EP1841554B1 - Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material - Google Patents
Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material Download PDFInfo
- Publication number
- EP1841554B1 EP1841554B1 EP06706440A EP06706440A EP1841554B1 EP 1841554 B1 EP1841554 B1 EP 1841554B1 EP 06706440 A EP06706440 A EP 06706440A EP 06706440 A EP06706440 A EP 06706440A EP 1841554 B1 EP1841554 B1 EP 1841554B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- light metal
- cast iron
- molds
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/061—Materials which make up the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0009—Cylinders, pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
Definitions
- the present invention relates to a cooling mold for casting of light metal casting materials. Likewise, the invention relates to the use of such a mold and the use of a known cast iron material.
- cooling molds in casting molds, in particular sand casting molds, in order to more specifically cool a casting material cast in the casting mold, in particular a light metal casting material, such as an aluminum or a magnesium material, in the contact area between the casting material and the cooling mold than the sand mold is capable of doing ( Stephan Hasse, Ernst Brunhuber: "Foundry Lexicon", page 735, 18th edition, 2001 ). In this way, a directional solidification of the casting material is achieved starting from the regions of the casting material which come into contact with the cooling mold.
- the accelerated cooling achieved by the use of cooling molds can produce an improved, in particular denser, structure of the solidified casting in the region cooled by the cooling mold with regard to its mechanical properties.
- the chill molds are usually used in such sections of the mold, which depict areas of the casting to be produced, on the structural properties of which particularly high demands are made. This applies in particular to the casting technology production of engine blocks or cylinder heads of internal combustion engines made of a light metal alloy.
- a typical example of the range of molds in which cooling molds are used for the local improvement of the structure are the cylinder chambers of internal combustion engines.
- the running surfaces of the cylinder chambers are subject to heavy loads during operation, so that high demands are placed on their wear properties, their toughness and their strength, in particular.
- cooling molds are made of cast iron material. They can be produced inexpensively by casting technology in a simple manner. In practice, however, cast iron chill molds prove to be problematic, especially when casting light metal casting materials, such as aluminum or magnesium melts, due to the lower coefficient of thermal expansion of the cast iron compared to the light metal casting material. During casting, the cooling mold coming into contact with the light metal melt is heated and expands in accordance with its thermal expansion coefficient. If the temperature drops during the subsequent solidification process, the mold shrinks back into its original volume.
- light metal casting materials such as aluminum or magnesium melts
- melt and the molds have different coefficients of thermal expansion, this can lead to stresses or even relative movements in the contact areas between cooling molds and solidified cast material, which causes defects in the finished casting. In particular, it can lead to porosities and comparable other surface defects. Such errors prove to be particularly problematic where particularly high loads occur during operation of the respective casting.
- chill mold and casting voltages can be so strong that the chill mold can be separated only with relatively great effort from the solidified casting, which turns out to be negative especially in the automated production of light metal castings.
- a disadvantage of the known brass molds is their high price and their unfavorable wear behavior.
- the handling is complex because the brass molds can not be held with magnets, for example. This makes it difficult, especially in automated production, to provide casting molds which are equipped with the brass molds.
- the object of the invention was to provide a cooling mold which can be produced cost-effectively, which has optimized use properties and at the same time enables optimized casting results.
- this object has been achieved in that it consists of a Ni and / or Mn-alloyed Cast iron material is produced, the Ni and / or Mn content is dimensioned such that the coefficient of thermal expansion of the chill is adapted to the coefficient of thermal expansion of each to be cast light metal casting material.
- a cooling mold according to the invention can preferably be used as part of a sand casting mold for casting a cylinder block from a light metal casting material.
- the invention makes use of the possibility of alloying cast iron in such a way that its thermal expansion coefficient corresponds to the thermal expansion coefficient of the light metal melt to be cast in each case.
- alloyed cast iron is already known per se.
- a cast iron material has already been described which has a coefficient of thermal expansion of between 16.0 ⁇ 10 -6 and 21.0 ⁇ 10 -6 K -1 at temperatures between 20 ° C. and 100 ° C. This corresponds for example to the coefficient of thermal expansion of typical aluminum casting alloys in the relevant temperature interval.
- such cast iron materials have been used only for components that are cast in light metal elements or shrunk or pressed with them. So is a typical application for the from the DE 27 19 456 A1 known alloy in the production of annular grooves, which are used as sealing elements in light metal pistons for internal combustion engines.
- thermal expansion coefficients of iron for the purposes of the invention. and light metal casting material is preferably the deviation of the coefficient of thermal expansion of each used for the chill cast iron material from the coefficient of thermal expansion of the respective light metal casting material limited to a maximum of ⁇ 0.4 x 10 -6 / K.
- Cooling molds according to the invention are particularly suitable for use in the casting of aluminum alloys, since the thermal expansion coefficient of the mold material can be adapted particularly well to that of the aluminum alloys.
- the cooling molds can also be used in the casting of other light metal alloys, such as magnesium alloys.
- Cooling molds according to the invention are preferably suitable for use in sand casting molds for casting a cylinder block from a light metal casting material.
- correspondingly designed cooling molds can serve in particular to image the cylinder cavities of a cast cylinder block for internal combustion engines. This applies regardless of whether the cavities themselves serve as cylinder surfaces or whether additional cylinder liners are provided.
- the cavity inner walls themselves the cylinder surfaces, so the cavity inner walls can be coated after the solidification of the casting to increase its wear resistance in a conventional manner mit.einem material, such as nickel or silicon.
- mit.einem material such as nickel or silicon.
- the cast iron material may have a nickel content of 0.1 to 13.0 wt .-%.
- a nickel content With such a nickel content, the adaptation of the thermal expansion coefficient can be realized in a particularly simple manner. Higher levels of Ni cause increased expansion of the cast iron when heated, while at lower levels of Ni, which, if present, are combined with also low levels of Mn, smaller coefficients of thermal expansion are established.
- On the thermal expansion behavior of aluminum-based melts particularly well matched coefficients of thermal expansion of the inventive cooling molds arise when the content of Ni is more than 6.00 wt .-%, in particular at least 6.5 wt .-%.
- the range for the nickel contents at which the effects used by the invention occur particularly reliably can be delimited at the top by the fact that the upper limit of this range is not more than 8.00% by weight, preferably less than 8.00% by weight. %, is fixed.
- the cast iron material for adjusting the thermal expansion coefficient may also have a manganese content which is in the range from 0.1 to 19.0% by weight. Higher Mn contents lead to a shift in the coefficient of thermal expansion towards higher values, while low Mn contents with simultaneously low or nonexistent Ni contents cause less expansion of the cast iron when heated.
- the contents of Mn are in the range from 4 to 12 wt .-%, in order to ensure optimum adaptation to the expansion behavior of A1 melts.
- the cast iron material may contain, in a manner known per se, the following elements in addition to iron and unavoidable impurities (in% by weight): C: 1.5-4.0%, Si: 0.5-4.0%, Cu: 0.3 - 7.0%, Cr: ⁇ 2.0%, al: 0.3-8.0%, Ti: 0.01-0.5%.
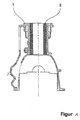
- FIGURE shows a cast cylinder block 1 with an inserted cooling mold 2 in a cross section.
- FIG. 1 is a finished solidified, in a conventional manner cast in a sand mold, not shown, cylinder block 1 of a multi-cylinder internal combustion engine in a cross section through one of the cylinder chambers. After solidification and cooling, the sand mold has been removed by destroying the cylinder block 1.
- the cylinder block 1 is made of a conventional AlSi17Cu4Mg alloy (Si: 16.0-18.0, Cu: 4.0-5.0, Fe: ⁇ 0.7: Mg: 0.4-0.7, Mn: ⁇ 0.2, Ti: ⁇ 0.2: Zn: ⁇ 0.2, ⁇ -Other: ⁇ 0.2, remainder A1, data in% by weight).
- This casting material has a thermal expansion coefficient of 19.4 x 10 -6 / K.
- the chills 2 have been made of a commercial GGL-NiCr 20-2 cast iron alloy known as "Ni-Resist".
- the cooling molds have a coefficient of thermal expansion which is 18.7 ⁇ 10 -6 / K in the range from 20 ° C. to 200 ° C. This coefficient of thermal expansion is so close to the expansion coefficient of 19.4 ⁇ 10 -6 / K of the AlSi17Cu4Mg alloy from which the engine block is cast that the cooling molds when heated and cooled behave substantially the same as the Al cast material.
- the cooling molds when heated and cooled behave substantially the same as the Al cast material.
Abstract
Description
Die vorliegende Erfindung betrifft eine Kühlkokille zum Vergießen von Leichtmetall-Gusswerkstoffen. Ebenso betrifft die Erfindung die Verwendung einer solchen Kokille und die Verwendung eines an sich bekannten Gusseisenwerkstoffs.The present invention relates to a cooling mold for casting of light metal casting materials. Likewise, the invention relates to the use of such a mold and the use of a known cast iron material.
Es ist bekannt, Kühlkokillen in Gießformen, insbesondere Sandgießformen, einzusetzen, um einen in die Gießform abgegossenen Gusswerkstoff, insbesondere einen Leichtmetall-Gusswerkstoff, wie einen Aluminium- oder einen Magnesiumwerkstoff, im Kontaktbereich zwischen Gusswerkstoff und Kühlkokille gezielt stärker abzukühlen, als dies die Sandform vermag (
Die Kühlkokillen werden dementsprechend üblicherweise in solchen Abschnitten der Gießform eingesetzt, die Bereiche des herzustellenden Gussteils abbilden, an deren Gefügeeigenschaften besonders hohe Anforderungen gestellt werden. Dies gilt insbesondere für die gießtechnische Herstellung von Motorblöcken oder Zylinderköpfen von Verbrennungsmotoren aus einer Leichtmetalllegierung.Accordingly, the chill molds are usually used in such sections of the mold, which depict areas of the casting to be produced, on the structural properties of which particularly high demands are made. This applies in particular to the casting technology production of engine blocks or cylinder heads of internal combustion engines made of a light metal alloy.
Ein typisches Beispiel für den Bereich von Gießformen, in denen Kühlkokillen zur örtlichen Verbesserung des Gefüges eingesetzt werden, sind die Zylinderräume von Verbrennungsmotoren. Die Laufflächen der Zylinderräume unterliegen im Betrieb großen Belastungen, so dass insbesondere an ihre Verschleißeigenschaften, ihre Zähigkeit bzw. ihre Festigkeit hohe Anforderungen gestellt werden.A typical example of the range of molds in which cooling molds are used for the local improvement of the structure are the cylinder chambers of internal combustion engines. The running surfaces of the cylinder chambers are subject to heavy loads during operation, so that high demands are placed on their wear properties, their toughness and their strength, in particular.
Übliche Kühlkokillen werden aus Gusseisenwerkstoff gefertigt. Sie lassen sich gießtechnisch auf einfache Weise kostengünstig erzeugen. In der Praxis erweisen sich Gusseisen-Kühlkokillen jedoch insbesondere beim Vergießen von Leichtmetall-Gusswerkstoffen, wie Aluminium- oder Magnesiumschmelzen, aufgrund des im Vergleich zu dem Leichtmetall-Gusswerkstoff geringeren Wärmeausdehnungskoeffizienten des Gusseisens als problematisch. Beim Abguss wird die mit der Leichtmetallschmelze in Kontakt kommende Kühlkokille erwärmt und dehnt sich dabei entsprechend seinem Wärmeausdehungskoeffizienten aus. Wenn beim anschließenden Erstarrungsprozess die Temperatur absinkt, schrumpft die Kokille wieder in ihr Ausgangsvolumen zurück.Conventional cooling molds are made of cast iron material. They can be produced inexpensively by casting technology in a simple manner. In practice, however, cast iron chill molds prove to be problematic, especially when casting light metal casting materials, such as aluminum or magnesium melts, due to the lower coefficient of thermal expansion of the cast iron compared to the light metal casting material. During casting, the cooling mold coming into contact with the light metal melt is heated and expands in accordance with its thermal expansion coefficient. If the temperature drops during the subsequent solidification process, the mold shrinks back into its original volume.
Weisen die Schmelze und die Kokillen unterschiedliche Wärmeausdehnungskoeffizienten auf, so kann es zu Spannungen oder sogar Relativbewegungen in den Kontaktbereichen zwischen Kühlkokillen und erstarrtem Gusswerkstoff kommen, wodurch Fehler am fertigen Gussteil verursacht werden. Insbesondere kann es zu Porositäten und vergleichbaren anderen Oberflächendefekten kommen. Derartige Fehler erweisen sich insbesondere dort als problematisch, wo besonders hohe Belastungen im Betrieb des jeweiligen Gussteils auftreten.If the melt and the molds have different coefficients of thermal expansion, this can lead to stresses or even relative movements in the contact areas between cooling molds and solidified cast material, which causes defects in the finished casting. In particular, it can lead to porosities and comparable other surface defects. Such errors prove to be particularly problematic where particularly high loads occur during operation of the respective casting.
Hinzukommt, dass die zwischen Kühlkokille und Gussteil bestehenden Spannungen so stark sein können, dass die Kühlkokille nur mit verhältnismäßig großem Aufwand von dem erstarrten Gussteil getrennt werden kann, was sich insbesondere bei der automatisierten Fertigung von Leichtmetall-Gussteilen als negativ herausstellt.In addition, the existing between chill mold and casting voltages can be so strong that the chill mold can be separated only with relatively great effort from the solidified casting, which turns out to be negative especially in the automated production of light metal castings.
Es ist versucht worden, das mit der Verwendung von Graugusskernen einhergehende Problem dadurch zu lösen, dass aus Messing geformte Kokillen eingesetzt werden. So ist es aus der
Nachteilig an den bekannten Messingkokillen ist ihr hoher Preis und ihr ungünstiges Verschleißverhalten. Auch ist die Handhabung aufwändig, da die Messingkokillen beispielsweise nicht mit Magneten gehalten werden können. Dies macht es gerade bei der automatisierten Fertigung schwierig, Gießformen zur Verfügung zu stellen, die mit den Messingkokillen ausgestattet sind. Um Anhaftungen von Gusswerkstoff auf der Kokille zu vermeiden und eine optimale Oberflächenqualität zu erzielen, ist es darüber hinaus in der Praxis in der Regel erforderlich, die Kokillenoberfläche mit einer Schlichte zu versehen. Auch dieser Arbeitsgang führt zu einer Verkomplizierung des Herstellverfahrens, die unvermeidbar zusätzliche Kosten nach sich zieht.A disadvantage of the known brass molds is their high price and their unfavorable wear behavior. The handling is complex because the brass molds can not be held with magnets, for example. This makes it difficult, especially in automated production, to provide casting molds which are equipped with the brass molds. In addition, in order to avoid buildup of casting material on the mold and to achieve optimum surface quality, it is usually necessary in practice to provide the mold surface with a sizing. Also, this operation leads to a complication of the manufacturing process, which inevitably entails additional costs.
Ausgehend von dem voranstehend erläuterten Stand der Technik bestand die Aufgabe der Erfindung darin, eine kostengünstig herstellbare Kühlkokille bereitzustellen, die optimierte Verwendungseigenschaften besitzt und gleichzeitig optimierte Gießergebnisse ermöglicht.Starting from the above-described prior art, the object of the invention was to provide a cooling mold which can be produced cost-effectively, which has optimized use properties and at the same time enables optimized casting results.
Darüber hinaus sollte eine bevorzugte Einsatzmöglichkeit für eine solche Kühlkokille angegeben werden.In addition, a preferred application for such a chill mold should be specified.
Schließlich bestand die von der Erfindung zu lösende Aufgabe auch darin, eine neue Verwendungsmöglichkeit für einen an sich bekannten Gusseisenwerkstoff zu benennen.Finally, the problem to be solved by the invention also consisted in naming a new possible use for a cast iron material known per se.
In Bezug auf die Kühlkokille zum Vergießen von Leichtmetall-Gusswerkstoffen ist diese Aufgabe dadurch gelöst worden, dass sie aus einem Ni- und / oder Mn-legierten Gusseisenwerkstoff hergestellt ist, dessen Ni- und / oder Mn-Gehalt derart bemessen ist, dass der Wärmeausdehnungskoeffizient der Kühlkokille an den Wärmeausdehnungskoeffizienten des jeweils zu vergießenden Leichtmetall-Gusswerkstoffs angepasst ist.With respect to the chill mold for casting light metal castings, this object has been achieved in that it consists of a Ni and / or Mn-alloyed Cast iron material is produced, the Ni and / or Mn content is dimensioned such that the coefficient of thermal expansion of the chill is adapted to the coefficient of thermal expansion of each to be cast light metal casting material.
Eine erfindungsgemäß beschaffene Kühlkokille lässt sich bevorzugt als Bestandteil einer Sandgießform zum Gießen eines Zylinderblocks aus einem Leichtmetall-Gusswerkstoff verwenden.A cooling mold according to the invention can preferably be used as part of a sand casting mold for casting a cylinder block from a light metal casting material.
Die Erfindung nutzt die Möglichkeit, Gusseisen so zu legieren, dass sein Wärmeausdehnungskoeffizient dem Wärmeausdehnungskoeffizienten der jeweils zu vergießenden Leichtmetallschmelze entspricht. Entsprechend legiertes Gusseisen ist an sich bereits bekannt. So ist in der deutschen Offenlegungsschrift
Für eine für die Zwecke der Erfindung ausreichend genaue Anpassung der Wärmeausdehnungskoeffizienten von Eisen- und Leichtmetall-Gusswerkstoff wird bevorzugt die Abweichung des Wärmeausdehnungskoeffizienten des jeweils für die Kühlkokille verwendeten Eisengusswerkstoffs vom Wärmeausdehnungskoeffizienten des jeweiligen Leichtmetall-Gusswerkstoffs auf einen Bereich von maximal ±0,4 x 10-6 /K beschränkt.For a sufficiently accurate adaptation of the thermal expansion coefficients of iron for the purposes of the invention. and light metal casting material is preferably the deviation of the coefficient of thermal expansion of each used for the chill cast iron material from the coefficient of thermal expansion of the respective light metal casting material limited to a maximum of ± 0.4 x 10 -6 / K.
Überraschend hat sich gezeigt, dass sich nach dem Vorbild des bekannten Werkstoffs mit Mangan und/oder Nickel legierte Gusseisenwerkstoffe hinsichtlich ihres Wärmeausdehnungsverhaltens so einstellen lassen, dass aus ihnen hergestellte Kühlkokillen ein hinsichtlich des angestrebten Gussergebnisses optimales Verhalten in einer Gießform, insbesondere einer Sandgießform, besitzen. Dies war deshalb nicht voraussehbar, als beim Stand der Technik jeweils die in Bezug auf die jeweils erwartete Funktionalität wesentlichen mechanischen und Gefüge-Eigenschaften des bekannten Gusseisenwerkstoffs im Vordergrund standen. Demgegenüber liegt der Erfindung die Erkenntnis zugrunde, dass derart beschaffene Gusseisenlegierungen aufgrund des ihnen über die mechanischen und Gefüge-Eigenschaften hinausgehenden Wärmeausdehnungsverhaltens besonders geeignet sind, als Werkstoff für die Herstellung von Kühlkokillen verwendet zu werden.Surprisingly, it has been found that, based on the model of the known material with manganese and / or nickel alloyed cast iron materials can be adjusted in terms of their thermal expansion behavior that cooling molds made from them have a respect to the desired casting result optimal behavior in a mold, in particular a sand mold. This was therefore not foreseeable, as in the prior art in each case the mechanical and structural properties of the known cast iron material that were essential in relation to the respective expected functionality were in the foreground. In contrast, the invention is based on the finding that such cast iron alloys are particularly suitable because of their mechanical and structural properties beyond the thermal expansion behavior, to be used as a material for the production of cooling molds.
Die Verwendung eines erfindungsgemäß durch Mn, Ni jeweils alleine oder durch eine geeignete Kombination dieser Elemente legierten Gusseisenwerkstoffs zur Herstellung von Kühlkokillen kann die bei Kühlkokillen beim Vergießen von Leichtmetallschmelzen sonst auftretenden Spannungen im Kontaktbereich zwischen der Kühlkokille und dem erstarrten Gusswerkstoff minimieren. Durch die Anpassung des Wärmeausdehnungskoeffizienten der Kühlkokille an den des Leichtmetall-Gusswerkstoffs sind die im Zuge der Erstarrung des Gussmaterials zwischen Kokille und Gusswerkstoff auftretenden Spannungen auf ein Minimum reduziert. Gleichzeitig werden mit den Kühlkokillen die aus dem Stand der Technik an sich bekannten vorteilhaften. Wirkungen bezüglich des gerichtet erstarrten Gefüges sicher erreicht. Dabei lassen sich erfindungsgemäße Kokillen in an sich bekannter Weise kostengünstig herstellen und besitzen eine den bekannten MessingKokillen weit überlegene Verschleißfestigkeit.The use of an according to the invention by Mn, Ni each alone or by a suitable combination of these alloyed alloy cast iron material for the production of cooling molds can minimize the otherwise occurring in cooling molds when casting light metal melts stresses in the contact area between the chill and the solidified cast material. By the adaptation the coefficient of thermal expansion of the chill mold to that of the light metal casting material, the stresses occurring in the course of solidification of the casting material between the mold and casting material are reduced to a minimum. At the same time with the cooling molds known from the prior art are advantageous. Effects with respect to the directionally solidified structure safely achieved. In this case, molds according to the invention can be produced inexpensively in a manner known per se and have a wear resistance far superior to the known brass molds.
Aufgrund ihrer magnetischen Eigenschaften lassen sie sich für die automatisierte Verarbeitung leichter handhaben, so dass sie gegenüber den bekannten, im Bereich des Leichtmetallgusses eine deutlich verbesserte Verwendbarkeit besitzen. Für die Praxis besonders bedeutend ist dabei, dass die bei Verwendung erfindungsgemäßer Gießkokillen erzielten Oberflächenqualitäten des Gussstücks so gut sind, dass das beim Stand der Technik erforderliche aufwändige Schlichten der Kokillen vor dem Gießvorgang nicht mehr erforderlich ist.Due to their magnetic properties, they are easier to handle for automated processing, so that they have a significantly improved usability in comparison with the known ones in the field of light metal casting. Particularly significant in practice is that the surface qualities of the casting achieved when using casting molds according to the invention are so good that the complex finishing of the molds required in the prior art is no longer required prior to the casting process.
Erfindungsgemäß ist es sowohl möglich, nur Nickel oder nur Mangan zu dem Gusseisenwerkstoff zu geben, als auch beide genannten Elemente als Legierungsbestandteile vorzusehen. Entscheidend ist, dass der Wärmeausdehnungskoeffizient der Kühlkokille an den Wärmeausdehnungskoeffizienten des Gusswerkstoffs angepasst ist.According to the invention it is both possible to give only nickel or only manganese to the cast iron material, as well as to provide both said elements as alloy components. It is crucial that the thermal expansion coefficient of the chill is adapted to the thermal expansion coefficient of the casting material.
Erfindungsgemäße Kühlkokillen eignen sich besonders für den Einsatz beim Gießen von Aluminiumlegierungen, da der Wärmeausdehnungskoeffizient des Kokillenwerkstoffs besonders gut an den der Aluminiumlegierungen angepasst werden kann. Die Kühlkokillen können jedoch auch beim Gießen von anderen Leichtmetalllegierungen, wie beispielsweise Magnesiumlegierungen, eingesetzt werden.Cooling molds according to the invention are particularly suitable for use in the casting of aluminum alloys, since the thermal expansion coefficient of the mold material can be adapted particularly well to that of the aluminum alloys. However, the cooling molds can also be used in the casting of other light metal alloys, such as magnesium alloys.
Bevorzugt eignen sich erfindungsgemäße Kühlkokillen für den Einsatz in Sandgießformen zum Gießen eines Zylinderblocks aus einem Leichtmetall-Gusswerkstoff.
Dabei können der Erfindung entsprechend ausgebildete Kühlkokillen insbesondere dazu dienen, die Zylinderhohlräume eines gegossenen Zylinderblocks für Verbrennungsmotoren abzubilden. Dies gilt unabhängig davon, ob die Hohlräume selbst als Zylinderlaufflächen dienen oder ob zusätzliche Zylinderlaufbüchsen vorgesehen sind.Cooling molds according to the invention are preferably suitable for use in sand casting molds for casting a cylinder block from a light metal casting material.
In this case, according to the invention correspondingly designed cooling molds can serve in particular to image the cylinder cavities of a cast cylinder block for internal combustion engines. This applies regardless of whether the cavities themselves serve as cylinder surfaces or whether additional cylinder liners are provided.
Bilden die Hohlrauminnenwände selbst die Zylinderlaufflächen, so können die Hohlrauminnenwände nach der Erstarrung des Gussteils zur Erhöhung ihrer Verschleißfestigkeit in an sich bekannter Weise mit.einem Material, beispielsweise Nickel oder Silizium, beschichtet werden. Es ist aber auch möglich, als Gusswerkstoff eine an sich bekannte, aus einer übereutektischen, Silizium ausscheidenden Legierung zu verwenden, wobei die erfindungsgemäßen Kühlkokillen sicher gewährleisten, dass es zu den gewünschten Ausscheidungen an Si im Bereich der Zylinderlaufflächen aufgrund einer mittels der Kühlkokillen kontrolliert herbeigeführten beschleunigten Erstarrung kommt. Selbstverständlich ist es dabei möglich, nach der Erstarrung des Gussteils eine Bearbeitung der Laufflächen zum Freilegen des ausgeschiedenen Siliziums in an sich ebenfalls bekannter Weise durchzuführen.Form the cavity inner walls themselves the cylinder surfaces, so the cavity inner walls can be coated after the solidification of the casting to increase its wear resistance in a conventional manner mit.einem material, such as nickel or silicon. However, it is also possible to use a casting material known per se, from a hypereutectic, silicon-exiting alloy, wherein the cooling molds according to the invention reliably ensure that it accelerates to the desired precipitations of Si in the region of the cylinder surfaces due to a controlled by the cooling molds accelerated Solidification comes. Of course, it is possible, after the solidification of the casting machining the treads to perform the exposure of the precipitated silicon in a manner also known per se.
Gemäß einer bevorzugten Ausgestaltung kann der Gusseisenwerkstoff einen Nickelanteil von 0,1 bis 13,0 Gew.-% aufweisen. Mit einem solchen Nickelanteil lässt sich die Anpassung des Wärmeausdehnungskoeffizienten in besonders einfacher Weise realisieren. Höhere Ni-Gehalte bewirken eine vergrößerte Ausdehnung des Gusseisens bei Erwärmung, während sich bei geringeren Gehalten an Ni, die, soweit vorhanden, mit ebenfalls geringen Gehalten an Mn kombiniert werden, kleinere Wärmausdehnungskoeffizienten einstellen. An das Wärmeausdehnungsverhalten von aluminiumbasierten Schmelzen besonders gut angepasste Wärmausdehnungskoeffizienten der erfindungsgemäßen Kühlkokillen ergeben sich, wenn der Gehalt an Ni mehr als 6,00 Gew.-%, insbesondere mindestens 6,5 Gew.-% beträgt. Nach oben hin abgegrenzt werden kann der Bereich für die Nickelgehalte, bei denen die von der Erfindung genutzten Effekte besonders sicher eintreten, dadurch, dass die Obergrenze dieses Bereichs auf maximal 8,00 Gew.-%, bevorzugt weniger als 8,00 Gew.-%, festgesetzt wird.According to a preferred embodiment, the cast iron material may have a nickel content of 0.1 to 13.0 wt .-%. With such a nickel content, the adaptation of the thermal expansion coefficient can be realized in a particularly simple manner. Higher levels of Ni cause increased expansion of the cast iron when heated, while at lower levels of Ni, which, if present, are combined with also low levels of Mn, smaller coefficients of thermal expansion are established. On the thermal expansion behavior of aluminum-based melts particularly well matched coefficients of thermal expansion of the inventive cooling molds arise when the content of Ni is more than 6.00 wt .-%, in particular at least 6.5 wt .-%. The range for the nickel contents at which the effects used by the invention occur particularly reliably can be delimited at the top by the fact that the upper limit of this range is not more than 8.00% by weight, preferably less than 8.00% by weight. %, is fixed.
Alternativ oder zusätzlich kann der Gusseisenwerkstoff zur Anpassung des Wärmeausdehnungskoeffizienten auch einen Mangananteil aufweisen, der im Bereich von 0,1 bis 19,0 Gew.-% liegt. Höhere Mn-Gehalte führen zu einer Verschiebung des Wärmeausdehnungskoeffizienten hin zu höheren Werten, während niedrige Mn-Gehalte bei gleichzeitig niedrigen bzw. nicht vorhandenen Ni-Gehalten eine geringere Ausdehnung des Gusseisens bei Erwärmung bewirken. Bevorzugt liegen die Gehalte an Mn im Bereich von 4 bis 12 Gew.-%, um eine optimale Anpassung an das Ausdehnungsverhalten von A1-Schmelzen zu gewährleisten.Alternatively or additionally, the cast iron material for adjusting the thermal expansion coefficient may also have a manganese content which is in the range from 0.1 to 19.0% by weight. Higher Mn contents lead to a shift in the coefficient of thermal expansion towards higher values, while low Mn contents with simultaneously low or nonexistent Ni contents cause less expansion of the cast iron when heated. Preferably, the contents of Mn are in the range from 4 to 12 wt .-%, in order to ensure optimum adaptation to the expansion behavior of A1 melts.
Um auch bezüglich der Verschleißfestigkeit des Gusseisenwerkstoffs optimale Ergebnisse zu erreichen, kann der Gusseisenwerkstoff außerdem in an sich bekannter Weise neben Eisen und unvermeidbaren Verunreinigungen folgende Elementen enthalten (in Gew.-%):
Dementsprechend besteht die Lösung der oben genannten Aufgabe in Bezug auf die Verwendung eines an sich aus der
Die Erfindung wird nachfolgend anhand eines in einer Zeichnung dargestellten Ausführungsbeispiels näher erläutert. Die einzige Figur zeigt einen gegossenen Zylinderblock 1 mit einer eingesetzten Kühlkokille 2 in einem Querschnitt.The invention will be explained in more detail with reference to an embodiment shown in a drawing. The single FIGURE shows a
In
Der Zylinderblock 1 ist aus einer konventionellen AlSi17Cu4Mg-Legierung (Si: 16,0 - 18,0; Cu: 4,0 - 5,0; Fe: ≤ 0,7: Mg: 0,4 - 0,7; Mn: ≤ 0,2; Ti: ≤ 0,2: Zn: ≤ 0,2; Σ-Sonstige: ≤ 0,2; Rest A1, Angaben in Gew.-%) gegossen worden. Dieser Gusswerkstoff besitzt einen Wärmeausdehnungskoeffizienten von 19,4 x 10-6 / K.The
Die Kühlkokillen 2 sind aus einer handelsüblichen, unter der Bezeichnung "Ni-Resist" bekannten GGL-NiCr 20-2-Gusseisenlegierung gefertigt worden. Durch die Wahl der Gehalte an Mn und Ni weisen die Kühlkokillen einen Wärmeausdehnungskoeffizienten auf, der im Bereich von 20 °C bis 200 °C 18,7 x 10-6 / K beträgt. Dieser Wärmeausdehungskoeffizient liegt so nahe am Ausdehnungskoeffizienten von 19,4 x 10-6 / K der AlSi17Cu4Mg-Legierung, aus dem der Motorblock gegossen ist, dass sich die Kühlkokillen bei Erwärmung und Abkühlung im Wesentlichen gleich verhalten wie der Al-Gusswerkstoff. Demzufolge treten allenfalls minimale Spannungen im Kontaktbereich zwischen dem Gussteil und der jeweiligen Kühlkokille auf und ein optimales Gussergebnis wird erzielt.The
Claims (7)
- Chill mould for the casting of light metal casting materials, manufactured from an Ni and/or Mn alloyed cast iron material of which the Ni and/or Mn content is dimensioned in such a way that the thermal coefficient of expansion of the chill mould (2) is adjusted to the thermal coefficient of expansion of the light metal casting material which is to be cast in each case.
- Chill mould according to Claim 1, characterised in that the cast iron material has an Ni content from 0.1 % by weight to 13.0 % by weight, in particular from more than 6 % by weight and less than 8 % by weight.
- Chill mould according to either of Claims 1 or 2, characterised in that the cast iron material has an Mn content from 0.1 to 19.0 % by weight.
- Chill mould according to any one of the preceding claims, characterised in that the cast iron material contains, in addition to Ni and/or Mn, as well as Fe and unavoidable impurities, the following alloy constituents (in % by weight):
C: 1.5 - 4.0 %, Si: 0.5 - 4.0 %, Cu: 0.3 - 7.0 %, Cr: < 2.0 %, Al: 0.3 - 8.0 %, Ti: 0.01 - 0.5 % - Use of a chill mould (2), designed in accordance with any one of the preceding claims, as a constituent part of a sand casting mould for the casting of a cylinder block (1) from a light metal casting material.
- Use of a cast iron material, which contains (in % by weight)
C: 1.5 - 4.0 %, Si: 0.5 - 4.0 %, Cu: 0.3 - 7.0 %, Cr: < 2.0 %, Al: 0.3 - 8.0 %, Ti: 0.01 - 0.5 % Ni: 0.1 - 13.0 % Mn: 0.1 - 19.0 %, - Use according to Claim 5 or 6, characterised in that the light metal casting material is an alloyed material based on aluminium.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06706440T PL1841554T3 (en) | 2005-01-31 | 2006-01-27 | Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005004481A DE102005004481B3 (en) | 2005-01-31 | 2005-01-31 | Cooling mold is dimensioned so that the heat expansion coefficient of the mold fits the heat expansion coefficient of the casting material to be cast made from nickel- and/or manganese-alloyed cast iron |
| PCT/EP2006/000701 WO2006081983A1 (en) | 2005-01-31 | 2006-01-27 | Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1841554A1 EP1841554A1 (en) | 2007-10-10 |
| EP1841554B1 true EP1841554B1 (en) | 2009-09-16 |
Family
ID=36143452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06706440A Not-in-force EP1841554B1 (en) | 2005-01-31 | 2006-01-27 | Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20080190583A1 (en) |
| EP (1) | EP1841554B1 (en) |
| JP (1) | JP2008528292A (en) |
| CN (1) | CN100513007C (en) |
| AT (1) | ATE442924T1 (en) |
| AU (1) | AU2006210029B2 (en) |
| BR (1) | BRPI0606754A2 (en) |
| CA (1) | CA2595833A1 (en) |
| DE (2) | DE102005004481B3 (en) |
| ES (1) | ES2330965T3 (en) |
| MX (1) | MX2007009008A (en) |
| PL (1) | PL1841554T3 (en) |
| RU (1) | RU2422243C2 (en) |
| UA (1) | UA87349C2 (en) |
| WO (1) | WO2006081983A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015225588A1 (en) | 2015-12-17 | 2017-06-22 | Volkswagen Aktiengesellschaft | Casting and cooling insert for the production of a casting |
| CN107090565A (en) * | 2017-06-08 | 2017-08-25 | 含山县朝霞铸造有限公司 | Heat resistant and wear resistant cast iron and its casting method |
| CN107354373A (en) * | 2017-06-29 | 2017-11-17 | 太仓市钧胜轧辊有限公司 | A kind of hot-strength iron-base alloy material for being used to prepare roll |
| CN107287496A (en) * | 2017-07-20 | 2017-10-24 | 马鞍山市万鑫铸造有限公司 | High tough spheroidal graphite cast-iron and its manufacturing process based on austenitic matrix |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51105921A (en) * | 1975-03-14 | 1976-09-20 | Mitsubishi Motors Corp | SHIRINDABUROTSUKUCHUZOHO |
| DE2627329C2 (en) * | 1976-06-18 | 1981-11-19 | Mahle Gmbh, 7000 Stuttgart | Austenitic cast iron |
| DE2719456C2 (en) * | 1977-04-30 | 1984-09-13 | Mahle Gmbh, 7000 Stuttgart | Austenitic cast iron |
| JPS5672151A (en) * | 1979-11-17 | 1981-06-16 | Toyo Chuko Kk | Pseudo flaky graphite cast iron for glass molding metal mold |
| JPS61252912A (en) * | 1985-04-30 | 1986-11-10 | Mazda Motor Corp | Crankshaft bearing structure in engine |
| JPS63153239A (en) * | 1986-12-17 | 1988-06-25 | Yaskawa Electric Mfg Co Ltd | Revolving shaft for rotary electric machinery |
| CH672604A5 (en) * | 1987-04-22 | 1989-12-15 | Sulzer Ag | |
| JP2602838B2 (en) * | 1987-07-31 | 1997-04-23 | 日立金属株式会社 | High thermal expansion cast iron |
| JP2832970B2 (en) * | 1989-01-18 | 1998-12-09 | 三菱自動車工業株式会社 | Cylinder block casting method |
| JPH03134132A (en) * | 1989-10-19 | 1991-06-07 | Yamaha Motor Co Ltd | Cast iron material having high coefficient of thermal expansion |
| JPH0760399A (en) * | 1993-08-27 | 1995-03-07 | Toyota Motor Corp | Metal mold structure for casting |
| DE4431713C2 (en) * | 1994-09-06 | 2001-03-15 | Audi Ag | Device for the production of castings |
| DE19533529C2 (en) * | 1995-09-11 | 2001-10-11 | Vaw Alucast Gmbh | Process for casting an engine block from aluminum |
| JP2002283003A (en) * | 2001-03-22 | 2002-10-02 | Toyota Industries Corp | Casting method and metallic mold apparatus for casting |
| DE10242559A1 (en) * | 2002-09-13 | 2004-03-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Cooling body used as an insert for sand molds is made from a material which has a change in density during the production of the body so the whole material is penetrated by hollow chambers within the body |
-
2005
- 2005-01-31 DE DE102005004481A patent/DE102005004481B3/en not_active Expired - Fee Related
-
2006
- 2006-01-27 PL PL06706440T patent/PL1841554T3/en unknown
- 2006-01-27 AT AT06706440T patent/ATE442924T1/en not_active IP Right Cessation
- 2006-01-27 DE DE502006004855T patent/DE502006004855D1/en active Active
- 2006-01-27 MX MX2007009008A patent/MX2007009008A/en active IP Right Grant
- 2006-01-27 WO PCT/EP2006/000701 patent/WO2006081983A1/en active Application Filing
- 2006-01-27 CA CA002595833A patent/CA2595833A1/en not_active Abandoned
- 2006-01-27 UA UAA200708774A patent/UA87349C2/en unknown
- 2006-01-27 CN CNB2006800064064A patent/CN100513007C/en not_active Expired - Fee Related
- 2006-01-27 JP JP2007552581A patent/JP2008528292A/en active Pending
- 2006-01-27 RU RU2007132745/02A patent/RU2422243C2/en not_active IP Right Cessation
- 2006-01-27 AU AU2006210029A patent/AU2006210029B2/en not_active Ceased
- 2006-01-27 BR BRPI0606754-9A patent/BRPI0606754A2/en not_active IP Right Cessation
- 2006-01-27 US US11/815,191 patent/US20080190583A1/en not_active Abandoned
- 2006-01-27 EP EP06706440A patent/EP1841554B1/en not_active Not-in-force
- 2006-01-27 ES ES06706440T patent/ES2330965T3/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| UA87349C2 (en) | 2009-07-10 |
| AU2006210029A1 (en) | 2006-08-10 |
| CN101128276A (en) | 2008-02-20 |
| ATE442924T1 (en) | 2009-10-15 |
| CA2595833A1 (en) | 2006-08-10 |
| DE102005004481B3 (en) | 2006-06-14 |
| RU2007132745A (en) | 2009-03-10 |
| CN100513007C (en) | 2009-07-15 |
| JP2008528292A (en) | 2008-07-31 |
| PL1841554T3 (en) | 2010-01-29 |
| EP1841554A1 (en) | 2007-10-10 |
| US20080190583A1 (en) | 2008-08-14 |
| AU2006210029B2 (en) | 2010-02-18 |
| BRPI0606754A2 (en) | 2009-07-14 |
| DE502006004855D1 (en) | 2009-10-29 |
| WO2006081983A1 (en) | 2006-08-10 |
| ES2330965T3 (en) | 2009-12-17 |
| RU2422243C2 (en) | 2011-06-27 |
| MX2007009008A (en) | 2007-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006030699B4 (en) | Cast steel piston for internal combustion engines | |
| EP2411709B1 (en) | Nitratable steel piston rings and steel cylindrical sleeves, and casting method for the production thereof | |
| DE112004001160T5 (en) | Aluminum alloy for engine blocks | |
| CN102796925A (en) | High-strength die-casting aluminum alloy for pressure casting | |
| EP1841554B1 (en) | Permanent mould for casting light metal casting materials and use of said type of permanent mould and a casting material | |
| DE112013007406T5 (en) | Method and device for producing axially symmetrical high-performance components | |
| DE10043108B4 (en) | Metallurgical bonding of inserts with multilayer coatings within metal castings | |
| DE102011114704A1 (en) | Producing a diesel piston, comprises e.g. providing pattern for piston comprising dome, forming piston mold around pattern, removing pattern of piston mold, and disposing a bimetallic ring into piston mold, at an upper surface of the dome | |
| EP1215295B1 (en) | Precipitation-hardening aluminium alloy and part thereof | |
| EP1802781B1 (en) | Aluminium-based alloy and moulded part consisting of said alloy | |
| DE102020208831A1 (en) | Aluminum alloy for die casting and a method for producing aluminum cast alloy using the same | |
| WO2008113422A1 (en) | Production of a partial fiber composite structure in a component using a laser remelting treatment | |
| DE112016006826T5 (en) | MAGNESIUM-BASED ALUMINUM ALLOY FOR THIN WALL CASTING | |
| DE202005001564U1 (en) | Cooling mold, for insertion into a sand mold for casting light metal cylinder blocks, has a thermal coefficient of expansion matching that of the metal used for casting | |
| US20020170697A1 (en) | Method of manufacturing lightweight high-strength member | |
| DE10357096B4 (en) | Monolithic aluminum cylinder crankcase for heavy-duty diesel engines | |
| DE2929812C2 (en) | Wheel for automobiles | |
| DE19918002C1 (en) | Process for casting a light metal cylinder head used in engines uses two light metal alloys | |
| DE102015225588A1 (en) | Casting and cooling insert for the production of a casting | |
| EP0692328B1 (en) | Process for manufacturing of cast articles, made from aluminium alloys | |
| DE10218714A1 (en) | Process for producing a light metal liner with an outer rough surface | |
| DE102004047841A1 (en) | Method of making castings and insert for castings | |
| DE2429905A1 (en) | METHOD OF MANUFACTURING METAL CASTINGS OR CAVITIES | |
| DE102019125680A1 (en) | Method for manufacturing a component | |
| DE4103802A1 (en) | Casting multiple prods. of high value composite material - useful for ferrous castings, in which distribution channel also acts as moulding channel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070724 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEMAK DILLINGEN GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502006004855 Country of ref document: DE Date of ref document: 20091029 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2330965 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20090916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 6365 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E006951 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100116 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100118 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090916 |
|
| BERE | Be: lapsed |
Owner name: NEMAK DILLINGEN G.M.B.H. Effective date: 20100131 |
|
| 26N | No opposition filed |
Effective date: 20100617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091217 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20101223 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20110103 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110125 Year of fee payment: 6 Ref country code: FR Payment date: 20110125 Year of fee payment: 6 Ref country code: DE Payment date: 20110117 Year of fee payment: 6 Ref country code: CZ Payment date: 20110105 Year of fee payment: 6 Ref country code: SK Payment date: 20110105 Year of fee payment: 6 Ref country code: TR Payment date: 20110104 Year of fee payment: 6 Ref country code: RO Payment date: 20110124 Year of fee payment: 6 Ref country code: PL Payment date: 20101223 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110117 Year of fee payment: 6 Ref country code: ES Payment date: 20110119 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 442924 Country of ref document: AT Kind code of ref document: T Effective date: 20110127 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100127 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 6365 Country of ref document: SK Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120801 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006004855 Country of ref document: DE Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110127 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120128 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120127 |