EP1541508B1 - Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen - Google Patents
Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen Download PDFInfo
- Publication number
- EP1541508B1 EP1541508B1 EP04021996A EP04021996A EP1541508B1 EP 1541508 B1 EP1541508 B1 EP 1541508B1 EP 04021996 A EP04021996 A EP 04021996A EP 04021996 A EP04021996 A EP 04021996A EP 1541508 B1 EP1541508 B1 EP 1541508B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- suction
- away
- article
- suction head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000003116 impacting effect Effects 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 description 9
- 238000005755 formation reaction Methods 0.000 description 9
- 238000006073 displacement reaction Methods 0.000 description 7
- 230000009471 action Effects 0.000 description 5
- 238000010276 construction Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 210000002445 nipple Anatomy 0.000 description 2
- 101100017018 Caenorhabditis elegans him-14 gene Proteins 0.000 description 1
- 241001295925 Gegenes Species 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000036758 dandruff formation Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H83/00—Combinations of piling and depiling operations, e.g. performed simultaneously, of interest apart from the single operation of piling or depiling as such
- B65H83/02—Combinations of piling and depiling operations, e.g. performed simultaneously, of interest apart from the single operation of piling or depiling as such performed on the same pile or stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6645—Advancing articles in overlapping streams buffering an overlapping stream of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6654—Advancing articles in overlapping streams changing the overlapping figure
- B65H29/6663—Advancing articles in overlapping streams changing the overlapping figure reversing the overlapping figure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/24—Separating articles from piles by pushers engaging the edges of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4212—Forming a pile of articles substantially horizontal
- B65H2301/42122—Forming a pile of articles substantially horizontal by introducing articles from under the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4213—Forming a pile of a limited number of articles, e.g. buffering, forming bundles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/60—Other elements in face contact with handled material
- B65H2404/65—Other elements in face contact with handled material rotating around an axis parallel to face of material and perpendicular to transport direction, e.g. star wheel
- B65H2404/654—Other elements in face contact with handled material rotating around an axis parallel to face of material and perpendicular to transport direction, e.g. star wheel having more than 4 elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/70—Other elements in edge contact with handled material, e.g. registering, orientating, guiding devices
- B65H2404/73—Means for sliding the handled material on a surface, e.g. pushers
- B65H2404/731—Means for sliding the handled material on a surface, e.g. pushers moved in a path enclosing an area
Definitions
- the present invention relates to a device for dismantling a stack of flat objects, in particular printed products, according to the preamble of patent claim 1.
- a device of this kind is from the WO-A-00/46135 known.
- a belt conveyor forming a stack support supplies new printed products to a stack from below; the belt conveyor is arranged immutable in its position.
- Disposed above the belt conveyor is a lift-and-push unit which, because of its support on the stack top and its movable support, is able to follow the changing level of the top of the stack.
- the height displaceably mounted lifting and Abschiebetician is connected to a designed as a rocker path conveyor, which is intended to convey away from the stack and him pushed flat objects, especially printed matter, wegzuANCn in an imbricated formation in which each object rests on the subsequent object.
- a suction arrangement of the lifting and Abschiebeaji has two longitudinally guided, connected to a vacuum shaft suction cups, which are urged by a compression spring in an extended takeover position, in which they lean against the exposed flat side of the uppermost object of the stack and lift this until the suction cups are in their retracted dispensing position.
- a slide-away unit of the lifting and Abschiebetician has on a continuous conveyor chain at regular intervals fixed sliding cams. The raised object is engaged in each case at its trailing edge seen in the direction of displacement sliding cams and pushed the removal conveyor. In this case, the object is pushed away from the suction cups, which return under the action of the compression spring back to its forward takeover position to lift the next highest object of the stack of this.
- the lifting and Abschiebetician is supported by a support assembly at the top of the stack, so that the suction heads in their fully extended takeover position respectively detect the top object to raise this.
- both a stack support and a suction and a Wegschiebean angel are fixed and thus not arranged depending on the height of the stack heights, which allows a very simple construction of the inventive device.
- the uncontrolled vacuum cleaner assembly can thus be designed for the largest processing capacity at the smallest permissible height of the stack and operated without making any change.
- the in the Fig. 1 The apparatus shown has a stack support 10, which by means of a belt conveyor designed as a conveyor conveyor 12 in the feed direction Z flexible flat objects 14, folded in the present case printed products are supplied to form on the stack support 10 a bottom loaded stack 16 of articles 14.
- the stacking support 10 which is arranged rising at an angle of approximately 35 ° in the feed direction Z, has a flat support plate 18 and a belt conveyor 20, which is driven in the feed direction Z at the same speed as the feed conveyor 12.
- the active strand 22 of the ribbon conveyor crosses - seen in view - the active strand of the feed conveyor 12 and then runs on the top of the support plate 18 to a guide roller 24, which is in the feed direction Z between the center and 2/3 of the length of the stack support 10 , From this deflection roller 24, the passive strand 22 'of the ribbon conveyor 20 extends to a further deflection roller 24' in the end region of the feed conveyor 12.
- an S-shaped bent stop plate 26 is fixed to the support plate 18, seen at its downstream end in the feed direction Z, whose upper stacking portion 10 toward the open portion forms an object stop 28.
- a support plate is arranged which runs at right angles to the stack support 10 and is arranged at a distance therefrom in order to form a supply gap for the articles 14 to be supplied to the stack 16.
- the support plate 30 supports the stacked articles 14 on the feed conveyor 12 facing side.
- the support plate 30 is penetrated in its, the stack support 10 facing end of coaxially mounted adhesion rollers 32, on the one hand support the insertion of the articles 14 under the stack 16 and on the other hand serve on the stack 16 supplied articles 14 at their trailing Z seen in the feed Edge 34 from lifting the stack support 10 away and to promote the clean concern of the articles 14 with their trailing edge 34 on the stop plate 26.
- the overhead objects 14 of the stack 16 are thus aligned with their trailing edge 34 on the support plate 30 at.
- a suction arrangement 36 with a suction head 38.
- the latter is displaceably mounted in a guide element 40 fixedly arranged on a machine frame, not shown, in a direction approximately perpendicular to the stack support 10.
- the tubular suction head 38 has a Suction port 42, which is permanently connected to a vacuum source 44 during the dismantling of the stack 16.
- a suction head 38 of the sucker assembly 36 is in Fig. 10 shown; Such a Saugeranorndung 36 is for example in the WO-A-00/46135 disclosed.
- the tubular suction head 38 is mounted telescopically displaceable and biased by means of a return element 46 formed by a compression spring in the direction of an extended takeover position.
- the maximum extension position is given by a stop shoulder 50 on the guide member 40 which cooperates with a counter-shoulder 50 'on the suction head 38.
- the return element 46 is supported on a connection pipe 52 fastened to the guide element 40, from which a hose 54 leads to the vacuum source 44.
- the suction head 38 If the suction head 38 is connected to the vacuum source 44 and in the takeover position 48, the suction opening 42 closed by the top object 14 of the stack 16, the suction head 38 moves with the detected object 14 against the action of the return element 46 from the extended takeover position 48 in a retracted Dispensing position 48 ', in which, for example, the suction opening 42 is located at the front end of the guide member 40. If the raised object 14 is pushed away from the suction opening 42, the suction head 38 moves automatically under the action of the return element 46 immediately after release by the article 14 again in its extended takeover position 48 to lift the next item 14 from the stack 16.
- the suction head 38 is arranged downstream of the support plate 30 in a small distance compared to the length L of the articles 14. This has the consequence that the respective uppermost object 14 of the stack 16 is raised with its adjoining the trailing edge 34 end portion.
- a slide-56 with a driven in the direction of displacement W slide 58 This sits on a driven shaft 58 ', which is mounted horizontally and perpendicular to the feed Z running stationary on the machine frame.
- the sliding wheel 58 is designed like a star.
- the protruding approximately in the radial direction sliding arms 60 are formed in their radially outer end portions as sliding members 62, wherein the leading edge 64 for pushing the objects 14 and a via the edge 64 in the direction of displacement W against the front protruding nose 66 for engaging under each wegzuschiebenden object 14 serves.
- the radially outer end surface of each sliding member 62 or sliding arms 60 forms a stop 68, whose operation is described below.
- the dash-dotted orbit 70 of the sliding members 62 extends between the stack 16 and the dispensing position 48 of the suction head 38 at a distance.
- the axis of rotation of the sliding wheel 58 and the longitudinal axis of the suction head 38 almost intersect.
- the shaft 58 'and thus the axis of rotation of the sliding wheel 58 are located approximately at the same height as the Item stop 28, and the distance between the orbit 70 of the sliding members 62 and the article stop 28 is for example 10 to 20% shorter than the length L of the articles 14th
- a first guide wheel 72 is mounted and resiliently biased in the direction against the slide 58.
- an elastic pressure belt 74 is guided, which runs approximately centrally above the sliding wheel 58 to a second guide wheel 72 'around.
- the pressing belt 74 together with the sliding wheel 58, forms a conveying gap 76 for the articles 14 raised from the stack 16 and transported by an undershot in an upper-slippered position.
- a guide roller 78 of a conveyor designed as a belt conveyor 80 is mounted so that the horizontal overhead active strand of the guided around the pulley 78 conveyor belt tangentially touches from the inside an imaginary defined by the orbit 70 cylinder to the wegzuANn from the conveying gap 76 out conveyed objects in the conveying direction F.
- the conveying direction F runs opposite to the feed direction Z.
- a guide roller 82 in the same place as the first guide wheel 72 in the embodiment according to Fig. 1 is arranged.
- a first guide wheel 72 is freely rotatably mounted and resilient in one direction approximately at right angles to a plane determined by the axis of the slide wheel 58 and the axis of the guide roller 82 on the stack support 10 biased back urgently.
- a pressing belt 74 is guided around the first deflection wheel 72, the lower active strand of which forms a conveying gap 76 with the deflection roller 82, in order to convey the objects 14 lifted off the stack 16 and pushed away around the deflection roller 82 after being brought into the upper-slippery position ,
- the second deflection wheel 72 'for the pressure belt 74 is mounted above the deflection roller 78.
- the deflection rollers 78 of the removal conveyor 80 are arranged analogously with respect to the deflection roller 82, as in the embodiment according to FIG. 1 with respect to the sliding wheel 58.
- the feeding direction Z and the conveying direction F, in which the articles 14 are conveyed away are horizontally and identically directed.
- FIG. 3 shows a section of the in the Fig. 1 and 2 shown embodiments of the inventive device, namely partially the feed conveyor 12, the stack support 10 with the support plate 30 of the adhesion roller 32 and the object stop 28, the Wegschiebean Aunt 56 with the sliding gear 58 and the Saugeran whatsoever 36th
- the suction head 38 is in an extended takeover position 48 with its suction opening 42 in abutment. on the uppermost article 14 of the stack 16.
- a Pear arm 60 the longitudinal extent seen in view coincides approximately with the longitudinal axis of the suction head 38, engages with its nose 66 an object 14 which has been lifted by means of the suction arrangement 36 from the stack 16. Supported by the nose 66 and with its trailing edge 34 on the edge 64 fitting the object 14 is pushed in the direction of displacement W from the stack 16 in the direction against the object stop 28.
- the objects 14 become, as in the Fig. 1 and 2 also shown conveyed by means of the feed conveyor 12 in a scale formation S of the stack support 10, in which each object rests on the respective forward running and wherein the folded edge of the articles 14, the trailing edge 34 forms.
- FIG. 4 shows in the same representation as Fig. 3 the device a short time later, after the in Fig. 3 illustrated situation.
- the suction head 38 has lifted the uppermost object 14 of the stack 16, which now abuts with its upper flat side against the stop 68 of the sliding member 62, which pushes off the previously raised object 14 in the direction against the object stop 28 from the stack 16.
- On the one hand prevents the suction head 38, that of him raised object 14 from still partially on this resting object 14, which is pushed in the direction against the object stopper 28, and on the other hand, time is gained as a result of the concern of the raised object 14 at the stop 68, which allows a possibly mitaufhobener next consecutive object 14 can be detached from the raised object 14 ,
- FIG. 6 a leading past the object stop 28, driven in the conveying direction F Wegseller 80 'which has at a rotating traction element at a distance arranged behind transport clamps 84, which are intended to each pushed away from the stack 16 and with its leading edge 34' on the object stop 28th to detect adjacent object 14 and promote away.
- Transport brackets 84 of the type shown are, for example, in the WO-A-99/30996 disclosed.
- the stack support 10 are continuously fed articles 14. Also, the stack 16 is continuously reduced at the top. The stack 16 thus forms a buffer to phase shifts between the delivery of the articles 14 to the stack and the dismantling of the stack, irregularities in the feed or short-term interruptions both feed and on site take.
- FIG. 7 shows in a similar representation as the Figures 3 - 6 a part of the inventive device with the stack support 10, the feed conveyor 12, the sucker assembly 36 and the Wegschiebean Aunt 56.
- stack support 10 further comprises a tongue-shaped support member 86 which is pivotally mounted in the region of the downstream end of the stack support 10 - the bearing axis is designated 88 - and extending in the direction against the feed conveyor 12 over about 3 ⁇ 4 of the length of the stack support 10.
- the feeder 12 facing end portion is bent in the direction towards the bottom.
- the support member 86 is in the defined by the support plate 18 and the ribbon conveyor 20 support level.
- a cylinder-Kolbenagregats 90 By means of a cylinder-Kolbenagregats 90, the support member 86 from the position shown can be raised and optionally lowered, as in the Fig. 8 9 and 9 will be described in connection with these figures.
- the suction head 38 is in a fully extended take-over position 48. Between this and the retracted input position 48 'of the suction head 38 performs a maximum stroke H. In the extended takeover position 48 shown, the suction head 38 is spaced from the stack support 10 so far that some articles 14, for example 3 - 4 thicker articles or 8 - 12 thinner articles, find space.
- Dash-dotted a stack 16 is indicated with maximum allowable stack height. Is the topmost object 14 of the stack 16 between the maximum extended takeover position 48 of the suction head 38 and the maximum allowable stack height is carried out by means of the sucker assembly 36 a reliable degradation of the stack 16; the resulting work area of the sucker assembly 36 is indicated by the double arrow 92.
- FIG. 9 shows in the same representation as the Fig. 3 - 6 a further embodiment of the inventive device, wherein the feed conveyor 12, the sucker assembly 36 and the Wegschiebean Aunt 56 are identical, as in all previously described embodiments. Also, the support plate 30 and the adhesion roller 32 are present accordingly.
- the stack support 10 with the support plate 18, the belt conveyor 20 and the stop plate 26 is formed the same, as in the embodiments described above, however, the stack support 10 is pivotally mounted, for example, at its seen in the feed Z downstream end, so that the stack support 10th can be spent at its end facing the feed conveyor 12 from the dash-dotted lines indicated normal working position down in a pivoting position shown in solid lines.
- the objects 14 can be supplied in a scale formation S ', which has a greater thickness than conventional scale formations S, as shown in the Fig. 1 - 6 are shown.
- the scale formation S ' some of the objects have a greater overlap and thus a smaller scale spacing than the other objects, as a result of which the scale formation S' has a greater local thickness.
- the stack support 10 may be held, for example, by means of a spring in the direction against the top against a stop in the normal working position.
- cylinder-piston unit 90 serve by the Piston opposite in the Fig. 7 shown position is further retracted into the cylinder, wherein the support element 68, the support plate 18 and the ribbon conveyor 20 rotates in a clockwise direction.
- the push-away assembly 56 preferably has two coaxially spaced, spaced gear wheels 58, as shown in FIGS Fig. 11 is shown. These sit non-rotatably on the same in the direction of displacement W driven shaft 58 '.
- Each of these sprockets 58 is associated with a suction head 38, which is seen in the direction of the shaft 58 'is preferably outside the sprockets 58.
- the suction openings 42 of the suction heads 38 are connected to each other via hoses 54 and to the vacuum source 44 via a common supply hose 54 '.
- This type of circuit has the advantage that the suction heads 38 can move only synchronously with each other from the take-over position 48 to the dispensing position 48 ', namely, when the suction openings 42 of both suction heads 38 are closed by the top article 14 of the stack 16.
- the in the Fig. 11 shown items 14 have at their right edge on a greater thickness than at its left edge. This may for example be the case with twice folded articles 14. So has the in the Fig. 11 The suction head 38 shown on the right already reaches the take-over position 48, whereas the suction head 38, shown on the left, still has to move further downwards into its take-over position 48. The lifting of the article 14 then takes place simultaneously on both sides.
- a transport bracket 84 of a Removal conveyor 80 ' shown extending between the shaft 58' and the stack support 10 and is intended to detect each of the lifted from the stack 16 and pushed away by means of the Wegschiebean Aunt 56 from the stack item 14 at the trailing edge 34 and wegzuANCn.
- transport clamp 84 is shown, which has grasped the previously lifted article 14 pushed away from the stack 16.
- Fig. 12 shows to provide a single suction head 38 which is arranged centrally between the two sliding wheels 58.
- the in the Fig. 1 The embodiment shown operates as follows.
- the feed conveyor 12 the articles 14 are fed in an imbricated formation S of the stack support 12, in which each object rests on the trailing edge.
- the folded edge of the folded articles 14 is the trailing edge 34.
- Supported by the ribbon conveyor 20 is formed on the stack support 10 of the bottom loaded stack 16.
- the suction cups are not yet connected to the vacuum source 44 until the stack 16 has reached a stack height, which is within the work area 92 is located.
- the sliding wheel 58, the associated pressing belt 74 and the removal conveyor 80 may already be set in motion.
- the suction heads 38 are connected to the vacuum source 44, whereby the uppermost object 14 is lifted off the stack 16.
- the lifting and pushing off of the objects takes place as in the Fig. 3 - 6 and shown in connection with the description of these figures.
- the articles 14 have a underschl foundede position with respect to the sliding wheel 58, which, however, goes into a superslip situation when the lifted and pushed away object 14 with its leading edge 34 'abuts the object stop 28 and the associated sliding member 62 in the trailing edge 34 is raised adjacent the end region.
- suction heads 38 are connected to the vacuum shaft 44 during the entire operation, a gap-free, regular scale is formed, which is removed by means of the removal conveyor 80.
- a gap-free, regular scale is formed, which is removed by means of the removal conveyor 80.
- the suction heads 38 of the Vacuum source 44 may be formed in the imbricated flow to form a gap, as shown in the Fig. 1 is shown.
- the degradation of the stack 16 automatically begins, without additional control.
- the resulting short-term difference between the supplied and guided objects 14 is taken up by the suction arrangement 36, which has a relatively large change can accommodate in the height of the stack 16 (work area 92).
- the stack 16 can be further reduced even during a certain time, when the supply of articles 14 is interrupted.
- the forming and the dismantling of the stack 16 works in exactly the same way as in connection with the Fig. 1 and the Fig. 3 - 6 described above.
- the objects 14 raised by the undershot to the upper-slippery position are deflected about the deflecting roller 78, whereby the edge 34 of the objects 14 trailing in the supplied shingled stream S now becomes the leading edge.
- the deflection around the guide roller 78 is located in the means of the path conveyor 80 away led dandruff formation each item on the respective leading on.
- suction cups 38 shown Even after the venturi effect working air suction can be used.
- any automatic suction arrangement can be used which automatically lifts the next following uppermost object 14 from the stack 16 after release by a pushed-away object 14 and has a relatively large working area 92.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Load-Engaging Elements For Cranes (AREA)
- Pile Receivers (AREA)
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen, insbesondere Druckereierzeugnissen, gemäss dem Oberbegriff des Patentanspruchs 1.
- Eine Vorrichtung dieser Art ist aus der
WO-A-00/46135 - Es ist eine Aufgabe der vorliegenden Erfindung, eine gattungsgemässe Vorrichtung zu schaffen, welche bei einfachem Aufbau einen zuverlässigen Abbau des Stapels gewährleistet.
- Diese Aufgabe wird mit einer Vorrichtung gelöst, die die Merkmale des Patentanspruchs 1 aufweist.
- Erfindungsgemäss sind sowohl eine Stapelauflage als auch eine Sauger- und eine Wegschiebeanordnung fest angeordnet und somit nicht in Abhängigkeit von der Höhe des Stapels Höhen angeordnet, was einen äusserst einfachen Aufbau der erfindungsgemässen Vorrichtung ermöglicht.
- Unterschiede in der Höhe des Stapels werden von der Saugeranordnung aufgenommen, der Saugkopf, nach der Freigabe durch den angehobenen Gegenstand, sich selbsttätig an den nächsten obersten Gegenstand des Stapels anlegt und diesen sofort anhebt. Um trotz einer ungesteuerten Ausbildung der Saugeranordnung einen zuverlässigen Abbau des Stapels, selbst bei unterschiedlichen Arbeitsgeschwindigkeiten der Wegschiebeanordnung, sicher zu stellen, weisen die Schiebeorgane der Wegschiebeanordnung an ihrer beim Wegschieben eines Gegenstandes vom Saugkopf der Stapelauflage zugewandten Stirnseite einen Anschlag für den jeweils nächsten mittels des Saugkopf ab dem Stapel angehobenen Gegenstand auf. Dieser wird somit in einem ersten Schritt vom Stapel bis zum Anschlag und nachfolgend in einem zweiten Schritt in Abhängigkeit von der Bewegung des Schiebeorgans vollständig in die Abgabeposition angehoben. Die ungesteuerte Saugeranordnung kann somit auf die grösste Verarbeitungskapazität bei kleinster zulässiger Höhe des Stapels ausgelegt und ohne Vornahme einer Aenderung betrieben werden.
- Bevorzugte Ausführungsformen der erfindungsgemässen Vorrichtung sind in den abhängigen Patentansprüchen angegeben.
- Die vorliegende Erfindung wird anhand in der Zeichnung dargestellten Ausführungsformen näher beschrieben. Es zeigen rein schematisch:
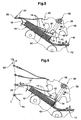
- Fig. 1
- in Ansicht eine erste Ausbildungsform der erfindungsgemässen Vorrichtung;
- Fig. 2
- ebenfalls in Ansicht eine zweite Ausbildungsform der erfindungsgemässen Vorrichtung;
- Fig. 3
- gegenüber
Fig. 1 und2 vergrössert einen Teil der dort gezeigten Vorrichtungen zu einem Zeitpunkt, zu welchem eine Saugeranordnung den obersten Gegenstand eines Stapels erfasst; - Fig. 4
- in gleicher Darstellung wie
Fig. 3 die Vorrichtung zu einem Zeitpunkt, zu welchem die Saugeranordnung den erfassten Gegenstand angehoben hat, so dass dieser an einem Anschlag eines Schiebeorgans anliegt; - Fig. 5
- in gleicher Darstellung wie
Fig. 3 und 4 die Vorrichtung zu einem späteren Zeitpunkt, zu welchem der erfasste Gegenstand vollständig angehoben ist; - Fig. 6
- in gleicher Darstellung, wie die
Fig. 3 - 5 die Vorrichtung zu einem Zeitpunkt, zu welchem der vollständig angehobene Gegenstand von einem Schiebeorgan vom Saugkopf der Sauganordnung weggeschoben wird. - Fig. 7
- in ähnlicher Darstellung wie in den
Fig. 3 - 6 eine Ausbildungsform der erfindungsgemässen Vorrichtung mit einem schwenkbaren Auflageelement der Stapelauflage; - Fig. 8
- in gleicher Darstellung wie
Fig. 7 die dort gezeigte Vorrichtung mit gegen oben verschwenktem Auflageelement; - Fig. 9
- in gleicher Darstellung wie
Fig. 3 - 8 eine Ausbildungsform der erfindungsgemässen Vorrichtung mit einer schwenkbaren Stapelauflage; - Fig. 10
- im Längsschnitt einen Saugkopf der Saugeranordnung;
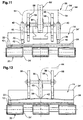
- Fig. 11
- in Seitenansicht eine erfindungsgemässe Vorrichtung mit zwei Schieberädern und zwei diesen zugeordneten Saugköpfen sowie einem Klammertransporteur zum Wegfördern der angehobenen und weggeschobenen Gegenstände; und
- Fig. 12
- ebenfalls in Seitenansicht eine weitere Ausbildungsform mit zwei Schieberädern und einem einzigen mittig zwischen diesen angeordneten Saugkopf.
- Die in der
Fig. 1 gezeigte Vorrichtung weist eine Stapelauflage 10 auf, welcher mittels eines als Bändchenförderer ausgebildeten Zuförderers 12 in Zuförderrichtung Z flexible flächige Gegenstände 14, im vorliegenden Fall gefaltete Druckereierzeugnisse, zugeführt werden, um auf der Stapelauflage 10 einen von unten beschickten Stapel 16 von Gegenständen 14 zu bilden. - Die in Zuführrichtung Z gesehen mit einem Winkel von etwa 35° ansteigend angeordnete Stapelauflage 10 weist ein ebenes Auflageblech 18 und einen Bändchenförderer 20 auf, der in Zuführrichtung Z mit gleicher Geschwindigkeit wie der Zuförderer 12 angetrieben ist. Das aktive Trum 22 des Bändchenförderers kreuzt - in Ansicht gesehen - das aktive Trum des Zuförderers 12 und verläuft dann auf der Oberseite des Auflageblechs 18 zu einer Umlenkrolle 24, die in Zuführrichtung Z sich zwischen der Mitte und 2/3 der Länge der Stapelauflage 10 befindet. Von dieser Umlenkrolle 24 verläuft das passive Trum 22' des Bändchenförderers 20 zu einer weiteren Umlenkrolle 24' im Endbereich des Zuförderers 12.
- Weiter ist am Auflageblech 18, an dessen in Zuführrichtung Z gesehen stromabwärts liegenden Ende ein S-förmig gebogenes Anschlagblech 26 befestigt, dessen oberer zur Stapelauflage 10 hin offener Abschnitt einen Gegenstandanschlag 28 bildet.
- Im in Zuführrichtung Z gesehen stromaufwärts liegenden Endbereich der Stapelauflage 10 ist ein Stützblech angeordnet, welches rechtwinklig zur Stapelauflage 10 verläuft und zu dieser in einem Abstand angeordnet ist, um für die dem Stapel 16 zuzuführenden Gegenstände 14 einen Zuführspalt zu bilden. Das Stützblech 30 stützt die gestapelten Gegenstände 14 auf der dem Zuförderer 12 zugewandten Seite ab.
- Das Stützblech 30 ist in seinem, der Stapelauflage 10 zugewandtem Endbereich von gleichachsig gelagerten Adhäsionswalzen 32 durchgriffen, die einerseits das Einschieben der Gegenstände 14 unter den Stapel 16 unterstützen und andererseits dazu dienen, auf dem Stapel 16 zugeführte Gegenstände 14 an deren in Zuführrichtung Z gesehen nachlaufenden Kante 34 von der Stapelauflage 10 weg anhebend einzuwirken und das saubere Anliegen der Gegenstände 14 mit ihrer nachlaufenden Kante 34 am Anschlagblech 26 zu fördern. Die oben liegenden Gegenstände 14 des Stapels 16 liegen somit ausgerichtet mit ihrer nachlaufenden Kante 34 am Stützblech 30 an.
- Oberhalb der Stapelauflage 10 befindet sich eine Saugeranordnung 36 mit einem Saugkopf 38. Dieser ist in einem an einem nicht gezeigten Maschinengestell fest angeordneten Führungselement 40 in einer etwa rechtwinklig zur Stapelauflage 10 verlaufenden Richtung verschiebbar gelagert. Der rohrförmige Saugkopf 38 weist eine Saugöffnung 42 auf, die während des Abbauens des Stapels 16 dauernd mit einer Unterdruckquelle 44 verbunden ist.
- Ein Saugkopf 38 der Saugeranordnung 36 ist in
Fig. 10 gezeigt; eine derartige Saugeranorndung 36 ist beispielsweise auch in derWO-A-00/46135 - Ist der Saugkopf 38 mit der Unterdruckquelle 44 verbunden und in Uebernahmeposition 48 die Saugöffnung 42 durch den obersten Gegenstand 14 des Stapels 16 verschlossen, bewegt sich der Saugkopf 38 mit dem erfassten Gegenstand 14 gegen die Wirkung des Rückstellelements 46 von der ausgefahrenen Uebernahmeposition 48 in eine eingefahrene Abgabeposition 48', in welcher beispielsweise die Saugöffnung 42 sich beim stirnseitigen Ende des Führungselementes 40 befindet. Wird der angehobene Gegenstand 14 von der Saugöffnung 42 weggeschoben, bewegt sich der Saugkopf 38 unter der Wirkung des Rückstellelementes 46 sofort nach Freigabe durch den Gegenstand 14 selbsttätig wieder in seine ausgefahrene Uebernahmeposition 48, um den nächsten Gegenstand 14 vom Stapel 16 anzuheben.
- Wie
Fig. 1 zeigt, ist in Zuführrichtung Z gesehen der Saugkopf 38 stromabwärts des Stützblechs 30 in einem verglichen mit der Länge L der Gegenstände 14 geringen Abstand angeordnet. Dies hat zur Folge, dass der jeweils oberste Gegenstand 14 des Stapels 16 mit seinem an die nachlaufende Kante 34 angrenzenden Endbereich angehoben wird. - Ebenfalls oberhalb der Stapelauflage 10 befindet sich eine Wegschiebeanordnung 56 mit einem in Wegschieberichtung W angetriebenen Schieberad 58. Dieses sitzt auf einer angetriebenen Welle 58', die horizontal und rechtwinklig zur Zuführrichtung Z verlaufend am Maschinengestell ortsfest gelagert ist. Das Schieberad 58 ist sternartig ausgebildet. Die etwa in radialer Richtung abstehenden Schiebearme 60 sind in ihren radial äusseren Endbereichen als Schiebeorgane 62 geformt, wobei die vorauslaufende Flanke 64 zum Schieben der Gegenstände 14 dient und eine über die Flanke 64 in Wegschieberichtung W gegen vorne vorstehende Nase 66 zum Untergreifen des jeweils wegzuschiebenden Gegenstandes 14 dient. Die radial aussen liegende Endfläche jedes Schiebeorgans 62 bzw. Schiebearms 60 bildet einen Anschlag 68, dessen Funktionsweise weiter unten zu beschreiben ist.
- Die strichpunktiert eingezeichnete Umlaufbahn 70 der Schiebeorgane 62 verläuft zwischen dem Stapel 16 und der Abgabeposition 48 des Saugkopfs 38 mit Abstand hindurch. Der Vollständigkeit halber sei erwähnt, dass die Drehachse des Schieberades 58 und die Längsachse des Saugkopfs 38 sich nahezu kreuzen.
- Die Welle 58' und somit die Drehachse des Schieberades 58 befinden sich etwa auf derselben Höhe, wie der Gegenstandstandanschlag 28, und der Abstand zwischen der Umlaufbahn 70 der Schiebeorgane 62 und des Gegenstandanschlages 28 ist beispielsweise um 10 - 20 % kürzer, als die Länge L der Gegenstände 14.
- Zwischen der Umlaufbahn 70 und dem Gegenstandanschlag 28, etwa von oben tangential zu einer vom Gegenstandanschlag 28 und der Drehachse des Schieberades 58 definierten Ebene, ist ein erstes Umlenkrad 72 gelagert und federnd in Richtung gegen das Schieberad 58 vorgespannt. Um das erste Umlenkrad 72 ist ein elastisches Andrückband 74 geführt, welches etwa mittig oberhalb des Schieberades 58 um ein zweites Umlenkrad 72' herum verläuft. Das Andrückband 74 bildet, zusammen mit dem Schieberad 58, einen Förderspalt 76 für die vom Stapel 16 abgehobenen und von einer unterschlächtigen in einer oberschlächtige Lage verbrachten Gegenstände 14.
- Oberhalb der Welle 58' des Schieberades 58 ist eine Umlenkrolle 78 eines als Bändchenförderer ausgebildeten Wegförderers 80 derart gelagert, dass das horizontale oben liegende aktive Trum des um die Umlenkrolle 78 herumgeführten Förderbändchens von innen einen gedachten durch die Umlaufbahn 70 definierten Zylinder tangential berührt, um die aus dem Förderspalt 76 herausgeförderten Gegenstände in Förderrichtung F wegzufördern. Die Förderrichtung F verläuft entgegen gesetzt zur Zuführrichtung Z.
- Die in der
Fig. 2 gezeigte Ausbildungsform der erfindungsgemässen Vorrichtung ist jener gemässFig. 1 gleich, mit Ausnahme der Elemente für die Wegförderung der vom Stapel 16 angehobenen und weggeschobenen Gegenstände 14. Parallelachsig zur Welle 58' des Schieberades 58 ist am Maschinengestell eine Umlenkwalze 82 gelagert, die an ähnlicher Stelle wie das erste Umlenkrad 72 bei der Ausbildungsform gemässFig. 1 angeordnet ist. Beidseitig des Schieberades 58 zwischen der Welle 58' und der Umlenkwalze 82 ist je ein erstes Umlenkrad 72 frei drehbar gelagert und in einer Richtung etwa rechtwinklig zu einer von der Achse des Schieberades 58 und der Achse der Umlenkwalze 82 bestimmten Ebene auf die Stapelauflage 10 zu federnd zurück drängbar vorgespannt. Um das erste Umlenkrad 72 ist ein Andrückband 74 geführt, dessen unterer aktiver Trum mit der Umlenkwalze 82 einen Förderspalt 76 bildet, um die vom Stapel 16 abgehobenen und weggeschobenen Gegenstände 14, nach dem Verbringen in die oberschlächtige Lage, um die Umlenkwalze 82 herum zu fördern. Das zweite Umlenkrad 72' für das Andrückband 74 ist oberhalb der Umlenkrolle 78 gelagert. Die Umlenkrollen 78 des Wegförderers 80 sind bezüglich der Umlenkwalze 82 analog angeordnet, wie bei der Ausführungsform gemässFigur 1 bezüglich des Schieberades 58. Bei der Aussführungsform gemässFig. 2 sind die Zuführrichtung Z und die Förderrichtung F, in welcher die Gegenstände 14 weggefördert werden, horizontal und gleich gerichtet. -
Figur 3 zeigt einen Ausschnitt der in denFig. 1 und2 gezeigten Ausführungsformen der erfindungsgemässen Vorrichtung, nämlich teilweise den Zuförderer 12, die Stapelauflage 10 mit dem Stützblech 30 der Adhäsionswalze 32 sowie dem Gegenstandanschlag 28, die Wegschiebeanordnung 56 mit dem Schieberad 58 sowie die Saugeranordnung 36. - Der Saugkopf 38 befindet sich in einer ausgefahrenen Uebernahmeposition 48 mit seiner Saugöffnung 42 in Anlage. am obersten Gegenstand 14 des Stapels 16. Ein Schiebearm 60, dessen Längserstreckung in Ansicht gesehen etwa mit der Längsachse des Saugkopfs 38 zusammenfällt, untergreift mit seiner Nase 66 einen Gegenstand 14, der vorgängig mittels der Saugeranordnung 36 vom Stapel 16 abgehoben worden ist. Der mittels der Nase 66 unterstützte und mit seiner nachlaufenden Kante 34 an der Flanke 64 anliegende Gegenstand 14 wird in Wegschieberichtung W ab dem Stapel 16 in Richtung gegen den Gegenstandanschlag 28 geschoben. Ein dem genannten Schiebeorgan 62 unmittelbar vorlaufendes Schiebeorgan 62 hat bereits einen weiteren Gegenstand 14 mit dessen vorauslaufenden Kante 34' voraus in Anlage an den Gegenstandanschlag 28 geschoben und stützt ihn im an die nachlaufende Kante 34 anschliessenden Randbereich, wodurch dieser Gegenstand 14 nun von einer vorgängig unterschlächtigen Lage in eine oberschlächtige Lage angehoben wird.
- Die Gegenstände 14 werden, wie in den
Fig. 1 und2 auch gezeigt, mittels des Zuförderers 12 in einer Schuppenformation S der Stapelauflage 10 zugefördert, in welcher jeder Gegenstand auf dem jeweils voraus laufenden aufliegt und wobei die Falzkante der Gegenstände 14 die nachlaufende Kante 34 bildet. -
Figur 4 zeigt in gleicher Darstellung wieFig. 3 die Vorrichtung kurze Zeit später, nach der inFig. 3 dargestellten Situation. Der Saugkopf 38 hat den obersten Gegenstand 14 des Stapels 16 angehoben, welcher nun mit seiner oben liegenden Flachseite am Anschlag 68 des Schiebeorgans 62 anliegt, welches den vorgängig angehobenen Gegenstand 14 in Richtung gegen den Gegenstandanschlag 28 ab dem Stapel 16 abschiebt. Einerseits verhindert der Saugkopf 38, dass der von ihm angehobene Gegenstand 14 vom noch teilweise auf diesem aufliegenden Gegenstand 14, welcher in Richtung gegen den Gegenstandanschlag 28 geschoben wird, mitgenommen wird und andererseits wird in Folge des Anliegens des angehobenen Gegenstandes 14 am Anschlag 68 Zeit gewonnen, welche ermöglicht, dass ein allenfalls mitangehobener nächstfolgender Gegenstand 14 sich vom angehobenen Gegenstand 14 lösen kann. - Bei der in
Fig. 5 gezeigten Situation hat sich das Schieberad 58 in Schieberichtung W weitergedreht, so dass sich nun der Saugkopf 38 mit dem von ihm gehaltenen Gegenstand 14 in die Abgabeposition 48 angehoben hat. Der an die nachlaufende Kante 34 anschliessende Endbereich des angehobenen Gegenstandes 14 befindet sich nun oberhalb der Umlaufbahn 70 der Schiebeorgane 62, wobei dieser Gegenstand 14 mit seiner oben liegenden Flachseite immer noch am Anschlag 68 anliegt, welcher sich jedoch in Folge der Drehung des Schieberades 58 vom Saugkopf 38 weiter entfernt hat. Dieses Schiebeorgan 62 hat den zugeordneten Gegenstand 14 bereits ab dem Stapel 16 in die Nähe des Gegenstandsanschlags 28 verschoben, an welchem der vorauslaufende Gegenstand 14 anliegt, welcher mittels des Schieberades 58 in eine ungefähr horizontale Lage angehoben worden ist. - Zu dem in der
Fig. 6 gezeigtem Zeitpunkt hat ein Schiebeorgan 62 den angehobenen Gegenstand 14 mit seiner Nase 66 untergriffen und durch schiebende Einwirkung mittels der Flanke 64 auf die nachlaufende Kante 34 bereits teilweise vom Saufkopf 38 weggestossen. Dadurch ist die Saugöffnung 42 freigegeben worden, was zur Folge hat, dass sich der Saugkopf 38 unter Einwirkung des Rückstellelements 46 aus seiner eingezogenen Abgabeposition 48' in Richtung gegen die Uebernahmeposition 48 bewegt hat und den Gegenstand 14 zwischen sich und der Nase 66 sichernd hält. Der vom unmittelbar vorauslaufenden Schiebeorgan 62 vom Stapel 16 weggeschobene Gegenstand 14 ist mit seiner vorauslaufenden Kante 34' in Anlage am Gegenstandanschlag 28 und wird vom Schiebeorgan 62 angehoben. - Sobald sich das Schieberad 58 gegenüber der in
Figur 6 gezeigten Lage nur wenig weiter gedreht hat, wird der Saugkopf 38 vom betreffenden Gegenstand 14 frei gegeben, wonach sich der Saugkopf 38 ungesteuert und sofort an den obersten Gegenstand des Stapels 16 anlegt - wie inFig. 3 gezeigt - um diesen Gegenstand in Anlage an den Anschlag 68 anzuheben (Fig. 4 ). - Weiter zeigt
Fig. 6 einen beim Gegenstandanschlag 28 vorbei führenden, in Förderrichtung F angetriebenen Wegförderer 80', welcher an einem umlaufenden Zugorgan im Abstand hintereinander angeordnete Transportklammern 84 aufweist, die dazu bestimmt sind, den jeweils vom Stapel 16 weg geschobenen und mit seiner vorauslaufenden Kante 34' am Gegenstandanschlag 28 anliegenden Gegenstand 14 zu erfassen und wegzufördern. Transportklammern 84 der gezeigten Art sind beispielsweise in derWO-A-99/30996 - Wie aus den
Fig. 1 - 6 hervorgeht, werden üblicherweise der Stapelauflage 10 kontinuierlich Gegenstände 14 zugeführt. Ebenfalls wird der Stapel 16 kontinuierlich oben abgebaut. Der Stapel 16 bildet somit einen Puffer, um Phasenverschiebungen zwischen der Zuführung der Gegenstände 14 zum Stapel und dem Abbau des Stapels, Unregelmässigkeiten in der Zuführung oder kurzzeitige Unterbrüche sowohl zuführ- als auch abbauseitig aufzunehmen. -
Figur 7 zeigt in ähnlicher Darstellung wie dieFiguren 3 - 6 einen Teil der erfindungsgemässen Vorrichtung mit der Stapelauflage 10, dem Zuförderer 12, der Saugeranordnung 36 und der Wegschiebeanordnung 56. Die ansonsten gleich wie in denFiguren 1 - 6 ausgeführte Stapelauflage 10 weist weiter ein zungenförmiges Auflageelement 86 auf, welches im Bereich des stromabwärts liegenden Endes der Stapelauflage 10 schwenkbar gelagert ist - die Lagerachse ist mit 88 bezeichnet - und sich in Richtung gegen den Zuförderer 12 über etwa ¾ der Länge der Stapelauflage 10 erstreckt. Der dem Zuförderer 12 zugewandte Endbereich ist in Richtung gegen unten gebogen. In der in derFig. 7 gezeigten Stellung befindet sich das Auflageelement 86 in der vom Auflageblech 18 und dem Bändchenförderer 20 definierten Auflageebene. Mittels eines Zylinder-Kolbenagregats 90 ist das Auflageelement 86 aus der gezeigten Lage anhebbar und gegebenenfalls absenkbar, wie in denFig. 8 bzw. 9 gezeigt und im Zusammenhang mit diesen Figuren zu beschreiben sein wird. - In
Figur 7 befindet sich der Saugkopf 38 in einer vollständig ausgefahrenen Uebernahmeposition 48. Zwischen dieser und der eingefahrenen Eingabeposition 48' führt der Saugkopf 38 einen maximalen Hub H aus. In der gezeigten ausgefahrenen Uebernahmeposition 48 ist der Saugkopf 38 soweit von der Stapelauflage 10 beabstandet, dass einige Gegenstände 14, beispielsweise 3 - 4 dickere Gegenstände oder 8 - 12 dünneren Gegenstände, Platz finden. - Strichpunktiert ist ein Stapel 16 mit maximal zulässiger Stapelhöhe angedeutet. Befindet sich der jeweils oberste Gegenstand 14 des Stapels 16 zwischen der maximal ausgefahren Uebernahmeposition 48 des Saugkopfs 38 und der maximal zulässigen Stapelhöhe erfolgt mittels der Saugeranordnung 36 ein zuverlässiger Abbau des Stapels 16; der daraus sich ergebende Arbeitsbereich der Saugeranordnung 36 ist mit dem Doppelpfeil 92 angegeben.
- In der in der
Figur 7 gezeigten Phase befindet sich ein Stapel 16 im Aufbau, wobei der Stapel noch nicht eine bis zur Uebernahmeposition 48 reichende Höhe erreicht hat. In diesem Zustand ist der Saugkopf 38 von der Unterdruckquelle 44 abgetrennt. Die Verbindung an die Unterdruckquelle 44 wird erst geöffnet, wenn der sich im Aufbau befindende Stapel 16 eine Höhe erreicht hat, die sich im Arbeitsbereich 92 befindet. - In der in der
Figur 8 gezeigten Situation befindet sich auf der Stapelauflage 10 ein Stapel 16, der von oben her abgebaut wird. Der oberste Gegenstand 14 ist vom Stapel 16 angehoben; diese Situation entspricht jener gemässFig. 5 . Jedoch fehlten der Schuppenformation S einige Gegenstände sodass diese eine Lücke aufwies. Mittels eines nicht gezeigten Sensors, beispielsweise einer Lichtschranke, wurde dies erkannt, wonach das Zylinder-Kolbenaggregat 90 das Auflageelement 86 im Gegenuhrzeigersinn in die in derFig. 8 gezeigte Anhebestellung verschwenkt hat. Dadurch ist der Stapel 16 zuführseitig soweit vom Auflageblech 18 bzw. Bändchenförder 20 angehoben, dass der der Lücke im Schuppenstrom S folgende Gegenstand 14 unter den Stapel 16 einlaufen kann. Sobald die vorauslaufende Kante 34' dieses Gegenstandes 14 sich unterhalb des Stapels 16 befindet, wird das Auflageelement 68 wieder in seine Ausgangslage abgesenkt. - Weiter wird das Auflageelement 86 mittels des Zylinder-Kolben-Aggregats 90 auch angehoben, um einen Stapel 16 vollständig abbauen zu können.
-
Figur 9 zeigt in gleicher Darstellung wie dieFig. 3 - 6 eine weitere Ausbildungsform der erfindungsgemässen Vorrichtung, wobei der Zuförderer 12, die Saugeranordnung 36 und die Wegschiebeanordnung 56 gleich ausgebildet sind, wie in allen vorgängig beschriebenen Ausführungsformen. Auch das Stützblech 30 und die Adhäsionswalze 32 sind entsprechend vorhanden. Die Stapelauflage 10 mit dem Auflageblech 18, dem Bändchenförderer 20 und dem Anschlagblech 26 ist gleich ausgebildet, wie in den weiter oben beschriebenen Ausführungsformen, jedoch ist die Stapelauflage 10 beispielsweise an ihrem in Zuführrichtung Z gesehen stromabwärts liegenden Ende schwenkbar gelagert, so dass die Stapelauflage 10 an ihrem dem Zuförderer 12 zugewandten Ende aus der strichpunktiert angedeuteten normalen Arbeitslage nach unten in eine mit ausgezogenen Linien gezeigte Verschwenkstellung verbracht werden kann. In dieser Verschwenkstellung können die Gegenstände 14 in einer Schuppenformation S' zugeführt werden, die eine grössere Dicke aufweist als übliche Schuppenformationen S, wie sie in denFig. 1 - 6 dargestellt sind. In der Schuppenformation S' weisen einige der Gegenstände eine grössere Ueberlappung und somit einen kleineren Schuppenabstand auf, als die übrigen Gegenstände, wodurch die Schuppenformation S' örtlich eine grössere Dicke aufweist. - Die Stapelauflage 10 kann beispielsweise mittels einer Feder in Richtung gegen oben gegen einen Anschlag in der normalen Arbeitslage gehalten sein. Zum Verschwenken der Stapelauflage 10 kann beispielsweise das in den
Fig. 7 und 8 gezeigte Zylinder-Kolbenaggregat 90 dienen, indem der Kolben gegenüber der in derFig. 7 gezeigten Stellung weiter in den Zylinder eingefahren wird, wobei das Auflageelement 68 das Auflageblech 18 und den Bändchenförderer 20 im Uhrzeigersinn verschwenkend mitnimmt. - Um ein Verdrehen der Gegenstände 14 beim Abschieben ab dem Stapel 16 zu verhindern, weist die Wegschiebeanordnung 56 in bevorzugterweise zwei gleichachsig gelagerte voneinander beabstandete Schieberäder 58 auf, wie dies in der
Fig. 11 gezeigt ist. Diese sitzen drehfest auf derselben in Wegschieberichtung W angetriebenen Welle 58'. Jedem dieser Schieberäder 58 ist ein Saugkopf 38 zugeordnet, der in bevorzugterweise in Richtung der Welle 58' gesehen sich ausserhalb der Schieberäder 58 befindet. Die Saugöffnungen 42 der Saugköpfe 38 sind über Schläuche 54 miteinander und über einen gemeinsamen Speiseschlauch 54' mit der Unterdruckquelle 44 verbunden. Diese Schaltungsart hat den Vorteil, dass die Saugköpfe 38 sich nur synchron miteinander von der Uebernahmeposition 48 in die Abgabeposition 48' bewegen können, nämlich dann, wenn die Saugöffnungen 42 beider Saugköpfe 38 vom obersten Gegenstand 14 des Stapels 16 verschlossen sind. Die in derFig. 11 gezeigten Gegenstände 14 weisen an ihrem rechten Rand eine grössere Dicke als an ihrem linken Rand auf. Dies kann beispielsweise bei zweimal gefalteten Gegenständen 14 der Fall sein. So hat der in derFig. 11 rechts gezeigte Saugkopf 38 bereits die Uebernahmeposition 48 erreicht, wogegen der links gezeigte Saugkopf 38 sich noch in Abwärtsbewegung in seine Uebernahmeposition 48 weiter zu bewegen hat. Das Anheben des Gegenstandes 14 erfolgt dann beidseitig gleichzeitig. - Weiter ist in
Fig. 11 eine Transportklammer 84 eines Wegförderers 80' gezeigt, der zwischen der Welle 58' und der Stapelauflage 10 hindurch verläuft und dazu bestimmt ist, jeweils den vom Stapel 16 angehobenen und mittels der Wegschiebeanordnung 56 vom Stapel weggeschobenen Gegenstand 14 bei dessen nachlaufenden Kante 34 zu erfassen und wegzufördern. Der besseren Uebersichtlichkeit halber ist nur jene Transportklammer 84 gezeigt, welche den vorgängig angehobenen und vom Stapel 16 weg geschobenen Gegenstand 14 erfasst hat. - Es ist jedoch auch denkbar, wie
Fig. 12 zeigt, einen einzigen Saugkopf 38 vorzusehen, der mittig zwischen den beiden Schieberädern 58 angeordnet ist. - Schlussendlich sei noch erwähnt, dass es auch möglich ist, ein einziges Schieberad 58 und beidseitig von diesem je einen Saugkopf 38 vorzusehen. Dabei besteht jedoch die Gefahr, dass die Gegenstände 14 während des Wegschiebens vom Stapel mittels des Schieberades 58 eine ungewünschte Trennung ausführen.
- Die in der
Fig. 1 gezeigte Ausführungsform arbeitet wie folgt. Mittels des Zuförderers 12 werden die Gegenstände 14 in einer Schuppenformation S der Stapelauflage 12 zugeführt, in welcher jeder Gegenstand auf dem nachlaufenden aufliegt. Im gezeigten Beispiel ist die Falzkante der gefalteten Gegenstände 14 die nachlaufende Kante 34. Unterstütz durch den Bändchenförderer 20 wird auf der Stapelauflage 10 der von unten beschickte Stapel 16 gebildet. Während der Stapelbildung mit den ersten Produkten einer zugeführten Schuppenformation S - sieheFig. 7 - sind die Saugköpfe noch nicht mit der Unterdruckquelle 44 verbunden, bis der Stapel 16 eine Stapelhöhe erreicht hat, die innerhalb des Arbeitsbereichs 92 liegt. Das Schieberad 58, das zugeordnete Andrückband 74 und der Wegförder 80 können jedoch bereits in Bewegung gesetzt sein. - Sobald die gewünschte Stapelhöhe erreicht ist, werden die Saugköpfe 38 mit der Unterdruckquelle 44 verbunden, wodurch der oberste Gegenstand 14 vom Stapel 16 abgehoben wird. Das Anheben und Abschieben der Gegenstände erfolgt wie in den
Fig. 3 - 6 gezeigt und im Zusammenhang mit der Beschreibung dieser Figuren ausgeführt. Während des Wegschiebens vom Stapel 16 haben die Gegenstände 14 bezüglich des Schieberades 58 eine unterschlächtige Lage, welche jedoch in eine oberschlächtige Lage übergeht, wenn der abgehobene und weggeschobene Gegenstand 14 mit seiner vorauslaufenden Kante 34' am Gegenstandanschlag 28 anliegt und vom zugeordneten Schiebeorgan 62 im an die nachlaufende Kante 34 angrenzenden Endbereich angehoben wird. Durch dieses Anheben gelangt der Gegenstand 14 mit seiner nachlaufenden Kante 34 in den Förderspalt 76, wodurch der Gegenstand 14 nur in Förderrichtung F, welche der Zuführrichtung Z entgegen gesetzt ist, oberschlächtig weggeführt wird. Die in der Zuführung Z nachlaufende Kante 34 ist nun die vorlaufende Kante 34'. Da beim Anheben der Gegenstände 14 mittels des Schieberads 58 der jeweils angehobene Gegenstand 14 unter den vorgängig angehobenen Gegenstand 14 verbracht wird, wird eine Schuppe gebildet, in welcher wiederum jeder der Gegenstände 14 auf dem jeweils nachlaufenden liegt. - Bleiben die Saugköpfe 38 während des gesamten Betriebes an die Unterdruckwelle 44 angeschlossen, wird eine lückenlose regelmässige Schuppe gebildet, die mittels des Wegförderers 80 abtransportiert wird. Durch vorübergehendes Trennen der Saugköpfe 38 von der Unterdruckquelle 44 kann im zu bildenden Schuppenstrom eine Lücke gebildet werden, wie dies in der
Fig. 1 gezeigt ist. Sobald die Saugköpfe 38 wieder an die Unterdruckquelle 44 angeschlossen werden, beginnt automatisch, ohne zusätzliche Steuerung, der Abbau des Stapels 16. Der dabei entstehende kurzfristige Unterschied zwischen den zugeführten und weg geführten Gegenständen 14 wir durch die Saugeranordnung 36 aufgenommen, welcher eine relativ grosse Aenderung in der Höhe des Stapels 16 aufnehmen kann (Arbeitsbereich 92). - Entsprechend kann auch während einer bestimmten Zeit der Stapel 16 weiter abgebaut werden, wenn die Zuführung von Gegenständen 14 unterbrochen ist.
- Bei der in der
Fig. 2 gezeigten Ausbildungsform funktioniert das Bilden und der Abbau des Stapels 16 auf die genau gleiche Art und Weise wie im Zusammenhang mit derFig. 1 und denFig. 3 - 6 weiter oben beschrieben. Die von der unterschlächtigen in die oberschlächtige Lage angehobene Gegenstände 14 werden jedoch um die Umlenkrolle 78 umgelenkt, wodurch die im zugeführten Schuppenstrom S nachlaufende Kante 34 der Gegenstände 14 nun zur vorlaufenden Kante wird. In Folge der Umlenkung um die Umlenkrolle 78 liegt in der mittels des Wegförderers 80 weg geführten Schuppenformation jeder Gegenstand auf dem jeweils vorauslaufenden auf. - Es ist denkbar, die Schiebeorgane 62 an einer in Wegschieberichtung W angetriebenen umlaufenden Kette anzuordnen, wie dies in der
WO-A-00/46135 - Anstelle der gezeigten Saugköpfe 38 können beispielsweise auch nach dem Venturieffekt arbeitende Druckluftsauger verwendet werden.
- Grundsätzlich kann jede selbsttätige Saugeranordnung verwendet werden, der automatisch nach Freigabe durch einen weggeschobenen Gegenstand 14 den nächstfolgenden obersten Gegenstand 14 vom Stapel 16 anhebt und einen relativ grossen Arbeitsbereich 92 aufweist.
Claims (13)
- Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen, insbesondere Druckereierzeugnissen, mit einer Stapelauflage (10) für die Aufnahme eines von unten beschickten Stapels (16), einer oberhalb der Stapelauflage (10) angeordneten Saugeranordnung (36) mit einem Saugkopf (38) zum Anheben des jeweils obersten Gegenstandes (14) des Stapels (16), und einer Wegschiebeanordnung (56) mit in einer Wegschieberichtung (W) umlaufend angetriebenen, hintereinander angeordneten Schiebeorganen (62), die dazu bestimmt sind, den jeweils mittels der Saugeranordnung (36) in eine Abgabeposition (48') angehobenen Gegenstand (14) bei dessen in Wegschieberichtung (W) nachlaufenden Kante (34) zu untergreifen und durch Einwirken auf die nachlaufende Kante (34) vom Saugkopf (38) weg zu schieben, wobei der Saugkopf (38) selbsttätig nach der Freigabe durch den weggeschobenen Gegenstand (14) den nächsten Gegenstand (14) ab dem Stapel (16) abhebt, dadurch gekennzeichnet, dass die Saugeranordnung (36) und die Wegschiebeanordnung (56) in einem festen Abstand oberhalb der Stapelauflage (10) angeordnet sind und die Schiebeorgane (62) an ihrer, beim Wegschieben eines Gegenstandes (14) vom Saugkopf (38) der Stapelauflage (10) zugewandten Stirnseite einen Anschlag (68) für den jeweils nächsten mittels des Saugkopfes (38) ab dem Stapel (16) abgehobenen Gegenstand (14) aufweisen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Schiebeorgane (62) an einem sternförmigen, um seine Achse drehend angetriebenen Schieberad (58) ausgebildet sind.
- Vorrichtung nach Anspruch 1 oder 2, gekennzeichnet durch zwei koaxial und in einen Abstand angeordnete, synchron angetriebene Schieberäder (58).
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass wenigstens annähernd mittig zwischen den Schieberädern (58) ein Saugkopf (38) angeordnet ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass jedem der Schieberäder (58) ein Saugkopf (38) zugeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Saugkopf (38) eine an eine Unterdruckquelle (44) anschliessbare Saugöffnung (42) aufweist, in einem fest angeordneten Führungselement (40) längsgeführt und mittels eines Rückstellelements (46) in Richtung gegen eine ausgefahrene Übernahmeposition (48) gedrängt und bei durch einen Gegenstand (14) abgedeckter Saugöffnung (42) gegen die Kraft des Rückstellelements (46) aus der Übernahmeposition (48) in die eingefahrene Abgabeposition (48') bewegbar ist.
- Vorrichtung nach Anspruch 5 und 6, dadurch gekennzeichnet, dass die Saugöffnungen (42) der beiden Saugköpfe (38) miteinander und mit einer Unterdruckquelle (44) strömungsverbunden sind.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Stapelauflage (10) ein Auflageelement (86) aufweist, das - für den vollständigen Abbau des Stapels (16) und/oder zum vorübergehenden Anheben des Stapels (16), um das Einlaufen eines einer Lücke in einem dem Stapel (16) zugeführten Gegenständestrom (S) folgenden Gegenstand (14) unter den Stapel (16) zu ermöglichen - aus einer von der Stapelauflage (10) definierten Auflagefläche in Richtung gegen die Sauganordnung (36) bewegbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Stapelauflage (10) mit ihrer einem Zuförderer (12) zugewandten Seite in Richtung gegen unten schwenkbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass in Wegschieberichtung (W) stromabwärts der Stapelauflage (10), in einem Abstand vom Schieberad (58), der kleiner ist als die in Wegschieberichtung (w) gemessene Länge (L) der Gegenstände (14), ein Gegenstandanschlag (28) für die vorauslaufende Kante (34') der weggeschobenen Gegenstände (14) angeordnet ist, um die Gegenstände (14) mittels der Schiebeorgane (62) bezüglich des Schieberades (58) von einer unterschlächtigen in eine oberschlächtige Lage zu verbringen.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass ein Andrückband (74) zusammen mit dem Schieberad (58) einen Förderspalt (76) bildet um die Gegenstände (14) oberschlächtig wegzufördern.
- Vorrichtung nach Anspruch 10, gekennzeichnet durch eine Umlenkwalze (82) und ein mit dieser einen Förderspalt (76) bildendes Andrückelement (74) zum Umlenken der in die oberschlächtige Lage verbrachten Gegenstände (14) um die Umlenkwalze (82).
- Vorrichtung nach Anspruch 10, gekennzeichnet durch einen Transportklammern (84) aufweisenden Wegförderer (80'), dessen Transportklammern (84) dazu bestimmt sind, jeweils einen mit seiner vorauslaufenden Kante (34') gegen den Gegenstandanschlag (28) geschobenen Gegenstand (14) zu fassen und wegzufördern.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH21242003 | 2003-12-12 | ||
| CH21242003 | 2003-12-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1541508A1 EP1541508A1 (de) | 2005-06-15 |
| EP1541508B1 true EP1541508B1 (de) | 2008-04-16 |
Family
ID=34468811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04021996A Expired - Lifetime EP1541508B1 (de) | 2003-12-12 | 2004-09-16 | Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1541508B1 (de) |
| AT (1) | ATE392384T1 (de) |
| DE (1) | DE502004006833D1 (de) |
| DK (1) | DK1541508T3 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH702403A1 (de) * | 2009-12-07 | 2011-06-15 | Ferag Ag | Verfahren zum Entkoppeln zweier aufeinanderfolgender Produkteströme von Druckprodukten sowie Vorrichtung zur Durchführung des Verfahrens. |
| EP3842369A1 (de) | 2019-12-27 | 2021-06-30 | Anheuser-Busch InBev S.A. | Entstapelungsgerät |
| ES3027759T3 (en) | 2019-07-30 | 2025-06-17 | Anheuser Busch Inbev Sa | Denesting apparatus |
| CN119330118B (zh) * | 2024-12-18 | 2025-05-23 | 天津市金来包装制品工贸有限公司 | 一种瓦楞纸生产加工用输送装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4423972C2 (de) * | 1994-07-07 | 1997-03-27 | Holzma Maschinenbau Gmbh | Beschickungseinrichtung für Plattenaufteilsägen |
| EP0755886B1 (de) * | 1995-07-25 | 2000-10-11 | Ferag AG | Vorrichtung zum Zubringen von Druckereiprodukten zu einer Weiterverarbeitungsstelle |
| DE19627830B4 (de) * | 1995-07-31 | 2005-07-28 | Ferag Ag | Vorrichtung zum Zubringen von Druckereiprodukten zu einem Wegförderer |
| AU711307B2 (en) * | 1996-05-06 | 1999-10-07 | Ferag Ag | Device for feeding printed products to a further processing point |
| ATE259329T1 (de) * | 1999-02-05 | 2004-02-15 | Ferag Ag | Vorrichtung zum abbauen eines stapels von flächigen gegenständen, insbesondere druckereierzeugnissen |
-
2004
- 2004-09-16 AT AT04021996T patent/ATE392384T1/de active
- 2004-09-16 DK DK04021996T patent/DK1541508T3/da active
- 2004-09-16 DE DE502004006833T patent/DE502004006833D1/de not_active Expired - Lifetime
- 2004-09-16 EP EP04021996A patent/EP1541508B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE502004006833D1 (de) | 2008-05-29 |
| DK1541508T3 (da) | 2008-07-14 |
| EP1541508A1 (de) | 2005-06-15 |
| ATE392384T1 (de) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2315813C3 (de) | Vorrichtung zum Stapeln von bogenförmigem Material | |
| DE4108397C2 (de) | Vorrichtung zur Bildung einer Folge von sich unterlappenden Gegenständen | |
| DE2922450A1 (de) | Vorrichtung zum wegfoerdern von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten | |
| DE3153613C2 (de) | ||
| EP0368009B1 (de) | Verfahren und Vorrichtung zum Fördern von Druckereiprodukten | |
| WO2014005715A1 (de) | Vorrichtung und verfahren zum vereinzeln von wertdokumenten, sowie wertdokumentbearbeitungssystem | |
| EP1003684B1 (de) | Beschickungseinrichtung | |
| EP1622778B2 (de) | Vorrichtung und verfahren zum einfüllen von blättern in ein kuvert | |
| AT395576B (de) | Verfahren und vorrichtung zum herstellen von stapeln aus biegsamen, flaechigen erzeugnissen, insbesondere druckprodukte | |
| EP0478911B1 (de) | Vorrichtung zum wahlweisen Überführen von Erzeugnissen aus einer entlang eines ersten Förderweges transportierten Schuppenformation auf einen zweiten Förderweg | |
| DE2206682C3 (de) | ||
| EP0300171B1 (de) | Transporteur für flächige Erzeugnisse, insbesondere Druckprodukte | |
| CH648261A5 (de) | Vorrichtung zum herausloesen von mittels eines foerderers gefoerderten druckprodukten aus dem foerderstrom. | |
| EP1541508B1 (de) | Vorrichtung zum Abbauen eines Stapels von flächigen Gegenständen | |
| EP1834913A1 (de) | Vorrichtung zum Aufnehmen und Fördern von flächigen Produkten | |
| EP3444211A1 (de) | Vereinzelungsvorrichtung für flächengebilde, insbesondere ventilsäcke | |
| DE102022118978A1 (de) | Auslage und Verfahren zum Betreiben einer Auslage mit einem von einem Stapelhubantrieb vertikal verlagerbaren Stapelträger | |
| EP0451091B1 (de) | Bogenanleger | |
| EP2035308B1 (de) | Vorrichtung zum abtrennen von einzelnen flachen gegenständen von einem stapel und zum wegtransport der abgetrennten gegenstände | |
| EP0806391B1 (de) | Vorrichtung zum Zubringen von Druckereierzeugnissen zu einer Weiterverarbeitungsstelle | |
| DE102020207415A1 (de) | Vorrichtung zur Vereinzelung von Druckplatten | |
| WO2009141119A2 (de) | Vorrichtung zur bildung von stapelpaketen | |
| EP1360131B1 (de) | Vorrichtung und verfahren zum abbau eines stapels flacher gegenstände | |
| EP2128055B1 (de) | Vorrichtung zum Abtrennen von einzelnen flachen, biegbaren Gegenständen von der Unterseite eines Stapels solcher Gegenstände und zum Wegtransport der abgetrennten Gegenstände | |
| DE1756949A1 (de) | Vorrichtung zum Transportieren blattfoermiger Werkstuecke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050423 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004006833 Country of ref document: DE Date of ref document: 20080529 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080916 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080727 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| 26N | No opposition filed |
Effective date: 20090119 |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080916 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080717 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110920 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090227 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120916 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20140911 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20150923 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150924 Year of fee payment: 12 Ref country code: DK Payment date: 20150918 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 392384 Country of ref document: AT Kind code of ref document: T Effective date: 20150916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150916 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160921 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160917 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004006833 Country of ref document: DE Representative=s name: KLUNKER IP PATENTANWAELTE PARTG MBB, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004006833 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20181128 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |