EP1772384A1 - Machine et procédé pour fabriquer des emballages à plusieurs couches de feuilles. - Google Patents
Machine et procédé pour fabriquer des emballages à plusieurs couches de feuilles. Download PDFInfo
- Publication number
- EP1772384A1 EP1772384A1 EP06020892A EP06020892A EP1772384A1 EP 1772384 A1 EP1772384 A1 EP 1772384A1 EP 06020892 A EP06020892 A EP 06020892A EP 06020892 A EP06020892 A EP 06020892A EP 1772384 A1 EP1772384 A1 EP 1772384A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- sealing
- packaging machine
- machine according
- packaged goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/021—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas the containers or wrappers being interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/045—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for single articles, e.g. tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/08—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products between layers or strips of sheet or web material, e.g. in webs folded to zig-zag form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/025—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers
- B65B31/028—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for rigid or semi-rigid containers closed by a lid sealed to the upper rim of the container, e.g. tray-like container
Definitions
- the invention relates to a packaging machine for the continuous production of multi-layer film packaging using a plurality of film webs comprising an elongate machine frame with at least two support zones for the support of packaged goods, a supply for a top film, a bottom film and at least one intermediate film, each in the form of film webs.
- Packaging often consists of two merged foils. Such films are processed on packaging machines usually in the form of film webs. For this purpose, the film webs are guided in funding and divided by cutting tools in defined sections of film. Conventional packaging often consists of a bottom sheet formed in troughs and a top sheet sealed thereon.
- Packaging from a lower film formed in troughs, packaged goods introduced into the trough and a top film sealed on the trough have long been known. These are created on thermoforming packaging machines.
- the lower film is withdrawn from a roll and cyclically transported with a film transport chain, also referred to as a clip chain or staple chain transported.
- a film transport chain also referred to as a clip chain or staple chain transported.
- depressions are formed from the flat lower film.
- Packaging products are inserted manually or automatically into these hollows.
- the top film is added, which is sealed in a sealing station on the lower film, so as to create closed containers.
- the upper film for closing the packages is brought from above to the lower film and is subsequently parallel to the lower film, to be guided to the sealing tool. The sealing takes place on the substantially flat edges that surround the shaped hollows of the lower film.
- multilayer film packaging are known.
- SAM Kuchler Knowler Electronics GmbH
- multi-layer packaging for perishable foods such as sliced sausage and meat products and sliced cheese, consisting of a bottom foil, one or two intermediate films and a top film.
- the transparent films can be peeled off film by film, so that after removal of the top film, the first layer of food is released, while the further enclosed food in the still closed chambers longer protected from environmental influences kept.
- Such packages are i.d.R. with appropriate machines. directly in grocery stores, e.g. produced at the counter, wherein the food-cut goods are stored by the slicing machine on previously created individual film sections and then at least partially closed without the use of vacuum or inert gases.
- the application of a vacuum or inert gas is not provided and also not readily possible.
- the machines include a slicing machine that processes fresh barware, e.g. Sausage, cuts, on a film section hangs up (one layer, for example, four staggered slices), an intermediate film section hangs up, the secondmaschinesgutlage offset deposited on the intermediate film, a further intermediate film section hangs and the third and last layer offset on the intermediate film two stored. Now, the last film section is placed and the shingled unit passes into the welding station to be welded at the edges to the four corners through the four foils.
- Multi-layer packaging and a method for their production are known, but no packaging under vacuum or exchange of ambient air is made possible against a protective gas.
- the special embodiment of the films according to the present invention can not be suggested by this.
- the packaging machines used for the process according to the invention are machines derived from conventional thermoforming packaging machines. They have an elongate machine frame, in or on which there are support zones for the support of the preferably flat packaged goods in or on the guided in the context of the packaging machine films.
- the lower film is pulled off a roll and held on both sides on the outer film edge of the film web in each case a film transport chain and transported intermittently.
- the packaged product is placed flat on the lower film in the first edition zone.
- Cuttings may, for example, be in the form of one or more partially overlapping shingles consisting e.g. from 2 to 10 slices, to be hung up.
- the lower film is not cup-shaped and substantially flat.
- the packaging machine may alternatively also have a processing station for forming troughs (forming station or thermoforming station) before the first support zone.
- a processing station for forming troughs forming station or thermoforming station
- the packaged goods are not placed on the flat bottom film but inserted into the pronounced trough.
- the packaged goods per cycle in two or three tracks on the lower film is placed to form two or three multi-layer packaging per between the edges of the film forming portion of the film web.
- the application of the packaging material can be done manually or mechanically by means of a slicer (disc cutter) with storage device and / or conveyor belt directly on the film web. Underneath the film (s) there is advantageously, in the region of the support zone (s), an insertion template designed according to the cycle and the tracks.
- the supply of the first intermediate foil follows from a roller either deflected from above or led from the side over a deflection triangle. After feeding the intermediate film, this is aligned parallel to the lower film.
- the intermediate film web (s) is narrower than the lower film guided in the film transport chain, in particular by at least 20 mm, in particular by at least 30 mm.
- the intermediate film webs are respectively guided so that the marginal edges of the intermediate films are guided on both sides by at least 10 mm, more preferably offset by at least 15 mm inwardly from the two marginal edges of the lower film.
- the packaged product is placed flat on the first flat intermediate film in the second support zone.
- Cuttings may, for example, be in the form of shingles consisting of e.g. 2 to 10 discs are placed, preferably slightly offset parallel to the / the previous shingled position (s) to allow from above at least partially the view of the underlying (n) layer (s).
- the packaged product is then placed flat on the intermediate film in the third (further) support zone.
- Cuttings can be placed in shingles as described above.
- the upper film is supplied laterally or from above, preferably from above, from another roll, aligned parallel to the lower film and further guided into the sealing station.
- the sealing station consists of a top and bottom part and opens and closes cyclically in the machine cycle.
- the base lowers cyclically when feeding the product layers in the sealing station and then rises again.
- the upper film web has the same width or is narrower than the lower film guided in the film transport chain, in particular by a maximum of 5 mm narrower.
- the upper film web is guided in each case so that it covers the marginal edges of the intermediate films securely, preferably on both sides by at least 10 mm, preferably by at least 15 mm.
- the intermediate foil (s) and top foil are transported in a cyclic manner with the bottom foil to the sealing station by means of a bottom foil guided in the foil transport chain, on which they are fixed or sealed.
- the respective beginning of the film unwound from a roll must be fixed on the respectively underlying film for transport.
- the lower film and the intermediate and upper film sealed with the latter are separated by cutting tools.
- the sealing station consists of a sealing upper part and a sealing lower part, which is movable via a lifting system and opens and closes cyclically in the machine cycle.
- a sealing ring corresponding to the shape of the packaging is used, which is part of the sealing lower part and is moved up or down. As far as cavities were deep-drawn, they are enclosed by the milled pockets of the seal goggles. For flat-formed sub-films of multilayer film packaging, the milled out pockets of the sealing goggles surround the product layers.
- the heated sealing plate in the sealing upper part of the sealing station moves downwards and seals the upper film and the intermediate films on the lower film in the area of the sealing seam that completely surrounds the packaging.
- the packs in the sealing station are evacuated or purged with protective gas or evacuated and additionally gassed with inert gas, such as nitrogen / carbon dioxide.
- the lower film was provided at the machine inlet prior to feeding the upper film, but preferably also before feeding the first intermediate film, in one or preferably both edge zones of the lower film with openings or holes.
- vacuum and gassing nozzles are arranged so that they are aligned with the punched or punched openings and in particular immersed in these.
- the intermediate film (s) do not overlap the apertures of the lower film.
- the intermediate film (s) therefore has / have a width that corresponds at most to the spacing of the apertures, relative to the inner edge of the apertures.
- the top film completely overlaps the apertures, is always wider than the intermediate films and may have the width of the bottom film or bottom film web.
- the atmospheric air between the films and also in the sealing station is at least sucked off by the vacuum nozzles, e.g. to a pressure of less than 10 mbar.
- the vacuum valves in the supply close to the vacuum nozzles.
- the protective gas supply opens and via the gassing nozzles, protective gas is blown between the upper and lower films and between the narrower intermediate films enclosed by them into the product space, e.g.
- the recirculation pressure is set to values of e.g. 100 to 900 mbar and e.g. 500 mbar set.
- the heated sealing plate and sealing goggles are brought together to seal the multilayer foil packaging by means of a sealing edge.
- the multilayer film packaging can also be rinsed only with inert gas.
- the sealing station and the vacuum and gassing nozzles are operated in a similar manner, except that simultaneously the gassing takes place via the gassing nozzles and the evacuation via the vacuum nozzles. Appropriately gassed on one side of the film and applied to the other side of the film light vacuum.
- the films are preferably flexible and independent thereof (almost) gas-tight and possibly provided with a UV protection.
- the films may e.g. be made of PP or polyester and are preferably coated so that they seal under heat but can also be opened by hand, without the films tear.
- the foil layer can be opened for foil layer, whereby the foils in the sealing seams separate cleanly. As an opening aid peel corners or unsealed packing zones may be provided outside the product area.
- the upper film, intermediate film (s) and lower film preferably have film thicknesses of up to 40 .mu.m.
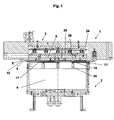
- packaging (17) consist of at least one top (5) and a bottom foil (6) and one or more intermediate films (10) which are sealed by means of a sealing edge (19).
- the sealing station (1) has a sealing upper part (3) and a lower sealing part (4), which are moved together for the duration of a sealing process.
- the seal top (3) is firmly attached to the machine frame or to the fastening bolt of a lifting system.
- the seal base (4) is e.g. by means of a toggle device or a pneumatic device in a lowered position or in a closed position (Fig. 1) movable relative to the seal top (3).
- the sealing plate (8) is contoured according to the product packaging.
- the sealing plate (8) comprises a base plate (15) which receives the electric heating elements (24), a cover plate (25) and a top sealing plate (26) which is contoured and reflects the edge structure (19) of the packages (17) a seal takes place where a connection of upper (5), intermediate (10) and lower film (6) is desired.
- the top plate (26) may further be partially configured with Artsisolier- / cold plates.
- the lower seal part (4) has a seal upper part (3) facing upwardly substantially open interior. Below the lower edge of the sealing upper part and above the upper edge of the lower sealing part, the upper foil (5) is guided. On the upper edge of the lower sealing part (4) a seal is guided, preferably made of silicone.
- the seal base (4) has an upper frame, which is called sealing glasses (35).
- the sealing upper part (3), facing the lower sealing part (4), has a smooth edge, while the lower sealing part (4) has circumferential elastic sealing surfaces on its side facing the sealing upper part (3).
- the longitudinal and / or transverse webs, which serve as an abutment for the sealing plates and at which the sealing zones are created by sealing are equipped with sealing surfaces.
- the seals or sealing surfaces are preferably made of silicone rubber.
- the interior of the sealing upper part (3) is connected via a bore with a Evakuierzu effet, not shown.
- the seal lower part (4) is, after the corresponding film section is retracted in the sealing station (1), raised and pressed in the presence of a corresponding pressure against the seal upper part (3), that forms inside a seal chamber, which is hermetically sealed to the outside and so the upper film (5), the intermediate films (10) and the lower film (6) in the frame between seal upper part (3) and lower seal part (4) clamped, but transversely to direction. In the direction of travel, only the upper film (5) and the lower film (6) are clamped in the frame between the sealing upper part (3) and lower sealing part (4), the intermediate films (10) are exposed.
- the upper (5), intermediate (10) and lower film (6) are clamped flat and wrinkle-free.
- the above dimensions and arrangement of the film webs that the vacuum and protective gas supply in the edge zones between the upper and lower film each beyond the intermediate film (s) takes place, and so at the same time next to the spaces between the lower and first intermediate foil and top and last intermediate foil Also, the spaces between the intermediate films safely evacuated and possibly protected.
- the evacuation device i.d.R. an evacuation of the chamber and the pack.
- the lower film (6) has lateral openings for chamber vacuum to allow evacuation of the packs.
- the longitudinal webs are outside the area where the sealing plate touches, e.g. in the edge area of the packaging, provided with vacuum nozzles (11). The nozzles then correspond to the lateral openings of the lower film.
- the evacuation and gassing device is subsequently switched by supplying a protective gas into the space through the vacuum nozzles (11), which then serve as gassing nozzles (11).
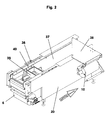
- Fig. 2 it is shown that the lower film (6) is unwound from a roll at the machine entrance.
- the lower film (6) is threaded at the two outer edges in the opening film clips, the brackets automatically close when moving, so that the rotating film transport chain (36), the lower film (6) transported away.
- the film transport chain (36) is held on both sides in the machine frame (20).
- a perforation station (39) is furthermore provided, which is provided with perforated knives (40) in the form of a frame which can be raised and lowered on respective outer edges.
- the lower film (6) After passing through the perforation station (39), the lower film (6) reaches the first support zone (37) for placing products.
- an intermediate film (10) is unrolled laterally from a roll and centered over the deflection triangle (38) of the lower film and fed in parallel.
- FIGS. 3 and 4 show the packaging machine in a side view and in plan view.
- the detail of the machine shown in FIG. 2 is also shown in FIGS. 3 and 4.
- the second support zone (37a) and the top film (5) drawn off from a top-mounted film roll, which is fed in the center aligned parallel to the bottom (6) and intermediate film (10), are visible.
- the further illustrated sealing station (1) has already been explained in detail in connection with FIG. 1.
- the assembled foils with enclosed product are fed to the cutting station, wherein initially a cross cutting device (41) crosses the packing webs and subsequently the longitudinal cutting device (42) separates the packs.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Vacuum Packaging (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200520015901 DE202005015901U1 (de) | 2005-10-07 | 2005-10-07 | Verpackungsmaschine zur Herstellung von Mehrlagenfolienverpackungen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1772384A1 true EP1772384A1 (fr) | 2007-04-11 |
Family
ID=35530597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06020892A Withdrawn EP1772384A1 (fr) | 2005-10-07 | 2006-10-05 | Machine et procédé pour fabriquer des emballages à plusieurs couches de feuilles. |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1772384A1 (fr) |
| DE (1) | DE202005015901U1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2749499A1 (fr) | 2012-12-28 | 2014-07-02 | Multivac Sepp Haggenmüller GmbH & Co. KG | Machine d'emballage avec un dispositif de protection et procédé |
| WO2023215926A1 (fr) | 2022-05-12 | 2023-11-16 | S.A.M. Innovations Gmbh & Co Kg | Dispositif de fabrication d'emballages scellés à deux couches ou multicouches, sous vide et/ou exposés à un gaz protecteur pour produits alimentaires |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010045192A1 (de) * | 2010-04-27 | 2011-10-27 | DIL Deutsches Institut für Lebensmitteltechnik e.V. | Verfahren zum bevorzugt kontinuierlichen Verpacken von Lebensmitteln |
| DE102011010601B4 (de) | 2011-02-08 | 2013-09-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988000907A1 (fr) * | 1986-08-04 | 1988-02-11 | Garwood Limited | Emballage |
| WO1991003400A1 (fr) * | 1989-08-30 | 1991-03-21 | Seawell Corporation N.V. | Emballage pour marchandises perissables |
| DE19830258A1 (de) * | 1998-07-07 | 2000-01-13 | Ritter Kg Alfred | Verfahren sowie Vorrichtung zur Herstellung verpackter schokoladenartiger Produkte und nach diesem Verfahren hergestelltes Produkt |
| DE20312512U1 (de) * | 2003-08-11 | 2003-12-04 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung zum Herstellen von Mehr-Kammer-Behältnissen aus wasserlöslicher Folie |
-
2005
- 2005-10-07 DE DE200520015901 patent/DE202005015901U1/de not_active Ceased
-
2006
- 2006-10-05 EP EP06020892A patent/EP1772384A1/fr not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988000907A1 (fr) * | 1986-08-04 | 1988-02-11 | Garwood Limited | Emballage |
| WO1991003400A1 (fr) * | 1989-08-30 | 1991-03-21 | Seawell Corporation N.V. | Emballage pour marchandises perissables |
| DE19830258A1 (de) * | 1998-07-07 | 2000-01-13 | Ritter Kg Alfred | Verfahren sowie Vorrichtung zur Herstellung verpackter schokoladenartiger Produkte und nach diesem Verfahren hergestelltes Produkt |
| DE20312512U1 (de) * | 2003-08-11 | 2003-12-04 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung zum Herstellen von Mehr-Kammer-Behältnissen aus wasserlöslicher Folie |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2749499A1 (fr) | 2012-12-28 | 2014-07-02 | Multivac Sepp Haggenmüller GmbH & Co. KG | Machine d'emballage avec un dispositif de protection et procédé |
| US10118784B2 (en) | 2012-12-28 | 2018-11-06 | Multivac Sepp Haggenmueller Se & Co. Kg | Packaging machine with a protective device and method |
| WO2023215926A1 (fr) | 2022-05-12 | 2023-11-16 | S.A.M. Innovations Gmbh & Co Kg | Dispositif de fabrication d'emballages scellés à deux couches ou multicouches, sous vide et/ou exposés à un gaz protecteur pour produits alimentaires |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202005015901U1 (de) | 2005-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005048491B4 (de) | Verpackungsmaschine zur Herstellung von Mehrlagenfolienverpackungen und deren Verwendung | |
| EP1935789B1 (fr) | Procédé et installation pour emballer des objets d'une façon étanche au gaz | |
| DE2619030C2 (de) | Verpackung | |
| EP2251265B1 (fr) | Machine d'emballage | |
| DE102011010601B4 (de) | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung | |
| EP1984250B1 (fr) | Machine d'emballage pour la preparation d'un emballage avec retrait dans le bord de la barquette d'emballage | |
| EP2004491B1 (fr) | Procédé de fabrication d'un emballage et machine à emballer | |
| EP2644516B1 (fr) | Machine d'emballage dotée d'une scelleuse | |
| EP2551203B1 (fr) | Procédé destiné à couper des emballages | |
| EP2769923A1 (fr) | Machine d'emballage par emboutissage profond avec poste de scellage et procédé | |
| DE69024963T2 (de) | Verfahren und vorrichtung zum verpacken verderblicher güter | |
| DE2122110A1 (de) | Verfahren und Anordnung zur Herstellung einer Skinverpackung | |
| DE19915040A1 (de) | Vorrichtung und Verfahren zum Trennen einer Folie mit wenigstens zwei Laminatschichten und Verpackungsmaschine mit einer solchen Vorrichtung sowie Packung mit einer Oberfolie aus wenigstens zwei Laminatschichten | |
| EP2722281A2 (fr) | Procédé d'emballage d'objets de manière étanche au gaz à l'aide d'un film emboutissable appliqué contre les objets, sous l'application d'un vide | |
| EP2563153B1 (fr) | Procédé pour l'emballage preferentiel en continu de produits | |
| DE2102890A1 (de) | Verfahren und Vorrichtung zum Vakuum verpacken | |
| EP1772384A1 (fr) | Machine et procédé pour fabriquer des emballages à plusieurs couches de feuilles. | |
| EP1806290B1 (fr) | Machine d'emballage | |
| DE202010004162U1 (de) | Verpackungsmaschine zur Herstellung von Packungen mit Packungsmarkierungen | |
| WO2020099634A2 (fr) | Emballage double à chargement de gaz de protection différent | |
| DE2751100A1 (de) | Verfahren und vorrichtung zum verpacken unter vakuum | |
| DE102011012978A1 (de) | Schneid-, Einkerb- und/oder Perforationswerkzeug, Verpackungsmaschine mit einem solchen Werkzeug und Verfahren zum Zerschneiden, Einkerben oder Perforieren von flächigem Gut mit dem Werkzeug | |
| DE102010050734A1 (de) | Wiederverschließbare Verpackung | |
| DE1901219A1 (de) | Verfahren und Vorrichtung zum Verpacken von festen Warenportionen in Packungen aus thermoplastischer Kunststoffolie | |
| WO2016091516A1 (fr) | Procédé de formation de deux couches sur un film de couverture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070605 |
|
| 17Q | First examination report despatched |
Effective date: 20070712 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110501 |