EP1825954A1 - Bürstvorrichtung - Google Patents
Bürstvorrichtung Download PDFInfo
- Publication number
- EP1825954A1 EP1825954A1 EP07000172A EP07000172A EP1825954A1 EP 1825954 A1 EP1825954 A1 EP 1825954A1 EP 07000172 A EP07000172 A EP 07000172A EP 07000172 A EP07000172 A EP 07000172A EP 1825954 A1 EP1825954 A1 EP 1825954A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpieces
- processing unit
- drive
- brush
- brushing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000001680 brushing effect Effects 0.000 claims abstract description 34
- 238000012545 processing Methods 0.000 claims abstract description 20
- 238000002474 experimental method Methods 0.000 description 5
- 238000005240 physical vapour deposition Methods 0.000 description 5
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000009499 grossing Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000005229 chemical vapour deposition Methods 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 229910008482 TiSiN Inorganic materials 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- QRXWMOHMRWLFEY-UHFFFAOYSA-N isoniazide Chemical compound NNC(=O)C1=CC=NC=C1 QRXWMOHMRWLFEY-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000004439 roughness measurement Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/005—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
Definitions
- the invention relates to a brushing device according to independent claim 1.
- Brushing machines for treating technical or decorative surfaces for example for deburring, grinding or fine grinding and polishing are long known in a design as a simple brush holder with manual delivery of Bürstguts.
- various brushing devices have been developed to ensure, on the one hand, a higher degree of automation and, on the other hand, a higher reproducibility of the brushing process.
- CNC-controlled systems from Sinjet Osborn are known which are used for surface modification.
- these systems are used for deburring tools.
- These systems are technically complex and expensive, since here too a CNC control acts on a movable in several axes Bürstarm.
- the delivery of the brush to the surfaces to be machined can be done, for example, by entering the geometric tool dimensions from which the corresponding delivery is calculated. This requires an additional operating effort.
- a much simpler principle is known from a brushing machine of René Gerber AG.
- This machine works in batch mode, loading a turret equipped with radially outwardly directed holders with shank tools and then processing the tools together by means of a revolving disc brush. After completion of the brushing process, the brush disc is lifted and reloaded the revolver.
- a batch operation with corresponding loading and unloading times can be disadvantageous.
- the tools are machined differently over the length of the shaft so that the brushing action on long tools can be much more pronounced at the tip than at the edge portions near the shaft. In addition to the respectively given brush / loading geometry, this is another reason why only machines with a limited length can be machined with such machines.
- the object of the present invention is therefore to provide a brushing device for essentially rotationally symmetrical workpieces, which avoids the disadvantages of the prior art described above.
- a continuous uniform brushing of workpieces with different diameters and lengths should thus be made possible without additional operating effort.
- Such a brushing device is realized by a device according to the features of claim 1, wherein the dependent claims describe different embodiments of the invention.
- the device for processing technical surfaces is particularly suitable for the treatment of substantially rotationally symmetrical workpieces and comprises at least one processing unit, a workpiece carrier with drive and at least two or more rotatably mounted thereon holders for the delivery of workpieces to the processing unit.
- the processing unit comprises means for producing a substantially constant contact pressure on the surface of the workpieces and the drive is designed so that it determines the time sequence of the delivery and treatment duration of the workpieces to the processing unit.
- At least one processing unit comprises a brushing or sanding unit, in particular preferably a round or belt brush.
- gas pressure dampers to produce the constant contact pressure, gas pressure dampers, spring means, elastic means or weight-average and, if required, lever means can be used.
- the workpiece carrier may be plate or belt-shaped and provided with a continuously, cyclically or stepwise delivering drive.
- the holders can be rotatable by separate drive means, which comprise, for example, at least one toothed wheel, a ring gear, a friction wheel, a friction ring or the like, or preferably by the tangential forces of the processing unit acting on the circumference of the workpieces.
- a brushing device By such a brushing device is a continuous, gradual and / or cyclical guidance of the rotatable about its own axis workpieces, past the brush stations and a simple assembly and removal of the workpieces to be treated possible without interrupting the brushing process.
- Brush parameters such as time, contact pressure, brushing angle and rotational speed of the brushes are automatically adjusted to different diameters and lengths of the workpieces after selection of the brushing means, and if necessary adjusting the brushing angle without further effort and thus ensures a defined final state of the machined surfaces.
- the individual support satellites can be rotated, for example by rolling on a stationary sprocket, whereby the rotational speed can be varied as known to those skilled in the art.
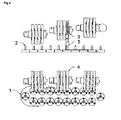
- Fig. 1 shows a belt brushing device.
- the workpieces can be moved without interruption of the circulation or clocked.
- the number and position of the brushes 4 may vary.
- the brush length as known to be adjusted (extension of the roll spacing or distances and / or extension of the belt).
- the modification for example: smoothing, roughening, edge preparation, rounding, deburring
- the holder 5 with the tool 3 rotates about the axis of the satellite 2.
- the direction of rotation and speeds can be varied for plates 1 or band 1 ', satellite 2 or brush 4 if necessary (left and right-handed rotation, different angular velocities).
- the satellite rotation is effected by the force transmitted from the brush 4 to the tools 3.
- the brush 4 can be adjusted depending on the requirements at an angle to the workpiece to brush for example parallel to the flute angle. To ensure even treatment over the entire length of the tool. Brushes 4, especially round brushes as shown in Fig. 2 and Fig. 4, can be arranged overlapping in height. Alternatively, one or more brushes 4 may be moved up and down during the treatment, preferably parallel to the tools. In addition, the brush 4 can be delivered, for example, via a gas spring 6 with a defined pressure with the force of 1-100N to the tool. Analogous devices which exert corresponding advancing forces on the brush by spring means, elastic means or weight-average, if necessary with lever reinforcement, are known to the person skilled in the art.
- the compensation to various types varying in diameter and length tools is carried out simply and advantageously purely mechanically, without additional control, since the alignment is done by self-adjustment. If a tool with a larger diameter follows a smaller tool, the brush automatically swivels by the required amount to the side and vice versa, whereby the contact pressure remains the same for both diameters.
- the brush unit 4 including drive motors may be mounted on a pivot arm, not shown here in detail. The pivoting can be to the side or in height.
- the brackets 5 can be made pluggable in a simple manner on the turntable or the tape.
- a clamping or otherwise acting fastening device may further be provided.
- a known clamping spring can be mounted in or on the holder, which holds the tool 3 sufficiently firmly in the holder 5.
- Shank tools and rotationally symmetrical components can be processed particularly advantageously with such a brushing device.
- rotationally symmetric tools without shank such as hob cutters
- an adapted holder such as a holder with an arbor.
- a brushing device comprising a plate with 20 holding satellites and three fixed brushes offset by 50 mm in height brushed against the tool axis.
- the duration of treatment on a brush at one of the 3 defined heights was set between 5 and 30 seconds, with a particularly good result in terms of surface condition and productivity for a treatment time of 8 to 10 seconds for the selected brush parameters.
- Tools with a functional length between 1 and 150 mm were treated. A 360 degree rotation of the turntable takes in this case about 3 minutes. Since several tools are treated simultaneously, a finished tool can be unloaded at the outlet every 10 seconds and an untreated one can be re-attached.
- two tools per brushing station can be treated simultaneously for brushes of the selected diameter, which means that even with a constant treatment time of 45 seconds, twice the throughput per unit of time can be achieved.
- the edge rounding of tool cutting edges was tested on the various brush bodies equipped with or without abrasives, also with the addition of diamond paste and lubricant.
- the particle size of the diamond particles was 0.25 ⁇ m-15 ⁇ m.
- an edge rounding between 3 ⁇ -30 ⁇ could be set in experiments 1 to 8, ie with very fine grain, the edge can be obtained almost perfectly, while with a slightly coarser grain a defined rounding can be set.
- the edge rounding can be adjusted depending on the tool and application.
- the aim is to stabilize the cutting edge and to achieve equalization of grinding breakages.
- a treatment according to experiment no. 1 with a rotational speed of the plate of 0.3U / min corresponds to about 15 s treatment time per brush or height, proved to be suitable and economical to produce a smoothing without damaging the PVD layer at the cutting edges.
- a multilayer of AICrN and TiSiN single layers (Balinit® Helica) an improvement of the roughness values could be achieved as follows: Roughness values before treatment R a 0.22, R z 4.47, R p 4.07; Roughness values after treatment R a 0.22, R z 2.47, R p 1.72.
- the forces occurring when using a new tool forces can be reduced by 20 to 50%, which significantly improves the running-in behavior of the tools and, for example, the risk of edge breakage and similar undesirable phenomena is reduced during running.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Bürstvorrichtung gemäss dem unabhängigen Anspruch 1.
- Bürstmaschinen zum Behandeln von technischen oder dekorativen Oberflächen, beispielsweise zum Entgraten, Schleifen bzw. Feinschleifen und Polieren sind in einer Ausführung als einfacher Bürstbock mit manueller Zustellung des Bürstguts schon lange bekannt. In letzter Zeit wurden verschieden Bürstvorrichtungen entwickelt, um einerseits einen höheren Automatisierungsgrad und andererseits eine höhere Reproduzierbarkeit des Bürstprozesses zu gewährleisten.
- Beispielsweise wird in
US 2002037689 ein automatisches Fertigungszentrum zum Finishen unterschiedlicher Teile beschrieben, bei dem ein in drei Achsen beweglicher und zusätzlich rotierbarer Bearbeitungskopf die Oberflächen von schwenkbar gelagerten Teilen bearbeiten kann. InWO 97/00757 - Beispielsweise sind CNC gesteuerte Anlagen der Firma Sinjet Osborn bekannt die zur Oberflächenmodifikation verwendet werden. Im Speziellen werden diese Anlagen zur Entgratung von Werkzeugen verwendet. Diese Anlagen sind technisch aufwendig und teuer, da auch hier eine CNC-Steuerung auf einem in mehreren Achsen beweglichen Bürstarm wirkt. Die Zustellung der Bürste an die zu bearbeitenden Oberflächen kann dabei beispielsweise durch Eingabe der geometrischen Werkzeugabmessungen, aus denen die entsprechende Zustellung berechnet wird, erfolgen. Dies erfordert einen zusätzlichen Bedienungsaufwand.
- Ein wesentlich einfacheres Prinzip ist von einer Bürstmaschine der René Gerber AG bekannt. Diese Maschine arbeitet im Batchbetrieb, dabei wird ein mit radial nach aussen gerichteten Halterungen bestückter Revolver mit Schaftwerkzeugen beladen und anschliessend die Werkzeuge gemeinsam durch eine umlaufende Scheibenbürste bearbeitet. Nach Beendigung des Bürstvorgangs wird die Bürstscheibe abgehoben und der Revolver neu beladen. Für eine Serienfertigung von Werkzeugen kann ein derartiger Batchbetrieb mit entsprechenden Be- und Entladezeiten von Nachteil sein. Weiters werden die Werkzeuge auf Grund der unterschiedlichen Radialgeschwindigkeit des Bürstwerkzeugs über die Schaftlänge unterschiedlich bearbeitet, sodass die Bürstwirkung bei langen Werkzeugen an der Spitze deutlich stärker als an Flankenteilen in der Nähe des Schafts ausfallen kann. Neben der jeweils gegebenen Bürst-/Beladegeometrie ist dies ein weiterer Grund, weshalb mit derartigen Maschinen nur Werkzeuge mit einer begrenzten Länge bearbeitet werden können.
- Aufgabe der vorliegenden Erfindung ist es daher eine Bürstvorrichtung für im Wesentlichen rotationssymmetrische Werkstücke zur Verfügung zu stellen, die oben beschriebene Nachteile des Standes der Technik vermeidet. Insbesondere soll damit ein kontinuierliches gleichmässiges Bürsten von Werkstücken mit unterschiedlichen Durchmessern und Längen ohne zusätzlichen Bedienungsaufwand ermöglicht werden.
- Eine derartige Bürstvorrichtung wird durch eine Vorrichtung gemäss den Merkmalen des Anspruches 1 verwirklicht, wobei die Unteransprüche unterschiedliche Ausführungsformen der Erfindung beschreiben.
- Die Vorrichtung zum Bearbeiten von technischen Oberflächen eignet sich besondes zur Behandlung von im wesentlichen rotationssymmetrischen Werkstücken und umfasst zumindest eine Bearbeitungseinheit, einen Werkstückträger mit Antrieb und zumindest zwei oder mehreren drehbeweglich darauf befestigten Halterungen zur Zustellung von Werkstücken an die Bearbeitungseinheit. Dabei umfasst die Bearbeitungseinheit Mittel zum Herstellen eines im Wesentlichen konstanten Anpressdrucks auf der Oberfläche der Werkstücke und der Antrieb ist so ausgelegt, dass er die zeitliche Abfolge der Zustellung und Behandlungsdauer der Werkstücke an die Bearbeitungseinheit bestimmt.
- Zumindest eine Bearbeitungseinheit umfasst eine Bürst- oder Schleiffeinheit, insbesondere bevorzugt eine Rund- oder Riemenbürste. Zum Herstellen des konstanten Anpressdruckes können Gasdruckdämpfer, Federmittel, elastische Mittel oder Gewichtsmittel und bei Bedarf Hebelmittel verwendet werden. Der Werkstückträger kann teller- oder bandförmig ausgeführt und mit einem kontinuierlich, zyklisch oder schrittweise zustellenden Antrieb versehen sein. Die Halterungen können durch gesonderte Antriebsmittel, die beispielsweise zumindest ein Zahnrad, einen Zahnkranz, ein Reibrad, einen Reibkranz oder ähnliches umfassen oder bevorzugt durch die am Umfang der Werkstücke einwirkenden Tangentialkräfte der Bearbeitungseinheit rotierbar sein.
- Mit einer solchen Vorrichtung können unterschiedliche Verfahren zum Bearbeiten der Oberflächen eines im Wesentlichen zylindrischen Werkstücks verwirklicht werden, wie sie beispielsweise in den Versuchen der Tabelle 1) ausgeführt sind. Die Behandlung von Werkstücken mit verschiedenen Beschichtungen, darunter PVD (physical vapor deposition) oder CVD (chemical vapor deposition), wird damit möglich.
- Durch eine derartige Bürstvorrichtung ist eine kontinuierliche, schrittweise und/oder zyklische Führung der um die eigene Achse drehbaren Werkstücke, vorbei an den Bürststationen und eine einfache Bestückung und Entnahme der zu behandelnden Werkstücke möglich, ohne den Bürstprozess zu unterbrechen. Bürstparameter wie Zeit, Anpressdruck, Bürstwinkel und Rotationsgeschwindigkeit der Bürsten werden nach erfolgter Wahl der Bürstmittel, und bei Bedarf Einstellen des Bürstwinkels, automatisch ohne weiteren Aufwand an unterschiedliche Durchmesser und Längen der Werkstücke angepasst und damit ein definierter Endzustand der bearbeiteten Oberflächen sichergestellt. Sollen die Werkzeuge nicht allein durch die Umdrehung der Bürstwerkzeuge in Rotation versetzt werden, können die einzelnen Halterungssatelliten, beispielsweise durch Abwälzen auf einem feststehenden Zahnkranz, in Rotation gebracht werden, wobei die Rotationsgeschwindigkeit, wie dem Fachmann bekannt, variiert werden kann.
- Mit einer erfindungsgemässen Bürstvorrichtung können somit auf im wesentlichen rotationssymmetrischen Teilen alle gängigen Bürstoperationen wie z.B. Glätten, Entgraten, Kantenverunden, Entzundern usw. vorteilhaft ausgeführt werden.
- Anhand der beispielhaften Zeichnungen werden verschiedene vorteilhafte Ausführungen der Erfindung erläutert. Dabei zeigen
- Fig 1
- Eine Riemenbürstvorrichtung
- Fig 2
- Eine Rundbürstvorrichtung
- Fig 3
- Eine Linearzuführung mit Riemenbürste
- Fig 4
- Eine Linearzuführung mit Rundbürste
- Fig 5a, b
- Drehmomentmessungen
- Fig.1 zeigt eine Riemenbürstvorrichtung. Dabei können die Werkstücke ohne Unterbrechung des Umlaufs oder getaktet bewegt werden. Die Anzahl und Position der Bürsten 4 kann variieren. Weiters kann die Bürstlänge, wie bekannt angepasst werden (Verlängerung des Rollenabstands bzw. Abstände und/oder Verlängerung des Riemens).
- Dass Modifizieren (z.B: Glätten, Aufrauhen; Kantenpräperation, -verrunden; Entgraten) der Oberfläche von rotationssymetrischen Werkstücken erfolgt im Durchlaufverfahren. Dazu werden die Werkzeuge 3 in Halterungen 5, die ihrerseits auf drehbaren Satelliten 2 befestigt sind, gestellt und auf einem wie in Fig.1 und 2 dargestellten Teller 1 oder einem wie in Fig. 3 und 4 gezeigten umlaufenden Band 1' an der Bürste oder den Bürsten 4 vorbeibewegt. Die Halterung 5 mit dem Werkzeug 3 dreht sich dabei um die Achse des Satelliten 2. Drehrichtung und Geschwindigkeiten können für Teller 1 bzw. Band 1', Satellit 2 bzw. Bürste 4 bei Bedarf variiert werden (Links- und Rechtslauf, unterschiedliche Winkelgeschwindigkeiten). In einer einfachen aber für viele Anwendungen ausreichenden Ausführung wird die Satellitendrehung durch die von den Bürsten 4 auf die Werkzeuge 3 übertragene Kraft bewirkt.
- Die Bürste 4 kann je nach Anforderung im Winkel an das Werkstück angepasst werden um beispielsweise parallel zum Spannutwinkel zu bürsten. Um eine gleichmässige Behandlung über die ganze Werkzeuglänge gewährleisten zu können. Bürsten 4, speziell Rundbürsten wie in Fig. 2 und Fig. 4 dargestellt, können sich in der Höhe überschneidend angeordnet werden. Alternativ kann eine oder mehrere Bürsten 4 während der Behandlung bevorzugt parallel zu den Werkzeugen auf- und abgeführt werden. Zusätzlich kann die Bürste 4 beispielsweise über einen Gasdruckdämpfer 6 mit einem definierten Druck mit der Kraft von 1-100N an das Werkzeug zugestellt werden. Analoge Vorrichtungen die durch Federmittel, elastische Mittel oder Gewichtsmittel, bei Bedarf mit Hebelverstärkung entsprechende Zustellkräfte auf die Bürste ausüben, sind dem Fachmann bekannt. Damit kann ein definierter im Wesentlichen konstanter Anpressdruck der Bürste bzw. Bürsten über die gesamte zu bearbeitende Länge des Werkzeugs sichergestellt werden. Der Ausgleich an verschiedenartige in Durchmesser und Länge variierende Werkzeuge erfolgt dabei einfach und vorteilhafterweise rein mechanisch, ohne zusätzliche Steuerung, da die Angleichung durch Selbstjustierung erfolgt. Folgt ein Werkzeug mit grösserem Durchmesser einem kleineren Werkzeug, schwenkt somit die Bürste automatisch um den erforderlichen Betrag zur Seite und vice versa, wobei der Anpressdruck für beide Durchmesser gleich bleibt. Beispielsweise kann die Bürsteneinheit 4 inklusive Antriebsmotoren auf einem hier nicht näher gezeigten Schwenkarm angebracht sein. Die Verschwenkung kann zur Seite oder in der Höhe erfolgen.
- Die Halterungen 5 können in einfacher Weise auf den Drehteller bzw. das Band steckbar ausgeführt werden. Zur Vermeidung eines Drehens der Werkzeuge in den Halterungen, kann weiters eine Klemm- oder eine anders wirkende Befestigungsvorrichtung vorgesehen werden. Beispielweise kann eine bekannte Klemmfeder in bzw. an der Halterung angebracht werden, die das Werkzeug 3 ausreichend fest in der Halterung 5 hält.
- Besonders vorteilhaft lassen sich mit einer derartigen Bürstvorrichtung Schaftwerkzeuge und rotationssymmetrische Bauteile, beispielsweise auch mit mehrstufigen Durchmessern bearbeiten. Rotationssymmetrische Werkzeuge ohne Schaft, wie beispielsweise Abwälzfräser können aber ohne weiteres mittels angepasster Halterung, wie beispielsweise einer Halterung mit Aufsteckdorn, bearbeitet werden.
- Mit einer erfindungsgemässen Bürsteinrichtung wurde erstmals versucht CVD- und PVDbeschichtete Werkzeuge zu bürsten und damit das Einlaufverhalten zu verbessern. Im Folgenden werden verschieden Beispiele angeführt, die weitere Vorteile einer solchen Bürstbehandlung für PVD beschichtete Werkzeuge aufzeigen.
- Dabei wurden auf einer erfindungsgemässen Bürsteinrichtung bestehend aus einem Teller mit 20 Halterungssatelliten und drei feststehenden in der Höhe um jeweils 50 mm versetzten Bürsten entsprechend Abbildung 2, die Oberflächen von unterschiedlich beschichteten oder unbeschichteten Werkzeugen mit einem Anstellwinkel von ca. 60 Grad aus der Senkrechten, bzw. gegenüber der Werkzeugachse gebürstet. Die Abmessungen der Bürsten wurden wie folgt gewählt: Durchmesser = 150mm, Bürstbreite der Einzelbürste je nach Hersteller von ca. 17mm, wobei 4-6 Einzelbürsten mit Distanzstücken als Bürstenwalze mit einer Gesammtbreite von ca. 80-100mm aufgebaut werden. Die Behandlungsdauer an einer Bürste auf einer der 3 definierten Höhen wurde zwischen 5 und 30 s eingestellt, wobei bei einer Behandlungsdauer von 8 bis 10 s bei den gewählten Bürstparametern ein in Bezug auf Oberflächenzustand und Produktivität besonders gutes Ergebnis erzielt wurde. Dabei wurden Werkzeuge mit einer Funktionslänge zwischen 1 und 150 mm behandelt. Eine 360 Grad Rotation des Drehtellers dauert in diesem Fall ca. 3 Minuten. Da mehrere Werkzeuge gleichzeitig behandelt werden, kann alle 10 Sekunden ein fertigbehandeltes Werkzeug an der Austrittsöffnung entladen und ein unbehandeltes neu aufgesteckt werden.
- Bei einer 40 Satellitenausführung können bei Bürsten des gewählten Durchmessers je zwei Werkzeuge pro Bürststation gleichzeitig behandelt werden, womit auch bei gleichbleibender Behandlungzeit von 45 Sekunden, der doppelte Durchsatz pro Zeiteinheit erreicht werden kann.
- Auf einer wie oben beschreibenen 20-Satellitenausführung einer erfindungsgemässen Bürstvorrichtung wurden Prüfkörper und Werkzeuge mit unterschiedlichen Parametern, wie sie auszugsweise in Tabelle 1 dargestellt sind gebürstet. Spalte zwei bezeichnet entweder das Abrasivmaterial (Al2O3, SiC) mit dem Nylonbürsten versetzt wurden oder das Borstenmaterial des Bürstkörpers selbst (Messing, Fibre = saugfähige Naturfaser.)
Tabelle 1: Ver. No abrasiveres Medium Korn Grösse [mesh] Draht/BorstenØ [mm] Borsten Länge [mm] Bürste [U/min] Werkzeug [U/min] Rundtisch [U/min] Kraft Gasdruckdämpfer [N] Diamant Paste Schmiermittel 1 Al2O3 500 0.45 35 650 9 0.3 30N 2 Al2O3 500 0.45 35 650 9 0.3 10N 3 Al2O3 800 0.25 35 650 9 0.3 30N 4 SiC 1000 0.26 35 650 9 0.3 30N 5 SiC 1000 0.26 35 300 9 0.3 30N 6 SiC 1000 0.26 35 1300 9 0.3 30N 7 Messing kein 0.15 34 300 9 0.3 10N 6µ WD40 8 Fibre kein 0.2 34 650 9 0.3 30N 3µ Paste - Die Kantenverrundung von Werkzeugschneiden wurde auf den unterschiedlichen mit oder ohne Abrasiva bestückten Bürstkörpern auch unter Zusatz von Diamantpaste und Schmiermittel getestet. Dabei betrug die Korngrösse der Diamantpartikel 0.25µm-15µm. Unter diesen Bedingungen konnte bei Versuchen 1 bis 8 eine Kantenverrundung zwischen 3µ-30µ eingestellt werden, d.h. bei sehr feinem Korn kann die Kante nahezu perfekt erhalten werden, während bei etwas gröberem Korn eine definierte Verrundung eingestellt werden kann.
Mit vorliegender Bürstvorrichtung kann die Kantenverrundung abhängig von Werkzeug und Anwendung eingestellt werden. Für eine Massenproduktion empfiehlt es sich aber einmalig die Parameter für eine maximal zulässige Kantenverrundung an besonders empfindlichen Werkzeugen zu bestimmen und die entsprechenden Bürstparameter für alle Bürstvorgänge beizubehalten. Ziel ist eine Stabilisierung der Schnittkante und ein Egalisieren von Schleifausbrüchen zu erreichen. - Eine Behandlung gemäss Versuch No. 1 mit einer Rotationsgeschwindigkeit des Tellers von 0.3U/min entspricht ca. 15 s Behandlungszeit pro Bürste bzw. Höhe, erwies sich dabei als geeignet und wirtschaftlich um eine Glättung zu erzeugen ohne die PVD-Schicht an den Schneidkanten zu beschädigen.
Dabei konnte auf einer mehrlagigen Schicht aus AICrN und TiSiN Einzellagen (Balinit® Helica) eine Verbesserung der Rauheitswerte wie folgt erzielt werden:Rauhheitswerte vor der Behandlung Ra 0.22, Rz 4.47, Rp 4.07; Rauhheitswerte nach der Behandlung Ra 0.22, Rz 2.47, Rp 1.72. - Auffallend ist dabei, dass der Mittenrauhwert Ra zwar gleich bleibt, aber die gemittelte Rauhtiefe Rz sowie die Glättungstiefe Rp um ca. 50% verbessert werden konnten. Diese Änderung der Kennzahlen deutet auf ein Beibehalten der Grundrauhigkeit bei gleichzeitiger Eliminierung der Rauhigkeitsspitzen.
- Für empfindlichere Werkzeuge sind Parameter gemäss Versuch No 3 mit einer Körnung von F800 zu empfehlen. Bei demselben Ausgangszustand der Oberflächen ergaben Rauhigkeitsmessungen für eine solche Behandlung die in Tabelle 2 zusammengefassten Ergebnisse:
Tabelle 2) Prüfkörper Schicht Nachbehandlung Ra Rz Rmax Bolzen HSS Helica Keine 0.225 2.06 2.76 Bolzen HM Helica Keine 0.273 2.38 2.73 Bolzen HSS-1 Helica Ver.No 3 0.077 0.77 1.25 Bolzen HSS-2 Helica Ver.No 3 0.077 1.11 1.43 Bolzen HM-1 Helica Ver.No 8 0.037 0.48 0.69 Bolzen HM-2 Helica Ver.No 8 0.036 0.57 0.71 - Durch eine entsprechende Behandlung können die beim Einsatz eines neuen Werkzeugs auftretenden Wirkkräfte um 20 bis 50% reduziert werden, wodurch das Einlaufverhalten der Werkzeuge wesentlich verbessert und beispielsweise die Gefahr eines Kantenausbruchs bzw. Schichtabrisses und ähnliche unerwünschte Erscheinungen während des Einlaufens verringert wird.
- Abbildungen 5a, b zeigen Drehmoment- und Axialkraftverlauf zweier mit einer Hartschicht versehenen Hartmetallbohrer Modell Alpha A3365 der Firma Titex, d=6.8mm, beim Bohren in CK45. Bearbeitungsparameter: Schnittgeschwindigkeit Vc=120m/min, Vorschub f=0.2mm/U. Beide Werkzeuge wurden in einer kathodischen Funkenverdampferanlage Typ RCS der Firma Balzers mit einer mehrlagigen Schicht aus AlCrN und TiSiN Einzellagen (Balinit® Helica) mit einer Gesamtschichtdicke von ca. 4 µm beschichtet. Anschliessend wurde ein Werkzeug ohne weitere Nachbehandlung getestet und der Verlauf des Drehmoments Mz (linke Hochachse) und der Axialkraft Fz (rechte Hochachse) über der Eindringtiefe des Bohrers wie in Fig 5a dargestellt. Axialkraft und Drehmoment verhalten sich dabei gegenläufig. Während die Axialkraft von anfänglich sehr hohen Werten zwischen 1.700 und 2.000 Nm allmählich auf einen Wert von ca. 1.500 Nm fällt, steigt das Drehmoment des Werkzeugs zwischen 16 und 18 mm von 3 auf bis zu 9 Nm an um anschliessend unter starken Schwankungen wieder abzufallen. Demgenüber zeigt ein, wie in Fig 5b dargestellter, nach dem Beschichten mit einem gemäss Versuch Nr.1 mit 30 N Anpressdruck, bei 650 Umdrehungen gebürsteter Bohrer einen völlig gleichmässigen, niedrigen Verlauf der Wirkkräfte. Ein analoges Verhalten wurde bei allen Vergleichen von beschichteten bzw. beschichtet und gebürsteten Bohrern gefunden.
-
- 1
- Drehteller/ Band
- 2
- Satellit
- 3
- Werkzeug
- 4
- Bürsteinheit
- 5
- Halterung
- 6
- Gasdruckdämpfer
Claims (8)
- Vorrichtung zum Bearbeiten von technischen Oberflächen, insbesondere von Oberflächen auf im wesentlichen rotationssymmetrischen Werkstücken (3), umfassend zumindest eine Bearbeitungseinheit (4) und einen Werkstückträger (1) mit Antrieb und zumindest zwei oder mehreren drehbeweglich darauf befestigten Halterungen (5) zur Zustellung von Werkstücken (3) an die Bearbeitungseinheit (4), dadurch gekennzeichnet, dass, die Bearbeitungseinheit (4) Mittel (6) zum Herstellen eines im wesentlichen konstanten Anpressdrucks auf der Oberfläche der Werkstücke (3) umfasst und der Antrieb so ausgelegt ist, dass er die zeitliche Abfolge der Zustellung und Behandlungsdauer der Werkstücke (3) an die Bearbeitungseinheit (4) bestimmt.
- Vorrichtung gemäss Anspruch 1, dadurch gekennzeichnet, dass zumindest eine Bearbeitungseinheit (4) eine Bürst- oder Schleiffeinheit, bevorzugt aber eine Rund- oder Riemenbürste umfasst.
- Vorrichtung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Mittel (6) zumindest einen Gasdruckdämpfer, Federmittel, elastische Mittel oder Gewichtsmittel und bei bedarf Hebelmittel umfasst.
- Vorrichtung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Werkstückträger teller- oder bandförmig ausgeführt ist.
- Vorrichtung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Antrieb ein kontinuierlich, zyklisch oder schrittweise zustellender Antrieb ist.
- Vorrichtung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Halterungen (5) durch die Tangentialkräfte der Bearbeitungseinheit (4) am Umfang der Werkstücke (3) rotierbar sind.
- Vorrichtung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Halterungen durch gesonderte Antriebsmittel rotierbar sind.
- Vorrichtung gemäss Anspruch 7, dadurch gekennzeichnet, dass die Antriebsmittel Zahnrad und Zahnkranz, Reibrad und Reibkranz oder Ähnliches umfassen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202006000645U DE202006000645U1 (de) | 2006-01-16 | 2006-01-16 | Bürstvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1825954A1 true EP1825954A1 (de) | 2007-08-29 |
| EP1825954B1 EP1825954B1 (de) | 2010-03-24 |
Family
ID=36089563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07000172A Active EP1825954B1 (de) | 2006-01-16 | 2007-01-05 | Bürstvorrichtung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070167114A1 (de) |
| EP (1) | EP1825954B1 (de) |
| JP (1) | JP5296319B2 (de) |
| AT (1) | ATE461783T1 (de) |
| DE (2) | DE202006000645U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101113U1 (de) | 2017-02-28 | 2017-03-16 | PLASMA plus GmbH & Co. KG | Bürsteinrichtung zum Schleifen und/oder Polieren von Werkzeugen |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101057106B1 (ko) * | 2008-10-21 | 2011-08-16 | 대구텍 유한회사 | 절삭 공구 및 이의 표면 처리방법 |
| CN103084946B (zh) * | 2011-10-31 | 2015-07-15 | 鸿准精密模具(昆山)有限公司 | 去毛刺机 |
| CN109940498B (zh) * | 2019-03-30 | 2024-03-15 | 浙江联宜电机有限公司 | 齿轮抛光装置 |
| CN111299201B (zh) * | 2020-03-23 | 2020-12-04 | 泉州睿郎机电技术有限公司 | 一种高效的智能化清理废旧螺丝的装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0487460A1 (de) * | 1990-11-20 | 1992-05-27 | Mapos Italiana S.R.L. | Vorrichtung zum Reinigen und Polieren von Metallteilen |
| US5299394A (en) * | 1992-03-16 | 1994-04-05 | Surdacki Richard G | Method and apparatus for buffing spherical parts |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3994100A (en) * | 1973-06-14 | 1976-11-30 | Sundstrand Syracuse, Inc. | Multi-station grinding machine with pivoted grinding elements |
| JPS55137877A (en) * | 1979-04-11 | 1980-10-28 | Hiroshi Okumura | Rotary automatic buffing machine |
| US4635405A (en) * | 1983-05-18 | 1987-01-13 | Timesavers, Inc. | Continuous arcuate feed assembly |
| JPH079322A (ja) * | 1993-06-30 | 1995-01-13 | Fujikoshi Mach Corp | ウエハーの研磨装置 |
| JPH07205021A (ja) * | 1994-01-25 | 1995-08-08 | Sony Corp | 研磨装置 |
| JPH0966449A (ja) * | 1995-08-31 | 1997-03-11 | Victor Co Of Japan Ltd | 光ディスク用研磨装置 |
| JPH10337643A (ja) * | 1997-06-06 | 1998-12-22 | Mitsubishi Heavy Ind Ltd | 研磨装置 |
| FR2814388B1 (fr) * | 2000-09-28 | 2003-06-20 | Bernard Bula | Centre de finissage de pieces de mecanique |
| JP3693934B2 (ja) * | 2001-05-28 | 2005-09-14 | 株式会社カワサキプレシジョンマシナリ | 加工装置 |
-
2006
- 2006-01-16 DE DE202006000645U patent/DE202006000645U1/de not_active Expired - Lifetime
-
2007
- 2007-01-05 AT AT07000172T patent/ATE461783T1/de active
- 2007-01-05 DE DE502007003191T patent/DE502007003191D1/de active Active
- 2007-01-05 EP EP07000172A patent/EP1825954B1/de active Active
- 2007-01-15 JP JP2007005948A patent/JP5296319B2/ja active Active
- 2007-01-16 US US11/623,332 patent/US20070167114A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0487460A1 (de) * | 1990-11-20 | 1992-05-27 | Mapos Italiana S.R.L. | Vorrichtung zum Reinigen und Polieren von Metallteilen |
| US5299394A (en) * | 1992-03-16 | 1994-04-05 | Surdacki Richard G | Method and apparatus for buffing spherical parts |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101113U1 (de) | 2017-02-28 | 2017-03-16 | PLASMA plus GmbH & Co. KG | Bürsteinrichtung zum Schleifen und/oder Polieren von Werkzeugen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502007003191D1 (de) | 2010-05-06 |
| JP5296319B2 (ja) | 2013-09-25 |
| EP1825954B1 (de) | 2010-03-24 |
| DE202006000645U1 (de) | 2006-03-09 |
| US20070167114A1 (en) | 2007-07-19 |
| JP2007190672A (ja) | 2007-08-02 |
| ATE461783T1 (de) | 2010-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2326449B1 (de) | Abrichtwerkzeug und verfahren zum abrichten eines schleifwerkzeugs | |
| EP2823924B1 (de) | Doppelabrichter | |
| DE60018778T2 (de) | Verfahren zum Schleifen eines Werkstückes | |
| DE102006061759B4 (de) | Verzahnungsschleifmaschine und Verfahren zum Schleifen eines Werkstücks | |
| EP1526946B1 (de) | Verfahren und system zum schleifen eines mit einer längsbohrung versehenen rotationssymmetrischen maschinenbauteils | |
| DE102009059897B4 (de) | Verfahren zum Rundschleifen von langen, dünnen Rundstangen und Rundschleifmaschine zur Durchführung des Verfahrens | |
| EP2750829B1 (de) | Finishmaschine zur finishbearbeitung gekrümmter werkstückoberflächen an werkstücken | |
| DE102006025812B3 (de) | Vorrichtung zur spanabhebenden Bearbeitung stangen- oder rohrförmiger Werkstücke | |
| EP1825954B1 (de) | Bürstvorrichtung | |
| EP3386669B1 (de) | Vorrichtung und verfahren zum schrupp- und feinbearbeiten von zahnrädern | |
| EP3274120A1 (de) | Verfahren und vorrichtung zum feinbearbeiten verzahnter und gehärteter werkräder | |
| EP2121229A1 (de) | Sägeband und verfahren zur herstellung eines sägebandes | |
| EP3285963B2 (de) | Verfahren zur schleif-komplettbearbeitung von wellenförmigen werkstücken mit zylindrischen und profilierten abschnitten | |
| DE19625520C1 (de) | Verfahren und Vorrichtung zum Feinbearbeiten von Stirnzahnrädern | |
| EP2384853B1 (de) | Doppelseitenschleifmaschine | |
| EP4147821A1 (de) | Verfahren und vorrichtung zur bearbeitung einer hartstoffbeschichteten werkstückfläche eines rotationssymmetrischen werkstücks | |
| EP0625406B1 (de) | Verfahren zur schneidenden Oberflächenbearbeitung von Elastomeren | |
| DE102007033767A1 (de) | Verfahren und Vorrichtung zur Bearbeitung von Werkstückoberflächen | |
| DE102016118270A1 (de) | Bremsscheiben-Werkzeug zum Bearbeiten eines Bremsscheiben-Rohlings, Bremsscheiben-Herstellanlage und Verfahren zum Herstellen einer Bremsscheibe | |
| DE3333243A1 (de) | Mehrspindel-drehautomat | |
| DE10113301A1 (de) | Verfahren und Vorrichtung zum Schleifen des Verzahnuungsprofils von Abwälzfräsern sowie Abwälzfräser | |
| DE102021123380B3 (de) | Vorrichtung und Verfahren zur spanabhebenden Bearbeitung von rotierenden Werkstücken | |
| DE3234121C2 (de) | Mehrspindel-Drehautomat mit einer kontinuierlich drehangetriebenen Werkstückspindel-Trommel | |
| WO1999036225A1 (de) | Schleifscheibe mit umfangsrille | |
| EP3330026B1 (de) | Drehräumwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070602 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17Q | First examination report despatched |
Effective date: 20071227 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OERLIKON TRADING AG, TRUEBBACH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502007003191 Country of ref document: DE Date of ref document: 20100506 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100625 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100705 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100724 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100624 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100726 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| 26N | No opposition filed |
Effective date: 20101228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| BERE | Be: lapsed |
Owner name: OERLIKON TRADING AG, TRUBBACH Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200123 Year of fee payment: 14 Ref country code: GB Payment date: 20200129 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 461783 Country of ref document: AT Kind code of ref document: T Effective date: 20210105 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 18 Ref country code: CH Payment date: 20240202 Year of fee payment: 18 |