EP1577239B1 - Feeder for a punching or stamping device - Google Patents
Feeder for a punching or stamping device Download PDFInfo
- Publication number
- EP1577239B1 EP1577239B1 EP05101440A EP05101440A EP1577239B1 EP 1577239 B1 EP1577239 B1 EP 1577239B1 EP 05101440 A EP05101440 A EP 05101440A EP 05101440 A EP05101440 A EP 05101440A EP 1577239 B1 EP1577239 B1 EP 1577239B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- diecutting
- stamping device
- fact
- sheets
- stack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004080 punching Methods 0.000 title description 59
- 238000004049 embossing Methods 0.000 claims description 50
- 238000000034 method Methods 0.000 abstract description 6
- 230000032258 transport Effects 0.000 description 9
- 238000000151 deposition Methods 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 241000252254 Catostomidae Species 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/44—Simultaneously, alternately, or selectively separating articles from two or more piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/40—Increasing or maximizing
- B65H2601/42—Increasing or maximizing entities relating to the handling machine
- B65H2601/421—Capacity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/40—Increasing or maximizing
- B65H2601/42—Increasing or maximizing entities relating to the handling machine
- B65H2601/422—Versatility
Definitions
- the invention relates to an investor for a punching or embossing device, as well as a punching or embossing device with such an investor, and a method for punching or embossing of sheets with a stamping or embossing device.
- punching As punching the cutting is referred to as closed, geometric blank forms that can be circular, oval or polygonal as well as fantasy shapes of all kinds. Even the practices practiced in print finishing such as punching with punch, repel corners and register punching are counted to this area.
- the punching is carried out against a punching pad or against stamp partly it is also shearing operations (cf print finishing, training manual for bookbinders, Bundesvious Druck e.V. 1996, page 351 ff.).
- Packaging material made of paper, cardboard, cardboard or corrugated cardboard are mainly punched in sheet format. When punching but also creasing lines or blind embossing can be introduced into the benefit. This complex process makes it indispensable to punch the sheets individually, as the end products are usually sophisticated packaging. For optimum results, stamping tools with the lowest tolerances and extremely precise and reliable punching machines are required.
- stamping machines are often so-called flat bed punches in which the printed sheets stacked on a pallet are fed to the punching machine.
- the sheets are precisely aligned at three points with side and front marks, taken over by a gripper carriage with a gripper bar and positioned exactly between the die and the punching plate.
- the complete sheet is punched in a stroke in the next station (breaking station), the waste is mechanically removed by stripping tools.
- Such a flat bed punch is for example from the DE 30 44 083 A1 known.
- the two tables are equipped with cutting and scoring tools or corresponding counter tools with which punched out of the cyclically guided between the table surface sheets the benefits and at the same time pressed the necessary for clean folding grooves. In the subsequent breakout the waste is removed by machine tools. Depending on the equipment of the machine finally the punched benefits can be separated in a designatedWhentrenn arthritis.
- punching and embossing machines process large format products, for example in a format up to 105 x 74 or 100 x 140. To a lesser extent, even small sheet sizes (for example in the format 50 x 70) are processed. Smaller punching or embossing machines are sometimes developed and used for these smaller sheet sizes, or alternatively, when investing in a small format machine that processes small formats on large machines. The latter may be more economical than the purchase of a small format machine, but the economy is still relatively low when a large-format machine is used only for punching or embossing small-sized sheet.
- the US 3,391,924 A1 describes a device in which two separate sheets are fed from two adjacent sheet stacks of a printing press.
- the sheet feeder has suction means to lift and sing single sheets from a respective stack of sheets. Two sheets are simultaneously deducted from the two sheet stacks.
- the disadvantage of this is that when a sheet stack has to be refilled, the machine must be stopped. This has a negative effect on the production performance of a stamping or embossing device. It is therefore the object of the present invention to make the stamping or embossing of small-sized sheets with a large-sized punching or embossing device more economical, and to increase the performance of a large-sized punching or embossing device for small sheet sizes.
- the feeder according to the invention is thus distinguished by the fact that several stacks are provided next to one another in the transport direction, of which the feeder withdraws sheets by means of suitable means and supplies them to a punching or embossing device.
- the term investor is quite generally for those device that feeds the punching or embossing device sheet.
- This inventive investor could also consist of two or more conventional, smaller sized Einzelbogenanlegern parallel to each other operate.
- these plurality of single-sheet investors only form a feeder according to the invention, so that such embodiments are likewise encompassed by the invention.
- the feeder can thereby simultaneously withdraw sheets from several stacks and feed them to the punching and embossing apparatus, although sequential peeling of the sheets from different stacks may also be advantageous, particularly with regard to refilling the stacks from which the feeder withdraws the sheets .
- a doubling of the throughput of the punching or embossing device so that high speeds per sheet can be achieved in this way, for example 14 000 sheets per hour.
- the performance of the punching device increases accordingly. In this way, therefore, the sheet throughput can be increased by the punching or embossing device at the same number of strokes of the punching or embossing device by a multiple.
- the means for applying at least one separating sucker per stack is operable independently of the separating suckers of the other stack.
- the punching or embossing device is in the punching or embossing device is a large-sized punching or embossing device and the sheet to small format sheet, in particular a punching and embossing device for a 105 x 74 format and the Sheet by sheet of 50 x 70 format.
- the means for applying sheets are designed such that even sheets from a single stack can be applied.
- the punching or embossing device with the same feeder can also process those products which were originally intended for processing with the punching or embossing device of the corresponding format.
- the means for applying at least one independent suction head per stack, for sucking the uppermost sheet of the stack is further developed.
- the means for applying at least one stack each have a control roller and / or a sheet flap.
- the means for applying at least each stack on a side mark, for lateral alignment of the respective sheet also have an independent drive.
- the page marks can be operated in such a way that the respective sheets of all the stacks are aligned laterally at the same time.
- the means for applying at least one stack each have a front mark for aligning the front side of the sheet.
- the front marks for aligning the front of the sheet per stack to an independent drive.
- the front marks can be operated in such a way that the respective sheets of all the stacks are aligned simultaneously.
- the invention also relates to a punching or embossing device having a feeder according to the invention with one, several or all previous features.
- the punching or embossing device gripper on a gripper bar, for transporting the sheet through the punching or embossing device, said gripper and gripper bar are designed such that the grippers are variably attached to the gripper bar.
- the rapier can be adapted by means of variably attachable gripper on the plurality of sheets that are applied by juxtaposed stacks. It can also be advantageously achieved in this way that the grippers can assume an ideal positioning with respect to the edges of the sheet. This can prevent the corners of the sheets from bending when punched.
- each stack in the feeder are assigned a set of Feinjustagestoffn.
- FIG. 1 shows a schematic representation of a known punching or embossing device 1.
- FIG. 1 shows a schematic representation of a known punching or embossing device 1.
- drive and guide means cams and control means to illustrate the effects of the device is not shown or only described in general terms.
- FIG. 1 the basic structure of a sheet punching and embossing machine 1 for punching, breaking and depositing sheets of paper, cardboard and the like is shown.
- the punching and embossing machine 1 consists of a punching device 2, a breakout device 3 and a depositing device 4, which are supported and enclosed by a common machine housing 5.
- the sheet 6 are gripped by mounted on revolving chains 7 rapiers 8 at its front edge and intermittently pulled through the various stations 2, 3 and 4 of the punching and embossing machine 1.
- the punching station 2 includes a device consisting of a lower table 9 and an upper table 10.
- the lower table 9 is fixedly mounted in the machine frame and provided with a counter plate to the punching knife.
- the upper table 10 is mounted vertically movable and driven by a drive for the device.
- the gripper bar 8 transports the sheet 6 from the punching and embossing station 2 in the subsequent breaking station 3, which may be equipped with breakout tools.
- the breaking station 3 are pushed out of the sheet with the help of the break-off tools the unnecessary pieces of waste from the sheet, whereby these waste pieces 11 fall into a container-like carriage 12 inserted below the station.
- the depositing station 4 can also contain a pallet 13, on which the individual sheets are stacked in the form of a stack 14, so that after reaching a certain stack height, the pallets with the stacked sheets 14 can be moved away from the area of the punching and embossing machine 1.
- the chains 7 carry a plurality of gripper bars 8, for example, there are eight, so that multiple sheets 6 can be processed simultaneously in the various stations 2, 3 and 4.
- FIG. 1 and in FIG. 2 is the transport movement of the sheet 6, 6a, 6b represented by the punching and embossing device 1 by the arrow with the reference TB.
- a first stack 16a and next to a second stack 16b are shown in the feeder 30.
- the two stacks 16a, 16b are shown symmetrically to the center line M of feeder 30 and punching or embossing device 1.
- feeder 30 a device which supplies the punching or embossing device 1 sheet 6, 6a, 6b.
- This inventive feeder could also consist of two or more conventional, smaller sized Einzelbogenanlegern operated in parallel.
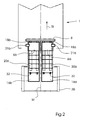
- Suction heads 42a, 42b are arranged at the upper end of the stack 16a, 16b. These suction heads 42a, 42b are connected to a suction device 40, 40a, 40b. It may be in one embodiment, as in FIG. 3 shown to act as a common suction device 40 or, as in the embodiment in FIG. 4 shown to each have a suction device 40a, 40b, which is associated with the corresponding stack. In the embodiment in FIG. 3 For example, the suction heads 42a, 42b may be connected to the suction device 40 such that the suction heads 42a, 42b are supplied with suction air independently of each other.
- the suction device 40, 40a, 40b generates at the suction heads 42a, 42b a suitable cycled negative pressure, so that the suction heads 42a, 42b can grip the uppermost sheets 6a, 6b of the stacks 16a, 16b and feed them to a transport device 20a, 20b.
- each stack 16a, 16b are each associated with 2 suction heads 42a, 42b.
- clock rollers 32 are arranged above the stacks 16a, 16b. These clock rollers 32 generate a scale flow of the sheets 6, 6a, 6b in the direction of the transport movement TB to the punching or embossing device 1.
- the scale flow of the sheets 6, 6a, 6b is moved forward by pairs of conveyor belts 20.
- the pairs of conveyor belts are advantageously driven separately in batches.
- the conveyor belts 20, which are assigned to the respective stacks 16a, 16b synchronize with each other by mechanical or electronic means.
- side marks 21a, 21b and not shown known to those skilled in front brands for lateral alignment and orientation of the front of the sheet 6a, 6b.
- the side marks 21a, 21b and front marks, respectively are associated with the respective stacks 16a, 16b so as to independently align the respective sheets 6a, 6b.
- the alignment takes place simultaneously for all the sheets which are to be punched together in the following.
- the sheets 6a, 6b After the sheets 6a, 6b have been aligned, they are gripped by grippers 18a, 18b attached to a rapier bar 8.
- the grippers 18a, 18b are slidably mounted on the gripper bar 8, so that the position of the grippers 18a, 18b relative to the sheets 6a, 6b can be adjusted, so that a suitable adaptation to the format and number of simultaneously processed sheet 6a, 6b is possible.
- the punching or embossing device 1 comprises a stacking device, not shown, which generates the required number of stacks 16a, 16b on a pallet, which can then find application in the feeder 30.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Registering Or Overturning Sheets (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
Abstract
Description
Die Erfindung betrifft einen Anleger für eine Stanz- oder Prägevorrichtung, sowie eine Stanz- oder Prägevorrichtung mit einem solchen Anleger, sowie ein Verfahren zum Stanzen oder Prägen von Bogen mit einer Stanz- oder Prägevorrichtung.The invention relates to an investor for a punching or embossing device, as well as a punching or embossing device with such an investor, and a method for punching or embossing of sheets with a stamping or embossing device.
Als Stanzen wird das Schneiden mit in sich geschlossenen, geometrischen Zuschnittsformen bezeichnet, die kreisförmig, oval oder mehreckig sowie Fantasieformen aller Art sein können. Auch die in der Druckweiterverarbeitung geübten Praktiken wie Stanzen mit Locheisen, Ecken abstoßen und Register stanzen werden zu diesem Bereich gezählt. Die Stanzung erfolgt gegen eine Stanzunterlage oder gegen Stempel teilweise sind es auch Schervorgänge (vgl. Druckweiterverarbeitung, Ausbildungsleitfaden für Buchbinder, Bundesverband Druck e.V. 1996, Seite 351 ff.).As punching the cutting is referred to as closed, geometric blank forms that can be circular, oval or polygonal as well as fantasy shapes of all kinds. Even the practices practiced in print finishing such as punching with punch, repel corners and register punching are counted to this area. The punching is carried out against a punching pad or against stamp partly it is also shearing operations (cf print finishing, training manual for bookbinders, Bundesverband Druck e.V. 1996, page 351 ff.).
Verpackungsmaterial aus Papier, Karton, Pappe oder Wellpappe werden hauptsächlich in Bogenformat gestanzt. Beim Stanzvorgang können zusätzlich aber auch Rilllinien oder Blindprägungen in den Nutzen eingebracht werden. Dieser komplexe Prozess macht es unabdingbar, die Bogen einzeln zu stanzen, da es sich bei den Endprodukten meist um anspruchsvolle Verpackung handelt. Für optimale Resultate sind Stanzwerkzeug mit geringsten Toleranzen und äußerst präzise und zuverlässig arbeitende Stanzautomaten erforderlich.Packaging material made of paper, cardboard, cardboard or corrugated cardboard are mainly punched in sheet format. When punching but also creasing lines or blind embossing can be introduced into the benefit. This complex process makes it indispensable to punch the sheets individually, as the end products are usually sophisticated packaging. For optimum results, stamping tools with the lowest tolerances and extremely precise and reliable punching machines are required.
Bei diesem Stanzautomaten handelt es sich häufig um sogenannte Flachbettstanzen, bei denen die gedruckten und auf einer Palette abgestapelten Bogen der Stanzmaschine zugeführt werden. Die Bogen werden an drei Punkten mit Seiten- und Frontmarken passgenau ausgerichtet, von einem Greiferwagen mit einer Greiferstange übernommen und exakt zwischen Stanzform und Stanzplatte positioniert. Hier wird der komplette Bogen in einem Hub gestanzt in der nächsten Station (Ausbrechstation) wird der Abfall über Ausbrechwerkzeuge maschinell entfernt. (Stanzen und Faltschachtelkleben, Lösung für die Weiterverarbeitung, Heidelberger Druckmaschinen AG, 2003).These stamping machines are often so-called flat bed punches in which the printed sheets stacked on a pallet are fed to the punching machine. The sheets are precisely aligned at three points with side and front marks, taken over by a gripper carriage with a gripper bar and positioned exactly between the die and the punching plate. Here, the complete sheet is punched in a stroke in the next station (breaking station), the waste is mechanically removed by stripping tools. (Stamping and Faltschachtelkleben, solution for further processing, Heidelberger Druckmaschinen AG, 2003).
Eine derartige Flachbettstanze ist beispielsweise aus der
Die meisten Stanz- und Prägeautomaten bearbeiten großformatige Produkte, etwa in einem Format bis zu 105 x 74 oder 100 x 140. In geringerem Maße werden auch kleine Bogenformate (beispielsweise im Format 50 x 70) verarbeitet. Für diese kleineren Bogenformate werden zum Teil kleine Stanz- oder Prägeautomaten entwickelt und eingesetzt, oder alternativ, wenn die Investition in eine Kleinformatmaschine gescheut wird, die Kleinformate auf großen Maschinen verarbeitet. Letzteres kann zwar wirtschaftlicher sein, als die Anschaffung einer Kleinformatmaschine, allerdings ist die Wirtschaftlichkeit dennoch relativ gering, wenn eine großformatige Maschine lediglich zum Stanzen oder Prägen von kleinformatigen Bogen verwendet wird.Most punching and embossing machines process large format products, for example in a format up to 105 x 74 or 100 x 140. To a lesser extent, even small sheet sizes (for example in the format 50 x 70) are processed. Smaller punching or embossing machines are sometimes developed and used for these smaller sheet sizes, or alternatively, when investing in a small format machine that processes small formats on large machines. The latter may be more economical than the purchase of a small format machine, but the economy is still relatively low when a large-format machine is used only for punching or embossing small-sized sheet.
Die
Es ist daher die Aufgabe der vorliegenden Erfindung, das Stanzen oder Prägen von kleinformatigen Bogen mit einer großformatigen Stanz- oder Prägevorrichtung wirtschaftlicher zu machen, und die Leistungsfähigkeit einer großformatigen Stanz- oder Prägevorrichtung für kleine Bogenformate zu erhöhen.The
It is therefore the object of the present invention to make the stamping or embossing of small-sized sheets with a large-sized punching or embossing device more economical, and to increase the performance of a large-sized punching or embossing device for small sheet sizes.
Diese Aufgabe wird mit Hilfe des erfindungsgemäßen Anlegers für eine Stanz- oder Prägevorrichtung mit den in Anspruch 1 genannten Merkmalen gelöst. Weitere Merkmale ergeben sich aus den Unteransprüchen.This object is achieved by means of the inventive investor for a punching or embossing device with the features mentioned in claim 1. Further features emerge from the subclaims.
Der erfindungsgemäße Anleger zeichnet sich also dadurch aus, dass in Transportrichtung mehrere Stapel nebeneinander vorgesehen sind, von denen der Anleger mittels geeigneter Mittel Bogen abzieht und einer Stanz- oder Prägevorrichtung zuführt. Dabei steht hier der Begriff Anleger ganz allgemein für jene Vorrichtung, die der Stanz- oder Prägevorrichtung Bogen zuführt. Dieser erfindungsgemäße Anleger könnte auch aus zwei oder mehr herkömmlichen, kleinerformatigen Einzelbogenanlegern bestehen, die parallel zueinander betrieben werden. Im Sinne der Erfindung bilden diese Mehrzahl an Einzelbogenanlegern nur einen erfindungsgemäßen Anleger, so dass derartige Ausführungsformen ebenfalls von der Erfindung umfasst werden.The feeder according to the invention is thus distinguished by the fact that several stacks are provided next to one another in the transport direction, of which the feeder withdraws sheets by means of suitable means and supplies them to a punching or embossing device. Here, the term investor is quite generally for those device that feeds the punching or embossing device sheet. This inventive investor could also consist of two or more conventional, smaller sized Einzelbogenanlegern parallel to each other operate. For the purposes of the invention, these plurality of single-sheet investors only form a feeder according to the invention, so that such embodiments are likewise encompassed by the invention.
Vorzugsweise kann der Anleger dadurch gleichzeitig von mehreren Stapeln Bogen abziehen und sie der Stanz- und Prägevorrichtung zuführen, obwohl auch ein sequentielles Abziehen der Bogen von unterschiedlichen Stapeln vorteilhaft sein kann, insbesondere im Hinblick auf das Nachfüllen der Stapel, von denen der Anleger die Bogen abzieht. Bereits durch das Vorsehen von zwei Stapeln kann bei gleichzeitigem Abzug der Bogen von den Stapeln und Zuführen zur Stanz- oder Prägevorrichtung eine Verdopplung des Durchsatzes der Stanz- oder Prägevorrichtung erreicht werden, sodass auf diese Art und Weise hohe Geschwindigkeiten pro Bogen erreicht werden können, beispielsweise 14 000 Bogen pro Stunde. Bei drei oder mehr Stapeln, von denen der Anleger die Bogen gleichzeitig abnimmt, erhöht sich die Leistungsfähigkeit der Stanzvorrichtung entsprechend. Auf diese Art und Weise kann also der Bogendurchsatz durch die Stanz- oder Prägevorrichtung bei gleicher Anzahl von Hüben der Stanz- oder Prägevorrichtung um ein Vielfaches erhöht werden.Preferably, the feeder can thereby simultaneously withdraw sheets from several stacks and feed them to the punching and embossing apparatus, although sequential peeling of the sheets from different stacks may also be advantageous, particularly with regard to refilling the stacks from which the feeder withdraws the sheets , Already by the provision of two stacks can be achieved with simultaneous deduction of the sheets from the stacks and feeding the punching or embossing device, a doubling of the throughput of the punching or embossing device, so that high speeds per sheet can be achieved in this way, for example 14 000 sheets per hour. With three or more stacks, from which the investor decreases the bow at the same time, the performance of the punching device increases accordingly. In this way, therefore, the sheet throughput can be increased by the punching or embossing device at the same number of strokes of the punching or embossing device by a multiple.
In der vorteilhaften Ausführungsform des erfindungsgemäßen Anlegers weisen die Mittel zum Anlegen wenigstens einen Trennsauger pro Stapel auf. Vorteilhafterweise ist dieser Trennsauger pro Stapel unabhängig von den Trennsaugern der anderen Stapel betreibbar. In einer besonders vorteilhaften Ausführungsform der Stanz- oder Prägevorrichtung handelt es sich bei der Stanz- oder Prägevorrichtung um eine großformatige Stanz- oder Prägevorrichtung und bei den Bogen um kleinformatige Bogen, insbesondere um eine Stanz- und Prägevorrichtung für ein 105 x 74 Format und bei den Bogen um Bogen vom 50 x 70 Format.In the advantageous embodiment of the investor according to the invention, the means for applying at least one separating sucker per stack. Advantageously, this separating sucker per stack is operable independently of the separating suckers of the other stack. In a particularly advantageous embodiment of the punching or embossing device is in the punching or embossing device is a large-sized punching or embossing device and the sheet to small format sheet, in particular a punching and embossing device for a 105 x 74 format and the Sheet by sheet of 50 x 70 format.
In einer vorteilhaften Ausgestaltung des erfindungsgemäßen Anlegers sind die Mittel zum Anlegen von Bogen derart ausgestaltet, dass auch Bogen von einem einzigen Stapel anlegbar sind. Auf diese Weise kann die Stanz- oder Prägevorrichtung mit demselben Anleger auch jene Produkte verarbeiten, die ursprünglich für die Verarbeitung mit der Stanz- oder Prägevorrichtung des entsprechenden Formats gedacht waren.In an advantageous embodiment of the investor according to the invention, the means for applying sheets are designed such that even sheets from a single stack can be applied. In this way, the punching or embossing device with the same feeder can also process those products which were originally intended for processing with the punching or embossing device of the corresponding format.
In einer weiteren vorteilhaften Ausgestaltung des erfindungsgemäßen Anlegers weisen die Mittel zum Anlegen wenigstens einen unabhängigen Saugkopf pro Stapel auf, zum Ansaugen des obersten Bogen des Stapels. Dadurch kann ein Anleger entsprechend Anspruch 1, der lediglich eine gemeinsame Saugeinrichtung über die gesamte Anlegerbreite aufweist, weitergebildet werden.In a further advantageous embodiment of the investor according to the invention, the means for applying at least one independent suction head per stack, for sucking the uppermost sheet of the stack. This allows an investor accordingly Claim 1, which has only a common suction device over the entire feeder width, be further developed.
In einer weiteren vorteilhaften Ausgestaltung des erfindungsgemäßen Anlegers weisen die Mittel zum Anlegen wenigstens je Stapel eine Taktrolle und/oder eine Bogenklappe auf.In a further advantageous embodiment of the investor according to the invention, the means for applying at least one stack each have a control roller and / or a sheet flap.
In einer weiteren vorteilhaften Ausgestaltung des erfindungsgemäßen Anlegers weisen die Mittel zum Anlegen wenigstens je Stapel eine Seitenmarke auf, zur seitlichen Ausrichtung der jeweiligen Bogen. Vorteilhafterweise weisen die Seitenmarken zum Ausrichten je Stapel ebenfalls einen unabhängigen Antrieb auf. Weiterhin können vorteilhafterweise die Seitenmarken derart betrieben werden, dass die jeweiligen Bogen aller Stapel gleichzeitig seitlich ausgerichtet werden.In a further advantageous embodiment of the investor according to the invention, the means for applying at least each stack on a side mark, for lateral alignment of the respective sheet. Advantageously, the side marks for aligning each stack also have an independent drive. Furthermore, advantageously, the page marks can be operated in such a way that the respective sheets of all the stacks are aligned laterally at the same time.
In einer weiteren vorteilhaften Ausführungsform des erfindungsgemäßen Anlegers weisen die Mittel zum Anlegen wenigstens je Stapel eine Frontmarke auf zum Ausrichten der Frontseite der Bogen. Vorteilhafterweise weisen die Frontmarken zum Ausrichten der Frontseite der Bogen je Stapel einen unabhängigen Antrieb auf. Weiterhin können vorteilhafterweise die Frontmarken derart betrieben werden, dass die jeweiligen Bogen aller Stapel gleichzeitig ausgerichtet werden.In a further advantageous embodiment of the investor according to the invention, the means for applying at least one stack each have a front mark for aligning the front side of the sheet. Advantageously, the front marks for aligning the front of the sheet per stack to an independent drive. Furthermore, advantageously, the front marks can be operated in such a way that the respective sheets of all the stacks are aligned simultaneously.
Die Erfindung betrifft ebenfalls eine Stanz- oder Prägevorrichtung, die einen erfindungsgemäßen Anleger mit einem, mehreren oder allen vorangegangenen Merkmalen aufweist. Vorteilhafterweise weist die Stanz- oder Prägevorrichtung Greifer auf einer Greiferstange auf, zum Transport der Bogen durch die Stanz- oder Prägevorrichtung, wobei Greifer und Greiferstange derart ausgestaltet sind, dass die Greifer variabel an der Greiferstange anbringbar sind. Auf diese Weise lässt sich die Greiferstange mittels der variabel anbringbaren Greifer auf die Mehrzahl an Bogen, die von nebeneinander angeordneten Stapeln angelegt werden, anpassen. Es läßt sich auf diese Weise auch vorteilhaft erreichen, dass die Greifer eine ideale Positionierung hinsichtlich der Kanten der Bogen einnehmen können. Dies ist kann verhindern, dass die Ecken der Bogen beim Stanzen umknicken.The invention also relates to a punching or embossing device having a feeder according to the invention with one, several or all previous features. Advantageously, the punching or embossing device gripper on a gripper bar, for transporting the sheet through the punching or embossing device, said gripper and gripper bar are designed such that the grippers are variably attached to the gripper bar. In this way, the rapier can be adapted by means of variably attachable gripper on the plurality of sheets that are applied by juxtaposed stacks. It can also be advantageously achieved in this way that the grippers can assume an ideal positioning with respect to the edges of the sheet. This can prevent the corners of the sheets from bending when punched.
In einer vorteilhaften Weiterbildung der Stanz- oder Prägevorrichtung weist die Stanz- oder Prägevorrichtung Feinjustagemittel auf, wobei jedem Stapel im Anleger ein Satz von Feinjustagemitteln zugeordnet sind.In an advantageous embodiment of the punching or embossing device, the punching or embossing device on Feinjustagemittel, each stack in the feeder are assigned a set of Feinjustagemitteln.
In einer weiteren vorteilhaften Ausgestaltung der Stanz- oder Prägevorrichtung umfasst die Stanz- oder Prägevorrichtung eine Vorstapeleinrichtung, die derart ausgestaltet ist, dass diese zur Erzeugung von mehreren ausgerichteten Stapeln auf einer Palette geeignet ist. Bevorzugte Ausführungsformen der erfindungsgemäßen Vorrichtung werden im folgenden unter Bezugnahme auf die Zeichnungen im Einzelnen näher beschrieben. Es zeigen in schematischer Darstellung:
- Fig. 1
- den prinzipiellen Aufbau einer Bogenstanz- und Prägemaschine,
- Fig. 2
- eine Draufsicht einer Ausführungsform eines erfindungsgemäßen Anlegers
- Fig. 3
- eine Vorderansicht einer Ausführungsform eines erfindungsgemäßen Anlegers
- Fig. 4
- eine Vorderansicht einer weiteren Ausführungsform eines erfindungsgemäßen Anlegers
- Fig. 1
- the basic structure of a sheet punching and embossing machine,
- Fig. 2
- a plan view of an embodiment of an investor according to the invention
- Fig. 3
- a front view of an embodiment of an investor according to the invention
- Fig. 4
- a front view of another embodiment of an investor according to the invention
In
Die Bogen 6 werden von auf umlaufenden Ketten 7 befestigten Greiferstangen 8 an ihrer Vorderkante ergriffen und intermittierend durch die verschiedenen Stationen 2, 3 und 4 der Stanz- und Prägemaschine 1 hindurchgezogen.The sheet 6 are gripped by mounted on revolving
Die Stanzstation 2 beinhaltet eine Vorrichtung bestehend aus einem Untertisch 9 und einem Obertisch 10. Der Untertisch 9 ist fest im Maschinengestell gelagert und mit einer Gegenplatte zum Stanzmesser versehen. Der Obertisch 10 ist vertikal bewegbar gelagert und über einen Antrieb für die Vorrichtung antreibbar.The punching
Die Greiferstange 8 transportiert den Bogen 6 von der Stanz- und Prägestation 2 in die nachfolgende Ausbrechstation 3, die mit Ausbrechwerkzeugen ausgestattet sein kann. In der Ausbrechstation 3 werden mit Hilfe der Ausbrechwerkzeuge die nicht benötigten Abfallstücke aus dem Bogen nach unten herausgestoßen, wodurch diese Abfallstücke 11 in einen unter der Station eingeschobenen behälterartigen Wagen 12 fallen.The
Von der Ausbrechstation 3 gelangt der Bogen 6 in die Ablegestation 4, wo der Bogen entweder nur einfach abgelegt wird, oder aber günstiger gleichzeitig eine Trennung der einzelnen Nutzen erfolgt. Die Ablegestation 4 kann auch eine Palette 13 enthalten, auf der die einzelnen Bogen in Form eines Stapels 14 aufgestapelt werden, so dass nach Erreichen einer bestimmten Stapelhöhe die Paletten mit den aufgestapelten Bogen 14 aus dem Bereich der Stanz- und Prägemaschine 1 weggefahren werden können.From the breaking
Wie zu erkennen ist, tragen die Ketten 7 mehrere Greiferstangen 8, beispielsweise sind es hier acht, so dass mehrere Bogen 6 gleichzeitig in den verschiedenen Stationen 2, 3 und 4 bearbeitet werden können.As can be seen, the
In
Wie in
Oberhalb der Stapel 16a, 16b sind Taktrollen 32 angeordnet. Diese Taktrollen 32 erzeugen eine Schuppenstrom der Bogen 6, 6a, 6b in Richtung der Transportbewegung TB zur Stanz- oder Prägevorrichtung 1. Der Schuppenstrom der Bogen 6, 6a, 6b wird durch Transportbänderpaare 20 vorwärts bewegt. Die Transportbänderpaare sind vorteilhafterweise stapelweise separat angetrieben. Es kann aber auch vorgesehen sein, die Transportbänder 20, die den jeweiligen Stapeln 16a, 16b zugeordnet sind, untereinander durch mechanische oder elektronische Mittel zu synchronisieren.Above the
Am Eingang der Stanz- oder Prägevorrichtung 1 befinden sich Seitenmarken 21a, 21b sowie nicht gezeigte, dem Fachmann bekannte Vordermarken zur seitlichen Ausrichtung sowie Ausrichtung der Frontseite der Bogen 6a, 6b. In einer Ausführungsform sind die Seitenmarken 21a, 21b bzw. Vordermarken den jeweiligen Stapeln 16a, 16b derart zugeordnet, dass sie unabhängig voneinander die jeweiligen Bogen 6a, 6b ausrichten. Allerdings erfolgt die Ausrichtung in einer bevorzugten Ausführungsform für alle Bogen, die im Folgenden gemeinsam gestanzt werden sollen, gleichzeitig.At the entrance of the punching or embossing device 1 are
Nachdem die Bogen 6a, 6b ausgerichtet wurden, werden sie von Greifern 18a, 18b erfasst, die an einer Greiferstange 8 angebracht sind. Die Greifer 18a, 18b sind dabei an der Greiferstange 8 verschiebbar angebracht, so dass die Position der Greifer 18a, 18b relativ zu den Bogen 6a, 6b verstellt werden kann, so dass eine geeignete Anpassung an Format und Anzahl der gleichzeitig zu verarbeitenden Bogen 6a, 6b möglich ist.After the
In einer bevorzugten Ausführungsform der Stanz- oder Prägevorrichtung 1 umfasst die Stanz- oder Prägevorrichtung 1 eine nicht gezeigte Stapelvorrichtung, die die erforderliche Anzahl von Stapeln 16a, 16b auf eine Palette erzeugt, die dann Anwendung im Anleger 30 finden kann.In a preferred embodiment of the punching or embossing device 1, the punching or embossing device 1 comprises a stacking device, not shown, which generates the required number of
- 11
- Stanz- und PrägevorrichtungPunching and embossing device
- 22
- Stanz- und PrägestationPunching and embossing station
- 33
- Ausbrechstationstripping
- 44
- Ablegestationdeposit station
- 55
- Maschinengehäusemachine housing
- 66
- Bogenbow
- 6a, b6a, b
- Bogenbow
- 77
- KetteChain
- 88th
- Greiferstangegripper bar
- 99
- Untertischunder table
- 1010
- Obertischovertable
- 1111
- Abfallstücketrimmings
- 1212
- behälterartiger Wagencontainer-type trolley
- 1313
- Palettepalette
- 1414
- aufgestapelte Bogenstacked sheets
- 16a, b16a, b
- Stapelstack
- 18a, b18a, b
- Greifergrab
- 20a, b20a, b
- Transportbandconveyor belt
- 21a, b21a, b
- Seitenmarkepage brand
- 3030
- Anlegerinvestor
- 3232
- Taktrollesynchronizing roller
- 4040
- Saugeinrichtungsuction
- 40a, b40a, b
- Saugeinrichtungsuction
- 42a, b42a, b
- Saugkopfsuction head
- TBTB
- Transportbewegungtransport movement
- MM
- Mittelliniecenter line
Claims (14)
- Large-format diecutting or stamping device (1) for processing small-format sheets (6, 6a, 6b), the diecutting or stamping device (1) including a feeder (30) with feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) for feeding sheets (6, 6a, 6b) from a plurality of stacks (16a, 16b) arranged parallel to each other, adjacent to each other, and parallel to the direction of transport (TB),
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one suction device (40, 40a, 40b) per stack (16a, 16b) and that the at least one suction device (40, 40b) of a stack (16a) is operatable independently of the at least one respective suction device (40, 40b) of the other stacks (16b). - Diecutting or stamping device (1) according to Claim 1,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) are designed in such a way that it is possible to feed sheets (6, 6a, 6b) from a single stack (16a, 16b). - Diecutting or stamping device (1) according to any one of Claims 1 to 2,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one independent suction head (42a, 42b) per stack (16a, 16b) for picking up the uppermost sheet (6a, 6b) in the stack (16a, 16b) by suction. - Diecutting or stamping device (1) according to any one of Claims 1 to 3,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one transport element (20a, 20b) per stack (16a, 16b), in particular at least one transport belt (20a, 20b). - Diecutting or stamping device (1) according to Claim 4,
characterized by
the fact that the transport element (20a, 20b) includes an independent drive per stack (16a, 16b). - Diecutting or stamping device (1) according to any one of Claims 1 to 5,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one intermittently operated roller (32) per stack (16a, 16b). - Diecutting or stamping device (1) according to any one of Claims 1 to 6,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one sheet flap per stack (16a, 16b). - Diecutting or stamping device (1) according to any one of Claims 1 to 7,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one lateral lay (21a, 21b) per stack (16a, 16b) for the lateral alignment of the respective sheets (6, 6a, 6b). - Diecutting or stamping device (1) according to Claim 8,
characterized by
the fact that the lateral lays (21a, 21b) for the lateral alignment include an independent drive per stack (16a, 16b). - Diecutting or stamping device (1) according to any one of Claims 8 to 9,
characterized by
the fact that the lateral lays (21a, 21b) of all stacks (16a, 16b) align the respective sheets (6, 6a, 6b) simultaneously. - Diecutting or stamping device (1) according to any one of Claims 8 to 10,
characterized by
the fact that the feeding means (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) include at least one front lay per stack (16a, 16b) for aligning the front side of the sheets (6, 6a, 6b). - Diecutting or stamping device (1) according to Claim 1,
characterized by
the fact that the diecutting or stamping device (1) includes grippers (18a, 18b) on a gripper bar (8) for transporting the sheets (6, 6a, 6b) through the diecutting or embossing device (1), the grippers (18a, 18b) and gripper bar (8) being designed in such a way that the grippers (18a, 18b) are mountable on the gripper bar (8) in a variable way. - Diecutting or stamping device (1) according to Claim 12,
characterized by
the fact that the diecutting or stamping device (1) includes fine adjustment means, each stack (16a, 16b) being assigned a set of fine adjustment means. - Diecutting or stamping device (1) according to any one of Claims 12 to 13,
characterized by
the fact that the diecutting or stamping device (1) comprises a pre-stacking device which is designed to be suitable for creating multiple aligned stacks (16a, 16b) on a pallet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012694 | 2004-03-16 | ||
| DE102004012694A DE102004012694A1 (en) | 2004-03-16 | 2004-03-16 | Feeder for a punching or embossing device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1577239A2 EP1577239A2 (en) | 2005-09-21 |
| EP1577239A3 EP1577239A3 (en) | 2006-05-31 |
| EP1577239B1 true EP1577239B1 (en) | 2008-07-23 |
Family
ID=34833128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05101440A Expired - Lifetime EP1577239B1 (en) | 2004-03-16 | 2005-02-25 | Feeder for a punching or stamping device |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7516952B2 (en) |
| EP (1) | EP1577239B1 (en) |
| JP (1) | JP2005263494A (en) |
| CN (1) | CN100513278C (en) |
| AT (1) | ATE402109T1 (en) |
| DE (2) | DE102004012694A1 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006049111A1 (en) * | 2006-10-18 | 2008-04-30 | Heidelberger Druckmaschinen Ag | Flatbed sheet punching machine |
| DE102006053577A1 (en) * | 2006-11-14 | 2008-05-15 | Heidelberger Druckmaschinen Ag | Flat-bed sheet punching system for packaging material, has flat-bed sheet punching machines arranged opposite to each other at distance such that machines are arranged to be attended from attendant space, which is formed between machines |
| DE102007053806A1 (en) * | 2007-11-12 | 2009-05-14 | Heidelberger Druckmaschinen Ag | Rotary embosser |
| DE102008005214A1 (en) * | 2008-01-18 | 2009-07-23 | Gallus Stanz- Und Druckmaschinen Gmbh | Flatbed punching module for punching a substrate and flatbed punch |
| IT1394149B1 (en) * | 2008-09-12 | 2012-05-25 | Panotec Srl | EQUIPMENT FOR THE LOADING OF A RELATIVELY RIGID MATERIAL, EXAMPLE CARDBOARD, AND ITS RELEASE PROCEDURE |
| DE102008058806A1 (en) * | 2008-11-24 | 2010-05-27 | Joachim Jakob | Device for processing a material strip |
| US8066198B2 (en) * | 2009-01-16 | 2011-11-29 | Dana Canada Corporation | Valve apparatus for regulating a heat exchange liquid |
| DE102012025443A1 (en) * | 2012-12-21 | 2014-06-26 | Gallus Stanz- Und Druckmaschinen Gmbh | Production system with flat bed and rotary die cutter |
| IL240822B (en) | 2014-09-23 | 2020-03-31 | Heidelberger Druckmasch Ag | Device for feeding sheets |
| CN104495432B (en) * | 2014-12-16 | 2018-01-09 | 陈小东 | Automatic indentation system and automatic creasing method |
| JP6932380B2 (en) * | 2018-09-05 | 2021-09-08 | 株式会社ウエーブ | Paper feeding / discharging method and equipment for foil stamping machines |
| DK3838524T3 (en) * | 2019-12-18 | 2025-08-18 | Heidelberger Druckmasch Ag | PROCEDURE FOR OPERATING A FLATBED CUTTER |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2060800A (en) * | 1935-12-06 | 1936-11-17 | Ehrig Hans | Sheet feeder |
| US2146945A (en) * | 1936-07-31 | 1939-02-14 | Ehrig Hans | Sheet feeder |
| US3391924A (en) * | 1966-07-29 | 1968-07-09 | Addressograph Multigraph | Sheet feeding mechanism |
| DE1816425A1 (en) * | 1968-12-21 | 1970-06-25 | Mabeg Maschb Gmbh Nachf Hense | Installation on a pneumatic sheet separator |
| US3756586A (en) * | 1971-12-16 | 1973-09-04 | Ibm | Selective cut sheet feed device |
| DE2802596A1 (en) * | 1978-01-21 | 1979-07-26 | Schuler Gmbh L | Unstacking and transport mechanism for boards - has common lifting mechanism acting simultaneously on stacks on lifting table with transverse conveyor |
| DE3044083C2 (en) * | 1980-11-24 | 1990-05-10 | Bobst S.A., Lausanne | Punching devices for automatic punching machines for punching sheets of paper, cardboard and the like. |
| DE3701603A1 (en) * | 1987-01-21 | 1988-08-04 | Jagenberg Ag | Flat-bed sheet-punching machine, especially for producing paper or cardboard blanks |
| CH681873A5 (en) * | 1990-04-09 | 1993-06-15 | Bobst Sa | |
| DE4129029A1 (en) * | 1991-08-31 | 1993-03-04 | Blohm Voss Ag | Flat bed stamping press for paper sheet - has single crankshaft on side of machine driving table up and down through multiplicity of horizontally reciprocated wedges. |
| DE4218788A1 (en) * | 1992-06-06 | 1993-12-09 | Bartling Werke Friedr Aug Bart | Device for the production of trays or the like from a cardboard web |
| US5570172A (en) * | 1995-01-18 | 1996-10-29 | Xerox Corporation | Two up high speed printing system |
| DE19516022A1 (en) * | 1995-05-04 | 1996-11-07 | Wupa Maschinen & Service Gmbh | Sheet gripper mechanism for stamping machine |
| DE19516073B4 (en) * | 1995-05-04 | 2012-03-22 | Heidelberger Druckmaschinen Ag | Device for punching bows |
| DE19755519C2 (en) * | 1997-12-13 | 2003-11-27 | Koenig & Bauer Ag | Device for feeding sheets |
| GB2340109A (en) | 1998-07-28 | 2000-02-16 | Heidelberger Druckmasch Ag | Feeding signatures from stacks to a compiling conveyor |
| DE59914279D1 (en) * | 1999-07-26 | 2007-05-10 | Grapha Holding Ag | Apparatus for gathering printed products |
| DE10141964B4 (en) * | 2001-08-23 | 2006-02-23 | Bielomatik Leuze Gmbh + Co.Kg | Method and apparatus for stacking giants |
| DE10216134A1 (en) * | 2002-04-12 | 2003-10-23 | Koenig & Bauer Ag | Process for the optional feeding of sheets or leading sheets |
-
2004
- 2004-03-16 DE DE102004012694A patent/DE102004012694A1/en not_active Withdrawn
-
2005
- 2005-02-25 EP EP05101440A patent/EP1577239B1/en not_active Expired - Lifetime
- 2005-02-25 DE DE502005004767T patent/DE502005004767D1/en not_active Expired - Lifetime
- 2005-02-25 AT AT05101440T patent/ATE402109T1/en not_active IP Right Cessation
- 2005-03-15 JP JP2005072656A patent/JP2005263494A/en not_active Withdrawn
- 2005-03-16 CN CNB2005100558235A patent/CN100513278C/en not_active Expired - Fee Related
- 2005-03-16 US US11/081,482 patent/US7516952B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US7516952B2 (en) | 2009-04-14 |
| DE102004012694A1 (en) | 2005-10-06 |
| ATE402109T1 (en) | 2008-08-15 |
| CN1669895A (en) | 2005-09-21 |
| JP2005263494A (en) | 2005-09-29 |
| EP1577239A3 (en) | 2006-05-31 |
| DE502005004767D1 (en) | 2008-09-04 |
| EP1577239A2 (en) | 2005-09-21 |
| CN100513278C (en) | 2009-07-15 |
| US20050206066A1 (en) | 2005-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102004058598B4 (en) | Device for finishing of sheet-shaped substrates | |
| EP1914049B1 (en) | Flat-bed cutting press for sheets | |
| EP1882657B1 (en) | Braking system for sheets | |
| EP2452790B1 (en) | Processing station for a stamping machine and method for removing a test blank | |
| DE10356413A1 (en) | Treatment of curved substrates, e.g. printing, comprises feeding the substrate between two rollers and allowing tool sections to act on the substrates in the work gap | |
| DE102007014315A1 (en) | Method of punching and sheet punching and embossing machine | |
| DE102013010750A1 (en) | Feeder for e.g. printing machine for underlapped supply of e.g. paper, has suction and transport unit controllable by control unit such that underlapped sheet current with defined underlapped flaking is produced | |
| EP1577239B1 (en) | Feeder for a punching or stamping device | |
| DE102008048287A1 (en) | Apparatus and method for folding sheets | |
| EP2087972B1 (en) | Device for punching | |
| WO2021233592A1 (en) | Sheet-processing machine with at least one transfer transportation system, and method for transporting sheets in a sheet-processing machine | |
| DE102010024274A1 (en) | Punching and / or embossing station of a sheet punching machine | |
| DE102012019051B4 (en) | Transport device for sheets with overhead blast air chamber | |
| EP2165954B1 (en) | Machine for processing sheets and method for delivering sheets | |
| DE19543382C2 (en) | Process for separating sheets and feeders for a sheet-fed printing machine to carry out the process | |
| DE102008011051A1 (en) | Sheet e.g. paper sheet, punching and embossing machine, has cam gear comprising cam disks, cam rollers and shafts, where driven cam disks roll on cam rollers that are fastened to movable platen | |
| DE102011118905B4 (en) | Processing station for a punching machine | |
| EP3994088B1 (en) | Punching machine having a transport system in the form of a chain gripper system, and a method for opening at least one holding element | |
| EP1219556B1 (en) | Method and device for the production of a printed product with printing unit, cutting unit and piling device | |
| EP1882565A2 (en) | Method for punching and sheet cutting and creasing press | |
| DE102007043106A1 (en) | Printing and stamping machine for sheet material consists of printing machine and flat bed stamping machine in series, enabling sheets to be transferred directly from printer to stamping machine | |
| DE102006049112A1 (en) | Flat bed-sheet punching machine | |
| DE102014013669A1 (en) | Punching machine with Greiferrandausstreifer | |
| DE102005058521A1 (en) | Sheetfed | |
| EP1925387B1 (en) | Flat-bed sheet punching press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BITTNER, WOLFGANG Inventor name: PUETZ, ANDRE Inventor name: KLAASSEN, GERHARD Inventor name: KOEPKE, PETER |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20061130 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070117 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005004767 Country of ref document: DE Date of ref document: 20080904 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081103 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081023 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081223 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090424 |
|
| BERE | Be: lapsed |
Owner name: HEIDELBERGER DRUCKMASCHINEN A.G. Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090225 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110225 Year of fee payment: 7 Ref country code: DE Payment date: 20110228 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005004767 Country of ref document: DE Effective date: 20120901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120901 |