EP1772384A1 - Maschine und Verfahren zur Herstellung von Mehrlagenfolienverpackungen - Google Patents
Maschine und Verfahren zur Herstellung von Mehrlagenfolienverpackungen Download PDFInfo
- Publication number
- EP1772384A1 EP1772384A1 EP06020892A EP06020892A EP1772384A1 EP 1772384 A1 EP1772384 A1 EP 1772384A1 EP 06020892 A EP06020892 A EP 06020892A EP 06020892 A EP06020892 A EP 06020892A EP 1772384 A1 EP1772384 A1 EP 1772384A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- sealing
- packaging machine
- machine according
- packaged goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims description 8
- 238000004519 manufacturing process Methods 0.000 title claims description 3
- 239000011888 foil Substances 0.000 title abstract description 26
- 238000007789 sealing Methods 0.000 claims abstract description 73
- 239000011261 inert gas Substances 0.000 claims abstract description 7
- 238000004806 packaging method and process Methods 0.000 claims description 52
- 238000005520 cutting process Methods 0.000 claims description 9
- 239000007789 gas Substances 0.000 claims description 9
- 230000001681 protective effect Effects 0.000 claims description 9
- 239000000463 material Substances 0.000 claims 1
- 238000012856 packing Methods 0.000 abstract description 4
- 235000013305 food Nutrition 0.000 description 3
- 238000003856 thermoforming Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 235000013580 sausages Nutrition 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 230000006750 UV protection Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 235000013622 meat product Nutrition 0.000 description 1
- JCXJVPUVTGWSNB-UHFFFAOYSA-N nitrogen dioxide Inorganic materials O=[N]=O JCXJVPUVTGWSNB-UHFFFAOYSA-N 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000005394 sealing glass Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/021—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas the containers or wrappers being interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/045—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for single articles, e.g. tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/08—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products between layers or strips of sheet or web material, e.g. in webs folded to zig-zag form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/025—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers
- B65B31/028—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers closed by a lid sealed to the upper rim of the container, e.g. tray-like container
Definitions
- the invention relates to a packaging machine for the continuous production of multi-layer film packaging using a plurality of film webs comprising an elongate machine frame with at least two support zones for the support of packaged goods, a supply for a top film, a bottom film and at least one intermediate film, each in the form of film webs.
- Packaging often consists of two merged foils. Such films are processed on packaging machines usually in the form of film webs. For this purpose, the film webs are guided in funding and divided by cutting tools in defined sections of film. Conventional packaging often consists of a bottom sheet formed in troughs and a top sheet sealed thereon.
- Packaging from a lower film formed in troughs, packaged goods introduced into the trough and a top film sealed on the trough have long been known. These are created on thermoforming packaging machines.
- the lower film is withdrawn from a roll and cyclically transported with a film transport chain, also referred to as a clip chain or staple chain transported.
- a film transport chain also referred to as a clip chain or staple chain transported.
- depressions are formed from the flat lower film.
- Packaging products are inserted manually or automatically into these hollows.
- the top film is added, which is sealed in a sealing station on the lower film, so as to create closed containers.
- the upper film for closing the packages is brought from above to the lower film and is subsequently parallel to the lower film, to be guided to the sealing tool. The sealing takes place on the substantially flat edges that surround the shaped hollows of the lower film.
- multilayer film packaging are known.
- SAM Kuchler Knowler Electronics GmbH
- multi-layer packaging for perishable foods such as sliced sausage and meat products and sliced cheese, consisting of a bottom foil, one or two intermediate films and a top film.
- the transparent films can be peeled off film by film, so that after removal of the top film, the first layer of food is released, while the further enclosed food in the still closed chambers longer protected from environmental influences kept.
- Such packages are i.d.R. with appropriate machines. directly in grocery stores, e.g. produced at the counter, wherein the food-cut goods are stored by the slicing machine on previously created individual film sections and then at least partially closed without the use of vacuum or inert gases.
- the application of a vacuum or inert gas is not provided and also not readily possible.
- the machines include a slicing machine that processes fresh barware, e.g. Sausage, cuts, on a film section hangs up (one layer, for example, four staggered slices), an intermediate film section hangs up, the secondmaschinesgutlage offset deposited on the intermediate film, a further intermediate film section hangs and the third and last layer offset on the intermediate film two stored. Now, the last film section is placed and the shingled unit passes into the welding station to be welded at the edges to the four corners through the four foils.
- Multi-layer packaging and a method for their production are known, but no packaging under vacuum or exchange of ambient air is made possible against a protective gas.
- the special embodiment of the films according to the present invention can not be suggested by this.
- the packaging machines used for the process according to the invention are machines derived from conventional thermoforming packaging machines. They have an elongate machine frame, in or on which there are support zones for the support of the preferably flat packaged goods in or on the guided in the context of the packaging machine films.
- the lower film is pulled off a roll and held on both sides on the outer film edge of the film web in each case a film transport chain and transported intermittently.
- the packaged product is placed flat on the lower film in the first edition zone.
- Cuttings may, for example, be in the form of one or more partially overlapping shingles consisting e.g. from 2 to 10 slices, to be hung up.
- the lower film is not cup-shaped and substantially flat.
- the packaging machine may alternatively also have a processing station for forming troughs (forming station or thermoforming station) before the first support zone.
- a processing station for forming troughs forming station or thermoforming station
- the packaged goods are not placed on the flat bottom film but inserted into the pronounced trough.
- the packaged goods per cycle in two or three tracks on the lower film is placed to form two or three multi-layer packaging per between the edges of the film forming portion of the film web.
- the application of the packaging material can be done manually or mechanically by means of a slicer (disc cutter) with storage device and / or conveyor belt directly on the film web. Underneath the film (s) there is advantageously, in the region of the support zone (s), an insertion template designed according to the cycle and the tracks.
- the supply of the first intermediate foil follows from a roller either deflected from above or led from the side over a deflection triangle. After feeding the intermediate film, this is aligned parallel to the lower film.
- the intermediate film web (s) is narrower than the lower film guided in the film transport chain, in particular by at least 20 mm, in particular by at least 30 mm.
- the intermediate film webs are respectively guided so that the marginal edges of the intermediate films are guided on both sides by at least 10 mm, more preferably offset by at least 15 mm inwardly from the two marginal edges of the lower film.
- the packaged product is placed flat on the first flat intermediate film in the second support zone.
- Cuttings may, for example, be in the form of shingles consisting of e.g. 2 to 10 discs are placed, preferably slightly offset parallel to the / the previous shingled position (s) to allow from above at least partially the view of the underlying (n) layer (s).
- the packaged product is then placed flat on the intermediate film in the third (further) support zone.
- Cuttings can be placed in shingles as described above.
- the upper film is supplied laterally or from above, preferably from above, from another roll, aligned parallel to the lower film and further guided into the sealing station.
- the sealing station consists of a top and bottom part and opens and closes cyclically in the machine cycle.
- the base lowers cyclically when feeding the product layers in the sealing station and then rises again.
- the upper film web has the same width or is narrower than the lower film guided in the film transport chain, in particular by a maximum of 5 mm narrower.
- the upper film web is guided in each case so that it covers the marginal edges of the intermediate films securely, preferably on both sides by at least 10 mm, preferably by at least 15 mm.
- the intermediate foil (s) and top foil are transported in a cyclic manner with the bottom foil to the sealing station by means of a bottom foil guided in the foil transport chain, on which they are fixed or sealed.
- the respective beginning of the film unwound from a roll must be fixed on the respectively underlying film for transport.
- the lower film and the intermediate and upper film sealed with the latter are separated by cutting tools.
- the sealing station consists of a sealing upper part and a sealing lower part, which is movable via a lifting system and opens and closes cyclically in the machine cycle.
- a sealing ring corresponding to the shape of the packaging is used, which is part of the sealing lower part and is moved up or down. As far as cavities were deep-drawn, they are enclosed by the milled pockets of the seal goggles. For flat-formed sub-films of multilayer film packaging, the milled out pockets of the sealing goggles surround the product layers.
- the heated sealing plate in the sealing upper part of the sealing station moves downwards and seals the upper film and the intermediate films on the lower film in the area of the sealing seam that completely surrounds the packaging.
- the packs in the sealing station are evacuated or purged with protective gas or evacuated and additionally gassed with inert gas, such as nitrogen / carbon dioxide.
- the lower film was provided at the machine inlet prior to feeding the upper film, but preferably also before feeding the first intermediate film, in one or preferably both edge zones of the lower film with openings or holes.
- vacuum and gassing nozzles are arranged so that they are aligned with the punched or punched openings and in particular immersed in these.
- the intermediate film (s) do not overlap the apertures of the lower film.
- the intermediate film (s) therefore has / have a width that corresponds at most to the spacing of the apertures, relative to the inner edge of the apertures.
- the top film completely overlaps the apertures, is always wider than the intermediate films and may have the width of the bottom film or bottom film web.
- the atmospheric air between the films and also in the sealing station is at least sucked off by the vacuum nozzles, e.g. to a pressure of less than 10 mbar.
- the vacuum valves in the supply close to the vacuum nozzles.
- the protective gas supply opens and via the gassing nozzles, protective gas is blown between the upper and lower films and between the narrower intermediate films enclosed by them into the product space, e.g.
- the recirculation pressure is set to values of e.g. 100 to 900 mbar and e.g. 500 mbar set.
- the heated sealing plate and sealing goggles are brought together to seal the multilayer foil packaging by means of a sealing edge.
- the multilayer film packaging can also be rinsed only with inert gas.
- the sealing station and the vacuum and gassing nozzles are operated in a similar manner, except that simultaneously the gassing takes place via the gassing nozzles and the evacuation via the vacuum nozzles. Appropriately gassed on one side of the film and applied to the other side of the film light vacuum.
- the films are preferably flexible and independent thereof (almost) gas-tight and possibly provided with a UV protection.
- the films may e.g. be made of PP or polyester and are preferably coated so that they seal under heat but can also be opened by hand, without the films tear.
- the foil layer can be opened for foil layer, whereby the foils in the sealing seams separate cleanly. As an opening aid peel corners or unsealed packing zones may be provided outside the product area.
- the upper film, intermediate film (s) and lower film preferably have film thicknesses of up to 40 .mu.m.
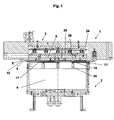
- packaging (17) consist of at least one top (5) and a bottom foil (6) and one or more intermediate films (10) which are sealed by means of a sealing edge (19).
- the sealing station (1) has a sealing upper part (3) and a lower sealing part (4), which are moved together for the duration of a sealing process.
- the seal top (3) is firmly attached to the machine frame or to the fastening bolt of a lifting system.
- the seal base (4) is e.g. by means of a toggle device or a pneumatic device in a lowered position or in a closed position (Fig. 1) movable relative to the seal top (3).
- the sealing plate (8) is contoured according to the product packaging.
- the sealing plate (8) comprises a base plate (15) which receives the electric heating elements (24), a cover plate (25) and a top sealing plate (26) which is contoured and reflects the edge structure (19) of the packages (17) a seal takes place where a connection of upper (5), intermediate (10) and lower film (6) is desired.
- the top plate (26) may further be partially configured with Artsisolier- / cold plates.
- the lower seal part (4) has a seal upper part (3) facing upwardly substantially open interior. Below the lower edge of the sealing upper part and above the upper edge of the lower sealing part, the upper foil (5) is guided. On the upper edge of the lower sealing part (4) a seal is guided, preferably made of silicone.
- the seal base (4) has an upper frame, which is called sealing glasses (35).
- the sealing upper part (3), facing the lower sealing part (4), has a smooth edge, while the lower sealing part (4) has circumferential elastic sealing surfaces on its side facing the sealing upper part (3).
- the longitudinal and / or transverse webs, which serve as an abutment for the sealing plates and at which the sealing zones are created by sealing are equipped with sealing surfaces.
- the seals or sealing surfaces are preferably made of silicone rubber.
- the interior of the sealing upper part (3) is connected via a bore with a Evakuierzu effet, not shown.
- the seal lower part (4) is, after the corresponding film section is retracted in the sealing station (1), raised and pressed in the presence of a corresponding pressure against the seal upper part (3), that forms inside a seal chamber, which is hermetically sealed to the outside and so the upper film (5), the intermediate films (10) and the lower film (6) in the frame between seal upper part (3) and lower seal part (4) clamped, but transversely to direction. In the direction of travel, only the upper film (5) and the lower film (6) are clamped in the frame between the sealing upper part (3) and lower sealing part (4), the intermediate films (10) are exposed.
- the upper (5), intermediate (10) and lower film (6) are clamped flat and wrinkle-free.
- the above dimensions and arrangement of the film webs that the vacuum and protective gas supply in the edge zones between the upper and lower film each beyond the intermediate film (s) takes place, and so at the same time next to the spaces between the lower and first intermediate foil and top and last intermediate foil Also, the spaces between the intermediate films safely evacuated and possibly protected.
- the evacuation device i.d.R. an evacuation of the chamber and the pack.
- the lower film (6) has lateral openings for chamber vacuum to allow evacuation of the packs.
- the longitudinal webs are outside the area where the sealing plate touches, e.g. in the edge area of the packaging, provided with vacuum nozzles (11). The nozzles then correspond to the lateral openings of the lower film.
- the evacuation and gassing device is subsequently switched by supplying a protective gas into the space through the vacuum nozzles (11), which then serve as gassing nozzles (11).
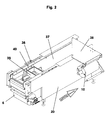
- Fig. 2 it is shown that the lower film (6) is unwound from a roll at the machine entrance.
- the lower film (6) is threaded at the two outer edges in the opening film clips, the brackets automatically close when moving, so that the rotating film transport chain (36), the lower film (6) transported away.
- the film transport chain (36) is held on both sides in the machine frame (20).
- a perforation station (39) is furthermore provided, which is provided with perforated knives (40) in the form of a frame which can be raised and lowered on respective outer edges.
- the lower film (6) After passing through the perforation station (39), the lower film (6) reaches the first support zone (37) for placing products.
- an intermediate film (10) is unrolled laterally from a roll and centered over the deflection triangle (38) of the lower film and fed in parallel.
- FIGS. 3 and 4 show the packaging machine in a side view and in plan view.
- the detail of the machine shown in FIG. 2 is also shown in FIGS. 3 and 4.
- the second support zone (37a) and the top film (5) drawn off from a top-mounted film roll, which is fed in the center aligned parallel to the bottom (6) and intermediate film (10), are visible.
- the further illustrated sealing station (1) has already been explained in detail in connection with FIG. 1.
- the assembled foils with enclosed product are fed to the cutting station, wherein initially a cross cutting device (41) crosses the packing webs and subsequently the longitudinal cutting device (42) separates the packs.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Vacuum Packaging (AREA)
Abstract
Description
- Gegenstand der Erfindung ist eine Verpackungsmaschine zur kontinuierlichen Herstellung von Mehrlagenfolienverpackungen unter Verwendung von mehreren Folienbahnen aufweisend einen langgestreckten Maschinenrahmen mit zumindest zwei Auflagezonen für die Auflage von Verpackungsgut, eine Zufuhr für eine Oberfolie, eine Unterfolie und zumindest eine Zwischenfolie, jeweils in Form von Folienbahnen.
- Verpackungen bestehen häufig aus zwei zusammengeführten Folien. Derartige Folien werden auf Verpackungsmaschinen in der Regel in Form von Folienbahnen verarbeitet. Hierzu werden die Folienbahnen in Fördermitteln geführt und von Schneidwerkzeugen in definierte Folienabschnitte unterteilt. Herkömmliche Verpackungen bestehen oft aus einer in Mulden geformten Unterfolie und einer darauf gesiegelten Oberfolie.
- Verpackungen aus einer in Mulden geformten Unterfolie, in die Mulde eingebrachtem Verpackungsgut und einer auf der Mulde gesiegelten Oberfolie sind seit langem bekannt. Diese werden auf Tiefziehverpackungsmaschinen erstellt.
- In derartigen Verpackungsmaschinen wird die Unterfolie von einer Rolle abgezogen und taktweise mit einer Folientransportkette, auch als Kluppenkette oder Klammerkette bezeichnet, transportiert. In der ggf. vorhandenen Formstation werden aus der flachen Unterfolie Mulden geformt. In diese Mulden werden Verpackungsprodukte manuell oder automatisch eingelegt. Nach der Bestückung mit den Verpackungsprodukten wird die Oberfolie hinzugefügt, die in einer Siegelstation auf die Unterfolie aufgesiegelt wird, um so abgeschlossene Behältnisse zu schaffen. Die Oberfolie zum Verschließen der Packungen wird von oben her an die Unterfolie herangeführt und liegt nachfolgend parallel auf der Unterfolie auf, um zum Siegelwerkzeug geführt zu werden. Das Aufsiegeln erfolgt auf die im Wesentlichen ebenen Ränder, die die ausgeformten Mulden der Unterfolie umgeben.
- Ebenso sind Mehrlagenfolienverpackungen bekannt. Von der Firma SAM Kuchler (Kuchler Electronics GmbH) werden z.B. Aufschnitt- und Verpackungssysteme hergestellt und vertrieben, welche derartige Mehrlagenfolienverpackungen herstellen können und unter dem Markennamen SamPaks® beworben werden.
- Dies sind mehrlagige Verpackungen für verderbliche Lebensmittel, wie geschnittene Wurst- und Fleischwaren und Schnittkäse, bestehend aus einer Unterfolie, einer oder zwei Zwischenfolien und einer Oberfolie. Die transparenten Folien lassen sich Folie für Folie abziehen, so dass nach Entfernen der Oberfolie die erste Lage Lebensmittel freigegeben wird, während die weiterhin eingeschlossenen Lebensmittel in den noch geschlossenen Kammern länger vor Umwelteinflüssen geschützt aufbewahrt bleiben.
- Derartige Verpackungen werden mit entsprechenden Maschinen i.d.R. unmittelbar in Lebensmittelgeschäften, z.B. an der Theke hergestellt, wobei die Lebensmittel-Schnittware von der Aufschneidemaschine auf zuvor erstellte Folieneinzelabschnitte abgelegt und dann ohne Verwendung von Vakuum oder Inertgasen zumindest teilweise verschlossen werden. Die Anwendung eines Vakuums oder von Inertgas ist nicht vorgesehen und auch nicht ohne weiteres möglich. Die Maschinen umfassen eine Aufschneidemaschine, die frische Stangenware, z.B. Wurst, schneidet, auf einen Folienabschnitt auflegt (eine Lage z. B. vier versetzte Scheiben), einen Zwischenfolienabschnitt auflegt, die zweite Verpackungsgutlage versetzt auf die Zwischenfolie abgelegt, einen weiteren Zwischenfolienabschnitt auflegt und die dritte und letzte Lage versetzt auf die Zwischenfolie zwei abgelegt. Nun wird der letzte Folienabschnitt aufgelegt und die geschindelte Einheit gelangt in die Schweißstation, um an den Rändern bis auf die vier Ecken durch die vier Folien hindurch verschweißt zu werden.
- Aus der
DE 3687987 T2 sind Mehrlagenverpackungen und ein Verfahren zu deren Herstellung bekannt, jedoch wird keine Verpackung unter Vakuum bzw. Austausch der Umgebungsluft gegen ein Schutzgas ermöglicht. Auch die besondere Ausgestaltung der Folien gemäß vorliegender Erfindung kann durch diese nicht nahe gelegt werden. - Es besteht nun Bedarf, Mehrlagenfolienverpackungen in höherer Taktfrequenz, unter Evakuierung und/oder Begasung, maschinell herzustellen. Auch ist es interessant, wenn die Verpackungsform nicht von der Form der Folienabschnitte definiert wird, sondern je nach Bedarf verändert werden kann.
- Die gestellte Aufgabe ist erfindungsgemäß gelöst durch eine Verpackungsmaschine gemäß Patentanspruch 1 und ein Verfahren gemäß weiterer unabhängiger Ansprüche. Bevorzugte Ausführungsformen sind Gegenstand der Unteransprüche oder nachfolgend beschrieben.
- Die für das erfindungsgemäße Verfahren eingesetzten Verpackungsmaschinen sind von herkömmlichen Tiefziehverpackungsmaschinen abgeleitete Maschinen. Sie haben einen langgestreckten Maschinenrahmen, in oder an dem sich Auflagezonen für die Auflage des vorzugsweise flachen Verpackungsgutes in oder auf die im Rahmen der Verpackungsmaschine geführten Folien befinden.
- Die Unterfolie wird von einer Rolle abgezogen und beidseits am äußeren Folienrand der Folienbahn in jeweils einer Folientransportkette gehaltert und taktweise transportiert.
- In der Regel wird das Verpackungsgut in der ersten Auflagezone flach auf die Unterfolie aufgelegt. Schnittware kann beispielsweise in Form von einer oder mehreren teilweise überlappenden Schindeln, bestehend z.B. aus 2 bis 10 Scheiben, aufgelegt werden. Nach dieser Ausgestaltung ist die Unterfolie nicht schalenartig ausgeformt und im Wesentlichen flach.
- Die Verpackungsmaschine kann alternativ vor der ersten Auflagezone auch eine Bearbeitungsstation für das Formen von Mulden (Formstation oder Tiefziehstation) aufweisen. Für diesen Fall wird das Verpackungsgut nicht auf die flache Unterfolie aufgelegt sondern in die ausgeprägte Mulde eingelegt.
- Vorzugsweise wird das Verpackungsgut pro Takt in zwei bzw. drei Spuren auf der Unterfolie aufgelegt zur Ausbildung von zwei oder drei Mehrlagenverpackungen pro sich zwischen den Rändern der Folie ausbildendem Abschnitt der Folienbahn.
- Das Auflegen des Verpackungsgutes kann manuell oder maschinell mittels eines Slicers (Scheibenschneider) mit Ablagevorrichtung und/oder Förderband direkt auf die Folienbahn erfolgen. Unter der Folie / den Folien befindet sich vorteilhafterweise im Bereich der Auflagezone(n) eine entsprechend des Taktes und der Spuren ausgebildete Einlegeschablone.
- Nach der erste Auflagezone folgt die Zufuhr der ersten Zwischenfolie von einer Rolle entweder von oben umgelenkt oder von der Seite über ein Umlenkdreieck herangeführt. Nach Zufuhr der Zwischenfolie ist diese parallel zur Unterfolie ausgerichtet.
- Die Zwischenfolienbahn(en) ist (sind) schmaler als die in der Folientransportkette geführte Unterfolie, insbesondere um mindestens 20 mm, insbesondere um mindestens 30 mm. Insbesondere werden die Zwischenfolienbahnen jeweils so geführt, dass die Randkanten der Zwischenfolien um beidseits um mindestens 10 mm, besser um mindestens 15 mm nach innen versetzt von den beiden Randkanten der Unterfolie geführt sind.
- Zur Ausbildung der zweiten Produktlage wird das Verpackungsgut in der zweiten Auflagezone flach auf die erste flache Zwischenfolie aufgelegt. Schnittware kann beispielsweise in Form von Schindeln bestehend aus z.B. 2 bis 10 Scheiben aufgelegt werden, vorzugsweise leicht parallel versetzt zu der/den vorherigen Schindellage(n), um von oben zumindest teilweise die Sicht auch auf die darunter liegende(n) Lage(n) zu ermöglichen.
- Danach erfolgt ggf. die Zuführung einer weiteren Zwischenfolie von einer Rolle entweder von oben umgelenkt oder von der Seite über ein Umlenkdreieck. Nach Zufuhr der weiteren Zwischenfolie ist auch diese parallel zur Unterfolie ausgerichtet.
- Zur Ausbildung der dritten Produktlage wird das Verpackungsgut dann in der dritten (weiteren) Auflagezone flach auf die Zwischenfolie aufgelegt. Schnittware kann wie oben beschrieben in Schindeln aufgelegt werden.
- Der obige Vorgang (weitere Zwischenfolie, weiteren Auflagezone) kann wiederholt werden um weitere Produktlagen auf Zwischenfolien aufzulegen, so dass sich z.B. eine Verpackung mit 3, 4, 5 oder sogar 6 Produktlagen jeweils separiert durch Zwischenfolien ausbildet.
- Abschließend wird die Oberfolie seitlich oder von oben, bevorzugt von oben, von einer weiteren Rolle zugeführt, parallel zur Unterfolie ausgerichtet und weiter in die Siegelstation geführt. Die Siegelstation besteht aus einem Oberteil und Unterteil und öffnet und schließt sich im Maschinentakt zyklisch. Vorteilhafterweise senkt sich das Unterteil taktweise bei Zufuhr der Produktlagen in die Siegelstation und hebt sich dann wieder.
- Die Oberfolienbahn weist die gleiche Breite auf oder ist schmaler als die in der Folientransportkette geführte Unterfolie, insbesondere um maximal 5 mm schmaler. Insbesondere wird die Oberfolienbahn jeweils so geführt, dass sie die Randkanten der Zwischenfolien sicher überdeckt, vorzugsweise beidseits jeweils um mindestens 10 mm, besser um mindestens 15 mm.
- Die Zwischenfolie(n) und Oberfolie werden, mittels in der Folientransportkette geführten Unterfolie, auf der sie festgelegt bzw. aufgesiegelt sind, mit der Unterfolie zur Siegelstation taktförmig transportiert. Vor dem Mitführen der Zwischenfolie(n) oder Oberfolie auf der Unterfolie muss der jeweilige Anfang der von einer Rolle abgewickelten Folie auf der jeweils darunter liegenden Folie zum Mitführen festgelegt werden.
- Dies geschieht z.B. dadurch, dass der von einer Rolle abgewickelte Folienanfang mit einem Klebestreifen auf der Unterfolie fixiert wird. Zwischenfolie und Unterfolie können hierfür auch partiell mit einer gesonderten Vorrichtung versiegelt werden.
- Nachdem das Verpackungsprodukt eingesiegelt wurde, werden die Unterfolie und die mit dieser versiegelten Zwischen- und Oberfolie durch Schneidwerkzeuge vereinzelt.
- Die Siegelstation besteht in der Regel aus einem Siegeloberteil und einem über ein Hubsystem beweglichen Siegelunterteil, das sich im Maschinentakt zyklisch öffnet und schließt.
- In der Siegelstation wird eine der Form der Verpackungen entsprechende Siegelbrille verwendet, die Bestandteil des Siegelunterteils ist und mit nach oben bzw. unten gefahren wird. Soweit Mulden tiefgezogen wurden, werden diese von den ausgefrästen Taschen der Siegelbrille umschlossen. Für flach ausgebildete Unterfolien der Mehrlagenfolienverpackung umschließen die ausgefrästen Taschen der Siegelbrille die Produktlagen.
- Die beheizte Siegelplatte im Siegeloberteil der Siegelstation fährt nach unten und siegelt die Oberfolie und die Zwischenfolien auf die Unterfolie im Bereich der die Verpackung vollständig umlaufenden Siegelnaht.
- Vor dem Versiegeln werden die Packungen in der Siegelstation evakuiert oder mit Schutzgas gespült bzw. evakuiert und zusätzlich mit Schutzgas, wie Stickstoff / Kohlendioxid, schutzbegast.
- Hierzu wurde die Unterfolie am Maschineneinlauf vor Zuführung der Oberfolie, vorzugsweise aber auch schon vor Zuführung der ersten Zwischenfolie, in einer oder vorzugsweise beiden Randzonen der Unterfolie mit Durchbrechungen bzw. Löchern versehen.
- In der Siegelstation sind Vakuum- und Begasungsdüsen so angeordnet, dass diese mit den gestanzten bzw. angestanzten Durchbrechungen fluchten und insbesondere in diese eintauchen. Die Zwischenfolie(n) überlappen die Durchbrechungen der Unterfolie nicht. Die Zwischenfolie(n) weist/weisen daher eine Breite auf, die maximal dem Abstand der Durchbrechungen, bezogen auf den inneren Rand der Durchbrechungen entspricht. Die Oberfolie überlappt die Durchbrechungen vollständig, ist stets breiter als die Zwischenfolien und kann die Breite der Unterfolie bzw. Unterfolienbahn aufweisen.
- Nach Schließen der Siegelstation wird durch die Vakuumdüsen die atmosphärische Luft zwischen den Folien und auch in der Siegelstation zumindest abgesogen, z.B. auf einen Druck von unter 10 mbar. Nach Beendigung des Evakuierens schließen die Vakuumventile in der Zufuhr zu den Vakuumdüsen. Jetzt öffnet die Schutzgaszufuhr und über die Begasungsdüsen wird Schutzgas zwischen Ober- und Unterfolie und zwischen die von diesen eingeschlossenen schmaleren Zwischenfolien in den Produktraum geblasen, z.B. wird der Rückbegasungsdruck auf Werte von z.B. 100 bis 900 mbar und z.B. 500 mbar eingestellt. Jetzt werden die beheizte Siegelplatte und Siegelbrille zusammengeführt, um die Mehrlagenfolienverpackung mittels eines Siegelrandes zu versiegeln.
- Nach einer anderen Ausführungsform kann die Mehrlagenfolienverpackung auch nur mit Schutzgas gespült werden. Hierzu werden Siegelstation und Vakuum- und Begasungsdüsen in ähnlicher Weise betrieben, nur dass gleichzeitig die Begasung über die Begasungsdüsen und die Evakuierung über die Vakuumdüsen erfolgt. Zweckmäßigerweise wird an einer Folienseite begast und an der anderen Folienseite leichtes Vakuum angelegt.
- Die Folien sind vorzugsweise flexibel und unabhängig hiervon (nahezu) gasdicht sowie ggf. mit einem UV-Schutz versehen. Die Folien können z.B. aus PP oder Polyester gefertigt sein und sind vorzugsweise beschichtet, damit diese unter Wärmeeinwirkung versiegeln aber auch von Hand geöffnet werden, ohne dass die Folien einreißen. Das Öffnen kann Folienlage für Folienlage erfolgen, wobei sich die Folien in den Siegelnähten sauber trennen. Als Öffnungshilfe können Peelecken oder unversiegelte Packungszonen außerhalb des Produktbereiches vorgesehen sein. Bevorzugt haben Oberfolie, Zwischenfolie(n) und Unterfolie Foliendicken von bis zu 40 µm.
- Die Erfindung wird anhand der Zeichnungen näher erläutert ohne auf diese beschränkt zu sein. Es zeigen:
- Fig. 1 einen Teil der Verpackungsmaschine in seitlicher Aufsicht auf die Siegelstation, d.h. in Richtung der Folienlaufbahn,
- Fig. 2 einen weiteren Ausschnitt aus der Verpackungsmaschine mit Unterfolien-Zufuhr, erster Auflagezone und Zufuhr der ersten Zwischenfolie über ein Umlenkdreieck.
- Fig. 3 zeigt die Verpackungsmaschine in seitlicher Ansicht.
- Fig. 4 zeigt die Verpackungsmaschine von oben. Der Pfeil bezeichnet die Laufrichtung.
- Auf der Verpackungsmaschine (2) werden Verpackungen (17) hergestellt, die aus zumindest einer Ober- (5) und einer Unterfolie (6) sowie einer oder mehreren Zwischenfolien (10) bestehen, die mittels eines Siegelrandes (19) versiegelt sind.
- Die Siegelstation (1) weist ein Siegeloberteil (3) und ein Siegelunterteil (4) auf, die für die Zeit eines Siegelvorganges zusammengefahren werden. Das Siegeloberteil (3) ist fest am Maschinenrahmen oder am Befestigungsriegel eines Hubsystems befestigt. Das Siegelunterteil (4) ist z.B. mittels einer Kniehebeleinrichtung oder einer pneumatischen Einrichtung in eine abgesenkte Stellung bzw. in eine geschlossene Stellung (Fig. 1) bewegbar, relativ zum Siegeloberteil (3).
- Im Gehäuse des Siegeloberteils (3) sind eine oder mehrere Siegelplatten (8) vorgesehen. Die Siegelplatte (8) ist entsprechend der Produktverpackung konturiert. Die Siegelplatte (8) umfasst eine Basisplatte (15), die die elektrischen Heizelemente (24) aufnimmt, eine Abdeckplatte (25) und eine Aufsatzsiegelplatte (26), die konturiert ist und die Randstruktur (19) der Verpackungen (17) wiedergibt, damit ein Siegeln dort erfolgt, wo ein Verbinden von Ober- (5), Zwischen- (10) und Unterfolie (6) erwünscht ist. Die Aufsatzsiegelplatte (26) kann weiterhin partiell mit Produktisolier-/kühlplatten ausgestaltet sein.
- Das Siegelunterteil (4) weist einen dem Siegeloberteil (3) zugewandten nach oben im Wesentlichen offenen Innenraum auf. Unter dem unteren Rand des Siegeloberteils und über dem oberen Rand des Siegelunterteils ist die Oberfolie (5) geführt. Auf dem oberen Rand des Siegelunterteils (4) ist eine Dichtung geführt, vorzugsweise aus Silikon. Das Siegelunterteil (4) weist einen oberen Rahmen auf, der Siegelbrille (35) genannt wird.
- Das Siegeloberteil (3) weist, dem Siegelunterteil (4) zugewandt, einen glatten Rand auf, während das Siegelunterteil (4) auf seiner dem Siegeloberteil (3) zugewandten Seite umlaufende elastische Dichtungsflächen aufweist. Darüber hinaus sind auch die Längs- und/oder Querstege, die als Widerlager für die Siegelplatten dienen und an denen die Siegelzonen durch Versiegeln geschaffen werden, mit Dichtungsflächen ausgestattet. Die Dichtungen bzw. Dichtungsflächen bestehen vorzugsweise aus Silikongummi.
- Der Innenraum des Siegeloberteils (3) ist über eine Bohrung mit einer nicht dargestellten Evakuierzuleitung verbunden. Das Siegelunterteil (4) wird, nachdem der entsprechende Folienabschnitt in die Siegelstation (1) eingefahren ist, angehoben und bei Anliegen eines entsprechenden Druckes so gegen das Siegeloberteil (3) gedrückt,
dass sich im Inneren eine Siegelkammer ausbildet, die hermetisch nach außen abgeschlossen ist und so die Oberfolie (5), die Zwischenfolien (10) und die Unterfolie (6) im Rahmen zwischen Siegeloberteil (3) und Siegelunterteil (4) eingeklemmt, jedoch quer zu Laufrichtung. In Laufrichtung sind nur die Oberfolie (5) und die Unterfolie (6) im Rahmen zwischen Siegeloberteil (3) und Siegelunterteil (4) eingeklemmt, die Zwischenfolien (10) liegen frei. Damit sind die Ober- (5), Zwischen- (10) und Unterfolie (6) plan und faltenfrei eingespannt. Gleichzeitig ermöglichen obige Abmessungen und Anordnung der Folienbahnen, dass die Vakuum- und Schutzgaszufuhr in den Randzonen zwischen Ober- und Unterfolie jeweils jenseits der Zwischenfolie(n) erfolgt, und so gleichzeitig neben den Zwischenräumen zwischen Unter- und erster Zwischenfolie und Ober- und letzter Zwischenfolie auch die Zwischenräume zwischen den Zwischenfolien sicher evakuiert und ggf. schutzbegast werden. - In dem nächsten Schritt erfolgt über die Evakuiereinrichtung, i.d.R. ein Evakuieren der Kammer und der Packung. Die Unterfolie (6) hat seitliche Durchbrechungen zum Kammervakuum, um ein Evakuieren der Packungen zu ermöglichen. Hierzu sind die Längsstege außerhalb des Bereichs, wo die Siegelplatte aufsetzt, z.B. im Randbereich der Verpackungen, mit Vakuumdüsen (11) versehen. Die Düsen korrespondieren dann mit den seitlichen Durchbrechungen der Unterfolie.
- Soweit es gewünscht ist, erfolgt durch entsprechendes Umschalten der Evakuier- und Begasungseinrichtung anschließend ein Zuführen eines Schutzgases in den Raum durch die Vakuumdüsen (11), die dann als Begasungsdüsen (11) dienen.
- In Fig. 2 ist gezeigt, dass die Unterfolie (6) von einer Rolle am Maschineneingang abgespult wird. Die Unterfolie (6) wird an den beiden äußeren Rändern in die sich öffnenden Folienklammern eingefädelt, wobei die Klammern bei Fortbewegung automatisch schließen, so dass die umlaufende Folientransportkette (36) die Unterfolie (6) forttransportiert. Die Folientransportkette (36) wird beidseits im Maschinenrahmen (20) gehaltert.
- Am Maschineneingang vor der ersten Auflagezone (39) ist weiterhin eine Lochstation (39) vorgesehen, die in Form eines auf- und niederfahrbaren Rahmens an jeweils außen gegenüberliegenden Kanten mit Lochmessern (40) versehen ist. Nach passieren der Lochstation (39) erreicht die Unterfolie (6) die erste Auflagezone (37) zum Auflegen von Produkten. Nach erfolgter Produktauflage wird eine Zwischenfolie (10) seitlich von einer Rolle abgespult und über das Umlenkdreieck (38) der Unterfolie mittig ausgerichtet und parallel zugeführt.
- Dem Fachmann ist klar, dass in gleicher Weise mehrere Auflagezonen (37) in Verbindung mit einer Zwischenfolienzufuhr, geführt über jeweils ein Umlenkdreieck (38) oder anderweitig von oben anlog der Oberfolie (5) erfolgen können. Durch die Verwendung von mehreren Zwischenfolien (10) verlängert sich der Maschinenrahmen (20) entsprechend.
- Fig. 3 und 4 zeigen die Verpackungsmaschine in seitlicher Ansicht und in Draufsicht. Der in Fig. 2 dargestellte Ausschnitt der Maschine ist auch in den Figuren 3 und 4 gezeigt. Zusätzlich sichtbar wird die zweite Auflagezone (37a) und die von einer oben angebrachten Folienrolle abgezogenen Oberfolie (5), die mittig ausgerichtet parallel zur Unter- (6) und Zwischenfolie (10) zugeführt wird. Die weiterhin dargstellte Siegelstation (1) ist bereits ausführlich im Zusammenhang mit Fig. 1 erläutert worden.
- Hinter der Siegelstation werden die zusammengefügten Folien mit eingeschlossenem Produkt der Schneidestation zugeführt, wobei zunächst eine Querschneidevorrichtung (41) die Packungsbahnen quertrennt und nachfolgend die Längsschneidevorrichtung (42) die Packungen vereinzelt.
Claims (13)
- Verpackungsmaschine (2) aufweisend einen langgestreckten Maschinenrahmen (20) in oder an dem sich zumindest zwei Auflagezonen (37,37a) für die Auflage von Verpackungsgut (17) in oder auf die im Maschinenrahmen (20) der Verpackungsmaschine geführten Folien (6,10,5) befinden, wobei• eine Unterfolie (6) in Form einer Folienbahn von einer Rolle abgezogen und beidseits am äußeren Folienrand der Folienbahn in jeweils einer Folientransportkette (36) gehaltert und die Folientransportkette (36) in dem Maschinenrahmen (20) geführt ist und über ein Antriebssystem taktweise umlaufbar ist,• nach der ersten Auflagezone (37) eine Zwischenfolie (10) in Form einer Folienbahn von einer Rolle parallel zur Unterfolie (6) ausgerichtet herangeführt ist und auf die Unterfolie (6) und das Verpackungsgut (17) auf der Unterfolie (6) aufgelegt ist,• ggf. weitere Auflagezonen (37a) mit entsprechender Heranführung, Ausrichtung, und Auflegen der Zwischenfolie (10) in Form einer Folienbahn auf das Verpackungsgut und die vorherige Zwischenfolie (10) längs des langgestreckten Maschinenrahmens (20) folgen,• nach der letzten Auflagezone (37 bzw. 37a) eine Oberfolie (5) in Form einer Folienbahn von einer Rolle parallel zur Unterfolie (6) ausgerichtet herangeführt ist und auf der letzten Zwischenfolie (10) und auf dem Verpackungsgut (17) auf der letzten Zwischenfolie (10) aufgelegt ist,• die Zwischenfolienbahn(en) (10) schmaler als die Oberfolie (5) ist(sind),• die Zwischenfolienbahn(en) (10) schmaler als die in der Folientransportkette (36) geführte Unterfolie (6) ist(sind),• der Maschinenrahmen (20) eine Siegelstation (1) aufweist, der die Folien mit eingeschlossenem Verpackungsgut (17) zugeführt werden, die zumindest eine Siegelplatte (8) und zumindest eine Siegelbrille (35) aufweist, um durch alle Folien hindurch taktweise eine um das Verpackungsgut (17) umlaufende geschlossene Siegelnaht einzubringen,• die Siegelstation (1) eine Vakuum- und eine Schutzgaszufuhr aufweist, um die Folien (6,5,10) mit eingeschlossenem Verpackungsgut (17) in der Siegelstation (1) zu evakuieren und zusätzlich mit Schutzgas zu begasen und• der Maschinenrahmen (20) weiterhin eine Schneide- oder Perforiervorrichtung (41,42) aufweist zum Vereinzeln der gesiegelten Folienbahnen mit eingeschlossenem Verpackungsgut (17) zur Herstellung von Einzelpackungen.
- Die Verpackungsmaschine gemäß Anspruch 1, dadurch gekennzeichnet, dass in den Auflagezonen (37, 37a) Verpackungsgut als Schnittware in Form von einer oder mehreren im Wesentlichen flachen Schindeln, insbesondere unterschiedlicher Art, aufgelegt ist.
- Die Verpackungsmaschine gemäß Anspruch 1 oder 2, dadurch gekennzeichnet, dass in den Auflagezonen Verpackungsgut in Form von parallel ausgerichteten teilweise überlappenden Schindeln aufgelegt ist.
- Die Verpackungsmaschine gemäß zumindest einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Verpackungsgut pro Takt in zwei, drei oder vier Spuren aufgelegt ist.
- Die Verpackungsmaschine gemäß zumindest einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Zwischenfolienbahn(en) (10) von einer Rolle von der Seite über ein Umlenkdreieck (38) zugeführt sind.
- Die Verpackungsmaschine gemäß zumindest einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Zwischenfolienbahn(en) (10) von einer Rolle von oben umgelenkt ist/sind.
- Die Verpackungsmaschine gemäß zumindest einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Siegelstation (1) aus einem Siegeloberteil (3) und einem über ein Hubsystem beweglichen Siegelunterteil (4), das sich im Maschinentakt zyklisch öffnet und schließt, besteht.
- Die Verpackungsmaschine gemäß zumindest einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Vakuum- und Schutzgaszufuhr (11) zwischen Unter- (6) und Oberfolie (5) im Bereich der Folienränder jenseits der schmaleren Zwischenfolie(n) (10) erfolgt.
- Die Verpackungsmaschine gemäß Anspruch 8, dadurch gekennzeichnet, dass der Maschinenrahmen (20) eine Lochstation (39) am Maschineneinlauf vor Zuführung der Oberfolie (5), vorzugsweise auch vor Zuführung der ersten Zwischenfolie (10), aufweist, um mehre Durchbrechungen in die Unterfolie (6) einzubringen, vorzugsweise in einer oder beiden Randzonen der Unterfolie (6), und die Siegelstation (1) eine Vielzahl von Vakuum- und/oder Begasungsdüsen (11) aufweist, die mit den Durchbrechungen der Unterfolie (6) fluchten, insbesondere in diese eintauchen, und die Vakuum- und/ oder die Schutzgaszufuhr über die Vakuum- und/oder Begasungsdüsen (11) erfolgt.
- Die Verpackungsmaschine gemäß Anspruch 9, dadurch gekennzeichnet, dass die Begasung über die Begasungsdüsen (11) und die Evakuierung über die Vakuumdüsen (11) erfolgt, wobei in der Betriebsform Schutzgasspülen vorzugsweise an einer Folienseite begast und an der anderen Folienseite Unterdruck angelegt ist.
- Die Verpackungsmaschine gemäß zumindest einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass die Zwischenfolie(n) (10) so bemessen und/oder geführt ist/sind, dass die Durchbrechungen der Unterfolie (6) nicht überlappt werden und insbesondere eine Breite aufweist, die maximal dem Abstand der Durchbrechungen, bezogen auf den inneren Rand der Durchbrechungen entspricht.
- Die Verpackungsmaschine gemäß zumindest einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass die Oberfolie (5) so bemessen ist, dass sie die Durchbrechungen der Unterfolie (6) vollständig überlappt.
- Verfahren unter Verwendung der Verpackungsmaschine (2) gemäß zumindest einem der Ansprüche 1 bis 12.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200520015901 DE202005015901U1 (de) | 2005-10-07 | 2005-10-07 | Verpackungsmaschine zur Herstellung von Mehrlagenfolienverpackungen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1772384A1 true EP1772384A1 (de) | 2007-04-11 |
Family
ID=35530597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06020892A Withdrawn EP1772384A1 (de) | 2005-10-07 | 2006-10-05 | Maschine und Verfahren zur Herstellung von Mehrlagenfolienverpackungen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1772384A1 (de) |
| DE (1) | DE202005015901U1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2749499A1 (de) | 2012-12-28 | 2014-07-02 | Multivac Sepp Haggenmüller GmbH & Co. KG | Verpackungsmaschine mit einer Schutzeinrichtung und Verfahren |
| WO2023215926A1 (de) | 2022-05-12 | 2023-11-16 | S.A.M. Innovations Gmbh & Co Kg | Vorrichtung zur herstellung von zwei- oder mehrlagigen vakuumierten und/oder mit schutzgas begasten folienverpackungen fuer lebensmittel |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010045192A1 (de) * | 2010-04-27 | 2011-10-27 | DIL Deutsches Institut für Lebensmitteltechnik e.V. | Verfahren zum bevorzugt kontinuierlichen Verpacken von Lebensmitteln |
| DE102011010601B4 (de) | 2011-02-08 | 2013-09-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988000907A1 (en) * | 1986-08-04 | 1988-02-11 | Garwood Limited | Packaging |
| WO1991003400A1 (en) * | 1989-08-30 | 1991-03-21 | Seawell Corporation N.V. | Packing perishable goods |
| DE19830258A1 (de) * | 1998-07-07 | 2000-01-13 | Ritter Kg Alfred | Verfahren sowie Vorrichtung zur Herstellung verpackter schokoladenartiger Produkte und nach diesem Verfahren hergestelltes Produkt |
| DE20312512U1 (de) * | 2003-08-11 | 2003-12-04 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung zum Herstellen von Mehr-Kammer-Behältnissen aus wasserlöslicher Folie |
-
2005
- 2005-10-07 DE DE200520015901 patent/DE202005015901U1/de not_active Ceased
-
2006
- 2006-10-05 EP EP06020892A patent/EP1772384A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988000907A1 (en) * | 1986-08-04 | 1988-02-11 | Garwood Limited | Packaging |
| WO1991003400A1 (en) * | 1989-08-30 | 1991-03-21 | Seawell Corporation N.V. | Packing perishable goods |
| DE19830258A1 (de) * | 1998-07-07 | 2000-01-13 | Ritter Kg Alfred | Verfahren sowie Vorrichtung zur Herstellung verpackter schokoladenartiger Produkte und nach diesem Verfahren hergestelltes Produkt |
| DE20312512U1 (de) * | 2003-08-11 | 2003-12-04 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung zum Herstellen von Mehr-Kammer-Behältnissen aus wasserlöslicher Folie |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2749499A1 (de) | 2012-12-28 | 2014-07-02 | Multivac Sepp Haggenmüller GmbH & Co. KG | Verpackungsmaschine mit einer Schutzeinrichtung und Verfahren |
| US10118784B2 (en) | 2012-12-28 | 2018-11-06 | Multivac Sepp Haggenmueller Se & Co. Kg | Packaging machine with a protective device and method |
| WO2023215926A1 (de) | 2022-05-12 | 2023-11-16 | S.A.M. Innovations Gmbh & Co Kg | Vorrichtung zur herstellung von zwei- oder mehrlagigen vakuumierten und/oder mit schutzgas begasten folienverpackungen fuer lebensmittel |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202005015901U1 (de) | 2005-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1935789B1 (de) | Verfahren und Anlage zum gasdichten Verpacken von Gegenständen | |
| DE102011010601B4 (de) | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung | |
| EP2769923B1 (de) | Tiefziehverpackungsmaschine mit Siegelstation und Verfahren | |
| DE2619030C2 (de) | Verpackung | |
| EP2251265B1 (de) | Verpackungsmaschine | |
| EP1984250B1 (de) | Verpackungsmaschine für die herstellung einer verpackung mit einem rücksprung in dem verpackungsmuldenrand | |
| EP2004491B1 (de) | Verfahren zum herstellen einer verpackung und verpackungsmaschine | |
| DE69024963T2 (de) | Verfahren und vorrichtung zum verpacken verderblicher güter | |
| EP2644516B1 (de) | Verpackungsmaschine mit einer Siegelvorrichtung | |
| DE102011115881A1 (de) | Tiefziehverpackungsmaschine | |
| EP2551203A1 (de) | Verfahren zum Schneiden von Packungen | |
| DE2122110A1 (de) | Verfahren und Anordnung zur Herstellung einer Skinverpackung | |
| DE19915040A1 (de) | Vorrichtung und Verfahren zum Trennen einer Folie mit wenigstens zwei Laminatschichten und Verpackungsmaschine mit einer solchen Vorrichtung sowie Packung mit einer Oberfolie aus wenigstens zwei Laminatschichten | |
| EP2845809A1 (de) | Vorrichtung zum gasdichten Verpacken von Gegenständen mit sich eng an die Gegenstände anlegender, tiefziehbarer Folie unter Einsatz eines Vakuums | |
| DE102005048491B4 (de) | Verpackungsmaschine zur Herstellung von Mehrlagenfolienverpackungen und deren Verwendung | |
| DE2102890A1 (de) | Verfahren und Vorrichtung zum Vakuum verpacken | |
| EP2563153B1 (de) | Verfahren zum bevorzugt kontinuierlichen verpacken von produkten | |
| DE202010004162U1 (de) | Verpackungsmaschine zur Herstellung von Packungen mit Packungsmarkierungen | |
| EP1772384A1 (de) | Maschine und Verfahren zur Herstellung von Mehrlagenfolienverpackungen | |
| WO2020099634A2 (de) | Doppelpackung mit unterschiedlicher begasung | |
| EP1806290B1 (de) | Verpackungsmaschine | |
| DE2751100A1 (de) | Verfahren und vorrichtung zum verpacken unter vakuum | |
| DE1901219A1 (de) | Verfahren und Vorrichtung zum Verpacken von festen Warenportionen in Packungen aus thermoplastischer Kunststoffolie | |
| DE102011012978A1 (de) | Schneid-, Einkerb- und/oder Perforationswerkzeug, Verpackungsmaschine mit einem solchen Werkzeug und Verfahren zum Zerschneiden, Einkerben oder Perforieren von flächigem Gut mit dem Werkzeug | |
| DE102010050734A1 (de) | Wiederverschließbare Verpackung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070605 |
|
| 17Q | First examination report despatched |
Effective date: 20070712 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110501 |