EP2033891B1 - Ruder für Schiffe - Google Patents
Ruder für Schiffe Download PDFInfo
- Publication number
- EP2033891B1 EP2033891B1 EP07023105A EP07023105A EP2033891B1 EP 2033891 B1 EP2033891 B1 EP 2033891B1 EP 07023105 A EP07023105 A EP 07023105A EP 07023105 A EP07023105 A EP 07023105A EP 2033891 B1 EP2033891 B1 EP 2033891B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rudder
- shaft
- stock
- ship according
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 16
- 239000010959 steel Substances 0.000 claims abstract description 16
- 229920005989 resin Polymers 0.000 claims abstract description 12
- 239000011347 resin Substances 0.000 claims abstract description 12
- 239000000853 adhesive Substances 0.000 claims abstract description 4
- 230000001070 adhesive effect Effects 0.000 claims abstract description 4
- 150000001875 compounds Chemical class 0.000 claims abstract 3
- 239000000835 fiber Substances 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 32
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 11
- 239000007769 metal material Substances 0.000 claims description 11
- 238000004804 winding Methods 0.000 claims description 11
- 238000005266 casting Methods 0.000 claims description 10
- 239000011159 matrix material Substances 0.000 claims description 10
- 229910052799 carbon Inorganic materials 0.000 claims description 6
- 239000003822 epoxy resin Substances 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 claims description 6
- 229920000647 polyepoxide Polymers 0.000 claims description 6
- 230000002787 reinforcement Effects 0.000 claims description 6
- 239000010439 graphite Substances 0.000 claims description 5
- 229910002804 graphite Inorganic materials 0.000 claims description 5
- 238000009730 filament winding Methods 0.000 claims description 4
- 229910001018 Cast iron Inorganic materials 0.000 claims description 3
- 239000002657 fibrous material Substances 0.000 abstract 1
- 239000002131 composite material Substances 0.000 description 33
- 229920000049 Carbon (fiber) Polymers 0.000 description 25
- 239000004917 carbon fiber Substances 0.000 description 25
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 15
- 229910000754 Wrought iron Inorganic materials 0.000 description 15
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 11
- 230000008901 benefit Effects 0.000 description 9
- 238000003860 storage Methods 0.000 description 5
- 238000005242 forging Methods 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 238000006467 substitution reaction Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63H—MARINE PROPULSION OR STEERING
- B63H25/00—Steering; Slowing-down otherwise than by use of propulsive elements; Dynamic anchoring, i.e. positioning vessels by means of main or auxiliary propulsive elements
- B63H25/06—Steering by rudders
- B63H25/38—Rudders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63H—MARINE PROPULSION OR STEERING
- B63H25/00—Steering; Slowing-down otherwise than by use of propulsive elements; Dynamic anchoring, i.e. positioning vessels by means of main or auxiliary propulsive elements
- B63H25/52—Parts for steering not otherwise provided for
Definitions
- the invention relates to a ship with a rudder according to the preamble of claim 1.
- rudder trunk of a rudder system consists of forged steel, so that such rudder systems have high weights.
- a rudder stock for oars for watercraft whose end portions of a metallic material, in particular of wrought iron, and consist whose middle, connected to the end portions shank portion of a non-metallic material, such as carbon fiber composite, carbon fibers or graphite fibers, so that very long lengths of rowing shafts with the lowest weight can be produced.
- the design of the rudder stock is such that the two consisting of wrought iron end portions of the rudder stock have at their mutually facing end sides necked retracted, peg-shaped portions whose peripheral surfaces are provided with structuring as adhesive surfaces for the middle, made of carbon fibers section, the in the form of windings surrounding the peg-shaped sections, wherein the carbon fibers are encased in the entire over the length of the central portion extending winding area with a casting resin and poured out.
- the object of the present invention is to find an alternative material for forging steel for the component rudder stock.
- a sole material substitution in the component rudder stock to difficulties in the overall system eg. B. Exceeding the maximum permitted bearing gaps, lead by too large differences in the stiffness of the components rudder shaft and rudder trunk.
- a material substitution also provided for the rudder trunk by providing a low weight rudder poker which, despite its low weight, has high flexural strength and torsional rigidity.
- the invention consists in that the rudder trunk of the rudder for ships from the rudder blade, the rudder shaft and the rudder card consists of a fiber composite material and cast or glued after insertion and alignment in a shipyard prepared ship outer, reaching to the lower edge of the headbox, Kokerrohr is.
- the integration of the rudder coker in fiber composite construction in the shipbuilding steel structure is similar to a stern tube:
- the Ru derkoker is used in a ship prepared by the ship ship outer tubular Kokerrohr, which extends to the lower edge of the head box, aligned, and then shed or glued.
- For the lower edge of the ship-shaped coker tube detailed solutions (eg inserting wedge rings made of soft materials) can be found in order to reduce local stress concentrations in the coker tube made of fiber composite material.
- the following advantages are achieved with the embodiment of the coiler according to the invention:
- the main argument for an alternative material to forged steel is the difficult procurement situation and the high costs for large forgings.
- the use of fiber composites in conjunction with an effective manufacturing process provides cost benefits.
- the use of a rudder stock made of fiber composite material also requires the material substitution of the rudder trunk. With fiber composites significant weight advantages over forged steel components can be achieved.
- the introduction of the rudder coker into the ship-structurally prepared ship structure by means of bonding processes provides technological advantages, such as better alignment possibilities, elimination of welds and welding distortion.
- the rudder shaft of the rudder system of a fiber composite material In addition to the design of the rudder coker of a fiber composite material according to a further embodiment of the invention, the rudder shaft of the rudder system of a fiber composite material.
- the fiber composite material is a carbon fiber composite material or carbon fiber with an epoxy resin matrix or a glass fiber composite material with polyester resin matrix.
- the rudder stock and / or the rudder trunk are produced by the filament winding method.
- a rudder coker and / or a rudder stock of a fiber composite material is particularly advantageous in a rudder whose rudder trunk is provided as a cantilever with a central inner longitudinal bore for receiving the rudder stock for the rudder blade and extending into the rudder end connected to the rudder blade, wherein for storage of the rudder stock a bearing in the inner longitudinal bore of the rudder coker is arranged, which extends with its free end into a recess, confiscation o.
- a bearing in the inner longitudinal bore of the rudder coker is arranged, which extends with its free end into a recess, confiscation o.
- the high stability and flexural strength of the rudder coker of a fiber composite material allows the rudder stock bearing to be located in the end of the rudder coker, even if the rudder stock should have longer lengths. Only this rudder stock bearing arrangement allows the pressure forces acting on the rudder blade of the rudder to be absorbed.
- the rudder stock may comprise end portions of a metallic material, in particular of wrought iron, and a central portion of a non-metallic material connected to the end portions.
- the middle consisting of a non-metallic material portion of the rudder stock consists of a carbon fiber composite or carbon fibers, preferably graphite fibers.
- the two consisting of cast iron end portions of the rudder stock have at their mutually facing end faces necked, peg-shaped sections whose peripheral surfaces are provided with structuring as adhesive surfaces for the middle, made of carbon fibers section which surround the peg-shaped sections in the form of windings wherein the carbon fibers are sheathed and poured with a casting resin throughout the entire winding section extending the length of the central portion.
- Such an embodiment of the rudder stock provides the advantage that rudder shafts can be made with large lengths, large diameter and high weight for rudders for watercraft, without the need for this production of the entire rudder shaft made of wrought iron, because only the end portions of the rudder stock are made of wrought iron made, while the intermediate portion of the rudder stem between the end portions consists of a non-metallic material and in particular of a carbon fiber composite or carbon fibers, preferably of graphite fibers, which form in the form of windings the central shaft portion of the rudder stock, wherein the windings of the carbon-fiber composite or the carbon fibers extend into the opposite ends of the end portions of the rudder stock and are firmly connected thereto.
- a rudder stock is created, whose end sections are made of wrought iron and thus can be exposed to the highest loads.
- the wrought iron end portions of the rudder stock receive the bearings for the rudder stock bearing in a rudder trunk bearing.
- Wrought iron end sections may be omitted if the entire rudder stock is made of, for example, a carbon fiber composite and made by the fiber winding process. In this embodiment, neither the bending stiffness nor the torsional strength is impaired.
- a rudder system for ships is with 10 a hull, with 20 an oarsman with his both ends 20a, 20b, 30 denotes a rudder blade and 40 denotes a rudder stock.
- Trained as a cantilever tube tubular rudder trunk 20 is fixedly connected at its upper end 20a to the hull 10 and has an inner bore 25 which receives the rudder stock 40.
- the rudder trunk 20 is guided into the rudder blade 30, which is fixedly connected to the free lower end 20 b of the guided through the inner bore 25 of the rudder trunk bearing 20 rudder stock 40.
- the preferably cylindrical recess 35 formed in the rudder blade 30 for receiving the free end 20b of the rudder coker 20 is bounded by a lateral skin 36, 37 (FIG. Fig. 4 ).
- the rudder trunk 20 is provided with a central inner longitudinal bore 25 for receiving the rudder stock 40 for the rudder blade 30 and extends into the rudder blade end connected to the rudder end 40, wherein at least one bearing 70 is arranged in the inner longitudinal bore 25 of the rudder coker 20 for supporting the rudder stock is that with its free end 40a extends into a recess, confiscation o. The like.
- the rudder blade 30 wherein the rudder stock 40 led out in its end portion 40a with a portion 40b from the rudder trunk 20 and the end of this section 40b with the rudder blade 30 is connected, wherein the connection of the rudder stock 40 with the rudder blade 30 is preferably above the propeller shaft center PM.
- the inner bearing 70 for the storage of the rudder stock 40 is arranged in the rudder trunk 20 in the end region of the rudder coker 20 ( Fig. 4 ).
- the rudder trunk 20 has at least one bearing.
- two bearings 70, 71 are provided, namely an inner bearing 70 and an outer bearing 71, wherein the bearing 70 on the inner wall surface of the rudder trunk bearing 20 and the other bearing 71 on the outer wall surface of the rudder coker or is formed on the inner wall surface of the provided on the rudder blade 30 bearing.
- the rudder shaft 40 mounted in the rudder trunk 20 is made of wrought iron or is preferably formed such that its two end portions 41, 42 are made of wrought iron, the middle shaft portion 45 being made of a non-metallic material, in particular a carbon fiber composite or carbon fibers , preferably of graphite fibers with or without an epoxy resin matrix ( Fig. 5 ).
- Wrought iron is understood to mean an iron having a carbon content of less than 0.8%.
- the rudder stock 40 is manufactured according to the known filament winding method.
- the opposite end faces of the two end portions 41, 42 peg-shaped portions 51, 52 which are preferably provided with an outer wall structuring 51 a, 52 a, to ensure the grip and the hold of the central shaft portion 45 of carbon fibers.
- the carbon fibers or the carbon fiber composite are fixed by windings 60 by the Faserwickelclar on the pins 51, 52 of the end portions 41, 42, wherein the windings over the circumference of the two pins 51, 52 and over the entire length of the extend central shaft portion 45.
- the carbon fibers are encased or poured out with a cast resin.
- rudder stock 20 insofar as very large lengths of rudder stems can be produced at the lowest weight.
- a 10 m length Rudder shaft will reduce the weight by more than 50% compared to a rudder shaft made entirely of wrought iron.
- a further embodiment provides that the rudder stock 40 arranged in the rudder trunk 20 has material reinforcements 80 in the region of the bearings 70, 71 arranged in the rudder trunk 20, wherein the material reinforcements 80 are preferably provided in the region of the rudder trunk end 20b. These material reinforcements 80 are preferably formed on the rudder stock 40 at the end portion 42 of the rudder stock 40 in the area of the inner bearing 70 provided on the rudder trunk 20 ( Fig. 4 ).
- the rudder trunk 20 consists of a fiber composite material 100 and is used in a shipbuilding outer, ship-to-underside 11a of the head box 11 and inserted into the rudder blade 30 shipbuilding Kokerrohr 90 made of steel or other suitable material, wherein after alignment of the rudder coker 20 in the shipbuilding Kokerrohr 90 of the gap formed between the two components 20, 90 with a casting resin 95 or both components 20, 90 are glued together.
- the rudder trunk 20 is inserted into a shipbuilding outer coker tube 90 of steel or other suitable material prepared by the shipyard, which extends to the lower edge 11a of the head box 11.
- This shipbuilding Kokerrohr 90 is inserted and fixed in the rudder blade 30.
- the rudder trunk 20 is aligned from the fiber composite in the shipbuilding Kokerrohr 90.
- the space between the shipbuilding Kokerrohr 90 and the rudder trunk 20 is then z. B.
- rudder stock 40 is then inserted into the rudder trunk 20 and stored in the rudder blade 30 and fixed end with this.
- z. B insertion of wedge rings made of soft materials possible to reduce local stress concentrations in the rudder trunk 20 here.
- the fiber composite used for the manufacture of the rudder coker 20 and / or the rudder shaft 40 is a carbon fiber composite material or of carbon fibers of an epoxy resin matrix or a glass fiber composite material with polyester resin matrix.
- Both the rudder shaft 40 and the rudder trunk 20 are made by the filament winding system.
- Fiber composites have significant advantages over forged steel because the carbon matrix epoxy resin matrix materials have improved material properties in terms of stiffness, durability, and strength over fiberglass materials with polyester resin matrix, but also result in higher material costs.
- the choice of materials for the rudder trunk should only in conjunction with the interpretation of the rudder stock done to achieve a vote of structural rigidity of the two components rudder trunk and rudder stock.
- the introduction of the rudder coker 20 in the ship-structurally prepared ship structure by means of gluing or casting method provides technological advantages, such as better alignment options, elimination of welds and welding distortion.
- the invention comprises a method for producing a rudder shaft 40 receiving, arranged in a rudder blade 30 of the rudder for ships rudder coker 20, wherein in the rudder blade 30 a shipbuilding outer Kokerrohr 90 made of steel or other suitable material is used and attached, thereon a rudder trunk 20 made of a fiber composite material 100 is inserted into the shipbuilding coker tube 90 and aligned in the coker tube 90, whereupon the space between the rudder trunk 20 and the coker tube 90 is filled with a casting resin 95 or both components 20, 90 are glued together.
- the shipbuilding Kokerrohr 90 is preferably used reaching to the lower edge 11a of the head box 11 of the rudder blade 30.
Landscapes
- Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- Ocean & Marine Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Moulding By Coating Moulds (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Laminated Bodies (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Roof Covering Using Slabs Or Stiff Sheets (AREA)
- Wing Frames And Configurations (AREA)
- Steroid Compounds (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Medicines Containing Material From Animals Or Micro-Organisms (AREA)
- Farming Of Fish And Shellfish (AREA)
- Revetment (AREA)
Description
- Die Erfindung betrifft ein Schiff mit einem Ruder gemäß dem Oberbegriff des Anspruches 1.
- Bekannt ist, dass der Ruderkoker eines Rudersystems aus Schmiedestahl besteht, so dass derartige Rudersysteme hohe Gewichte aufweisen.
- So ist nach der
EP 1 739 008 A1 ein Ruderschaft für Ruder für Wasserfahrzeuge bekannt, dessen Endabschnitte aus einem metallischen Material, insbesondere aus Schmiedeeisen, bestehen und dessen mittlerer, mit den Endabschnitten verbundene Schaftabschnitt aus einem nichtmetallischen Material, wie Kohlenstoff-Faserverbundstoff, Kohlenstoff-Fasern oder Graphitfasern, besteht, so dass sehr große Längen von Ruderschäften mit niedrigstem Gewicht herstellbar sind. Die Ausgestaltung des Ruderschaftes ist dabei derart, dass die beiden aus Schmiedeeisen bestehenden Endabschnitte des Ruderschaftes an ihren einander zugekehrten Stirnseiten halsartig eingezogene, zapfenförmige Abschnitte aufweisen, deren umlaufende Oberflächen mit Strukturierungen als Haftflächen für den mittleren, aus Kohlenstoff-Fasern gefertigten Abschnitt versehen sind, die in Form von Wicklungen die zapfenförmigen Abschnitte umgeben, wobei die Kohlenstoff-Fasern im gesamten sich über die Länge des mittleren Abschnittes erstreckenden Wicklungsbereich mit einem Gießharz ummantelt und ausgegossen sind. - Aufgabe der vorliegenden Erfindung ist es, für das Bauteil Ruderschaft einen Alternativwerkstoff zum Schmiedestahl zu finden. Allerdings kann eine alleinige Materialsubstitution bei dem Bauteil Ruderschaft zu Schwierigkeiten im Gesamtsystem, z. B. Überschreitung maximal zugelassener Lagerspalte, durch zu große Unterschiede in den Steifigkeiten der Bauteile Ruderschaft und Ruderkoker führen. Aus diesem Grunde ist eine Werkstoffsubstitution ebenfalls für den Ruderkoker vorgesehen, indem ein Ruderkoker mit einem geringen Gewicht geschaffen wird, der trotz eines geringen Gewichts eine hohe Biegefestigkeit und Verwindungssteifigkeit aufweist.
- Gelöst wird diese Aufgabe bei einem Schiff mit einem Ruder gemäß der eingangs beschriebenen Art mit den im Anspruch 1 angegebenen Merkmalen.
- Hiernach besteht die Erfindung darin, dass der Ruderkoker des Ruders für Schiffe aus dem Ruderblatt, dem Ruderschaft und dem Ruderkoker aus einem Faserverbundwerkstoff besteht und nach dem Einsetzen und Ausrichten in einem werftseitig vorbereiteten schiffbaulichen äußeren, bis zur Unterkante der Headbox reichenden, Kokerrohr vergossen oder verklebt ist.
- Der Integration des Ruderkokers in Faserverbundbauweise in die schiffbauliche Stahlstruktur erfolgt ähnlich wie bei einem Stevenrohr: Der Ru derkoker wird in ein von der Werft vorbereitetes schiffbauliches äußeres Kokerrohr, das bis zur Unterkante der Headbox reicht, eingesetzt, ausgerichtet und dann vergossen oder verklebt. Für die Unterkante des schiffbaulichen Kokerrohrs sind Detaillösungen (z. B. Einsetzen von Keilringen aus weichen Werkstoffen) zu finden, um hier lokale Spannungskonzentrationen im Kokerrohr aus Faserverbundwerkstoff zu reduzieren.
- Mit der erfindungsgemäßen Ausgestaltung des Ruderkokers werden folgende Vorteile erreicht: Hauptargument für einen Alternativwerkstoff zu Schmiedestahl sind die schwierige Beschaffungssituation und die hohen Kosten für große Schmiedeteile. Der Einsatz von Faserverbundwerkstoffen in Verbindung mit einem effektiven Herstellungsverfahren erbringt Kostenvorteile. Der Einsatz eines Ruderschaftes aus Faserverbundwerkstoff erfordert ebenfalls die Werkstoffsubstitution beim Ruderkoker. Mit Faserverbundwerkstoffen sind deutliche Gewichtsvorteile gegenüber Schmiedestahlbauteilen zu erzielen. Das Einbringen des Ruderkokers in die schiffbaulich vorbereitete Schiffsstruktur mittels Klebeverfahren erbringt technologische Vorteile, wie bessere Ausrichtungsmöglichkeiten, Wegfall von Schweißungen und Schweißverzug.
- Weitere vorteilhafte Ausgestaltungen sind Gegenstand der Unteransprüche.
- Neben der Ausgestaltung des Ruderkokers aus einem Faserverbundwerkstoff besteht nach einer weiteren Ausführungsform der Erfindung auch der Ruderschaft des Rudersystems aus einem Faserverbundwerkstoff.
- Der Faserverbundwerkstoff ist ein Kohlefaserverbundwerkstoff oder aus Kohlefasern mit einer Epoxydharzmatrix oder ein Glasfaserverbundwerkstoff mit Polyesterharzmatrix.
- Nach einer weiteren Ausgestaltung sind der Ruderschaft und/oder der Ruderkoker nach dem Faserwickelverfahren (Filamentwinding) hergestellt.
- Der Einsatz eines Ruderkokers und/oder eines Ruderschaftes aus einem Faserverbundwerkstoff ist besonders vorteilhaft bei einem Ruder, dessen Ruderkoker als Kragträger mit einer mittigen Innenlängsbohrung zur Aufnahme des Ruderschaftes für das Ruderblatt versehen ist und bis in das mit dem Ruderschaftende verbundene Ruderblatt hineinreichend ausgebildet ist, wobei zur Lagerung des Ruderschaftes ein Lager in der Innenlängsbohrung des Ruderkokers angeordnet ist, der mit seinem freien Ende in eine Ausnehmung, Einziehung o. dgl. in das Ruderblatt hineinreicht, wobei der Ruderschaft in seinem Endbereich mit einem Abschnitt aus dem Ruderkoker herausgeführt und mit dem Ende dieses Abschnittes mit dem Ruderblatt verbunden ist, wobei die Verbindung des Ruderschaftes mit dem Ruderblatt oberhalb der Propellerwellenmitte liegt und wobei das Innenlager für die Lagerung des Ruderschaftes in dem Ruderkoker im Endbereich des Ruderkokers angeordnet ist.
- Die hohe Stabilität und Biegefestigkeit des Ruderkokers aus einem Faserverbundwerkstoff ermöglicht das Lager für den Ruderschaft im Endbereich des Ruderkokers anzuordnen, und zwar auch dann, wenn der Ruderschaft größere Längen aufweisen sollte. Ausschließlich diese Lageranordnung für den Ruderschaft ermöglicht, dass die auf das Ruderblatt des Ruders einwirkenden Druckkräfte aufgenommen werden können.
- Des Weiteren kann der Ruderschaft Endabschnitte aus einem metallischen Material, insbesondere aus Schmiedeeisen, und einem mittleren, mit den Endabschnitten verbundenen Abschnitt aus einem nichtmetallischen Material aufweisen.
- Nach einer weiteren Ausführungsform besteht der mittlere, aus einem nichtmetallischen Material bestehende Abschnitt des Ruderschaftes aus einem Kohlenstoff-Faserverbundstoff oder aus Kohlenstoff-Fasern, bevorzugterweise aus Graphitfasern.
- Die beiden aus Schmeideeisen bestehenden Endabschnitte des Ruderschaftes weisen an ihren einander zugekehrten Stirnseiten halsartig eingezogene, zapfenförmige Abschnitte auf, deren umlaufende Oberflächen mit Strukturierungen als Haftflächen für den mittleren, aus Kohlenstoff-Fasern gefertigten Abschnitt versehen sind, die in Form von Wicklungen die zapfenförmigen Abschnitte umgeben, wobei die Kohlenstoff-Fasern im gesamten sich über die Länge des mittleren Abschnittes erstreckenden Wicklungsbereich mit einem Gießharz ummantelt und ausgegossen sind.
- Eine derartige Ausgestaltung des Ruderschaftes erbringt den Vorteil, dass Ruderschäfte mit großen Längen, großem Durchmesser und hohem Gewicht für Ruder für Wasserfahrzeuge hergestellt werden können, ohne dass es hierzu einer Fertigung des gesamten Ruderschaftes aus Schmiedeeisen bedarf, denn nur die Endabschnitte des Ruderschaftes sind aus Schmiedeeisen gefertigt, während der zwischen den Endabschnitten liegende mittlere Abschnitt des Ruderschaftes aus einem nichtmetallischen Material besteht und zwar insbesondere aus einem Kohlenstoff-Faserverbundstoff oder aus Kohlenstoff-Fasern, bevorzugterweise aus Graphitfasern, die in Form von Wicklungen den mittleren Schaftabschnitt des Ruderschaftes bilden, wobei die Wicklungen des Kohlenstoff-Faserverbundstoffes bzw. der Kohlenstoff-Fasern sich bis in die gegenüberliegenden Enden der Endabschnitte des Ruderschaftes erstrecken und mit diesen fest verbunden sind. Auf diese Weise wird ein Ruderschaft geschaffen, dessen Endabschnitte aus Schmiedeeisen bestehen und somit den höchsten Belastungen ausgesetzt werden können. Außerdem nehmen die aus Schmiedeeisen bestehenden Endabschnitte des Ruderschaftes die Lager für die Lagerung des Ruderschaftes in einem Ruderkokerlager auf.
- Endabschnitte aus Schmiedeeisen können entfallen, wenn der gesamte Ruderschaft beispielsweise aus einem Kohlenstoff-Faserverbundstoff besteht und nach dem Faserwickelverfahren hergestellt wird. Bei dieser Ausgestaltung wird weder die Biegesteifigkeit noch die Verdrehfestigkeit beeinträchtigt.
- In der Zeichnung ist der Gegenstand der Erfindung beispielsweise dargestellt und zwar zeigt:
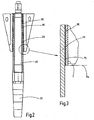
- Fig. 1
- in einer Seitenansicht eine im Hinterschiffsbereich vorgese- hene Ruderanordnung mit einem in einem Ruderkoker an- geordneten Ruderschaft,
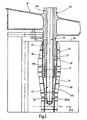
- Fig. 2
- teils in Ansicht, teils in einem senkrechten Schnitt ein Ruder- system mit dem Ruderkoker, dem Ruderschaft und dem Ru- derblatt,
- Fig. 3
- einen vergrößerten Ausschnitt A gemäß
Fig. 2 mit dem bis zur Unterkante der Headbox reichenden und in ein äußeres Kokerrohr eingesetzten sowie vergossenen oder verklebten Ruderkoker, - Fig. 4
- teils in Ansicht, teils in einem senkrechten Schnitt das Ru- dersystem mit dem im Kokerrohr einendseitig gelagerten und am Ruderblatt befestigten Ruderschaft,
- Fig. 5
- eine Ansicht auf einen Ruderschaft mit endseitigen Abschnit- ten aus Schmiedeeisen und mit einem mittleren Ruderschaf- tabschnitt aus einem nichtmetallischen Material und
- Fig. 6
- eine Ansicht auf einen Ruderschaft mit Endabschnitten aus Schmiedeeisen und einem mit den Endabschnitten verbun- denen mittleren Abschnitt aus gewickelten Kohlenstoff- Fasern.
- Bei der in
Fig. 1 und4 gezeigten Ausführungsform eines Rudersystems für Schiffe ist mit 10 ein Schiffskörper, mit 20 ein Ruderkoker mit seinen beiden Enden 20a, 20b, mit 30 ein Ruderblatt und mit 40 ein Ruderschaft bezeichnet. - Der als Kragträger ausgebildete rohrartige Ruderkoker 20 ist mit seinem oberen Ende 20a mit dem Schiffskörper 10 fest verbunden und weist eine Innenbohrung 25 auf, die den Ruderschaft 40 aufnimmt. Der Ruderkoker 20 ist in das Ruderblatt 30 hineingeführt, das mit dem freien unteren Ende 20b des durch die Innenbohrung 25 des Ruderkokerlagers 20 hindurchgeführten Ruderschaftes 40 fest verbunden ist. Die in dem Ruderblatt 30 ausgebildete, vorzugsweise zylindrische Einziehung 35 zur Aufnahme des freien Endes 20b des Ruderkokers 20 ist durch eine seitliche Beplankung 36, 37 begrenzt (
Fig. 4 ). - Der Ruderkoker 20 ist mit einer mittigen Innenlängsbohrung 25 zur Aufnahme des Ruderschaftes 40 für das Ruderblatt 30 versehen und ist bis in das mit dem Ruderschaftende verbundene Ruderblatt 40 hineinreichend ausgebildet, wobei zur Lagerung des Ruderschaftes mindestens ein Lager 70 in der Innenlängsbohrung 25 des Ruderkokers 20 angeordnet ist, der mit seinem freien Ende 40a in eine Ausnehmung, Einziehung o. dgl. in das Ruderblatt 30 hineinreicht, wobei der Ruderschaft 40 in seinem Endbereich 40a mit einem Abschnitt 40b aus dem Ruderkoker 20 herausgeführt und mit dem Ende dieses Abschnittes 40b mit dem Ruderblatt 30 verbunden ist, wobei die Verbindung des Ruderschaftes 40 mit dem Ruderblatt 30 bevorzugterweise oberhalb der Propellerwellenmitte PM liegt. Das Innenlager 70 für die Lagerung des Ruderschaftes 40 ist in dem Ruderkoker 20 im Endbereich des Ruderkokers 20 angeordnet (
Fig. 4 ). - Zur Lagerung des Ruderschaftes 40 weist der Ruderkoker 20 mindestens ein Lager auf. Bei dem in
Fig. 4 gezeigten Ausführungsbeispiel sind zwei Lager 70, 71 vorgesehen, nämlich ein Innenlager 70 und ein Außenlager 71, wobei das Lager 70 an der Innenwandfläche des Ruderkokerlagers 20 und das andere Lager 71 an der Außenwandfläche des Ruderkokers oder an der Innenwandfläche des an dem Ruderblatt 30 vorgesehenen Lagers ausgebildet ist. - Der in dem Ruderkoker 20 gelagerte Ruderschaft 40 besteht aus Schmiedeeisen oder ist bevorzugterweise dergestalt ausgebildet, dass seine beiden Endabschnitte 41, 42 aus Schmiedeeisen bestehen, wobei der mittlere Schaftabschnitt 45 aus einem nichtmetallischen Material besteht, insbesondere aus einem Kohlenstoff-Faserverbundstoff oder aus Kohlenstoff-Fasern, bevorzugterweise aus Graphitfasern mit oder ohne einer Epoxydharzmatrix (
Fig. 5 ). Unter Schmiedeeisen wird ein Eisen mit einem unter 0,8 % liegendem Kohlenstoffgehalt verstanden. Vorteilhafterweise ist der Ruderschaft 40 nach dem bekannten Faserwickelverfahren (Filament Winding Systems) hergestellt. - Für die Befestigung des mittleren Schaftabschnittes 45 des Ruderschaftes 40 können verschiedene konstruktive Ausgestaltungen vorgesehen sein. Wie die Ausführungsform nach
Fig. 5 zeigt, weisen die einander gegenüberliegenden Stirnseiten der beiden Endabschnitte 41, 42 zapfenförmige Abschnitte 51, 52 auf, die bevorzugterweise mit einer Außenwandstrukturierung 51a, 52a versehen sind, um die Griffigkeit und den Halt des mittleren Schaftabschnittes 45 aus Kohlenstoff-Fasern zu gewährleisten. Bevorzugterweise werden die Kohlenstoff-Fasern bzw. der Kohlenstoff-Faserverbundstoff durch Wicklungen 60 nach dem Faserwickelverfahren auf den Zapfen 51, 52 der Endabschnitte 41, 42 befestigt, wobei die Wicklungen sich über den Umfang der beiden Zapfen 51, 52 und über die gesamte Länge des mittleren Schaftabschnittes 45 erstrecken. Zur Erhöhung der Festigkeit sind die Kohlenstoff-Fasern mit einem Gießharz ummantelt bzw. ausgegossen. - Besonders vorteilhaft ist die Ausgestaltung des Ruderschaftes 20 insofern, als sehr große Längen von Ruderschäften bei niedrigstem Gewicht hergestellt werden können. Bei einem beispielsweise 10 m Länge aufweisenden Ruderschaft wird das Gewicht um mehr als 50 % gegenüber einem Ruderschaft, der vollständig aus Schmiedeeisen gefertigt ist, verringert.
- Eine weitere Ausführungsform sieht vor, dass der in dem Ruderkoker 20 angeordnete Ruderschaft 40 im Bereich der im Ruderkoker 20 angeordneten Lager 70, 71 Materialverstärkungen 80 aufweist, wobei bevorzugterweise die Materialverstärkungen 80 im Bereich des Ruderkokerendes 20b vorgesehen sind. Diese Materialverstärkungen 80 sind an dem Ruderschaft 40 bevorzugterweise am Endabschnitt 42 des Ruderschaftes 40 im Bereich des am Ruderkoker 20 vorgesehenen Innenlagers 70 ausgebildet (
Fig. 4 ). - Bei der in
Fig. 2 und 3 gezeigten Ausführungsform besteht der Ruderkoker 20 aus einem Faserverbundstoff 100 und ist in ein werftseitig vorbereitetes schiffbaulich äußeres, bis zur Unterkante 11a der Headbox 11 reichendes und in das Ruderblatt 30 eingesetztes schiffsbauliches Kokerrohr 90 aus Stahl oder einem anderen geeigneten Werkstoff eingesetzt, wobei nach Ausrichtung des Ruderkokers 20 in dem schiffbaulichen Kokerrohr 90 der zwischen den beiden Bauteilen 20, 90 gebildete Zwischenraum mit einem Gießharz 95 ausgegossen oder beide Bauteile 20, 90 miteinander verklebt sind. - Dadurch, dass der Ruderkoker 20 mit dem Kokerrohr 90 aufgrund der Verklebung oder der Wendung von Gießharzen verbunden ist , wird zwischen den beiden Bauteilen ein fester Verbund erhalten, so dass dünnwandige Materialien für den rohrartigen Ruderkoker und das Kokerrohr eingesetzt werden können, was darüber hinaus auch zu einer Gewichtseinsparung führt, was insbesondere dann von besonderer Bedeutung ist, wenn es sich um große Ruderanlagen handelt.
- Die Integration des Ruderkokers 20 in Faserverbundweise in die schiffbauliche Stahlstruktur, d. h. in das Ruderblatt 30, erfolgt ähnlich wie bei dem Stevenrohr eines Schiffes. Der Ruderkoker 20 wird in ein von der Werft vorbereitetes schiffbauliches äußeres Kokerrohr 90 aus Stahl oder einem anderen geeigneten Werkstoff eingesetzt, das bis zur Unterkante 11a der Headbox 11 reicht. Dieses schiffbauliche Kokerrohr 90 wird in das Ruderblatt 30 eingesetzt und befestigt. Daraufhin wird der Ruderkoker 20 aus dem Faserverbundstoff in dem schiffbaulichen Kokerrohr 90 ausgerichtet. Der Zwischenraum zwischen dem schiffbaulichen Kokerrohr 90 und dem Ruderkoker 20 wird dann z. B. mit einem Gießharz 95 ausgegossen oder beide Bauteile werden miteinander verklebt, so dass zwischen dem schiffbaulichen Kokerrohr 90 und dem Ruderkoker 20 eine feste Verbindung geschaffen wird (
Fig. 3 ). In das so ausgebildete System wird dann der Ruderschaft 40 in den Ruderkoker 20 eingesetzt und in dem Ruderblatt 30 gelagert und endseitig mit diesem befestigt. Für die Unterkante des schiffbaulichen Kokerrohrs 90 sind Detaillösungen, z. B. Einsetzen von Keilringen aus weichen Werkstoffen möglich, um hier lokale Spannungskonzentrationen im Ruderkoker 20 zu reduzieren. - Der für die Herstellung des Ruderkokers 20 und/oder des Ruderschaftes 40 eingesetzte Faserverbundstoff ist ein Kohlefaserverbundwerkstoff oder aus Kohlefasern einer Epoxydharzmatrix oder ein Glasfaserverbundwerkstoff mit Polyesterharzmatrix.
- Sowohl der Ruderschaft 40 als auch der Ruderkoker 20 sind nach dem Faserwickelverfahren (Filament Winding System) hergestellt.
- Faserverbundwerkstoffe haben gegenüber Schmiedestahl wesentliche Vorteile, da die Kohlefaserwerkstoffe mit Epoxydharzmatrix gegenüber Glasfaserwerkstoffen mit Polyesterharzmatrix die besseren Werkstoffeigenschaften hinsichtlich Steifigkeit, Beständigkeit und Festigkeit aufweisen, jedoch auch höhere Materialkosten zur Folge haben. Allerdings sollte die Werkstoffauswahl für den Ruderkoker nur in Verbindung mit der Auslegung des Ruderschaftes erfolgen, um eine Abstimmung von Struktursteifigkeit der beiden Bauteile Ruderkoker und Ruderschaft zu erzielen.
- Hauptargument für einen Alternativwerkstoff, wie ein Faserverbundstoff, zu Schmiedestahl sind die schwierige Beschaffungssituation und die hohen Kosten für große Schmiedeteile. Der Einsatz von Faserverbundwerkstoffen in Verbindung mit einem effektiven Herstellungsverfahren erbringen Kostenvorteile.
- Mit Faserverbundwerkstoffen sind deutliche Gewichtsvorteile gegenüber Schmiedestahlbauteilen zu erzielen.
- Das Einbringen des Ruderkokers 20 in die schiffbaulich vorbereitete Schiffsstruktur mittels Klebeverfahren oder Gießverfahren erbringt technologische Vorteile, wie bessere Ausrichtungsmöglichkeiten, Wegfall von Schweißungen und Schweißverzug.
- Werden für den Ruderkoker 20 Faserverbundwerkstoffe mit den Eigenschaften von Schmiedeeisen eingesetzt, dann kann ein derart ausgebildetes Ruderkoker 20 auch ohne Zwischenschaltung eines Kokerrohres 90 aus Stahl eingesetzt werden.
- Des weiteren umfasst die Erfindung ein Verfahren zur Herstellung eines den Ruderschaft 40 aufnehmenden, in einem Ruderblatt 30 des Ruders für Schiffe angeordneten Ruderkokers 20, wobei in das Ruderblatt 30 ein schiffbauliches äußeres Kokerrohr 90 aus Stahl oder einem anderen geeigneten Werkstoff eingesetzt und befestigt wird, hierauf in das schiffbauliche Kokerrohr 90 ein Ruderkoker 20 aus einem Faserverbundwerkstoff 100 eingesetzt und in dem Kokerrohr 90 ausgerichtet wird, woraufhin der Zwischenraum zwischen dem Ruderkoker 20 und dem Kokerrohr 90 mit einem Gießharz 95 ausgefüllt wird oder beide Bauteile 20, 90 miteinander verklebt werden. Das schiffbauliche Kokerrohr 90 wird dabei bevorzugterweise bis zur Unterkante 11a der Headbox 11 des Ruderblattes 30 reichend eingesetzt.
-
- 10
- Schiffskörper
- 11
- Headbox
- 11a
- Unterkante
- 20
- Ruderkoker
- 20a
- oberes Ruderkokerlagerende
- 20b
- unteres Ruderkokerlagerende
- 25
- Innenlängsbohrung
- 30
- Ruderblatt
- 31
- Einziehung
- 35
- zylindrische Einziehung
- 36
- seitliche Beplankung
- 37
- seitliche Beplankung
- 40
- Ruderschaft
- 40a
- unteres Ruderschaftende
- 40b
- Ende
- 41
- Endbereich
- 42
- Endabschnitt
- 45
- mittlerer Schaftabschnitt
- 51
- Zapfen
- 51a
- Oberflächenstrukturierung
- 52
- Zapfen
- 52a
- Oberflächenstrukturierung
- 60
- Kohlenstoff-Faserwicklungen
- 70
- Innenlager
- 71
- Außenlager
- 80
- Materialverstärkung
- 90
- Kokerrohr
- 95
- Gießharz
- 100
- Faserverbundwerkstoff
- PM
- Propellerwellenmitte
Claims (15)
- Schiff mit einem Ruder, das aus einem Ruderblatt (30) mit einem in einem Ruderkoker (20) gehaltenen und gelagerten Ruderschaft (40) besteht,
dadurch gekennzeichnet,
dass der Ruderkoker (20) aus einem Faserverbundwerkstoff (100) besteht und in ein werftseitig vorbereitetes, schiffbaulich äußeres, bis zur Unterkante (11a) der Headbox (11) reichendes und in das Ruderblatt (30) eingesetztes schiffbauliches Kokerrohr (90) aus Stahl oder einem anderen geeigneten Werkstoff eingesetzt ist, wobei nach Ausrichtung des Ruderkokers (20) in dem schiffbaulichen Kokerrohr (90) der zwischen den beiden Bauteilen (20, 90) gebildete Zwischenraum mit einem Gießharz (95) ausgegossen oder beide Bauteile (20, 90) miteinander verklebt sind. - Schiff nach Anspruch 1,
dadurch gekennzeichnet,
dass der Ruderschaft (40) aus einem Faserverbundwerkstoff (100) besteht. - Schiff nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet,
dass der Faserverbundwerkstoff (100) ein Kohlefaserverbundwerkstoff oder aus Kohlefasern mit einer Epoxydharzmatrix ist. - Schiff nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet,
dass der Faserverbundwerkstoff ein Glasfaserverbundwerkstoff mit Polyesterharzmatrix ist. - Schiff nach einem der vorangehenden Ansprüche 1 bis 4,
dadurch gekennzeichnet,
dass der Ruderschaft (40) und/oder der Ruderkoker (20) nach dem Faserwickelverfahren (Filament Winding System) hergestellt sind. - Schiff nach Anspruch 1,
dadurch gekennzeichnet,
dass der Ruderschaft (40) Endabschnitte (41, 42) aus einem metallischen Material, insbesondere aus Schmiedeeisen, und einen mittleren, mit den Endabschnitten (41, 42) verbundenen mittleren Schaftabschnitt (45) aus einem nichtmetallischen Material aufweist. - Schiff nach Anspruch 6,
dadurch gekennzeichnet,
dass der mittlere aus einem nichtmetallischen Material bestehende Schaftabschnitt (45) des Ruderschaftes (40) aus einem Kohlenstoff-Faserverbundstoff oder aus Kohlenstoff-Fasem, bevorzugterweise aus Graphitfasern, besteht. - Schiff nach einem der vorhergehenden Ansprüche 6 und 7,
dadurch gekennzeichnet,
dass die beiden aus Schmiedeeisen bestehenden Endabschnitte (41, 42) des Ruderschaftes (40) an ihren einander zugekehrten Stirnseiten halsartig eingezogene, zapfenförmige Abschnitte (51, 52) aufweisen, deren umlaufende Oberflächen mit Strukturierungen (51a, 52a) als Haftflächen für den mittleren aus Kohlenstoff-Fasern gefertigten Schaftabschnitt (45) versehen sind, die in Form von Wicklungen (60) die zapfenförmigen Abschnitte (51, 52) an den Endabschnitten (41, 42) umgeben, wobei die Kohlenstoff-Fasern im gesamten sich über die Länge des mittleren Schaftabschnittes (45) erstreckenden Wicklungsbereich mit einem Gießharz ummantelt und ausgegossen sind. - Schiff nach einem der vorhergehenen Ansprüche 6 bis 8,
dadurch gekennzeichnet,
dass das Verhältnis der Längen der Endabschnitte (41, 42) und des mittleren Schaftabschnittes (45) des Ruderschaftes (40) 1/6 zu 2/3 zu 1/6 sind. - Schiff nach einem der vorhergehenden Ansprüche 1 bis 9,
dadurch gekennzeichnet,
dass der Ruderschaft (40) im Bereich der im Ruderkokerlager (20) angeordneten Lager (70, 71) Materialverstärkungen aufweist - Schiff nach Anspruch 10,
dadurch gekennzeichnet,
dass die Materialverstärkungen (80) im Bereich des Ruderkokerlagerendes (20b) vorgesehen sind. - Schiff nach Anspruch 10,
dadurch gekennzeichnet,
dass die Materialverstärkung (80) im Bereich des am Ruderkokerlager (20) vorgesehenen Innenlagers (70) ausgebildet sind. - Schiff nach einem der vorhergehenden Ansprüche 1 bis 12,
dadurch gekennzeichnet,
dass der Ruderkoker (20) als Kragträger mit einer mittigen Innenlängsbohrung (25) zur Aufnahme des Ruderschaftes (40) für das Ruderblatt (30) versehen ist und bis in das mit dem Ruderschaftende verbundene Ruderblatt (30) hineinreichend ausgebildet ist, wobei zur Lagerung des Ruderschaftes (40) mindestens ein Lager (70) in der Innenlängsbohrung (25) des Ruderkokers (20) angeordnet ist, der mit seinem freien Ende (40a) in eine Ausnehmung, Einziehung o. dgl. (31) in das Ruderblatt (30) hineinreicht, wobei der Ruderschaft (40) in seinem Endbereich (40a) mit einem Abschnitt (40b) aus dem Ruderkoker (20) herausgeführt und mit dem Ende dieses Abschnittes (40b) mit dem Ruderblatt (30) verbunden ist, wobei die Verbindung des Ruderschaftes (40) mit dem Ruderblatt (30) bevorzugterweise oberhalb der Propellerwellenmitte (PM) liegt und wobei das Innenlager (70) für die Lagerung des Ruderschaftes (40) in dem Ruderkoker (20) im Endbereich des Ruderkokers (20) angeordnet ist. - Verfahren zur Herstellung eines den Ruderschaft (40) aufnehmenden, in einem Ruderblatt (30) des Ruders für Schiffe angeordneten Ruderkokers (20),
dadurch gekennzeichnet,
dass in das Ruderblatt (30) ein schiffbauliches äußeres Kokerrohr (90) aus Stahl oder einem anderen geeigneten Werkstoff eingesetzt und befestigt wird, hierauf in das schiffbauliche Kokerrohr (90) ein Ruderkoker (20) aus einem Faserverbundwerkstoff (100) eingesetzt und in dem Kokerrohr (90) ausgerichtet wird, woraufhin der Zwischenraum zwischen dem Ruderkoker (20) und dem Kokerrohr (90) mit einem Gießharz (95) ausgefüllt wird oder beide Bauteile (20, 90) miteinander verklebt werden. - Verfahren nach Anspruch 14,
dadurch gekennzeichnet,
dass das schiffbauliche Kokerrohr (90) bis zur Unterkante (11a) der Headbox (11) des Ruderblattes (30) reichend eingesetzt wird.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200730092T SI2033891T1 (sl) | 2007-09-05 | 2007-11-29 | Krmilo za ladje |
| PL07023105T PL2033891T3 (pl) | 2007-09-05 | 2007-11-29 | Ster do statków |
| CY20101100008T CY1110598T1 (de) | 2007-09-05 | 2010-01-05 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202007012480U DE202007012480U1 (de) | 2007-09-05 | 2007-09-05 | Ruder für Schiffe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2033891A1 EP2033891A1 (de) | 2009-03-11 |
| EP2033891B1 true EP2033891B1 (de) | 2009-10-28 |
Family
ID=38777424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07023105A Active EP2033891B1 (de) | 2007-09-05 | 2007-11-29 | Ruder für Schiffe |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US7591230B2 (de) |
| EP (1) | EP2033891B1 (de) |
| JP (1) | JP4703661B2 (de) |
| KR (1) | KR101118442B1 (de) |
| CN (1) | CN101380996B (de) |
| AT (1) | ATE446900T1 (de) |
| CY (1) | CY1110598T1 (de) |
| DE (2) | DE202007012480U1 (de) |
| DK (1) | DK2033891T3 (de) |
| ES (1) | ES2333172T3 (de) |
| HK (1) | HK1126457A1 (de) |
| HR (1) | HRP20090645T1 (de) |
| PL (1) | PL2033891T3 (de) |
| PT (1) | PT2033891E (de) |
| SG (1) | SG150422A1 (de) |
| SI (1) | SI2033891T1 (de) |
| TW (1) | TWI356790B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2583892A1 (de) | 2011-10-17 | 2013-04-24 | Becker Marine Systems GmbH & Co. KG | Eingeklebter Ruderkoker |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009022989A1 (de) | 2009-04-01 | 2010-10-14 | Becker Marine Systems Gmbh & Co. Kg | Ruderschaft |
| DE102009033163A1 (de) | 2009-04-22 | 2010-11-04 | Becker Marine Systems Gmbh & Co. Kg | Ruderflosse |
| DE102009046162A1 (de) * | 2009-10-29 | 2011-05-05 | Van Der Velden Barkemeyer Gmbh | Ruder für Schiffe |
| DE102009047244A1 (de) * | 2009-11-27 | 2011-06-01 | Van Der Velden Barkemeyer Gmbh | Verfahren und Verbindungsvorrichtung zur Verbindung eines Ruder- oder Propellerschafts mit einer antreibenden oder anzutreibenden Baugruppe eines Schiffes |
| DE102010002213A1 (de) * | 2010-02-22 | 2011-10-06 | Becker Marine Systems Gmbh & Co. Kg | Drehbarer Düsenpropeller für Wasserfahrzeuge |
| KR101175138B1 (ko) | 2010-03-23 | 2012-08-20 | (주)디에이취엠씨 | 선박 러더의 러더트렁크 |
| KR101281100B1 (ko) * | 2011-05-19 | 2013-07-03 | 삼성중공업 주식회사 | 러더, 그리고 러더 제작 방법 |
| CN102991661B (zh) * | 2012-09-30 | 2015-08-19 | 浙江联洋复合材料有限公司 | 碳纤维船舵舵杆及其制造方法 |
| US8584610B1 (en) | 2013-03-07 | 2013-11-19 | Corning Townsend | Spring loaded geared flap rudder |
| DE102014110383A1 (de) * | 2014-04-01 | 2015-10-01 | Becker Marine Systems Gmbh & Co. Kg | Lager zum Lagern einer Welle, insbesondere eines Ruderschaftes, elektronische Lagerspielmessvorrichtung, Ruder umfassend ein Lager zum Lagern einer Welle und Verfahren zur Messung eines Verschleißes eines Lagers zum Lagern einer Welle |
| JP6516466B2 (ja) * | 2014-12-19 | 2019-05-22 | ジャパン・ハムワージ株式会社 | 船舶用舵装置 |
| CN108974312B (zh) * | 2017-05-30 | 2022-08-30 | 贝克船舶系统有限公司 | 具有舵叶轮毂的舵叶和用于舵叶的舵叶轮毂 |
| CN107554742A (zh) * | 2017-09-15 | 2018-01-09 | 南通如港船舶配套机械有限公司 | 一种船舶舵杆 |
| CN111332420B (zh) * | 2018-12-18 | 2022-04-15 | 英辉南方造船(广州番禺)有限公司 | 一种高速单体船航向稳定鳍及其安装方法 |
| CA3162743A1 (en) * | 2019-12-23 | 2021-09-30 | Bernard Bentgen | Marine wake adapted rudder assembly |
| CN117103728B (zh) * | 2023-10-18 | 2023-12-22 | 泰州市锦峰新材料科技有限公司 | 一种碳纤维船舵的成型设备 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3455613A (en) * | 1966-10-11 | 1969-07-15 | Byron Jackson Inc | Composite marine bearing |
| GB1409245A (en) * | 1971-09-13 | 1975-10-08 | Turnball Marine Design Co Ltd | Rudder arrangements for ships |
| DE2555098C2 (de) * | 1975-12-08 | 1977-10-13 | Willi Becker Ingenieurbüro, 2000 Hamburg | Ruder, insbesondere Balance-Profilruder mit einer Flosse, für Wasserfahrzeuge |
| DE2834015C2 (de) * | 1978-08-03 | 1980-07-03 | Howaldtswerke-Deutsche Werft Ag Hamburg Und Kiel, 2300 Kiel | Ruderausbildung für Schiffe |
| US4585359A (en) * | 1985-10-02 | 1986-04-29 | The B. F. Goodrich Company | Bearing assembly |
| DE8708276U1 (de) * | 1987-06-12 | 1987-08-27 | Willi Becker Ingenieurbüro GmbH, 2000 Hamburg | Ruder, insbesondere Balance-Profilruder für Wasserfahrzeuge |
| US4802430A (en) * | 1987-10-26 | 1989-02-07 | The B. F. Goodrich Company | Composite rudder seal |
| US4809631A (en) * | 1987-10-26 | 1989-03-07 | The B. F. Goodrich Company | Composite rudder seal |
| FR2693701B1 (fr) * | 1992-07-16 | 1994-09-02 | France Etat Armement | Safrans pour navires de moyen et gros tonnage. |
| US6227131B1 (en) * | 1997-05-19 | 2001-05-08 | Tides Marine, Inc. | Sailboat rudder having a monocoque structure |
| DE202005013583U1 (de) * | 2005-06-30 | 2005-11-03 | Becker Marine Systems Gmbh & Co. Kg | Ruderschaft für Ruder für Wasserfahrzeuge |
| DE202005018180U1 (de) * | 2005-11-18 | 2007-04-05 | IBMV Maritime Innovationsgesellschaft mbH für die gewerbliche Wirtschaft in Mecklenburg-Vorpommern | Hochlast-Schweberuder |
-
2007
- 2007-09-05 DE DE202007012480U patent/DE202007012480U1/de not_active Expired - Lifetime
- 2007-11-29 SI SI200730092T patent/SI2033891T1/sl unknown
- 2007-11-29 PL PL07023105T patent/PL2033891T3/pl unknown
- 2007-11-29 ES ES07023105T patent/ES2333172T3/es active Active
- 2007-11-29 PT PT07023105T patent/PT2033891E/pt unknown
- 2007-11-29 AT AT07023105T patent/ATE446900T1/de not_active IP Right Cessation
- 2007-11-29 EP EP07023105A patent/EP2033891B1/de active Active
- 2007-11-29 DE DE502007001873T patent/DE502007001873D1/de active Active
- 2007-11-29 DK DK07023105T patent/DK2033891T3/da active
- 2007-12-21 US US12/005,041 patent/US7591230B2/en not_active Expired - Fee Related
-
2008
- 2008-01-08 CN CN2008100951798A patent/CN101380996B/zh active Active
- 2008-01-08 SG SG200800187-7A patent/SG150422A1/en unknown
- 2008-01-17 JP JP2008008103A patent/JP4703661B2/ja active Active
- 2008-01-21 KR KR1020080006187A patent/KR101118442B1/ko active IP Right Grant
- 2008-03-06 TW TW097107823A patent/TWI356790B/zh active
-
2009
- 2009-05-26 HK HK09104759.4A patent/HK1126457A1/xx not_active IP Right Cessation
- 2009-12-04 HR HR20090645T patent/HRP20090645T1/hr unknown
-
2010
- 2010-01-05 CY CY20101100008T patent/CY1110598T1/el unknown
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2583892A1 (de) | 2011-10-17 | 2013-04-24 | Becker Marine Systems GmbH & Co. KG | Eingeklebter Ruderkoker |
| US9010263B2 (en) | 2011-10-17 | 2015-04-21 | Becker Marine Systems Gmbh & Co. Kg | Device for maneuvering a watercraft |
| EP3409577A1 (de) | 2011-10-17 | 2018-12-05 | Becker Marine Systems GmbH | Vorrichtung zum manövrieren eines wasserfahrzeugs sowie verfahren zur herstellung einer manövriervorrichtung für wasserfahrzeuge |
Also Published As
| Publication number | Publication date |
|---|---|
| HK1126457A1 (en) | 2009-09-04 |
| KR20090025125A (ko) | 2009-03-10 |
| US7591230B2 (en) | 2009-09-22 |
| CY1110598T1 (de) | 2015-04-29 |
| DE202007012480U1 (de) | 2007-11-29 |
| KR101118442B1 (ko) | 2012-03-07 |
| DE502007001873D1 (de) | 2009-12-10 |
| HRP20090645T1 (hr) | 2010-01-31 |
| JP4703661B2 (ja) | 2011-06-15 |
| US20090056610A1 (en) | 2009-03-05 |
| CN101380996B (zh) | 2011-07-06 |
| CN101380996A (zh) | 2009-03-11 |
| SG150422A1 (en) | 2009-03-30 |
| PL2033891T3 (pl) | 2010-04-30 |
| JP2009062028A (ja) | 2009-03-26 |
| SI2033891T1 (sl) | 2010-01-29 |
| TWI356790B (en) | 2012-01-21 |
| EP2033891A1 (de) | 2009-03-11 |
| ATE446900T1 (de) | 2009-11-15 |
| TW200911627A (en) | 2009-03-16 |
| DK2033891T3 (da) | 2010-01-04 |
| ES2333172T3 (es) | 2010-02-17 |
| PT2033891E (pt) | 2009-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2033891B1 (de) | Ruder für Schiffe | |
| EP1739008B1 (de) | Ruderschaft für Ruder für Wasserfahrzeuge | |
| EP2236410B1 (de) | Ruderschaft | |
| EP0019585B1 (de) | Kraftübertragungswelle | |
| EP0009007B1 (de) | Verfahren zur Herstellung eines faserverstärkten Kunststoffrohres und nach dem Verfahren hergestelltes Rohr | |
| EP2060483B1 (de) | Hochleistungsruder für Schiffe | |
| DE202007019264U1 (de) | Speichenrad | |
| EP0391222A1 (de) | Stabilisatoranordnung für Fahrzeuge und Herstellungsverfahren | |
| DE2918028C2 (de) | Verfahren zum Anbringen eines Pleuels auf dem Hubzapfen einer einteiligen Kurbelwelle und Vorrichtung zur Durchführung des Verfahrens | |
| DE2926493C2 (de) | Strebe für Längszug und -druck | |
| DE4240045C1 (de) | Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen | |
| EP2251257B1 (de) | Ruderflosse | |
| EP2559617B1 (de) | Rudervorrichtung für ein Wasserfahrzeug | |
| DE3207573A1 (de) | Pleuelstange mit pleuellagerdeckel fuer hubkolbenmaschinen | |
| DE2733101A1 (de) | Schlag- und schwenkgelenkloser rotor | |
| DE69300070T2 (de) | Ruderblätter für Gross- und Mittelgrossschiffe. | |
| DE2606347A1 (de) | Biegesteifer greiferwagen, insbesondere fuer offsetdruckmaschinen, und verfahren zur herstellung von biegesteifen greiferwagenstrukturen | |
| DE102018204805A1 (de) | Druckbehälter sowie Verfahren zur Anbindung eines Druckbehälters in eine Karosseriestruktur | |
| EP2830750B1 (de) | Horizontalrührwerk | |
| DE102016221978A1 (de) | Hybridbauteil umfassend ein Faserverbundbauteil | |
| DE1911812A1 (de) | Verfahren zum Einbau eines Propellers,Luefterrades oder irgendeines Rades auf eine Welle zu einer kraftschluessigen Verbindung | |
| DE19723112C1 (de) | Verbindungselement für eine geklebte Verbindung zwischen zwei oder mehr Stäben | |
| DE102019101472A1 (de) | Flanschbauteil für ein Radlager eines Kraftfahrzeugs | |
| DE8914315U1 (de) | Zweirad | |
| DE69422621T2 (de) | Methode zur Herstellung einer Tragstruktur eines Raumfahrzeuges, und Tragstruktur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080508 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20091105 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: HR Payment date: 20090807 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20090645 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502007001873 Country of ref document: DE Date of ref document: 20091210 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20090403224 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20090645 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E003805 Country of ref document: EE Effective date: 20091110 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2333172 Country of ref document: ES Kind code of ref document: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20091028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100228 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: BECKER MARINE SYSTEMS G.M.B.H. & CO. KG Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100128 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 |
|
| 26 | Opposition filed |
Opponent name: VAN DER VELDEN BARKEMEYER GMBH Effective date: 20100728 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20101108 Year of fee payment: 4 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091028 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111130 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20090645 Country of ref document: HR Payment date: 20121129 Year of fee payment: 6 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20121129 Year of fee payment: 6 Ref country code: EE Payment date: 20121122 Year of fee payment: 6 Ref country code: CZ Payment date: 20121003 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20121217 Year of fee payment: 6 Ref country code: GB Payment date: 20121218 Year of fee payment: 6 Ref country code: GR Payment date: 20121129 Year of fee payment: 6 Ref country code: PT Payment date: 20121219 Year of fee payment: 6 Ref country code: PL Payment date: 20121122 Year of fee payment: 6 Ref country code: SI Payment date: 20121129 Year of fee payment: 6 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CY Payment date: 20121128 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20121225 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20140529 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20090645 Country of ref document: HR Effective date: 20131129 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20090403224 Country of ref document: GR Effective date: 20140603 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E003805 Country of ref document: EE Effective date: 20131130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140603 Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140529 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20140710 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: BECKER MARINE SYSTEMS GMBH & CO. KG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: VAN DER VELDEN BARKEMEYER GMBH Effective date: 20100728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131129 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20151124 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502007001873 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20160317 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007001873 Country of ref document: DE Representative=s name: RGTH RICHTER GERBAULET THIELEMANN HOFMANN PATE, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502007001873 Country of ref document: DE Owner name: BECKER MARINE SYSTEMS GMBH, DE Free format text: FORMER OWNER: BECKER MARINE SYSTEMS GMBH & CO. KG, 21079 HAMBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20181122 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20181122 Year of fee payment: 12 Ref country code: FR Payment date: 20181127 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20191201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191129 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231228 Year of fee payment: 17 |