EP1857287A2 - Vorrichtung zum Dekorieren von Objekten - Google Patents
Vorrichtung zum Dekorieren von Objekten Download PDFInfo
- Publication number
- EP1857287A2 EP1857287A2 EP07006622A EP07006622A EP1857287A2 EP 1857287 A2 EP1857287 A2 EP 1857287A2 EP 07006622 A EP07006622 A EP 07006622A EP 07006622 A EP07006622 A EP 07006622A EP 1857287 A2 EP1857287 A2 EP 1857287A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- holder
- carriage
- transport carriage
- transport
- movement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/10—Sheet holders, retainers, movable guides, or stationary guides
- B41J13/12—Sheet holders, retainers, movable guides, or stationary guides specially adapted for small cards, envelopes, or the like, e.g. credit cards, cut visiting cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4071—Printing on disk-shaped media, e.g. CDs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
- B41J3/40731—Holders for objects, e. g. holders specially adapted to the shape of the object to be printed or adapted to hold several objects
Definitions
- the invention relates to a device according to the preamble of claim 1 and a method according to the preamble of claim 17.
- the European patent application EP 1 088 661 A1 describes a device with a plurality, each of a drive means moving transport carriage, which have a holder for supporting an object and with a plurality of decorating, in which the objects are driven by means of the transport carriage and decorated.
- objects may be, for example, CDs, DVDs, credit cards, telephone cards or similar items.
- the decoration includes any surface treatment such as coating, painting and / or printing of the object.
- the usual lot size is about 500 - 1,500 pieces, which are to be printed with the least possible time.
- the described generic device is often used, but the throughput in such a device is comparatively low.
- the device according to the invention is characterized in that the object holder at least one transport carriage attached to this movable is, wherein the movement direction has at least one component perpendicular to the direction of movement of the transport carriage and the at least two transport carriages are guided at least in sections on separate carriage tracks.
- a separation of the carriage tracks can be achieved, for example, by a parallel guidance of the transport carriages.
- the design according to the invention provides greater flexibility in the movement of the transport carriages both outside and inside the at least one decorating station, since the objects can be treated on different transport carriages in the same decorating stations, the carriages being designed so that they can be guided past one another , Due to the improved flexibility in the movement of the transport carriages, the throughput of the device according to the invention can be increased compared to conventional devices.
- the objects may be expedient for the objects to pass through the same object web during the decorating process in the at least one decorating station independently of the transport carriage.
- the effect of the different carriage tracks of the transport carriages on the object guide in a decorating station can be compensated by an adaptation of the respective holders, such that the position of the objects in the holders of different carriages during the decorating process is identical.
- the surface treatment does not have to be specially adjusted to the respective transport carriage.
- the device according to the invention may be expedient for the device according to the invention to comprise two transport carriages which are guided on slide paths running parallel to one another and offset from one another.
- a holder of a transport carriage for holding a plurality of objects is formed, wherein a separate receptacle is provided for each of the objects.
- the various object receptacles are arranged rigidly relative to one another, i. the relative position of the object images to each other is fixed.
- Such an object receptacle as a recess can be adapted to the geometric shape to be held object to provide a positive connection for the object, so that a positional fixation of the object to be ensured during transport.
- the object receptacle may also comprise a spindle which engages in the center hole of the CD / DVD.
- the plurality of object receptacles is arranged behind one another in the direction of movement of the transport carriage, so that the objects can be successively decorated when entering a decorating station.
- a plurality of object receptacles perpendicular to the direction of movement of the transport carriage, but in this case a plurality of surface treatment devices, such as print heads, are to be arranged side by side in a decorating station.
- a transfer device In order to remove the plurality of objects in a holder of a transport carriage in a single work step after the decoration of the objects, a transfer device can be provided which simultaneously picks up the objects and at the same time deposits them on a separating slide which can be constructed with respect to the support of the objects such as the transport carriage, that is, a holder having a plurality of in the direction of movement of the separating slide successively arranged object receivers.
- a movable collecting slide which, like the transport carriage, has a holder with a plurality of object receivers arranged one behind the other in the direction of movement, wherein a transfer device holds in the holder of the Collecting carriage held objects simultaneously and stores in the object receivers of the brackets of the transport carriage.
- the device according to the invention is suitable for a large number of surface treatments of objects, in particular for the printing of such objects. It may be advantageous if these are at least two decorating stations are included, which are arranged one behind the other in the direction of movement of a transport carriage. If the holder of a carriage is designed such that, depending on the position of the carriage, an object transported by it is located in a decorating station and another object transported by it in another decorating station, both objects can be decorated at the same time, in particular printed. With the movement of a single transport carriage, which moves several objects arranged one behind the other, it can be used e.g. the simultaneous printing of multiple objects in different printing stations are performed, with only a single drive, in particular a direct drive for a carriage is needed.
- a printing station can perform one of the multiplicity of conventional printing methods, such as offset printing, screen printing or non-contact printing, for example. like ink-jet printing or laser printing. It depends on the printing method used or the geometric arrangement of the printing unit to the objects, whether the object to be printed moves during the printing process in the printing station on the transport through the carriage or is held stationary. In the first case, the movement of the object is then adapted to the printing process. This is familiar to the expert so far, so it need not be discussed further.
- the drive device of a transport carriage comprises a direct drive such as a linear motor.
- the transport carriage may comprise either the primary part or the secondary part of the linear motor.
- a construction has been found in which the coils of the linear motor in the transport carriage and magnets are arranged in the stationary part of the device. It should be noted, however, that for driving a transport carriage for the device according to the invention, other constructions are executable, such as a drive via a toothed belt, a rack, a screw, a chain or by means of an air cylinder.
- an adjusting device for moving the holding device on the transport carriage with a movement component perpendicular to the direction of movement of the carriage, an adjusting device can be provided, which in particular can comprise a drive, which is coupled to a transmission, which is on the output side in operative connection with the holding device. It is expedient if the adjusting device moves the holder substantially perpendicular to the movement device of the carriage. Preferably, at least one end position of the holder is provided, on which the movement of the holder can be locked or locked. This blocking or locking has the advantage that after determining no force must be expended to the holder in the specified position, which for example represents the printing position, is needed.
- the adjustment means may comprise two dead spots, i. Provide reversals of the bracket.
- it can also be provided to design the adjusting device such that at least one of these reversing positions has a blocking or locking effect.
- This can be achieved, for example, by the use of a push crank as a transmission device, which is driven by a motor and is in operative connection with the holder in order to move it between the two reversal positions.
- a crank handle can be replaced for example by a crank roller or a sliding loop.
- a blocking effect in the region of at least one reversal position is achieved in that the adjustment due to the gear used there has a very high translation, ideally an infinite high translation, so that the holder can be kept without major or completely without effort in the reverse position.
- the holder near the reversing positions has a low speed compared to the maximum adjustment speed of the holder. By this measure, it is ensured that the holder approaches the end positions with a small impulse, so that hardly any shocks are transmitted to the device from the holder when reaching the end positions.
- the holder may be, for example, a stepper motor, an electromechanical motor, a fluid motor or a piezo motor.
- an energy store acting at least in each end position can be provided. It can be provided that the energy storage stores potential energy when the holder is in an end position. This stored energy can then be made available during the movement of the holder from an end position to its acceleration. Particularly advantageously, the energy storage can be designed so that it emits mechanical energy to the holder for accelerating the holder from an end or reverse position and absorbs kinetic energy of the holder before reaching an end or reverse position to decelerate this.
- Such an energy store may be, for example, a coil spring or an air spring.
- the device according to the invention can have an elongated base, which is in particular of cuboid shape, wherein guide means are arranged on two opposite longitudinal sides, which cooperates with complementarily designed guide means for fixing the carriage path of a transport carriage. It is understood that this base may comprise several parts.
- the cooperating guide means provide the positive guidance of the transport carriage, for example on a linear path.
- the structural design for a transport carriage in a device according to the invention can be kept comparatively low, if this has a vertically extending base plate on which a carrier, in particular in the form of at least one carrier rail is arranged, which carries a holding plate, which is substantially perpendicular to Base plate of the transport carriage extends.
- a carrier in particular in the form of at least one carrier rail is arranged, which carries a holding plate, which is substantially perpendicular to Base plate of the transport carriage extends.
- the carrier is slidably disposed in the plane of the base plate.
- the invention solves the problem indicated by a method for decorating objects, in which at least two transport carriages are each moved by a drive device, and an object is held by a holder, which itself is supported by the transport carriage, wherein the holder of a transport carriage is moved substantially perpendicular to the direction of movement of the carriage and the at least two transport carriages are at least partially offset from each other.
- a printing device 1 is shown in an overview in the figures 1 and 2 in the cutout, wherein Fig. 1 shows the device in a side view and Figure 2 in a plan view.
- the device has an elongate, rectilinear structure defined by a base member 10 which is substantially parallelepipedal and supported by legs 11 at the bottom.
- a respective slide 16a, 16b is provided, which is mounted with a base plate 18a, 18b substantially along the entire longitudinal extent of the base member 10 movable.
- the respective base plate 18a, 18b are displaceable in the vertical direction support rails 24a, 24b; 24c, 24d attached, which carry a holding plate 26a, 26b, see Figure 1.
- This plate has, as shown in particular in Figure 2, a plurality of object receptacles 6, the are arranged one behind the other in the direction of movement of the respective carriage.
- the receptacles each have a short pin which engages straight into the respective center hole of the CD.
- the respective holding plate 26a, 26b rigidly fastened to the carriers is accordingly adjustable in height.
- the carriers 24a, 24b; 24c, 24d respectively attached to a longitudinal side of the holding plates 26a, 26b and extend substantially perpendicular to the direction of movement of the respective base plate 18a, 18b.
- the two carriages 16a, 16b are constructed in mirror image to the plane of the drawing with reference to FIG.
- the carriages are thereby guided and held on the base element 10 by vertically spaced guide rails extending in the longitudinal direction of the base element.
- Both carriages are moved by independently operating direct drives, which are designed as linear motors in the described embodiment.
- the movement of the carriages in the longitudinal direction of the base element or the movement of the holding plates 26a, 26b in the vertical direction are coordinated with each other. Details concerning the drives of the carriages and the adjusting drives of the holding plates will be discussed below with reference to FIGS. 3 and 4.
- the printing device 1 is designed to carry out a four-color printing, wherein before the actual printing a primer is applied to the objects and after the actual printing the surface is sealed by the application of a lacquer layer.
- the primer and the varnish are each applied to the CD by a screen printing station 54a, 54b, while four inkjet printhead stations 50a to 50b successively arranged in the direction of movement of the carriages are provided for the four-color printing, each of which are provided for printing the object with one of the four basic colors.
- a drying station 52a to 52d is provided between the individual printing stations in the direction of movement of the carriage, in each of which the applied color ink is dried by means of a UV tube before printing with the subsequent color.
- the respective carriage which carries the object which has just been surface-treated, stands still, since the screen-printing squeegee not shown in the figures moves perpendicular to the direction of movement of the transport carriages 26a, 26b.
- the print heads (not shown in the figures) of the print stations 50a to 50d are fixed during the printing process and the respective print object (CD / DVD) is moved under the print head at a speed adapted to the printing process.
- the longitudinal position of the carriage and thus the actual position of the object or objects is detected by means of a measuring arrangement, so that the movement of the carriage under the print head can be synchronized with the printing operation.
- the ink jet heads used each have at least one printing line, which is arranged perpendicular to the direction of movement of the carriage and has an extension which is not smaller than the width of the area of the object to be decorated with transverse to its transport direction.
- a print line has nozzles spaced longitudinally of the print line from which the ink is ejected.
- the operating parameters of the drying stations 52a-52d are therefore adapted to the printing speed in the printing stations 50a-50d in order to allow a first object to be dried in the drying station and a second object to be printed in a printing station to be printed same speed can be moved. This is the prerequisite for the fact that both objects with the same transport carriage can be moved by the cascading of printing stations and drying stations.
- Both carriages 26a, 26b can be retracted successively into the stations for the printing process, the object webs, ie the web which describes an object which is passed through a station during the printing process, being the same for all objects.
- the inventive design of the printing device described it is possible that the two carriages and thus the holding plates 26a, 26b can be guided past one another.
- the movement of both carriages is not limited by the position or movement of the respective other carriage, since the two holding plates 26a, 26b are adjustable relative to each other so that they do not collide.
- both carriages can be arranged in their position so that the two holding plates 26a, 26b are located within the same printing station, but only one of the holding plates can be in a printing position, ie in a position in which a held by a receptacle 6 Object is printed.
- the holding plate of the other transport carriage in another horizontal plane, which will be discussed in more detail below with reference to Figure 5.
- objects of both carriages held by the receptacles 6 of the holding plates 26a, 26b may be simultaneously surface-treated in different stations, i. printed and / or dried here.
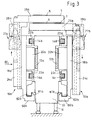
- FIG. 3 shows the device according to the invention in an end view.
- the device for decorating objects has an elongated, substantially cuboidal base 10, which is supported with legs 11 on the ground and above which the treatment stations, not shown here are arranged for the objects to be decorated.
- the stationary part 12a, 12b of a linear motor is mounted, which run on the base 10 over the longitudinal extent thereof.
- a guide rail 14a, 14c; 14b, 14d attached to the base 10, each extending parallel to the stationary parts 12a, 12b of the linear motor.
- each side of the base 10 there is provided a carriage 16a, 16b slidably disposed along the same and each having a carriage base plate 18a, 18b.
- Each of these plates carries on its base 10 side facing the movable part 20a and 20b of the linear motor, which cooperates respectively with the associated stationary part 12a and 12b for driving the carriage in a conventional manner.
- two guide shoes 22a, 22b and 22c, 22d are mounted on the plate 18a, 18b, which engage around the respectively opposite guide rail 14a, 14b and 14c, 14d and these.
- both carriage base plates 18a, 18b have inwardly directed U-shaped sections 60a, 60b directed towards the base 10, at their respective inner legs 61a, 61b, an unillustrated optical sensor is arranged.
- a projection 62a, 62b projects, which extends as the guide rails substantially over the entire movement distance of the carriage in the longitudinal direction of the base 10.
- the projections 62a, 62b have, on the side facing the sensor on the respective leg 61a, 61b, a division which is optically scanned by the sensor.
- the measuring system is designed to determine the actual position of the respective carriage with an accuracy better than 1 micron.
- Both transport carriages 16a, 16b each comprise a holding plate 26a, 26b, which is adjustably mounted on the respective base plate 18a, 18b of the associated transport carriage 16a, 16b.
- each carriage comprises the respective support plate 26a, 26b carrying and fixedly connected to the support rails 24a, 24c, which by means of an adjusting device.
- 27a, 27b are movable perpendicular to the direction of movement of the carriage.
- FIG. 4 shows the transport carriage 16a held by the base 10 and comprising the carriage base plate 18a and the two carrier rails 24a, b.
- the holding plate 26a is screwed, which has a plurality of object receptacles 6, which receives the objects to be decorated.
- the support rails 24a, 24b are movably connected to the carriage base plate 18a so as to be vertically movable toward the base plate.
- the movement of the holding plate 26a or the carrier rails 24a, 24b takes place in a positive guidance of the rails 24a, 24b in spaced guide rails 25a, 25b perpendicular to the direction of movement of the transport carriage 16a, wherein the guide rails 25a, 25b respectively in complementary formed portions of the associated support rail 24a , 24b intervene.
- a pneumatic swing motor 28a is provided, which is fixed to the base plate 18a of the carriage.
- the pneumatic motor 28a has inside a manner not shown on a swing-wing, which can be rotated by supplying air into one of two chambers.
- the swivel angle is infinitely adjustable, with an end position adjustment via stop screws, which interact with a stop lever on the swing wing to determine the two end positions.
- the axis of the swing wing extends as drive shaft 30 from the pneumatic swing motor 28a out. It drives a toothed belt 32 via a toothed wheel 31, which in turn moves a shaft 34 via a toothed wheel, wherein a predetermined reduction ratio is set by appropriate selection of the toothed wheels 31, 33 of the drive shaft 30 or of the shaft 34.
- the shaft 34 is mounted in two plate-shaped ball bearing support 36a, 36b, which are rigidly secured to the carriage base plate. The shaft 34 extends beyond the ball bearing supports 36a, 36b, at both ends of which a crank 38a, 38b is fixed in each case. In this respect, the two cranks are offset by the shaft 34 in a synchronous rotational movement.
- a pin 39a, 39b is respectively arranged, which receives the bearing of a joint head 40a, 40b, which is one of the two ends of a push rod 42a, 42b.
- the push rods 42a, 42b have, at their second ends, respective rod ends 44a, 44b, whose pivot bearings receive pins 43a, 43b, which extend laterally out of the two carrier rails 24a, 24b.
- cranks 38a, 38b shown in Figure 4 out of the plane of the drawing the push rods 42a, 42b and thus the support rails 24a, b moves down.
- the positive guidance of the carrier rails takes place so that the movement of the carrier rails is within the plane of the drawing.
- the adjusting device described defines two reversal positions or dead centers of the carrier rails and thus the holding plate 26a.
- the motor 28a rotates the cranks 38a, 38b downward from the top dead center shown in the drawing to the bottom dead center.
- a stable equilibrium position represents the top dead center is a labile operating point.
- the slightest pivotal movements of the crank cause the entire vertical movement of the support plate and support rails 24a, b, moving towards the base plate, to move downwards due to a vertically downward force acting on the support plate 26a, when the motor 28a has no counterforce to maintain of top dead center.
- the power transmission through the crank is infinitely high, so that the motor 28a only has to apply a very small moment in order to determine, ie to lock, this dead center.
- cranks are in the described embodiment as symmetrical cranks 38a, b formed, inasmuch the distance of the translational movement of the rotor rails and thus the height displacement of the holding plate 26a is set by the double distance between the attachment point of the pin of a condyle 40a, b to the crank 38 a, b to the center of the shaft 34.
- the set in the pivot motor 28a two end positions on the stop screws correspond to the two dead positions of the cranks 38a, 38b.
- the pivoting wing rotates about 180 ° in the motor 28a of the described embodiment, so that the gear ratio of the gears 31 and 33 shown in Figs. 3 and 4 is not to scale.
- the impact of the stop lever against the stopper screws is damped by means of a cushioning, so that due to the low mass of the pivoting blade when reaching the top or bottom dead center hardly shocks are transmitted to the support plate 26 a, which cause vibration of the support plate and in this way could interfere with the printing process.
- the essential part of the kinetic energy of the entire facial expression, consisting of support plate and rotor rails is received by mechanical compression springs 46a to 46d, which are connected at one end to the base plate 18a and at the other end with a rotor rail 24a, 24b and the holding plate 26a.
- the springs are clamped so that they have a bias in each operating situation and thus act as a compression spring.
- the lower springs 46a, 46b are each clamped between two counterplates 48a, 48b and 49a, 49b.
- the lower counter-plate 48a, 49a rigidly attached to the respective associated runner rail 24a, 24b and the upper counter-plate 48b, 49b rigidly attached to the carriage base plate 18a.
- the upper compression springs 46c, 46d are attached at one end to the carriage base plate 18a and at their other end directly to the holding plate 26a.
- cranks Since the cranks are in their upper dead center position in the position of the holding plate 26a shown in FIG. 4, only a small torque to be applied by the pneumatic motor 28a is required to keep the support plate 26a stable even under an external force such as during the printing operation to hold the illustrated upper reversal position. If the cranks are moved out of the specified upper dead center, the prestressed compression springs 46a-46d support the lowering of the retaining plate, the lower spring pairs counteracting the upper spring pairs. In the situation described, the greater force is exerted by the lower springs 46a, 46b, since they have a greater pretension than the upper springs 46c, 46d.
- the adjustment described adjustment for height adjustment of the holding plate 26a, 26b provides two end positions, which are set by the use of the crank as reversal positions and represent blocking positions that can be maintained with a small force of the motor 28a.
- the variable displacement motor may also be an electric motor such as a stepper motor or other actuator. It is particularly useful if at least one end position of the height adjustment has a blocking position, which is precisely defined and is maintained during the printing process.
- an energy storage device such as a spring, a substantial part of the energy required for the movement of the holder to accelerate the holding plate can be taken from the energy store and fed back when braking. As a result, the drive motor can be kept small and light.
- a cam roller drive or a thrust loop is used instead of a slider crank drive, which provide in a similar manner two reversal positions of the retaining plate with blocking effect.
- the transport carriage 16a moves first from the position shown in Figure 2 to the right, such that the in Direction of travel last object shot, respectively stored therein CD is in printing position in the screen printing station 54b.
- This printing position is characterized on the one hand by a prescribed position of the CD in question in the direction of movement of the carriage to the printing station and on the other hand is that the holding plate 26a is in the upper reversing position, which is a blocking position as described.
- the primer is performed on the first CD in the direction of movement as described above with stationary carriage. Thereafter, the carriage moves by a predetermined distance further to the left until the second object recording in the direction of movement respectively the second CD is in a printing position in the screen printing station 54b, so that it can be primed with a fixed slide. This process continues until the last, in the current direction of movement CD in the back of said printing position in the screen printing station 54b comes to rest, so that they can be primed.
- the carriage 26a moves through the drying station 56 at a uniform speed, which has a UV tube for drying the applied primer.
- the drying of the CDs in the station 56 accordingly takes place during the movement of the carriage through the station.
- the holding plate 26a of the carriage 16a is now brought from the lower locking position by actuation of the pivot motor with the aid of the energy stored in the springs in the upper dead center, which represents the horizontal pressure and drying position of the holding plate 26a.
- the carriage drives the holding plate 26a, respectively the CDs held in the object holders 6, uniformly through the successively arranged printing stations 50a-50d, each having a stationary ink-jet printhead. After each of the colors has been applied to a CD, in the downstream drying station 52a-d, a predrying of this ink takes place before the respective CD passes through the subsequent printing station.
- the four-color printing is completed for the four CDs mounted on the platen 26a. They are in turn subsequently retracted by stepwise movement of the carriage in the paint station 54a and painted with a stationary carriage. After all four CDs have been successively painted in the paint station 54a, they are subsequently successively moved uniformly through the drying station 56. Thereafter, the printing operation of the CDs on the carriage 16a is completed and the CDs can be removed from the receiving plate 26a, which will be discussed in more detail below.
- the printing device Due to the design of the printing device according to the invention, it can be operated with a plurality of carriages which move simultaneously and transport a plurality of CDs at a time. It should be emphasized that, for example, an embodiment with three or four carriages is within the scope of the invention, wherein on one longitudinal side of the base then a plurality of carriage tracks may be arranged, for example, to the center axis of Base element have a different distance.
- the printing station 1 has two such carriages which are each movably mounted on a longitudinal side of the base element 10.
- Each of these carriages can perform the printing pass just described in the device, collisions can now be avoided by the respective holding plates 26a, 26b can be offset in height by the respective adjusting means 27a, 27b in the juxtaposition of the carriage, see Figure 3.
- FIG. 3 Such a situation is shown in FIG.
- the carriage 16b is just in the direction of movement with its first recording in the printing position in the painting station 54a, while the carriage 16a moves in the opposite direction in the figure to the right to perform the described four-color printing.
- the retaining plate 26a has moved to the lower reversal position with which the carriage also passes through the printing stations 50d-50a. After reaching the end position on the right side in the drawing, as described, the holding plate 26a is moved to its printing position, i. in their upper reversal position, so that then the four-color printing can be performed. Simultaneously, the carriage 16b moves further to the left in the opposite end position, where the printed, painted and dried CDs are removed. At this extraction location, the recordings 6 are also equipped with still unprinted CDs, so that the entire printing process can start again from the beginning.
- the arrangement of the receptacles 6 on the carriages 16a, 16b is adapted to the distance D1 of the two screen printing stations 54a, 54b in the event that no clear coat is present in the screen printing station 54a after the four-color printing of the CDs described above has been carried out must be applied.
- both screen printing stations 54a, 54b are used to apply the primer.
- arranged in the direction of movement of the carriage first and third and the second and fourth shots on the holding plate are spaced so that their centers have a distance D1, which just the spacing shown in Figure 2 of the printing positions in the two screen printing stations 54a , 54b corresponds.
- the primer can be applied simultaneously to the first and third CD on the recording of the carriage and subsequently after the transport of the carriage by the distance D2 on the second and fourth CD.
- the resolution of the ink jet heads used in the printing stations 50a-50d may not be sufficient for the required print quality.
- FIGS. 6-8 the design of the part of the printing device according to the invention for loading the receptacles 6 with objects to be printed on the carriage or for removing the printed objects from the receptacles of the carriages will be described.
- the figures show an input and output station 150, which adjoins the left in the base member 10 shown in Figures 1 and 2, wherein the base member extends into the input and receiving station, so that the respective carriage can drive into it.
- the parking position of the respective transport carriage or the respective holding plate in the input and output station is indicated by the reference numeral 140. In this position of its holding plate drives a carriage equipped with printed CDs.
- the input and output station 150 has an input section arranged in the upper region of the illustration in FIGS. 6-8 and an output section arranged in the lower region of the figure.
- CDs to be printed are stacked on four CD input disks 72, which centrally have a long spindle extending through the center hole of the CDs.
- the CD input discs 72 are circumferentially disposed on an input carousel 70. After the CDs discarded on one of the CD input discs are removed, the input carousel rotates to the next filled CD input disc, which is then deflated.
- the input section further comprises a collecting carriage 80, which has a receiving plate which is identical to that of a transport carriage.
- the collecting carriage also CD recordings 82, which are arranged on the receiving plate in the same manner as those of the transport carriage to each other.
- the collecting carriage can be moved stepwise parallel to the longitudinal extent of the parking position 140 of a transport carriage by means of a stepper motor 84.
- the dispensing area has a singling carriage 90, which in turn, like the collection carriage, has CD receptacles, the spacing of the receptacle being again identical to that of a transport carriage.
- the separating slide is also movable via a stepping motor 94 parallel to the collecting slide or transport slide. Collecting carriages and separating carriages are moved independently and stepwise in the described embodiment. The step size is determined by the distance between two receptacles 82, 92 on the respective carriage 80, 90.
- accumulation carriages and singulation carriages are moved only within the input and output station.
- the dispensing area has a receiving carousel 100 which includes four CD receiving plates 102 spaced circumferentially. Each plate in turn has a spindle on which the issued CDs are strung. If a CD-receiving plate is filled to the end of the respective spindle, the carousel 100 rotates to the next CD-receiving plate, which is subsequently filled with printed CDs.
- each input CD is subjected to a so-called IdentCheck.
- the IdentCheckteller 78 (FIG. 7) serves this purpose, to which the CD taken from a CD input disk is first placed and subsequently the identity of the relevant CD is detected. For this purpose, each CD has a code mark, which uniquely identifies the data content. If the verification of the identity of the respective CD reveals that it does not correspond to the set printing process, the CD is placed on the ejector 76.
- a so-called PrintCheck is performed, in which the print quality is checked.
- the CD to be checked is placed on a PrintCheck carousel 107, which is constructed in an oval shape and symmetrically to a rotational axis 109 of the carousel has two PrintCheckteller 108a, 108b.
- the CD to be checked is placed on the plate, which is provided with the reference numeral 108a.
- the PrintCheck carousel 107 rotates 180 ° with the axis of rotation 109 perpendicular to the plane of the drawing, causing the CD device in the receiving area of a camera 110, the recording of which is processed by the printing surface.
- the PrintCheck carousel 107 rotates back to the starting position in which the tested CD is removed.
- the CD is placed on one of the four CD-output tray 102, otherwise on the Ausschussteller 106.
- the one or more color print heads are moved so that an optimal overlay of the single monochrome prints is achieved.
- the individual color print heads are preferably mounted displaceably in a plane, wherein the heads can be readjusted in their position in response to the detected printing error by a control during operation of the device. Such readjustment may be necessary, for example, after a printhead change.
- the storage of CDs in the input and output station 150 is performed by a CD transmitter 120 which is movably mounted on a horizontal strut 124 of a portal 122.
- the movement of the CD transmitter 120 is perpendicular to the longitudinal extent of the carriages, for example the collecting carriage.
- the CD transformer 120 is reciprocated stepwise in the direction of the arrow C, wherein the step size is equal in both directions and corresponds to half the distance of the center lines of the receptacles 82, 92 of the collecting tray or the separating slide. This step size is identical to the distance between the center lines of separating slide and collecting slide to the center line of the recordings of a transport carriage, as far as it is in the parking position 140 with its support plate.
- the CD transmitter in the described embodiment has a total of twelve vacuum injectors with which the CDs can be picked up by suction.
- two spaced straight by the pitch of the CD transmitter rows of injectors 126 are arranged in the central region of the transformer, which serve for simultaneously lifting the arranged on one of the three carriages CDs.
- the lifted CDs are placed after moving the CD transmitter by one step length in the drawing plane down to an adjacent carriage.
- the CDs arranged in the collecting carriage 80 can be picked up and stored in the transport carriage 16a, 16b or the CDs arranged in the transport carriage can be picked up and deposited in the singling carriage 90 in a single work step.
- the CD transmitter 120 has two further injectors on the plate-shaped base both in the input and in the output region, one of which is pivotable. Due to the stepwise movement of the CD transmitter between two operating positions, a single point is assigned to each individual vacuum injector, from which CDs are recorded and a single point within the input and output station 150 on which CDs are stored. Only the injector 126, which is attached to the pivot arm 128 in the input area and the injector 126, which is attached to a pivot arm 127 in the output area, have two alternative storage locations, which are selected depending on the result of IdentChecks or checking the print quality.
- FIG. 6 shows an operating situation in the input area in which, on the one hand, a CD is placed on the identification deck and the CD previously checked on the identification deck is placed on the collecting rack 80.
- the separating carriage 90 still has two printed CDs.
- the CD previously recorded by the separating carriage is placed on the print check plate 108a of the PrintCheck carousel 107, at the same time the pivoting arm 127 checks a positive result CD on a CD output tray 102 of the output carousel 100 from.
- the collection carriage 80 moves one step to the right and the singulation carriage 90 one step to the left.
- the CD transmitter 120 then clocks up by the described step size in the drawing figures, so that the operating situation shown in Figure 7 results.
- the upper vacuum injector 126 in the input area is currently picking up a CD from the CD input tray 72, at the same time the vacuum injector 126 attached to the swing arm 128 receives a CD from the ID tray 78.
- the outermost injector 126 on the pivot arm 127 picks up a CD checked for its print image while the adjacent vacuum injector picks up a CD from the singulation carriage 90.
- the CD transmitter can step down one step, placing the checked input CD on the collection slide and the checked output CD on the output carousel.
- the individual vacuum injectors of the CD transmitter work in the described embodiment in a common plane, ie, the CD transformer 120 moves as described stepwise only in one plane.
- a CD lifter 74 is provided in order to bring CDs on one of the CD input disk 72, from which CDs are taken, in the receiving plane of the vacuum injector 126.
- the described reciprocating movement of the CD transmitter on the one hand in a single step a retracted into the input and output station 150 transport carriage loaded with CDs to be printed or the printed CDs are removed. Subsequently, the separating slide is emptied or the collecting slide recharged, so that the input and output station for the next incoming transport carriage is prepared again.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Dot-Matrix Printers And Others (AREA)
- Ink Jet (AREA)
- Specific Conveyance Elements (AREA)
- Printing Methods (AREA)
- Vehicle Waterproofing, Decoration, And Sanitation Devices (AREA)
- Handling Of Cut Paper (AREA)
- Coating Apparatus (AREA)
Abstract
Um die Durchsatzleistung beim Dekorieren von Objekten zu erhöhen wird eine Vorrichtung (1) vorgeschlagen mit zumindest zwei, jeweils von einer Antriebseinrichtung (12a, 20a; 12b, 20b) bewegte Transportschlitten (16a, 16b), an welchen jeweils eine Halterung (14a, 14b, 26a; 14c, 14d, 26b) angebracht ist, die zum Tragen von zumindest einem Objekt (7) ausgebildet ist, und mit zumindest einer Dekorierstation (50a - d; 54a, b). Die erfindungsgemäße Vorrichtung zeichnet sich dadurch aus, dass die Halterung (14a, 14b, 26a; 14c, 14d, 26b) eines Transportschlittens (16a, 16b) senkrecht zur Bewegungsrichtung des Transportschlittens an diesem bewegbar befestigt ist und die zumindest zwei Transportschlitten zumindest abschnittsweise auf voneinander getrennten Schlittenbahnen geführt sind.
Description
- Die Erfindung betrifft eine Vorrichtung gemäß dem Oberbegriff von Anspruch 1 sowie ein Verfahren gemäß dem Oberbegriff von Anspruch 17.
- Die
europäische Patentanmeldung EP 1 088 661 A1 beschreibt eine Vorrichtung mit mehreren, jeweils von einer Antriebseinrichtung bewegte Transportschlitten, welche eine Halterung zum Tragen eines Objekts aufweisen und mit mehreren Dekorierstationen, in welche die Objekte mittels der Transportschlitten hinein gefahren und dekoriert werden. Solche Objekte können beispielsweise CDs, DVDs, Kreditkarten, Telefonkarten oder ähnliche Gegenstände sein. Die Dekoration umfasst eine beliebige Oberflächenbehandlung wie ein Beschichten, Lackieren und/oder Bedrucken des Objektes. Insbesondere bei der Bedruckung von CDs, DVDs, Telefonkarten oder Kreditkarten beträgt die übliche Losgröße etwa 500 - 1.500 Stück, welche mit einem möglichst geringen Zeitaufwand zu bedrucken sind. Zu diesem Zweck wird häufig die beschriebene gattungsbildende Vorrichtung verwendet, der Durchsatz bei einer solchen Vorrichtung ist jedoch vergleichsweise gering. - Demzufolge liegt der Erfindung die Aufgabe zugrunde, eine herkömmliche Vorrichtung so zu modifizieren, dass eine höhere Durchsatzleistung bereitgestellt werden kann.
- Diese Aufgabe löst die Erfindung auf überraschend einfache Weise mit einer Vorrichtung zum Dekorieren von Objekten mit den Merkmalen von Anspruch 1. Dabei zeichnet sich die erfindungsgemäße Vorrichtung dadurch aus, dass die Objekthalterung zumindest eines Transportschlittens an diesem bewegbar befestigt ist, wobei die Bewegungsrichtung zumindest eine Komponente senkrecht zur Bewegungsrichtung des Transportschlittens aufweist und die zumindest zwei Transportschlitten wenigstens abschnittsweise auf voneinander getrennten Schlittenbahnen geführt sind. Eine solche Trennung der Schlittenbahnen kann beispielsweise durch eine Parallelführung der Transportschlitten erreicht werden.
- Die erfindungsgemäße Gestaltung stellt eine höhere Flexibilität bei der Bewegung der Transportschlitten sowohl außerhalb als auch innerhalb der zumindest einen Dekorierstation bereit, da die Objekte auf unterschiedlichen Transportschlitten in den gleichen Dekorierstationen behandelt werden können, wobei die Schlitten so gestaltet sind, dass sie aneinander vorbeigeführt werden können. Aufgrund der verbesserten Flexibilität bei der Bewegung der Transportschlitten kann der Durchsatz der erfindungsgemäßen Vorrichtung im Vergleich zu herkömmlichen Vorrichtungen erhöht werden.
- Es kann zweckmäßig sein, wenn die Objekte beim Dekoriervorgang in der zumindest einen Dekorierstation unabhängig vom Transportschlitten die gleiche Objektbahn durchlaufen. Dabei kann die Wirkung der unterschiedlichen Schlittenbahnen der Transportschlitten auf die Objektführung in einer Dekorierstation durch eine Anpassung der jeweiligen Halterungen kompensiert werden, derart, dass die Lage der Objekte in den Halterungen unterschiedlicher Schlitten beim Dekoriervorgang identisch ist. Insofern muss die Oberflächenbehandlung nicht speziell auf den jeweiligen Transportschlitten eingestellt werden.
- Insbesondere bei einer linearer, d.h. geradliniger Bahnführung eines Schlittens kann es zweckmäßig sein, wenn die erfindungsgemäße Vorrichtung zwei Transportschlitten umfasst, die auf parallel und versetzt zueinander verlaufenden Schlittenbahnen geführt sind.
- Besonders zweckmäßig ist es, wenn eine Halterung eines Transportschlittens zur Halterung von mehreren Objekten ausgebildet ist, wobei für jedes der Objekte eine getrennte Aufnahme vorgesehen ist. Somit können mit einem einzelnen Schlitten mehrere Objekte durch die Dekorierstationen gefahren werden, wodurch sich der konstruktive Aufwand der gesamten Vorrichtung erniedrigt, da nicht für jedes Objekt ein getrennter, insbesondere direkt angetriebener Transportschlitten vorgesehen werden muss. Vorzugsweise sind dabei die verschiedenen Objektaufnahmen starr zueinander angeordnet, d.h. die relative Lage der Objektaufnahmen zueinander ist fest. Eine solche Objektaufnahme wie eine Ausnehmung kann an die geometrische Form zu haltende Objekt angepasst sein um einen Formschluss für das Objekt bereitstellen, so dass eine Lagefixierung des Objektes beim Transport sichergestellt sein. Im Falle einer CD/DVD kann die Objektaufnahme auch eine Spindel umfassen, welche in das Mittenloch der CD/DVD eingreift.
- Besonders zweckmäßig kann es dabei sein, wenn die Mehrzahl von Objektaufnahmen in Bewegungsrichtung des Transportschlittens hintereinander angeordnet ist, sodass die Objekte beim Einfahren in eine Dekorierstation nacheinander dekoriert werden können.
- Andererseits kann auch vorgesehen sein, die Mehrzahl von Objektaufnahmen senkrecht zur Bewegungsrichtung des Transportschlittens nebeneinander anzuordnen, in diesem Fall sind jedoch in einer Dekorierstation in entsprechender Weise mehrere Oberflächenbehandlungseinrichtungen wie Druckköpfe nebeneinander anzuordnen.
- Um die Mehrzahl von Objekten in einer Halterung eines Transportschlittens in einem einzelnen Arbeitsschritt nach der Dekoration der Objekte zu entnehmen, kann eine Übertragungseinrichtung vorgesehen sein, welche die Objekte gleichzeitig aufnimmt und gleichzeitig auf einen Vereinzelungsschlitten ablegt, welcher bezüglich der Halterung der Objekte wie der Transportschlitten aufgebaut sein kann, d.h. eine Halterung aufweist mit einer Mehrzahl von in Bewegungsrichtung des Vereinzelungsschlittens hintereinander angeordneten Objektaufnahmen.
- Um die Beladung eines Transportschlittens mit zu dekorierenden Objekten wie die Entnahme in einem einzigen Arbeitsschritt durchzuführen, kann ein bewegbarer Sammelschlitten vorgesehen sein, der wie der Transportschlitten eine Halterung mit einer Mehrzahl von in Bewegungsrichtung hintereinander angeordneten Objektaufnahmen aufweist, wobei eine Übertragungseinrichtung die in der Halterung des Sammelschlittens gehaltene Objekte gleichzeitig aufnimmt und in die Objektaufnahmen der Halterungen des Transportschlittens ablegt.
- Die erfindungsgemäße Vorrichtung eignet sich für eine Vielzahl von Oberflächenbehandlungen von Objekten, insbesondere für das Bedrucken solcher Objekte. Dabei kann es vorteilhaft sein, wenn diese zumindest zwei Dekorierstationen umfasst sind, die in Bewegungsrichtung eines Transportschlittens hintereinander angeordnet sind. Ist die Halterung eines Schlittens so ausgebildet, dass sich je nach Lage des Schlittens ein von diesem transportiertes Objekt in einer Dekorierstation und ein anderes von diesem transportiertes Objekt in einer anderen Dekorierstation befindet, können beide Objekte gleichzeitig dekoriert, insbesondere bedruckt werden befindet. Mit der Bewegung eines einzelnen Transportschlittens, welcher hintereinander angeordnet mehrere Objekte bewegt, kann damit z.B. die gleichzeitige Bedruckung von mehreren Objekten in unterschiedlichen Druckstationen durchgeführt werden, wobei nur ein einzelner Antrieb, insbesondere ein Direktantrieb für einen Schlitten benötigt wird.
- Eine Druckstation kann erfindungsgemäß eines der Vielzahl von herkömmlichen Druckverfahren ausführen, wie beispielsweise Offsetdruck, Siebdruck oder auch ein berührungsloses Drucken, wie Tintenstrahldruck oder Laserdruck. Dabei hängt es von dem verwendeten Druckverfahren bzw. der geometrischen Anordnung des Druckwerks zu den Objekten ab, ob sich das zu bedruckende Objekt während des Druckvorgangs in der Druckstation über den Transport durch den Schlitten bewegt oder stationär gehalten wird. Im ersten Fall ist dann die Bewegung des Objektes an den Druckvorgang anzupassen. Dies ist dem Fachmann soweit geläufig, sodass hierauf nicht weiter eingegangen werden muss.
- Es ist zweckmäßig, wenn die Antriebseinrichtung eines Transportschlittens einen Direktantrieb wie einen Linearmotor umfasst. Dabei kann der Transportschlitten je nach Ausführungsform entweder das Primärteil oder das Sekundärteil des Linearmotors umfassen. Besonders vorteilhaft hat sich eine Konstruktion erwiesen, bei welcher die Spulen des Linearmotors im Transportschlitten und Magnete im stationären Teil der Vorrichtung angeordnet sind. Es sei jedoch darauf hingewiesen, dass zum Antrieb eines Transportschlittens für die erfindungsgemäße Vorrichtung auch andere Konstruktionen ausführbar sind, wie ein Antrieb über einen Zahnriemen, eine Zahnstange, eine Schraubenspindel, eine Kette oder auch mittels eines Luftzylinders.
- Zur Bewegung der Halteeinrichtung an dem Transportschlitten mit einer Bewegungskomponente senkrecht zur Bewegungsrichtung des Schlittens kann eine Verstelleinrichtung vorgesehen sein, welche insbesondere einen Antrieb umfassen kann, der an ein Getriebe gekoppelt ist, das ausgangsseitig in Wirkverbindung mit der Halteeinrichtung steht. Dabei ist es zweckmäßig, wenn die Verstelleinrichtung die Halterung im Wesentlichen senkrecht zur Bewegungseinrichtung des Schlittens bewegt. Vorzugsweise ist zumindest eine Endlage der Halterung vorgesehen, an welcher die Bewegung der Halterung arretiert oder gesperrt werden kann. Diese Sperrung oder Arretierung weist den Vorteil auf, dass nach der Feststellung keine Kraft aufgewendet werden muss, um die Halterung in der angegebenen Lage, welche beispielsweise die Druckstellung darstellt, benötigt wird.
- Vorzugsweise kann die Verstelleinrichtung zwei Totlagen, d.h. Umkehrlagen der Halterung bereitstellen. Diese Umkehrlagen stellen insofern Endlagen der Halterung dar. Dabei kann auch vorgesehen sein, die Verstelleinrichtung so zu gestalten, dass zumindest eine dieser Umkehrlagen eine Sperr- oder Arretierwirkung aufweist. Dies kann beispielsweise durch die Verwendung einer Schubkurbel als Getriebeeinrichtung erreicht werden, die motorisch angetrieben wird und in Wirkverbindung mit der Halterung steht um diese zwischen den beiden Umkehrlagen zu bewegen. Eine solche Schubkurbel kann beispielsweise auch durch eine Kurbelrolle oder eine Schubschleife ersetzt werden. Bevorzugt wird eine Sperrwirkung im Bereich zumindest einer Umkehrlage dadurch erreicht, dass die Verstelleinrichtung aufgrund des verwendeten Getriebes dort eine sehr hohe Übersetzung, im Idealfall eine unendliche hohe Übersetzung aufweist, sodass die Halterung ohne großen bzw. vollkommen ohne Kraftaufwand in der Umkehrlage gehalten werden kann.
- Dabei kann es vorteilhaft sein, wenn die Halterung nahe den Umkehrlagen eine im Vergleich zur maximalen Verstellgeschwindigkeit der Halterung geringe Geschwindigkeit aufweist. Durch diese Maßnahme ist sichergestellt, dass sich die Halterung den Endlagen mit einem geringen Impuls nähert, so dass von der Halterung beim Erreichen der Endlagen kaum Stöße auf die Vorrichtung übertragen werden.
- Der Motor des. Verstellantriebs.für die Halterung kann beispielsweise ein Schrittmotor, ein elektromechanischer Motor, ein Fluidmotor oder ein auch Piezomotor sein.
- Zur Unterstützung der Bewegung der Halterung an dem Transportschlitten kann ein zumindest in jeder Endlage wirkender Energiespeicher vorgesehen sein. Dabei vorgesehen sein, dass der Energiespeicher potentielle Energie speichert, wenn sich die Halterung in einer Endlage befindet. Diese gespeicherte Energie kann dann bei der Bewegung der Halterung aus einer Endlage heraus zu dessen Beschleunigung zur Verfügung gestellt werden. Besonders vorteilhaft kann der Energiespeicher so ausgebildet sein, dass er zur Beschleunigung der Halterung aus einer End-oder Umkehrlage mechanische Energie an die Halterung abgibt und vor dem Erreichen einer End- oder Umkehrlage Bewegungsenergie der Halterung aufnimmt, um diese abzubremsen. Ein solcher Energiespeicher kann beispielsweise eine Schraubenfeder oder eine Luftfeder sein. Das Vorsehen eines derartigen Energiespeichers erlaubt einerseits die Verwendung eines kleinen und leichten Antriebs für die Verstelleinrichtung und andererseits werden starke Schläge auf die gesamte Einrichtung beim Erreichen der Endlage im Wesentlichen vermieden, da die Bewegungsenergie vor dem Erreichen der Endlage größtenteils von dem Energiespeicher aufgenommen wird. Impulsstöße und dadurch verursachte Schwingung in der Vorrichtung können im Wesentlichen vermieden werden, die ansonsten die Oberflächenbehandlung der Objekte in den Dekorierstationen stören könnten.
- In einer zweckmäßigen Ausführungsform kann die erfindungsgemäße Vorrichtung eine lang gestreckte Basis aufweisen, die insbesondere quaderförmig ausgebildet ist, wobei an zwei sich gegenüberliegenden Längsseiten Führungsmittel angeordnet sind, die mit komplementär ausgebildeten Führungsmitteln zur Festlegung der Schlittenbahn eines Transportschlittens zusammenwirkt. Es versteht sich, dass diese Basis mehrere Teile umfassen kann. Dabei stellen die zusammenwirkenden Führungsmittel die Zwangsführung des Transportschlittens, beispielsweise auf einer linearen Bahn bereit.
- Der konstruktive Aufbau für einen Transportschlitten in einer erfindungsgemäßen Vorrichtung kann vergleichsweise niedrig gehalten werden, wenn dieser eine vertikal verlaufende Grundplatte aufweist, an welcher ein Träger, insbesondere in Form zumindest einer Trägerschiene angeordnet ist, welcher eine Halteplatte trägt, die sich im Wesentlichen senkrecht zur Grundplatte des Transportschlittens erstreckt. Zur Bewegung der Halteplatte im Wesentlichen senkrecht zur Bewegungsrichtung des Schlittens kann vorgesehen sein, dass der Träger in der Ebene der Grundplatte verschiebbar angeordnet ist.
- Verfahrensseitig löst die Erfindung das angegebene Problem durch ein Verfahren zum Dekorieren von Objekten, bei welchen zumindest zwei Transportschlitten jeweils von einer Antriebseinrichtung bewegt werden, und ein Objekt jeweils von einer Halterung gehalten wird, welche selbst von dem Transportschlitten getragen wird, wobei die Halterung eines Transportschlittens im Wesentlichen senkrecht zur Bewegungsrichtung des Schlittens bewegt wird und die zumindest zwei Transportschlitten wenigstens abschnittsweise zueinander versetzt geführt werden. Hierdurch wird erreicht, dass Schlitten, welche die Objekte während des Dekoriervorgangs transportieren, einander passieren können, wodurch sich eine höhere Flexibilität bei der Gestaltung des Dekorierablaufs ergibt, was letztlich eine Erhöhung des Durchsatzes ermöglicht.
- Die Erfindung wird im Folgenden durch das Beschreiben einer Ausführungsform unter Bezugnahme auf die beiliegenden Zeichnungen erläutert, wobei
- Figur 1
- in einer Prinzipskizze einen Ausschnitt einer erfindungsgemäß ausgebildeten Vorrichtung zum Bedrucken von Objekten in einer Seitenansicht,
- Figur 2
- die in Figur 1 dargestellte Vorrichtung in einer Aufsicht,
- Figur 3
- die in Figur 1 dargestellte Vorrichtung in einer Stirnansicht entlang der Linie III-III mit einer Seitenansicht auf zwei Transportschlitten,
- Figur 4
- einen in Figur 3 dargestellte Transportschlitten in einer Vorderansicht normal zur in Figur 3 dargestellten Richtung IV,
- Figur 5
- eine Darstellung ähnlich der in Figur 1 gezeigten mit zueinander verschobenen Schlitten,
- Figur 6
- eine Prinzipskizze in einer Aufsichtsdarstellung die Eingabe- und Ausgabestation der erfindungsgemäßen Druckvorrichtung in einer ersten Betriebssituation,
- Figur 7
- die in Fig. 6 dargestellte Eingabe- und Ausgabestation in einer zweiten Betriebssituation und
- Figur 8
- die in Fig. 6 dargestellte Eingabe- und Ausgabestation in einer dritten Betriebssituation
- Im Folgenden wird die erfindungsgemäße Vorrichtung zum Dekorieren von Objekten anhand einer Ausführungsform beschrieben, welche zum Bedrucken von CDs oder DVDs ausgebildet ist. Eine solche Bedruckungsvorrichtung 1 ist in einer Übersichtsdarstellung in den Figuren 1 und 2 im Ausschnitt dargestellt, wobei Fig. 1 die Vorrichtung in einer Seitenansicht und Figur 2 in einer Aufsicht zeigt. Die Vorrichtung weist einen langgestreckten, geradlinigen Aufbau auf, der durch ein Basiselement 10 festgelegt wird, das im Wesentlichen quaderförmig ist und sich mit Beinen 11 am Boden abstützt. Entlang den beiden vertikalen Längsseiten des Basiselements ist jeweils ein Schlitten 16a, 16b vorgesehen, welcher mit einer Grundplatte 18a, 18b im Wesentlichen entlang der gesamten Längserstreckung des Basiselements 10 bewegbar angebracht ist. An der jeweiligen Grundplatte 18a, 18b sind in vertikaler Richtung verschiebbar Trägerschienen 24a, 24b; 24c, 24d angebracht, welche eine Halteplatte 26a, 26b tragen, siehe Figur 1. Diese Halteplatte weist wie insbesondere aus Figur 2 ersichtlich, mehrere Objektaufnahmen 6, die in Bewegungsrichtung des jeweiligen Schlittens hintereinander angeordnet sind. In der beschriebenen Ausführungsform weisen die Aufnahmen jeweils einen kurzen Stift auf, welcher gerade in das jeweilige Mittenloch der CD eingreift. Durch die Bewegbarkeit der Träger 24a, 24b in vertikaler Richtung ist demnach die jeweilige an den Trägern starr befestigte Halteplatte 26a, 26b in der Höhe einstellbar. Wie aus den Figuren hervorgeht, sind die Träger 24a, 24b; 24c, 24d jeweils an einer Längsseite der Halteplatten 26a, 26b befestigt und erstrecken sich im Wesentlichen senkrecht zu der Bewegungsrichtung der jeweiligen Grundplatte 18a, 18b.
- Die beiden Schlitten 16a, 16b sind mit Bezug auf Figur 1 spiegelbildlich zur Zeichnungsebene aufgebaut. Die Schlitten werden dabei am Basiselement 10 durch vertikal beabstandete und sich in Längsrichtung des Basiselements erstreckenden Führungsschienen geführt und gehalten. Beide Schlitten werden durch unabhängig voneinander arbeitende Direktantriebe, welche in der beschriebenen Ausführungsform als Linearmotoren ausgebildet sind, bewegt. Dabei ist jedoch die Bewegung der Schlitten in Längsrichtung des Basiselements bzw. die Bewegung der Halteplatten 26a, 26b in vertikaler Richtung aufeinander abgestimmt. Auf Details, die Antriebe der Schlitten bzw. die Verstellantriebe der Halteplatten betreffend wird untenstehend mit Bezug auf die Figuren 3 und 4 eingegangen.
- In der in den Figuren dargestellten Ausführungsform der Erfindung ist die Druckvorrichtung 1 zur Ausführung eines Vierfarbdrucks ausgelegt, wobei vor der eigentlichen Bedruckung eine Grundierung auf die Objekte aufgebracht wird und nach der eigentlichen Bedruckung die Oberfläche durch das Aufbringen einer Lackschicht versiegelt wird. Die Grundierung und der Lack werden jeweils durch eine Siebdruckstation 54a, 54b auf die CD aufgebracht, .während für den Vierfarbdruck vier in Bewegungsrichtung der Schlitten hintereinander angeordnete Tintenstrahldruckkopfstationen 50a bis 50b vorgesehen sind, welche jeweils für die Bedruckung des Objektes mit einer der vier Basisfarben vorgesehen sind. Zwischen den einzelnen Druckstationen in Bewegungsrichtung der Schlitten ist jeweils eine Trocknungsstation 52a bis 52d vorgesehen, in welcher jeweils mittels einer UV-Röhre die aufgebrachte Farbtinte vor der Bedruckung mit der nachfolgenden Farbe angetrocknet wird.
- Für das Aufbringen der Grundierung, für das Bedrucken oder für das Aufbringen der Lackierung auf ein bestimmtes, in eine der Aufnahmen 6 abgelegtes Objekt fährt der jeweilige Schlitten mit dem bestimmten Objekt in die Dekorierstation, in welcher die jeweilige Oberflächenbehandlung ausgeführt wird. In den Siebdruckstationen steht der jeweilige Schlitten, welcher das gerade oberflächenbehandelte Objekt trägt, still, da sich die in den Figuren nicht dargestellte Siebdruckrakel senkrecht zu der Bewegungsrichtung der Transportschlitten 26a, 26b bewegt. Im Gegensatz dazu sind die in den Figuren nicht dargestellten Druckköpfe der Druckstationen 50a bis 50d während des Druckvorgangs fixiert und das jeweilige Druckobjekt (CD/DVD) wird mit an den Druckvorgang angepasster Geschwindigkeit unter dem Druckkopf hindurch bewegt. Zu diesem Zweck wird die Längslage des Schlittens und damit die Ist-Lage des bzw. der Objekte mittels einer Messanordnung erfasst, sodass die Bewegung des Schlittens unter dem Druckkopf mit dem Druckvorgang synchronisiert werden kann.
- Die verwendeten Tintenstrahlköpfe weisen zumindest jeweils eine Druckzeile auf, die senkrecht zur Bewegungsrichtung des Schlittens angeordnet ist und eine Erstreckung besitzt, die nicht kleiner als die Breite des mit der Dekoration zu versehenden Bereichs des Objektes quer zu dessen Transportrichtung ist. Eine solche Druckzeile weist in Längsrichtung der Druckzeile beabstandete Düsen auf, aus welchen die Tinte ausgestoßen wird. Die Gestaltung eines solchen Druckkopfes und die Anpassung der Bewegung eines Objektes an dem Druckvorgang ist ausführlich in der
europäischen Patentanmeldung EP 1 088 661 A2 beschrieben, deren Inhalt hier durch Bezugnahme und zur Vermeidung von Wiederholungen eingebunden wird. - Im Unterschied zum eben genannten Stand der Technik werden in der beschriebenen Ausführungsform der vorliegenden Erfindung mehrere, hier vier Objekte gleichzeitig mit einem einzelnen Transportschlitten bewegt. Mit der Erfassung der Ist-Lage des Transportschlittens ist damit die Ist-Lage der vier Objekte auf dem Schlitten bestimmt, da die Objekte in vorgegebener Weise in den Aufnahmen 6 der Halteplatte 26a, 26b gehalten sind. Bewegt sich beispielsweise der in Figur 2 auf der rechten Seite gezeigte Schlitten nach links durch die hintereinander angeordneten Druckstationen 50a bis 50d bzw. die zugeordneten Trocknungsstationen 52a bis 52d hindurch, werden die vier auf der Halteplatte 26b angeordneten Objekte nacheinander in den jeweiligen Druckstationen bedruckt bzw. in den Trocknungsstationen getrocknet, wobei je nach Lage des Schlittens in bestimmten Betriebssituationen alle vier Objekte gleichzeitig in unterschiedlichen Stationen oberflächenbehandelt, d.h. getrocknet bzw. bedruckt werden. Die Betriebsparameter der Trocknungsstationen 52a - 52d wie Lichtintensität oder Verweildauer des zu trocknenden Objektes sind deshalb an die Druckgeschwindigkeit in den Druckstationen 50a - 50d angepasst, damit ein erstes, in der Trocknungsstation zu trocknendes Objekt und ein zweites, in einer Druckstation zu bedruckendes Objekt mit der gleichen Geschwindigkeit bewegt werden können. Dies ist die Voraussetzung dafür, dass beide Objekte mit dem gleichen Transportschlitten durch die Hintereinanderreihung von Druckstationen und Trocknungsstationen bewegt werden können.
- Beide Schlitten 26a, 26b können für den Druckvorgang nacheinander in die Stationen eingefahren werden, wobei die Objektbahnen, d.h. die Bahn, welche ein Objekt beschreibt, das durch eine Station während des Bedruckungsvorgangs hindurchgeführt wird, für alle Objekte gleich ist. Durch die erfindungsgemäße Gestaltung der beschriebenen Druckvorrichtung ist es möglich, dass die beiden Schlitten und damit die Halteplatten 26a, 26b aneinander vorbeigeführt werden können. Insofern ist die Bewegung beider Schlitten nicht durch die Lage oder Bewegung des jeweils anderen Schlittens beschränkt, da die beiden Halteplatten 26a, 26b relativ zueinander so einstellbar sind, dass diese nicht kollidieren. Beispielsweise können beide Schlitten in ihrer Lage so angeordnet sein, dass sich die beiden Halteplatten 26a, 26b innerhalb der gleichen Druckstation befinden, jedoch nur eine der Halteplatten kann sich in einer Druckstellung befinden, d.h. in einer Stellung, in welcher ein von einer Aufnahme 6 gehaltenes Objekt bedruckt wird. Demgegenüber befindet sich in dieser Situation die Halteplatte des anderen Transportschlittens in einer anderen horizontalen Ebene, worauf unten stehend mit Bezug auf Figur 5 noch näher eingegangen wird.
- Von den Aufnahmen 6 der Halteplatten 26a, 26b gehaltene Objekte beider Schlitten können jedoch gleichzeitig in unterschiedlichen Stationen oberflächenbehandelt, d.h. hier bedruckt und/oder getrocknet werden.
- Bevor ein solcher Ablauf beschrieben wird, sei im Folgenden mit Bezug auf die Figuren 3 und 4 noch auf die Lagerung eines Schlittens an dem Basiselement 10 sowie die Verstelleinrichtung zur Bewegung einer Halteplatte relativ zu der jeweiligen Schlittengrundplatte eingegangen.
- Figur 3 zeigt die erfindungsgemäße Vorrichtung in einer Stirnseitenansicht. Die Vorrichtung zum Dekorieren von Objekten weist eine langgestreckte, im Wesentlichen quaderförmige Basis 10 auf, die sich mit Standbeinen 11 am Boden abstützt und oberhalb derer die hier nicht dargestellten Behandlungsstationen für die zu dekorierenden Objekte angeordnet sind. An beiden Längsseiten der Basis 10 ist jeweils der stationäre Teil 12a, 12b eines Linearmotors angebracht, welche an der Basis 10 über deren Längserstreckung verlaufen. Oberhalb und unterhalb jedes stationären Teils 12a, 12b des Linearmotors ist jeweils eine Führungsschiene 14a, 14c; 14b, 14d an der Basis 10 angebracht, die jeweils parallel zu den stationären Teilen 12a, 12b des Linearmotors verlaufen.
- An jeder Seite der Basis 10 ist ein entlang derselben verschiebbar angeordneter Schlitten 16a, 16b vorgesehen, die jeweils eine Schlittengrundplatte 18a, 18b aufweisen. Jede dieser Platten trägt an ihrer der Basis 10 zugekehrten Seite den bewegbaren Teil 20a bzw. 20b des Linearmotors, welcher jeweils mit dem zugehörigen stationären Teil 12a bzw. 12b zum Antrieb des Schlittens in herkömmlicher Weise zusammenwirkt. Unterhalb und oberhalb des jeweiligen beweglichen Teils 20a, 20b des Linearmotors sind an der Platte 18a, 18b jeweils zwei Führungsschuhe 22a, 22b und 22c, 22d angebracht, die mit der jeweils gegenüberliegenden Führungsschiene 14a, 14b und 14c, 14d und diese umgreifen.
- Zur Bereitstellung eines Messsystems, mit welchem die Ist-Lage des jeweiligen Schlittens in Längsrichtung zur Basis 10 erfasst werden kann, weisen beide Schlittengrundplatten 18a, 18b nach innen, zur Basis 10 gerichtete U-fömige Abschnitte 60a, 60b auf, an deren jeweils innerem Schenkel 61a, 61b ein nicht dargestellter optischer Sensor angeordnet ist. In die U-förmigen Abschnitte 60a, 60b der Schlittengrundplatten ragt jeweils eine Auskragung 62a, 62b hinein, die sich wie die Führungsschienen im Wesentlichen über die gesamte Bewegungsstrecke der Schlitten in Längsrichtung der Basis 10 erstreckt. Die Auskragungen 62a, 62b weisen auf der zum an dem jeweiligen Schenkel 61a, 61b angebrachten Sensor gerichteten Seite eine Teilung auf, welche vom Sensor optisch abgetastet wird. Das Messsystem ist zur Ermittlung der Ist-Lage des jeweiligen Schlittens mit einer Genauigkeit besser als 1 µm ausgelegt.
- Beide Transportschlitten 16a, 16b umfassen jeweils eine Halteplatte 26a, 26b, die an der jeweiligen Grundplatte 18a, 18b des zugeordneten Transportschlittens 16a, 16b verstellbar angebracht ist. Hierzu umfasst jeder Schlitten die jeweilige Halteplatte 26a, 26b tragende und mit dieser fest verbundene Trägerschienen 24a, 24c, welche mittels einer Verstelleinrichtung. 27a, 27b senkrecht zur Bewegungsrichtung der Schlitten bewegbar sind.
- In Figur 4 ist der von der Basis 10 gehaltene Transportschlitten 16a gezeigt, welcher die Schlittengrundplatte 18a und die beiden Trägerschienen 24a, b umfasst. An den Trägerschienen ist die Halteplatte 26a angeschraubt, die mehrere Objektaufnahmen 6 aufweist, welche die zu dekorierenden Objekte aufnimmt. Die Tragschienen 24a, 24b sind mit der Schlittengrundplatte 18a bewegungsverbunden, derart, dass sie zur Grundplatte vertikal bewegbar sind. Die Bewegung der Halteplatte 26a bzw. der Trägerschienen 24a, 24b erfolgt in einer Zwangsführung der Schienen 24a, 24b in voneinander beabstandeten Führungsschienen 25a, 25b senkrecht zur Bewegungsrichtung des Transportschlittens 16a, wobei die Führungsschienen 25a, 25b jeweils in komplementär ausgebildete Abschnitte der zugeordneten Trägerschiene 24a, 24b eingreifen.
- Zur Bewegung der Halteplatte 26a relativ zur Schlittengrundplatte 18a ist in der beschriebenen Ausführungsform ein pneumatischer Schwenkmotor 28a vorgesehen, der an der Grundplatte 18a des Schlittens befestigt ist. Der pneumatische Motor 28a weist im Innern in nicht dargestellter Weise einen Schwenkflügel auf, der durch Luftzufuhr in eine von zwei Kammern gedreht werden kann. Der Schwenkwinkel ist stufenlos einstellbar, wobei eine Endlagenjustage über Anschlagsschrauben erfolgt, welche mit einem Anschlagshebel am Schwenkflügel zur Festlegung der beiden Endlagen zusammenwirken. Es erfolgt eine Endlagendämpfung mit einer Dämpfungsplatte oder einem Stoßdämpfer. Auf die Einstellung der beiden Endlagen wird unten stehend noch näher eingegangen.
- Die Achse des Schwenkflügels erstreckt sich als Antriebswelle 30 aus dem pneumatischen Schwenkmotor 28a heraus. Sie treibt über ein Zahnrad 31 einen Zahnriemen 32 an, der wiederum über ein Zahnrad eine Welle 34 bewegt, wobei ein vorgegebenes Untersetzungsverhältnis durch entsprechende Wahl der Zahnräder 31, 33 der Antriebswelle 30 bzw. der Welle 34 eingestellt ist. Die Welle 34 ist in zwei plattenförmig gestaltete Kugellagerträger 36a, 36b gelagert, welche starr an der Schlittengrundplatte befestigt sind. Die Welle 34 erstreckt sich über die Kugellagerträger 36a, 36b hinaus, an deren beiden Enden jeweils starr eine Kurbel 38a, 38b befestigt ist. Insofern werden die beiden Kurbeln durch die Welle 34 in eine synchrone Drehbewegung versetzt.
- Im Bereich des äußeren radialen Randes der Kurbeln 38a, 38b ist jeweils ein Zapfen 39a, 39b angeordnet, welcher das Lager eines Gelenkkopfes 40a, 40b aufnimmt, der eines der beiden Enden einer Schubstange 42a, 42b darstellt. Die Schubstangen 42a, 42b weisen an ihren zweiten Enden jeweils Gelenkköpfe 44a, 44b auf, deren Drehlager Zapfen 43a, 43b aufnehmen, welche sich seitlich aus den beiden Trägerschienen 24a, 24b heraus erstrecken. Durch die Drehung der Kurbeln 38a, 38b werden die Schubstangen 42a, 42b und damit auch die daran befestigten Trägerschienen synchron bewegt. Drehen beispielsweise die in Figur 4 dargestellten Kurbeln 38a, 38b aus der Zeichnungsebene heraus, werden die Schubstangen 42a, 42b und damit die Trägerschienen 24a, b nach unten bewegt. Die Zwangsführung der Trägerschienen erfolgt dabei so, dass die Bewegung der Trägerschienen innerhalb der Zeichnungsebene liegt.
- Die beschriebene Verstelleinrichtung legt zwei Umkehrlagen oder Totpunkte der Trägerschienen und damit der Halteplatte 26a fest. Der Motor 28a dreht die Kurbeln 38a, 38b von dem in der Zeichnung dargestellten oberen Totpunkt nach unten in den unteren Totpunkt. Während der untere Totpunkt eine stabile Gleichgewichtslage darstellt, ist der obere Totpunkt ein labiler Arbeitspunkt. Im oberen Totpunkt führen geringste Schwenkbewegungen der Kurbel dazu, dass aufgrund einer an die Tragplatte 26a angreifenden, vertikal nach unten gerichteten Kraft sich die gesamte zur Grundplatte bewegliche Mimik aus Tragplatte und Trägerschienen 24a, b nach unten bewegt, wenn der Motor 28a keine Gegenkraft zur Beibehaltung des oberen Totpunktes bereitstellt. Im Bereich des oberen Totpunktes ist die Kraftübersetzung durch die Kurbel unendlich hoch, sodass der Motor 28a nur ein sehr geringes Moment aufbringen muss, um diese Totlage festzustellen, d.h. zu arretieren.
- Die Kurbeln sind in der beschriebenen Ausführungsform als symmetrische Kurbeln 38a, b ausgebildet, insofern wird die Strecke der translatorischen Bewegung der Läuferschienen und damit die Höhenverschiebung der Halteplatte 26a festgelegt durch den doppelten Abstand zwischen dem Befestigungspunkt des Zapfens des einen Gelenkkopfs 40a, b an die Kurbel 38a, b zum Zentrum der Welle 34.
- Die im Schwenkmotor 28a eingestellten beiden Endlagen über die Anschlagsschrauben entsprechen den beiden Totlagen der Kurbeln 38a, 38b. Zum Erreichen dieser beiden Umkehrlagen dreht der Schwenkflügel im Motor 28a der beschriebenen Ausführungsform um etwa 180°, insofern ist das in den Figuren 3 und 4 dargestellte Zahnradverhältnis der Zahnräder 31 und 33 nicht maßstabsgerecht. Wie schon beschrieben, wird beim Erreichen der beiden Endlagen des Schwenkflügels der Schlag des Anschlagshebels gegen die Anschlagsschrauben mittels einer Endlagendämpfung gedämpft, sodass auch aufgrund der geringen Masse des Schwenkflügels beim Erreichen des oberen bzw. unteren Totpunktes kaum Schläge auf die Tragplatte 26a übertragen werden, welche eine Schwingung der Tragplatte verursachen und auf diese Weise den Bedruckungsvorgang stören könnten.
- Der wesentliche Teil der Bewegungsenergie der gesamten Mimik, bestehend aus Tragplatte und Läuferschienen wird von mechanischen Druckfedern 46a bis 46d aufgenommen, welche jeweils an einem Ende mit der Grundplatte 18a und am anderen Ende mit einer Läuferschiene 24a, 24b bzw. der Halteplatte 26a verbunden sind. Die Federn sind so eingespannt, dass sie in jeder Betriebssituation eine Vorspannung besitzen und somit als Druckfeder wirken. Die unteren Federn 46a, 46b sind jeweils zwischen zwei Gegenplatten 48a, 48b und 49a, 49b eingespannt. Dabei ist die untere Gegenplatte 48a, 49a starr an der jeweils zugeordneten Läuferschiene 24a, 24b befestigt und die obere Gegenplatte 48b, 49b starr an der Schlittengrundplatte 18a. Wie aus Figur 4 ersichtlich, sind die oberen Druckfedern 46c, 46d mit ihrem einen Ende an der Schlittengrundplatte 18a befestigt und mit ihrem anderen Ende jeweils direkt an der Halteplatte 26a.
- Da sich die Kurbeln in der in Figur 4 dargestellten Position der Halteplatte 26a in ihrer oberen Totlage befinden, wird nur ein geringes von dem pneumatischen Motor 28a aufzubringende Drehmoment benötigt, um die Tragplatte 26a auch beim Einwirken einer äußeren Kraft, beispielsweise während des Druckvorgangs stabil in der dargestellten oberen Umkehrlage zu halten. Werden die Kurbeln aus der angegebenen oberen Totlage herausbewegt, unterstützen die vorgespannten Druckfedern 46a - 46d die Absenkung der Halteplatte, wobei die unteren Federpaare den oberen Federpaaren entgegenwirken. In der beschriebenen Situation geht von den unteren Federn 46a, 46b die größere Kraft aus, da diese eine größere Vorspannung als die oberen Federn 46c, 46d besitzen. Während sich die unteren Federn 46a, 46b unter Beibehaltung einer Vorspannung entspannen, wird die Vorspannung in den oberen Federn 46c, 46d erhöht, bis die untere Totlage der Kurbeln 38a, 38d erreicht ist. Mit der beschriebenen Federanordnung wird einerseits die Bewegung der Halteplatte aus einer ersten Totlage heraus aufgrund der wirkenden Federkräfte unterstützt und andererseits beim Erreichen der anderen Totlage die Bewegung abgebremst. Eine Besonderheit bei der in der Figur dargestellten Ausführungsform besteht darin, dass der Antrieb im Bereich der beiden Totlagen eine gegen Null gehende Bewegungskomponente in Bewegungsrichtung der Halteplatte 26a auf diese überträgt.
- Der beschriebene Verstellantrieb zur Höheneinstellung der Halteplatte 26a, 26b stellt zwei Endlagen bereit, welche durch die Verwendung der Schubkurbel als Umkehrlagen eingerichtet sind und Sperrstellungen darstellen, die mit einem geringen Kraftaufwand des Motors 28a beibehalten werden können. In anderen Ausführungsformen kann der Verstellmotor auch ein elektrischer Motor wie ein Schrittmotor oder ein anderer Aktuator sein. Besonders zweckmäßig ist, wenn zumindest eine Endlage der Höhenverstellung eine Sperrstellung aufweist, die genau definiert ist und während des Druckvorgangs beibehalten wird. Durch die Verwendung eines Energiespeichers wie einer Feder kann ein wesentlicher Teil der für die Bewegung der Halterung erforderlichen Energie zur Beschleunigung der Halteplatte dem Energiespeicher entnommen und beim Abbremsen wieder zugeführt werden. Hierdurch kann der Antriebsmotor klein und leicht gehalten werden. Ferner ist dadurch die beim Abbremsen vom Motor aufzunehmende kinetische Energie sehr gering, sodass nur geringe Kräfte in den Anschlagsdämpfungen und damit auf den Schlitten bzw. die gesamte Vorrichtung wirken. In einer nicht dargestellten Ausführungsform wird statt eines Schubkurbelantriebs ein Kurvenrollenantrieb oder eine Schubschleife verwendet, welche in ähnlicher Weise zwei Umkehrlagen der Halteplatte mit Sperrwirkung bereitstellen.
- Nachdem nun die Lagerung der Schlitten 16a, 16b am Basiselement 10 sowie die Höhenverstellung der Halteplatten 26a, 26b beschrieben wurden, sei zunächst zur Klarheit der Darstellung das Bedrucken von Objekten auf einem einzelnen Schlitten 16a in der erfindungsgemäßen Vorrichtung 1 beschrieben, bevor das aufeinander abgestimmte Bewegen der beiden Schlitten erläutert wird. Der Transportschlitten 16a bewegt sich zuerst von der in Figur 2 dargestellten Lage nach rechts, derartig, dass sich die in Fahrtrichtung letzte Objektaufnahme, respektive die darin gelagerte CD in Druckstellung in der Siebdruckstation 54b befindet. Diese Druckstellung zeichnet sich einerseits durch eine vorbeschriebene Lage der betreffenden CD in Bewegungsrichtung des Schlittens zu der Druckstation aus und andererseits darin, dass die Halteplatte 26a sich in der oberen Umkehrlage befindet, die wie beschrieben eine Sperrstellung darstellt. Dort wird die Grundierung auf die in Bewegungsrichtung erste CD wie oben beschrieben bei stillstehendem Schlitten durchgeführt. Danach verfährt der Schlitten um eine vorgegebene Strecke weiter nach links bis sich die in Bewegungsrichtung zweite Objektaufnahme respektive die zweite CD in einer Druckstellung in der Siebruckstation 54b befindet, sodass diese bei feststehendem Schlitten grundiert werden kann. Dieser Vorgang setzt sich fort bis die letzte, in momentaner Bewegungsrichtung hintere CD in der besagten Druckstellung in der Siebdruckstation 54b zu liegen kommt, sodass auch diese grundiert werden kann.
- Nachdem nun alle CDs auf der Halteplatte 26a grundiert sind, fährt der Schlitten 26a mit gleichförmiger Geschwindigkeit durch die Trocknungsstation 56, welche eine UV-Röhre zur Trocknung der aufgebrachten Grundierung aufweist. Im Gegensatz zum Druckvorgang in der Siebdruckstation 54b erfolgt die Trocknung der CDs in der Station 56 demnach während der Bewegung des Schlittens durch die Station.
- Nachdem die Halteplatte 26a durch die Bewegung des Schlittens 16a in ihrer gesamten Längserstreckung durch die Trocknungsstation 56 hindurch bewegt wurde, ist sie wieder in der in Figur 2 dargestellten Lage angekommen. Die Halteplatte 26a wird nun wie mit Bezug auf Figur 4 beschrieben, in die untere Umkehrlage abgesenkt und der Schlitten mittels des Linearmotors wieder nach rechts bewegt, wobei er alle Behandlungsstationen 56, 54a, 54b, 50a - d und 52a - d durchläuft, wobei diese Stationen inaktiv sind, wenn sich der Schlitten 16a bzw. dessen Halteplatte 26a durch die Stationen bewegt. Der Schlitten 16a erreicht die in Figur 2 vom Schlitten 16b dargestellte Längsposition am Basiselement 10, wobei letzterer für die momentane Erläuterung des prinzipiellen Bedruckungsvorgangs unbeachtlich bleiben soll. Die Halteplatte 26a des Schlittens 16a wird nun von der unteren Sperrlage durch Betätigung des Schwenkmotors unter Zuhilfenahme der in den Federn gespeicherten Energie in die oberen Totlage gebracht, welche die horizontale Druck- und Trocknungsstellung der Halteplatte 26a darstellt. Nun fährt der Schlitten die Halteplatte 26a, respektive die in den Objektaufnahmen 6 gehaltenen CDs gleichförmig durch die hintereinander angeordneten Druckstationen 50a - 50d mit jeweils feststehendem Tintenstrahldruckkopf hindurch. Nachdem jeweils eine der Farben auf eine CD aufgebracht wurde, erfolgt in der dahinter liegenden Trocknungsstation 52a - d eine Vortrocknung dieser Farbe bevor die jeweilige CD die nachfolgende Druckstation durchläuft. Hat der Schlitten 16a die Druckstation und Trocknungsstations- und Trocknungsstationskaskade 50a - d und 52a - d in seiner gesamten Längserstreckung durchlaufen, ist der Vierfarbdruck für die vier auf der Auflageplatte 26a angeordneten CDs abgeschlossen. Sie werden nachfolgend wiederum durch schrittweises Bewegen des Schlittens in die Lackstation 54a eingefahren und bei ruhendem Schlitten lackiert. Nachdem alle vier CDs nacheinander in der Lackstation 54a lackiert wurden, werden sie nachfolgend nacheinander gleichförmig durch die Trocknungsstation 56 gefahren. Danach ist der Bedruckungsvorgang der CDs auf dem Schlitten 16a abgeschlossen und die CDs können von der Aufnahmeplatte 26a entnommen werden, worauf unten stehend noch näher eingegangen wird.
- Durch die erfindungsgemäße Gestaltung der Druckvorrichtung kann diese mit mehreren gleichzeitig sich bewegenden und jeweils mehrere CDs transportierenden Schlitten betrieben werden. Es sei betont, dass beispielsweise auch eine Ausführungsform mit drei oder vier Schlitten im Rahmen der Erfindung liegt, wobei an einer Längsseite der Basis dann mehrere Schlittenbahnen angeordnet sein können, die beispielsweise zur Mittenachse des Basiselements einen unterschiedlichen Abstand aufweisen.
- Wie schon ausführlich diskutiert, weist die in den Figuren dargestellte erfindungsgemäße Druckstation 1 zwei solcher Schlitten auf, die jeweils an einer Längsseite des Basiselements 10 bewegbar befestigt sind. Jede dieser Schlitten kann den gerade beschriebenen Druckdurchlauf in der Vorrichtung ausführen, wobei nun Kollisionen dadurch vermieden werden können, dass bei der Aneinandervorbeiführung der Schlitten die jeweiligen Halteplatten 26a, 26b mittels der jeweiligen Verstelleinrichtung 27a, 27b in ihrer Höhe zueinander versetzt werden können, siehe Figur 3. Eine solche Situation ist in Figur 5 dargestellt. Der Schlitten 16b befindet sich gerade in Bewegungsrichtung mit seiner ersten Aufnahme in Druckstellung in der Lackierstation 54a, während sich der Schlitten 16a in entgegen gesetzter Richtung in der Figur nach rechts bewegt, um den beschriebenen Vierfarbdruck auszuführen. Damit der Schlitten 16a den Schlitten 16b passieren kann, ist die Halteplatte 26a auf die untere Umkehrlage gefahren, mit welcher der Schlitten auch die Druckstationen 50d - 50a durchfährt. Nach Erreichen der Endstellung auf der rechten Seite in der Zeichnung wird wie beschrieben die Halteplatte 26a in ihre Druckstellung verfahren, d.h. in ihre obere Umkehrlage, sodass dann der Vierfarbdruck durchgeführt werden kann. Gleichzeitig verfährt der Schlitten 16b weiter nach links in die entgegengesetzte Endstellung, wo die bedruckten, lackierten und getrockneten CDs entnommen werden. An diesem Entnahmeort werden auch die Aufnahmen 6 mit noch unbedruckten CDs bestückt, sodass der gesamte Druckvorgang wieder von vorne beginnen kann.
- Wie insbesondere aus Figur 2 ersichtlich, ist die Anordnung der Aufnahmen 6 auf den Schlitten 16a, 16b an den Abstand D1 der beiden Siebdruckstationen 54a, 54b für den Fall angepasst, dass nach der Durchführung der oben beschriebenen Vierfarbbedruckung der CDs kein Klarlack in der Siebdruckstation 54a aufgebracht werden muss. Insofern können dann beide Siebdruckstationen 54a, 54b zum Aufbringen der Grundierung verwendet werden. Zu diesem Zweck sind die in Bewegungsrichtung der Schlitten angeordneten erste und dritte bzw. die zweite und vierte Aufnahmen auf der Halteplatte so beabstandet, dass deren Mittelpunkte eine Distanz D1 aufweisen, welche gerade der in der Figur 2 dargestellten Beabstandung der Druckstellungen in den beiden Siebdruckstationen 54a, 54b entspricht. Auf diese Weise kann die Grundierung gleichzeitig jeweils auf die erste und dritte CD auf der Aufnahme des Schlittens und nachfolgend nach dem Transport des Schlittens um die Strecke D2 auf die zweite und vierte CD aufgebracht werden.
- In bestimmten Fällen kann es sein, dass die Auflösung der verwendeten Tintenstrahlköpfe in den Druckstationen 50a - 50d für die geforderte Druckqualität nicht ausreicht. In diesem Fall ist vorgesehen, dass für jede Farbe zwei Halbbilder aufgebracht werden, wobei nach dem Druck des ersten Vierfarb-Halbbildes der Schlitten wieder zurück in die in Figur 2 für den Schlitten 16b gezeigte rechte Ausgangsposition fährt, die Druckköpfe um einen halben Pixelabstand quer zur Bewegungsrichtung des Schlittens verschoben werden und dann das zweite Halbbild für alle vier Farben aufgebracht wird.
- Mit Bezug auf die Figuren 6 - 8 wird die Gestaltung des Teils der erfindungsgemäßen Druckvorrichtung zur Bestückung der Aufnahmen 6 mit zu bedruckenden Objekten auf den Schlitten bzw. zur Entnahme der bedruckten Objekte von den Aufnahmen der Schlitten beschrieben. Die Figuren zeigen eine Ein- und Ausgabestation 150, welche sich an das in den Figuren 1 und 2 gezeigte Basiselement 10 links anschließt, wobei sich das Basiselement in die Eingabe- und Aufnahmestation hinein erstreckt, sodass der jeweilige Schlitten in diese hineinfahren kann. Die Parkposition des jeweiligen Transportschlittens bzw. der jeweiligen Halteplatte in der Eingabe- und Ausgabestation ist mit dem Bezugszeichen 140 angegeben. In dieser Position seiner Halteplatte fährt ein mit bedruckten CDs bestückter Schlitten.
- Die Eingabe- und Ausgabestation 150 weist einen in den Figuren 6 - 8 im oberen Bereich der Abbildung angeordneten Eingabeabschnitt und einen im unteren Bereich der Figur angeordneten Ausgabeabschnitt auf. Zu bedruckende CDs sind auf vier CD-Eingabeteller 72 gestapelt, welche mittig eine lange Spindel aufweisen, welche sich durch das Mittenloch der CDs erstreckt. Die CD-Eingabeteller 72 sind umfänglich auf einem Eingabekarussell 70 angeordnet. Nachdem die auf einem der CD-Eingabeteller abgelegten CDs entnommen sind, dreht das Eingabekarussell zum nächsten gefüllten CD-Eingabeteller, der daraufhin entleert wird. Der Eingabeabschnitt umfasst ferner einen Sammelschlitten 80, welcher eine Aufnahmeplatte aufweist, die identisch mit der eines Transportschlittens ausgebildet ist. Insofern weist der Sammelschlitten auch CD-Aufnahmen 82 auf, welche auf der Aufnahmeplatte in gleicher Weise wie die des Transportschlittens zueinander angeordnet sind. Der Sammelschlitten kann mittels eines Schrittmotors 84 schrittweise parallel zur Längserstreckung der Parkposition 140 eines Transportschlittens bewegt werden.
- In ähnlicher Weise weist der Ausgabebereich einen Vereinzelungsschlitten 90 auf, der wiederum wie der Sammelschlitten CD-Aufnahmen besitzt, wobei die Beabstandung der Aufnahme wiederum identisch mit der eines Transportschlittens ist. Auch der Vereinzelungsschlitten ist über einen Schrittmotor 94 parallel zum Sammelschlitten bzw. Transportschlitten bewegbar. Sammelschlitten und Vereinzelungsschlitten werden in der beschriebenen Ausführungsform unabhängig voneinander und schrittweise bewegt. Die Schrittweite wird dabei durch den Abstand zweier Aufnahmen 82, 92 auf dem jeweiligen Schlitten 80, 90 festgelegt.
- Wie in den Figuren 6 - 8 dargestellt, werden Sammelschlitten und Vereinzelungsschlitten nur innerhalb der Eingabe- und Ausgabestation verschoben.
- Der Ausgabebereich weist ein Aufnahmekarussell 100 auf, welches umfänglich beabstandet vier CD-Aufnahmeteller 102 umfasst. Jeder Teller weist wiederum eine Spindel auf, auf die die ausgegebenen CDs aufgereiht werden. Ist ein CD-Aufnahmeteller bis zum Ende der jeweiligen Spindel gefüllt, dreht das Karussell 100 zum nächsten CD-Aufnahmeteller, welcher nachfolgend mit bedruckten CDs gefüllt wird.
- Um sicherzustellen, dass eine sich in dem Eingabekarussell 70 befindliche CD zu der gerade ausgeführten Bedruckung passt, wird jede Eingabe-CD einem sogenannten IdentCheck unterworfen. Hierzu dient der IdentCheckteller 78 (Fig. 7), auf den die von einem CD-Eingabeteller entnommene CD zuerst aufgelegt und nachfolgend die Identität der betreffenden CD erfasst wird. Hierzu weist jede CD eine Codemarkierung auf, welche den Dateninhalt eindeutig kennzeichnet. Stellt sich bei der Überprüfung der Identität der jeweiligen CD heraus, dass diese nicht dem eingestellten Druckvorgang entspricht, wird die CD auf den Ausschussteller 76 abgelegt.
- In ähnlicher Weise wird im Ausgabebereich ein sogenannter PrintCheck durchgeführt, bei welchem die Druckqualität überprüft wird. Hierzu wird die zu überprüfende CD auf ein PrintCheck-Karussell 107 aufgesetzt, welches ovalförmig aufgebaut ist und symmetrisch zu einer Drehachse 109 des Karussells zwei PrintCheckteller 108a, 108b aufweist. Die zu überprüfende.CD wird auf den Teller aufgesetzt, welcher mit dem Bezugszeichen 108a versehen ist. Danach dreht sich das PrintCheck-Karussell 107 um 180° mit der Drehachse 109 senkrecht zur Zeichnungsebene, wodurch die CD in den Aufnahmebereich einer Kamera 110 gerät, deren Aufnahme des von der Druckfläche bildverarbeitet wird. Nach der Durchführung der Überprüfung dreht das PrintCheck-Karussell 107 wieder zurück in die Ausgangsstellung, in welcher die geprüfte CD entnommen wird.
- Wenn die Überprüfung des Druckbildes positiv ausfällt, wird die CD auf eine der vier CD-Ausgabeteller 102 abgelegt, ansonsten auf den Ausschussteller 106. Gleichzeitig kann in einer besonderen Ausführungsform vorgesehen sein, dass bei der Erfassung eines fehlerhaften Gesamtdruckbildes, das in der Regel durch eine nicht ausreichende Überlagerung der einzelnen, jeweils mit einer Farbe erzeugten Druckbilder verursacht wird, der bzw. die betreffenden Farbdruckköpfe so verschoben werden, dass eine optimale Überlagerung der einzelnen Einfarbendrucke erreicht wird. Hierzu sind die einzelnen Farbdruckköpfe vorzugsweise in einer Ebene verschiebbar gelagert, wobei die Köpfe im Ansprechen auf den erfassten Druckfehler durch eine Steuerung während des Betriebs der Vorrichtung in ihrer Lage nachjustiert werden können. Eine solche Nachjustage kann beispielsweise nach einem Druckkopfwechsel notwendig sein.
- Die Aufnahme bzw. Ablage von CDs in der Eingabe- und Ausgabestation 150 wird durch einen CD-Übertrager 120 durchgeführt, welcher an einer horizontalen Strebe 124 eines Portals 122 bewegbar befestigt ist. Die Bewegung des CD-Übertragers 120 erfolgt senkrecht zu der Längserstreckung der Schlitten, beispielsweise des Sammelschlittens. Der CD-Übertrager 120 wird schrittweise in Richtung des Pfeils C hin- und herbewegt, wobei die Schrittweite in beide Richtungen gleich ist und dem halben Abstand der Mittellinien der Aufnahmen 82, 92 des Sammelschlittens bzw. des Vereinzelungsschlittens entspricht. Diese Schrittweite ist identisch mit dem Abstand der Mittellinien von Vereinzelungsschlitten und Sammelschlitten zu der Mittellinie der Aufnahmen eines Transportschlittens, soweit dieser mit seiner Haltplatte in der Parkposition 140 steht.
- Um CDs von den einzelnen Tellern bzw. Aufnahmen der Schlitten abheben und an anderer Stelle definiert ablegen zu können, weist der CD-Übertrager in der beschriebenen Ausführungsform insgesamt zwölf Vakuum-Injektoren auf, mit welchen die CDs durch Ansaugung aufgenommen werden können. Wie in den Figuren erkennbar, sind im mittleren Bereich des Übertragers zwei gerade um die Schrittweite des CD-Übertragers beabstandete Reihen von Injektoren 126 angeordnet, welche zum gleichzeitigen Abheben der auf einem der drei Schlitten angeordneten CDs dienen. Die abgehobenen CDs werden nach dem Verschieben des CD-Übertragers um eine Schrittlänge in der Zeichnungsebene nach unten auf einen benachbarten Schlitten abgelegt. Insofern kann in einem einzigen Arbeitsschritt die im Sammelschlitten 80 angeordneten CDs aufgenommen und im Transportschlitten 16a, 16b abgelegt oder die im Transportschlitten angeordneten CDs aufgenommen und im Vereinzelungsschlitten 90 abgelegt werden.
- Neben den beiden beschriebenen Reihen von jeweils vier Vakuum-Injektoren weist der CD-Übertrager 120 sowohl im Eingabe- als auch im Ausgabebereich jeweils zwei weitere Injektoren an der plattenförmigen Basis auf, wobei jeweils einer schwenkbar ausgebildet ist. Bedingt durch die schrittweise Bewegung des CD-Übertragers zwischen zwei Betriebsstellungen ist jedem einzelnen Vakuuminjektor eine einzelne Stelle zugeordnet, von welcher CDs aufgenommen werden und eine einzelne Stelle innerhalb der Eingabe- und Ausgabestation 150, an welcher CDs abgelegt werden. Allein der Injektor 126, welcher im Eingabebereich am Schwenkarm 128 befestigt ist und der Injektor 126, welcher im Ausgabebereich an einem Schwenkarm 127 befestigt ist, weisen zwei alternative Ablagestellen auf, die je nach Ergebnis des IdentChecks bzw. der Überprüfung der Druckqualität ausgewählt werden.
- Figur 6 zeigt eine Betriebssituation im Eingabebereich, bei welcher einerseits eine CD auf den IdentCheckteller und die vorher auf dem IdentCheckteller überprüfte CD auf dem Sammelschlitten 80 abgelegt wird. Im Ausgabebereich weist der Vereinzelungsschlitten 90 noch zwei bedruckte CDs auf. Die vorher vom Vereinzelungsschlitten aufgenommene CD wird auf dem PrintCheckteller 108a des PrintCheckkarussells 107 aufgelegt, gleichzeitig legt der Schwenkarm 127 eine mit positivem Ergebnis überprüfte CD auf einem CD-Ausgabeteller 102 des Ausgabekarussells 100 ab. Nachdem die CDs wie beschrieben abgelegt sind, fährt der Sammelschlitten 80 um einen Schritt nach rechts und der Vereinzelungsschlitten 90 um einen Schritt nach links.
- Der CD-Übertrager 120 taktet dann um die beschriebene Schrittweite in den Zeichnungsfiguren nach oben, sodass sich die in Figur 7 dargestellte Betriebssituation ergibt. Der obere Vakuum-Injektor 126 im Eingabebereich nimmt gerade eine CD von dem CD-Eingabeteller 72 auf, gleichzeitig nimmt der an dem Schwenkarm 128 befestigte Vakuum-Injektor 126 eine CD von dem IdentCheckteller 78 auf. Im Ausgabebereich nimmt der äußerste Injektor 126 am Schwenkarm 127 eine bezüglich ihres Druckbilds überprüfte CD auf, während der benachbarte Vakuum-Injektor eine CD vom Vereinzelungsschlitten 90 aufnimmt.
- Zur Erläuterung der Ablage sei nun angenommen, dass sowohl der IdentCheck auf dem IdentCheckteller 78 als auch die Überprüfung des Druckbildes der im Ausgabebereich aufgenommenen CD negativ war. Wie in Figur 8 dargestellt, schwenkt deshalb der Schwenkarm 128 um seine Schwenkachse 130, sodass die Ausschuss-CD auf dem Ausschussteller 76 abgelegt werden kann. In gleicher Weise schwenkt der Schwenkarm 127 um seine Drehachse 129, sodass die fehlerhaft bedruckte CD auf dem Ausschussteller 106 abgelegt werden kann.
- Verläuft jedoch die Überprüfung der Identität der Eingabe-CD und die Überprüfung der in der Druckqualität auf der Ausgabe-CD positiv, ergibt sich die in Figur 6 gezeigte Betriebssituation. Der CD-Übertrager kann um einen Schritt nach unten takten, wobei die überprüfte Eingabe-CD auf dem Sammelschlitten abgelegt wird und die überprüfte Ausgabe-CD auf dem Ausgabekarussell.
- In einer nicht dargestellten Ausführungform beim Betrieb des CD-Übertragers 120 schwenken die Schwenkarme 127, 128 beim Ablegen der Ausschussware nicht wie in Figur 8 gezeigt um etwa 90°, sondern stattdessen um etwa 180°. Demnach taktet der CD-Übertrager auch beim Ablegen der Ausschussware nach unten, sodass gleichzeitig beispielsweise auch eine neue CD auf dem IdentCheckteller 78 abgelegt werden kann.
- Die einzelnen Vakuum-Injektoren des CD-Übertragers arbeiten in der beschriebenen Ausführungsform in einer gemeinsamen Ebene, d.h. auch der CD-Übertrager 120 bewegt sich wie beschrieben schrittweise nur in einer Ebene. Um CDs auf einem der CD-Eingabeteller 72, von welchem CDs entnommen werden, in die Aufnahmeebene des Vakuum-Injektors 126 zu bringen, ist ein CD-Lifter 74 vorgesehen. Durch die beschriebene Hin- und Herbewegung des CD-Übertragers kann einerseits in einem einzelnen Arbeitsschritt ein in die Eingabe- und Ausgabestation 150 eingefahrener Transportschlitten mit zu bedruckenden CDs beladen bzw. die bedruckten CDs entnommen werden. Nachfolgend wird dann der Vereinzelungsschlitten entleert bzw. der Sammelschlitten wieder aufgeladen, sodass die Eingabe- und Ausgabestation für den nächsten einfahrenden Transportschlitten wieder vorbereitet ist.
-
- 1
- Druckvorrichtung
- 6
- Objektaufnahme
- 7
- Objekt, CD
- 10
- Basis
- 11
- Standbein
- 12a, b
- stationärer Teil des Linearmotors
- 14a - d
- Führungsschiene
- 16a, b
- Transportschlitten
- 18a, b
- Schlittengrundplatte
- 20a, b
- Beweglicher Teil des Linearmotors
- 22a - d
- Führungsschuh
- 24a - d
- Trägerschiene
- 25a, b
- Führungsschiene
- 26a, b
- Halteplatte
- 27a, b
- Verstelleinrichtung
- 28a
- Pneumatischer Schwenkmotor
- 30
- Antriebswelle
- 31
- Zahnrad
- 32
- Zahnriemen
- 33
- Zahnrad
- 34
- Welle
- 36a, b
- Kugellagerträger
- 38a, b
- Kurbel
- 39a, b
- Zapfen
- 40a, b
- Gelenkkopf mit Lager
- 42a, b
- Schubstange
- 43a, 43b
- Zapfen
- 44a, b
- Gelenkkopf mit Lager
- 46a - d
- Druckfeder
- 48a, b
- Gegenplatte
- 49a, b
- Gegenplatte
- 50a - d
- Tintenstrahldruckkopfstation
- 52a - d
- Trocknungsstation/UV-Röhre
- 54a - b
- Siebdruckeinrichtung
- 56
- Trocknungsstation/UV-Röhre
- 60a, b
- U-förmiger Abschnitt
- 61a, b
- Schenkel
- 62a, b
- Auskragung
- 70
- Eingabekarussell
- 72
- CD-Eingabeteller
- 74
- CD-Lifter
- 76
- Ausschussteller
- 78
- IdentCheckteller
- 80
- Sammelschlitten
- 82
- CD-Aufnahme
- 84
- Schrittmotor
- 90
- Vereinzelungsschlitten
- 92
- CD-Aufnahme
- 94
- Schrittmotor
- 100
- Ausgabekarussell
- 102
- CD-Ausgabeteller
- 106
- Ausschussteller
- 107
- PrintCheckkarussell
- 108a, b
- PrintCheckteller
- 109
- Drehachse des PrintChecktellers
- 110
- CD-Kamera
- 120
- CD-Übertrager
- 122
- Portal
- 124
- Horizontalstrebe
- 126
- Vakuum-Injektor
- 127
- Schwenkarm
- 128
- Schwenkarm
- 129
- Drehachse
- 130
- Drehachse
- 140
- Parkposition der Halteplatte eines Transportschlittens
- 150
- Eingabe- und Ausgabestation
- d1
- Abstand
- d2
- Abstand
- C
- Bewegungsrichtung des CD-Übertragers
Claims (30)
- Vorrichtung (1) zum Dekorieren von Objekten, mit zumindest zwei, jeweils von einer Antriebseinrichtung (12a, 20a; 12b, 20b) bewegte Transportschlitten (16a, 16b), an welchen jeweils eine Halterung (24a, 24b, 26a; 24c, 24d, 26b) angebracht ist, die zum Tragen von zumindest einem Objekt (7) ausgebildet ist, und mit zumindest einer Dekorierstation (50a - d; 54a, b), dadurch gekennzeichnet, dass die Halterung (24a, 24b, 26a; 24c, 24d, 26b) wenigstens eines Transportschlittens (16a, 16b) senkrecht zur Bewegungsrichtung des Transportschlittens an diesem bewegbar befestigt ist und die zumindest zwei Transportschlitten wenigstens abschnittsweise auf voneinander getrennten Schlittenbahnen geführt sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die zumindest zwei Transportschlitten (16a, 16b) auf parallel und versetzt zueinander verlaufenden Schlittenbahnen geführt sind.
- Verfahren nach Anspruch 1, oder 2, dadurch gekennzeichnet, dass die Schlittenbahnen lineare Bahnen sind auf denen jeweils ein einzelner Schlitten geführt ist.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass eine Halterung (24a, 24b, 26a; 24c, 24d, 26b) eines Transportschlittens (16a, 16b) zur Halterung einer Mehrzahl von Objekten (7) ausgebildet ist, wobei für jedes der Objekte eine eigene Aufnahme (6) vorgesehen ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Mehrzahl von Objektaufnahmen (6) in der Halterung (24a, 24b, 26a; 24c, 24d, 26b) in Bewegungsrichtung des Transportschlittens hintereinander angeordnet ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass eine Übertragungseinrichtung (120) vorgesehen ist, welche die in einer Halterung eines Transportschlittens (16a, 16b) gehaltene Objekte (7) gleichzeitig aufnimmt und gleichzeitig in die Halterung eines bewegbaren Vereinzelungsschlittens (90) ablegt, welche eine Mehrzahl von in Bewegungsrichtung des Vereinzelungsschlittens hintereinander angeordneten Objektaufnahmen (92) aufweist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass ein bewegbarer Sammelschlitten (80) vorgesehen ist, der eine Halterung mit einer Mehrzahl von in Bewegungsrichtung des Sammelschlittens hintereinander angeordneten Objektaufnahmen (82) aufweist, und die Übertragungseinrichtung (120) die in der Halterung des Sammelschlittens gehaltene Objekte gleichzeitig aufnimmt und in die Objektaufnahmen der Halterung des Transportschlittens (16a, 16b) ablegt.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass zumindest zwei Dekorierstationen wie zwei Druckstationen (50a - d; 54a, b) vorgesehen sind, die in Bewegungsrichtung eines Transportschlittens hintereinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Antriebseinrichtung eines Transportschlittens durch einen Linearmotor bereitgestellt ist, wobei der Transportschlitten (16a, 16b) einen Primärteil oder einen Sekundärteil des Linearmotors umfasst.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass an mindestens einem Transportschlitten (16a, 16b) eine Verstelleinrichtung (27a, b), die zwei Umkehrlagen bereitstellt, vorgesehen ist, die mindestens eine Halterung (26a, 26b) senkrecht zur Bewegungsrichtung der Transportschlitten bewegt.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die Verstelleinrichtung einen Motor (28a), beispielsweise einen pneumatischen Schwenkantrieb umfasst, der über ein Getriebe mit mindestens einer Stellung mit hoher, insbesondere unendlich hoher Übersetzung wie eine Schubkurbel, Kurbelschleife o. ä. die Halterung verstellt, und in mindestens einer Getriebestellung gegen rückwirkende Last auf die Halterung sperrt.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Halterung nahe der Umkehrlagen eine im Vergleich zur maximalen Verstellgeschwindigkeit geringe Geschwindigkeit aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass eine Energiespeichereinrichtung, insbesondere in Form einer Federeinrichtung (46a-46d) vorgesehen ist, welche bei der Bewegung der Halterung zwischen zwei Umkehrlagen aus einer der Umkehrlagen der Halterung zuerst zu deren Beschleunigung Energie an die Halterung (26a, 26b) abgibt und nachfolgend vor dem Erreichen der anderen Umkehrlage der Halterung zu deren Abbremsung Energie von der Halterung aufnimmt.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass eine Energiespeichereinrichtung, insbesondere in Form einer Federeinrichtung (46a-46d) vorgesehen ist, welche potentielle Energie speichert, wenn sich die Halterung (24a, 26a; 24b, 26b) in einer Umkehrlage befindet.
- Vorrichtung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass eine lang gestreckte Basis (10) vorgesehen ist, welche an zwei sich gegenüberliegenden Längsseiten Führungsmittel (14a, 14b; 14c, 14d) aufweist, das mit komplementär ausgebildeten Führungsmittel (22a, 22b; 22c, 22d) eines Transportschlittens (16a; 16b) zur Festlegung der Schlittenbahn des Transportschlittens zusammenwirkt.
- Vorrichtung nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass ein Transportschlitten (16a, 16b) eine vertikal verlaufende Grundplatte (18a, 18b) aufweist, an der in der Grundplattenebene und senkrecht zur Transportrichtung des Schlittens verschiebbar ein Träger (24a, 24b; 24c, 24d) angeordnet ist, der eine Halteplatte (26a, 26b) trägt, welche sich senkrecht zur Grundplatte (18a, 18b) des Transportschlittens erstreckt.
- Verfahren zum Dekorieren von Objekten, bei welchem zumindest zwei Transportschlitten (16a, 16b) jeweils von einer Antriebseinrichtung (12a, 20a; 12b, 20b) bewegt werden, und mindestens je ein Objekt (7) von einer Halterung (26a, 26b) gehalten wird, welche selbst von dem Transportschlitten getragen wird, dadurch gekennzeichnet, dass die Halterung wenigstens eines Transportschlittens senkrecht zur Bewegungsrichtung des Schlittens bewegt wird und die zumindest zwei Transportschlitten wenigstens abschnittsweise zueinander versetzt geführt werden.
- Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass die zumindest zwei Transportschlitten (16a, 16b) auf parallel und über die gesamte Bahnlänge versetzt zueinander verlaufenden Schlittenbahnen bewegt werden.
- Verfahren nach Anspruch 17 oder 18, dadurch gekennzeichnet, dass ein Transportschlitten (16a) unabhängig von dem zumindest einen weiteren Transportschlitten (16b) angetrieben wird.
- Verfahren nach einem der Ansprüche 17 bis 19, dadurch gekennzeichnet, dass ein Transportschlitten (16a, 16b) während der Dekoration des Objektes (7) auf einer linearen Bahn in beide Richtungen bewegt wird.
- Verfahren nach einem der Ansprüche 17 bis 20, dadurch gekennzeichnet, dass eine Mehrzahl von Objekten von einer Halterung eines Transportschlittens gehalten wird.
- Verfahren nach Anspruch 21, dadurch gekennzeichnet, dass die Mehrzahl von Objekten einzeln in getrennten Arbeitsschritten nacheinander in eine Halterung eines bewegbaren Sammelschlittens (80) eingebracht wird und nachfolgend die Mehrzahl von Objekten in einem einzelnen Arbeitsschritt von der Halterung des Sammelschlittens entnommen und in die Halterung eines Transportschlittens (16a, 16b) eingebracht werden.
- Verfahren nach Anspruch 21, dadurch gekennzeichnet, dass nach der Dekorierung der Objekte die Mehrzahl von Objekten in einem einzelnen Arbeitsschritt von der Halterung des Transportschlittens (16a, 16b) entnommen und in eine Halterung eines Vereinzelungsschlitten (90) eingebracht werden, wobei die Mehrzahl von Objekten einzeln in getrennten Arbeitsschritten nacheinander aus der Halterung des Vereinzelungsschlittens entnommen werden.
- Verfahren nach einem der Ansprüche 17 bis 23, dadurch gekennzeichnet, dass ein Objekt nacheinander in wenigstens zwei Dekorierstationen (50a-50d, 54a, 54b)) dekoriert wird, die in Bewegungsrichtung des Objektes hintereinander angeordnet sind.
- Verfahren nach einem der Ansprüche 17 bis 24, dadurch gekennzeichnet, dass ein Objekt in den wenigstens zwei Dekorierstationen bedruckt wird, wobei die Druckfarbe auf dem Objekt nach dem Passieren einer Dekorierstation getrocknet wird, bevor es in der folgenden Dekorierstation erneut bedruckt wird.
- Verfahren nach einem der Ansprüche 17 bis 25, dadurch gekennzeichnet, dass die Ist-Lage eines Objektes erfasst und die Bewegung des zugehörigen Transportschlittens an den Dekoriervorgang in einer Dekorierstation angepasst wird.
- Verfahren nach einem der Ansprüche 21 bis 26 soweit auf Anspruch 19 rückbezogen, dadurch gekennzeichnet, dass mehrere Objekte in einer Halterung eines Transportschlittens gleichzeitig in unterschiedlichen, voneinander in Bewegungsrichtung des Transportschlittens beabstandeten Dekorierstationen dekoriert werden.
- Verfahren nach einem der Ansprüche 17 bis 27, dadurch gekennzeichnet, dass die Bewegung einer Halterung (26a, 26b) senkrecht zur Bewegungsrichtung des Schlittens (16a, 16b) zumindest eine Endlage aufweist, welche während des Dekorierens der in der Halterung gehaltenen Objekte in einer Dekorierstation arretiert wird.
- Verfahren nach einem der Ansprüche 17 bis 28, dadurch gekennzeichnet, dass eine Halterung zum Transportschlitten zwischen zwei Umkehrlagen bewegt wird.
- Verfahren nach einem der Ansprüche 1 bis 29, dadurch gekennzeichnet, dass zur Unterstützung der Bewegung der Halterung Energie aus einem Energiespeicher (46a-46d) entnommen und zum Abbremsen der Halterung Energie dem Energiespeicher zugeführt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006023349A DE102006023349A1 (de) | 2006-05-17 | 2006-05-17 | Vorrichtung zum Dekorieren von Objekten |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1857287A2 true EP1857287A2 (de) | 2007-11-21 |
Family
ID=38440280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07006622A Withdrawn EP1857287A2 (de) | 2006-05-17 | 2007-03-30 | Vorrichtung zum Dekorieren von Objekten |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20070269249A1 (de) |
| EP (1) | EP1857287A2 (de) |
| JP (1) | JP2007307907A (de) |
| CN (1) | CN101073955A (de) |
| AU (1) | AU2007201457A1 (de) |
| BR (1) | BRPI0702289A (de) |
| CA (1) | CA2587231A1 (de) |
| DE (1) | DE102006023349A1 (de) |
| MX (1) | MX2007005848A (de) |
| RU (1) | RU2007118297A (de) |
| TW (1) | TW200743581A (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011069596A1 (de) * | 2009-12-07 | 2011-06-16 | Andrea Mayrhofer | Druckmaschine |
| EP2658722B1 (de) | 2010-12-30 | 2016-09-07 | Sicpa Holding Sa | Tintenstrahldrucker für karten |
| WO2017203022A1 (fr) * | 2016-05-27 | 2017-11-30 | MGI Digital Technology | Dispositif et procédé de transport de substrats dans une machine d'impression |
| EP3476600A1 (de) * | 2017-10-25 | 2019-05-01 | Angelo Schiestl | Druckvorrichtung |
| CN115973692A (zh) * | 2023-01-20 | 2023-04-18 | 揭阳市晨晖机械有限公司 | 一种用于产品加工的转盘及移印机 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011111054U1 (de) * | 2011-11-21 | 2018-11-14 | Krones Ag | Vorrichtung zum Ausstatten von Behältern |
| DE102014218306A1 (de) | 2014-09-12 | 2016-03-17 | Kba-Kammann Gmbh | Vorrichtung zur Bereitstellung von thermoplastischer Druckfarbe an einer Druckform eines Druckwerks |
| DE102014218314B4 (de) | 2014-09-12 | 2017-06-01 | Kba-Kammann Gmbh | Verfahren zum Betreiben einer Transportvorrichtung für mehrere in einer Bearbeitungsmaschine zu bearbeitende und/oder dort bearbeitete Objekte |
| DE102014218310B4 (de) | 2014-09-12 | 2017-06-01 | Kba-Kammann Gmbh | Transportvorrichtung für in einer Bearbeitungsmaschine zu bearbeitende und dort bearbeitete Objekte |
| DE102014218308B4 (de) | 2014-09-12 | 2021-12-23 | Kba-Kammann Gmbh | Transportvorrichtung für in einer Bearbeitungsmaschine zu bearbeitende und/oder dort bearbeitete Objekte |
| DE102014218313B4 (de) | 2014-09-12 | 2017-05-04 | Kba-Kammann Gmbh | Transportvorrichtung für in einer Bearbeitungsmaschine zu bearbeitende und/oder dort bearbeitete Objekte |
| DE102016220970B4 (de) | 2016-10-25 | 2022-12-08 | Kba-Kammann Gmbh | Druckmaschine zum Drucken mindestens eines Druckbildes auf eine Bedruckstofffläche |
| DE102017206936A1 (de) | 2017-04-25 | 2018-10-25 | Kba-Kammann Gmbh | Verfahren zum Bedrucken von jeweils eine Mantelfläche und eine Grundfläche aufweisenden Körpern und Vorrichtung zum Überführen mindestens eines solchen Körpers von einer ersten Bearbeitungsposition in eine zweite Bearbeitungsposition |
| EP3621814A4 (de) * | 2017-05-09 | 2021-01-20 | Entrust Datacard Corporation | Doppelkartentransport in einem kartenverarbeitungssystem |
| CN109625790A (zh) * | 2018-12-13 | 2019-04-16 | 湖北枫林酒业酿造有限公司 | 一种酒瓶传送风干装置 |
| FR3103404B1 (fr) * | 2019-11-26 | 2024-02-23 | Antonio Alves | Dispositif de traitement de plusieurs faces d’objets, et procédé de traitement correspondant |
| CN112590437B (zh) * | 2020-12-30 | 2022-08-09 | 义乌市高洋机械设备有限公司 | 一种可调节自动换面的圆柱体金属雕刻装置 |
| CN115973741B (zh) * | 2022-12-07 | 2025-06-06 | 湖南微朗科技有限公司 | 一种缓存装置以及生产线 |
| CN119774179B (zh) * | 2025-02-25 | 2025-07-08 | 福伸电机(苏州)有限公司 | 一种汽车安全气囊气体发生器管件加工用定位输送方法 |
| CN120622082B (zh) * | 2025-08-14 | 2025-10-28 | 山西天宝集团有限公司 | 一种应用于热处理锻件设备的全自动驱动装置及其使用方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1088661A2 (de) | 1999-09-30 | 2001-04-04 | Werner Kammann Maschinenfabrik GmbH. | Verfahren und Vorrichtung zum Dekorieren von Einzelobjekten |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5165340A (en) * | 1991-03-06 | 1992-11-24 | Karlyn William M | Multicolor printing system for the silk-screen printing of compact discs |
| DE4431596C1 (de) * | 1994-09-05 | 1995-10-19 | Balsfulland Maschfabrik Gmbh | Vorrichtung zum Bedrucken der Oberfläche von Gegenständen |
| JPH1170642A (ja) * | 1997-06-24 | 1999-03-16 | Kao Corp | 光ディスクへの印刷装置及び方法 |
| JPH11224002A (ja) * | 1998-02-05 | 1999-08-17 | Kao Corp | 印刷方法及び装置 |
| DE10011861B4 (de) * | 2000-03-10 | 2004-12-09 | Schott Ag | Maschine zum Bearbeiten von Hohlglasgegenständen |
| JP2003118173A (ja) * | 2001-10-10 | 2003-04-23 | Nippon Bunka Seiko Kk | インクジェットによる光ディスクへの画像形成方法 |
-
2006
- 2006-05-17 DE DE102006023349A patent/DE102006023349A1/de not_active Withdrawn
- 2006-10-13 US US11/549,308 patent/US20070269249A1/en not_active Abandoned
-
2007
- 2007-03-30 EP EP07006622A patent/EP1857287A2/de not_active Withdrawn
- 2007-04-03 AU AU2007201457A patent/AU2007201457A1/en not_active Abandoned
- 2007-04-13 TW TW096112954A patent/TW200743581A/zh unknown
- 2007-05-02 CA CA002587231A patent/CA2587231A1/en not_active Abandoned
- 2007-05-11 CN CNA2007101034310A patent/CN101073955A/zh active Pending
- 2007-05-16 MX MX2007005848A patent/MX2007005848A/es not_active Application Discontinuation
- 2007-05-16 RU RU2007118297/12A patent/RU2007118297A/ru not_active Application Discontinuation
- 2007-05-17 BR BRPI0702289-1A patent/BRPI0702289A/pt not_active Application Discontinuation
- 2007-05-17 JP JP2007132213A patent/JP2007307907A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1088661A2 (de) | 1999-09-30 | 2001-04-04 | Werner Kammann Maschinenfabrik GmbH. | Verfahren und Vorrichtung zum Dekorieren von Einzelobjekten |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011069596A1 (de) * | 2009-12-07 | 2011-06-16 | Andrea Mayrhofer | Druckmaschine |
| EP2658722B1 (de) | 2010-12-30 | 2016-09-07 | Sicpa Holding Sa | Tintenstrahldrucker für karten |
| WO2017203022A1 (fr) * | 2016-05-27 | 2017-11-30 | MGI Digital Technology | Dispositif et procédé de transport de substrats dans une machine d'impression |
| US10960689B2 (en) | 2016-05-27 | 2021-03-30 | MGI Digital Technology | Device and method for transporting substrates in a printing machine |
| US11780247B2 (en) | 2016-05-27 | 2023-10-10 | MGI Digital Technology | Device and method for transporting substrates in a printing machine |
| EP3476600A1 (de) * | 2017-10-25 | 2019-05-01 | Angelo Schiestl | Druckvorrichtung |
| WO2019081214A1 (de) * | 2017-10-25 | 2019-05-02 | Angelo Schiestl | Druckvorrichtung |
| US12434469B2 (en) | 2017-10-25 | 2025-10-07 | Angelo Schiestl | Printing device |
| CN115973692A (zh) * | 2023-01-20 | 2023-04-18 | 揭阳市晨晖机械有限公司 | 一种用于产品加工的转盘及移印机 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0702289A (pt) | 2008-03-04 |
| CN101073955A (zh) | 2007-11-21 |
| US20070269249A1 (en) | 2007-11-22 |
| TW200743581A (en) | 2007-12-01 |
| DE102006023349A1 (de) | 2007-11-22 |
| MX2007005848A (es) | 2009-01-09 |
| AU2007201457A1 (en) | 2007-12-06 |
| RU2007118297A (ru) | 2008-11-27 |
| CA2587231A1 (en) | 2007-11-17 |
| JP2007307907A (ja) | 2007-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1857287A2 (de) | Vorrichtung zum Dekorieren von Objekten | |
| EP2461979B1 (de) | Anlage zum bedrucken von behältern | |
| EP3055137B1 (de) | Taktweise arbeitende druckmaschine | |
| DE102006032204B3 (de) | Verfahren zur Bereitstellung mindestens einer Druckform an ihrem Montageort auf einem Formzylinder einer Rotationsdruckmaschine | |
| DE102016209649A1 (de) | Vorrichtung zum Bedrucken von mehrdimensionalen Objekten | |
| DE10008215A1 (de) | Druckwerk für eine Rotationsmaschine mit Kreuzschlitten | |
| EP3121015B1 (de) | Vorrichtung und verfahren zum bedrucken von textilen oberflächen | |
| DE102014116405A1 (de) | Druckvorrichtung sowie Verfahren zur Bedruckung von Behältern | |
| EP1088661B1 (de) | Verfahren und Vorrichtung zum Dekorieren von Einzelobjekten | |
| DE102010060406B4 (de) | Vorrichtung und Verfahren zur Positionierung mindestens eines Druckriegels im Gehäuse einer Druckeinheit bei einem Tintendruckgerät | |
| EP1012087B1 (de) | Vorrichtung und verfahren zum ausleiten von gegenständen, die auf einem transporteur befördert werden | |
| DE69517341T2 (de) | Vorrichtung und Verfahren zum Dekorieren, mit hoher Geschwindigkeit, von Flaschen | |
| DE102008044228A1 (de) | Druckeinheit mit mindestens einem an ihrer mindestens einen Bedienseite angeordneten Druckformmagazin mit einem diesem Druckformmagazin zugeordneten Formzylinder | |
| EP1878571B1 (de) | Druckeinheit einer Rotationsdruckmaschine | |
| DE602005004935T2 (de) | Tintenstrahldruckapparat und Verfahren | |
| DE102015219975A1 (de) | Verfahren zum individuellen Bedrucken von Behältern | |
| EP1123761B1 (de) | Horizontales Transportsystem | |
| DE3616570C2 (de) | ||
| DE10238254B4 (de) | Endlosdruck mit mehreren Betriebsarten | |
| DE10057062C1 (de) | Verfahren und Vorrichtung zum Ausrichten von Druckköpfen | |
| DE102017222254B4 (de) | Saugtisch und Verfahren zum Betreiben eines Saugtisches einer tafelförmiges Substrat verarbeitenden Maschine | |
| EP3369685A1 (de) | Vorrichtung zum transport länglicher stücke an eine aufnahmestelle und zu deren ablage an dieser | |
| DE102016223748A1 (de) | Linearantrieb für Tablets in Inkjetdruckmaschinen | |
| EP2792467B1 (de) | Vorrichtung und Verfahren zum Vereinzeln von Kunststoffbehältern | |
| EP4401988B1 (de) | Druckmaschine mit mindestens einem druckkopf |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20091001 |