EP2058257B1 - Production de feuillets - Google Patents
Production de feuillets Download PDFInfo
- Publication number
- EP2058257B1 EP2058257B1 EP08168772A EP08168772A EP2058257B1 EP 2058257 B1 EP2058257 B1 EP 2058257B1 EP 08168772 A EP08168772 A EP 08168772A EP 08168772 A EP08168772 A EP 08168772A EP 2058257 B1 EP2058257 B1 EP 2058257B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- mandrel
- wound
- belts
- leaflet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000004519 manufacturing process Methods 0.000 title description 10
- 238000000034 method Methods 0.000 claims description 22
- 230000006835 compression Effects 0.000 claims description 7
- 238000007906 compression Methods 0.000 claims description 7
- 238000000605 extraction Methods 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 230000000694 effects Effects 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 8
- 238000004804 winding Methods 0.000 description 11
- 238000004806 packaging method and process Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 7
- 239000000969 carrier Substances 0.000 description 6
- 239000000825 pharmaceutical preparation Substances 0.000 description 6
- 229940127557 pharmaceutical product Drugs 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002674 ointment Substances 0.000 description 1
- 239000010816 packaging waste Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/02—Multiple-step processes for making flat articles ; Making flat articles the articles being labels or tags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C3/00—Making booklets, pads, or form sets from multiple webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D15/00—Printed matter of special format or style not otherwise provided for
- B42D15/0073—Printed matter of special format or style not otherwise provided for characterised by shape or material of the sheets
- B42D15/008—Foldable or folded sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/006—Winding articles into rolls
- B65H29/008—Winding single articles into single rolls
Definitions
- This invention relates to apparatus for and methods of finishing a leaflet from pre-printed sheet material.
- Rationalisation is creating specialist pharmaceutical manufacturing centres supplying global markets.
- the variations required to meet local regulations has increased packaging complexity - for example, the same medication may have to be packed to meet a large number of different national requirements, affecting the information leaflet and carton text content.
- Regulatory authorities are concerned to ensure an ageing population can both read and understand all patient information.
- More product data, larger type-faces and more user-friendly layouts increase the required space on a product leaflet.
- some countries require multi-language content which adds yet further pressure on the size of suitable leaflets, sometimes exceeding current information leaflet production capabilities.
- leaflets of ever greater usable area but which may be folded down to a relatively small size, for packaging with small products are particularly important.
- a leaflet carrying particular information is properly associated with the correct pharmaceutical product and packaging.
- the leaflet can be printed at the time of packaging of a product, so as immediately to be associated with the packaged product.
- the leaflet is in a form which may be adhered to the packaging and then opened out for reading, rather than folded into a shape convenient for insertion into the packaging.
- FIG. 6 to 9 of Shacklett show a cut sheet of paper pre-printed with the required information repeated on different areas of the sheet. That sheet is then wound around a cylindrical former of circular cross-sectional shape, removed from the former and squeezed into a substantially flat form. The wound sheet is then cut into separate pieces each containing all the required information; thereafter, each wound and squeezed piece may be attached to a carton or bottle.
- a disadvantage of this process is that the squeezing operation which is performed on the wound sheet causes significant distortion thereof, leading to the formation of unwanted creases. Further, each piece cut from the wound and squeezed sheet must have a significant length (in the direction of the axis of the former) in order to contain the required information in an easily readable form.
- the present invention aims at providing both an apparatus for and a method of producing an information leaflet from a pre-printed sheet, which leaflet is particularly suitable for use with pharmaceutical products but also useful whenever information leaflets are to be packaged with products.
- apparatus for producing a leaflet from a pre-printed sheet comprising a mandrel having an outer surface of generally elliptical cross-sectional shape and gripper means to hold a leading end portion of a sheet advanced to the mandrel, means to effect rotation of the mandrel about the axis thereof to wind an advanced and gripped sheet therearound, and extraction means to remove a sheet wound around the mandrel, characterised in that the sheet is pre-folded along at least one crease line extending in the direction of advancement of the sheet to the mandrel, the extraction means removes the sheet from the mandrel in the axial direction thereof, and compression means is arranged to compress a removed wound sheet into a substantially flat leaflet.
- a method of producing a leaflet from a pre-printed sheet comprising the steps of:
- a leaflet produced from a sheet in accordance with this invention may have a relatively large printed area and yet be produced in an efficient and rapid manner.
- the degree of compression of the wound sheet required to produce a flat leaflet is reduced, which in turn reduces the likelihood of a creased or misshapen leaflet, especially when a large information area is required.
- the sheet used for producing the leaflet is pre-printed and may be printed on-line, either immediately or shortly before the sheet is to be folded into a leaflet and associated with a product.
- the apparatus allows the use of digital printing technologies to pre-print a cut or reel-fed sheet, which is then formed into a leaflet.
- the leaflet may be applied to a package or carton, immediately following the leaflet formation.
- the sheet is pre-folded along at least one crease-line, but preferably along two crease-lines, extending parallel to the direction of advancement of the sheet towards the mandrel.
- the creases would extend parallel to the long edges of the sheet and advantageously divide the sheet into three panels of substantially equal area.
- Such folding of the sheet may be performed by means of a plough folder or other known folding apparatus, to form the fan-folded sheet.
- the sheet may be compressed, for example by a roller nip, fully to form the crease-lines in the sheet.
- the nip may also perform the function of controlling the feeding of the sheet to the mandrel.
- the sheet panel on the mandrel surface will be wound around a smaller radius than the sheet panel furthest from the mandrel, due to the thickness of the sheet. This could tend to form creases in the sheet during the winding operation but to minimise the likelihood of this, it is important that the sheet is both relatively thin and also smooth, so as to have a relatively slippery surface. To this end, it is preferred for the sheet to be of a thin opaque non-paper material, such as a plastics material, rather than paper as used in the production of traditional leaflets.
- the method of this invention may be performed on cut sheets or on a roll-fed web of sheet material, but in the latter case the material must be cut at some point in the process before winding of the material on the mandrel has been completed, to allow the production of separate leaflets.
- a preferred apparatus has a mandrel with a slot formed therein, and into which the leading edge of the sheet is received. That slot may extend fully across the mandrel, preferably along the major diameter of the generally elliptical cross-section.
- a clamping arrangement for example including a movable gripper finger, arranged to hold a leading edge portion of a sheet received within that slot and thereafter to allow winding of the sheet around the mandrel.
- the wound sheet is removed from the mandrel along the axial direction thereof, either by holding the wound sheet stationary and pulling the mandrel axially out of the wound sheet, or by holding the mandrel stationary and pulling the wound sheet axially off the mandrel.
- a pair of endless belts carried on arms movable towards and away from each other and arranged to embrace the mandrel may be provided for this purpose. Where the mandrel is moved axially out of the wound sheet, those arms may extend in a direction generally normal to the axis of the mandrel.
- the belts may also serve to assist the winding of the sheet around the mandrel, by having the belts initially contacting the outer surface of the mandrel, and then contacting the sheet as winding progresses, on rotation of the mandrel.
- the arms may extend in a direction generally parallel to the axis of the mandrel and remain clear of the mandrel until the wound sheet is to be pulled off.
- the belts may define a narrowing gap therebetween, whereby movement of the wound sheet between the belts performs an initial compression of the wound sheet removed from the mandrel. Further compression of that wound sheet into the finished leaflet may be performed by a roller nip furnished at the exit of the narrowing gap of the belts.
- An adhesive applicator may be provided adjacent the exit of the narrowing gap or the roller nip for performing final compression of the leaflet so as to adhere the free end of the wound sheet to the body of the leaflet.
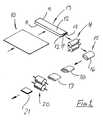
- a cut sheet 10 pre-printed with information is fan-folded, for example by a plough-folding operation, to have two creases 11 extending parallel to the length of the sheet, so as to divide the sheet into three panels 12 of substantially the same shape and area.
- the sheet may instead be folded by other known processes, such as roll-folding, to have a required folded format.
- the folded sheet 13 is passed through a roller nip 14 so as fully to form the creases 11 and also to control feeding of the folded sheet 13 towards a mandrel 15.
- the mandrel 15 has a regular elliptical shape as shown in Figure 1 , with a slot 16 extending through and perpendicular to the major axis of the elliptical shape.
- a clamping device is provided within the slot in the mandrel so as to permit the gripping of the leading edge of a folded sheet 13 fed into the slot 16, by the roller nip 14.
- the mandrel is mounted for rotation about its geometric centre, in a timed relation to the feeding of a folded sheet into the slot 16, such that when the leading edge 17 of a folded sheet 13 has been fed sufficiently into the slot 16 and then clamped there, the mandrel is rotated so as to wind the folded sheet around the outer surface of the mandrel.
- the wound sheet 18 is slid off the mandrel in the axial direction thereof and is squeezed to form a flattened coil 19. That coil is then passed through a further roller nip 20 to form creases in the flattened coil and so result in the finished leaflet 21, ready for application to a product.
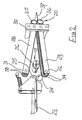
- FIG. 2 diagrammatically illustrates a machine arranged to perform the above process steps, and Figures 3 to 7 show those processing steps performed by the machine and corresponding to the steps shown in Figure 1 .
- a guide 23 for a pre-printed folded sheet leads to the roller nip 14 having a fixed roller 24 and a moving roller 25 spring-urged into engagement with the roller 24.
- a stepper motor drive (not shown) is provided for the fixed roller 24 in order to control the advancement of a sheet fed into the nip.
- the mandrel 15 is formed in two similarly-profiled parts mounted on a rotatable carrier (not shown), with the slot 16 formed between those parts.
- a gripper finger 26 is mounted within the lower part (in Figure 2 ) for movement into and out of the slot 16, towards and away from the upper part, by means of a control arrangement extending through the carrier to an external actuator (also not shown). In this way, the leading edge region of a sheet fed into the slot may be gripped within the slot.
- a pair of arms 28,29 are pivoted to a mount 30 so that the arm ends 31,32 may be moved towards and away from each other with the arms shown in Figure 2 separated to the maximum extent.
- Each arm carries a pair of belts 33,34 respectively, running around pulleys provided at both ends of each arm and a stepper motor drive (not shown) is provided for each of those pairs of belts.
- a spring (not shown) is arranged to urge the arm ends 31,32 towards each other and a control mechanism (also not shown) for those arms 28,29 is adapted to hold the arms separated, as shown, or to allow the spring to act on the arms so that the belts 33,34 contact the outer surface of the mandrel.
- roller nip 20 Adjacent the mount 30, on the side thereof remote from the arms 28,29, is the further roller nip 20, comprising rollers 35,36.
- rollers 35,36 Adjacent the mount 30, on the side thereof remote from the arms 28,29, is the further roller nip 20, comprising rollers 35,36.
- One of those rollers may be fixed with the other spring urged towards the fixed roller, in a manner generally similar to that of roller nip 14.
- a stepper motor is arranged to rotate the fixed roller, when required.
- FIG 3 The first stage of the operation of the machine of Figure 2 is shown in Figure 3 .
- a pre-printed folded sheet 13 is shown fed through the roller nip 14 into the slot 16 and is being gripped by finger 26, moved to its active position. Once gripped in this way, the arms 28,29 are released so as to be moved towards each other by the associated spring until the belts 33,34 contact the outer surface of the mandrel 15.
- the mandrel is then rotated so that the fed sheet is wound around the outer surface of the mandrel, with the arms moving apart and closer together as required, to accommodate the changing effective diameter of the mandrel.
- Figure 4 shows the operation with one full turn on the mandrel, so that the folded sheet is being wrapped around the outer surface of the mandrel.
- the mandrel is moved in the axial direction while the wound sheet 18 is held stationary by the belts 33,34, until the mandrel comes free of that wound sheet 18, as shown in Figure 5 .
- the mandrel itself has not been shown in Figure 5 , for the sake of clarity, but it will be understood that the mandrel has been moved in the direction out of the plane of the drawing.
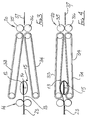
- the belts 33,34 are then driven to move the wound sheet to the right (in Figure 6 ) so as to form a flattened coil 19, as the sheet approaches the exit end of the arms 28,29.
- Continued operation of the belts feeds the flattened coil 19 between the rollers 35,36 of the further nip 20.
- the coil is creased so as to form the finished folded leaflet, ready for attachment to a product.
- the location of the trailing edge of the flattened and creased coil relative to the creases of that coil may be adjusted by controlling the distance within the slot 16 that the leading edge of the folded sheet is fed, before rotation of the mandrel commences.
- the important requirement is that the folded sheet is gripped by the finger 26 to prevent any significant slippage of the sheet on rotation of the mandrel; it would be possible for the leading edge to project beyond the slot, should the length of the sheet warrant that to have the trailing edge in the required disposition relative to the creases of the coil.
- the trailing edge of the finished leaflet should project slightly beyond a crease, so as to provide a tab for opening-out the leaflet, once attached to a product.
- the mandrel may be provided with an alternative gripping arrangement to hold the leading edge of the folded sheet to the outer surface of the mandrel.
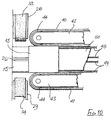
- Figures 8 to 12 show an alternative embodiment of machine for producing a leaflet by the process of this invention, but which embodiment eliminates the axial movement of the mandrel following winding of a folded sheet therearound.
- the mandrel 15 corresponds to that described above, except that the carrier (not shown) for the mandrel parts is axially fixed.
- each arm 28,29 is significantly narrower than with the first embodiment and carries only a single belt 33,34.
- the arms are arranged closely adjacent the carrier for the mandrel and have a width of less than half the axial length of the mandrel, as shown in Figures 8 and 9 .
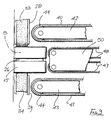
- a pair of removal belts 40,41 are mounted on respective carriers 42,43 to run around end rollers 44,45 rotatably mounted on those carriers.
- Each carrier is articulated part way between its ends and an idler roller 46 is rotatably mounted at that articulation.
- a drive arrangement (not shown) is provided for each removal belt 40,41 and a control mechanism (also not shown) is arranged to move the carriers 42,43 with the removal belts 40,41 between their separated position shown in Figure 8 and their removal position shown in Figures 10 and 11 , as required during the operation of the machine.
- a wedge-shaped former 51 is disposed at the end of the plates 50 remote from the mandrel 15 and leads to the further roller nip 20 having rollers 35,36 together with a drive arrangement (not shown).
- an exit guide 37 is provided downstream of the further roller nip 20.
- the arms 28,29 are moved apart, clear of the wound sheet, and the carriers 42,43 are moved closer together so that the removal belts 40,41 contact the wound sheet 18.
- Driving of those removal belts then pulls the wound sheet off the mandrel, to be engaged between the removal belts 40,41 and the idler belts 48,49 ( Figure 10 ).
- Continued operation of the removal belts pulls the wound sheet to the right (as shown in Figure 11 ) until the wound sheet starts to overlie the former 51.
- the rear parts of the carriers 42,43 are then moved closer together as shown in Figure 12 and continued operation of the removal belts 40,41 squeezes the wound sheet 18 into a flattened coil, by the interaction of those belts with the former 51.
- the squeezed wound coil is then passed through the further roller nip 20, to compress the creases in the flattened coil and form the finished leaflet 21.
- the machine may include an adhesive applicator provided before the final squeezing by further roller nip 20, to allow sealing of the end part of the wound sheet to the body of the leaflet. This will prevent inadvertent unwinding of the leaflet.
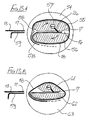
- Figures 13A and 13B are cross-sections through two alternative mandrel designs, for use in either embodiment of machine as described above.
- the mandrel shown in Figure 13A is substantially as shown in the embodiments of machine as described above and has a shape which is essentially symmetrical about the plane of the slot 16.
- the mandrel has a back plate 54 mounted for rotation about its axis and supports upper and lower mandrel parts 55,56.
- the gripper finger 26 is mounted in the upper part 55 on a shaft 57 such that the end of the finger remote from the shaft may be moved into and out of the slot 16.
- Figure 13A shows the mandrel in its initial and final positions; the entrance to the slot 16 is bevelled at 58 to assist the entry of the leading edge 17 of a sheet 13 to be wound into a leaflet, the folded sheet 13 being fed to the mandrel along an in-feed table 59.
- Figure 13A shows a sheet 18 wound fully around the mandrel, ready to be removed therefrom following release of the gripper finger 26.
- Figure 13B shows an alternative form of generally elliptical mandrel, defined by upper and lower mandrel parts 61 and 62 again supported on a back plate 63.
- the lower part 62 has a relatively small minor radius as compared to the major radius, such that the elliptical shape defined thereby is relatively flat.
- the upper part 63 in effect comprises a truncated form of the upper part 55 of the mandrel of Figure 13A and defines the maximum minor radius around which the sheet 18 is wound.
- the advantage of this mandrel is that it is possible to change the lower part 62 for another of a slightly different shape, without disturbing the gripper finger 26 and its associated mechanism. In turn, this allows a different length of sheet to be wound around the mandrel, on each full turn thereof. In this way, the mandrel may readily be adjusted to suit different leaflet lengths.
- Figures 13A and 13B reference is made to the mandrel as having upper and lower parts but this is merely for convenience, having regard to the mandrel as illustrated in those drawings.
- the mandrel is mounted for rotation about the axis of the back plate 54 though Figures 13A and 13B show the mandrel in its initial and final positions, before commencing the winding of a folded sheet and subsequent to the completion of that winding.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
- Medicines Containing Material From Animals Or Micro-Organisms (AREA)
- Seasonings (AREA)
Claims (15)
- Appareil pour la fabrication d'un dépliant à partir d'une feuille pré-imprimée (10), comprenant un mandrin (15) ayant une surface extérieure de section globalement elliptique et un moyen de serrage (26) pour tenir la partie bord d'attaque d'une feuille avancée vers le mandrin, un moyen de réaliser la rotation du mandrin (15) autour de l'axe ce celui-ci afin d'enrouler la feuille avancée et serrée autour dudit mandrin, et un moyen d'extraction (28, 29; 33,34) pour retirer une feuille enroulée autour du mandrin, caractérisé en ce que la feuille est pré-pliée le long d'au moins une ligne de pli s'étendant dans le sens de l'avance de la feuille vers le mandrin, en ce que le moyen d'extraction retire la feuille du mandrin dans le sens axial de ce dernier, et en ce qu'un moyen de compression est disposé pour comprimer une feuille enroulée retirée pour en faire un dépliant sensiblement plat.
- Appareil selon la revendication 1, dans lequel la feuille (10) est pré-pliée en accordéon avec au moins deux plis (11) s'étendant parallèle au sens de l'avance de la feuille vers le mandrin (15).
- Appareil selon la revendication 1 ou la revendication 2, dans lequel des moyens (14) sont fournis pour comprimer la feuille le long de la ligne de pli ou de chaque ligne de pli avant que la feuille ne soit enroulée sur le mandrin, de préférence au moyen d'un dispositif de pressage à rouleaux (24, 25).
- Appareil selon la revendication 1 ou la revendication 2, dans lequel le mandrin (15) possède une fente (16) formée dans celui-ci et dans laquelle le bord d'attaque (17) d'une feuille est reçu, ladite fente traversant diamétralement le mandrin, et le moyen de serrage (26) étant de préférence placé à l'intérieur de la fente.
- Appareil selon l'une quelconque des revendications précédentes, dans lequel le mandrin (15) possède une première partie (62) de forme globalement semi-elliptique et une deuxième partie (61) alignée avec ladite première partie et ayant la forme d'une semi-ellipse modifiée.
- Appareil selon l'une quelconque des revendications précédentes, dans lequel le moyen d'extraction comporte une paire de courroies (33, 34; ou 40, 41) disposées une de chaque côté du mandrin (15) et agencées pour rentrer en contact avec une feuille (10) enroulée autour du mandrin, les courroies étant configurées ou pour tirer la feuille enroulée axialement pour l'éloigner du mandrin, ou pour tenir la feuille enroulée pendant que le mandrin est retiré axialement d'une feuille tenue par lesdites courroies.
- Appareil selon la revendication 6, dans lequel les courroies (33, 34; ou 40, 41) définissent un écartement qui se rétrécit entre elles et par lequel une feuille enroulée retirée du mandrin est avancée par le mouvement des courroies.
- Appareil selon l'une quelconque des revendications précédentes, dans lequel le moyen de compression comporte un dispositif de pressage à rouleaux (20) consistant en une paire de rouleaux (35, 36) entres lesquels la feuille enroulée est passée.
- Appareil selon l'une quelconques des revendications précédentes, dans lequel il est fourni un moyen d'application d'adhésif au bord libre de la feuille enroulée (10) afin de faire adhérer ce bord libre au corps du dépliant.
- Méthode de fabrication d'un dépliant à partir d'une feuille pré-imprimée (10) comportant les étapes suivantes:- avance de la feuille (10) vers un mandrin (15) ayant une surface extérieure de section globalement elliptique et un moyen de serrage (26) associé à celui-ci ;- utilisation du dispositif de serrage (26) pour tenir dans le mandrin (15) le bord d'attaque (17) d'une feuille avancée (10) ;- rotation du mandrin (15) autour de son axe afin d'enrouler ainsi la feuille avancée (10) autour de la surface extérieure du mandrin ;- retrait d'une feuille enroulée (10) du mandrin (15); et- compression de la feuille enroulée (10) pour former un dépliant sensiblement plat,caractérisée en ce qu'avant que la feuille n'atteigne le mandrin, au moins une ligne de pli est formée dans le sens de l'avance de la feuille, et caractérisée de plus par le fait que la feuille enroulée est retirée du mandrin dans le sens axial de celui-ci.
- Méthode selon la revendication 10 et dans laquelle le mandrin (15) possède une fente (16) s'étendant vers l'intérieur de celui-ci à partir de la surface extérieure du mandrin, dans laquelle le bord d'attaque (17) de la feuille (10) est introduit dans la fente et le maintien du bord d'attaque est réalisé dans la fente.
- Méthode selon la revendication 10 ou la revendication 11, dans laquelle la feuille (10) est pliée en accordéon avec au moins deux plis (11) s'étendant parallèles au sens de l'avance de la feuille vers le mandrin.
- Méthode selon la revendication 12, dans laquelle la feuille (10) est comprimée le long de la ligne de pli ou de chaque ligne de pli (11) avant que la feuille ne soit enroulée autour du mandrin (15).
- Méthode selon l'une quelconque des revendications 10 à 13, dans laquelle la feuille enroulée (10) est retirée du mandrin (15) par une paire de courroies motorisées (33, 34; ou 40, 41) disposées une de chaque côté du mandrin et agencées pour rentrer en contact avec une feuille enroulée autour de celui-ci, les courroies tirant la feuille enroulée axialement pour l'éloigner du mandrin.
- Méthode selon la revendication 14, dans laquelle les courroies (33, 34; ou 40, 41) définissent un écartement qui se rétrécit entre elles de manière à ce que la feuille enroulée (10) soit avancée entre les courroies par le mouvement de ces dernières.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL08168772T PL2058257T3 (pl) | 2007-11-08 | 2008-11-10 | Produkowanie ulotek |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0721918A GB2454492A (en) | 2007-11-08 | 2007-11-08 | Leaflet production |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2058257A1 EP2058257A1 (fr) | 2009-05-13 |
| EP2058257B1 true EP2058257B1 (fr) | 2012-02-15 |
Family
ID=38858351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08168772A Not-in-force EP2058257B1 (fr) | 2007-11-08 | 2008-11-10 | Production de feuillets |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2058257B1 (fr) |
| AT (1) | ATE545611T1 (fr) |
| DK (1) | DK2058257T3 (fr) |
| ES (1) | ES2382012T3 (fr) |
| GB (1) | GB2454492A (fr) |
| PL (1) | PL2058257T3 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8409067B2 (en) * | 2009-09-11 | 2013-04-02 | Digi Leaflet Technologies Limited | Leaflet production |
| ITUB20155074A1 (it) * | 2015-10-23 | 2017-04-23 | Ima Spa | Apparato piegatore e relativo procedimento |
| PL231773B1 (pl) | 2016-12-09 | 2019-04-30 | Automatec Spolka Z Ograniczona Odpowiedzialnoscia | Urządzenie do i sposób składania, nawijania zadanej długości wstęgi włókniny |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191321575A (en) * | 1913-09-24 | 1915-06-17 | Georg Appel | Improvements in and relating to Paper Folding and Cutting Machines. |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE340745B (fr) * | 1967-09-27 | 1971-11-29 | Int Paper Canada | |
| US4136860A (en) * | 1977-03-04 | 1979-01-30 | James H. Shacklett, Jr. | Method and apparatus for manufacture of rolled information label |
| GB1592879A (en) * | 1976-12-20 | 1981-07-08 | Shacklett J H | Information folder construction and a method and apparatus for manufacturing the same |
| US4248414A (en) * | 1978-08-31 | 1981-02-03 | Automatech Industries, Inc. | Panel folding machine and method |
-
2007
- 2007-11-08 GB GB0721918A patent/GB2454492A/en not_active Withdrawn
-
2008
- 2008-11-10 PL PL08168772T patent/PL2058257T3/pl unknown
- 2008-11-10 EP EP08168772A patent/EP2058257B1/fr not_active Not-in-force
- 2008-11-10 ES ES08168772T patent/ES2382012T3/es active Active
- 2008-11-10 DK DK08168772.5T patent/DK2058257T3/da active
- 2008-11-10 AT AT08168772T patent/ATE545611T1/de active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191321575A (en) * | 1913-09-24 | 1915-06-17 | Georg Appel | Improvements in and relating to Paper Folding and Cutting Machines. |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2058257T3 (pl) | 2012-07-31 |
| GB2454492A (en) | 2009-05-13 |
| GB0721918D0 (en) | 2007-12-19 |
| DK2058257T3 (da) | 2012-05-29 |
| ES2382012T3 (es) | 2012-06-04 |
| ATE545611T1 (de) | 2012-03-15 |
| EP2058257A1 (fr) | 2009-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8409067B2 (en) | Leaflet production | |
| US3808768A (en) | Method and apparatus for manufacturing stuffed and sealed mailing packages | |
| US9073303B2 (en) | Method of, and apparatus for, processing sheets of different formats | |
| EP1911708A2 (fr) | Appareils à rouleaux à pli et leurs procédés d'utilisation | |
| WO2010010874A1 (fr) | Dispositif de liaison de papier d’emballage, procédé de liaison de papier d’emballage, et appareil d’emballage | |
| US6865864B2 (en) | Inline formed crossfold package and method | |
| TW443963B (en) | Paper folding machine and high speed method for cutting a continuously fed web of paper | |
| US5118375A (en) | Method and apparatus for making envelopes on-line for direct mail application | |
| EP2058257B1 (fr) | Production de feuillets | |
| JPH07315315A (ja) | 印刷物の包装方法と装置 | |
| WO2005056451A1 (fr) | Machine a plier destinee a une presse rotative | |
| US11034143B2 (en) | Systems and processes for producing products having cards attached thereto | |
| EP0779862B1 (fr) | Procede pour fabriquer un ensemble envelope comportant un intercalaire replie | |
| EP1557388B1 (fr) | Plieuse automatique ou dispositif de fabrication de brochures muni d'un applicateur d'étiquettes autocollantes de fermeture. | |
| US10717556B2 (en) | Method for producing collections of printed products, and device for carrying out said method | |
| JPH02221063A (ja) | 折機のガイドブラシ装置 | |
| JP2001219907A (ja) | 自動包装装置及び平版印刷版の包装方法 | |
| JP3169668B2 (ja) | 紙折り機 | |
| EP3168051A1 (fr) | Procédé et appareil | |
| CN206692093U (zh) | 薄片折叠机构及薄片处理装置 | |
| JP4412707B2 (ja) | 封書作成装置 | |
| JP4225000B2 (ja) | 折りたたみ封書の作成装置 | |
| JP2620701B2 (ja) | 単位用紙の作成方法 | |
| JP2731778B2 (ja) | 連続用紙の排出装置 | |
| JPS5851176Y2 (ja) | ウエブ分断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091110 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100611 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DIGI LEAFLET TECHNOLOGIES LIMITED Owner name: VACUUMATIC LIMITED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 545611 Country of ref document: AT Kind code of ref document: T Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008013426 Country of ref document: DE Effective date: 20120419 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2382012 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120604 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120215 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120615 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120515 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120615 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 545611 Country of ref document: AT Kind code of ref document: T Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20121116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008013426 Country of ref document: DE Effective date: 20121116 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120515 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20151117 Year of fee payment: 8 Ref country code: IE Payment date: 20151014 Year of fee payment: 8 Ref country code: DK Payment date: 20151125 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20151119 Year of fee payment: 8 Ref country code: PL Payment date: 20151027 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20151125 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20161114 Year of fee payment: 9 Ref country code: GB Payment date: 20161110 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161110 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161111 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602008013426 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180602 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171110 |