EP1841554B1 - Kühlkokille zum vergiessen von leichtmetall-gusswerkstoffen und verwendung einer solchen kokille sowie eines gusseisenwerkstoffs - Google Patents
Kühlkokille zum vergiessen von leichtmetall-gusswerkstoffen und verwendung einer solchen kokille sowie eines gusseisenwerkstoffs Download PDFInfo
- Publication number
- EP1841554B1 EP1841554B1 EP06706440A EP06706440A EP1841554B1 EP 1841554 B1 EP1841554 B1 EP 1841554B1 EP 06706440 A EP06706440 A EP 06706440A EP 06706440 A EP06706440 A EP 06706440A EP 1841554 B1 EP1841554 B1 EP 1841554B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- light metal
- cast iron
- molds
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/061—Materials which make up the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0009—Cylinders, pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
Definitions
- the present invention relates to a cooling mold for casting of light metal casting materials. Likewise, the invention relates to the use of such a mold and the use of a known cast iron material.
- cooling molds in casting molds, in particular sand casting molds, in order to more specifically cool a casting material cast in the casting mold, in particular a light metal casting material, such as an aluminum or a magnesium material, in the contact area between the casting material and the cooling mold than the sand mold is capable of doing ( Stephan Hasse, Ernst Brunhuber: "Foundry Lexicon", page 735, 18th edition, 2001 ). In this way, a directional solidification of the casting material is achieved starting from the regions of the casting material which come into contact with the cooling mold.
- the accelerated cooling achieved by the use of cooling molds can produce an improved, in particular denser, structure of the solidified casting in the region cooled by the cooling mold with regard to its mechanical properties.
- the chill molds are usually used in such sections of the mold, which depict areas of the casting to be produced, on the structural properties of which particularly high demands are made. This applies in particular to the casting technology production of engine blocks or cylinder heads of internal combustion engines made of a light metal alloy.
- a typical example of the range of molds in which cooling molds are used for the local improvement of the structure are the cylinder chambers of internal combustion engines.
- the running surfaces of the cylinder chambers are subject to heavy loads during operation, so that high demands are placed on their wear properties, their toughness and their strength, in particular.
- cooling molds are made of cast iron material. They can be produced inexpensively by casting technology in a simple manner. In practice, however, cast iron chill molds prove to be problematic, especially when casting light metal casting materials, such as aluminum or magnesium melts, due to the lower coefficient of thermal expansion of the cast iron compared to the light metal casting material. During casting, the cooling mold coming into contact with the light metal melt is heated and expands in accordance with its thermal expansion coefficient. If the temperature drops during the subsequent solidification process, the mold shrinks back into its original volume.
- light metal casting materials such as aluminum or magnesium melts
- melt and the molds have different coefficients of thermal expansion, this can lead to stresses or even relative movements in the contact areas between cooling molds and solidified cast material, which causes defects in the finished casting. In particular, it can lead to porosities and comparable other surface defects. Such errors prove to be particularly problematic where particularly high loads occur during operation of the respective casting.
- chill mold and casting voltages can be so strong that the chill mold can be separated only with relatively great effort from the solidified casting, which turns out to be negative especially in the automated production of light metal castings.
- a disadvantage of the known brass molds is their high price and their unfavorable wear behavior.
- the handling is complex because the brass molds can not be held with magnets, for example. This makes it difficult, especially in automated production, to provide casting molds which are equipped with the brass molds.
- the object of the invention was to provide a cooling mold which can be produced cost-effectively, which has optimized use properties and at the same time enables optimized casting results.
- this object has been achieved in that it consists of a Ni and / or Mn-alloyed Cast iron material is produced, the Ni and / or Mn content is dimensioned such that the coefficient of thermal expansion of the chill is adapted to the coefficient of thermal expansion of each to be cast light metal casting material.
- a cooling mold according to the invention can preferably be used as part of a sand casting mold for casting a cylinder block from a light metal casting material.
- the invention makes use of the possibility of alloying cast iron in such a way that its thermal expansion coefficient corresponds to the thermal expansion coefficient of the light metal melt to be cast in each case.
- alloyed cast iron is already known per se.
- a cast iron material has already been described which has a coefficient of thermal expansion of between 16.0 ⁇ 10 -6 and 21.0 ⁇ 10 -6 K -1 at temperatures between 20 ° C. and 100 ° C. This corresponds for example to the coefficient of thermal expansion of typical aluminum casting alloys in the relevant temperature interval.
- such cast iron materials have been used only for components that are cast in light metal elements or shrunk or pressed with them. So is a typical application for the from the DE 27 19 456 A1 known alloy in the production of annular grooves, which are used as sealing elements in light metal pistons for internal combustion engines.
- thermal expansion coefficients of iron for the purposes of the invention. and light metal casting material is preferably the deviation of the coefficient of thermal expansion of each used for the chill cast iron material from the coefficient of thermal expansion of the respective light metal casting material limited to a maximum of ⁇ 0.4 x 10 -6 / K.
- Cooling molds according to the invention are particularly suitable for use in the casting of aluminum alloys, since the thermal expansion coefficient of the mold material can be adapted particularly well to that of the aluminum alloys.
- the cooling molds can also be used in the casting of other light metal alloys, such as magnesium alloys.
- Cooling molds according to the invention are preferably suitable for use in sand casting molds for casting a cylinder block from a light metal casting material.
- correspondingly designed cooling molds can serve in particular to image the cylinder cavities of a cast cylinder block for internal combustion engines. This applies regardless of whether the cavities themselves serve as cylinder surfaces or whether additional cylinder liners are provided.
- the cavity inner walls themselves the cylinder surfaces, so the cavity inner walls can be coated after the solidification of the casting to increase its wear resistance in a conventional manner mit.einem material, such as nickel or silicon.
- mit.einem material such as nickel or silicon.
- the cast iron material may have a nickel content of 0.1 to 13.0 wt .-%.
- a nickel content With such a nickel content, the adaptation of the thermal expansion coefficient can be realized in a particularly simple manner. Higher levels of Ni cause increased expansion of the cast iron when heated, while at lower levels of Ni, which, if present, are combined with also low levels of Mn, smaller coefficients of thermal expansion are established.
- On the thermal expansion behavior of aluminum-based melts particularly well matched coefficients of thermal expansion of the inventive cooling molds arise when the content of Ni is more than 6.00 wt .-%, in particular at least 6.5 wt .-%.
- the range for the nickel contents at which the effects used by the invention occur particularly reliably can be delimited at the top by the fact that the upper limit of this range is not more than 8.00% by weight, preferably less than 8.00% by weight. %, is fixed.
- the cast iron material for adjusting the thermal expansion coefficient may also have a manganese content which is in the range from 0.1 to 19.0% by weight. Higher Mn contents lead to a shift in the coefficient of thermal expansion towards higher values, while low Mn contents with simultaneously low or nonexistent Ni contents cause less expansion of the cast iron when heated.
- the contents of Mn are in the range from 4 to 12 wt .-%, in order to ensure optimum adaptation to the expansion behavior of A1 melts.
- the cast iron material may contain, in a manner known per se, the following elements in addition to iron and unavoidable impurities (in% by weight): C: 1.5-4.0%, Si: 0.5-4.0%, Cu: 0.3 - 7.0%, Cr: ⁇ 2.0%, al: 0.3-8.0%, Ti: 0.01-0.5%.
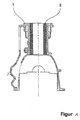
- FIGURE shows a cast cylinder block 1 with an inserted cooling mold 2 in a cross section.
- FIG. 1 is a finished solidified, in a conventional manner cast in a sand mold, not shown, cylinder block 1 of a multi-cylinder internal combustion engine in a cross section through one of the cylinder chambers. After solidification and cooling, the sand mold has been removed by destroying the cylinder block 1.
- the cylinder block 1 is made of a conventional AlSi17Cu4Mg alloy (Si: 16.0-18.0, Cu: 4.0-5.0, Fe: ⁇ 0.7: Mg: 0.4-0.7, Mn: ⁇ 0.2, Ti: ⁇ 0.2: Zn: ⁇ 0.2, ⁇ -Other: ⁇ 0.2, remainder A1, data in% by weight).
- This casting material has a thermal expansion coefficient of 19.4 x 10 -6 / K.
- the chills 2 have been made of a commercial GGL-NiCr 20-2 cast iron alloy known as "Ni-Resist".
- the cooling molds have a coefficient of thermal expansion which is 18.7 ⁇ 10 -6 / K in the range from 20 ° C. to 200 ° C. This coefficient of thermal expansion is so close to the expansion coefficient of 19.4 ⁇ 10 -6 / K of the AlSi17Cu4Mg alloy from which the engine block is cast that the cooling molds when heated and cooled behave substantially the same as the Al cast material.
- the cooling molds when heated and cooled behave substantially the same as the Al cast material.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Dental Prosthetics (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06706440T PL1841554T3 (pl) | 2005-01-31 | 2006-01-27 | Ochładzalnik wewnętrzny do odlewania metali lekkich oraz zastosowanie takiego ochładzalnika i stopu żeliwnego |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005004481A DE102005004481B3 (de) | 2005-01-31 | 2005-01-31 | Kühlkokille zum Vergießen von Leichtmetall-Gusswerkstoffen und Verwendung einer solchen Kokille sowie eines Gusseisenwerkstoffs |
| PCT/EP2006/000701 WO2006081983A1 (de) | 2005-01-31 | 2006-01-27 | KÜHLKOKILLE ZUM VERGIEßEN VON LEICHTMETALL-GUSSWERKSTOFFEN UND VERWENDUNG EINER SOLCHEN KOKILLE SOWIE EINES GUSSEISENWERKSTOFFS |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1841554A1 EP1841554A1 (de) | 2007-10-10 |
| EP1841554B1 true EP1841554B1 (de) | 2009-09-16 |
Family
ID=36143452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06706440A Not-in-force EP1841554B1 (de) | 2005-01-31 | 2006-01-27 | Kühlkokille zum vergiessen von leichtmetall-gusswerkstoffen und verwendung einer solchen kokille sowie eines gusseisenwerkstoffs |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20080190583A1 (ru) |
| EP (1) | EP1841554B1 (ru) |
| JP (1) | JP2008528292A (ru) |
| CN (1) | CN100513007C (ru) |
| AT (1) | ATE442924T1 (ru) |
| AU (1) | AU2006210029B2 (ru) |
| BR (1) | BRPI0606754A2 (ru) |
| CA (1) | CA2595833A1 (ru) |
| DE (2) | DE102005004481B3 (ru) |
| ES (1) | ES2330965T3 (ru) |
| MX (1) | MX2007009008A (ru) |
| PL (1) | PL1841554T3 (ru) |
| RU (1) | RU2422243C2 (ru) |
| UA (1) | UA87349C2 (ru) |
| WO (1) | WO2006081983A1 (ru) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015225588A1 (de) | 2015-12-17 | 2017-06-22 | Volkswagen Aktiengesellschaft | Gießverfahren und Kühleinsatz zur Herstellung eines Gussteiles |
| CN107090565A (zh) * | 2017-06-08 | 2017-08-25 | 含山县朝霞铸造有限公司 | 耐高温耐磨铸铁及其铸造方法 |
| CN107354373A (zh) * | 2017-06-29 | 2017-11-17 | 太仓市钧胜轧辊有限公司 | 一种用于制备轧辊的高强度铁基合金材料 |
| CN107287496A (zh) * | 2017-07-20 | 2017-10-24 | 马鞍山市万鑫铸造有限公司 | 基于奥氏体基体的高强韧球墨铸铁及其制造工艺 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51105921A (ja) * | 1975-03-14 | 1976-09-20 | Mitsubishi Motors Corp | Shirindaburotsukuchuzoho |
| DE2627329C2 (de) * | 1976-06-18 | 1981-11-19 | Mahle Gmbh, 7000 Stuttgart | Austenitisches Gußeisen |
| DE2719456C2 (de) * | 1977-04-30 | 1984-09-13 | Mahle Gmbh, 7000 Stuttgart | Austenitisches Gußeisen |
| JPS5672151A (en) * | 1979-11-17 | 1981-06-16 | Toyo Chuko Kk | Pseudo flaky graphite cast iron for glass molding metal mold |
| JPS61252912A (ja) * | 1985-04-30 | 1986-11-10 | Mazda Motor Corp | エンジンのクランクシヤフト軸受構造 |
| JPS63153239A (ja) * | 1986-12-17 | 1988-06-25 | Yaskawa Electric Mfg Co Ltd | 回転電機の回転軸 |
| CH672604A5 (ru) * | 1987-04-22 | 1989-12-15 | Sulzer Ag | |
| JP2602838B2 (ja) * | 1987-07-31 | 1997-04-23 | 日立金属株式会社 | 高熱膨張鋳鉄 |
| JP2832970B2 (ja) * | 1989-01-18 | 1998-12-09 | 三菱自動車工業株式会社 | シリンダブロックの鋳造方法 |
| JPH03134132A (ja) * | 1989-10-19 | 1991-06-07 | Yamaha Motor Co Ltd | 高熱膨張係数を有する鋳鉄材 |
| JPH0760399A (ja) * | 1993-08-27 | 1995-03-07 | Toyota Motor Corp | 鋳造用金型構造 |
| DE4431713C2 (de) * | 1994-09-06 | 2001-03-15 | Audi Ag | Vorrichtung zum Herstellen von Gußstücken |
| DE19533529C2 (de) * | 1995-09-11 | 2001-10-11 | Vaw Alucast Gmbh | Verfahren zum Gießen eines Motorblockes aus Aluminium |
| JP2002283003A (ja) * | 2001-03-22 | 2002-10-02 | Toyota Industries Corp | 鋳造方法および鋳造用金型装置 |
| DE10242559A1 (de) * | 2002-09-13 | 2004-03-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Kühlkörper zur Beeinflussung der Abkühlung bei Gussteilen |
-
2005
- 2005-01-31 DE DE102005004481A patent/DE102005004481B3/de not_active Expired - Fee Related
-
2006
- 2006-01-27 CN CNB2006800064064A patent/CN100513007C/zh not_active Expired - Fee Related
- 2006-01-27 DE DE502006004855T patent/DE502006004855D1/de active Active
- 2006-01-27 MX MX2007009008A patent/MX2007009008A/es active IP Right Grant
- 2006-01-27 US US11/815,191 patent/US20080190583A1/en not_active Abandoned
- 2006-01-27 UA UAA200708774A patent/UA87349C2/ru unknown
- 2006-01-27 JP JP2007552581A patent/JP2008528292A/ja active Pending
- 2006-01-27 RU RU2007132745/02A patent/RU2422243C2/ru not_active IP Right Cessation
- 2006-01-27 BR BRPI0606754-9A patent/BRPI0606754A2/pt not_active IP Right Cessation
- 2006-01-27 AU AU2006210029A patent/AU2006210029B2/en not_active Ceased
- 2006-01-27 PL PL06706440T patent/PL1841554T3/pl unknown
- 2006-01-27 CA CA002595833A patent/CA2595833A1/en not_active Abandoned
- 2006-01-27 ES ES06706440T patent/ES2330965T3/es active Active
- 2006-01-27 AT AT06706440T patent/ATE442924T1/de not_active IP Right Cessation
- 2006-01-27 EP EP06706440A patent/EP1841554B1/de not_active Not-in-force
- 2006-01-27 WO PCT/EP2006/000701 patent/WO2006081983A1/de active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007132745A (ru) | 2009-03-10 |
| MX2007009008A (es) | 2007-09-14 |
| PL1841554T3 (pl) | 2010-01-29 |
| CN100513007C (zh) | 2009-07-15 |
| JP2008528292A (ja) | 2008-07-31 |
| CN101128276A (zh) | 2008-02-20 |
| UA87349C2 (ru) | 2009-07-10 |
| DE502006004855D1 (de) | 2009-10-29 |
| DE102005004481B3 (de) | 2006-06-14 |
| WO2006081983A1 (de) | 2006-08-10 |
| ES2330965T3 (es) | 2009-12-17 |
| EP1841554A1 (de) | 2007-10-10 |
| AU2006210029B2 (en) | 2010-02-18 |
| CA2595833A1 (en) | 2006-08-10 |
| US20080190583A1 (en) | 2008-08-14 |
| AU2006210029A1 (en) | 2006-08-10 |
| BRPI0606754A2 (pt) | 2009-07-14 |
| ATE442924T1 (de) | 2009-10-15 |
| RU2422243C2 (ru) | 2011-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006030699B4 (de) | Gegossener Stahlkolben für Verbrennungsmotoren | |
| EP2411709B1 (de) | Nitrierfähige stahlkolbenringe und stahlzylinderlaufbuchsen sowie giessverfahren zu deren herstellung | |
| DE112004001160T5 (de) | Aluminiumlegierung für Motorblöcke | |
| CN102796925A (zh) | 一种压力铸造用的高强韧压铸铝合金 | |
| EP1841554B1 (de) | Kühlkokille zum vergiessen von leichtmetall-gusswerkstoffen und verwendung einer solchen kokille sowie eines gusseisenwerkstoffs | |
| DE69223178T2 (de) | Verfahren zur herstellung von gegossenen zusammengesetzten zylinderköpfen | |
| DE10043108B4 (de) | Metallurgische Bindung von Einsätzen mit mehrlagigen Beschichtungen innerhalb von Metallgußteilen | |
| DE102020208831A1 (de) | Aluminiumlegierung zum Druckgießen und Verfahren zur Herstellung von Aluminiumgusslegierung unter Verwendung derselbigen | |
| DE102011114704A1 (de) | Dieselkolben mit Bimetallkuppel | |
| EP1215295B1 (de) | Aushärtbare Aluminium-Gussliegerung und Bauteil | |
| DE112016006826T5 (de) | Magnesiumhaltige legierung auf aluminiumbasis zum dünnwandgiessen | |
| EP1802781B1 (de) | Legierung auf basis von aluminium sowie formteil aus dieser legierung | |
| WO2008113422A1 (de) | Erzeugung eines partiellen faserverbundgefüges in einem bauteil über eine laserumschmelzbehandlung | |
| DE202005001564U1 (de) | Kühlkokille zum Vergießen von Leichtmetall-Gusswerkstoffen und Sandform | |
| US20020170697A1 (en) | Method of manufacturing lightweight high-strength member | |
| DE10357096B4 (de) | Monolithisches Aluminium-Zylinderkurbelgehäuse für hochbeanspruchte Dieselmotoren | |
| DE102015225588A1 (de) | Gießverfahren und Kühleinsatz zur Herstellung eines Gussteiles | |
| DE2929812C2 (de) | Rad für Kraftfahrzeuge | |
| DE19918002C1 (de) | Verfahren zum Gießen eines Leichtmetall-Zylinderkopfs aus zwei Legierungen | |
| DE69702468T2 (de) | Wärmeisolierender legierter Stahl und Teile für eine Druckgiessmaschine | |
| EP0692328B1 (de) | Verfahren zur Herstellung von Formgussteilen aus Aluminiumlegierungen | |
| DE10218714A1 (de) | Verfahren zur Herstellung einer Leichtmetalllaufbuchse mit einer äußeren rauen Oberfläche | |
| DE102004047841A1 (de) | Verfahren zum Herstellen von Gussteilen und Insert für Gussteile | |
| DE102019125680A1 (de) | Verfahren zur Herstellung eines Bauteils | |
| DE4103802A1 (de) | Giessform |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070724 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEMAK DILLINGEN GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502006004855 Country of ref document: DE Date of ref document: 20091029 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2330965 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20090916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 6365 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E006951 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100116 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100118 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| BERE | Be: lapsed |
Owner name: NEMAK DILLINGEN G.M.B.H. Effective date: 20100131 |
|
| 26N | No opposition filed |
Effective date: 20100617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091217 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20101223 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20110103 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110125 Year of fee payment: 6 Ref country code: FR Payment date: 20110125 Year of fee payment: 6 Ref country code: DE Payment date: 20110117 Year of fee payment: 6 Ref country code: CZ Payment date: 20110105 Year of fee payment: 6 Ref country code: SK Payment date: 20110105 Year of fee payment: 6 Ref country code: TR Payment date: 20110104 Year of fee payment: 6 Ref country code: RO Payment date: 20110124 Year of fee payment: 6 Ref country code: PL Payment date: 20101223 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110117 Year of fee payment: 6 Ref country code: ES Payment date: 20110119 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 442924 Country of ref document: AT Kind code of ref document: T Effective date: 20110127 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100127 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 6365 Country of ref document: SK Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120801 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006004855 Country of ref document: DE Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110127 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120128 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |