EP1640145A1 - Direktantrieb und Steuerung für eine Exzenterpresse - Google Patents
Direktantrieb und Steuerung für eine Exzenterpresse Download PDFInfo
- Publication number
- EP1640145A1 EP1640145A1 EP04022983A EP04022983A EP1640145A1 EP 1640145 A1 EP1640145 A1 EP 1640145A1 EP 04022983 A EP04022983 A EP 04022983A EP 04022983 A EP04022983 A EP 04022983A EP 1640145 A1 EP1640145 A1 EP 1640145A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drive
- flywheel
- speed
- eccentric shaft
- clutch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/26—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by cams, eccentrics, or cranks
- B30B1/266—Drive systems for the cam, eccentric or crank axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/14—Control arrangements for mechanically-driven presses
- B30B15/142—Control arrangements for mechanically-driven presses controlling the brake or the clutch
Definitions
- the invention relates to a speed-modulated direct drive with servomotor for an eccentric press and a control to do so.
- Drives for presses in particular eccentric presses are formed in a conventional manner as a compact drive with electric drive motors, which are connected to energy storage in the form of rotating flywheel masses.
- the rotational movement of the drive is converted by an eccentric shaft with connecting rod in a translational movement of the press ram.
- the high energy required for forming is taken from the rotating flywheel as kinetic energy.
- the flywheel is an integral part of the drive.
- Eccentric presses are further provided with auxiliary devices, which include stroke adjustment, ram adjustment and hydraulic overload protection.
- forming machines which include the presses, on the one hand a short cycle time, on the other hand the lowest possible forming or punching speed sought.
- This task can be achieved by modulation of the transmission ratio of the drive, ie variation of the transmission ratio.
- servo motors are increasingly used for the press drive.
- Servo motors are characterized in that they are angularly accurate and controllable in their speed, wherein a sensor determines the rotation angle and / or the rotational speed.
- a sensor determines the rotation angle and / or the rotational speed.
- Such a drive has the disadvantage that the servomotor for the forming process must have high power reserves, because the previously intended as an energy storage flywheel deteriorates the controllability of the drive, which should have the smallest possible moment of inertia for the purpose of speed modulation.
- a pressing device with servo motor is described with a main drive, which is designed as a rotary direct drive, ie as a drive without gear, with an eccentric, a connecting rod and at least one press ram arranged thereon.
- This drive concept saves gearboxes, flywheels, clutches and brakes.
- the motor is designed as a servomotor, which is designed for the maximum load and therefore generates high load peaks in the electrical supply network.
- a flywheel is again provided, which is constantly connected to the drive and thus deteriorates the dynamic properties of the direct drive.
- Object of the present invention is to provide a drive assembly for a forming machine with eccentric shaft, which is simple and inexpensive and allows a particularly effective operation.
- this object is achieved with the subject matter of claim 1 and the subject of claim 12. It is a speed-modulated drive device for a forming machine with an eccentric shaft with a press ram, preferably an eccentric, proposed with a drive with a servo motor or a torque motor and the eccentric shaft as the output shaft of the drive and connectable to the drive flywheel, the drive with variable moment of inertia is formed by being switched on and disengaged with the flywheel.
- a method for controlling a variable speed drive with an eccentric shaft as the output shaft with a servo motor or a torque motor for a forming machine with a press ram, preferably an eccentric press wherein the drive is controllable so that it varies over the rotation of the eccentric shaft in a working speed and a transport speed to vary the speed of the eccentric shaft over its rotation, wherein in the range of working speed, the moment of inertia of the drive is increased and reduced in the range outside the working speed, in particular in the range of the transport speed, the moment of inertia of the drive becomes.
- a servomotor is a rotational angle and / or speed controllable motor.
- servo motors are expressly understood to include torque motors and other embodiments of motors that are capable of angular and speed control.
- the drive formed from the servo motor, at least one gear, preferably a gear train or a toothed belt transmission, and the eccentric shaft as the output shaft, that can be so dimensioned that it has the smallest possible moment of inertia.
- the servo motor can therefore be designed for a comparatively low power in order to give the drive a high transport speed and then to reduce the high transport speed to the low operating speed.
- the distinction between the selected as low as possible for a good transformation speed in the work step and for a shortest possible succession of steps highly selected transport speed between steps is typical for modern forming machines. Characterized in that the drive is formed with a small moment of inertia, the change between the transport speed and the working speed can be done quickly, i. within a complete revolution of the eccentric shaft.
- the working speed is the working speed which the eccentric shaft assumes during the working step
- the transport speed is the transport speed which the eccentric shaft assumes during the revolution between the work steps. Due to the increased power requirement for the work step, it is intended to connect the flywheel to the drive via a switchable clutch and thus to use the energy stored in the flywheel for the work step.
- the flywheel can be returned to the consumed energy with the servomotor, i.
- the flywheel is accelerated to the working speed before the next work step.
- the coupling of the coupling for the rigid connection of the flywheel with the drive and increasing the speed of the eccentric shaft can be provided from standstill to the working speed.
- the acceleration phase may last several eccentric shaft revolutions. Forming processes are already being carried out.
- the decoupling of the flywheel and drive takes place only when the eccentric shaft reaches the working speed for the first time after bottom dead center.
- a transmission between the output shaft of the servomotor and the eccentric shaft for example a toothed belt transmission or a gear transmission or a combination of both transmissions.
- a transmission may be advantageous in order to provide a high torque on the eccentric shaft or to suppress the speed of the servomotor.
- the coupling of the flywheel by the switchable coupling to the drive can be provided in principle at all points from the output shaft of the servo motor to the eccentric shaft.
- Each of these arrangements has specific advantages and disadvantages.
- the kinetic energy storable in the flywheel is proportional to the square of the speed and the moment of inertia of the flywheel.
- the coupling of the flywheel may be provided to the output of the servomotor. If the stored energy in the flywheel should be used without friction losses, the coupling of the flywheel may be provided to the eccentric shaft.
- the disadvantage of this arrangement however, the necessary high mass of the flywheel to save enough energy despite low speed.
- a control device may be provided for the control of the method, which receives signals from sensors which are arranged on the servo motor and / or the clutch and / or the flywheel and / or the eccentric shaft.
- the sensors are designed as rotational angle sensors and / or rotational speed sensors. These sensor designations are to be understood as a functional characterization.
- the measured variable speed is defined as the number of revolutions of a rotating body per unit time.
- the speed is understood here as a rotation angle change per unit time, ie it is understood as within a complete revolution of the rotating body variable measurable. Therefore, the working speed and the transport speed can be specified as speeds. Consequently, from the signal of a rotation angle sensor and simultaneous time measurement, the current speed be determined.
- the sensors can be arranged on all rotating components of the drive.
- the sensors can be configured as photoelectric sensors and / or as Hall sensors and / or as capacitive sensors and / or as inductive sensors.
- the sensors can be provided to arrange the sensors on a pitch circle of a rotating component of the drive. So if the rotation angle is to be determined to 1 °, 360 sensors can be arranged on a pitch circle. Such an arrangement is associated with a high cost for the sensors, which, however, can be reduced by miniaturization and mass production. Modern image sensors, such as those used in electronic cameras, are equipped with millions of identically designed sensors. However, it is also possible to provide only one sensor which sweeps over a circular graduation which is subdivided in steps, for example formed as a graduated disk with a 360 ° graduation.
- the 360 ° pitch may be formed depending on the physical effect of the intended sensor.
- the dividing disk can be formed, for example, as a disk-magnetized disk, for an optical sensor as a graduated disk.
- sensors which generate a signal during relative movement.
- a sensor may be formed by a receiving coil in which an electrical voltage is induced by passing one or more permanent magnets.
- Such a sensor is particularly suitable for detecting the synchronous rotation of the coupling halves of the coupling. With synchronous rotation, both coupling halves are mutually in rest position, which is why no voltage is induced in the sensor.
- the flywheel is permanently or temporarily connected switchable with an auxiliary motor.
- the additional motor can be temporarily connected to start the flywheel connected to the flywheel, so that the servo motor of the drive is only provided for starting the drive.
- the auxiliary engine can also be permanently connected to the flywheel.
- the servomotor of the drive can be relieved, because the additional motor provides the flywheel during the forming process removed kinetic energy immediately after passing through the bottom dead center, so the flywheel after the forming process accelerated back to working speed and in this way the speed of the flywheel constant stops, while the servo drive can accelerate the eccentric shaft to the transport speed directly after passing the bottom dead center.
- the additional motor is designed as a servomotor, because such a motor is particularly well suited for setting and controlling the speed of the flywheel.
- the flywheel is constantly connected by switching the clutch to the drive.
- the drive according to the invention can be used like a conventional compact drive.
- the operating staff operates by input of control commands via a keyboard and / or a touchscreen and / or programmed code cards, the control device. It can be provided that the control device supplements inputs of the operating personnel on the basis of calculation programs and / or sensor signals of the drive and / or the clutch and / or the flywheel. It may be provided, for example, to determine in this way the maximum permissible transport speed.
- control device monitors the safety of the drive and corrects or refuses erroneous inputs for this purpose and, if necessary, brings about an emergency stop in the event of a fault.
- On Failure case for example, be forced from the outside standstill of the press ram or the eccentric shaft.
- special sensors such as force and temperature sensors, can be provided in order to report danger states to the control device.
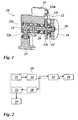
- Fig. 1 shows a drive 10 for a press comprising a servomotor 11, a toothed belt transmission 12, an intermediate shaft 18, a gear train 20 and an eccentric shaft 22.
- the eccentric shaft 22 forms the output shaft of the drive 10. It passes through an eccentric offset to the rotation axis center portion 22e pivotally a connecting rod 22p, which is rotatably connected at its end portion with a press ram 24.
- the output of the servomotor 11 is connected to the toothed belt transmission 12, which is formed of a motor pinion gear 12m, a toothed belt 12r and a toothed pulley 12s.
- the motor pinion 12m is penetrated by the output shaft of the servo motor 11 and connected to this torsionally rigid.
- the toothed disc 12s is arranged rotationally rigidly on the intermediate shaft 18. In this way, the rotational movement of the output shaft of the servomotor 11 via the toothed belt 12r, which wraps around the motor pinion 12m and the toothed disc 12s, transmitted without slip on the intermediate shaft 18.
- the servomotor 11 functions not only as a drive motor but also as a brake. When the servomotor 11 is operated as a brake, it forms an electrical generator and returns kinetic energy stored in the rotating components of the drive 10 as electrical energy to the electric network feeding it, so that the average energy requirement of the servomotor 11 can be less than its peak energy requirement.
- the term servomotor here also includes a so-called torque motor, which has a higher torque at low speed than the known servomotors. The maximum speed of the torque motor is designed to be lower than that of the servomotor. It may therefore be provided instead of the servomotor, a torque motor.
- the intermediate shaft 18 engages with its output section, the drive pinion of the gear train 20, which is only indicated in the schematic sectional view in Fig. 1, and is connected to this torsionally rigid.
- the output gear of the gear train 20 is penetrated by the drive section of the eccentric shaft 22 and connected to it torsionally rigid.
- the gear train 20 is connected between intermediate shaft 18 and eccentric shaft 22 and provided for speed reduction.
- an intermediate gear which is preferably designed as a gear transmission.
- a different type of transmission may be provided instead of the gear train. It can also be provided to omit the gear mechanism 20, in particular if a torque motor is provided as the drive motor.
- the toothed belt transmission 12 has in this embodiment primarily the task to form the drive 10 as a compact assembly and allows the arrangement of the servo motor 11 via the intermediate shaft 18, because the timing belt 12r bridges the parallel offset between the output shaft of the servo motor 11 and the intermediate shaft 18.
- the eccentric middle section 22e of the eccentric shaft 22 forms, with the connecting rod 22p, an assembly which converts the rotary drive movement of the servomotor 11 into a translatory movement of the press ram 24.
- the output side end portion of the connecting rod is rotatable with the upper end portion of the Press ram 24 connected.
- the flywheel 16 is rotatably arranged on the end remote from the gear train 20 end portion of the intermediate shaft 18.
- the flywheel 16 is rotatably connected via the clutch 14 to the intermediate shaft 18 switchable.
- the drive of the clutch 14 is arranged rotationally fixed on the intermediate shaft 18 and the output of the clutch 14 is rotationally rigidly connected to the flywheel 16.
- the flywheel 16 can be connected switchable torsionally rigid with the intermediate shaft 18 and are rotated by the drive 10 in rotation. Due to the rotational energy stored in the rotating flywheel 16, the flywheel 16 is able to deliver energy thereto upon loading of the drive 10 and thus stabilize the speed of the drive 10, i. the rotational speed of the eccentric shaft 22 is stabilized.
- the toothed disc 12s, the clutch 14 and the flywheel 16 are arranged in the illustrated embodiment without lateral play on the intermediate shaft 18.
- the direction of the power flow is indicated by arrows, with continuous arrows for the power flow from the servo motor 11 to the press ram 24 - in the following referred to as Hauptkraftfluß - and with broken arrows representing the flow of power from a component of the drive 10 to the flywheel 16 and the return of kinetic energy stored in the rotating flywheel 16 - hereinafter referred to as Maukraftfluß - to this component of the drive 10.
- Die Components of the drive 10 are summarized for better clarity by an interrupted boundary line.
- Fig. 2 illustrates the flow of force between the components of the drive 10 and the clutch / flywheel assembly 14, 16 for the first embodiment in Fig. 1.
- the same elements are designated by the same positions.
- the main power flow is directed from the output of the servomotor 11 via the toothed belt transmission 12, the gear train 20 and the eccentric shaft 22 on the press ram 24, which is set in this way in a downward movement.
- the Superkraftfluß is directed via the clutch 14 to the flywheel 16, which is charged in this way with kinetic energy.
- Fig. 3 shows a second embodiment of the coupling of the assembly clutch / flywheel 14, 16 to the drive 10.
- the clutch 14 is now connected to the output of the servomotor 11.
- the main power flow is unchanged from the first embodiment shown in FIG.
- the Superkraftfluß is now directed by the output of the servo motor 11 via the clutch 14 to the flywheel 16.
- the secondary power flow is directed to the press ram 24 via the clutch 14, the toothed belt transmission 12, the gear train 20 and the eccentric shaft 22.
- the Finekraftfluß is directed via the clutch 14 and the eccentric shaft 22 on the press ram 24.
- the assembly clutch / flywheel 14, 16 can be connected to different elements of the drive 10.
- the kinetic energy storable in the flywheel 16 is proportional to the square of the rotational speed and the moment of inertia of the flywheel 16.
- the arrangement may be provided in Fig. 3. In this case, it may further be provided to concentrate the mass of the flywheel 16 on the circumference of the flywheel, i. to form the flywheel substantially with T-shaped cross-section.
- the arrangement in FIG. 4 can be provided.
- the disadvantage, however, is the necessary high mass of the flywheel 16 to save enough energy despite low speed.
- the arrangement in FIG. 2 is designed as a compromise and can therefore be particularly preferred.
- Fig. 5 is a block diagram of the control of the embodiment shown in Fig. 1.
- the sensors may be internal sensors 11s of the servomotor 11, one or more sensors 14s connected to the clutch 14, one or more sensors 16s connected to the flywheel 16, and one or more sensors 22s connected to the eccentric shaft 22.
- the sensors 16s and 22s may preferably be absolute rotary encoders, for example formed as a code disk scanned with laser light.
- the sensor or sensors 11 s of the servomotor 11 are sensors integrated into the motor, which are provided for control of the rotational angle of the servomotor.
- brake elements may be provided to bring in case of failure moving elements, such as the eccentric shaft 22 and / or the flywheel 16 to a halt, or it may be provided that components of the drive 10, such as the servo motor 11, designed as a braking element are.
- FIG. 6 is used with reference to the embodiment shown in FIGS. 1, 2 and 5.
- FIG. 6 shows in a circular diagram a circular path 32 which travels an imaginary point on the circumference of the eccentric middle section 22e of the eccentric shaft 22.
- the uppermost position of the circular path 32 is referred to as top dead center OT and the lowest position of the circular path 32 as bottom dead center UT.
- the press ram 24 occupies corresponding layers, i. he takes in top dead center OT its top position and bottom dead center UT its lowest position.
- S 1 to S 6 Other prominent points of the circular path 32 are designated by S 1 to S 6 .
- the drive operates with a cyclic sequence, as described below.
- the control device 30 outputs a signal for actuating the clutch 14, ie for engaging.
- the point S 2 denotes the completion of the electrical control of the clutch 14, accordingly, the angle W 1 denotes the angle of rotation, the eccentric shaft 22 covers until the electrical control of the clutch 14 is completed, ie the clutch is now engaged.
- the mechanical actuation of the clutch 14 is initiated, which is completed upon reaching the point S 3 .
- the angle W 2 denotes the angle of rotation, which covers the eccentric shaft 22 until the mechanical actuation of the clutch 14 is completed.
- the working angle designated W A begins, which is completed at the bottom dead center UT.
- the flywheel 16 is a part of its rotational energy.
- the flywheel 16 acts as an additional source of energy for the servo motor 11, which alone is not able to provide the energy for the running at operating angle W A power stroke. Due to the energy output, the rotational speed of the flywheel 16 and of the servomotor 11 rotatably connected to the flywheel 16 via the clutch 14 and the toothed belt drive 12 is reduced.
- the control device 30 now controls the servomotor 11 to the working speed, which it assumes in good time before reaching the point S 4 .
- the electrical actuation of the clutch 14 begins to separate the flywheel 16 from the intermediate shaft 18, which is completed at point S 5 , and followed by the mechanical activation of the clutch 14 for disengaging, which is completed at point S 6 .
- the corresponding angles are designated in Fig. 6 with W 3 and W 4 .
- W E the angle between the points S 3 to S 5 is designated by W E , in which the flywheel 16 is supplied with drive energy.
- the servomotor 11 now accelerates the drive 10, which is separate from the flywheel 16, to the transport speed, which is higher than the working speed, so that the path outside the working angle W A is covered more rapidly.
- the control device 30 the optimal transport speed, for example, from the accelerated rotational masses, the vohandenen maximum engine torque, the gear ratio of the gear train 20, the permissible maximum speed of the eccentric shaft 22 and the available free crank angle W F calculated. But it can also be provided that the maximum transport speed is specified by the operator.
- the controller 30 Shortly before reaching point S 1 , the controller 30 returns the servomotor 11 to the engine speed required for the working speed.
- the servomotor 11 now operates as an electrical generator so that energy can be returned to the electronic network. In this way it can be achieved that the total energy consumption of the servomotor 11 is only slightly higher than that of a constant speed rotating conventional drive motor with lower power consumption.
- the control device 30 determines based on sensor signals, for example, the signals of the sensor 14s of the clutch 14, whether the two halves of the clutch 14 rotate at the same peripheral speed. If necessary, the controller 30 corrects the rotational speed of the servomotor 11. Now, the clutch 14 is engaged. Because of the synchronous speed of both halves of the clutch 14, no frictional wear occurs in the clutch.
- the starting process can proceed as follows: At the beginning of a drive cycle, the flywheel 16 is at rest and the clutch 14 connects the flywheel 16 with the intermediate shaft 18, so that the flywheel 16 is rotationally rigidly connected to the intermediate shaft 18.
- the flywheel 16 is now accelerated by the servo motor 11 from zero speed to the working speed. This acceleration phase may last a few revolutions of the eccentric shaft 22. Punching or forming operations are already performed with increasing number of cycles.
- the eccentric shaft 22 has reached the working speed for the first time after passing through the bottom dead center UT, the starting operation of the drive 10 is completed. Now the flywheel 16 can be decoupled, the cycle begins.
- FIG. 7 now shows, with reference to FIG. 3, the block diagram of the force flow for a fourth embodiment variant with an auxiliary drive 40.
- the auxiliary drive 40 is formed from an additional motor 41, which can be connected to the flywheel 16 via a switchable additional clutch 44.
- the directed by the auxiliary drive 40 to the flywheel 16 power flow is indicated by dotted arrows.
- the auxiliary motor 41 may be temporarily connected to start the flywheel 16 connected to the flywheel 16, so that the servo motor 11 of the drive 10 is provided only for starting the drive 10.
- the auxiliary motor 41 may also be permanently connected to the flywheel 16. It can therefore be provided that the additional drive 40 is formed without additional coupling 44. In this way, the servo motor 11 of the drive 10 can be relieved because the auxiliary motor 41 accelerates the flywheel 16 after the forming process back to working speed. Thus, it provides the flywheel 16 taken during the forming kinetic energy immediately after passing through the bottom dead center UT and keeps the speed of the flywheel 16 constant, while the servo motor 11 can accelerate the eccentric shaft 22 directly after passing the bottom dead center UT to the transport speed.
- the auxiliary motor 41 is designed as a servomotor. Such an embodiment is particularly advantageous controllable in their speed.
- the target speed of the additional motor 41 is equal to the speed of the flywheel 16, which occupies it at the working speed of the eccentric shaft 22.
- the flywheel 16 is already decoupled after passing the bottom dead center UT (see Fig. 6) from the drive 10 and the servo motor 11 immediately thereafter accelerates the drive to the transport speed. In this way, the cycle time of the drive 10 with respect to the embodiment shown in FIGS. 1 and 3 can be reduced.
- the auxiliary drive 40 thus compensates the speed or energy losses of the flywheel 16 and / or drives the flywheel 16 from standstill high.
- the auxiliary drive 40 is used in case of failure of festgerionenen drive 10.
- the flywheel 16 is separated from the drive 10 and is first raised with the help of the auxiliary drive with opposite to the normal direction of rotation. It is briefly connected after startup by coupling the clutch 14 to the drive 10. In this way, the stuck drive 10 is "broken off”.
- the inventive method for controlling the press drive 10 thus combines the advantages of direct drive by means of a servomotor without flywheel with those of conventional flywheel drive by providing a drive with low moment of inertia for the transport phase and provides for the working phase a drive with high moment of inertia. Another advantage is the fact that the engagement of the flywheel is performed free of load and wear.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Die Erfindung betrifft einen drehzahlmodulierten Direktantrieb mit Servomotor für eine Exzenterpresse und eine Steuerung dazu.
- Antriebe für Pressen, insbesondere Exzenterpressen, sind in herkömmlicher Weise als Kompaktantrieb mit elektrischen Antriebsmotoren ausgebildet, die mit Energiespeichern in Form von rotierenden Schwungmassen verbunden sind. Die Rotationsbewegung des Antriebs wird durch eine Exzenterwelle mit Pleuel in eine Translationsbewegung des Pressenstößels gewandelt.
- Die für das Umformen notwendige hohe Energie wird als kinetische Energie aus der rotierenden Schwungmasse entnommen. So ist es möglich, relativ kleine und leistungsschwache Motoren einzusetzen, die in den Pausen zwischen den Arbeitstakten der Schwungmasse die ihr entnommene Energie wieder zuführen. Das Schwungrad ist integrierter Bestandteil des Antriebes. Es sind auch Ausführungen bekannt, bei denen der mit der Schwungmasse verbundene Antrieb mittels einer Kupplung zugeschaltet wird.
- Exzenterpressen sind weiter mit Hilfseinrichtungen versehen, zu denen Hubverstellung, Stößelverstellung und hydraulische Überlastsicherung zählen.
- Bei Umformmaschinen, zu denen die Pressen zählen, wird einerseits eine kurze Taktzeit, andererseits eine möglichst geringe Umform- oder Stanzgeschwindigkeit angestrebt. Diese Aufgabe kann durch Modulation des Übersetzungsverhältnisses des Antriebs, d.h. Variation des Übersetzungsverhältnisses erreicht werden.
- In der DE 43 09 785 C2 wird dazu ein schaltbares Planetengetriebe vorgeschlagen. In der DE 196 01 300 sind zur Antriebsmodulation unrunde Zahnräder vorgesehen. Beide Lösungen sind dadurch gekennzeichnet, daß für die Drehzahlmodulation ein zwischen dem mit konstanter Drehzahl betriebenen Motor und der Exzenterwelle angeordnetes Getriebe vorgesehen ist.
- Wegen der mit Schaltgetrieben verbundenen Nachteile, insbesondere Verschleiß und geringer Wirkungsgrad, werden in zunehmendem Maße Servomotore für den Pressenantrieb eingesetzt. Servomotore zeichnen sich dadurch aus, daß sie winkelgenau und in ihrer Drehzahl steuerbar sind, wobei ein Sensor den Drehwinkel und/oder die Drehzahl ermittelt. Ein solcher Antrieb hat den Nachteil, daß der Servomotor für den Umformvorgang über hohe Leistungsreserven verfügen muß, denn das bisher als Energiespeicher vorgesehene Schwungrad verschlechtert die Steuerbarkeit des Antriebs, der zum Zwecke der Drehzahlmodulation ein möglichst kleines Trägheitsmoment haben sollte.
- In der WO 2004/056559 A1 ist eine Preßvorrichtung mit Servomotor beschrieben mit einem Hauptantrieb, der als rotatorischer Direktantrieb, d.h. als Antrieb ohne Getriebe ausgeführt ist, mit einem Exzenter, einer Pleuelstange und zumindest einem daran angeordneten Pressenstößel. Bei diesem Antriebskonzept sind Getriebe, Schwungmassen, Kupplungen und Bremsen eingespart. Der Motor ist als Servomotor ausgebildet, der für die Maximallast ausgelegt ist und deshalb im elektrischen Versorgungsnetz hohe Lastspitzen erzeugt. In einer Ausführung dieses Antriebs ist deshalb wieder ein Schwungrad vorgesehen, das ständig mit dem Antrieb verbunden ist und damit die dynamischen Eigenschaften des Direktantriebes verschlechtert.
- Ein ähnliches Antriebskonzept für einen Direktantrieb ist in der US 5 832 816 beschrieben, wobei vorgesehen ist, einen zweiten Servomotor in Betrieb zu setzen, wenn eine hohe Preßkraft benötigt wird und auf diese Weise kleiner dimensionierte Servomotoren als im Beispiel zuvor vorzusehen.
- Die DE 41 09 796 A1 sieht u.a. vor, den Servomotor mit einem Kniehebeltrieb zu verbinden und somit die kraftverstärkende Eigenschaft des Kniehebeltriebs für den Preßvorgang auszunutzen.
- Aufgabe der vorliegenden Erfindung ist es, eine Antriebsanordnung für eine Umformmaschine mit Exzenterwelle zu schaffen, die einfach und kostengünstig aufgebaut ist und einen besonders effektiven Betrieb ermöglicht.
- Erfindungsgemäß wird diese Aufgabe mit dem Gegenstand des Anspruchs 1 und dem Gegenstand des Anspruchs 12 gelöst. Es wird eine drehzahlmodulierbare Antriebseinrichtung für eine Umformmaschine mit einer Exzenterwelle mit einem Pressenstößel, vorzugsweise eine Exzenterpresse, mit einem Antrieb mit einem Servomotor oder einem Torquemotor und der Exzenterwelle als Abtriebswelle des Antriebs und einem mit dem Antrieb verbindbaren Schwungrad vorgeschlagen, wobei der Antrieb mit änderbarem Trägheitsmoment ausgebildet ist, indem er mit dem Schwungrad ein- und auskuppelbar ist. Es wird weiter ein Verfahren zur Steuerung eines drehzahlveränderlichen Antriebs mit einer Exzenterwelle als Abtriebswelle mit einem Servomotor oder einem Torquemotor für eine Umformmaschine mit einem Pressenstößel, vorzugsweise eine Exzenterpresse, vorgeschlagen, wobei der Antrieb so steuerbar ist, daß er über die Umdrehung der Exzenterwelle variiert in einer Arbeitsdrehzahl und einer Transportdrehzahl läuft, um die Geschwindigkeit der Exzenterwelle über ihre Umdrehung zu variieren, wobei im Bereich der Arbeitsdrehzahl das Trägheitsmoment des Antriebs erhöht wird und im Bereich außerhalb der Arbeitsdrehzahl, insbesondere im Bereich der Transportdrehzahl, das Trägheitsmoment des Antriebs reduziert wird.
- Damit ist ein Antrieb mit Servomotor für Pressen angeben, der die Vorzüge des Direktantriebs mit Servomotor mit den Vorzügen des Kompaktantriebs mit Standardmotor und Schwungmasse vereint. Ein Servomotor ist ein drehwinkel- und/oder drehzahlsteuerbarer Motor. Im folgenden werden unter Servomotor ausdrücklich auch Torquemotoren und andere Ausführungsformen von drehwinkel- und drehzahlsteuerbaren Motoren verstanden.
- Der Antrieb, gebildet aus dem Servomotor, mindestens einem Getriebe, vorzugsweise einem Rädergetriebe oder einem Zahnriemengetriebe, und der Exzenterwelle als Abtriebswelle, kann also so dimensioniert sein, daß er ein möglichst kleines Trägheitsmoment aufweist. Der Servomotor kann deshalb für eine vergleichsweise niedrige Leistung ausgelegt sein, um dem Antrieb eine hohe Transportgeschwindigkeit zu erteilen und anschließend die hohe Transportgeschwindigkeit auf die niedrige Arbeitsgeschwindigkeit zu reduzieren. Die Unterscheidung zwischen der für eine gute Umformung möglichst niedrig gewählten Arbeitsgeschwindigkeit im Arbeitsschritt und der für einen möglichst kurze Aufeinanderfolge der Arbeitsschritte hoch gewählten Transportgeschwindigkeit zwischen den Arbeitsschritten ist für moderne Umformmaschinen typisch. Dadurch, daß der Antrieb mit einem kleinen Trägheitsmoment ausgebildet ist, kann der Wechsel zwischen der Transportgeschwindigkeit und der Arbeitsgeschwindigkeit rasch erfolgen, d.h. innerhalb einer vollständigen Umdrehung der Exzenterwelle.
- Die Arbeitsgeschwindigkeit ist die Arbeitsdrehzahl, die die Exzenterwelle während des Arbeitsschritts einnimmt, die Transportgeschwindigkeit ist die Transportdrehzahl, die die Exzenterwelle während des Umlaufs zwischen den Arbeitsschritten einnimmt.
Wegen des erhöhten Leistungsbedarfs für den Arbeitsschritt ist vorgesehen, dafür das Schwungrad über eine schaltbare Kupplung mit dem Antrieb zu verbinden und so die im Schwungrad gespeicherte Energie für den Arbeitsschritt zu nutzen. - Nach dem Arbeitsschritt kann dem Schwungrad die verbrauchte Energie mit dem Servomotor wieder zugeführt werden, d.h. das Schwungrad wird vor dem nächsten Arbeitsschritt wieder auf die Arbeitsdrehzahl beschleunigt.
- Zur Drehzahlmodulation des Antriebs kann folgender zyklischer Ablauf vorgesehen sein:
- a) Durchführen des Umformvorgangs und Abgabe von in der Schwungmasse gespeicherter Energie an den Antrieb verbunden mit der Absenkung der Drehzahl der Exzenterwelle;
- b) Beenden des Umformvorgangs bei Erreichen des unteren Totpunktes (UT) und Erhöhung der Drehzahl der Exzenterwelle auf die Arbeitsdrehzahl;
- c) Auskuppeln der Kupplung zum Trennen der Schwungmasse vom Antrieb;
- d) Erhöhen der Drehzahl der Exzenterwelle auf die Transportdrehzahl;
- e) Abbremsen der Exzenterwelle auf die Arbeitsdrehzahl nach Erreichen des oberen Totpunktes (OT);
- f) Synchronisieren der Drehzahlen der Kupplungshälften der Kupplung;
- g) Einkuppeln der Kupplung zur drehstarren Verbindung der Schwungmasse mit dem Antrieb;
- h) zyklische Wiederholung der Schritte a) bis g).
- Zum Anfahren des Antriebs kann das Einkuppeln der Kupplung zur drehstarren Verbindung der Schwungmasse mit dem Antrieb und Erhöhen der Drehzahl der Exzenterwelle aus dem Stillstand bis auf die Arbeitsdrehzahl vorgesehen sein. Die Beschleunigungsphase kann einige Exzenterwellenumdrehungen andauern. Dabei werden bereits Umformvorgänge ausgeführt. Die Entkuppelung von Schwungrad und Antrieb erfolgt erst, wenn die Exzenterwelle nach dem unteren Totpunkt das erste Mal die Arbeitsdrehzahl erreicht.
- Es kann vorgesehen sein, daß das Erhöhen der Drehzahl der Exzenterwelle gemäß b) und/oder d) und/oder h) mit Wirkung des Servomotors bzw. des Torquemotors erfolgt.
- Es kann vorgesehen sein, zwischen der Abtriebswelle des Servomotors und der Exzenterwelle ein Getriebe anzuordnen, beispielsweise ein Zahnriemengetriebe oder ein Rädergetriebe oder eine Kombination beider Getriebe. Ein solches Getriebe kann vorteilhaft sein, um ein hohes Drehmoment an der Exzenterwelle bereitzustellen bzw. um die Drehzahl des Servomotors zu untersetzen.
- Die Ankopplung des Schwungrades durch die schaltbare Kupplung an den Antrieb kann prinzipiell an allen Stellen von der Abtriebswelle des Servomotors bis zu der Exzenterwelle vorgesehen sein. Jede dieser Anordnungen weist spezifische Vor- und Nachteile auf. Die im Schwungrad speicherbare kinetische Energie ist dem Quadrat der Drehzahl und dem Massenträgheitsmonent des Schwungrades proportional. Wenn also eine geringe Masse des Schwungrades vorgesehen ist, kann die Ankopplung des Schwungrades an den Abtrieb des Servomotors vorgesehen sein. Wenn die im Schwungrad gespeicherte Energie ohne Reibungsverluste genutzt sein soll, kann die Ankopplung des Schwungrades an die Exzenterwelle vorgesehen sein. Von Nachteil ist bei dieser Anordnung allerdings die notwendig hohe Masse des Schwungrads, um trotz niedriger Drehzahl genügend Energie zu speichern. Es kann deshalb bevorzugt sein, das Schwungrad zwischen zwei Getrieben anzukoppeln, beispielsweise am Abtrieb des ersten Getriebes.
Vorteilhafterweise kann für die Steuerung des Verfahrens eine Steuerungseinrichtung vorgesehen sein, die Signale von Sensoren empfängt, die an dem Servomotor und/oder der Kupplung und/oder dem Schwungrad und/oder der Exzenterwelle angeordnet sind. - Es kann vorgesehen sein, daß die Sensoren als Drehwinkelsensoren und/oder Drehzahlsensoren ausgebildet sind. Diese Sensorbezeichnungen sind als funktionelle Charakterisierung zu verstehen. Die Meßgröße Drehzahl ist als Anzahl der Umdrehungen eines rotierenden Körpers pro Zeiteinheit definiert. Die Drehzahl wird hier auch als Drehwinkeländerung pro Zeiteinheit verstanden, d.h. sie wird als innerhalb einer vollständigen Umdrehung des rotierenden Körpers änderbare Meßgröße verstanden. Deshalb sind die Arbeitsgeschwindigkeit und die Transportgeschwindigkeit als Drehzahlen angebbar. Folglich kann aus dem Signal eines Drehwinkelsensors und gleichzeitiger Zeitmessung die aktuelle Drehzahl ermittelt werden. Die Sensoren können an allen rotierenden Komponenten des Antriebs angeordnet sein.
- Dazu können unterschiedliche Wirkprinzipien genutzt sein, beispielsweise können die Sensoren als photoelektrische Sensoren und/oder als Hallsensoren und/oder als kapazitive Sensoren und/oder als induktive Sensoren ausgebildet sein.
- Dabei kann vorgesehen sein, die Sensoren auf einem Teilkreis einer rotierenden Komponente des Antriebs anzuordnen. Wenn also der Drehwinkel auf 1° bestimmt werden soll, können 360 Sensoren auf einem Teilkreis angeordnet sein. Eine solche Anordnung ist mit einem hohen Aufwand für die Sensoren verbunden, der allerdings durch Miniaturisierung und Massenproduktion reduzierbar ist. Moderne Bildsensoren, wie sie in elektronischen Kameras verwendet werden, sind mit Millionen von identisch ausgebildeten Sensoren bestückt. Es kann aber auch nur ein Sensor vorgesehen sein, der eine in Gradschritten unterteilte kreisförmige Teilung überstreicht, beispielsweise als Teilscheibe mit 360°-Teilung ausgebildet. Die 360°-Teilung kann in Abhängigkeit vom physikalischen Effekt des vorgesehenen Sensors ausgebildet sein. Für einen Hallsensor kann die Teilscheibe beispielsweise als abschnittsweise magnetisierte Scheibe ausgebildet sein, für einen optischen Sensor als mit Teilstrichen versehene Scheibe.
- Es kann aber auch vorgesehen sein, die Relativbewegung zwischen zwei Elementen zu ermitteln, indem Sensoren vorgesehen sind, die bei Relativbewegung ein Signal generieren. Beispielsweise kann ein solcher Sensor durch eine Empfangsspule gebildet sein, in der durch Vorbeibewegen eines oder mehrerer Permanentmagnete eine elektrische Spannung induziert wird. Ein solcher Sensor ist besonders geeignet, um die synchrone Drehung der Kupplungshälften der Kupplung festzustellen. Bei synchroner Drehung sind beide Kupplungshälften zueinander in Ruhelage, weshalb im Sensor keine Spannung induziert wird.
- Es kann vorgesehen sein, daß das Schwungrad ständig oder zeitweilig zuschaltbar mit einem Zusatzmotor verbunden ist.
- Der Zusatzmotor kann zeitweilig zuschaltbar zum Anfahren des Schwungrades mit dem Schwungrad verbunden sein, so daß der Servomotor des Antriebs nur noch zum Anfahren des Antriebs vorgesehen ist.
- Der Zusatzmotor kann auch ständig mit dem Schwungrad verbunden sein.
Auf diese Weise kann der Servomotor des Antriebs entlastet werden, weil der Zusatzmotor die dem Schwungrad während des Umformvorgangs entnommene kinetische Energie unmittelbar nach Durchlaufen des unteren Totpunktes bereitstellt, so das Schwungrad nach dem Umformvorgang wieder auf Arbeitsdrehzahl beschleunigt und auf diese Weise die Drehzahl des Schwungrades konstant hält, während der Servoantrieb direkt nach Passieren des unteren Totpunktes die Exzenterwelle auf die Transportdrehzahl beschleunigen kann. - Es kann vorgesehen sein, daß der Zusatzmotor als Servomotor ausgebildet ist, denn ein solcher Motor ist besonders gut zur Einstellung und Kontrolle der Drehzahl des Schwungrades geeignet.
- Es kann vorgesehen sein, daß das Schwungrad durch Einschalten der Kupplung ständig mit dem Antrieb verbunden ist. Auf diese Weise kann der erfindungsgemäße Antrieb wie ein herkömmlicher Kompaktantrieb genutzt sein.
- Es kann vorgesehen sein, daß das Bedienungspersonal durch Eingabe von Steuerbefehlen über eine Tastatur und/oder einen Touchscreen und/oder programmierte Code-Karten die Steuerungseinrichtung bedient. Es kann vorgesehen sein, daß die Steuerungseinrichtung Eingaben des Bedienungspersonals auf der Basis von Berechnungsprogrammen und/oder Sensorsignalen des Antriebs und/oder der Kupplung und/oder des Schwungrads ergänzt. Es kann beispielsweise vorgesehen sein, auf diese Weise die maximal zulässige Transportdrehzahl zu bestimmen.
- Es kann aber auch vorgesehen sein, daß die Steuerungseinrichtung die Sicherheit des Antriebs überwacht und zu diesem Zweck fehlerhafte Eingaben korrigiert oder verweigert und im Störungsfall erforderlichenfalls ein Not-Aus herbeiführt. Ein Störungsfall kann beispielsweise der von außen erzwungene Stillstand des Pressenstößels bzw. der Exzenterwelle sein. Es können Bremsvorrichtungen vorgesehen sein, die bei einem Not-Aus den Stillstand aller rotierenden Elemente herbeiführen.
- Es können weiter spezielle Sensoren, wie Kraft- und Temperatursensoren, vorgesehen sein, um der Steuerungseinrichtung Gefahrenzustände zu melden.
- Sobald ein Not-Aus ausgelöst ist, kann der weiter oben beschriebene Zusatzmotor vorgesehen sein, um den festgefahrenen Antrieb "loszubrechen". Dazu kann folgender Ablauf vorgesehen sein:
- a) Auskuppeln der Kupplung zum Trennen des Schwungrads vom Antrieb;
- b) Hochfahren des Schwungrads, vorzugsweise auf eine Drehzahl, die der Drehzahl des Schwungrads bei Arbeitsgeschwindigkeit der Exzenterwelle entspricht, mit einer Drehrichtung entgegengesetzt zur Arbeitsdrehrichtung;
- c) kurzzeitiges Verbinden des Schwungrads mit dem Antrieb durch Einkuppeln der Kupplung;
- d) Trennen des Schwungrads vom Antrieb durch Auskuppeln der Kupplung;
- e) Abbremsen des Schwungrads mit Hilfe des Zusatzmotors und/oder mit Hilfe einer Bremsvorrichtung, vorzugsweise ausgebildet als Teil der Bremsvorrichtung des Antriebs.
- Durch den kurzzeitigen Drehimpuls entgegen der Arbeitsdrehrichtung des Antriebs, den das Schwungrad auf den Antrieb überträgt, wird der verspannte Antrieb zurückgedreht und die Störungsursache kann nach Eintreten des völligen Stillstands aller Elemente des Antriebs und des Schwungrads beseitigt werden.
- Die Erfindung wird nun anhand der Zeichnungen näher erläutert.
- Es zeigen
- Fig. 1 eine räumliche Schnittansicht eines für das erfindungsgemäße Verfahren vorgesehenen Pressenantriebs;
- Fig. 2 ein Blockschaltbild des Kraftflusses für eine erste Ausführungsvariante nach Fig. 1;
- Fig. 3 ein Blockschaltbild des Kraftflusses für eine zweite Ausführungsvariante;
- Fig. 4 ein Blockschaltbild des Kraftflusses für eine dritte Ausführungsvariante;
- Fig. 5 ein Blockschaltbild der Steuerung des Pressenantriebs in Fig. 1;
- Fig. 6 ein Ablaufdiagramm des erfindungsgemäßen Verfahrens;
- Fig. 7 ein Blockschaltbild des Kraftflusses für eine vierte Ausführungsvariante mit Zusatzantrieb.
- Fig. 1 zeigt einen Antrieb 10 für eine Presse, der einen Servomotor 11, ein Zahnriemengetriebe 12, eine Zwischenwelle 18, ein Rädergetriebe 20 und eine Exzenterwelle 22 umfaßt. Die Exzenterwelle 22 bildet die Abtriebswelle des Antriebs 10. Sie durchgreift mit einem exzentrisch zur Drehachse versetzten Mittenabschnitt 22e drehgelenkig ein Pleuel 22p, das an seinem Endabschnitt drehbar mit einem Pressenstößel 24 verbunden ist.
- Der Abtrieb des Servomotors 11 ist mit dem Zahnriemengetriebe 12 verbunden, das aus einem Motorritzel 12m, einem Zahnriemen 12r und einer Zahnscheibe 12s gebildet ist. Das Motorritzel 12m ist von der Abtriebswelle des Servomotors 11 durchgriffen und mit dieser drehstarr verbunden. Die Zahnscheibe 12s ist drehstarr auf der Zwischenwelle 18 angeordnet. Auf diese Weise wird die Drehbewegung der Abtriebswelle des Servomotors 11 über den Zahnriemen 12r, der das Motorritzel 12m und die Zahnscheibe 12s umschlingt, schlupffrei auf die Zwischenwelle 18 übertragen.
- Der Servomotor 11 fungiert nicht nur als Antriebsmotor, sondern auch als Bremse. Wenn der Servomotor 11 als Bremse betrieben ist, bildet er einen elektrischen Generator und führt in den rotierenden Komponenten des Antriebs 10 gespeicherte kinetische Energie als Elektroenergie in das ihn speisende Elektronetz zurück, so daß der mittlere Energiebedarf des Servomotors 11 geringer sein kann als sein Spitzenenergiebedarf. Der Begriff des Servomotors schließt hier auch einen sog. Torquemotor ein, der gegenüber den bekannten Servomotoren ein höheres Drehmoment bei niedriger Drehzahl aufweist. Die Maximaldrehzahl des Torquemotors ist niedriger als die des Servomotors ausgelegt. Es kann deshalb anstelle des Servomotors ein Torquemotor vorgesehen sein.
- Die Zwischenwelle 18 durchgreift mit ihrem Abtriebsabschnitt das Antriebsritzel des Rädergetriebes 20, das in der schematischen Schnittansicht in Fig. 1 nur angedeutet ist, und ist mit diesem drehstarr verbunden. Das Abtriebsrad des Rädergetriebes 20 ist von dem Antriebsabschnitt der Exzenterwelle 22 durchgriffen und mit ihr drehstarr verbunden. Das Rädergetriebe 20 ist zwischen Zwischenwelle 18 und Exzenterwelle 22 geschaltet und zur Drehzahluntersetzung vorgesehen. Bei dem Rädergetriebe 20 handelt es sich um ein Zwischengetriebe, das vorzugsweise als Zahnrädergetriebe ausgebildet ist. Bei abgewandelten Ausführungen kann anstelle des Rädergetriebes auch eine andere Getriebeart vorgesehen sein. Es kann auch vorgesehen sein, das Rädergetriebe 20 fortzulassen, insbesondere wenn als Antriebsmotor ein Torquemotor vorgesehen ist.
- Das Zahnriemengetriebe 12 hat in diesem Ausführungsbeispiel vorrangig die Aufgabe, den Antrieb 10 als kompakte Baugruppe auszubilden und ermöglicht die Anordnung des Servomotors 11 über der Zwischenwelle 18, weil der Zahnriemen 12r den Parallelversatz zwischen der Abtriebswelle des Servomotoers 11 und der Zwischenwelle 18 überbrückt.
- Der exzentrische Mittenabschnitt 22e der Exzenterwelle 22 bildet mit dem Pleuel 22p eine Baugruppe, die die rotatorische Antriebsbewegung des Servomotors 11 in eine translatorische Bewegung des Pressenstößels 24 wandelt. Dazu ist der abtriebsseitige Endabschnitt des Pleuels drehbar mit dem oberen Endabschnitt des Pressenstößels 24 verbunden. Eine solche Anordnung ist für Exzenterpressen charakteristisch und wird deshalb hier nur kurz umrissen.
- Das Schwungrad 16 ist auf dem dem Rädergetriebe 20 abgewandten Endabschnitt der Zwischenwelle 18 drehbar angeordnet. Das Schwungrad 16 ist über die Kupplung 14 mit der Zwischenwelle 18 schaltbar drehstarr verbunden. Dazu ist der Antrieb der Kupplung 14 drehstarr auf der Zwischenwelle 18 angeordnet und der Abtrieb der Kupplung 14 ist drehstarr mit dem Schwungrad 16 verbunden. Auf diese Weise kann also das Schwungrad 16 schaltbar drehstarr mit der Zwischenwelle 18 verbunden sein und durch den Antrieb 10 in Rotation versetzt werden. Auf Grund der im rotierenden Schwungrad 16 gespeicherten Rotationsenergie vermag das Schwungrad 16 bei Belastung des Antriebs 10 Energie an diesen abzugeben und auf diese Weise die Drehzahl des Antriebs 10 zu stabilisieren, d.h. die Drehzahl der Exzenterwelle 22 wird stabilisiert.
- Die Zahnscheibe 12s, die Kupplung 14 und das Schwungrad 16 sind im dargestellten Ausführungsbeispiel ohne seitliches Spiel auf der Zwischenwelle 18 angeordnet. Zwischen dem Rädergetriebe 20 und der Zahnscheibe 12s sind zwei Kugellager 26 voneinander axial beabstandet angeordnet, welche die Zwischenwelle 18 aufnehmen und lagern.
- Die Figuren 2 bis 4 zeigen nun in Blockschaltbildern Ausführungsvarianten der Ankopplung der Kupplung 14 und des Schwungrades 16 an den Antrieb 10. Die Richtung des Kraftflusses ist mit Pfeilen bezeichnet, und zwar mit durchgehenden Pfeilen für den Kraftfluß vom Servomotor 11 zum Pressenstößel 24 - im folgenden als Hauptkraftfluß bezeichnet - und mit unterbrochenen Pfeilen zur Darstellung des Kraftflusses von einer Komponente des Antriebs 10 zum Schwungrad 16 und des Rückflusses von kinetischer Energie, die im rotierenden Schwungrad 16 gespeichert ist - im folgenden als Nebenkraftfluß bezeichnet - zu dieser Komponente des Antriebs 10. Die Komponenten des Antriebs 10 sind zur besseren Verdeutlichung durch eine unterbrochene Begrenzungslinie zusammengefaßt.
- Fig. 2 veranschaulicht den Kraftfluß zwischen den Komponenten des Antriebs 10 und der Baugruppe Kupplung/Schwungrad 14, 16 für das erste Ausführungsbeispiel in Fig. 1. Gleiche Elemente sind mit gleichen Positionen bezeichnet.
- Der Hauptkraftfluß ist vom Abtrieb des Servomotors 11 über das Zahnriemengetriebe 12, das Rädergetriebe 20 und die Exzenterwelle 22 auf den Pressenstößel 24 gerichtet, der auf diese Weise in eine Abwärtsbewegung versetzt wird. Der Nebenkraftfluß ist über die Kupplung 14 auf das Schwungrad 16 gerichtet, das auf diese Weise mit kinetischer Energie aufgeladen wird.
- Während des Umformvorgangs sinkt nun die Drehzahl des Servomotors 11 ab, weshalb nunmehr der Nebenkraftfluß vom Schwungrad 16 über die Kupplung 14, das Rädergetriebe 20 und die Exzenterwelle 22 auf den Pressenstößel 24 gerichtet ist. Infolgedessen wird die Drehzahl der Exzenterwelle 22 stabilisiert.
- Fig. 3 zeigt ein zweites Ausführungsbeispiel der Ankopplung der Baugruppe Kupplung/Schwungrad 14, 16 an den Antrieb 10. Die Kupplung 14 ist nunmehr mit dem Abtrieb des Servomotors 11 verbunden. Der Hauptkraftfluß ist gegenüber dem in Fig. 2 dargestellten ersten Ausführungsbeispiel unverändert. Der Nebenkraftfluß ist nunmehr vom Abtrieb des Servomotors 11 über die Kupplung 14 auf das Schwungrad 16 gerichtet.
- Während des Umformvorgangs ist der Nebenkraftfluß über die Kupplung 14, das Zahnriemengetriebe 12, das Rädergetriebe 20 und die Exzenterwelle 22 auf den Pressenstößel 24 gerichtet.
- Fig. 4 zeigt nun ein drittes Ausführungsbeispiel der Ankopplung der Baugruppe Kupplung/Schwungrad 14, 16 an den Antrieb 10. Die Kupplung ist nunmehr direkt mit der Exzenterwelle 22 verbunden. Der Hauptkraftfluß ist gegenüber den in Fig. 2 und 3 dargestellten Ausführungsbeispielen unverändert. Der Nebenkraftfluß ist nunmehr von der Exzenterwelle über die Kupplung 14 auf das Schwungrad 16 gerichtet.
- Während des Umformvorgangs ist der Nebenkraftfluß über die Kupplung 14 und die Exzenterwelle 22 auf den Pressenstößel 24 gerichtet.
- Wie aus den in Fig. 2 bis 4 dargestellten drei Ausführungsbeispielen zu erkennen ist, kann die Baugruppe Kupplung/Schwungrad 14, 16 mit unterschiedlichen Elementen des Antriebs 10 verbunden sein. Jede dieser Anordnungen weist spezifische Vor-und Nachteile auf. Die im Schwungrad 16 speicherbare kinetische Energie ist dem Quadrat der Drehzahl und dem Massenträgheitsmonent des Schwungrades 16 proportional. Wenn also eine geringe Masse des Schwungrades 16 vorgesehen ist, kann die Anordnung in Fig. 3 vorgesehen sein. In diesem Fall kann weiter vorgesehen sein, die Masse des Schwungrades 16 am Umfang des Schwungrades zu konzentrieren, d.h. das Schwungrad im wesentlichen mit T-förmigem Querschnitt auszubilden.
- Wenn die im Schwungrad 16 gespeicherte Energie ohne Reibungsverluste genutzt sein soll, kann die Anordnung in Fig. 4 vorgesehen sein. Von Nachteil ist allerdings die notwendig hohe Masse des Schwungrads 16, um trotz niedriger Drehzahl genügend Energie zu speichern. Die Anordnung in Fig. 2 ist als Kompromiß ausgebildet und kann deshalb besonders bevorzugt sein.
- Fig. 5 zeigt nun ein Blockschaltbild der Steuerung des in Fig. 1 dargestellten Ausführungsbeispiels. Eine Steuerungseinrichtung 30, im dargestellten Beispiel ausgebildet als digitale programmgesteuerte Steuerungseinrichtung, steuert den Servomotor 11 und die Kupplung 14 nach einem zyklischen Ablaufprogramm, Informationen von Sensoren und Eingabewerten des Bedienpersonals. Bei den Sensoren kann es sich um interne Sensoren 11 s des Servomotors 11, einen oder mehrere mit der Kupplung 14 verbundene Sensoren 14s, einen oder mehrere mit dem Schwungrad 16 verbundene Sensoren 16s und einen oder mehrere mit der Exzenterwelle 22 verbundene Sensoren 22s handeln. Bei den Sensoren 16s und 22s kann es sich vorzugsweise um Absolutdrehwertgeber handeln, beispielsweise als mit Laserlicht abgetastete Codescheibe ausgebildet. Bei dem oder den Sensoren 11 s des Servomotors 11 handelt es sich um in den Motor integrierte Sensoren, die für die drehwinkelgenaue Steuerung des Servomotors vorgesehen sind.
- Es können weitere, in dem Blockschaltbild nicht dargestellte Sensoren vorgesehen sein, beispielsweise zur Temperaturüberwachung hoch beanspruchter Bauteile, wie Servomotor 11 oder Kugellager 26 oder zur Auslösung eines Not-Stops des Antriebs im Störungsfall. Dazu können weiter nicht dargestellte Bremselemente vorgesehen sein, die im Störungsfall bewegte Elemente, wie die Exzenterwelle 22 und/oder das Schwungrad 16 zum Stillstand bringen, oder es kann vorgesehen sein, daß Komponenten des Antriebs 10, wie beispielsweise der Servomotor 11, als Bremselement ausgebildet sind.
- Zur Veranschaulichung des Steuerungsverfahrens dient Fig. 6 mit Bezug auf das in Fig. 1, 2 und 5 dargestellte Ausführungsbeispiel.
- In Fig. 6 ist in einem Kreisdiagramm eine Kreisbahn 32 dargestellt, die ein gedachter Punkt auf dem Umfang des exzentrischen Mittenabschnitts 22e der Exzenterwelle 22 zurücklegt. Dabei ist die oberste Position der Kreisbahn 32 als oberer Totpunkt OT bezeichnet und die unterste Position der Kreisbahn 32 als unterer Totpunkt UT. Der Pressenstößel 24 nimmt dazu korrespondierende Lagen ein, d.h. er nimmt im oberen Totpunkt OT seine oberste Position ein und im unteren Totpunkt UT seine unterste Position.
- Weitere markante Punkte der Kreisbahn 32 sind mit S1 bis S6 bezeichnet. Der Antrieb arbeitet mit einem zyklischen Ablauf, wie im folgenden beschrieben.
- Sobald die Exzenterwelle 22 den Punkt S1 passiert, gibt die Steuerungseinrichtung 30 ein Signal zur Betätigung der Kupplung 14, d.h. zum Einkuppeln. Der Punkt S2 bezeichnet den Abschluß der elektrischen Ansteuerung der Kupplung 14, dementsprechend bezeichnet der Winkel W1 den Drehwinkel, den die Exzenterwelle 22 zurücklegt, bis die elektrische Ansteuerung der Kupplung 14 abgeschlossen ist, d.h. die Kupplung ist jetzt eingekuppelt. Nunmehr wird die mechanische Betätigung der Kupplung 14 eingeleitet, die bei Erreichen des Punktes S3 abgeschlossen ist. Dementsprechend bezeichnet der Winkel W2 den Drehwinkel, den die Exzenterwelle 22 zurücklegt, bis die mechanische Ansteuerung der Kupplung 14 abgeschlossen ist.
- Mit dem Passieren des Punktes S3 beginnt der mit WA bezeichnete Arbeitswinkel, der am unteren Totpunkt UT abgeschlossen ist. Beim Durchlaufen des Arbeitswinkels WA gibt das Schwungrad 16 einen Teil seiner Rotationsenergie ab. Dabei wirkt das Schwungrad 16 als zusätzliche Energiequelle für den Servomotor 11, der allein nicht in der Lage ist, die Energie für den im Arbeitswinkel WA ablaufenden Arbeitstakt bereitzustellen. Durch die Energieabgabe verringert sich die Drehzahl des Schwungrades 16 und des über die Kupplung 14 und den Zahnriementrieb 12 drehstarr mit dem Schwungrad 16 verbundenen Servomotors 11.
- Die Steuerungseinrichtung 30 steuert nun den Servomotor 11 auf die Arbeitsdrehzahl, die er rechtzeitig vor Erreichen des Punktes S4 einnimmt. Am Punkt S4 beginnt die elektrische Ansteuerung der Kupplung 14 zur Trennung des Schwungrades 16 von der Zwischenwelle 18, die im Punkt S5 abgeschlossen ist, und an die sich die mechanische Ansteuerung der Kupplung 14 zum Auskuppeln anschließt, die im Punkt S6 abgeschlossen ist. Die entsprechenden Winkel sind in Fig. 6 mit W3 und W4 bezeichnet. Zur besseren Verdeutlichung ist mit WE der Winkel zwischen den Punkten S3 bis S5 bezeichnet, in dem das Schwungrad 16 mit Antriebsenergie versorgt wird.
- Vom Punkt S6 an beschleunigt nun der Servomotor 11 den vom Schwungrad 16 getrennten Antrieb 10 auf die Transportdrehzahl, die höher als die Arbeitsdrehzahl ist, so daß der Weg außerhalb des Arbeitswinkels WA rascher zurückgelegt wird. Es kann vorteilhafterweise vorgesehen sein, daß die Steuerungseinrichtung 30 die optimale Transportdrehzahl beispielsweise aus den zu beschleunigenden rotatorischen Massen, dem vohandenen maximalen Motordrehmoment, dem Übersetzungsverhältnis des Rädergetriebes 20, der zulässigen maximalen Drehzahl der Exzenterwelle 22 und dem zur Verfügung stehenden freien Kurbelwinkel WF berechnet. Es kann aber auch vorgesehen sein, daß die maximale Transportdrehzahl durch das Bedienungspersonal vorgegeben wird.
- Kurz vor dem Erreichen des Punktes S1 stellt die Steuerungseinrichtung 30 den Servomotor 11 auf die für die Arbeitsdrehzahl erforderliche Motordrehzahl zurück.
- Der Servomotor 11 arbeitet nunmehr als elektrischer Generator, so daß Energie in das Elektronetz zurückgeliefert werden kann. Auf diese Weise kann erreicht sein, daß der Gesamtenergieverbrauch des Servomotors 11 nur unwesentlich höher als der eines mit konstanter Drehzahl umlaufenden herkömmlichen Antriebsmotors mit geringerer Leistungsaufnahme ist.
- Die Steuerungseinrichtung 30 ermittelt nun anhand von Sensorsignalen, beispielsweise der Signale des Sensors 14s der Kupplung 14, ob die beiden Hälften der Kupplung 14 mit gleicher Umfangsgeschwindigkeit rotieren. Erforderlichenfalls korrigiert die Steuerungseinrichtung 30 die Drehzahl des Servomotors 11. Nunmehr wird die Kupplung 14 eingekuppelt. Wegen der synchronen Drehzahl beider Hälften der Kupplung 14 tritt dabei kein Reibungsverschleiß in der Kupplung ein.
- Der Anfahrvorgang kann wie folgt ablaufen: Zu Beginn eines Antriebszyklus befindet sich das Schwungrad 16 in Ruhe und die Kupplung 14 verbindet das Schwungrad 16 mit der Zwischenwelle 18, so daß das Schwungrad 16 mit der Zwischenwelle 18 drehstarr verbunden ist. Das Schwungrad 16 wird nun vom Servomotor 11 von der Drehzahl Null auf die Arbeitsdrehzahl beschleunigt. Diese Beschleunigungsphase kann einige Umdrehungen der Exzenterwelle 22 andauern. Dabei werden bereits Stanz- oder Umformvorgänge mit steigender Taktzahl ausgeführt. Nachdem die Exzenterwelle 22 nach Durchlaufen des unteren Totpunktes UT das erste Mal die Arbeitsdrehzahl erreicht hat, ist der Anfahrvorgang des Antriebs 10 beendet. Jetzt kann das Schwungrad 16 abgekoppelt werden, der Zyklus beginnt.
- Fig. 7 zeigt nun mit Bezug auf Fig. 3 das Blockschaltbild des Kraftflusses für eine vierte Ausführungsvariante mit einem Zusatzantrieb 40. Der Zusatzantrieb 40 ist aus einem Zusatzmotor 41 gebildet, der über eine schaltbare Zusatzkupplung 44 mit dem Schwungrad 16 verbindbar ist. Der vom Zusatzantrieb 40 auf das Schwungrad 16 gerichtete Kraftfluß ist durch punktierte Pfeile bezeichnet.
- Der Zusatzmotor 41 kann zeitweilig zuschaltbar zum Anfahren des Schwungrades 16 mit dem Schwungrad 16 verbunden sein, so daß der Servomotor 11 des Antriebs 10 nur noch zum Anfahren des Antriebs 10 vorgesehen ist.
- Der Zusatzmotor 41 kann auch ständig mit dem Schwungrad 16 verbunden sein. Es kann also vorgesehen sein, daß der Zusatzantrieb 40 ohne Zusatzkupplung 44 ausgebildet ist. Auf diese Weise kann der Servomotor 11 des Antriebs 10 entlastet werden, weil der Zusatzmotor 41 das Schwungrad 16 nach dem Umformvorgang wieder auf Arbeitsdrehzahl beschleunigt. Dadurch stellt er die dem Schwungrad 16 während des Umformvorgangs entnommene kinetische Energie unmittelbar nach Durchlaufen des unteren Totpunktes UT bereit und hält die Drehzahl des Schwungrades 16 konstant, während der Servomotor 11 die Exzenterwelle 22 direkt nach Passieren des unteren Totpunktes UT auf die Transportdrehzahl beschleunigen kann.
- Es kann vorgesehen sein, daß der Zusatzmotor 41 als Servomotor ausgebildet ist. Eine solche Ausführung ist besonders vorteilhaft in ihrer Drehzahl steuerbar. Vorzugsweise ist die Solldrehzahl des Zusatzmotors 41 der Drehzahl des Schwungrades 16 gleich, die es bei der Arbeitsdrehzahl der Exzenterwelle 22 einnimmt.
- Nunmehr kann vorgesehen sein, daß das Schwungrad 16 bereits nach Passieren des unteren Totpunktes UT (siehe Fig. 6) vom Antrieb 10 entkuppelt wird und der Servomotor 11 unmittelbar daran anschließend den Antrieb auf die Transportdrehzahl beschleunigt. Auf diese Weise kann die Taktzeit des Antriebs 10 gegenüber der in Fig. 1 und 3 dargestellten Ausführungsvariante verringert sein. Der Zusatzantrieb 40 gleicht also die Drehzahl- bzw. Energieverluste des Schwungrads 16 aus und/oder fährt das Schwungrad 16 vom Stillstand aus hoch.
- Weiter kann vorgesehen sein, daß der Zusatzantrieb 40 im Störungsfall des festgefahrerenen Antriebs 10 eingesetzt wird. Dazu wird das Schwungrad 16 vom Antrieb 10 getrennt und wird mit Hilfe des Zusatzantriebs zunächst mit zur normalen Drehrichtung entgegengesetzter Drehrichtung hochgefahren. Es wird nach dem Hochfahren kurzzeitig durch Einkuppeln der Kupplung 14 mit dem Antrieb 10 verbunden. Auf diese Weise wird der festgefahrene Antrieb 10 "losgebrochen".
- Das erfindungsgemäße Verfahren zur Ansteuerung des Pressenantriebs 10 vereint also die Vorzüge des Direktantriebs mittels Servomotor ohne Schwungrad mit denen des herkömmlichen Antriebs mit Schwungrad, indem es für die Transportphase einen Antrieb mit geringem Trägheitsmoment vorsieht und für die Arbeitsphase einen Antrieb mit hohem Trägheitsmoment vorsieht. Ein weiterer Vorteil ist darin zu sehen, daß das Einkuppeln des Schwungrades lastfrei und verschleißfrei ausgeführt wird.
- Es kann auch vorgesehen sein, den Pressenantrieb 10 wie einen herkömmlichen Pressenantrieb zu betreiben, indem die Kupplung 14 ständig eingekuppelt ist.
Claims (34)
- Antriebseinrichtung für eine Umformmaschine mit einer Exzenterwelle mit einem Pressenstößel, vorzugsweise eine Exzenterpresse, mit einem Antrieb mit einem Servomotor oder einem Torquemotor und der Exzenterwelle als Abtriebswelle des Antriebs und einem mit dem Antrieb verbindbaren Schwungrad,
dadurch gekennzeichnet,
daß der Antrieb (10) mit änderbarem Trägheitsmoment ausgebildet ist, indem er mit dem Schwungrad (16) ein- und auskuppelbar ist. - Antriebseinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
daß das Schwungrad (16) über eine hydraulisch oder pneumatisch oder elektrisch schaltbare Kupplung (14) mit dem Antrieb (10) verbunden ist. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die mit dem Schwungrad (16) verbundene Kupplung (14) mit einem zwischen dem Servomotor (11) bzw. dem Torquemotor und der Exzenterwelle angeordneten Getriebe zusammenwirkt. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die mit dem Schwungrad (16) verbundene Kupplung (14) mit der Exzenterwelle (22) zusammenwirkt. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die mit dem Schwungrad (16) verbundene Kupplung (14) mit dem Motorritzel (12m) des Servomotors (11) bzw. des Torquemotors zusammenwirkt. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß eine vorzugsweise elektrische Steuerungseinrichtung (30) für den Antrieb (10) vorgesehen ist. - Antriebseinrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß die Steuerungseinrichtung (30) mit Sensoren (11 s, 14s, 16s, 22s) verbunden ist, die an dem Servomotor (11) und/oder der Kupplung (14) und/oder dem Schwungrad (16) und/oder der Exzenterwelle (22) angeordnet sind. - Antriebseinrichtung nach Anspruch 7,
dadurch gekennzeichnet,
daß die Sensoren als Drehlagesensoren und/oder Drehzahlsensoren ausgebildet sind. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß das Schwungrad (16) mit einem Zusatzantrieb (40), gebildet aus mindestens einem Zusatzmotor (41), verbunden ist. - Antriebseinrichtung nach Anspruch 9,
dadurch gekennzeichnet,
daß das Schwungrad (16) durch eine Zusatzkupplung (44) schaltbar mit dem Zusatzmotor (41) verbunden ist. - Antriebseinrichtung nach Anspruch 9 oder 10,
dadurch gekennzeichnet,
daß der Zusatzmotor (41) als Servomotor oder Torquemotor ausgebildet ist. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die Antriebseinrichtung mit einer Not-Aus-Vorrichtung ausgebildet ist. - Antriebseinrichtung nach Anspruch 12,
dadurch gekennzeichnet,
daß die Not-Aus-Vorrichtung mit der Steuerungseinrichtung (30) und/oder einem am Pressenstößel (24) angeordneten Drucksensor verbunden ist. - Antriebseinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die Not-Aus-Vorrichtung mit mindestens einer mit dem Antrieb (10) verbindbaren oder Teil des Antriebs (10) bildenden Bremsvorrichtung ausgebildet ist. - Verfahren zur Steuerung eines drehzahlveränderlichen Antriebs mit einer Exzenterwelle als Abtriebswelle mit einem Servomotor oder einem Torquemotor für eine Umformmaschine mit einem Pressenstößel, vorzugsweise eine Exzenterpresse, wobei der Antrieb so steuerbar ist, daß er über die Umdrehung der Exzenterwelle variiert in einer Arbeitsdrehzahl und einer Transportdrehzahl läuft, um die Geschwindigkeit der Exzenterwelle über ihre Umdrehung zu variieren,
dadurch gekennzeichnet,
daß im Bereich der Arbeitsdrehzahl das Trägheitsmoment des Antriebs (10) erhöht wird und
daß im Bereich außerhalb der Arbeitsdrehzahl, insbesondere im Bereich der Transportdrehzahl, das Trägheitsmoment des Antriebs (10) reduziert wird. - Verfahren nach Anspruch 15,
dadurch gekennzeichnet,
daß die Änderung des Trägheitsmoments des Antriebs (10) durch Zu- und Abschalten einer rotierenden Schwungmasse erfolgt. - Verfahren nach Anspruch 15 oder 16,
dadurch gekennzeichnet,
daß der Antrieb (10) mit folgendem Ablauf zyklisch abläuft:a) Durchführen des Umformvorgangs und Abgabe von in der Schwungmasse (16) gespeicherter Energie an den Antrieb (10) verbunden mit der Absenkung der Drehzahl der Exzenterwelle (22);b) Beenden des Umformvorgangs bei Erreichen des unteren Totpunktes (UT) und Erhöhung der Drehzahl der Exzenterwelle (22) auf die Arbeitsdrehzahl;c) Auskuppeln der Kupplung (14) zum Trennen der Schwungmasse (16) vom Antrieb (10);d) Erhöhen der Drehzahl der Exzenterwelle (22) auf die Transportdrehzahl;e) Abbremsen der Exzenterwelle (22) auf die Arbeitsdrehzahl nach Erreichen des oberen Totpunktes (OT);f) Synchronisieren der Drehzahlen der Kupplungshälften der Kupplung (14);g) Einkuppeln der Kupplung (14) zur drehstarren Verbindung der Schwungmasse (16) mit dem Antrieb (10);h) zyklische Wiederholung der Schritte a) bis g). - Verfahren nach Anspruch 17,
dadurch gekennzeichnet,
daß im Anfahrvorgang das Einkuppeln der Kupplung (14) zur drehstarren Verbindung der Schwungmasse (16) mit dem Antrieb (10) und Erhöhen der Drehzahl der Exzenterwelle (22) aus dem Stillstand bis auf die Arbeitsdrehzahl vorgesehen ist. - Verfahren nach Anspruch 17,
dadurch gekennzeichnet,
daß die Schwungmasse (16) gemäß a) und/oder b) und/oder g) über die Kupplung (14) mit der Abtriebswelle des Servomotors (11) verbunden wird. - Verfahren nach Anspruch 17,
dadurch gekennzeichnet,
daß die Schwungmasse (16) gemäß a) und/oder b) und/oder g) über die Kupplung (14) mit der Zwischenwelle (18) verbunden wird. - Verfahren nach Anspruch 17,
dadurch gekennzeichnet,
daß die Schwungmasse (16) gemäß a) und/oder b) und/oder g) über die Kupplung (14) mit der Exzenterwelle (22) verbunden wird. - Verfahren nach einem der Ansprüche 17 bis 21,
dadurch gekennzeichnet,
daß das Erhöhen der Drehzahl der Exzenterwelle (22) gemäß b) und/oder d) mit Wirkung des Servomotors (11) erfolgt. - Verfahren nach einem der Ansprüche 17 bis 22,
dadurch gekennzeichnet,
daß das Abbremsen der Drehzahl der Exzenterwelle (22) gemäß e) mit Wirkung des Servomotors (11) erfolgt. - Verfahren nach einem der Ansprüche 17 bis 22,
dadurch gekennzeichnet,
daß das Synchronisieren der Drehzahl der Kupplungshälften der Kupplung (14) gemäß f) mit Wirkung des Servomotors (11) erfolgt. - Verfahren nach einem der Ansprüche 17 bis 24,
dadurch gekennzeichnet,
daß die Informationen über die Drehlage und/oder die Drehzahl des Antriebs (10) oder einer seiner Komponenten, wie beispielsweise die Exzenterwelle (22), durch an den Komponenten des Antriebs (10) angeordnete oder mit diesen verbundene Sensoren (11 s, 14s, 16s, 22s) ermittelt werden und an eine vorzugsweise elektrische Steuerungseinrichtung (30) weitergegeben werden. - Verfahren nach einem der Ansprüche 17 bis 25,
dadurch gekennzeichnet,
daß die Informationen über die Drehlage und/oder die Drehzahl der Kupplung (14) und/oder des Schwungrads (16) durch an diesen angeordnete oder mit diesen verbundene Sensoren (14s, 16s) ermittelt werden und an die Steuerungseinrichtung (30) weitergegeben werden. - Verfahren nach einem der Ansprüche 15 bis 26;
dadurch gekennzeichnet,
daß das Schwungrad (16) mit einem Zusatzmotor (41) verbunden wird. - Verfahren nach Anspruch 27,
dadurch gekennzeichnet,
daß das Schwungrad (16) mit einer Zusatzkupplung (44) schaltbar mit dem Zusatzmotor (41) verbunden wird. - Verfahren nach einem der Ansprüche 15 bis 28, insbesondere nach Anspruch 18,
dadurch gekennzeichnet,
daß im Anfahrvorgang das Beschleunigen des mit dem Antrieb (10) verbundenen Schwungrads (16) auf Arbeitsdrehzahl mit Hilfe des Zusatzmotors (41) erfolgt. - Verfahren nach einem der Ansprüche 15 bis 29, insbesondere nach Anspruch 17,
dadurch gekennzeichnet,
daß ein Not-Aus vorgesehen ist, wenn eine vorgegebene Zeitdauer für einen der Verfahrensschritte a) bis h) überschritten ist. - Verfahren nach einem der Ansprüche 15 bis 30, insbesondere nach Anspruch 17,
dadurch gekennzeichnet,
daß ein Not-Aus vorgesehen ist, wenn mindestens eine Komponente des Antriebs (10) überlastet ist und/oder wenn die maximale Preßkraft am Pressenstößel (24) überschritten ist. - Verfahren nach einem der Ansprüche 15 bis 31, insbesondere nach Ansprüchen 30 oder 31,
dadurch gekennzeichnet,
daß bei Auslösung des Not-Aus mindestens eine Bremsvorrichtung mit dem Antrieb (10) verbunden ist oder Teil des Antriebs (10) bildend den Antrieb (10) unverzüglich in den Ruhezustand versetzt. - Verfahren nach einem der Ansprüche 15 bis 32,
dadurch gekennzeichnet,
daß zum "Losbrechen" eines festgefahrenen Antriebs vorgesehen ista) Auskuppeln der Kupplung (14) zum Trennen des Schwungrads (16) vom Antrieb (10);b) Hochfahren des Schwungrads (16), vorzugsweise auf eine Drehzahl, die der Drehzahl des Schwungrads (16) bei Arbeitsgeschwindigkeit der Exzenterwelle (22) entspricht, mit einer Drehrichtung entgegengesetzt zur Arbeitsdrehrichtung; c) kurzzeitiges Verbinden des Schwungrads (16) mit dem Antrieb (10) durch Einkuppeln der Kupplung (14);d) Trennen des Schwungrads (16) vom Antrieb (10) durch Auskuppeln der Kupplung (14);e) Abbremsen des Schwungrads (16) mit Hilfe des Zusatzmotors (41) und/oder mit Hilfe einer Bremsvorrichtung, vorzugsweise ausgebildet als Teil der Bremsvorrichtung nach Anspruch 32. - Verfahren nach einem der Ansprüche 17 bis 32,
dadurch gekennzeichnet,
daß vorgesehen ist, den Antrieb nur in der Arbeitsdrehzahl zu betreiben durch Einkuppeln der Kupplung (14) zur drehstarren Verbindung der Schwungmasse (16) mit dem Antrieb (10) und Erhöhen der Drehzahl der Exzenterwelle (22) aus dem Stillstand bis auf die Arbeitsdrehzahl.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200450004148 DE502004004148D1 (de) | 2004-09-27 | 2004-09-27 | Direktantrieb und Steuerung für eine Exzenterpresse |
| ES04022983T ES2289409T3 (es) | 2004-09-27 | 2004-09-27 | Accionamiento directo y control para una prensa excentrica. |
| EP20040022983 EP1640145B1 (de) | 2004-09-27 | 2004-09-27 | Direktantrieb und Steuerung für eine Exzenterpresse |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20040022983 EP1640145B1 (de) | 2004-09-27 | 2004-09-27 | Direktantrieb und Steuerung für eine Exzenterpresse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1640145A1 true EP1640145A1 (de) | 2006-03-29 |
| EP1640145B1 EP1640145B1 (de) | 2007-06-20 |
Family
ID=34926735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20040022983 Expired - Lifetime EP1640145B1 (de) | 2004-09-27 | 2004-09-27 | Direktantrieb und Steuerung für eine Exzenterpresse |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1640145B1 (de) |
| DE (1) | DE502004004148D1 (de) |
| ES (1) | ES2289409T3 (de) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007091935A1 (en) * | 2006-02-06 | 2007-08-16 | Abb Research Ltd | Mechanical press drive system |
| WO2007091118A1 (en) * | 2006-02-06 | 2007-08-16 | Abb Research Ltd | Mechanical press drive system and method |
| EP1930149A1 (de) * | 2006-12-05 | 2008-06-11 | Burkhardt GmbH Maschinenfabrik | Antrieb für Exzenterpresse |
| WO2008119686A1 (en) * | 2007-04-02 | 2008-10-09 | Bifrangi S.P.A. | Improved horizontal forging press |
| EP2006080A1 (de) * | 2007-06-21 | 2008-12-24 | Abb Research Ltd. | Verfahren und Vorrichtung zum Steuern einer mechanischen Presse |
| WO2010004062A2 (es) | 2008-07-08 | 2010-01-14 | Goizper, S. Coop. | Dispositivo de freno y embrague combinado para prensas |
| EP2186631A1 (de) | 2008-11-12 | 2010-05-19 | FMI systems GmbH | Umformmaschinen mit effizienter Betriebsweise |
| WO2012055558A1 (de) * | 2010-10-27 | 2012-05-03 | Schuler Pressen Gmbh | Mechanische umformmaschine, insbesondere kurbelpresse sowie verfahren zur bereitstellung einer mechanischen umformmaschine |
| US20140083313A1 (en) * | 2012-09-27 | 2014-03-27 | Schuler Pressen Gmbh | Method and device for operating a machine tool such as a press with a linearly movable stroke element |
| EP2152505B1 (de) * | 2007-06-06 | 2015-07-29 | ABB Research LTD | Motoraufrüstungsausrüstung für eine mechanische presse |
| DE102015222995A1 (de) * | 2015-11-20 | 2017-05-24 | Sms Group Gmbh | Weggebundene Presse mit Kulissenstein |
| US10499639B2 (en) | 2014-03-26 | 2019-12-10 | Jiangsu Rotam Chemistry Co., Ltd. | Herbicidal composition, a method for its preparation and the use thereof |
| CN111859661A (zh) * | 2020-07-17 | 2020-10-30 | 西门子(中国)有限公司 | 压力机偏心机构的惯量确定方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE884278C (de) * | 1941-07-17 | 1953-07-27 | Weingarten Ag Maschf | Mechanische Presse, insbesondere Ziehpresse |
| DE1294809B (de) * | 1961-01-14 | 1969-05-08 | Pressen Und Scherenbau Erfurt | Pressenantrieb mit verschiedenen Arbeitsgeschwindigkeiten fuer mechanische Pressen, insbesondere Ziehpressen |
| DE4109796A1 (de) * | 1991-03-26 | 1992-10-01 | Georg Burger | Einrichtung zum pressen, biegen und/oder stanzen |
| US5832816A (en) * | 1995-12-15 | 1998-11-10 | Amada Mfg America Inc. | Ram driving device and press machine using same |
| US20040003729A1 (en) * | 2002-07-04 | 2004-01-08 | Komatsu Artec Ltd. | Drive unit and drive method for press |
| WO2004056559A1 (de) * | 2002-12-19 | 2004-07-08 | Siemens Aktiengesellschaft | Pressvorrichtung |
-
2004
- 2004-09-27 EP EP20040022983 patent/EP1640145B1/de not_active Expired - Lifetime
- 2004-09-27 ES ES04022983T patent/ES2289409T3/es not_active Expired - Lifetime
- 2004-09-27 DE DE200450004148 patent/DE502004004148D1/de not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE884278C (de) * | 1941-07-17 | 1953-07-27 | Weingarten Ag Maschf | Mechanische Presse, insbesondere Ziehpresse |
| DE1294809B (de) * | 1961-01-14 | 1969-05-08 | Pressen Und Scherenbau Erfurt | Pressenantrieb mit verschiedenen Arbeitsgeschwindigkeiten fuer mechanische Pressen, insbesondere Ziehpressen |
| DE4109796A1 (de) * | 1991-03-26 | 1992-10-01 | Georg Burger | Einrichtung zum pressen, biegen und/oder stanzen |
| US5832816A (en) * | 1995-12-15 | 1998-11-10 | Amada Mfg America Inc. | Ram driving device and press machine using same |
| US20040003729A1 (en) * | 2002-07-04 | 2004-01-08 | Komatsu Artec Ltd. | Drive unit and drive method for press |
| WO2004056559A1 (de) * | 2002-12-19 | 2004-07-08 | Siemens Aktiengesellschaft | Pressvorrichtung |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007091118A1 (en) * | 2006-02-06 | 2007-08-16 | Abb Research Ltd | Mechanical press drive system and method |
| US7805973B2 (en) | 2006-02-06 | 2010-10-05 | Abb Research Ltd. | Mechanical press drive system |
| WO2007091935A1 (en) * | 2006-02-06 | 2007-08-16 | Abb Research Ltd | Mechanical press drive system |
| US8302452B2 (en) | 2006-02-06 | 2012-11-06 | Abb Research Ltd. | Mechanical press drive system and method |
| EP1930149A1 (de) * | 2006-12-05 | 2008-06-11 | Burkhardt GmbH Maschinenfabrik | Antrieb für Exzenterpresse |
| WO2008119686A1 (en) * | 2007-04-02 | 2008-10-09 | Bifrangi S.P.A. | Improved horizontal forging press |
| EP2152505B1 (de) * | 2007-06-06 | 2015-07-29 | ABB Research LTD | Motoraufrüstungsausrüstung für eine mechanische presse |
| EP2006080A1 (de) * | 2007-06-21 | 2008-12-24 | Abb Research Ltd. | Verfahren und Vorrichtung zum Steuern einer mechanischen Presse |
| WO2008155190A1 (en) * | 2007-06-21 | 2008-12-24 | Abb Research Ltd. | A method and a device for controlling a mechanical press |
| WO2010004062A2 (es) | 2008-07-08 | 2010-01-14 | Goizper, S. Coop. | Dispositivo de freno y embrague combinado para prensas |
| EP2186631A1 (de) | 2008-11-12 | 2010-05-19 | FMI systems GmbH | Umformmaschinen mit effizienter Betriebsweise |
| WO2010054626A1 (de) * | 2008-11-12 | 2010-05-20 | Fmi Systems Gmbh | Umformmaschinen mit effizienter betriebsweise |
| WO2012055558A1 (de) * | 2010-10-27 | 2012-05-03 | Schuler Pressen Gmbh | Mechanische umformmaschine, insbesondere kurbelpresse sowie verfahren zur bereitstellung einer mechanischen umformmaschine |
| US9350212B2 (en) | 2010-10-27 | 2016-05-24 | Schuler Pressen Gmbh | Mechanical metal-forming machine having a flywheel coupled to a rotor of an auxiliary drive and method for providing the mechanical metal-forming machine |
| DE102012109150A1 (de) * | 2012-09-27 | 2014-03-27 | Schuler Pressen Gmbh | Verfahren und Einrichtung zum Betreiben einer Werkzeugmaschine wie Presse mit linear bewegbarem Hubelement |
| US20140083313A1 (en) * | 2012-09-27 | 2014-03-27 | Schuler Pressen Gmbh | Method and device for operating a machine tool such as a press with a linearly movable stroke element |
| US10499639B2 (en) | 2014-03-26 | 2019-12-10 | Jiangsu Rotam Chemistry Co., Ltd. | Herbicidal composition, a method for its preparation and the use thereof |
| DE102015222995A1 (de) * | 2015-11-20 | 2017-05-24 | Sms Group Gmbh | Weggebundene Presse mit Kulissenstein |
| CN111859661A (zh) * | 2020-07-17 | 2020-10-30 | 西门子(中国)有限公司 | 压力机偏心机构的惯量确定方法 |
| CN111859661B (zh) * | 2020-07-17 | 2023-07-14 | 西门子(中国)有限公司 | 压力机偏心机构的惯量确定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1640145B1 (de) | 2007-06-20 |
| DE502004004148D1 (de) | 2007-08-02 |
| ES2289409T3 (es) | 2008-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1640145B1 (de) | Direktantrieb und Steuerung für eine Exzenterpresse | |
| EP1610038B1 (de) | Doppelkupplungsgetriebe und Verfahren zur Steuerung eines Doppelkupplungsgetriebes | |
| EP0832370B1 (de) | System zur steuerung einer servokupplung | |
| DE69521866T2 (de) | Automatisierte Kupplungsbetätigung und -Einstellung | |
| DE102006013040B4 (de) | Kupplungssteuervorrichtung | |
| EP0088150B1 (de) | Unter Last schaltbare mechanische Getriebeanordnung | |
| WO2000026552A2 (de) | Kraftfahrzeug mit schaltabsichtserkennung | |
| WO2007039103A1 (de) | Brennkraftmaschine mit variablem verdichtungsverhältnis | |
| WO2015144148A1 (de) | Verfahren zur bestimmung eines betriebsmodus eines getriebeaktors mit genau einem motor | |
| DE102006027039A1 (de) | Elektromechanischer Bremskraftverstärker | |
| DE112011102280T5 (de) | Kupplungsbetätigungsvorrichtung | |
| EP1930149A1 (de) | Antrieb für Exzenterpresse | |
| WO2000075536A1 (de) | Verfahren zum betreiben einer betätigungseinrichtung eines automatisierten schaltgetriebes | |
| EP1763601B1 (de) | Antrieb für eine webmaschine | |
| DE1236948B (de) | Schaltanordnung fuer ein Geschwindigkeits-wechselgetriebe mit mehreren Gaengen fuer Kraftfahrzeuge | |
| WO2022175100A1 (de) | Wechselgetriebe mit elektromotorisch angetriebener schaltwalze sowie verfahren zur steuerung eines solchen wechselgetriebes | |
| EP2326805B1 (de) | Verfahren zur verstellung einer kurbelwelle eines verbrennungsmotors, nockenwellenverstellsystem und verbrennungsmotor mit verstellbarer kurbelwelle | |
| DE3513279C2 (de) | Automatische Gangschalteinrichtung | |
| WO2010012764A1 (de) | Verfahren zum einspuren eines andrehritzels einer startvorrichtung in einen zahnkranz einer brennkraftmaschine | |
| EP1894708A1 (de) | Antriebseinrichtung für eine Press-, Stanz- oder Umformautomaten | |
| DE19916169A1 (de) | Stelleinrichtung und Stellglied für diese | |
| DE60008626T2 (de) | Steuereinrichtung und Verfahren zum Schalten von Automatikgetrieben | |
| DE102011051859B4 (de) | Einrichtung zum synchronisierten Schalten einer Kupplung, insbesondere einer Zahnkupplung eines Fahrzeuges | |
| DE202011050731U1 (de) | Einrichtung zum synchronisierten Schalten einer Kupplung, insbesondere einer Zahnkupplung eines Fahrzeuges | |
| DE19851466A1 (de) | Stellglied |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050617 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES IT LI |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502004004148 Country of ref document: DE Date of ref document: 20070802 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FIAMMENGHI-FIAMMENGHI |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2289409 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100923 Year of fee payment: 7 Ref country code: ES Payment date: 20100921 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100924 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100701 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110927 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004004148 Country of ref document: DE Effective date: 20120403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120403 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110928 |