EP1774245B1 - Ganz-metall-wärmetauscher und verfahren zu seiner herstellung - Google Patents
Ganz-metall-wärmetauscher und verfahren zu seiner herstellung Download PDFInfo
- Publication number
- EP1774245B1 EP1774245B1 EP06707072A EP06707072A EP1774245B1 EP 1774245 B1 EP1774245 B1 EP 1774245B1 EP 06707072 A EP06707072 A EP 06707072A EP 06707072 A EP06707072 A EP 06707072A EP 1774245 B1 EP1774245 B1 EP 1774245B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat exchanger
- projections
- fully
- metal heat
- flat tubes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/001—Casings in the form of plate-like arrangements; Frames enclosing a heat exchange core
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/001—Casings in the form of plate-like arrangements; Frames enclosing a heat exchange core
- F28F9/002—Casings in the form of plate-like arrangements; Frames enclosing a heat exchange core with fastening means for other structures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0224—Header boxes formed by sealing end plates into covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
- F28F9/182—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding the heat-exchange conduits having ends with a particular shape, e.g. deformed; the heat-exchange conduits or end plates having supplementary joining means, e.g. abutments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
- F28F9/185—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding with additional preformed parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/08—Reinforcing means for header boxes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
Definitions
- the heat exchanger described above is for example from the DE 198 19 247 A1 known.
- the projections correspond there with openings in the tube sheets.
- a provisional cohesion of the items is provided before performing the soldering process.
- the cost of soldering auxiliary device can be significantly reduced.
- a certain disadvantage of the known heat exchanger is that there is still a clear overhang of the tube bottom over the rib-flat tube block, which could be regarded as an unnecessary space requirement.
- the ratio of the cross sections occupied by the flat tubes is not optimal in comparison with the entire cross section of the heat exchanger or its tube plates, so that improvements are possible with regard to efficient heat exchange.
- the flat tubes extend over the entire depth of the tubesheet, preferably even beyond, there is virtually no space that would not be available for heat exchange purposes.
- the flow-through cross-sectional area of the flat tubes is in a more favorable ratio to the total occupied by the tube sheet surface, which in turn is about equal to the relevant area, which is occupied by the entire heat exchanger.
- the first alternative mentioned as mentioned, preferred because it is better to prevent the already mentioned "collapse" of the flat tubes, since in this case the edge of the headers with the projections from the outside rests on the edge of the tube sheet and therefore because the projections against Forces which act in the direction of the broad side, ie transversely to the longitudinal direction of the flat tubes, are particularly resistant. Furthermore, this alternative also appears to be more favorable in terms of creating dense connections.
- the projections each touch the narrow sides of the flat tubes from the inside and they are preferably soldered there.
- each collection box has frontal openings.
- each collection box turns out to be merely a sheet with two folds, which is also advantageous in terms of manufacturing technology.
- the all-metal heat exchanger can be used everywhere in the widest sense with advantages where a small space requirement with good heat exchange efficiency should be present.
- the inventor remembers to use such heat exchangers especially as air-cooled intercoolers in motor vehicles, but without excluding any other possible use, especially in the field of motor vehicles.
- the seated in the flat tube ends projections on a comb-like additional part, such as metal strips or the like., which is connected to the wall of the header, keep the flat tubes during the subsequent soldering process to tension, so that the risk of the aforementioned "incidence "the flat tubes, with the result of insufficient solder joints in the receiving openings, has been significantly reduced by the provision of the additional part.
- the advantages of the prior art are retained, i. H.
- the cost of soldering auxiliary devices is significantly reduced, since the strips (additional parts) at the ends have hooks that support the cohesion of the mounted items of the heat exchanger by grabbing over the side panels.
- the additional part is a comb-like sheet metal strip, which is easy to process by forming technology to produce the additional part.
- the term "strip" encompasses all possible physical formations, so that it is therefore generally possible to speak of an additional part.
- the mentioned projections on the strips or additional parts may be first projections, in the event that the strip second projections are provided.
- the second protrusions are then arranged between the first protrusions. The second protrusions improve the assembly or preparation of the heat exchanger for the following soldering process.
- the inventive method for producing a whole-metal heat exchanger wherein flat tubes and ribs are merged into a flat-tube fin block, after which tube plates are attached to the ends of the flat tubes and finally collecting boxes are attached with their edges to the edges of the tube sheets is characterized in that arranged on a component projections in the narrow sides of the flat tubes are inserted in the ends thereof.
- All illustrated individual parts of the heat exchanger are made of metal, preferably of aluminum or aluminum alloys, which is expediently coated with a layer of solder.
- the items such as flat tubes 1, ribs 4, tubesheets 5, 6 manifolds and side panels 30 are made of sheets, which, however, is not excluded that, for example, the flat tubes 1 could also be produced as drawn tubes.
- the flat tubes 1 have an approximately rectangular cross-section, but the narrow sides 2 can also be curved slightly outwards. In the embodiment shown, internal inserts are located in the flat tubes 1. The flat tubes 1 are then stacked with the ribs 4 to form a flat tube fins block.
- the webs 22 are present.
- the webs 22 may be formed profiled to increase their rigidity.
- the side parts 30 are attached, which simultaneously close the frontal openings 60 of the collecting tanks 6 .
- the side panels 30 each have a cup-shaped reshaped at their ends A closure piece that fits into the opening 60 .
- deformable holding elements 61 which engage in a slot 62 of the side parts, the side parts 30 are pre-fixed and hold the individual parts of the heat exchanger together.
- the heat exchanger is substantially prepared to carry out the CAB brazing process. All connections are made in a single pass in a brazing furnace.
- the shape of the projections 11 is suitably adapted to the existing in the narrow sides 2 contour of the flat tubes 1 , so that both the insertion is facilitated as well as dense solder joints are provided. This also certain manufacturing tolerances are absorbed.
- the distance between the projections 11 at the edge of the manifolds 6 corresponds to the distance between the flat tubes 1 in the row or with the height of the arranged between the flat tubes 1 ribs 4.
- certain tolerances must be allowed, however, by the appropriate shape of the projections 11th can be compensated. (see the description of the Fig. 15 and 16 further down)
- the tubesheets 5 during assembly can also be pushed transversely to their longitudinal direction, or in the direction of the broad sides 3 of the flat tube ends, onto the same. In the prior art, this requires a movement in the longitudinal direction of the flat tubes. There is talk of "pulling up" the tubesheets.
- the projections 11 have a favorable effect on the reduction of the harmful bypass, which comes as a further advantage of the invention to bear.
- the small gaps in the corners of the flat tube 1 have their cause in the representation. In practice, they are not available or are securely closed during the soldering process. The mentioned gaps will also level when inserting the projections 11 , because the projections 11 hold both broad sides 3 in the direction of the arrow under a certain tension.
- the collecting boxes 6 also include the tubesheets 5 , so that therefore no classical tubesheets are provided as a single part, which can be taken from the mentioned figures.
- the collecting box 6 has a base section 106 , from which two bent walls 107 of the collecting tank 6 depart. The walls 107 are deformed and they can be connected by means of a longitudinal weld, not shown, to form the header 6 .
- receiving openings 21 are provided for the flat tube ends, which should therefore match the distances of the flat tubes 1 with the distances of the receiving openings 21 .
- strip 110 comes from the Fig. 12 out.
- the strip 110 with the mentioned additional functions is formed, can also make a contribution to the strength of the collecting tank 6 .
- FIGS. 13 and 14 It is further apparent that it is advantageous to form at the ends of the strip 110 a hook 13 which is adapted to hold the side member 30 to the outer rib 4 firmly. This also supports the cohesion of the entire heat exchanger before soldering. Furthermore, it also suppresses the above-mentioned "sticking out" of the strip 110 from the wall 107 . It can also be used in the Fig. 1 With 61 and 62 shown brackets, which should hold the side panels 30 in the frontal openings 60 of the collecting tank 6 , are omitted, which is also a manufacturing advantage.
- the Fig. 15 shows a section with only one projection 11.
- the projections 11 have been performed on the type of cutting teeth 111 .
- length tolerances in the flat tubes which are approximately in the range of +/- 1.0mm are better absorbed.
- sharp edges 112 were formed, which are also in the radii, d. h in the region of the transition from the projection 11 in the wall of the collecting tank 6 or the additional part or the tube bottom extend.
- the sharp edged edges 112 intersect these ends when inserting the projections 11 into the flat tube ends, somewhat at the flat tubes which are in the upper length tolerance range, and "fold" these ends slightly outwards. That is from the Fig. 16 easy to recognize at k.
- the middle tube is slightly longer there than the other two tubes.
- the sharp edge of the projections 11 is produced for example by cold forming.
- the difference in thickness between the projections 11 and the wall of the flat tubes supports this procedure.
- the wall of the collecting box 6, from which the projections 11 are formed for example, may be about 1.0 - 2.0mm thick while the thickness of the
- the invention accordingly provides an innovative product which, compared to the state of the art, leaves only little to be desired.
Description
- Die Erfindung betrifft einen Ganz-Metall-Wärmetauscher, bestehend aus Flachrohren mit zwei Schmal - und zwei Breitseiten und aus Rippen, die gemeinsam mit den Flachrohren einen Block bilden, sowie entweder wenigstens einen Rohrboden und einen Sammelkasten aufweisen, wobei Ränder des Sammelkastens mit Rändern des Rohrbodens verbunden, beispielsweise verlötet sind, oder wenigstens einen Sammelkasten, der den Rohrboden beinhaltet, besitzen, und mit in Abständen angeordneten Vorsprüngen. Ferner betrifft die Erfindung ein Herstellungsverfahren für Wärmetauscher.
- Der vorstehend beschriebene Wärmetauscher ist beispielsweise aus der
DE 198 19 247 A1 bekannt. Die Vorsprünge korrespondieren dort mit Öffnungen in den Rohrböden. Dadurch wird ein provisorischer Zusammenhalt der Einzelteile vor der Durchführung des Lötprozesses zur Verfügung gestellt. Der Aufwand für Löt-Hilfsvorrichtung kann deutlich reduziert werden. Ein gewisser Nachteil des bekannten Wärmetauschers besteht darin, dass immer noch ein deutlicher Überstand des Rohrbodens über den Rippen-Flachrohr-Block vorhanden ist, der als unnötiger Raumbedarf angesehen werden könnte. Ferner ist das Verhältnis der von den Flachrohren eingenommenen Querschnitte im Vergleich zum gesamten Querschnitt des Wärmetauschers bzw. dessen Rohrböden nicht optimal, sodass bezüglich eines effizienten Wärmetausches Verbesserungen möglich sind. - Die Aufgabe der Erfindung besteht darin, einen Wärmetauscher zur Verfügung zu stellen, der einen geringeren Raumbedarf bei vergleichsweise guten wärmetechnischen Werten erreicht.
- Als Nebeneffekt kann ein herstellungsfreundliches, insbesondere auch ein flexibles Design angenommen werden.
- Die erfindungsgemäße Lösung ergibt sich bezüglich des Ganz-Metall-Wärmetauschers durch den Einsatz der Merkmale des Anspruchs 1. Das erfindungsgemäße Herstellungsverfahren ist Gegenstand des Anspruchs 22. Es ist vorgesehen, dass die Vorsprünge im Bereich der Schmalseiten in die Enden der Flachrohre eingreifen. Die Vorsprünge befinden sich bevorzugt an den gegenüberliegenden Längsrändern des Sammelkastens.
- Bevorzugt bedeutet in diesem Fall, dass Ausführungen vorgesehen sein können, bei denen die Vorsprünge an den Längsrändern des Rohrbodens angeordnet sind, möglicherweise verbunden mit dem Nachteil, dass die Rohrböden aufwendiger werden und einige andere Vorteile nicht auftreten. Eine andere mögliche Bauweise besteht darin, dass ein metallisches, rahmenartiges Zusatzteil, welches die Vorsprünge aufweist, vorgesehen wird.
- Das Herstellungsverfahren führt zu einer Reihe von Vorteilen. Die in die Flachrohrenden gesteckten Vorsprünge an beiden gegenüberliegenden Rändern des Sammelkastens halten die Flachrohre während des nachfolgenden Lötprozesses auf Spannung, sodass die Gefahr des sogenannten "Einfallens" der Flachrohre, mit der Folge ungenügender Lötverbindungen mit dem Rohrboden, wesentlich vermindert worden ist. Die Erfindung gestattet deshalb auch den Einsatz von Flachrohren, deren Breitseiten größere Abmessungen haben können und vermeidet demnach den fertigungstechnisch aufwendigen Einsatz mehrerer Flachrohrreihen in Richtung der Tiefe des Flachrohr-Rippen-Blockes. Mit anderen Worten, durch die Erfindung können Wärmetauscher in einem wesentlich breiteren Leistungsspektrum mit wesentlich geringerem Änderungsaufwand zur Verfügung gestellt werden.
- Darüber hinaus werden die oben erwähnten Vorteile des Standes der Technik beibehalten, d. h. insbesondere der Aufwand für Löt-Hilfsvorrichtungen wird deutlich reduziert, da die eingesteckten Vorsprünge den Zusammenhalt der montierten Einzelteile des Wärmetauschers unterstützen.
- Weil sich die Flachrohre über die gesamte Tiefe des Rohrbodens erstrecken - bevorzugt sogar darüber hinausgehen - tritt so gut wie kein Raum auf, der nicht zum Zweck des Wärmetausches zur Verfügung stehen würde. Mit anderen Worten, die durchströmte Querschnittsfläche der Flachrohre steht in einem günstigeren Verhältnis zur gesamten vom Rohrboden eingenommenen Fläche, die wiederum etwa gleich der diesbezüglichen Fläche ist, die vom gesamten Wärmetauscher eingenommen wird.
- Außerdem weist der vorgeschlagene Wärmetauscher eine höhere Prozesssicherheit bei der Herstellung auf, als Wärmetauscher, die keine Rohrböden sondern anstelle der Rohrböden aufgeweitete Flachrohrenden besitzen, wie sie beispielsweise aus der
DE 195 43 986 A1 oder aus noch wesentlich älteren Dokumenten bekannt sind. - Entweder stehen die Flachrohre mit ihren Schmalseiten über die Breite des Rohrbodens und in dem überstehenden Bereich greifen die Vorsprünge in die Enden der Flachrohre ein. Oder die Rohrbodenbreite steht über die Schmalseiten der Flachrohre und in dem überstehenden Bereich greifen die Vorsprünge in die Enden der Flachrohre ein.
- Die zuerst genannte Alternative ist, wie erwähnt, bevorzugt, weil damit das bereits erwähnte "Einfallen" der Flachrohre besser zu verhindern ist, da in diesem Fall der Rand der Sammelkästen mit den Vorsprüngen von außen am Rand des Rohrbodens anliegt und weil deshalb die Vorsprünge gegen Kräfte, die in Richtung der Breitseite, also quer zur Längsrichtung der Flachrohre, wirken, besonders widerstandsfähig sind. Ferner scheint diese Alternative auch bezüglich der Schaffung dichter Verbindungen günstiger zu sein.
- Die Vorsprünge berühren jeweils die Schmalseiten der Flachrohre von innen und sie sind dort vorzugsweise verlötet.
- Der Rohrboden besitzt vorzugsweise in an sich bekannter Weise abgebogene Ränder und Öffnungen zur Aufnahme je eines Flachrohrendes. Die Öffnungen erstrecken sich jedoch vorschlagsgemäß bis in die abgebogenen Ränder hinein.
- Die Rohrböden weisen nur an den beiden Längsseiten abgebogene Ränder auf, sodass sie aus einem Blechstreifen mit beliebiger Länge herstellbar sind. Die Werkzeugkosten und die Kosten zur Umstellung auf verschiedene Wärmetauschergrößen werden dadurch deutlich reduziert.
- Der Sammelkasten weist stirnseitige Öffnungen auf. Somit stellt sich jeder Sammelkasten als lediglich ein Blech mit zwei Abkantungen dar, was fertigungstechnisch ebenfalls von Vorteil ist.
- Die stirnseitigen Öffnungen des Sammelkastens werden durch an sich bekannte Seitenteile verschlossen, die über die Länge der Flachrohre hinaus verlängert sind.
- Die Vorsprünge sind in zweckmäßiger Weise geformt, sodass das Einführen derselben in die Enden der Flachrohre unterstützt wird. Eine vorteilhafte Weiterbildung sieht vor, die Vorsprünge nach der Art von Schneidezähnen auszubilden. Diese Ausbildung gestattet, Längentoleranzen in den Flachrohren besser zu kompensieren. Trotz der unvermeidlichen Längentoleranzen können dichte Verbindungen zwischen den Vorsprüngen und den Flachrohrenden geschaffen werden.
- Der Ganz-Metall-Wärmetauscher ist im breitesten Sinn überall mit Vorteilen einsetzbar, wo ein geringer Raumbedarf bei gleichzeitig guter Wärmetauscheffizienz vorhanden sein soll. Der Erfinder denkt daran, solche Wärmetauscher speziell als luftgekühlte Ladeluftkühler in Kraftfahrzeugen einzusetzen, ohne dabei jedoch irgendeine andere Einsatzmöglichkeit, speziell im Bereich Kraftfahrzeuge, auszuschließen.
- Ein Ganz-Metall-Wärmetauscher soll ein Wärmetauscher sein, dessen in den Ansprüchen genannten Bestandteile aus Metall, vorzugsweise aus Aluminium, bestehen, unabhängig davon, ob später andere nicht aus Metall bestehende Teile, die zum System gehören könnten, an diesem Wärmetauscher befestigt werden oder nicht. Beispielsweise ist es bei Ganz-Metall-Wärmetauschern, die aus umgeformten Blechen hergestellt werden sollen, vergleichsweise aufwendig Zubehörteile anzubringen und sicher zu befestigen.
- Die in den Flachrohrenden sitzenden Vorsprünge, die an einem kammartig ausgebildeten Zusatzteil, wie Blechstreifen oder dgl., vorhanden sind, welches mit der Wand des Sammelkastens verbunden wird, halten die Flachrohre während des nachfolgenden Lötprozesses auf Spannung, sodass die Gefahr des vorne erwähnten "Einfallens" der Flachrohre, mit der Folge ungenügender Lötverbindungen in den Aufnahmeöffnungen, auch durch das Vorsehen des Zusatzteils wesentlich vermindert worden ist. Darüber hinaus werden die Vorteile des Standes der Technik beibehalten, d. h. insbesondere der Aufwand für Löt-Hilfsvorrichtungen wird deutlich reduziert, da die Streifen (Zusatzteile) an den Enden Haken aufweisen, die den Zusammenhalt der montierten Einzelteile des Wärmetauschers unterstützen, indem sie über die Seitenteile greifen.
- Die Sammelkästen können einteilig oder mehrteilig ausgebildet sein. Markant ist ein Teil, welches einen u-förmigen Querschnitt hat, wobei der Basisabschnitt mit Aufnahmeöffnungen für die Rohrenden ausgestattet ist und die beiden Schenkel die beiden Wände des Sammelkastens bilden. Sind die Wände umgeformt und zur Bildung eines Raumes zusammengeführt, liegen einteilige Sammelkästen vor. Bleiben die Wände im Wesentlichen eben, ist ein zweites Teil zur Bildung eines geschlossenen Raumes notwendig, weshalb dann zweiteilige Sammelkästen vorliegen. Die Aufnahmeöffnungen erstrecken sich minimal bis in die Wände des Sammelkastens hinein.
- Auch diese Vorsprünge sind in zweckmäßiger Weise geformt, sodass das Einführen derselben in die Enden der Flachrohre unterstützt wird.
- Das Zusatzteil ist ein kammartiger Blechstreifen, der umformtechnisch leicht zu bearbeiten ist, um das Zusatzteil herzustellen. Der Begriff "Streifen" umfasst im Sinne der vorliegenden Erfindung alle möglichen körperlichen Ausbildungen, sodass deshalb allgemein von einem Zusatzteil gesprochen werden kann. Die erwähnten Vorsprünge an den Streifen bzw. Zusatzteilen können erste Vorsprünge sein, für den Fall, dass am Streifen zweite Vorsprünge vorgesehen werden. Die zweiten Vorsprünge sind dann zwischen den ersten Vorsprüngen angeordnet. Die zweiten Vorsprünge verbessern die Montage bzw. die Vorbereitung des Wärmetauschers für den folgenden Lötprozess.
- Das erfindungsgemäße Verfahren zur Herstellung eines Ganz-Metall-Wärmetauscher, wobei Flachrohre und Rippen zu einem Flachrohr-Rippen -Block zusammengelegt werden, wonach Rohrböden an den Enden der Flachrohre angesetzt werden und schließlich Sammelkästen mit ihren Rändern an die Ränder der Rohrböden angesetzt werden, ist dadurch gekennzeichnet, dass an einem Bauteil angeordnete Vorsprünge im Bereich der Schmalseiten der Flachrohre in deren Enden gesteckt werden.
- Vorzugsweise liegen die Längsränder des Sammelkastens außen an den Längsrändern des Rohrbodens an. Die Schmalseiten der Flachrohre stehen über die Längsränder des Rohrbodens über, sodass die an den Längsrändern des Sammelkastens befindlichen Vorsprünge in die überstehenden Flachrohrbereiche gesteckt werden können. Auf diese Weise halten die Vorsprünge die Flachrohre in einem gespannten Zustand.
- Die Erfindung wird nachfolgend in zwei Ausführungsbeispielen unter Bezugnahme auf die beiliegenden Zeichnungen beschrieben.
- Fig. 1
- zeigt eine Explosionsdarstellung des erfindungsgemäßen Wärmetauschers;
- Fig. 2
- zeigt eine Frontansicht,
- Fig. 3
- zeigt eine Draufsicht;
- Fig. 4
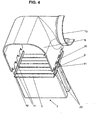
- und 5 zeigen perspektivische Ansichten eines Teils des Wärmetauschers;
- Fig. 6
- zeigt eine perspektivische Gesamtansicht des Wärmetauschers;
- Fig. 7
- zeigt eine Einzelheit des Flachrohres;
- Fig. 8
- und 9 zeigen eine alternative Ausführung;
- Die
Fig. 10 zeigt eine Explosionsdarstellung des erfindungsgemäßen Wärmetauschers. DieFiguren 11 und 12 zeigen perspektivische Ansichten des fertig hergestellten Wärmetauschers. DieFiguren 13 und 14 zeigen perspektivische Ansichten eines Teils des Wärmetauschers in einer Montagesituation. DieFig. 15 zeigt eine vorteilhafte Ausbildung der Vorsprünge. - Sämtliche dargestellten Einzelteile des Wärmetauschers bestehen aus Metall, vorzugsweise aus Aluminium oder Aluminiumlegierungen, welches zweckmäßig mit einer Lotschicht überzogen ist. Die Einzelteile, wie Flachrohre 1, Rippen 4, Rohrböden 5, Sammelkästen 6 und Seitenteile 30 werden aus Blechen hergestellt, wodurch jedoch nicht ausgeschlossen ist, dass beispielsweise die Flachrohre 1 auch als gezogene Rohre hergestellt werden könnten. Die Flachrohre 1 haben einen etwa rechteckigen Querschnitt, wobei jedoch die Schmalseiten 2 auch etwas nach außen gewölbt sein können. Im gezeigten Ausführungsfall befinden sich Inneneinsätze in den Flachrohren 1. Die Flachrohre 1 werden dann mit den Rippen 4 gestapelt, um einen Flachrohr - Rippen - Block zu bilden. An den Enden der Flachrohre 1 werden Rohrböden 5 angesetzt, wobei sich die Enden der Flachrohre 1 in Öffnungen 21 der Rohrböden 5 befinden, wo später eine dichte Lötverbindung ausgebildet wird. Dann werden die Sammelkästen 6 aufgesetzt, und zwar, wie insbesondere die
Fig. 4 erkennen lässt, werden dabei die Vorsprünge 11 an den Rändern 10 der Sammelkästen 6 in die Randbereiche der Flachrohre 1, die durch die geringfügig über die Ränder 20 des Rohrbodens 5 überstehenden Schmalseiten 2 der Flachrohre 1 gebildet sind, eingesteckt. Am Rand der Öffnungen 21 in den Rohrböden 5 befinden sich vorzugsweise Durchzüge, (nicht dargestellt) die vorzugsweise vom Sammelkasten 6 weg weisen, sodass die Flachrohrenden nicht nach innen überstehen, um für geringen Druckverlust des in die Flachrohre 1 einströmenden Mediums zu sorgen. Zwischen den Öffnungen 21 in den Rohrböden 5 sind Stege 22 vorhanden. Die Stege 22 können profiliert ausgebildet werden, um deren Steifigkeit zu erhöhen. Schließlich werden die Seitenteile 30 angesetzt, die gleichzeitig die stirnseitigen Öffnungen 60 der Sammelkästen 6 verschließen. Die Seitenteile 30 besitzen dazu an ihren Enden je ein napfartig umgeformtes Verschlussstück, das in die Öffnung 60 hinein passt. Mittels umformbarer Halteelemente 61, die in einen Schlitz 62 der Seitenteile eingreifen, werden die Seitenteile 30 vorfixiert und halten die Einzelteile des Wärmetauschers zusammen. In dieser Form ist der Wärmetauscher für die Durchführung des CAB - Hartlötprozesses im Wesentlichen vorbereitet. Sämtliche Verbindungen werden in einem Arbeitsgang im Lötofen hergestellt. - Die Form der Vorsprünge 11 wird zweckmäßig an die im Bereich der Schmalseiten 2 vorhandene Kontur der Flachrohre 1 angepasst, sodass sowohl das Einführen erleichtert ist als auch dichte Lötverbindungen zur Verfügung gestellt werden. Damit werden auch gewisse Fertigungstoleranzen aufgefangen. Der Abstand der Vorsprünge 11 am Rand der Sammelkästen 6 korrespondiert mit dem Abstand der Flachrohre 1 in der Reihe bzw. mit der Höhe der zwischen den Flachrohren 1 angeordneten Rippen 4. Hier müssen gewisse Toleranzen zulässig sein, die jedoch durch die zweckmäßige Form der Vorsprünge 11 kompensiert werden können. (siehe die Beschreibung der
Fig. 15 und16 weiter unten) - Die Sammelkästen 6 sind von besonders herstellungsfreundlicher, einfacher Gestalt. Lediglich zwei Abkantungen sind notwendig, um die beiden Längswände und eine Querwand auszubilden. Beispielsweise Anschlussstutzen 70 lassen sich durch Umformverfahren leicht realisieren.
- Es sollen auch besonders herstellungsfreundliche Rohrböden 5 zum Einsatz kommen, die aus endlosem Band gefertigt und lediglich noch auf die passende Länge geschnitten werden müssen, weil diese an ihren Stirnseiten keine abgekanteten Ränder besitzen. Es werden demnach keine teuren Ziehwerkzeuge benötigt. Hier bietet sich ein Hinweis auf die
Fig. 4 und5 an. Dort ist zu sehen, dass am Rand 10 des Sammelkastens 6 ein mit den Vorsprüngen 11 vergleichbarer Ansatz 100 vorhanden ist. Dieser wirkt mit dem korrespondierenden Ausschnitt 101 am Rand 20 des Rohrbodens 5 zusammen und sorgt dort für dichte Lötverbindungen. Aus derFig. 5 kann ferner entnommen werden, dass sich die Öffnungen 21 im Rohrboden 5 bis in den Rand 20 hinein erstrecken, was mit dem Bezugszeichen 22 kenntlich gemacht ist. Deshalb können die Rohrböden 5 bei der Montage auch quer zu ihrer Längsrichtung, bzw. in Richtung der Breitseiten 3 der Flachrohrenden, auf dieselben geschoben werden. Im Stand der Technik ist dazu eine Bewegung in Längsrichtung der Flachrohre erforderlich. Man spricht dort vom "Aufziehen" der Rohrböden. - Insbesondere die
Fig. 3 und6 zeigen in einer Ansicht auf eines der Seitenteile 30, dass es keine seitlichen Überstände der Rohrböden 5 über den Flachrohr-Rippen Block gibt. Die Breite der Seitenteile 30 entspricht etwa dem Maß der Breitseiten 3 der Flachrohre 1. - Es sei ferner darauf hingewiesen, dass der erfindungsgemäße Wärmetauscher einen ziemlich leichten Zugang von außen zu löttechnisch kritischen Verbindungen gestattet. Solche kritischen Verbindungen sind die Flachrohr-Rohrboden-Verbindungen. Sollten dort nach der Durchführung des Lötprozesses Undichtigkeiten vorhanden sein, so können die entsprechenden Stellen, da sie weitestgehend zugänglich sind, einfach nachbehandelt und in einem zweiten Lötdurchgang beseitigt werden. Bei Wärmetauschern aus dem Stand der Technik ist so etwas oft nicht möglich, was durch hohe Ausschussraten zum Ausdruck kommt.
- Die
Fig. 7 zeigt schematisch ein einzelnes Flachrohr 1, und zwar einen Blick auf das Flachrohrende. Solche Flachrohre 1 sind in dem Wärmetauscher in gewünschter Anzahl vorhanden. In jedes Flachrohr 1 erstrecken sich zwei Vorsprünge 11. Die Eindringtiefe braucht nur wenige Millimeter zu betragen, 10 - 15 mm ist schon mehr als genug. Praktisch werden es eher weniger sein. Es versteht sich, dass sich der eine Vorsprung 11 an dem einen Rand des Sammelkastens 6 befindet und der andere Vorsprung 11 an dem gegenüberliegenden anderen Rand 10 des Sammelkastens 6. Die Vorsprünge 11 liegen von innen dicht an den Schmalseiten 2 des Flachrohres 1 an. In den Flachrohren 1 befindet sich ein Inneneinsatz 80, wie es insbesondere für mit Kühlluft beaufschlagte Ladeluftkühler typisch ist. Bei anderen Einsatzfällen wird auf einen Inneneinsatz völlig verzichtet. Praktisch ist es oft schwierig, die Inneneinsätze 80 so in die Flachrohre 1 einzufügen, dass im Bereich der Schmalseiten 2 möglichst kein Bypass für die durchströmende Ladeluft entsteht, der sich nachteilig auf den Wärmeaustausch auswirkt. Wie dieFig. 7 zeigt, wirken sich die Vorsprünge 11 günstig auf die Reduzierung des schädlichen Bypasses aus, was als weiterer Vorteil der Erfindung zum Tragen kommt. Die kleinen Spalte in den Ecken des Flachrohres 1 haben ihre Ursache in der Darstellung. Praktisch sind sie nicht vorhanden oder werden sicher im Lötprozess verschlossen. Die erwähnten Spalte werden sich beim Einführen der Vorsprünge 11 auch einebnen, denn die Vorsprünge 11 halten beide Breitseiten 3 in Richtung des Pfeils unter einer gewissen Spannung. - Die
Fig. 8 und 9 zeigen nun ein alternatives Design, bei dem die Vorsprünge 11 an den Rohrböden 5 angeordnet sind. In diesem Fall müssen die Rohrböden 5 in Rohrlängsrichtung aufgezogen werden, wobei gleichzeitig die Vorsprünge 11 in die Flachrohrenden 1 eingeführt werden. Danach werden die Sammelkästen 6 und die Seitenteile 30 angesetzt und montiert. - Zumindest in dem Ausführungsbeispiel, welches in den
Fig. 10 - 14 gezeigt ist, wurden einteilige Sammelkästen 6 vorgesehen. In jedem Fall ist aber vorgesehen, dass die Sammelkästen 6 auch die Rohrböden 5 umfassen, sodass also keine klassischen Rohrböden als Einzelteil vorgesehen sind, was aus den erwähnten Figuren entnommen werden kann. Der Sammelkasten 6 weist einen Basisabschnitt 106 auf, von dem zwei abgebogene Wände 107 des Sammelkastens 6 abgehen. Die Wände 107 sind verformt und sie können mittels einer nicht gezeigten Längsschweißnaht zur Bildung des Sammelkastens 6 verbunden sein. In dem Basisabschnitt 106 sind Aufnahmeöffnungen 21 für die Flachrohrenden vorgesehen, wobei demnach die Abstände der Flachrohre 1 mit den Abständen der Aufnahmeöffnungen 21 übereinstimmen sollten. Ein recht markantes Merkmal besteht darin, dass sich die Aufnahmeöffnungen 21 bis in die Wände 107 hinein erstrecken, d. h. sie erstrecken sich bis kurz über die Biegekante der Wände 107 am Basisabschnitt 106, was deutlich genug aus derFig. 14 beim Bezugzeichen 22 zu erkennen ist. In den gezeigten Ausführungsbeispielen befindet sich an sämtlichen Wänden 107 der beiden Sammelkästen 6 jeweils ein Streifen (Zusatzteil) 110. An den Wänden 107 des einen Sammelkastens 6 wurden die Streifen 110 mit Zusatzfunktionen, wie z.B. mit Haltefunktionen 90 für nicht dargestellte Zubehörteile ausgebildet. Das Vorsehen von Streifen 110 an sämtlichen Wänden 107 ist keine zwangsläufige Maßnahme. Vorteilhaft ist es insbesondere immer dann einen Streifen 110 vorzusehen, wenn Zusatzfunktionen 70 erfüllt werden sollen. Es spräche beim vorliegenden Ausführungsbeispiel grundsätzlich nichts dagegen, auf die schmalen Streifen 110 an den Wänden 107 des linken Sammelkastens 6, die keine Zusatzfunktionen ausüben, zu verzichten und dafür dort die vorne beschrieben Lösung vorzusehen, d. h. dort wären dann die Vorsprünge 11 unmittelbar an den Wänden 107 des Sammelkastens 6 angeordnet und es wären Rohrböden als Einzelteile vorhanden, wie es in den Figuren gezeigt wird. - Ein weiterer Vorteil des Streifens 110 geht aus der
Fig. 12 hervor. Man kann dort erkennen, dass der Streifen 110, der mit den erwähnten Zusatzfunktionen ausgebildet ist, auch einen Beitrag zur Festigkeit des Sammelkastens 6 leisten kann. Man sieht in derFig. 12 , dass der Streifen 110 sich über einen erheblichen Teil der Wand 107 des Sammelkastens erstreckt, und er ist mit dieser Wand 107 verlötet. - Aus den
Fig. 13 und 14 ist die Ausbildung des Streifens 110 bezüglich der an ihm in Abständen angeordneten Vorsprünge 11 deutlicher zu erkennen. Die Vorsprünge 11 können mit einer solchen Kontur versehen werden, dass das Hineingleiten derselben in die Flachrohre 1 erleichtert wird. Zwischen den Vorsprüngen 11, die erste Vorsprünge 11 sind, befinden sich jeweils zweite Vorsprünge 12. Wie man sieht, ist jeweils ein zweiter Vorsprung 12 zwischen zwei ersten Vorsprüngen 11 angeordnet worden. Die zweiten Vorsprünge 12 bewirken ein Gegenmoment des Streifens 110, der ansonsten, wenn sich die ersten Vorsprünge 11 in den Flachrohrenden befinden, das Bestreben haben könnte, von der Wand 107 abzustehen, was unerwünscht ist. Da die zweiten Vorsprünge 12 von außen jeweils an den Rippen 4 anliegen wird dieses verhindert, oder zumindest wird dem entgegen gewirkt. - Aus den
Fig. 13 und 14 geht ferner hervor, dass es von Vorteil ist, an den Enden des Streifens 110 einen Haken 13 auszubilden, der dazu geeignet ist, das Seitenteil 30 an der äußeren Rippe 4 fest zu halten. Dadurch wird auch der Zusammenhalt des gesamten Wärmetauschers vor dem Löten unterstützt. Ferner wird dadurch auch das vorstehend erwähnte "Abstehen" des Streifens 110 von der Wand 107 unterdrückt. Außerdem kann dadurch auf die in derFig. 1 mit Pos. 61 und 62 gezeigten Klammern, die die Seitenteile 30 in den stirnseitigen Öffnungen 60 des Sammelkastens 6 halten sollen, verzichtet werden, was auch ein fertigungstechnischer Vorteil ist. - Die
Fig. 15 zeigt einen Ausschnitt mit nur einem Vorsprung 11. Die Vorsprünge 11 sind nach der Art von Schneidezähnen 111 ausgeführt worden. Dadurch werden Längentoleranzen in den Flachrohren, die etwa im Bereich von +/- 1,0mm liegen besser aufgefangen. Bei diesen Vorsprüngen 11 wurden scharfkantige Ränder 112 ausgebildet, die sich auch in den Radien, d. h im Bereich des Übergangs vom Vorsprung 11 in die Wand des Sammelkastens 6 oder des Zusatzteils oder des Rohrbodens erstrecken. Die scharfkantigen Ränder 112 schneiden beim Einführen der Vorsprünge 11 in die Flachrohrenden diese Enden, bei den Flachrohren, die im oberen Längentoleranzbereich liegen, etwas auf und "krempeln" diese Enden etwas nach außen um. Das ist aus derFig. 16 bei k gut zu erkennen. Das mittlere Rohr ist dort etwas länger als die beiden anderen Rohre. Die Scharfkantigkeit der Vorsprünge 11 wird beispielsweise mittels Kaltumformung hergestellt. Der Dickenunterschied zwischen den Vorsprüngen 11 und der Wand der Flachrohre unterstützt dieses Vorgehen. Die Wand des Sammelkastens 6, aus der die Vorsprünge 11 beispielsweise gebildet sind, kann etwa 1,0 - 2,0mm dick sein während die Dicke der - Wand der Flachrohre im Bereich von 0,05 - 0,25mm liegen kann.
- Insgesamt stellt die Erfindung demnach ein innovatives Produkt zur Verfügung, welches, gemessen am Stand der Technik, nur wenig Wünsche offen lässt.
Claims (23)
- Ganz-Metall-Wärmetauscher, bestehend aus Flachrohren (1) mit zwei Schmal - und zwei Breitseiten (2, 3) und aus Rippen (4), die gemeinsam mit den Flachrohren einen Block bilden, und der entweder wenigstens einen Rohrboden (5) und einen Sammelkasten (6) aufweist, wobei Ränder (10) des Sammelkastens (6) mit Rändern (20) des Rohrbodens (5) verbunden, beispielsweise verlötet sind, oder der wenigstens einen Sammelkasten (6), der den Rohrboden beinhaltet, besitzt,
und mit in Abständen angeordneten Vorsprüngen (11),
dadurch gekennzeichnet, dass die Abstände der Vorsprünge (11) mit den Abständen der Flachrohre (1) korrespondieren, sodass die Vorsprünge (11) im Bereich der Schmalseiten (2) in die Enden der Flachrohre (1) eingreifen. - Ganz-Metall-Wärmetauscher nach Anspruch 1, dadurch gekennzeichnet, dass die Flachrohre (1) mit ihren Schmalseiten (2) über die Breite des Rohrbodens (5) überstehen und in dem überstehenden Bereich die Vorsprünge (11) in die Enden der Flachrohre (1) eingreifen.
- Ganz-Metall-Wärmetauscher nach Anspruch 1, dadurch gekennzeichnet, dass die Rohrbodenbreite über die Schmalseiten (2) der Flachrohre (1) übersteht und in dem überstehenden Bereich die Vorsprünge (11) in die Enden der Flachrohre (1) eingreifen.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Vorsprünge (11) jeweils die Schmalseiten (2) der Flachrohre (1) von innen berühren und dort vorzugsweise verlötet sind.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Vorsprünge (11) vorzugsweise an den Längsrändern (10) des Sammelkastens (6) angeordnet sind.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass der Rohrboden (5) in an sich bekannter Weise an den gegenüberliegenden Längsseiten abgebogene Ränder (20) und Öffnungen (21) zur Aufnahme je eines Flachrohrendes (1) aufweist, wobei die Öffnungen (21) sich bis in die abgebogenen Längsränder (20) hinein erstrecken.
- Ganz-Metall-Wärmetaucher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Rohrböden (5) nur an den beiden Längsseiten abgebogene Ränder (20) aufweisen, sodass sie aus einem Blechstreifen mit beliebiger Länge herstellbar sind.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass der Sammelkasten (6) stirnseitige Öffnungen (60) aufweist.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass der Wärmetauscher an sich bekannte Seitenteile (30) aufweist, die sich über die Länge der Flachrohre (1) erstrecken und die stirnseitigen Öffnungen (60) der Sammelkästen (6) verschließen.
- Ganz-Metall-Wärmetauscher nach Anspruch 1, dadurch gekennzeichnet, dass die Vorsprünge (11) am Rohrboden (5) angeordnet sind, oder dass ein die Vorsprünge (11) aufweisender Rahmen eingesetzt wird.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Vorsprünge (11) an einem Zusatzteil (110), ausgebildet sind, das sich entlang der Wand (107) des Sammelkastens (6) erstreckt und das damit verbunden ist.
- Ganz-Metall-Wärmetauscher nach Anspruch 1 und 11, dadurch gekennzeichnet, dass der Sammelkasten (6) zwei an einem Basisabschnitt (106) abgebogene Wände (107) aufweist, welcher mit Aufnahmeöffnungen (21) für die Rohrenden ausgebildet ist.
- Ganz-Metall-Wärmetauscher nach Anspruch 12, dadurch gekennzeichnet, dass die Aufnahmeöffnungen (21) bis in die Wände (107) des Sammelkastens (6) hineintreten.
- Ganz-Metall-Wärmetauscher nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass das Zusatzteil (110) von außen etwa flach an der Wand (107) des Sammelkastens (6) anliegt.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche 11 - 14, dadurch gekennzeichnet, dass das Zusatzteil (110) mit weiteren Funktionen ausgestattet ist, beispielsweise mit Haltefunktionen (90) für Zubehörteile o. Ä..
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche 11 -15, dadurch gekennzeichnet, dass das Zusatzteil (110) mit einer Kontur versehen sein kann, die der Kontur der Wand (107) des Sammelkastens entspricht.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche 11- 16, dadurch gekennzeichnet, dass die Vorsprünge (11) erste Vorsprünge (11) sind, wobei das Zusatzteil (110) zwischen den ersten Vorsprüngen (11) zweite Vorsprünge (12) aufweist.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche 11 - 17, dadurch gekennzeichnet, dass das Zusatzteil (110) am Ende mit einem Haken (13) oder dergleichen ausgebildet ist, geeignet dazu, ein Seitenteil (30) des Wärmetauschers zu fixieren.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Vorsprünge (11) so geformt sind, beispielsweise konisch, dass das Einführen derselben in die Enden der Flachrohre (1) unterstützt wird.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Vorsprünge (11) nach der Art von Schneidezähnen (111) ausgebildet sind.
- Ganz-Metall-Wärmetauscher nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass der Wärmetauscher vorzugsweise als luftgekühlter Ladeluftkühler einsetzbar ist.
- Verfahren zur Herstellung eines Ganz-Metall-Wärmetauschers mit folgenden Schritten:Flachrohre und Rippen werden zu einem Flachrohr-Rippen -Block zusammengelegt;Rohrböden werden an die Enden der Flachrohre gesetzt;Sammelkästen werden mit ihren Rändern an die Ränder der Rohrböden gesetzt,dadurch gekennzeichnet, dass an einem Bauteil angeordnete Vorsprünge (11) im Bereich der Schmalseiten (2) der Flachrohre (1) in deren Ende gesteckt werden.
- Herstellungsverfahren nach Anspruch 22, dadurch gekennzeichnet, dass die die Vorsprünge (11) aufweisenden Längsränder (10) des Sammelkastens (6) vorzugsweise von außen an die Ränder (20) des Rohrbodens (5) angelegt werden, wobei die Vorsprünge (11) in die Enden der Flachrohre (1) gesteckt werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06707072A EP1774245B1 (de) | 2005-06-11 | 2006-02-18 | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05012589A EP1731864A1 (de) | 2005-06-11 | 2005-06-11 | Ganz-Metall-Wärmetauscher und Herstellungsverfahren |
| EP05020325A EP1764570A1 (de) | 2005-09-17 | 2005-09-17 | Ganz-Metall-Wärmetauscher |
| PCT/EP2006/001487 WO2006133748A1 (de) | 2005-06-11 | 2006-02-18 | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung |
| EP06707072A EP1774245B1 (de) | 2005-06-11 | 2006-02-18 | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1774245A1 EP1774245A1 (de) | 2007-04-18 |
| EP1774245B1 true EP1774245B1 (de) | 2008-02-20 |
Family
ID=36123144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06707072A Expired - Fee Related EP1774245B1 (de) | 2005-06-11 | 2006-02-18 | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20080230213A1 (de) |
| EP (1) | EP1774245B1 (de) |
| KR (1) | KR100957665B1 (de) |
| BR (1) | BRPI0611998A2 (de) |
| DE (1) | DE502006000358D1 (de) |
| ES (1) | ES2302323T3 (de) |
| WO (1) | WO2006133748A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008051422A1 (de) | 2008-10-11 | 2010-04-15 | Modine Manufacturing Co., Racine | Ganz-Metall-Wärmetauscher und Verfahren |
| DE102009059692A1 (de) | 2009-12-19 | 2011-06-22 | Modine Manufacturing Co., Wis. | Wärmetauscherblock und Herstellungsverfahren |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006058096A1 (de) * | 2006-12-09 | 2008-06-12 | Modine Manufacturing Co., Racine | Ganz-Metall-Wärmetauscher |
| WO2008008710A1 (en) * | 2006-07-08 | 2008-01-17 | Modine Manufacturing Company | Heat exchanger and method of manufacturing the same |
| DE102007027706A1 (de) | 2007-06-15 | 2008-12-18 | Modine Manufacturing Co., Racine | Wärmetauscher |
| FR2933175B1 (fr) * | 2008-06-26 | 2014-10-24 | Valeo Systemes Thermiques | Echangeur de chaleur comportant un faisceau d'echange de chaleur et un boitier |
| DE102008039516A1 (de) | 2008-08-23 | 2010-02-25 | Modine Manufacturing Co., Racine | Wärmeübertrager |
| DE102009015467B4 (de) | 2009-03-28 | 2016-10-27 | Modine Manufacturing Co. | Ganz-Metall-Wärmetauscher |
| US20110100342A1 (en) * | 2009-11-02 | 2011-05-05 | International Engine Intellectual Property Company Llc | Forced convection egr cooling system |
| US9309839B2 (en) | 2010-03-18 | 2016-04-12 | Modine Manufacturing Company | Heat exchanger and method of manufacturing the same |
| AU2011201083B2 (en) | 2010-03-18 | 2013-12-05 | Modine Manufacturing Company | Heat exchanger and method of manufacturing the same |
| EP2498040B1 (de) * | 2011-03-07 | 2017-11-01 | MAHLE Behr GmbH & Co. KG | Wärmetauscher und Verfahren zur Herstellung eines Wärmetauschers |
| DE102014206612A1 (de) * | 2014-04-04 | 2015-10-29 | Mahle International Gmbh | Wärmetauscher |
| CN105547010B (zh) * | 2016-02-03 | 2017-07-11 | 浙江省特种设备检验研究院 | 适用于有机热载体锅炉定型能效测试的热负荷调节装置 |
| US11340027B2 (en) * | 2019-07-15 | 2022-05-24 | Modine Manufacturing Company | Tube for a heat exchanger, and method of making the same |
| CN112577334A (zh) * | 2019-09-27 | 2021-03-30 | 浙江盾安热工科技有限公司 | 换热器 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4195943A (en) * | 1978-05-22 | 1980-04-01 | Arvin Industries, Inc. | Tube-to-plate connection |
| FR2690229A1 (fr) * | 1992-04-21 | 1993-10-22 | Valeo Thermique Moteur Sa | Echangeur de chaleur du type comprenant un faisceau de tubes à ailettes et un ensemble collecteur-boîte à eau. |
| US5366006A (en) * | 1993-03-01 | 1994-11-22 | Mccord Heat Transfer Corporation | Tab joint between coolant tube and header |
| EP0656517B1 (de) * | 1993-12-03 | 1999-02-10 | Valeo Klimatechnik GmbH & Co. KG | Wasser/Luft-Wärmetauscher aus Aluminium für Kraftfahrzeuge |
| JPH0894285A (ja) * | 1994-09-29 | 1996-04-12 | Zexel Corp | 熱交換器 |
| EP0864838B1 (de) * | 1997-03-11 | 2002-12-04 | Behr GmbH & Co. | Wärmeübertrager für ein Kraftfahrzeug |
| JPH1183373A (ja) * | 1997-09-01 | 1999-03-26 | Zexel Corp | 熱交換器 |
| DE19819247A1 (de) * | 1998-04-29 | 1999-11-11 | Valeo Klimatech Gmbh & Co Kg | Wärmetauscher für Kraftfahrzeuge, insbesondere Wasser/Luft-Wärmetauscher oder Verdampfer |
| JP3829499B2 (ja) * | 1998-09-29 | 2006-10-04 | 株式会社デンソー | 熱交換器 |
| CA2273456C (en) * | 1999-06-02 | 2008-09-23 | Long Manufacturing Ltd. | Clip on manifold heat exchanger |
| US6412547B1 (en) * | 2000-10-04 | 2002-07-02 | Modine Manufacturing Company | Heat exchanger and method of making the same |
| JP4682494B2 (ja) * | 2001-09-27 | 2011-05-11 | 株式会社デンソー | 熱交換器 |
| DE10218048A1 (de) * | 2002-04-23 | 2003-11-13 | Behr Gmbh & Co | Wärmeübertrager, insbesondere Wärmeübertragermodul, für ein Kraftfahrzeug |
| DE10237769A1 (de) * | 2002-08-17 | 2004-02-26 | Modine Manufacturing Co., Racine | Wärmeaustauscher und Verfahren zur Herstellung |
| DE10316756A1 (de) * | 2003-04-10 | 2004-10-28 | Behr Gmbh & Co. Kg | Wärmeübertrager, insbesondere Ladeluftkühler für Kraftfahrzeuge |
| US7461689B2 (en) * | 2004-06-01 | 2008-12-09 | Modine Manufacturing Company | Thermal cycling resistant tube to header joint for heat exchangers |
-
2006
- 2006-02-18 ES ES06707072T patent/ES2302323T3/es active Active
- 2006-02-18 EP EP06707072A patent/EP1774245B1/de not_active Expired - Fee Related
- 2006-02-18 BR BRPI0611998-0A patent/BRPI0611998A2/pt not_active IP Right Cessation
- 2006-02-18 WO PCT/EP2006/001487 patent/WO2006133748A1/de active Application Filing
- 2006-02-18 DE DE502006000358T patent/DE502006000358D1/de active Active
- 2006-02-18 US US11/916,459 patent/US20080230213A1/en not_active Abandoned
- 2006-02-18 KR KR1020087000720A patent/KR100957665B1/ko not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008051422A1 (de) | 2008-10-11 | 2010-04-15 | Modine Manufacturing Co., Racine | Ganz-Metall-Wärmetauscher und Verfahren |
| DE102009059692A1 (de) | 2009-12-19 | 2011-06-22 | Modine Manufacturing Co., Wis. | Wärmetauscherblock und Herstellungsverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2006133748A1 (de) | 2006-12-21 |
| DE502006000358D1 (de) | 2008-04-03 |
| ES2302323T3 (es) | 2008-07-01 |
| BRPI0611998A2 (pt) | 2010-10-13 |
| KR100957665B1 (ko) | 2010-05-12 |
| US20080230213A1 (en) | 2008-09-25 |
| EP1774245A1 (de) | 2007-04-18 |
| KR20080025136A (ko) | 2008-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1774245B1 (de) | Ganz-metall-wärmetauscher und verfahren zu seiner herstellung | |
| EP0519334B1 (de) | Flachrohrwärmetauscher, Herstellungsverfahren desselben, Anwendungen und Flachrohre zum Einbau in den Flachrohrwärmetauscher | |
| EP1281923B1 (de) | Flachrohr für Wärmetauscher und Herstellungsverfahren | |
| DE102006057314B4 (de) | Wärmeaustauscher | |
| EP1703243B1 (de) | Wärmetauscher mit Rohren und Rippen sowie Herstellungsverfahren | |
| EP0656517B1 (de) | Wasser/Luft-Wärmetauscher aus Aluminium für Kraftfahrzeuge | |
| EP0864838B1 (de) | Wärmeübertrager für ein Kraftfahrzeug | |
| EP1710526B1 (de) | Wärmetauscher, insbesondere Ladeluftkühler | |
| EP1613916B1 (de) | Wärmeübertrager | |
| EP1701125A2 (de) | Wärmeübertrager mit flachen Rohren und flaches Wärmeübertragerrohr | |
| EP0374896A2 (de) | Flachrohrverflüssiger, Herstellungsverfahren und Anwendungen | |
| WO2005050120A1 (de) | Wärmeübertrager, insbesondere ladeluftkühler für kraftfahrzeuge | |
| DE19722098B4 (de) | Wärmeübertrager für ein Kraftfahrzeug | |
| EP1731864A1 (de) | Ganz-Metall-Wärmetauscher und Herstellungsverfahren | |
| DE4305060C2 (de) | Gelöteter Wärmetauscher, insbesondere Verdampfer | |
| EP0565813B1 (de) | Wärmeaustauscher | |
| EP1376043B1 (de) | Wärmetauscher mit einem Diffusor | |
| DE3834822A1 (de) | Waermetauscher | |
| EP1500892A2 (de) | Wärmeaustauscher für Kraftfahrzeuge | |
| EP1657512A1 (de) | Wärmetauscher mit offenem Profil als Gehäuse | |
| EP1391676A2 (de) | Wärmeaustauscher und Verfahren zur Herstellung | |
| DE102006002932A1 (de) | Wärmetauscher und Herstellungsverfahren für Wärmetauscher | |
| EP1764570A1 (de) | Ganz-Metall-Wärmetauscher | |
| EP1771697B1 (de) | Wärmeübertrager, kasten zur aufnahme eines fluids für einen wärmeübertrager sowie verfahren zur herstellung eines derartigen kastens | |
| EP1148312B1 (de) | Kühler für Kraftfahrzeuge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070124 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR GB IT |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 502006000358 Country of ref document: DE Date of ref document: 20080403 Kind code of ref document: P |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: ROLL, HELMUT |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2302323 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20081121 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150224 Year of fee payment: 10 Ref country code: ES Payment date: 20150205 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150220 Year of fee payment: 10 Ref country code: FR Payment date: 20150223 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160226 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160218 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160218 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006000358 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160219 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180626 |