EP2006081A1 - Positionneur de bandes de profilés - Google Patents
Positionneur de bandes de profilés Download PDFInfo
- Publication number
- EP2006081A1 EP2006081A1 EP08158489A EP08158489A EP2006081A1 EP 2006081 A1 EP2006081 A1 EP 2006081A1 EP 08158489 A EP08158489 A EP 08158489A EP 08158489 A EP08158489 A EP 08158489A EP 2006081 A1 EP2006081 A1 EP 2006081A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide
- strips
- closure
- sliders
- longitudinal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 claims abstract description 8
- 229910052751 metal Inorganic materials 0.000 claims abstract description 8
- 239000004033 plastic Substances 0.000 claims abstract description 5
- 238000003466 welding Methods 0.000 claims description 19
- 229920001169 thermoplastic Polymers 0.000 claims description 9
- 239000004416 thermosoftening plastic Substances 0.000 claims description 9
- 230000000295 complement effect Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000005520 cutting process Methods 0.000 claims description 3
- 239000007769 metal material Substances 0.000 claims 1
- 238000007789 sealing Methods 0.000 abstract 2
- 244000245420 ail Species 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/213—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8132—Applying the closure elements in the machine direction
Definitions
- the invention relates to a device for positioning strips of closure profiles pre-fitted with sliders relative to the longitudinal edges of a thermoplastic film and intended in particular for closing a bag, in a forming machine, welding and optionally filling bags. in automatic.
- the welding step is fundamental if it is desired that a bag is provided with a closure that is able to enclose the contents hermetically. But if the strips are too close radially to the forming neck (that is, if they overlap the edges of the film too much), the jaws of the welding device may close on the sliders, or the film disrupts their displacement. And conversely, if the strips are too far radially from the forming neck, the welding device can weld the edges of the film together, and not on the strips of closure profiles. Finally, if they are not brought parallel to the direction of travel of the thermoplastic film, the longitudinal edges of the film are partially welded together.
- a loop is made in a film intended to form the wall of the bag, and the assembly formed by the profiles and the webs is fixed in a concave part of the loop, on the surface of the film which corresponds to the outer surface of the bag.
- This method makes it possible to ensure a correct welding of the strips of closure profiles on the longitudinal edges of the film.
- An objective of the device of the invention is to provide another solution, less complex to implement, in order to properly position the closure strips and the sliders relative to the edges of the film.
- a device for positioning strips of closure profiles with respect to the longitudinal edges of a tubular thermoplastic film characterized in that it comprises at least one outer radial abutment constituting a guide which extends longitudinally with respect to a forming neck and in that the strips of closure profiles are provided with a plurality of sliders, the length of said guide being at least equal to the distance separating two successive sliders on the profile strips.
- closure strips 10 in particular closure strips comprising two complementary male and female sections, hook profiles, etc.).
- Each closure band 10 is fixed on a lateral support web which is integral therewith. Where appropriate, the support web is common and serves as an anti-burglary wall 13.
- each slider 12 may be subject to numerous variants.
- each slider is composed of a sole which carries, on one side, two lateral wings and a central separation rib, which define two convergent / divergent corridors according to the direction considered, each lane being intended to receive one of the strips of closure profiles 10.
- the pitch of the sliders 12 on the closure profile strips 10 preferably corresponds to the size of the bags 80 to be formed.
- the invention also applies to the manufacture of empty bags 80 for subsequent filling.
- the insert 2 is positioned between the lateral guide plates 4, under the corridor of the guide 1 and at a distance from its upper wall, so that there remains a space between each lateral face of the insert 2 and each plate 4. on the one hand, and between the insert 2 and the guide 1 on the other hand.
- the film 11 is made to scroll and conform around the forming neck 3, so that the free longitudinal ends of the film 11 are applied against the rectangular insert 2 by the plates.
- lateral guiding 4 (these free longitudinal ends of the film 11 being inserted between the lateral guide plates 4 and the insert 2).
- Plating the longitudinal edges of the film 11 against the insert by the two guide plates 4 ensures a good positioning of the film 11 and its holding in position at the time of welding.
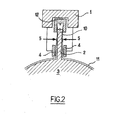
- strips of profiles 10 pre-fitted with sliders 12 are brought and placed on the film, between the insert 2 and the corridor formed by the U-shaped guide 1, with overlapping of the lateral support ribs of the profile strips 10 on the longitudinal edges of the film 11, as illustrated in FIG. figure 2 .
- the strips of closure profiles 10 are then oriented so that the sliders 12 are positioned between the insert 2 and the U-shaped guide 1, and that the webs are directed towards the forming neck 3.
- the pre-fitted profiled strips 10 are then precisely maintained in radial position relative to the forming neck 3 and to the longitudinal edges of the film 11, on the one hand by the U-shaped guide 1 which serves as an external radial abutment, and on the other hand. secondly by the insert 2 which serves as internal radial abutment.
- the length of the guide 1 U is preferably at least equal to the distance between two sliders 12.
- the sliders thus constitute two supports, and ensure the stability and balance of the closure strips 10 during welding.
- the guide plates 4 are fixed to the U-shaped guide 1 only at their longitudinal ends, so as not to hinder the passage of the longitudinal welding jaws 5.
- the U-shaped guide 1 furthermore comprises two longitudinal protrusions 1a and 1b, extending from the free end of the flanges towards the interior of the passage, parallel to the upper wall, so as to support the sliders 12 during the band welding (see for example Figures 5 and 6 ). This can further ensure maintaining the radial position of the profile strips.
- the projections 1a and 1b extend longitudinally from the inner surface of the wings, or non-parallel to the upper wall.
- the upper surface of the insert 2 matches the shape of the veil 13.
- the surface is concave, or V-shaped, as shown in the Figures 3 and 4 .
- the guide fingers 6 are positioned between the lateral guide plates 4, under the guide 1 and at a distance from its upper wall, so that there remains a space between each finger 6 and a guide plate 4 of a part, and the fingers 6 and the guide 1 on the other hand.
- the guide plates 4 are fixed to the U-shaped guide 1 only at their longitudinal ends, so as not to hinder the passage of the longitudinal welding jaws 5.
- the projections 1a and 1b extend from the inner surface of the wings (as shown in FIG. figure 6 ), or non-parallel to the upper wall of the guide 1.
- extra thicknesses or ribs 14 are formed longitudinally on the outer face of the support webs of the profile strips 10. Their shape and dimensions are complementary to those of the grooves 7 for guiding the fingers 6, so that said extra thicknesses or ribs 14 are suitable for be introduced and maintained radially in the grooves 7, while being able to move in the direction of travel.
- the film 11 is made to scroll and conform around the forming neck 3, and each longitudinal edge of the thermoplastic film 11 is placed between the outer wall of one of the guide fingers. 6 and the corresponding lateral guide plate 4. The two guide plates 4 then hold the edges of the film 11 pressed against the guide fingers 6.
- the extra thicknesses or ribs 14 are engaged in the guide grooves 7 of the lateral guide plates 6.
- the closure strips 10 are also positioned in such a way that the sliders 12 are guided in the corridor formed by the U-shaped guide 1. and rest on the projections 1a and 1b, so that they are maintained at a predetermined fixed distance from the forming neck 3. This ensures the radial positioning of the strips of profiles 10 on which the sliders are mounted relative to the longitudinal edges of the film 11.
- the longitudinal welding jaws 5 then weld the longitudinal edges of the thermoplastic film 11 on the side webs of the profile strips 10 by closing over the guide fingers 6.
- the length of the guide 1 in U is at least equal to the distance between two sliders 12. These sliders then form two supports, and ensure the stability and balance of the closure strips 10 during welding.
- the positioning device 70 with a cutting system designed to cut longitudinal edges of the film 11, in order to guarantee perfect positioning coincidence of the two longitudinal edges of the film 11 and to avoid any disturbance of the displacement. slider 12.
- one of the longitudinal edges of the film 11 protrudes beyond the closure band 10 and associated sliders 12, to form for example a handle.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Making Paper Articles (AREA)
- Slide Fasteners (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Description
- L'invention concerne un dispositif pour positionner des bandes de profilés de fermeture pré-équipées de curseurs par rapport aux bords longitudinaux d'un film thermoplastique et destinées en particuliers à fermer un sachet, dans une machine de formage, soudage et éventuellement remplissage de sachets en automatique.
- Le positionnement relatif des bandes de profilés de fermeture pré-équipées de curseurs par rapport aux bords du film est une difficulté majeure posée par la réalisation de sachets sur de telles machines de formage et soudage en automatique, dans la mesure où bandes de profilés et film glissent sur un col de formage.
- Pourtant, l'étape de soudage est fondamentale si l'on veut qu'un sachet soit muni d'une fermeture qui soit apte à enfermer le contenu hermétiquement. Mais si les bandes sont trop proches radialement du col de formage (c'est-à-dire si elles chevauchent trop les bords du film), il se peut que les mâchoires du dispositif de soudure se ferment sur les curseurs, ou encore que le film perturbe leur déplacement. Et inversement, si les bandes sont trop éloignées radialement du col de formage, le dispositif de soudure peut souder les bords du film entre eux, et non sur les bandes de profilés de fermeture. Enfin, si elles ne sont pas amenées parallèlement à la direction de défilement du film thermoplastique, les bords longitudinaux du film sont partiellement soudés entre eux.
- Il est donc nécessaire de trouver un moyen pour équilibrer et positionner de manière satisfaisante des bandes de profilés de fermeture pré-équipées de curseurs par rapport au col de formage et aux bords longitudinaux du film thermoplastique.
- Diverses solutions ont déjà été proposées.
- L'une d'entre elles, décrite dans le document
WO 02/092434 - Ce procédé permet d'assurer un soudage correct des bandes de profilés de fermeture sur les bords longitudinaux du film.
- Un objectif du dispositif de l'invention est de fournir une autre solution, moins complexe à mettre en oeuvre, afin de bien positionner les bandes de profilés de fermeture et les curseurs par rapport aux bords du film.
- Ce but est atteint dans le cadre de la présente invention grâce à un dispositif pour positionner des bandes de profilés de fermeture par rapport aux bords longitudinaux d'un film thermoplastique tubulaire, caractérisé en ce qu'il comprend au moins une butée radiale externe, constituant un guide qui s'étend longitudinalement par rapport à un col de formage et en ce que les bandes de profilés de fermeture sont munies d'une pluralité de curseurs, la longueur dudit guide étant au moins égale à la distance séparant deux curseurs successifs sur les bandes de profilés.
- D'autres caractéristiques, buts et avantages de la présente invention apparaîtront à la lecture de la description détaillée qui va suivre, et en regard des dessins annexés sur lesquels :
- la
figure 1 représente une vue schématique en perspective d'une machine de fabrication de sachets susceptible d'utiliser le dispositif de positionnement conforme à la présente invention, - les
figure 2 à 4 sont une représentation en coupe de trois variantes d'un premier mode de réalisation possible d'un dispositif selon l'invention, - les
figures 5 et 6 sont une représentation en coupe de deux variantes d'un deuxième mode de réalisation possible d'un dispositif selon l'invention. - Des références identiques sur ces figures désignent des éléments identiques.
- L'invention s'applique à la fabrication de sachets 80 par exemple sur une machine automatique de fabrication, de préférence remplissage et fermeture de sachets du type illustré schématiquement sur la
figure 1 . Une telle machine comprend : - des moyens d'approvisionnement d'une bande de profilés de fermeture 21,
- des moyens 22 d'approvisionnement de chaînes de curseurs,
- un poste 20 destiné à opérer séquentiellement la pose individuelle de chaque curseur sur ladite bande,
- un poste 30 destiné à assurer la « fermeture des bandes », c'est-à-dire l'engagement des deux profilés de la bande de fermeture, après pose des curseurs,
- des moyens d'approvisionnement 24 d'un film thermoplastique 11,
- un col de formage 3, associé à une goulotte de remplissage 40, qui conforme le film à partir d'un état initial plan, en un tube,
- un dispositif de positionnement 70 de la bande de fermeture 10 par rapport aux bords longitudinaux adjacents du film 11, associé à des mâchoires de soudure longitudinale 5, et
- des mâchoires de soudure transversale associées à des moyens de coupe 60.
- L'invention s'applique à tous types de bandes de fermeture 10 (notamment les bandes de fermeture comprenant deux profilés mâle et femelle complémentaires, des profilés en crochet, etc...).
- Chaque bande de fermeture 10 est fixée sur un voile latéral de support qui lui est solidaire. Le cas échéant, le voile de support est commun et sert de paroi anti-effraction 13.
- De même, les curseurs 12 peuvent faire l'objet de nombreuses variantes de réalisation. De préférence, chaque curseur est composé d'une semelle qui porte, sur une face, deux ailes latérales et une nervure centrale de séparation, qui définissent deux couloirs convergents/divergents selon la direction considérée, chaque couloir étant destiné à recevoir l'une des bandes de profilés de fermeture 10.
- Le pas de disposition des curseurs 12 sur les bandes de profilés de fermeture 10 correspond de préférence à la taille des sachets 80 à former.
- L'invention s'applique également à la fabrication de sachets 80 vides destinés à un remplissage ultérieur.
- Différents modes de réalisation peuvent être envisagés.
- Le dispositif de positionnement 70 est placé de préférence sur le col de formage 3 du sachet 80. Il comprend :
- ■ un guide 1 en U, s'étendant longitudinalement par rapport au col de formage 3, comprenant une paroi supérieure et deux ailes latérales. Les ailes latérales sont agencées de sorte à former un U avec la paroi supérieure et à définir ainsi un couloir.
- ■ deux plaques latérales de guidage 4, en matière plastique ou métallique, de préférence fixées sur le guide 1, parallèlement à ses ailes, et
- ■ un insert 2 rectangulaire, qui s'étend radialement depuis le col de formage 3 et parallèlement aux plaques latérales de guidage 4, en métal.
- L'insert 2 est positionné entre les plaques latérales de guidage 4, sous le couloir du guide 1 et à distance de sa paroi supérieure, de sorte qu'il subsiste un espace entre chaque face latérale de l'insert 2 et chaque plaque 4 d'une part, et entre l'insert 2 et le guide 1 d'autre part.
- Afin d'atteindre l'objectif de l'invention, on amène à défilement et on conforme le film 11 autour du col de formage 3, de sorte que les extrémités longitudinales libres du film 11 soient appliquées contre l'insert rectangulaire 2 par les plaques latérales de guidage 4 (ces extrémités longitudinales libres du film 11 étant insérées entre les plaques latérales de guidage 4 et l'insert 2).
- Le plaquage des bords longitudinaux du film 11 contre l'insert par les deux plaques de guidage 4 assure une bonne mise en place du film 11 ainsi que son maintien en position au moment du soudage.
- Simultanément, des bandes de profilés 10 pré-équipées de curseurs 12 (par exemple au moyen d'un dispositif de pose de curseur situé en amont sur la machine), de préférence fermées, sont amenées et placées sur le film, entre l'insert 2 et le couloir formé par le guide 1 en U, avec chevauchement des voiles latéraux de support des bandes de profilés 10 sur les bords longitudinaux du film 11, comme illustré sur la
figure 2 . Les bandes de profilés de fermeture 10 sont alors orientées de telle sorte que les curseurs 12 soient positionnés entre l'insert 2 et le guide 1 en U, et que les voiles soient dirigés vers le col de formage 3. - Les bandes de profilés 10 pré-équipées sont alors précisément maintenues en position radiale par rapport au col de formage 3 et aux bords longitudinaux du film 11, d'une part par le guide 1 en U qui sert de butée radiale externe, et d'autre part par l'insert 2 qui sert de butée radiale interne.
- Et l'insert 2, de par son positionnement entre les deux bords longitudinaux du film 11 lors du soudage, empêche leur soudage mutuel.
- Par ailleurs, la longueur du guide 1 en U est de préférence au minimum égale à la distance entre deux curseurs 12. Les curseurs constituent ainsi deux appuis, et garantissent la stabilité et l'équilibre des bandes de fermeture 10 au cours du soudage.
- De préférence les plaques de guidage 4 ne sont fixées au guide en U 1 qu'au niveau de leurs extrémités longitudinales, pour ne pas entraver le passage des mâchoires de soudure longitudinale 5.
- En variante, le guide 1 en U comprend en outre deux saillies 1a et 1b longitudinales, s'étendant de l'extrémité libre des ailes vers l'intérieur du couloir, parallèlement à la paroi supérieure, de manière à supporter les curseurs 12 lors du soudage des bandes (voir par exemple
figures 5 et 6 ). On peut ainsi encore davantage assurer le maintien en position radiale des bandes de profilés. - En variante encore, on prévoit que les saillies 1a et 1b s'étendent longitudinalement depuis la surface intérieure des ailes, ou encore de manière non parallèle à la paroi supérieure.
- Lorsque les bandes de profilés de fermeture 10 sont portées par un voile latérale de support 13 commun, qui sert de témoin d'ouverture et de paroi anti-effraction, la surface supérieure de l'insert 2 épouse la forme du voile 13. Par exemple, la surface est concave, ou en forme de V, comme illustré sur les
figures 3 et 4 . - Dans ce mode de réalisation, le dispositif de positionnement 70 est à nouveau placé de préférence sur le col de formage 3 du sachet. Il comprend :
- ■ un guide 1 en U, s'étendant longitudinalement par rapport au col de formage. Le guide 1 comprend une paroi supérieure, deux parois latérales, et le cas échéant deux saillies 1a et 1b.
Les ailes sont agencées de sorte à former un U avec la paroi supérieure et à définir ainsi un couloir, et les saillies 1a et 1b s'étendent de l'extrémité libre des ailes vers l'intérieur du couloir, parallèlement à la paroi supérieure, comme illustré sur lafigure 5 . - ■ deux plaques latérales de guidage 4, en matière plastique ou métallique, fixées le long du guide 1 en U, et
- ■ deux doigts de guidage 6 en métal, parallèles entre eux, et s'étendant radialement depuis le col de formage 3.
Chaque doigt comprend au moins une gorge de guidage 7, formée longitudinalement dans sa face intérieure (à savoir la face orientée vers l'autre doigt). - Les doigts de guidage 6 sont positionnés entre les plaques latérales de guidage 4, sous le couloir du guide 1 et à distance de sa paroi supérieure, de sorte qu'il subsiste un espace entre chaque doigt 6 et une plaque de guidage 4 d'une part, et les doigts 6 et le guide 1 d'autre part.
- De préférence les plaques de guidage 4 ne sont fixées au guide en U 1 qu'au niveau de leurs extrémités longitudinales, pour ne pas entraver le passage des mâchoires de soudure longitudinale 5.
- En variante, on prévoit que les saillies 1a et 1b s'étendent depuis la surface intérieure des ailes (comme illustré sur la
figure 6 ), ou encore de manière non parallèle à la paroi supérieure du guide 1. - Comme illustré sur la
figure 5 , des surépaisseurs ou nervures 14 sont formées longitudinalement sur la face extérieure des voiles support des bandes de profilés 10. Leurs forme et dimensions sont complémentaires de celles des gorges 7 de guidage des doigts 6, de sorte que lesdites surépaisseurs ou nervures 14 soient aptes à être introduites et maintenues radialement dans les gorges 7, tout en pouvant s'y déplacer dans le sens de défilement. - Afin d'atteindre l'objectif de l'invention, on amène à défilement et on conforme le film 11 autour du col de formage 3, et on place chaque bord longitudinal du film thermoplastique 11 entre la paroi extérieure d'un des doigts de guidage 6 et la plaque latérale de guidage 4 correspondante. Les deux plaques de guidage 4 maintiennent alors les bords du film 11 plaqués contre les doigts de guidage 6.
- Simultanément, on engage les surépaisseurs ou nervures 14 dans les gorges de guidage 7 des plaques de guidage latérales 6. Les bandes de fermeture 10 sont par ailleurs positionnées de telle sorte que les curseurs 12 soient guidés dans le couloir formé par le guide 1 en U et reposent sur les saillies 1a et 1b, pour qu'ils soient maintenus à une distance fixe prédéterminée du col de formage 3. On assure ainsi le positionnement radial des bandes de profilés 10 sur lesquelles sont montés les curseurs par rapport aux bords longitudinaux du film 11.
- Les mâchoires de soudure longitudinale 5 soudent alors les bords longitudinaux du film thermoplastique 11 sur les voiles latéraux des bandes de profilés 10 en se refermant au-dessus des doigts de guidage 6.
- De préférence, la longueur du guide 1 en U est au minimum égale à la distance entre deux curseurs 12. Ces curseurs forment alors deux appuis, et garantissent la stabilité et l'équilibre des bandes de fermeture 10 au cours du soudage.
- En variante, on peut prévoir de former les surépaisseurs ou nervures sur les extrémités libres du film, et les gorges de guidage complémentaires sur la surface externe de chaque doigt 6, ou encore que les doigts de guidage 6 comportent, sur leur surface intérieure, des nervures longitudinales 8 pénétrant dans des gorges complémentaires 15 formées sur les bandes de profilés de fermeture 10, comme illustré sur la
figure 6 . - Le cas échéant, on prévoit d'associer le dispositif de positionnement 70 à un système de coupe conçu pour couper des bords longitudinaux du film 11, afin de garantir une parfaite coïncidence de positionnement des deux bords longitudinaux du film 11 et éviter toute perturbation du déplacement du curseur 12.
- On peut prévoir par ailleurs que l'un des bords longitudinaux du film 11 déborde au-delà de la bande de fermeture 10 et des curseurs 12 associés, pour former par exemple une poignée.
- Bien entendu la présente invention n'est pas limitée aux modes de réalisation particuliers qui viennent d'être décrits mais s'étend à toute variante conforme à son esprit.
Claims (24)
- Dispositif (70) pour positionner des bandes de profilés de fermeture (10) par rapport aux bords longitudinaux d'un film thermoplastique (11) tubulaire, caractérisé en ce qu'il comprend au moins une butée (1) radiale externe, constituant un guide qui s'étend longitudinalement par rapport à un col de formage (3) et en ce que les bandes de profilés de fermeture (10) sont munies d'une pluralité de curseurs (12), la longueur dudit guide (1) étant au moins égale à la distance séparant deux curseurs (12) successifs sur les bandes de profilés (10).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que le guide (1) comprend une paroi supérieure et deux parois latérales agencées de sorte à former un U avec la paroi supérieure et à définir ainsi un couloir.
- Dispositif (70) selon l'une des revendications précédentes, caractérisé en ce qu'il comprend en outre des plaques latérales de guidage (4).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que les plaques latérales de guidage s'étendent le long de la butée (1) radiale externe.
- Dispositif (70) selon l'une quelconque des revendications 3 ou 4, caractérisé en ce que les plaques de guidage (6) sont en matière plastique ou métallique.
- Dispositif (70) selon l'une des revendications précédentes, caractérisé en ce que les bandes de profilés de fermeture (10) comprennent un voile (13) latéral de support commun.
- Dispositif (70) selon la revendication précédente, caractérisé en ce que le voile (13) latéral de support commun est un témoin d'ouverture.
- Dispositif (70) selon l'une des revendications précédentes, caractérisé en ce qu'il comprend en outre une butée radiale interne (2).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que la butée radiale interne (2) est un insert qui s'étend radialement depuis un col de formage (3).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que l'insert (2) a une forme rectangulaire.
- Dispositif (70) selon l'une des revendications 9 ou 10, caractérisé en ce que la surface supérieure de l'insert (2) est concave ou en forme de V.
- Dispositif (70) selon l'une des revendications 8 à 11, caractérisé en ce que la butée (2) radiale interne est en métal.
- Dispositif (70) selon l'une des revendications 1 à 12, caractérisé en ce qu'il comprend en outre deux doigts de guidage (6) parallèles entre eux, et s'étendant radialement depuis un col de formage (3).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que les doigts de guidage (6) comprennent au moins une gorge de guidage (7) longitudinale complémentaire d'une surépaisseur (14) formée longitudinalement sur un voile support des bandes de profilés de fermeture (10).
- Dispositif (70) selon la revendication 13, caractérisé en ce en ce que les doigts de guidage (6) comprennent au moins une nervure longitudinale (8) complémentaire d'une gorge (15) formée longitudinalement sur un voile support des bandes de profilés de fermeture (10).
- Dispositif (70) selon l'une des revendications 13 à 15, caractérisé en ce que les doigts de guidage (6) sont en métal.
- Dispositif (70) selon l'une quelconque des revendications 1 à 16, caractérisé en ce que la butée radiale externe (1) est un guide qui s'étend longitudinalement par rapport à un col de formage (3) et que le guide (1) comprend en outre deux saillies (1a, 1b) longitudinales, qui s'étendent depuis la surface intérieure des ailes latérales du guide (1).
- Dispositif (70) selon la revendication précédente, caractérisé en ce que les curseurs (12), qui sont positionnés sur les bandes de profilés (10), reposent sur les saillies (1b) du guide (1).
- Dispositif (70) selon l'une quelconque des revendications précédentes, caractérisé en ce que la butée (1) radiale externe est en matière plastique ou métallique.
- Dispositif (70) selon l'une quelconque des revendications précédentes, caractérisé en ce qu'il est associé à des mâchoires de soudure longitudinale (5).
- Dispositif (70) selon l'une quelconque des revendications précédentes, caractérisé en ce qu'il est associé à des mâchoires de soudure transversale (60).
- Dispositif (70) selon l'une quelconque des revendications précédentes, caractérisé en ce qu'il est associé à des moyens de coupe longitudinale.
- Machine de fabrication d'un sachet (80) équipé d'une bande de profilés de fermeture (10) munie de curseurs (12), caractérisée en ce qu'elle comprend un dispositif (70) conforme à l'une des revendications 1 à 22.
- Sachet (80) comprenant des bandes de profilés de fermeture (10) munies d'un curseur (12) soudées à un film thermoplastique (11) à l'aide d'un dispositif (70) conforme à l'une des revendications 1 à 22.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0755928A FR2917718B1 (fr) | 2007-06-21 | 2007-06-21 | Positionneur de bandes de profiles. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2006081A1 true EP2006081A1 (fr) | 2008-12-24 |
| EP2006081B1 EP2006081B1 (fr) | 2012-12-05 |
Family
ID=38870594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08158489A Not-in-force EP2006081B1 (fr) | 2007-06-21 | 2008-06-18 | Positionneur de bandes de profilés |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2006081B1 (fr) |
| ES (1) | ES2399710T3 (fr) |
| FR (1) | FR2917718B1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4709533A (en) * | 1986-12-22 | 1987-12-01 | Minigrip, Inc. | Method and apparatus for making reclosable bags in a form, fill and seal machine |
| US6047521A (en) * | 1992-06-29 | 2000-04-11 | Pacmac, Inc. | Vertical form, fill and seal machine for making reclosable bags |
| US6290390B1 (en) * | 2000-01-18 | 2001-09-18 | Reynolds Consumer Products, Inc. | Reclosable package having a slider device and a tamper-evident structure |
| WO2002092434A1 (fr) | 2001-05-15 | 2002-11-21 | S2F Flexico | Procede de realisation de sachets comportant des profiles de fermeture actionnes par curseur, machine de fabrication et sachets obtenus |
| EP1308269A2 (fr) * | 2001-10-30 | 2003-05-07 | Illinois Tool Works Inc. | Procédé et dispositif d'alimentation d'un ensemble fermeture à glissière |
-
2007
- 2007-06-21 FR FR0755928A patent/FR2917718B1/fr not_active Expired - Fee Related
-
2008
- 2008-06-18 EP EP08158489A patent/EP2006081B1/fr not_active Not-in-force
- 2008-06-18 ES ES08158489T patent/ES2399710T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4709533A (en) * | 1986-12-22 | 1987-12-01 | Minigrip, Inc. | Method and apparatus for making reclosable bags in a form, fill and seal machine |
| US6047521A (en) * | 1992-06-29 | 2000-04-11 | Pacmac, Inc. | Vertical form, fill and seal machine for making reclosable bags |
| US6290390B1 (en) * | 2000-01-18 | 2001-09-18 | Reynolds Consumer Products, Inc. | Reclosable package having a slider device and a tamper-evident structure |
| WO2002092434A1 (fr) | 2001-05-15 | 2002-11-21 | S2F Flexico | Procede de realisation de sachets comportant des profiles de fermeture actionnes par curseur, machine de fabrication et sachets obtenus |
| EP1308269A2 (fr) * | 2001-10-30 | 2003-05-07 | Illinois Tool Works Inc. | Procédé et dispositif d'alimentation d'un ensemble fermeture à glissière |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2917718A1 (fr) | 2008-12-26 |
| ES2399710T3 (es) | 2013-04-02 |
| EP2006081B1 (fr) | 2012-12-05 |
| FR2917718B1 (fr) | 2012-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0951989B1 (fr) | Procédé de formation de sachets d'emballage avec dispositif de fermeture | |
| EP0941928B1 (fr) | Procédé et machine de formation de sachets avec fermeture à profilés transversaux | |
| CA2295995C (fr) | Procede de realisation de sachets comportant des profiles de fermeture actionnes par curseur | |
| EP0918688B1 (fr) | Procede et machine de realisation de sachets d'emballage utilisant un film souple | |
| FR2770487A1 (fr) | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux | |
| EP0792802A1 (fr) | Machine de formation, remplissage et fermeture automatique de sacs, à profiles de fermeture transversaux | |
| EP1094932B1 (fr) | Procede et machine pour la fabrication d'un chapelet de sacs muni de profiles de fermeture transversaux et articles ainsi obtenu | |
| FR2655951A2 (fr) | Boite d'emballage a fermeture autoverrouillable et procede d'emballage. | |
| EP1387792B1 (fr) | Procede de realisation de sachets comportant des profiles de fermeture actionnes par curseur, machine de fabrication et sachets obtenus | |
| EP2006081B1 (fr) | Positionneur de bandes de profilés | |
| FR3038886A1 (fr) | Machine de pliage de carton d'emballage et carton d'emballage adapte | |
| CA2475059C (fr) | Sac double pli | |
| EP1472148B1 (fr) | Ensemble de fermeture dans un sac | |
| EP2230074B1 (fr) | Procédé de fabrication d'un chapelet de sachets pourvus d'un curseur | |
| FR2579174A1 (fr) | Sac en matiere plastique refermable et procede pour le fabriquer | |
| FR3040980B1 (fr) | Precurseur a plat pour un emballage, procede et emballage | |
| EP2248436B1 (fr) | Machine de pose automatique de curseurs et procédé associé | |
| EP2639176A1 (fr) | Sac à soufflets | |
| EP2474484B1 (fr) | Chapelet de sachets amelioré et procédé de réalisation d'un tel chapelet | |
| EP1428653B1 (fr) | Dispositif de guidage et d'ouverture de profilés de fermeture de sachets | |
| FR2777498A1 (fr) | Procede et machine de formation de sachets d'emballage avec dispositif de fermeture | |
| WO1986005442A1 (fr) | Procede de fabrication de sacs en matiere souple notamment plastique, dispositif pour la mise en oeuvre de ce procede et sacs obtenus | |
| FR2505785A1 (fr) | Sac en matiere synthetique thermo-soudable a organe d'accrochage, et machine pour sa fabrication | |
| FR2846944A1 (fr) | Bande adhesive temoin d'ouverture | |
| EP1538096A1 (fr) | Ensemble de fermeture pour sachets refermables, sachets obtenus, machine et procédé pour la fabrication de ceux-ci |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090611 |
|
| 17Q | First examination report despatched |
Effective date: 20090708 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 19/90 20060101AFI20120524BHEP Ipc: B65D 33/25 20060101ALI20120524BHEP Ipc: B65B 9/213 20120101ALI20120524BHEP Ipc: B65B 61/18 20060101ALI20120524BHEP |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BARREAUX, MICHEL |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BARREAUX, MICHEL |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008020559 Country of ref document: DE Effective date: 20130131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2399710 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130402 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130906 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008020559 Country of ref document: DE Effective date: 20130906 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602008020559 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31B0019900000 Ipc: B31B0070810000 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200629 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200817 Year of fee payment: 13 Ref country code: GB Payment date: 20200722 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220608 Year of fee payment: 15 Ref country code: DE Payment date: 20220607 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220826 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210619 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602008020559 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230618 |