EP1857366A2 - Vorrichtung zum gleichzeitigen Verpacken von Gegenständen - Google Patents
Vorrichtung zum gleichzeitigen Verpacken von Gegenständen Download PDFInfo
- Publication number
- EP1857366A2 EP1857366A2 EP07009071A EP07009071A EP1857366A2 EP 1857366 A2 EP1857366 A2 EP 1857366A2 EP 07009071 A EP07009071 A EP 07009071A EP 07009071 A EP07009071 A EP 07009071A EP 1857366 A2 EP1857366 A2 EP 1857366A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- welding
- film web
- packaging
- articles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/026—Enclosing successive articles, or quantities of material between opposed webs the webs forming a curtain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/303—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes reciprocating along only one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
Definitions
- the present invention relates to an apparatus for simultaneously packaging at least two articles in a foil-like package.
- Packaging devices are known in the prior art in various configurations. Typically, an article is wrapped in a film and then the open sides are sealed or the film is shrunk around the article to conform snugly to the contours of the article. In each case correspondingly wide foils are used for differently sized articles, on the one hand to envelop the entire surface and, on the other hand, to have as little film consumption as possible. Thus, for the packaging process, the articles are successively fed into the machine and packaged.
- the inventive device for the simultaneous packaging of at least two objects in a foil-like packaging has the advantage that it is possible to package several items at the same time. This can reduce packaging time for a variety of items. Furthermore, according to the invention, it can be ensured that no simultaneous welding of adjacent, packaged objects occurs in the case of a simultaneous welding of film-like packaging for a plurality of objects.
- a supply device for feeding the articles, and at least one first and one second film web are provided for this purpose. The first film web is arranged below the feed device and the second film web is arranged above the feed device.
- the device according to the invention comprises a welding unit with a first and a second welding bar, as well as a first and second cutting device.
- the first cutting device is arranged on the first film web and divides the first film web into at least two film webs for packaging two different articles.
- the second cutting device divides the second film web into at least two film webs.
- a separator is provided to keep apart the first and second foil webs divided by the cutters for the welding operation. The separating device thus separates the cut into two parts film webs, so that it is prevented during welding that the separated film webs are welded together.
- the separating device is arranged on the first or second welding bar.
- a particularly compact construction can be provided.
- the separator comprises a slider having a tapered end.
- the tapered end of the slide is thereby pushed between the two separated by means of the cutting devices film parts to the to separate the two parts of the film.
- the separator further comprises a drive to change a vertical position of the slider relative to the welding bar.
- the drive is preferably a pneumatic cylinder or a hydraulic cylinder.
- the slide preferably comprises a slot through which a guide element arranged on a welding bar, in particular a guide pin or the like, projects.
- the device for packaging articles according to the invention has a high variability by the separating device, which can be used if necessary. With the device according to the invention on the one hand large items can be packed, in which the separator is not used, and on the other hand simultaneously several smaller items are packed, which are supplied in parallel and are not accidentally welded together during welding of the package.
- the packaging machine is adapted to simultaneously pack two objects 5 in a film.
- the packaging machine comprises a first film web 1 and a second film web 2.
- the packaging machine further comprises a conveyor with a first conveyor belt 6a, which feeds the articles 5 in the direction of the arrow A, and a second conveyor belt 6b, which moves the packed articles in the direction of the Discharges arrow B.
- the packaged objects are identified by the reference numeral 5 '.
- the first film web 1 is arranged below the conveyor and the second film web 2 is arranged above the conveyor.
- the film webs are wound up on large rollers, which are not shown in the figures due to a better clarity.
- the first film web 1 is fed via a deflection roller 15 and a roller 4 to a film welding region of the packaging machine.
- the second film web 2 is also fed via a deflection roller 16 to the welding area of the packaging machine.
- the film webs are deflected at the deflection rollers 15, 16 and the roller 4 by approximately 90 °.
- the packaging machine further comprises a first sealing bar 8 and a second sealing bar 9, which form the welding area.
- the two welding bars 8, 9 have the same thickness and width and serve to provide heat, for which purpose the two welding bars 8, 9 have heating wires, for example.
- the packaging machine further comprises a first and a second cutting device.
- the first cutting device cuts the first film web 1 into a first film region 1a and a second film region 1b.
- the first cutting device is hidden in the figures by the first conveyor belt 6a.
- the first cutting device comprises a knife which, in the region of the deflection roller 15, divides the first film web into the two film regions 1a, 1b.
- the second cutting device is arranged on the second film web 2 and comprises a knife 14 and a pneumatic cylinder 13. By means of the pneumatic cylinder 13, the knife 14 can be pushed back and forth.
- the second cutter cuts the second film web 2 into a first film region 2a and a second film region 2b. As can be seen in particular from FIG.
- the film regions 1a, 2a, 1b, 2b of the first and second film webs 1, 2 are each the same width.
- the two film webs 1, 2 subdivided into two film areas are brought together and guided between the first and second welding bars 8, 9. This results in a vertical film curtain, to which the two objects 5 are fed by the conveyor belt.
- the second cutting unit cuts in the region of a roller 3, which is the deflection roller 16 downstream.
- the blades of the first and second cutting device can thereby cut against the rollers themselves or in the rollers, a groove is provided, in which protrudes the tip of the blade.
- the separator 10 includes a slider 11 having a wedge-shaped tip 11a and a pneumatic cylinder 12 for moving the slider 11 in the vertical direction.
- Fig. 2 shows a state of the separator 10, in which the slide 11 is advanced with the pneumatic cylinder down is so that it protrudes over the direction of the second heating beam directed heating surface of the first welding bar 8.
- the separation device 10 has the task of ensuring the simultaneous welding of the cut film webs to each other that not the first film portions 1a, 2a, which are to package a first article 5, and the second film portions 1b, 2b, which are to package a second article 5, with each other be welded.
- the tip 11a of the slider 11 penetrates between the two film portions, thus preventing the adjacent edges of the film portions from being welded together during the welding of the films.
- the function of the packaging machine according to the invention is as follows:
- the articles 5 to be packaged are fed simultaneously by the first conveyor belt 6a for packaging.
- the articles 5 are thereby fed into a vertical film curtain formed by the first film web 1 and the second film web 2.
- the first and second welding bars 8, 9 are located in the position shown in FIG. 2, so that the objects 5 run in the film curtain and are guided under the first welding bar 8.
- the two objects 5 are simultaneously covered both from above and from below with foil.
- the first film web 1 During the feeding of the first film web 1, it is subdivided into a first film region 1a and a second film region 1b by means of a cutting device (not shown).
- the two film areas 1a, 1b are the same size, since the same objects 5 are to be packaged.
- the second film web 2 by a knife 14 of a second cutting device in a divided first film area 2a and a second film area 2b.
- Each of the two objects 5 thereby runs in a film curtain formed by the film regions 1a, 2a or 1b, 2b.
- the first welding bar 8 When the articles 5 to be packaged are completely under the first welding bar 8, it is moved vertically downward to the position shown in FIG. 3 to carry out the welding operation of the first and second film webs 1, 2 with each other.
- the first sealing bar 8 is pressed against the second sealing bar 9 and the heat present on the sealing bars 8, 9 welds the foil webs together.
- the second welding bar is arranged stationary, but may alternatively also be movable in the vertical direction.
- the separating device 10 is provided in order to prevent the film regions 1a, 2a from being welded to the film regions 1b, 2b at the longitudinal edges.
- the separating device 10 is provided in order to prevent the film regions 1a, 2a from being welded to the film regions 1b, 2b at the longitudinal edges.
- the separating device 10 is provided in order to prevent the film regions 1a, 2a from being welded to the film regions 1b, 2b at the longitudinal edges.
- the slider 11 of the separator 10 projects beyond the vertically lower end of the first welding bar
- the tip 11a of the slider 11 is guided between the two longitudinal edges of the cut film regions and separates the film regions from one another. This prevents the foil areas from being welded together in their longitudinal direction during the welding process.
- each article 5 ' can be completely packaged.
- the separating device 10 is lifted together with the first welding bar 8 again. As a result, the slider 11 is pulled out between the two film web areas. However, because the film temperature drops immediately in the area of the weld, there is no longer any danger that they could unintentionally connect.
- two weld seams are simultaneously formed during the welding process, namely welding of the articles 5 'and welding of the film region 1a to the film region 2a and the film region 1b to the film region 2b for the packaging of the next articles.
- the vertical film curtain is thus simultaneously formed again, in which the subsequently conveyed objects 5 are supplied.
- a further cutting device is preferably provided in the region of the welding bars 8, 9.
- two articles 5 can thus be simultaneously packed, the packaging machine having a very compact and simple construction.
- the packaging machine according to the invention can also be converted in a simple way for the packaging of individual objects by the slider 11 is moved by the pneumatic cylinder 12 upwards, so that the tip 11a of the slider no longer protrudes beyond the lower heating surface of the first welding bar 8.
- the first and second cutters are also retracted, so that a single article with a relatively large width can be packed.
- the changeover times are only in seconds, since only the pneumatic cylinder must be operated.
- the slider 11 has a slot 11b in which a guide element 17 in the form of a pin protrudes.
- the pin is thereby fixed to the first welding bar 8 and can also serve as a stop for limiting movement of the slider in the vertical direction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Basic Packing Technique (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum gleichzeitigen Verpacken von wenigstens zwei Gegenständen in eine folienartige Verpackung. Verpackungsvorrichtungen sind aus dem Stand der Technik in unterschiedlichen Ausgestaltungen bekannt. Hierbei wird üblicherweise ein Gegenstand von einer Folie umwickelt und anschließend werden die offenen Seiten verschweißt, oder die Folie wird um den Gegenstand geschrumpft, um sich eng an die Konturen des Gegenstands anzulegen. Für unterschiedlich große Gegenstände werden dabei jeweils entsprechend breite Folien verwendet, um einerseits die gesamte Oberfläche einzuhüllen und andererseits möglichst nur einen geringen Folienverbrauch aufzuweisen. Für den Verpackungsvorgang werden somit die Gegenstände nacheinander in die Maschine geführt und verpackt.
- Es wäre jedoch wünschenswert, eine Vorrichtung zum Verpacken von Gegenständen zu haben, welche gleichzeitig mehrere Gegenstände verpacken kann.
- Es ist daher Aufgabe der vorliegenden Erfindung, eine Vorrichtung zum gleichzeitigen Verpacken von wenigstens zwei Gegenständen bereitzustellen, welche bei einfachem Aufbau und einfacher Handhabbarkeit die Verpackung von mehreren Gegenständen gleichzeitig ermöglicht.
- Diese Aufgabe wird durch eine Vorrichtung mit den Merkmalen des Anspruches 1 gelöst. Die Unteranspruche zeigen bevorzugte Weiterbildungen der Erfindung.
- Die erfindungsgemäße Vorrichtung zum gleichzeitigen Verpacken von wenigstens zwei Gegenständen in eine folienartige Verpackung weist den Vorteil auf, dass es möglich ist, gleichzeitig mehrere Gegenstände zu verpacken. Hierdurch kann die Verpackungszeit für eine Vielzahl von Gegenständen reduziert werden. Ferner kann erfindungsgemäß sichergestellt werden, dass bei einem gleichzeitigen Verschweißen von folienartiger Verpackung für mehrere Gegenstände kein gegenseitiges Anschweißen von benachbarten, verpackten Gegenständen vorkommt. Erfindungsgemäß ist hierzu eine Zufuhreinrichtung zum Zuführen der Gegenstände, und wenigstens eine erste und eine zweite Folienbahn vorgesehen. Die erste Folienbahn ist unterhalb der Zufuhreinrichtung angeordnet und die zweite Folienbahn ist oberhalb der Zufuhreinrichtung angeordnet. Ferner umfasst die erfindungsgemäße Vorrichtung eine Schweißeinheit mit einem ersten und einem zweiten Schweißbalken, sowie eine erste und zweite Schneideinrichtung. Die erste Schneideinrichtung ist an der ersten Folienbahn angeordnet und unterteilt die erste Folienbahn in wenigstens zwei Folienbahnen zum Verpacken von zwei verschiedenen Gegenständen. Die zweite Schneideinrichtung teilt die zweite Folienbahn in wenigstens zwei Folienbahnen. Ferner ist eine Trenneinrichtung vorgesehen, um die durch die Schneideinrichtungen geteilten ersten und zweiten Folienbahnen für den Schweißvorgang auseinander zu halten. Die Trenneinrichtung separiert somit die in zwei Teile geschnittenen Folienbahnen, so dass beim Verschweißen verhindert wird, dass die separierten Folienbahnen miteinander verschweißt werden.
- Vorzugsweise ist die Trenneinrichtung am ersten oder zweiten Schweißbalken angeordnet. Dadurch kann ein besonders kompakter Aufbau bereitgestellt werden.
- Weiter bevorzugt umfasst die Trenneinrichtung einen Schieber mit einem sich verjüngenden Ende. Das sich verjüngende Ende des Schiebers wird dabei zwischen die beiden mittels der Schneideinrichtungen getrennten Folienteile geschoben, um die beiden Folienteile auseinander zu halten.
- Vorzugsweise umfasst die Trenneinrichtung ferner einen Antrieb, um eine Vertikalposition des Schiebers relativ zum Schweißbalken zu ändern. Der Antrieb ist vorzugsweise ein Pneumatikzylinder oder ein Hydraulikzylinder.
- Um eine einfache Führung des Schiebers zu ermöglichen, umfasst der Schieber vorzugsweise einen Schlitz, durch welchen ein an einem Schweißbalken angeordnetes Führungselement, insbesondere ein Führungsstift o.Ä., vorsteht.
- Die erfindungsgemäße Vorrichtung zum Verpacken von Gegenständen weist durch die Trenneinrichtung, welche bei Bedarf verwendet werden kann, eine hohe Variabilität auf. Mit der erfindungsgemäßen Vorrichtung können einerseits große Gegenstände verpackt werden, bei denen die Trenneinrichtung nicht verwendet wird, und andererseits gleichzeitig mehrere kleinere Gegenstände verpackt werden, welche parallel zugeführt werden und beim Verschweißen der Verpackung nicht unbeabsichtigt miteinander verschweißt werden.
- Nachfolgend wird ein Ausführungsbeispiel der Erfindung unter Bezugnahme auf die begleitende Zeichnung beschrieben. In der Zeichnung ist:
- Fig. 1
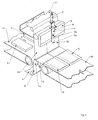
- eine schematische, perspektivische Ansicht einer Vorrichtung zum Verpacken von Gegenständen gemäß einem ersten Ausführungsbeispiel der Erfindung,
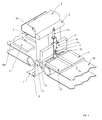
- Fig. 2
- eine schematische, perspektivische Ansicht der in Fig. 1 gezeigten Vorrichtung vor dem Verschweißen und
- Fig. 3
- eine schematische, perspektivische Ansicht der Vorrichtung von Fig. 1 während des Verschweißens.
- Nachfolgend wird unter Bezugnahme auf die Fig. 1 bis 3 eine Vorrichtung zum Verpacken von Gegenständen 5, nachfolgend Verpackungsmaschine genannt, beschrieben. Wie aus Fig. 1 ersichtlich ist, ist die Verpackungsmaschine dazu geeignet, gleichzeitig zwei Gegenstände 5 in eine Folie zu verpacken. Die Verpackungsmaschine umfasst hierzu eine erste Folienbahn 1 und eine zweite Folienbahn 2. Die Verpackungsmaschine umfasst ferner eine Fördereinrichtung mit einem ersten Transportband 6a, welche die Gegenstände 5 in Richtung des Pfeils A zuführt, und ein zweites Transportband 6b, welches die verpackten Gegenstände in Richtung des Pfeils B abführt. In den Figuren sind die verpackten Gegenstände mit dem Bezugszeichen 5' gekennzeichnet. Die erste Folienbahn 1 ist dabei unterhalb der Fördereinrichtung angeordnet und die zweite Folienbahn 2 ist oberhalb der Fördereinrichtung angeordnet. Die Folienbahnen sind auf großen Rollen aufgewickelt, welche aufgrund einer besseren Übersichtlichkeit in den Figuren nicht dargestellt sind. Die erste Folienbahn 1 wird über eine Umlenkrolle 15 und eine Walze 4 zu einem Folienschweißbereich der Verpackungsmaschine zugeführt. Die zweite Folienbahn 2 wird über eine Umlenkrolle 16 ebenfalls dem Schweißbereich der Verpackungsmaschine zugeführt. Die Folienbahnen werden dabei an den Umlenkrollen 15, 16 bzw. der Walze 4 um jeweils ca. 90° umgelenkt.
- Die Verpackungsmaschine umfasst ferner einen ersten Schweißbalken 8 und einen zweiten Schweißbalken 9, welche den Schweißbereich bilden. Die beiden Schweißbalken 8, 9 weisen eine gleiche Dicke und Breite auf und dienen zur Bereitstellung von Wärme, wozu die beiden Schweißbalken 8, 9 beispielsweise Heizdrähte aufweisen.
- Die Verpackungsmaschine umfasst ferner eine erste und eine zweite Schneideinrichtung. Die erste Schneideinrichtung schneidet die erste Folienbahn 1 in einen ersten Folienbereich 1a und einen zweiten Folienbereich 1b. Die erste Schneideinrichtung ist in den Figuren durch das erste Transportband 6a verdeckt. Die erste Schneideinrichtung umfasst jedoch ein Messer, welches im Bereich der Umlenkrolle 15 die erste Folienbahn in die zwei Folienbereiche 1a, 1b unterteilt. Die zweite Schneideinrichtung ist an der zweiten Folienbahn 2 angeordnet und umfasst ein Messer 14 sowie einen Pneumatikzylinder 13. Mittels des Pneumatikzylinders 13 kann das Messer 14 vor und zurück geschoben werden. Die zweite Schneideinricht-ung schneidet die zweite Folienbahn 2 in einen ersten Folienbereich 2a und einen zweiten Folienbereich 2b. Wie insbesondere aus Fig. 1 ersichtlich ist, sind hierbei die Folienbereiche 1a, 2a, 1b, 2b der ersten und zweiten Folienbahn 1, 2 jeweils gleich breit. Im Bereich der Walze 4 werden die beiden in zwei Folienbereiche unterteilten Folienbahnen 1, 2 zusammengeführt und zwischen den ersten und zweiten Schweißbalken 8, 9 hindurchgeführt. Somit ergibt sich ein vertikaler Folienvorhang, auf welchen die beiden Gegenstände 5 durch das Transportband zugeführt werden. Die zweite Schneideinheit schneidet dabei im Bereich einer Walze 3, welche der Umlenkrolle 16 nachgeschaltet ist. Die Messer der ersten und zweiten Schneideinrichtung können dabei gegen die Walzen selbst schneiden oder in den Walzen ist eine Nut vorgesehen, in welche die Spitze des Messers vorsteht.
- Am ersten Schweißbalken 8 ist ferner eine Trenneinrichtung 10 vorgesehen. Die Trenneinrichtung 10 umfasst einen Schieber 11 mit einer keilförmigen Spitze 11a und einen Pneumatikzylinder 12, um den Schieber 11 in Vertikalrichtung zu bewegen. Fig. 2 zeigt dabei einen Zustand der Trenneinrichtung 10, in welche der Schieber 11 mit dem Pneumatikzylinder nach unten vorgeschoben ist, so dass er über die in Richtung des zweiten Heizbalkens gerichtete Heizfläche des ersten Schweißbalkens 8 vorsteht. Die Trenneinrichtung 10 hat die Aufgabe, beim gleichzeitigen Verschweißen der geschnittenen Folienbahnen miteinander sicherzustellen, dass nicht die ersten Folienbereiche 1a, 2a, welche einen ersten Gegenstand 5 verpacken sollen, und die zweiten Folienbereiche 1b, 2b, welchen einen zweiten Gegenstand 5 verpacken sollen, miteinander verschweißt werden. Wie aus der in Fig. 3 gezeigten Verschweißposition ersichtlich ist, dringt die Spitze 11a des Schiebers 11 zwischen die beiden Folienbereiche ein und verhindert so, dass während des Verschweißens der Folien miteinander die benachbarten Ränder der Folienbereiche ebenfalls verschweißt werden.
- Die Funktion der erfindungsgemäßen Verpackungsmaschine ist dabei wie folgt: Die zu verpackenden Gegenstände 5 werden gleichzeitig durch das erste Transportband 6a zum Verpacken zugeführt. Wie aus Fig. 1 ersichtlich ist, werden die Gegenstände 5 dabei in einen durch die erste Folienbahn 1 und die zweite Folienbahn 2 gebildeten vertikalen Folienvorhang zugeführt. Der erste und zweite Schweißbalken 8, 9 befindet sich dabei in der in Fig. 2 gezeigten Stellung, so dass die Gegenstände 5 in den Folienvorhang laufen und unter dem ersten Schweißbalken 8 hindurchgeführt werden. Hierbei werden die beiden Gegenstände 5 gleichzeitig sowohl von oben als auch von unten mit Folie überdeckt.
- Während des Zuführens der ersten Folienbahn 1 wird diese mittels einer nicht dargestellten Schneideinrichtung in einen ersten Folienbereich 1a und einen zweiten Folienbereich 1b unterteilt. In diesem Ausführungsbeispiel sind die beiden Folienbereiche 1a, 1b gleich groß, da gleiche Gegenstände 5 zu verpacken sind. In gleicher Weise wird die zweite Folienbahn 2 durch ein Messer 14 einer zweiten Schneideinrichtung in einen ersten Folienbereich 2a und einen zweiten Folienbereich 2b unterteilt. Jeder der beiden Gegenstände 5 läuft dabei in einen durch die Folienbereiche 1a, 2a bzw. 1b, 2b gebildeten Folienvorhang.
- Wenn die zu verpackenden Gegenstände 5 vollständig unter dem ersten Schweißbalken 8 durchgeführt sind, wird dieser in die in Fig. 3 gezeigte Position vertikal nach unten bewegt, um den Verschweißvorgang der ersten und zweiten Folienbahn 1, 2 miteinander durchzuführen. Hierbei wird der erste Schweißbalken 8 gegen den zweiten Schweißbalken 9 gedrückt und die an den Schweißbalken 8, 9 vorhandene Wärme verschweißt die Folienbahnen miteinander. Der zweite Schweißbalken ist ortsfest angeordnet, kann alternativ jedoch auch in Vertikalrichtung bewegbar sein. Um hierbei zu verhindern, dass die Folienbereiche 1a, 2a mit den Folienbereichen 1b, 2b an den Längskanten verschweißt werden, ist die Trenneinrichtung 10 vorgesehen. Wie in Fig. 3 gezeigt, steht der Schieber 11 der Trenneinrichtung 10 über den vertikal unteren Abschluss des ersten Schweißbalkens 8 vor. Dadurch wird beim Absenken des ersten Schweißbalkens 8 die Spitze 11a des Schiebers 11 zwischen die beiden Längskanten der geschnittenen Folienbereiche geführt und separiert die Folienbereiche voneinander. Dadurch wird verhindert, dass die Folienbereiche während des Schweißvorgangs in ihrer Längsrichtung miteinander verschweißt werden.
- Die in Fig. 3 verpackten Gegenstände sind mit den Bezugszeichen 5' bezeichnet. Die Gegenstände 5' sind somit an ihren beiden Stirnseiten, der Oberseite und der Unterseite, mit Folie umgeben, wobei die jeweiligen Längsseiten der Verpackung noch offen sind. In einem nächsten Bearbeitungsschritt kann beispielsweise durch Folienschrumpfen jeder Gegenstand 5' vollständig verpackt werden.
- Es sei angemerkt, dass nach dem Schweißvorgang die Trenneinrichtung 10 gemeinsam mit dem ersten Schweißbalken 8 wieder angehoben wird. Dadurch wird auch der Schieber 11 zwischen den beiden Folienbahnbereichen herausgezogen. Weil die Folientemperatur jedoch sofort im Bereich der Schweißnaht sinkt, besteht keine Gefahr mehr, dass diese sich unbeabsichtigt verbinden könnten. Es sei ferner angemerkt, dass während des Verschweißvorgangs gleichzeitig zwei Schweißnähte gebildet werden, nämlich die zum Verschweißen der Gegenstände 5' sowie eine zum Verschweißen des Folienbereichs 1a mit dem Folienbereich 2a und des Folienbereichs 1b mit dem Folienbereich 2b für die Verpackung der nächsten Gegenstände. Hierdurch wird somit gleichzeitig wieder der vertikale Folienvorhang gebildet, in welchen die nachfolgend geförderten Gegenstände 5 zugeführt werden. Um hierbei ein sicheres Trennen der Folie, in welcher die Gegenstände 5' verpackt sind, und der nachfolgenden Folienbereiche zu ermöglichen, ist vorzugsweise eine weitere Schneideinrichtung im Bereich der Schweißbalken 8, 9 vorgesehen.
- Erfindungsgemäß können somit gleichzeitig zwei Gegenstände 5 verpackt werden, wobei die Verpackungsmaschine einen sehr kompakten und einfachen Aufbau aufweist. Die erfindungsgemäße Verpackungsmaschine kann dabei auch auf einfache Weise für die Verpackung einzelner Gegenstände umgerüstet werden, indem der Schieber 11 mittels des Pneumatikzylinders 12 nach oben gefahren wird, so dass die Spitze 11a des Schiebers nicht mehr über die untere Heizfläche des ersten Schweißbalkens 8 hervorsteht. Gleichzeitig werden auch die erste und zweite Schneideinrichtung zurückgefahren, so dass ein einzelner Gegenstand mit einer relativ großen Breite verpackt werden kann. Die Umrüstzeiten liegen dabei lediglich im Sekundenbereich, da nur die Pneumatikzylinder betätigt werden müssen.
- Um eine Führung des Schiebers während der Vertikalbewegung bereitzustellen, weist der Schieber 11 einen Schlitz 11b auf, in welchen ein Führungselement 17 in Form eines Stiftes vorsteht. Der Stift dabei ist dabei am ersten Schweißbalken 8 fixiert und kann gleichzeitig auch als Anschlag zur Begrenzung einer Bewegung des Schiebers in vertikaler Richtung dienen.
- Im Rahmen der Erfindung sind vielfältige Änderungen und Modifikationen möglich, ohne den Umfang der Erfindung wie in den nachfolgenden Ansprüchen definiert zu verlassen.
-
- 1
- erste Folienbahn
- 2
- zweite Folienbahn
- 3
- Walze
- 4
- Walze
- 5
- Gegenstand
- 5'
- verpackter Gegenstand
- 6a
- Transportband
- 6b
- Transportband
- 8
- erster Schweißbalken
- 9
- zweiter Schweißbalken
- 10
- Trenneinrichtung
- 11
- Schieber
- 11a
- Spitze
- 11b
- Schlitz
- 12
- Pneumatikzylinder
- 13
- Pneumatikzylinder
- 14
- Messer
- 15
- Umlenkrolle
- 16
- Umlenkrolle
- 17
- Führungselement
Claims (6)
- Vorrichtung zum gleichzeitigen Verpacken von wenigstens zwei Gegenständen in eine folienartige Verpackung, umfassend- eine Zufuhreinrichtung (6a) zum Zuführen von Gegenständen (5),- eine erste Folienbahn (1) und eine zweite Folienbahn (2), wobei die erste Folienbahn (1) unterhalb der Zufuhreinrichtung (6a) angeordnet ist und die zweite Folienbahn (2) oberhalb der Zufuhreinrichtung (6a) angeordnet ist,- eine Schweißeinheit mit einem ersten Schweißbalken (8) und einem zweiten Schweißbalken (9),- eine erste Schneideinrichtung, welche die erste Folienbahn (1) in einen ersten Folienbereich (1a) und einen zweiten Folienbereich (1b) teilt, und eine zweite Schneideinrichtung (13, 14), welche die zweite Folienbahn (2) in einen ersten Folienbereich (2a) und einen zweiten Folienbereich (2b) teilt und- eine Trenneinrichtung (10), um die durch die erste und zweite Schneideinrichtung geteilten ersten und zweiten Folienbahnen (1, 2) für den Schweißvorgang auseinander zu halten.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Trenneinrichtung (10) am ersten oder zweiten Schweißbalken (8, 9) angeordnet ist und gemeinsam mit dem ersten oder zweiten Schweißbalken bewegbar ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Trenneinrichtung (10) einen Schieber (11) mit einem sich verjüngenden Ende (11a) umfasst.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die Trenneinrichtung (10) einen Antrieb (12) umfasst, um eine Vertikalposition des Schiebers (11) relativ zum ersten oder zweiten Schweißbalken (8, 9) zu ändern.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass der Antrieb (12) ein Pneumatikzylinder oder ein Hydraulikzylinder ist.
- Vorrichtung nach einem Ansprüche 3 bis 5, dadurch gekennzeichnet, dass der Schieber (11) einen Schlitz (11b) aufweist, durch den ein Führungselement (17) vorsteht.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200610021599 DE102006021599B3 (de) | 2006-05-09 | 2006-05-09 | Vorrichtung zum gleichzeitigen Verpacken von Gegenständen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1857366A2 true EP1857366A2 (de) | 2007-11-21 |
| EP1857366A3 EP1857366A3 (de) | 2008-07-02 |
| EP1857366B1 EP1857366B1 (de) | 2010-08-11 |
Family
ID=38291208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20070009071 Not-in-force EP1857366B1 (de) | 2006-05-09 | 2007-05-04 | Vorrichtung zum gleichzeitigen Verpacken von Gegenständen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1857366B1 (de) |
| DE (1) | DE102006021599B3 (de) |
| ES (1) | ES2349735T3 (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE517130C (de) * | 1929-04-30 | 1931-01-31 | Saechsische Cartonnagen Maschi | Vorrichtung zum Auseinanderfuehren der Einzelstreifen laengszerteilter Rollenkartonsfuer Schachtelherstellungsmaschinen |
| US2673430A (en) * | 1949-06-18 | 1954-03-30 | Crystal Tissue Company | Wrapping and packaging machine |
| GB884195A (en) * | 1957-02-14 | 1961-12-06 | Joa Curt G | Method of and apparatus for forming and covering fibrous pads |
| US4466228A (en) * | 1981-11-12 | 1984-08-21 | L. C. Gess, Inc. | Method and apparatus for producing packages from cohesive-coated media |
| EP0129512A2 (de) * | 1983-06-20 | 1984-12-27 | SIG Schweizerische Industrie-Gesellschaft | Vorrichtung an einer Verpackungsmaschine zum Herstellen von Verpackungsbeuteln |
-
2006
- 2006-05-09 DE DE200610021599 patent/DE102006021599B3/de not_active Expired - Fee Related
-
2007
- 2007-05-04 ES ES07009071T patent/ES2349735T3/es active Active
- 2007-05-04 EP EP20070009071 patent/EP1857366B1/de not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE517130C (de) * | 1929-04-30 | 1931-01-31 | Saechsische Cartonnagen Maschi | Vorrichtung zum Auseinanderfuehren der Einzelstreifen laengszerteilter Rollenkartonsfuer Schachtelherstellungsmaschinen |
| US2673430A (en) * | 1949-06-18 | 1954-03-30 | Crystal Tissue Company | Wrapping and packaging machine |
| GB884195A (en) * | 1957-02-14 | 1961-12-06 | Joa Curt G | Method of and apparatus for forming and covering fibrous pads |
| US4466228A (en) * | 1981-11-12 | 1984-08-21 | L. C. Gess, Inc. | Method and apparatus for producing packages from cohesive-coated media |
| EP0129512A2 (de) * | 1983-06-20 | 1984-12-27 | SIG Schweizerische Industrie-Gesellschaft | Vorrichtung an einer Verpackungsmaschine zum Herstellen von Verpackungsbeuteln |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1857366B1 (de) | 2010-08-11 |
| DE102006021599B3 (de) | 2007-10-11 |
| EP1857366A3 (de) | 2008-07-02 |
| ES2349735T3 (es) | 2011-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3213561C2 (de) | ||
| DE2534306C2 (de) | Verfahren und Vorrichtung zur Herstellung von Beuteln mit einer Bodenfalte | |
| DE4026807C2 (de) | ||
| WO2002026589A1 (de) | Gasgefüllte füllkörper | |
| EP2858798B1 (de) | Vorrichtung und verfahren zum ausbrechen und nutzentrennen | |
| DE19913408A1 (de) | Gasgefüllte Füllkörper | |
| DE2832365B2 (de) | Vorrichtung zum Fördern und Vereinzeln eines Bandes aus zusammenhängenden Skin-Verpackungen | |
| DE102012202016A1 (de) | Verfahren und Vorrichtung zur Konfektionierung von dünnen Kunststofffolien | |
| DE69118048T2 (de) | Vorrichtung und Verfahren zum Herstellen, Befüllen und Siegeln bei gleichzeitigem Verpacken von zwei Artikelströmen | |
| EP0482435A2 (de) | Verfahren und Vorrichtung zum Feststellen der Lage eines Markier- oder Trennelementes in einem Stapel von flächigen Erzeugenissen | |
| DE102014101802B4 (de) | Verfahren und Vorrichtung zum Ultraschall-Siegeln und Trennen von Schlauchbeuteln | |
| EP2332843B1 (de) | Längstrennschweißvorrichtung für eine Folienverpackungsmaschine | |
| DE102009060342A1 (de) | Verpackungsmaschine mit überbrückter Stempellücke und Verfahren | |
| EP1857366B1 (de) | Vorrichtung zum gleichzeitigen Verpacken von Gegenständen | |
| DE102012103352B4 (de) | Verpackungsmaschine mit mitlaufender Quertrennschweißeinrichtung | |
| DE1816108C3 (de) | Verfahren und Vorrichtung zum gleichzeitigen Herstellen von mehreren, dem Verpacken dienenden Verbundstreifen | |
| DE3539986C2 (de) | ||
| EP2093048B1 (de) | Vorrichtung zur Herstellung eines Kantenschutzes | |
| EP3967637B1 (de) | Vorrichtung und verfahren zum spleissen und kontinuierlichen bereitstellen einer folienbahn | |
| DE102018102369B4 (de) | Folienverpackungsmaschine zum Verpacken von Gegenständen in Luftpolsterfolienverpackungen | |
| EP1988043B1 (de) | Verfahren un Vorrichtung zum Vorfalten einer Materialbahn | |
| DE69224425T2 (de) | Verfahren und Vorrichtung zum Zuführen von Verpackungsmaterial an einer Verpackungsmaschine | |
| EP2364914A2 (de) | Breitenverstellbarer Unterstempel | |
| DE2116747B2 (de) | Verfahren und Vorrichtung zum Herstellen H-förmiger Perforationsschnitte in einer Pack Stoffbahn | |
| DE3409702C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20080917 |
|
| AKX | Designation fees paid |
Designated state(s): ES IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): ES IT |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Effective date: 20101228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110512 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140526 Year of fee payment: 8 Ref country code: ES Payment date: 20140521 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150505 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180629 |