EP2067587A1 - Lame de parquet et procédé de fabrication - Google Patents
Lame de parquet et procédé de fabrication Download PDFInfo
- Publication number
- EP2067587A1 EP2067587A1 EP08170743A EP08170743A EP2067587A1 EP 2067587 A1 EP2067587 A1 EP 2067587A1 EP 08170743 A EP08170743 A EP 08170743A EP 08170743 A EP08170743 A EP 08170743A EP 2067587 A1 EP2067587 A1 EP 2067587A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blade
- parquet
- strips
- wood
- natural
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 239000002023 wood Substances 0.000 claims abstract description 57
- 230000000295 complement effect Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 3
- 241000208140 Acer Species 0.000 abstract description 3
- 244000229769 Chlorophora excelsa Species 0.000 abstract description 3
- 235000004607 Chlorophora excelsa Nutrition 0.000 abstract description 3
- 241001673391 Entandrophragma candollei Species 0.000 abstract description 3
- 240000000731 Fagus sylvatica Species 0.000 abstract description 3
- 235000010099 Fagus sylvatica Nutrition 0.000 abstract description 3
- 241001250616 Intsia palembanica Species 0.000 abstract description 3
- 241000922912 Baillonella toxisperma Species 0.000 abstract description 2
- 241000349734 Afzelia Species 0.000 abstract 1
- 241000219492 Quercus Species 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 16
- 238000009408 flooring Methods 0.000 description 12
- 239000007787 solid Substances 0.000 description 11
- 241000446313 Lamella Species 0.000 description 9
- 239000000835 fiber Substances 0.000 description 8
- 210000003462 vein Anatomy 0.000 description 7
- 241000894007 species Species 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 239000011120 plywood Substances 0.000 description 3
- 241000349731 Afzelia bipindensis Species 0.000 description 2
- 241001070941 Castanea Species 0.000 description 2
- 235000014036 Castanea Nutrition 0.000 description 2
- 244000305267 Quercus macrolepis Species 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 240000007357 Nauclea orientalis Species 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/04—Manufacture or reconditioning of specific semi-finished or finished articles of flooring elements, e.g. parqueting blocks
- B27M3/06—Manufacture or reconditioning of specific semi-finished or finished articles of flooring elements, e.g. parqueting blocks of composite floor plates per se by assembling or jointing the parqueting blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D1/00—Joining wood veneer with any material; Forming articles thereby; Preparatory processing of surfaces to be joined, e.g. scoring
- B27D1/10—Butting blanks of veneer; Joining same along edges; Preparatory processing of edges, e.g. cutting
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/04—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/04—Other details of tongues or grooves
- E04F2201/043—Other details of tongues or grooves with tongues and grooves being formed by projecting or recessed parts of the panel layers
Definitions
- the invention relates to the field of wooden floors, and in particular the field of laminated wood floors.
- Solid wood floors are particularly appreciated for their warm and natural appearance.
- the appearance provided by the veins of natural wood contributes a lot to the comfort of the user.
- the floors can use noble species or exotic woods.
- the high-end parquet is made of solid wood floorboards, long and wide.
- high-end parquet boards are 2 meters long and longer, 18 cm wide and 10 to 30 mm thick.
- Such parquet strips are particularly expensive because they require high quality logs and large size, or, if 18 cm blades are extracted from a log of 20 cm in diameter, it degrades the performance of use of the log.
- Solid parquet flooring of intermediate range are for example 1 meter long and 5 to 8 cm wide. They cost less because they can be cut from smaller logs or from the corners of large logs not used for wide planks.
- High-width and long-length laminated parquet boards are particularly popular. They are quick to install and look like planks of traditional solid wood flooring. Although the layers of noble wood used for laminated parquet flooring are thinner than in solid wood flooring, the logs required to obtain such parquet strips remain large.
- the patent application FR 1 586 965 discloses a method for making wood panels of any width.
- the patent application FR 2,243,794 describes a sliced plating process. Such methods are suitable for plating boards, plywood and not for noble wear layers of the floors.
- the surface layer of parquet floor must be monobloc, with fibers oriented in the same direction. Thus, the aforementioned plating processes are not suitable for the manufacture of parquet flooring.
- multi-leaf parquet strips exist, which comprise smaller surface lamellae juxtaposed laterally to each other and glued on an underlayer. Each of the lamellae assembled on the laminated blade is much cheaper than a wide blade.
- multi-leaf laminated parquet boards have a checkerboard appearance corresponding to the appearance of an intermediate range of floors. Despite their lower cost, demand remains very strong for wide-width parquet boards.
- the patent US 3,209,889 discloses a parquet panel consisting of several substantially square sub-panels. Each subpanel is formed by pairs of strips of wood whose threads form a mirror symmetry. Such strips of wood are small in both length and width. These strips of wood are assembled into panels giving the floor a checkerboard look. The strips of wood described in this document are not assembled in planks. The visual comfort effect is very different from traditional solid wood flooring.
- the patent application DE 201 15 287 describes a floor made of sawn element, obtained from a board of larger dimension.
- the document describes a method for assembling the individual elements while maintaining the appearance of the initial plank.
- the initial plank is first cut longitudinally into individual slats.
- a marking technique allows to longitudinally offset the slats before cutting them transversely to form individual floor elements of the same length, and much shorter than the initial board.
- the individual elements are repositioned longitudinally as they were in the initial plank before sawing.
- the slats are derived from a sawing of the board in its thickness, the slats are returned before being offset longitudinally and sawed into individual floor elements.
- This technique allows that once assembled floor, the ends of the individual floor elements are offset and alternated longitudinally.
- This process aims to facilitate the transport of the floor. It transforms a large wooden board into smaller individual floor elements of smaller size, both in length and width.
- the disadvantage of such a process is to require for the initial board large logs. Although the appearance of the initial board is substantially preserved, the cost of obtaining it is not reduced.
- the invention provides a floorboard blade having the appearance of large width blade but less expensive to obtain.
- the method of manufacturing a wooden floorboard comprises a step of sawing a natural wood block so as to output at least two lamellae having similar natural patterns of veining, at least one edge common side resulting from the same sawing operation of the block of wood.
- the second lamella is returned with respect to the line of the common side edge.
- the two slats are positioned longitudinally with respect to each other so that the similar natural patterns coincide on the line of the common side edge.
- the veins of a block of wood evolve continuously throughout the cross section with respect to the principal direction of the fibers.
- two strips that were adjacent or close to each other in the same block of wood before being cut have after cutting very similar patterns.
- the position of a node is in the same place in the two neighboring lamellae.
- their side flank has the same veining patterns. It is possible to make them coincide and the external appearance of the set of two slats has a continuity of appearance as if they came from the same plank or a double width plank.
- the two slats are glued by their common side edge, pressing them against each other.
- the continuity of appearance is improved by the fact that the two strips are not only contiguous after reversal and longitudinal positioning, but also glued together under pressure, so as to virtually disappear any gaps between the two strips. For example, only one node remains on the line of the common lateral field.
- the quality of the assembly of the lateral common field contributes greatly to minimizing the visibility of the joint between the two lamellae and increases the impression of visual continuity of the pattern of veining on the whole board.
- the fact of sticking the slats on their common lateral fields is all the more important as these are of great lengths. Indeed, the slats from the natural wood block are preserved with the greatest possible length so as to form boards composed of a pair of slats, of larger dimension possible for a given log.
- said two strips are counter-glued against a common central core.
- laminated floorboards are more dimensionally stable, especially in the direction of the width of the board. Indeed, during variations in humidity of the ambient air, a board of natural wood swells more in the direction transverse to the natural fibers of the wood than in the axis of the fibers.
- solid wood floorboards are rectangular with natural wood fibers oriented generally along the length of the board. In traditional solid wood flooring, it is difficult for the floorboards to be joined due to the swelling or retraction of the adjacent floorboards.
- the laminated parquet boards have the advantage of being more dimensionally stable because the underlayment can have a better dimensional stability during humidity variations.
- a floorboard composed of two laminates laminated on a common central core has both the advantage of continuity of appearance between the two strips, while introducing a mechanical flexibility at the location of the common lateral field.
- the bulge of the blade is reduced and transformed into two small bulges of each of the two lamellae. This greatly improves the average flatness of such a parquet board.
- complementary fastening forms are machined on the lateral ends of the two lamellae.
- the invention also relates to a wooden floorboard.
- the blade comprises two strips from the same block of natural wood so as to have similar natural patterns of veining.
- the two lamellae are contiguous one against the other by a common side edge after reversal and longitudinal positioning of one with respect to the other so that the pattern of the natural veins of the blade has substantially symmetry with respect to the common lateral edge line.
- the floorboard comprises complementary hooking means located on the lateral sides of the blade and intended to cooperate with corresponding means of another floorboard blade.
- the floorboard comprises a common central core on which said two lamellae are laminated, at least one integral part of the central core extending over most of the width of the two lamellae.
- the floorboard comprises a backing layer extending on one face of the floorboard opposite to the natural wood lamellae.
- the floorboard is of rectangular shape. Said two strips have an identical thickness and a length equal to the length of the blade.
- the width of the two slats is half the width of the blade.
- the two strips are monobloc.
- the length is greater than 100 mm, preferably greater than 140 mm, in particular greater than 180 mm.
- the ratio of the length to the width is between 5 and 15 and preferably between 9 and 11.
- the material of the natural wood block from which the two slats are derived is a noble species such as oak, beech, maple, chestnut, or an exotic species such as jatoba, doussie , merbau, iroko, kosipo, or wenge.
- a noble species such as oak, beech, maple, chestnut, or an exotic species such as jatoba, doussie , merbau, iroko, kosipo, or wenge.
- a natural wood block 1 of elongated parallelepipedal shape has growth veins 2 of natural wood.
- Such a block of wood 1 has previously been cut from a log.
- the length of the block 1 is oriented parallel to the direction of the shaft, so that the growth grooves 2 are generally oriented in the direction of the length of the natural wood block 1.
- a cross section 3 of the natural wood block 1 corresponds to a portion of the cross section of the log.
- the cross section may for example be cut in a radius of the cross section of the log. It is also possible to extract the block of wood 1 by a wake of the log in blocks.
- Natural wood has knots 4 which generally correspond to starting points of branches.
- lamellae 5a, 5b, 5c, 5d of identical thickness which can vary from 2.5 to 6 mm, for example, depending on the type of floorboards to be manufactured.
- each of the lamellae 5a, 5b, 5c, 5d has at least one side field 6a, 6b, 6c, 6d particularly rectilinear.
- the nodes 4 and streaks or growth veins 2 evolve gradually in the direction of the thickness of the block of wood 1.
- the slats 5a, 5b, 5c, 5d have similar veining patterns.
- each pair consists of two lamellae 5a, 5b as similar as possible.
- the lamella 5b is turned over with respect to the lamella 5a so that the corresponding lateral fields 6a and 6b are henceforth facing each other.
- the upside-down lamella 5b ' is positioned in front of the lamella 5a. This has the effect that the vein patterns 2a of the leaflet 5a and 2b of the upside-down lamella 5b 'coincide and have a continuity at the location of the common lateral field 6a, 6b. All the growth lines that open into the lateral field 6a or 6b find in the opposing lamella a corresponding growth line, so that the whole exhibits a continuity of the growth streak 2a, 2b. This helps to form a continuous and harmonious pattern and to visually remove the side field assembly 6a, 6b.
- pairs of lamellae 5a, 5b ' are made and prepositioned with respect to each other, they are assembled edge to edge by affixing a net of glue on the field 6a or 6b and by pressing the lamellae 5a, 5b' on all four sides.
- the lamella 5a has a lateral field 11a opposite to the side field 6a, and the lamella 5b 'has a side field 11b opposite the side field 6b.
- the common lateral fields 6a, 6b are opposite one another, pressure is exerted on the lateral fields opposed 11a, 11b, while the top and bottom faces as well as the high sides and the low sides of each of the two strips 5a and 5b are held in position.
- the pair of lamellae 5a, 5b ' form a floorboard 7. It can be positioned in a high frequency press.
- a high frequency system or a high temperature system allows rapid curing of the adhesive at the location of the lateral common field 6a, 6b.
- the quality of the assembly of the lateral common field 6a, 6b contributes greatly to minimizing the visibility of the joint between the two strips 5a, 5b 'and to allow a continuous drawing of the parquet board 7.
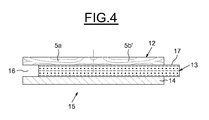
- a laminated floorboard 15 consists of a facing layer or wear layer 12, a central core 13 and a backing layer 14.
- the wear layer 12 is made of wood hard with fibers oriented in the direction of the length of the blade and its thickness is at least 2.5 mm.
- the wood used can be a noble species such as an oak, or wood benches such as beech or maple, or chestnut.
- the wood used can also be exotic wood such as jatoba, doussie, merbau, iroko, kosipo, moabi or wenge.
- the wear layer 12 is constituted by all the previously assembled strips 5a, 5b '.
- the central core 13 may be an odd-numbered plywood plate, each of the layers of the plywood plate having fibers oriented at 90 ° to the fibers of the adjacent layer. Thus, the moisture behavior of the central core 13 is identical in all directions. This greatly improves the dimensional stability of the parquet board 15.
- the central core 13 may also use wood panels or HDF material of high fiber density plates.
- the backing layer 14 also contributes to good dimensional stability and avoids the deformations of the parquet board 15. It can be a layer of 1 to 2 mm, resinous wood or cheese wood from Africa.
- the three wearing layers 12, central core 13, and counter-facing 14 are assembled by gluing to form the single-piece parquet board.
- a groove 16 is provided on one side of the floorboard 15 and a corresponding tongue 17 is formed on the opposite side. It is also possible to use glue-free assembly systems or other types of fastening conventionally used in parquet boards.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Architecture (AREA)
- Forests & Forestry (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Floor Finish (AREA)
Abstract
Description
- L'invention concerne le domaine des parquets en bois, et en particulier le domaine des parquets en bois contre-collé.
- Les parquets en bois massif sont particulièrement appréciés pour leur aspect chaleureux et naturel. L'aspect procuré par les veines du bois naturel contribue beaucoup au confort de l'utilisateur. Les parquets peuvent utiliser des essences nobles ou des bois exotiques. Pour une même essence de bois naturel, le haut de gamme de parquet est constitué par des lames de parquet en bois massif, de grande longueur et de grande largeur. Par exemple, les lames de parquet de haut de gamme font 2 mètres de longueur et plus, 18 cm de large et 10 à 30 mm d'épaisseur. De telles lames de parquet sont particulièrement onéreuses car elles nécessitent des grumes de grande qualité et de grande taille, ou bien, si des lames de 18 cm sont extraites d'une grume de 20 cm de diamètre, cela dégrade le rendement d'utilisation de la grume.
- Des lames de parquet massif de gamme intermédiaire, font par exemple 1 mètre de long pour 5 à 8 cm de large. Leur coût est moindre car elles peuvent être débitées à partir de grumes de dimensions moindre ou bien à partir des coins des grumes de grande dimension non utilisés pour les planches de grande largeur.
- I1 existe également des parquets contre-collés dans lesquels une couche d'usure en bois naturel est collée sur une ou plusieurs sous-couches de matériau moins noble, conférant à l'ensemble de la lame une bonne résistance mécanique tout en réduisant l'épaisseur de bois noble nécessaire. Cela permet de réduire le coût du parquet et de préserver l'environnement en réduisant la quantité de bois massif utilisé. De plus, de tels parquets peuvent être montés flottants, alors que les lames de parquet massif doivent être fixées sur un support. La norme EN 13 756 : avril 2003 a fixé les caractéristiques des produits pouvant prétendre à l'appellation de « parquet », et ceux qui ne sont que des revêtements de sol stratifiés. Ainsi, dans les lames de parquet, la partie supérieure sur laquelle on marche est en bois naturel et a une épaisseur d'au moins 2,5 mm.
- Des lames de parquet contre-collé de grande largeur et de grande longueur sont particulièrement appréciées. Elles sont rapides à installer et ressemblent aux planches des parquets en bois massif traditionnel. Bien que les couches de bois noble utilisé pour les parquets contre-collés soient plus minces que dans les parquets en bois massif, les grumes nécessaires à l'obtention de telles lames de parquet restent de grandes dimensions.
- La demande de brevet
FR 1 586 965 FR 2 243 794 - La demande de brevet
WO 2004/06874 - Par ailleurs, des lames de parquet multi-lamelles existent, qui comprennent des lamelles superficielles de dimensions plus réduites juxtaposées latéralement les unes aux autres et collées sur une sous-couche. Chacune des lamelles assemblées sur la lame contre-collée est bien meilleur marché qu'une lame de grande largeur. Cependant, de telles lames de parquet contre-collé multi-lamelles présentent un aspect de damier correspondant à l'aspect d'une gamme intermédiaire de parquets. Malgré leur moindre coût, la demande reste très forte pour des lames de parquet de grande largeur.
- Le brevet
US 3 209 889 décrit un panneau de parquet composé de plusieurs sous panneaux sensiblement carrés. Chaque sous panneau est formé par des paires de bandes de bois dont les fils du bois forment une symétrie miroir. De telles bandes de bois sont de petites dimensions, tant en longueur qu'en largeur. Ces bandes de bois sont assemblées en panneaux conférant au parquet une allure de damier. Les bandes de bois décrites dans ce document ne sont pas assemblées en planche. L'effet de confort visuel est très différent des parquets en bois massifs traditionnels. - La demande de brevet
DE 201 15 287 décrit un plancher fait d'élément sciés, obtenus à partir d'une planche de plus grande dimension. Le document décrit un procédé pour assembler les éléments individuels tout en conservant l'allure de la planche initiale. La planche initiale est d'abord sciée longitudinalement en lattes individuelles. Puis une technique de marquage permet de décaler longitudinalement les lattes avant de les couper transversalement pour former des éléments de plancher individuelles de même longueurs, et beaucoup plus courts que la planche initiale. Ensuite, les éléments individuels sont repositionnés longitudinalement comme ils étaient dans la planche initiale avant le sciage. Dans le cas où les lattes sont issues d'un sciage de la planche dans son épaisseur, les lattes sont retournées avant d'être décalées longitudinalement et sciées en éléments individuels de plancher. Cette technique permet qu'une fois assemblée en plancher, les extrémités des éléments individuels de plancher soient décalées et alternées longitudinalement. Ce procédé vise à faciliter le transport du plancher. Il transforme une planche de bois de grande dimension en petits éléments individuels de plancher de plus petite dimension, tant dans le sens de la longueur que dans le sens de la largueur. L'inconvénient d'un tel procédé est d'exiger pour la planche initiale des grumes de grandes dimensions. Bien que l'aspect de la planche initiale soit sensiblement conservé, le coût d'obtention n'est pas réduit. - L'invention propose une lame de parquet présentant l'aspect de lame de grande largeur mais moins chère à obtenir.
- Pour des lames de parquets, on entend par « grande longueur » ou « grande largeur », une longueur ou une largeur similaire à celle des planches des parquets traditionnels en bois massif.
- Selon un mode de réalisation, le procédé de fabrication d'une lame de parquet en bois comprend une étape de sciage d'un bloc de bois naturel de manière à débiter au moins deux lamelles présentant des motifs naturels de veinage similaires, au moins un chant latéral commun issu d'une même opération de sciage du bloc de bois.
- Avantageusement, on retourne la deuxième lamelle par rapport à la ligne du chant latéral commun. On positionne longitudinalement les deux lamelles l'une par rapport à l'autre de manière que coïncide, sur la ligne du chant latéral commun, les motifs naturels similaires.
- Les veines d'un bloc de bois évoluent de manière continue dans toute la section droite par rapport à la direction principale des fibres. Ainsi, deux lamelles qui étaient adjacentes ou proches l'une de l'autre dans un même bloc de bois avant d'être découpées, présentent après découpage des motifs très similaires. Par exemple, la position d'un noeud se trouve au même endroit dans les deux lamelles voisines. En retournant l'une par rapport à l'autre les deux lamelles voisines, leur flanc latéral présente les mêmes motifs de veinage. I1 est possible de les faire coïncider et l'allure extérieure de l'ensemble des deux lamelles présente une continuité d'aspect comme si elles étaient issues d'une même planche ou d'une lame de largeur double.
- Avantageusement, on colle les deux lamelles par leur chant latéral commun, en les pressant l'une contre l'autre. La continuité d'aspect est améliorée par le fait que les deux lamelles sont non seulement accolées après retournement et positionnement longitudinal, mais également collées ensemble sous pression, de manière à faire quasiment disparaître tout interstice entre les deux lamelles. Seul subsiste par exemple, un noeud se trouvant sur la ligne du champ latéral commun.
- La qualité de l'assemblage du champ commun latéral contribue beaucoup à minimiser la visibilité du joint entre les deux lamelles et augmente l'impression de continuité visuelle du motif de veinage sur toute la planche. Le fait de coller les lamelles sur leurs champs latéral commun est d'autant plus important que celles-ci sont de grandes longueurs. En effet, les lamelles issues du bloc de bois naturel sont conservées avec la plus grande longueur possible de manière à former des planches composées d'un couple de lamelles, de plus grande dimension possible pour une grume donnée.
- Dans un autre mode de réalisation, on contre-colle lesdites deux lamelles contre une âme centrale commune.
- Par rapport aux lames de parquet en bois massif, les lames de parquet contre-collées sont plus stables dimensionnellement, et notamment dans le sens de la largeur de la lame. En effet, lors des variations d'humidité de l'air ambiant, une planche de bois naturel gonfle plus dans le sens transversal aux fibres naturelles du bois que dans l'axe des fibres. Généralement, les lames de parquet en bois massif sont rectangulaires avec des fibres naturelles du bois orientées globalement dans le sens de la longueur de la planche. Dans les parquets en bois massif traditionnels, il est difficile que les lames de parquet soient jointives, en raison du gonflement ou de la rétractation des lames de parquet adjacentes. Les lames de parquet contre-collées présentent l'avantage d'être plus stables dimensionnellement car la sous-couche peut avoir une meilleure stabilité dimensionnelle lors des variations d'humidité. Toutefois, la stabilité en longueur de la lame contre-collée se bombe au centre de la lame lorsque l'humidité augmente, en raison des couches d'expansion différentes. Une lame de parquet composée de deux lamelles contre-collées sur une âme centrale commune, présente à la fois l'avantage de la continuité d'aspect entre les deux lamelles, tout en introduisant une flexibilité mécanique à l'endroit du champ latéral commun. Ainsi, le bombement de la lame est réduit et transformé en deux petits bombements de chacun des deux lamelles. Cela améliore grandement la planéité moyenne d'une telle lame de parquet.
- Dans une variante, on usine des formes d'accrochage complémentaires sur extrémités latérales des deux lamelles.
- Selon un autre aspect, l'invention porte également sur une lame de parquet en bois. La lame comprend deux lamelles issues d'un même bloc de bois naturel de manière à présenter des motifs naturels de veinage similaires. Les deux lamelles sont accolées l'une contre l'autre par un chant latéral commun après retournement et positionnement longitudinal de l'une par rapport à l'autre de manière que le motif des veines naturelles de la lame présente sensiblement une symétrie par rapport à la ligne de chant latéral commun.
- Avantageusement, la lame de parquet comprend des moyen d'accrochage complémentaires situés sur les cotés latéraux de la lame et destinés à coopérer avec des moyens correspondants d'une autre lame de parquet.
- Avantageusement, la lame de parquet comprend une âme centrale commune sur laquelle lesdites deux lamelles sont contrecollées, au moins une partie monobloc de l'âme centrale s'étendant sur la majeure partie de la largueur des deux lamelles.
- Avantageusement, la lame de parquet comprend une couche de contre-parement s'étendant sur une face de la lame de parquet opposée aux lamelles de bois naturel.
- Avantageusement, la lame de parquet est de forme rectangulaire. Lesdites deux lamelles présentent une épaisseur identique et une longueur égale à la longueur de la lame.
- Avantageusement, la largueur des deux lamelles est la moitié de la largueur de la lame. Avantageusement, les deux lamelles sont monobloc.
- Selon un mode de réalisation, la longueur est supérieure à 100mm, de préférence supérieure à 140 mm, en particulier supérieure à 180 mm.
- Selon un mode de réalisation, le rapport de la longueur sur la largueur est compris entre 5 et 15 et de préférence entre 9 et 11.
- Selon un mode de réalisation, le matériau du bloc de bois naturel dont sont issues les deux lamelles est une essence noble telle que du chêne, du hêtre, de l'érable, du châtaigner, ou une essence exotique telle que du jatoba, du doussie, du merbau, du iroko, du kosipo, ou du wenge.
- D'autres caractéristiques et avantages de l'invention apparaîtront à la lecture de la description détaillée de modes de réalisation du dispositif pris à titre d'exemples non limitatifs et illustrés par les dessins annexés, sur lesquels :
- la
figure 1 est une vue en perspective d'un bloc de bois avant découpage des lamelles ; - la
figure 2 illustre deux lamelles avant assemblage de la lame ; - la
figure 3 illustre un mode de réalisation de la lame de parquet selon l'invention ; et - la
figure 4 est une coupe transversale d'une lame de parquet contre-collée. - Comme illustré en
figure 1 , un bloc de bois naturel 1 de forme parallélépipédique allongée présente des veines de croissance 2 du bois naturel. Un tel bloc de bois 1 a été précédemment découpé dans une grume. La longueur du bloc 1 est orientée parallèlement à la direction de l'arbre, de sorte que les stries de croissance 2 sont globalement orientées dans le sens de la longueur du bloc de bois naturel 1. Une section transversale 3 du bloc de bois naturel 1 correspond à une portion de la section transversale de la grume. La section transversale peut par exemple, être découpée dans un rayon de la section transversale de la grume. Il est également possible d'extraire le bloc de bois 1 par un sillage de la grume en plots. - Le bois naturel présente des noeuds 4 qui correspondent généralement à des points de départ de branches.
- On va maintenant décrire les étapes de fabrication de lames de parquet contre-collées. Dans une première étape, le bloc de bois 1 est scié à la dimension souhaitée pour les lamelles que l'on souhaite obtenir et les quatre faces sont rabotées puis refendues à l'aide de lames de sciage circulaires, selon les trajectoires illustrées en pointillés sur la
figure 1 . On forme ainsi des lamelles 5a, 5b, 5c, 5d d'une épaisseur identique pouvant varier de 2,5 à 6 mm par exemple, selon le type de lames de parquet à fabriquer. Grâce au rabotage initial d'au moins un des côtés 6 du bloc de bois naturel 1, chacune des lamelles 5a, 5b, 5c, 5d présente au moins un champ latéral 6a, 6b, 6c, 6d particulièrement rectiligne. En raison de l'orientation longitudinale du bloc de bois 1 par rapport à l'axe de la grume d'origine, les noeuds 4 et les stries ou veines de croissance 2 évoluent de manière progressive dans le sens de l'épaisseur du bloc de bois 1. Ainsi, les lamelles 5a, 5b, 5c, 5d présentent des motifs de veinage similaires. - Dans une deuxième étape, les lamelles sont triées et positionnées les unes à côté des autres. On retire les lamelles qui présentent des défauts incompatibles avec le type de produit souhaité. Les lamelles restantes sont positionnées par paires en conservant le même ordre que celui obtenu lors de la refente. Ainsi, chaque paire est constituée de deux lamelles 5a, 5b les plus similaires possibles.
- Dans une troisième étape, on retourne la lamelle 5b par rapport à la lamelle 5a de sorte que les champs latéraux 6a et 6b correspondants soient dorénavant en regard l'un de l'autre. La lamelle retournée 5b' est positionnée en face de la lamelle 5a. Cela a comme effet que les motifs de veinage 2a de la lamelle 5a et 2b de la lamelle retournée 5b' coïncident et présentent une continuité à l'endroit du champ latéral commun 6a, 6b. Toutes les lignes de croissance qui débouchent dans le champ latéral 6a ou 6b trouvent dans la lamelle adverse une ligne de croissance correspondante, de sorte que l'ensemble manifeste une continuité de la strie de croissance 2a, 2b. Cela contribue à former un dessin continu et harmonieux et à faire disparaître visuellement le champ latéral d'assemblage 6a, 6b.
- Alternativement, il aurait aussi été possible de retourner la lamelle 5a au lieu de la lamelle 5b. Le motif obtenu en associant la lamelle retournée 5a' avec la lamelle 5b est différent du motif obtenu en associant la lamelle 5a avec la lamelle retournée 5b'.
- Une fois les paires de lamelles 5a, 5b' réalisées et prépositionnées l'une par rapport à l'autre, on les assemble bord à bord en apposant un filet de colle sur le champ 6a ou 6b et en pressant les lamelles 5a, 5b' sur les quatre côtés.
- La lamelle 5a présente un champ latéral 11a opposé au champ latéral 6a, et la lamelle 5b' présente un champ latéral 11b opposé au champ latéral 6b. Lorsque les champs latéraux communs 6a, 6b sont en regard l'un de l'autre, une pression est exercée sur les champs latéraux opposés 11a, 11b, pendant que les faces de dessus et de dessous ainsi que les côtés hauts et les côtés bas de chacune des deux lamelles 5a et 5b sont maintenus en position.
- La paire de lamelles 5a, 5b' forme une lame de parquet 7. Elle peut être positionnée dans une presse haute fréquence. Un système de haute fréquence ou un système de haute température permet une réticulation rapide de la colle à l'endroit du champ commun latéral 6a, 6b. La qualité de l'assemblage du champ commun latéral 6a, 6b contribue beaucoup à minimiser la visibilité du joint entre les deux lamelles 5a, 5b' et permettre un dessin continu de la lame de parquet 7.
- Comme illustré en
figure 4 , une lame de parquet contre-collée 15est constituée d'une couche de parement ou couche d'usure 12, d'une âme centrale 13 et d'une couche de contre-parement 14. La couche d'usure 12 est réalisée en bois dur avec des fibres orientées dans le sens de la longueur de la lame et son épaisseur fait au moins 2,5 mm. Le bois utilisé peut être une essence noble telle qu'un chêne, ou bien des bois bancs tels que du hêtre ou de l'érable, ou bien du châtaignier. Le bois utilisé peut être également un bois exotique tels que du jatoba, du doussie, du merbau, du iroko, du kosipo, du moabi ou du wenge. La couche d'usure 12 est constituée par l'ensemble des lamelles 5a, 5b' précédemment assemblées. - L'âme centrale 13 peut être une plaque de contreplaqué à un nombre impair de couches, chacune des couches de la plaque de contreplaqué ayant des fibres orientées à 90° des fibres de la couche adjacente. Ainsi, le comportement en humidité de l'âme centrale 13 est identique dans toutes les directions. Cela contribue à améliorer grandement la stabilité dimensionnelle de la plaque de parquet 15. L'âme centrale 13 peut également utiliser des panneaux de bois ou du matériau HDF de plaques à haute densité de fibres.
- La couche de contre-parement 14 contribue également à une bonne stabilité dimensionnelle et évite les déformations de la lame de parquet 15. Elle peut être une couche de 1 à 2 mm, en bois résineux ou en bois fromager provenant d'Afrique.
- Les trois couches d'usure 12, d'âme centrale 13, et de contre-parement 14 sont assemblées par collage pour former la lame de parquet 15 monobloc.
- Une rainure 16 est ménagée sur un côté de la lame de parquet 15 et une languette 17 correspondante est ménagée sur le côté opposé. I1 est également possible d'utiliser des systèmes d'assemblage sans colle ou d'autres types d'accrochage habituellement utilisés dans les lames de parquet.
- Le fait d'avoir assemblé en regard deux lamelles 5a et 5b' retournées et provenant d'un même bloc de bois 1, permet d'obtenir une lame de parquet 7 ou 15 présentant une continuité des veines de croissance 2, minimisant la visibilité du joint d'assemblage 6a, 6b des deux lamelles 5a et 5b'.
- Dans une variante, il est également possible d'assembler côte à côte plus de deux lames voisines 5a, 5b, 5c.
Claims (12)
- Procédé de fabrication d'une lame de parquet en bois (7, 15) comprenant une étape de sciage d'un bloc (1) de bois naturel de manière à débiter au moins deux lamelles (5a, 5b) présentant des motifs naturels de veinage similaires (2a, 2b) et au moins un chant latéral commun (6a, 6b) issu d'une même opération de sciage du bloc de bois (1), on retourne une des deux lamelles (5b') par rapport à la ligne du chant latéral commun (6a, 6b), on positionne longitudinalement les deux lamelles (5a, 5b') l'une par rapport à l'autre de manière que coïncide, sur la ligne du chant latéral commun (6a, 6b), les motifs naturels similaires (2a, 2b), caractérisé par le fait qu'on colle les deux lamelles (5a, 5b') par leur chant latéral commun (6a, 6b), en les pressant l'une contre l'autre.
- Procédé selon la revendication 1 dans lequel on contre-colle lesdites deux lamelles (5a, 5b') contre une âme centrale commune (13).
- Procédé selon la revendication 1 ou 2 dans lequel on usine des formes d'accrochage complémentaires (16, 17) sur extrémités latérales des deux lamelles (5a, 5b').
- Lame de parquet en bois (7, 15) comprenant deux lamelles (5a, 5b) issues d'un même bloc de bois (1) naturel et disposées de manière à présenter des motifs naturels de veinage similaires (2a, 2b) et sensiblement symétriques par rapport à une ligne de chant latéral commun (6a, 6b) aux deux lamelles (5a, 5b'), caractérisée par le fait que les deux lamelles sont colées l'une contre l'autre par leur chant latéral commun (6a, 6b).
- Lame de parquet en bois (7, 15) selon la revendication 4, présentant une forme rectangulaire et dans laquelle les deux lamelles (5a, 5b) présentent une épaisseur identique et une longueur égale
- Lame de parquet (7, 15) selon la revendication 4 ou 5, dont la longueur est supérieure à 100mm, de préférence supérieure à 140 mm, en particulier supérieure à 180 mm.
- Lame de parquet (7, 15) selon l'une des revendications 4 à 6, dans laquelle les deux lamelles sont monobloc et ont une largueur égale à la moitiè de la largueur de la lame.
- Lame de parquet (7, 15) selon l'une des revendications 4 à 7 dans laquelle le rapport de la longueur sur la largueur de la lame est compris entre 5 et 15 et de préférence entre 9 et 11.
- Lame de parquet (15) selon l'une des revendications 4 à 8, comprenant des moyen d'accrochage complémentaires (16, 17) situés sur les cotés latéraux de la lame et destinés à coopérer avec des moyens correspondants d'une autre lame de parquet.
- Lame de parquet (15) selon l'une des revendications 4 à 9, comprenant une âme centrale commune (13) sur laquelle lesdites deux lamelles (5a, 5b') sont contrecollées, au moins une partie monobloc de l'âme centrale (13) s'étendant sur la majeure partie de la largueur des deux lamelles (5a, 5b').
- Lame de parquet (15) selon l'une des revendications 4 à 10, comprenant une couche de contre-parement (14) s'étendant sur une face de la lame de parquet opposée aux lamelles (5a, 5b') de bois naturel.
- Lame de parquet (7, 15) selon l'une des revendications 4 à 11, de forme rectangulaire dans laquelle lesdites deux lamelles (5a, 5b') présentent une épaisseur identiques, une longueur égale à la longueur de la lame et/ou dans laquelle la largueur des deux lamelles (5a, 5b') est la moitié de la largueur de la lame.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0759557A FR2924374B1 (fr) | 2007-12-04 | 2007-12-04 | Lame de parquet et procede de fabrication. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2067587A1 true EP2067587A1 (fr) | 2009-06-10 |
Family
ID=39496218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08170743A Withdrawn EP2067587A1 (fr) | 2007-12-04 | 2008-12-04 | Lame de parquet et procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2067587A1 (fr) |
| FR (1) | FR2924374B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102248570A (zh) * | 2011-07-10 | 2011-11-23 | 浙江省林业科学研究院 | 一种内外成型的木竹质空心板及其制造方法 |
| CN113719065A (zh) * | 2016-07-29 | 2021-11-30 | 地板工业有限公司 | 人字形表面装饰材料及其制造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH255650A (de) * | 1947-04-05 | 1948-07-15 | Eggstein Julius | Stirnholzparkettboden. |
| US3209889A (en) | 1962-02-16 | 1965-10-05 | Metzger Hans Otto | Apparatus for arranging parquet panel |
| FR1586965A (fr) | 1966-10-27 | 1970-03-06 | ||
| FR2243794A1 (fr) | 1973-09-17 | 1975-04-11 | Sadashige Takeshi | |
| WO2000074911A1 (fr) * | 1999-06-07 | 2000-12-14 | Hamberger Industriewerke Gmbh | Lamelle de parquet, son utilisation pour produire un panneau ou un element de parquet, et element de parquet ainsi obtenu ainsi que procede pour produire une lamelle de parquet |
| DE20115287U1 (de) | 2001-01-12 | 2002-01-10 | Kirstein, Thomas, 79336 Herbolzheim | Fußbodenbelag |
| WO2004006874A1 (fr) | 2002-07-10 | 2004-01-22 | Unilever N.V. | Compositions de traitement capillaire |
| EP1607178A2 (fr) * | 2004-06-10 | 2005-12-21 | Houtindustrie Schijndel B.V. | Procédé de fabrication des éléments de bois |
-
2007
- 2007-12-04 FR FR0759557A patent/FR2924374B1/fr not_active Expired - Fee Related
-
2008
- 2008-12-04 EP EP08170743A patent/EP2067587A1/fr not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH255650A (de) * | 1947-04-05 | 1948-07-15 | Eggstein Julius | Stirnholzparkettboden. |
| US3209889A (en) | 1962-02-16 | 1965-10-05 | Metzger Hans Otto | Apparatus for arranging parquet panel |
| FR1586965A (fr) | 1966-10-27 | 1970-03-06 | ||
| FR2243794A1 (fr) | 1973-09-17 | 1975-04-11 | Sadashige Takeshi | |
| WO2000074911A1 (fr) * | 1999-06-07 | 2000-12-14 | Hamberger Industriewerke Gmbh | Lamelle de parquet, son utilisation pour produire un panneau ou un element de parquet, et element de parquet ainsi obtenu ainsi que procede pour produire une lamelle de parquet |
| DE20115287U1 (de) | 2001-01-12 | 2002-01-10 | Kirstein, Thomas, 79336 Herbolzheim | Fußbodenbelag |
| WO2004006874A1 (fr) | 2002-07-10 | 2004-01-22 | Unilever N.V. | Compositions de traitement capillaire |
| EP1607178A2 (fr) * | 2004-06-10 | 2005-12-21 | Houtindustrie Schijndel B.V. | Procédé de fabrication des éléments de bois |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102248570A (zh) * | 2011-07-10 | 2011-11-23 | 浙江省林业科学研究院 | 一种内外成型的木竹质空心板及其制造方法 |
| CN113719065A (zh) * | 2016-07-29 | 2021-11-30 | 地板工业有限公司 | 人字形表面装饰材料及其制造方法 |
| CN113719065B (zh) * | 2016-07-29 | 2023-04-25 | 地板工业有限公司 | 人字形表面装饰材料及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2924374A1 (fr) | 2009-06-05 |
| FR2924374B1 (fr) | 2014-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1448860B1 (fr) | Dispositif de lame profilee | |
| CA3039230A1 (fr) | Systeme constructif a lames structurelles croisees | |
| EP2067587A1 (fr) | Lame de parquet et procédé de fabrication | |
| FR2834527A1 (fr) | Revetement de sol modulaire a dalles encadrees | |
| FR2513291A1 (fr) | Poutre de coffrage en bois et procede pour la fabrication d'une poutre de coffrage en bois de ce type | |
| EP1470302B1 (fr) | Revetement de sol modulaire a dalles encadrees | |
| EP0309356B1 (fr) | Procédé de fabrication d'un matériau en bois du type à coloration intégrée, et matériau ainsi obtenu | |
| WO2008125753A2 (fr) | Elément rigide de construction en cuir, similicuir ou similaire et procédé de fabrication d'un tel matériau | |
| EP1170439B1 (fr) | Elément de parquet à joints compensateurs, et procédé de fabrication de cet élément | |
| EP3744492B1 (fr) | Procédé de fabrication de panneaux de bois massif multicouche | |
| EP0069040B1 (fr) | Elément en bois lamellé collé présentant, en section droite, des alvéoles, ou analogues | |
| EP1170438B1 (fr) | Latte de parquet ou de plancher | |
| FR2673222A1 (fr) | Element de revetement boise tel qu'un lambris et procede de fabrication d'un tel element. | |
| CA2994246C (fr) | Panneau de bois multicouche et procede de decoupe et d'assemblage d'avives de bois a l'etat vert pour la fabrication d'un tel panneau | |
| BE1020073A3 (fr) | Accessoire de finition tel que notamment un nez de marche ou une tablette, et son procede de fabrication. | |
| EP1826336A1 (fr) | Revêtement de sol en bois constitué de dalles de parquet, et procédé de fabrication d'une dalle de parquet | |
| BE1003460A4 (fr) | Poutre creuse en bois, son procede de fabrication et son utilisation dans une veranda. | |
| FR2698036A1 (fr) | Procédé de fabrication de parquet contrecollé ou massif. | |
| EP2411592A1 (fr) | Element de construction du type lamelle, et procede de realisation de cet element | |
| FR2876132A1 (fr) | Dalle de parquet formee par un assemblage de lames de bois tri-pli, et procede de fabrication de la dalle | |
| FR2802460A1 (fr) | Procede de fabrication d'un produit en bois lamelle-colle et produit ainsi obtenu | |
| FR2688535A1 (fr) | Element de parquet, en particulier panneau ou lame de parquet. | |
| BE834336A (fr) | Perfectionnements relatifs a des planches ou des panneaux de construction | |
| FR3105280A1 (fr) | Panneau pour la réalisation d’un revêtement de sol en pose libre | |
| FR2793721A1 (fr) | Panneau fabrique a partir de lattes de bois de recuperation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090710 |
|
| 17Q | First examination report despatched |
Effective date: 20090807 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20100218 |