bzw. Schräge der Führungsplatte an, wobei beide Kantenführungen ausgehend von ihren Innenflächen das Maß der Ausgabebreite des Vorhangs aus den nach unten gerichteten Auftragsköpfen und auch aus dem nach oben gerichteten Auftragskopf festlegt. Dadurch stimmen die Ausgabebreiten und die Auftragsschichten aller Auftragsköpfe übereinstimmen.
- Die Kantenführung an beiden Rändern der Führungsplatte bildet ein Paar, wobei beide Kantenführungen zueinander in der Ebene symmetrisch angeordnet sind und zueinander verschiebbar sind.
- Jede Kantenführung ist vorteilhafterweise so gestaltet, dass deren Höhe entlang der Schräge der Führungsplatte bzw. über ihre Gesamtlänge unterschiedlich ausgebildet ist. Damit ist es möglich, dass sich die Oberseite der Kantenführung an das untere Ende der nach unten gerichteten Auftragsköpfe anlehnt. Dadurch kann das Bewegen der Auftragsköpfe entlang der Oberseite der Kantenführungen erfolgen, wodurch eine einfache Einstellung der Höhe des Auftragsmedium-Vorhangs, welcher von den nach unten gerichteten Auftragsköpfen abgegeben wird und auf der Führungsplatte auftrifft, einstellbar ist.
- Weitere vorteilhafte Ausgestaltungen ergeben sich aus den Unteransprüchen.
- Die Erfindung hat folgende Vorteile:
- a) Für alle nach unten und oben gerichteten Auftragsköpfe ist es möglich, eine Profileinstellungsvorrichtung anzuordnen. In diesem Punkt ist sie dem Gleitdüsen-Vorhangauftragswerk überlegen.
- b) Beim Anfahren wird vor dem Beschichten von jedem Auftragskopf das Auftragsmedium (das kann wie gesagt von derselben Art sein, aber auch unterschiedliche Arten, Rheologie, Zusammensetzungen usw. können vorkommen) fließen gelassen. Dabei wird der wenigstens eine Auftragskopf (auch zwei oder mehr nach unten gerichteten Auftragsköpfe sind möglich) vorher in Service- bzw. Bereitschaftsposition in Bezug auf die laufende Faserstoffbahn in stromabwärtige oder stromaufwärtige Richtung gebracht. Das fließende Auftragsmedium wird in der darunter angeordneten Auffangwanne aufgefangen und kann wieder verwendet werden.
Auch das Auftragsmedium, welches von dem nach oben gerichteten Auftragskopf ausgegeben wird und auf die Führungsplatte fließt, kann von der nach unten gerichteten Führungsplatte aus in der darunter angeordneten Auffangwanne aufgefangen, im Kreislauf geführt und danach wieder verwendet werden. Innerhalb dieser Kreislaufführung des Mediums werden stabile Materialwerte des Auftrages erreicht. Gleichzeitig kann ein Verstopfen am Schlitz, an dem das Medium ausgegeben wird, verhindert werden.
Die nach unten gerichteten Auftragsköpfe gehen von der Vorbereitungsphase beim Anfahren oder bei einem Papierriss von der stromabwärtigen oder stromaufwärtigen Position in eine Position für den normalen Betrieb (Betriebsposition) über. Das Vermischen des Auftragsmediums während des Bewegens der Auftragsköpfe kann auf ein Minimum reduziert werden. - c) Da der nach oben gerichtete Auftragskopf an der Führungsplatte befestigt ist und die Kantenführung vorhanden ist, ist für diesen Auftragskopf kein teurer vertikaler Schieber notwendig, was eine Kostensenkung bewirkt.
- Die Erfindung wird im Folgenden an Hand eines Ausführungsbeispieles näher erläutert.
- Es zeigen:
- Figur 1:
- eine Seitenansicht des erfindungsgemäßen Vorhang-Auftragswerks;
- Figur 2:
- eine Ansicht gemäß Pfeil A aus
Figur 1 ; - Figur 3:
- eine Ansicht gemäß Pfeil B aus
Figur 1 ; - Figur 4:
- eine Querschnittszeichnung eines Auftragskopfes aus
Figur 1 ; - Figur 5:
- in Zeichnungen A, B, C verschiedene schematisch dargestellte Positionen von Auftragsköpfen und Auffangwannen im Querschnitt;
- In den Figuren werden für gleiche Teile gleiche Bezugszeichen verwendet.
- In der
Figur 1 ist mit 1A ein nach unten gerichteter vorderer Vorhang-Auftragskopf bezeichnet, welcher nach unten gerichtet sein Auftragsmedium abgibt und einen nach unten gerichteten Vorhang c1 ausbildet. Ein nachgeordneter, ebenfalls nach unten gerichteter Auftragskopf ist mit 1B bezeichnet. Von diesem Auftragskopf 1B wird ein zweiter Vorhang c2 nach unten abgegeben bzw. fallen gelassen.
Diese beiden gezeigten Auftragsköpfe 1A und 1B sind sowohl in der Höhe als auch in Laufrichtung L der Faserstoffbahn w in ihrer Position verstellbar. - Unterhalb der Auftragsköpfe ist eine schräg nach unten geneigte Führungsplatte B angeordnet, welche die von diesen Auftragsköpfen 1A und 1B ausgegebenen Auftragsmediums-Vorhänge c1 und c2 der Reihe nach auf der Schräge Ba der Führungsplatte B aufnimmt, entlang der Schräge nach unten fließen lässt und von einer nach unten gerichteten Vorhangführung Bb bzw. von deren unterem Ende Bc aus als frei fallender mehrschichtiger Auftragsmediums-Vorhang V auf die Oberfläche der Bahn w bewegt. Der vordere Auftragskopf bzw. der vordere Vorhang c1 erzielt zuvor auf der Führungsplatte B eine Auftragsschicht r1. Demzufolge ist die vom Vorhang c2 erzeugte Auftragsschicht r2.
- Außerdem ist ein weiterer Auftragskopf 1C vorhanden. Dies ist ein nach oben gerichteter Auftragskopf, d.h. seine Ausströmrichtung ist nach oben gerichtet im Gegensatz zu den Auftragsköpfen 1A und 1B. Der Auftragskopf 1C ist am oberen Ende Bd der Führungsplatte B befestigt. Er gibt das Auftragsmedium nach oben gerichtet aus und lässt es entlang der Schräge Ba der Führungsplatte B nach unten fließen. Mit r0 ist die vom nach oben gerichteten Auftragskopf 1C gebildete Auftragsschicht angegeben.
- Wie in
Figur 1 dargestellt, legt sich auf der ersten Auftragsschicht r0 die Schicht r1 ab und darauf dann die Schicht r2. Somit wird eine Mehrfachschicht mit drei Lagen gebildet, die dann von der Vorhangführung Bb aus als dreischichtiger Auftragsmediums-Vorhang V auf die Oberfläche der Bahn w herabfällt und dort eine Dreifachschicht erzeugt. - Der Auftragskopf 1C weist im Übrigen eine Lippe 30 auf, die ihrem oberen Ende auf einer Ebene mit dem oberen Ende Bd der Führungsplatte B liegt. Diese Düsenlippe 30 ist an ihrer Austrittsseite bzw. an ihrer Innenseite abgeschrägt, so dass das vom Auftragskopf 1C abgegebene Auftragsmedium schräg fließt. Ferner ist eine zweite Lippe 31 vorhanden. Diese befindet sich auf der vorderen Seite des nach oben gerichteten Auftragskopfes 1C und ist am oberen Ende etwas größer ausgebildet als die Lippe 30. Mit 10 ist eine Sammelleitung und mit 11 ist der Abgabeschlitz bezeichnet.
- In
Figur 1 ist außerdem ein Paar sich gegenüberliegende, verschiebbare Kantenführungen 2 gezeigt. Diese an beiden Seitenrändern der Führungsplatte B befindlichen Kantenführungen 2 grenzen mit ihrem unteren Ende an die Oberseite der Führungsplatte B an. Die oberen Enden der verschiebbaren Kantenführungen 2 reichen bis zu den Austrittsschlitzen der Auftragsköpfe 1A und 1B sowie bis oberhalb des nach oben gerichteten Auftragskopfes 1C. Die verschiebbaren Kantenführungen 2 sind zur senkrechten Fläche, die auch die Mittellinie der Anstreichmaschine beinhaltet in der Ebene symmetrisch zueinander angeordnet, wobei das Maß zwischen ihren Innenflächen 2a (sieheFigur 2 ) der Breite der Auftragsschicht von allen Auftragsköpfen entspricht. Die Kantenführung 2 hat eine Kontur, die wie folgt beschrieben wird: - Von einem Punkt a des oberen Endes der verschiebbaren Kantenführungen 2 aus bis zu einem Punkt b ist die Höhe t1 konstant. Vom Punkt b stromabwärts gerichtet wird die Höhe allmählich größer und reicht bis zu dem Höhepunkt c der Höhe t2. Von dem Höhepunkt c aus, wird die Höhe allmählich geringer und erreicht den Punkt d der
- Höhe t3. Ab dem Punkt d weiter bis zum Ende der Kantenführung in einem Punkt e, bleibt die Höhe konstant auf t3.
- Die verschiebbaren Kantenführungen 2 lassen sich in Querrichtung verstellen. Dies ist in
Figur 2 und auch inFigur 3 verdeutlicht.Figur 2 zeigt dabei eine Ansicht entlang der Linie A ausFigur 1 undFigur 3 entlang der Linie B ausFigur 1 . Die folgende Beschreibung gilt für beide Figuren. - Zur Verstellung dient eine Vorrichtung 3, die an beiden Seiten vorhanden ist. Die Vorrichtung zum Einstellen der Position 3 besteht aus einem Schraubenbolzen 4, welcher drehbar an der Außenseite der verschiebbaren Kantenführungen 2 befestigt ist und einem Mutterelement 5, welches mit dem betreffenden Schraubenbolzen 4 verschraubt und gleichzeitig am Seitenrand Bs der Führungsplatte B fest gemacht ist.
- Die Ausgabebreite der Auftragsköpfe wird so eingestellt, dass sie dem Maß zwischen den Innenflächen 2a der verschiebbaren Kantenführungen 2 entsprechen.
-
Figur 4 zeigt einen Auftragskopf, der hier allgemein nur mit 1 bezeichnet ist. Die Bauform trifft gleichermaßen für die aus derFigur 1 entnehmbaren Köpfe 1A, 1B und 1C zu. Eine Sammelleitung 10 für das Auftragsmedium erstreckt sich in Querrichtung des Auftragskopfes 1. Der Auftragskopf 1 ist so aufgebaut, dass ein Seitenteil 10a, welche die Sammelleitung 10 enthält und ein Seitenteil 10b, welches ohne Sammelleitung 10 ausgebildet ist, an einander angrenzen. 11 ist ein Schlitz, welcher mit der Sammelleitung verbunden und nach unten gerichtet ist. Er ist zwischen der Lippe an der festen Seite 10c und der Lippe an der beweglichen Seite 10d, welche zueinander angeordnet sind, ausgebildet. Die Öffnungsweite des Schlitzes 11 beträgt 0,3 bis 0,5 mm. Die Lippe auf der beweglichen Seite 10d ist am unteren Ende der Form 10b mit mehreren Bolzen zur Einstellung des Profils befestigt. - Die Bolzen zur Einstellung des Profils sind ein Set, welches aus dem oberen Absteckbolzen 10e, dem unteren Absteckbolzen 10g und dem mittleren Ziehbolzen 10f besteht. Sie sind in einem Abstand von ca. 50 mm in Querrichtung des Auftragskopfes befestigt. Durch Feineinstellung der Öffnung des Schlitzes 11 lässt sich das Profil des Vorhangs genau einstellen und variieren.
- Ferner ist es möglich, dass die Auftragsbreite des in Abstimmung mit der Breite der Bahn w eingestellt werden kann. Um die Breite der Öffnung des Schlitzes 11 verstellen zu können, werden einfach an beiden Kanten des Schlitzes 11 nicht mit gezeichnete Distanzstücke von unten eingeschoben. Diese Distanzstücke werden dann von außen herunter gedrückt, um so ein Auslaufen verhindern zu können. Gleichzeitig wird ein Herausfallen der Distanzstücke verhindert.
- Ferner kommen auch andere ebenfalls nicht mit dargestellte Varianten infrage. So lässt sich beispielsweise von der Seite her ein Deckel einschieben. Der besagte Deckel kann eine Spitze aus Kunststoff aufweisen. Diese ist so aufgebaut, dass sie flüssigkeitsdicht ist und in den Abgabeschlitz hineinragt.
-
Figur 5 zeigt mögliche Positionen der Auftragsköpfe und der Auffangwannen vom Zustand beim Anfahren oder bei einem Papierriss bis zum Erreichen des Normalzustandes bei Betrieb. In dieser Abbildung wird im Vergleich zurFigur 1 der vorderste nach unten gerichtete Auftragskopf 1D hinzugefügt und bezüglich eines Falles erläutert, bei dem in Summe drei nach unten gerichtete Auftragsköpfe verwendet werden. -
Figur 5 (A) ist eine Abbildung, um zu erklären, dass beim Anfahren oder bei einem Papierriss vor jedem Beschichten an den Auftragsköpfen Auftragsmedium fließen gelassen wird. Die beiden nach unten gerichteten Auftragsköpfe 1A, 1B, welche sich oberhalb der Führungsplatte B befinden, bewegen sich, wie mit Strich-Punktlinie dargestellt, im Voraus in die Parkposition (linke Bildseite, das heißt stromabwärts gerichtet). Der vorderste nach unten gerichtete Auftragskopf 1D bewegt sich in Parkposition in die stromaufwärtige Seite (rechte Bildseite). Das geflossene Auftragsmedium wird in die jeweils darunter angeordneten Auffangwannen 40, 41 und 44 aufgefangen und zirkulierend wieder verwendet. Andererseits fließt das Auftragsmedium, welches von dem nach oben gerichteten Auftragskopf 1C ausgegeben wird, wie mit der Strichlinie dargestellt, entlang der Führungsplatte B, fließt dann von der nach unten gerichteten Vorhangführung Bb nach unten, wird von der Auffangwanne 42, welche darunter angeordnet ist, aufgefangen und zirkulierend wieder verwendet. - In
Figur 5 (B) ist gezeigt, dass sich die Auftragsköpfe 1A, 1B, 1C und 1D in Betriebsposition befinden. Die Auffangwanne 41 befindet sich weiterhin in der gezeigten Auffangposition. Die Auffangwanne 40 rückt ein Stück nach rechts mit ihrer sich schräg nach oben erstreckenden Führungsplatte 40a. und bedeckt dadurch die Auffangwanne 41. Deshalb kann das Auftragsmedium, welches von dem nach unten gerichteten Auftragskopf 1A abgegeben wurde, ohne Vermischen mit dem Medium, welches vom nach unten gerichteten Auftragskopf 1B ausgegeben wurde, zirkulierend wieder verwendet werden. Außerdem bleibt die dem Auftragskopf 1D zugeordnete Auffangwanne 44 mit ihrer Führungsplatte 44a in ihrer vorherigen Position. Da die Führungsplatte 44a sich schräg nach oben erstreckt und den nach oben gerichteten Auftragskopf 1C oben bedeckt, kann das Auftragsmedium, welches vom Auftragskopf 1D abgegeben wurde, ohne Verschmutzung mit dem Medium, welches vom nach oben gerichteten Auftragskopf 1C ausgegeben wurde, zirkulierend wieder verwendet werden.
Eine weitere Auffangwanne 42, welche gemäßFigur 5 (A) noch unterhalb der Vorhangführung Bb angeordnet war, geht in eine Parkposition in Laufrichtung der Bahn. Eine weitere Auffangwanne 43 bewegt sich nun unterhalb der Vorhangführung Bb und fängt den hier 4-schichtigen Vorhang V auf. In diesem Zustand sind einzelnen Auftragsmedien vermischt und werden entsorgt. Für einige Sekunden ist dieser Zustand gut und folglich ist der Verlust gering. -
Figur 5 (C) zeigt den Zustand während des normalen Betriebs, also die Betriebsposition der Vorhangköpfe. Dazu wird die Auffangwanne 43 für den vermischten Vorhang in Parkposition unterhalb der Auffangwanne 42 geschoben. Alternativ kann die Auffangwanne 43 aber auch auf der vorderen Seite sein, wie inFigur 5 (A) dargestellt ist. Der 4-schichtige Vorhang V wird nun direkt auf die Bahn w aufgetragen.
Die inFigur 5 (A) und 5 (B) mit langer Strich-Punktlinie dargestellte Linie w1 soll den Verlauf der Bahn w in dem Zustand, in dem die Bahn w nicht beschichtet wird angegeben. - Wenn in dem Zustand des normalen Betriebs, wie in
Figur 5 (C) dargestellt, das Papier reißt, so wird sofort in den Zustand, der inFigur 5 (A) dargestellt ist, übergegangen. Nach Behebung des Papierrisses wird zu dem Zustand des Normalbetriebes gemäßFigur 5 (C) zurückgegangen. - Die vorliegende Erfindung ist nicht auf die Ausgestaltung der Ausführung, wie sie oben beschrieben ist, beschränkt, sondern es sind darüber hinaus verschiedene Möglichkeiten im Rahmen der Erfindung denkbar.
- Es wurde z.B. erläutert, dass die nach unten gerichteten Auftragsköpfe zwei bzw. drei Stück sind, aber es können auch nur ein Auftragskopf bzw. vier Auftragsköpfe oder mehr sein. Ferner wurde erläutert, dass die Führungsplatte B fest ist, aber es kann auch eine solche sein, bei der der Neigungswinkel der Schräge Ba eingestellt werden kann.
-
- 1A
- nach unten gerichteter Auftragskopf
- 1B
- nach unten gerichteter Auftragskopf
- 1C
- nach oben gerichteter Auftragskopf
- 1D
- nach unten gerichteter Auftragskopf
- 2
- verschiebbare Kantenführungen
- 2a
- Innenseite der Kantenführung
- 2.1
- Unterseite
- 2.2
- Oberseite
- 10
- Sammelleitung
- 11
- Schlitz
- 30, 31
- Lippe
- 40, 41, 42, 43, 44
- Auffangwanne
- 40a, 44a
- Führungsplatte
- B
- Führungsplatte
- Ba
- Schräge der Führungsplatte
- Bb
- Vorhangführung
- Bc
- unteres Ende
- Bd
- oberes Ende
- Bs
- Seitenrand der Führungsplatte
- c1, c2
- Vorhang
- r0, r1, r2
- Auftragsschicht
- L
- Laufrichtung
- W
- Bahn
- W1
- gedachter Weg der Bahn
- V
- mehrschichtiger Vorhang
Claims (5)
- Vorhang-Auftragswerk zum mehrschichtigen Auftragen mindestens eines flüssigen bis pastösen Auftragsmediums auf eine laufende Papier-, Kartonoder andere Faserstoffbahn (w), das mindestens einen oberhalb der Faserstoffbahn (w) angeordneten Auftragskopf (1A, 1B) aufweist, wobei der mindestens eine Auftragskopf (1A, 1B) das Auftragsmedium nach unten gerichtet in Form jeweils eines Vorhangs (c1, c2) abgibt, sowie aufweisend eine im Fallweg des mindestens einen Vorhangs (c1, c2) schräg nach unten gerichtete Führungsplatte (B), wobei die Führungsplatte (B) den mindestens einen Auftragsmediums-Vorhang (c1, c2) vom mindestens einen nach unten gerichteten Auftragskopf (1A, 1B) auf ihrer Schräge (Ba) als Auftragsschicht (r1, r2) aufnimmt und entlang der Schräge (Ba) von ihrem unteren Ende (Bc) und einer nach unten gerichteten Vorhangführung (Bb) aus nach unten fließen lässt und auf die Oberfläche der Faserstoffbahn (w) aufbringt,
dadurch gekennzeichnet, dass
die Führungsplatte (B) ein oberes Ende (Bd) aufweist, an der ein nach oben gerichteter Auftragskopf (1C) angeordnet ist, welcher Auftragsmedium nach oben hin gerichtet ausgibt und es als erste bzw. untere Auftragsschicht (r0) entlang der Schräge (Ba) der Führungsplatte (B) fließen lässt. - Vorhang-Auftragswerk nach Anspruch 1,
dadurch gekennzeichnet, dass
an den Seitenrändern (Bs) der Führungsplatte (B) jeweils eine in Breitenrichtung der Führungsplatte (B) verschiebbare Kantenführung (2) vorgesehen ist, welche mit ihrer Unterseite (2.1) an die Schräge (Ba) der Führungsplatte (B) angrenzt, wobei beide Kantenführungen (2) ausgehend von ihren Innenflächen (2a) das Maß der Ausgabebreite des Vorhangs (c1, c2) aus den nach unten gerichteten Auftragsköpfen (1A, 1B) und dem nach oben gerichteten Auftragskopf (1C) festlegen, so dass die Ausgabebreiten der Auftragsschichten (r0, r1, r2) übereinstimmen. - Vorhang-Auftragswerk nach Anspruch 2,
dadurch gekennzeichnet, dass
das Maß der Auftragsbreite (r0, r1, r2) verstellbar ist. - Vorhang-Auftragswerk nach wenigstens einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
sich die Höhe der Kantenführung (2) entlang der Schräge (Ba) der Führungsplatte (B) derart ändert, dass sich die Oberseite (2.2) der Kantenführungen (2) an die Unterseite der nach unten gerichteten Auftragsköpfe (1A, 1B) anlehnt und dass durch das Bewegen der Auftragsköpfe (1A, 1B) entlang der Oberseite (2.2) der Kantenführungen (2) die Höhe des Auftragsmedium-Vorhangs (c1, c2) vom mindestens einen nach unten gerichteten Auftragskopf (1A, 1B) einstellbar ist. - Vorhang-Auftragswerk nach wenigstens einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass
der mindestens eine nach unten gerichtete Auftragskopf (1A,1B) in der Höhe und in der Position zur Laufrichtung (L) der Faserstoffbahn (w) einstellbar ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008115460A JP5282284B2 (ja) | 2008-04-25 | 2008-04-25 | カーテンコータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2111925A1 true EP2111925A1 (de) | 2009-10-28 |
Family
ID=40823369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09157201A Withdrawn EP2111925A1 (de) | 2008-04-25 | 2009-04-02 | Vorhang-Auftragswerk |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2111925A1 (de) |
| JP (1) | JP5282284B2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012163787A1 (de) * | 2011-05-30 | 2012-12-06 | Voith Patent Gmbh | Verfahren zur herstellung einer holzfreien gestrichenen oder leichtgewichtig gestrichenen papierbahn |
| EP2583760A4 (de) * | 2010-05-18 | 2017-12-20 | Voith Patent GmbH | Df-beschichterkopf |
| WO2024188577A1 (de) * | 2023-03-16 | 2024-09-19 | Voith Patent Gmbh | Vorrichtung und verfahren |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006097376A1 (de) * | 2005-03-14 | 2006-09-21 | Voith Patent Gmbh | Auftragsvorrichtung |
| DE102006052687A1 (de) * | 2006-11-07 | 2008-05-08 | Voith Patent Gmbh | Verfahren zum mehrschichtigen Auftragen |
| WO2009000715A1 (de) | 2007-06-26 | 2008-12-31 | Voith Patent Gmbh | Auftragsverfahren sowie vorhangauftragswerk |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3041721A1 (de) * | 1980-11-05 | 1982-06-09 | Agfa-Gevaert Ag, 5090 Leverkusen | Vorrichtung zum auftragen von mindestens einer schicht auf eine oberflaeche eines gutes |
| FI121242B (fi) * | 2004-02-25 | 2010-08-31 | Metso Paper Inc | Menetelmä ja järjestely paperi-/kartonkirainan päällystämiseksi verhopäällystyslaitteella |
-
2008
- 2008-04-25 JP JP2008115460A patent/JP5282284B2/ja not_active Expired - Fee Related
-
2009
- 2009-04-02 EP EP09157201A patent/EP2111925A1/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006097376A1 (de) * | 2005-03-14 | 2006-09-21 | Voith Patent Gmbh | Auftragsvorrichtung |
| DE102006052687A1 (de) * | 2006-11-07 | 2008-05-08 | Voith Patent Gmbh | Verfahren zum mehrschichtigen Auftragen |
| WO2009000715A1 (de) | 2007-06-26 | 2008-12-31 | Voith Patent Gmbh | Auftragsverfahren sowie vorhangauftragswerk |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2583760A4 (de) * | 2010-05-18 | 2017-12-20 | Voith Patent GmbH | Df-beschichterkopf |
| WO2012163787A1 (de) * | 2011-05-30 | 2012-12-06 | Voith Patent Gmbh | Verfahren zur herstellung einer holzfreien gestrichenen oder leichtgewichtig gestrichenen papierbahn |
| WO2024188577A1 (de) * | 2023-03-16 | 2024-09-19 | Voith Patent Gmbh | Vorrichtung und verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5282284B2 (ja) | 2013-09-04 |
| JP2009262064A (ja) | 2009-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1861207B1 (de) | Auftragsvorrichtung | |
| WO2009000715A1 (de) | Auftragsverfahren sowie vorhangauftragswerk | |
| EP2146003A2 (de) | Vorhang-Auftragswerk | |
| EP1544353B1 (de) | Vorhang-Auftragsvorrichtung | |
| EP0781885A1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| EP2111925A1 (de) | Vorhang-Auftragswerk | |
| EP2396121A1 (de) | Vorhang-auftragswerk | |
| EP1239974A1 (de) | Verfahren und vorrichtung zum beschichten einer laufenden materialbahn | |
| EP2379230A1 (de) | Vorhangauftragswerk | |
| EP2198975B1 (de) | Vorhang-Auftragswerk | |
| EP2070600B1 (de) | Verfahren zur Beschichtung einer laufenden Papier-, Karton- oder anderen Faserstoffbahn mittels Vorhangbeschichtung | |
| EP2067531A2 (de) | Randführung | |
| EP2014376A2 (de) | Vorhangstreichmaschine | |
| EP2017012A2 (de) | Vorhangstreichmaschine | |
| EP2409781B1 (de) | Vorhangauftragswerk | |
| EP1782891A2 (de) | Verfahren und Vorrichtung zum wenigstens zweischichtigen Auftrag von Streichfarbe auf die Oberfläche einer laufenden Bahn, insbesondere Papier- oder Kartonbahn | |
| DE102007000776A1 (de) | Auftragsvorrichtung | |
| EP2172592B1 (de) | Vorhang-Auftragswerk | |
| EP1947241A1 (de) | Vorhangstreichverfahren | |
| EP1749585A2 (de) | Auftragsverfahren | |
| EP2070599A2 (de) | Vorhang-Auftragswerk | |
| DE102007000775A1 (de) | Auftragsvorrichtung | |
| EP0849395A1 (de) | Auftragwerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Streichmediums auf einer laufende Matrialbahn, insbesondere aus Papier onder Karton | |
| EP1521643A1 (de) | Beschichtungskopf | |
| DE20321850U1 (de) | Auftragsvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20100428 |
|
| 17Q | First examination report despatched |
Effective date: 20100624 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120915 |