EP1353018A1 - Schichtwerkstoff für Wärmeisolierung, sein Herstellungsverfahren und Vorrichtung zu seiner Durchführung - Google Patents
Schichtwerkstoff für Wärmeisolierung, sein Herstellungsverfahren und Vorrichtung zu seiner Durchführung Download PDFInfo
- Publication number
- EP1353018A1 EP1353018A1 EP03290855A EP03290855A EP1353018A1 EP 1353018 A1 EP1353018 A1 EP 1353018A1 EP 03290855 A EP03290855 A EP 03290855A EP 03290855 A EP03290855 A EP 03290855A EP 1353018 A1 EP1353018 A1 EP 1353018A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- layers
- strip
- station
- multilayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 147
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 238000009413 insulation Methods 0.000 title claims description 31
- 238000000034 method Methods 0.000 title claims description 9
- 239000007788 liquid Substances 0.000 claims abstract description 12
- 238000005520 cutting process Methods 0.000 claims description 24
- 238000003466 welding Methods 0.000 claims description 19
- 238000004026 adhesive bonding Methods 0.000 claims description 13
- 239000006260 foam Substances 0.000 claims description 11
- 238000004806 packaging method and process Methods 0.000 claims description 11
- 229920002994 synthetic fiber Polymers 0.000 claims description 10
- 238000004804 winding Methods 0.000 claims description 9
- 230000001413 cellular effect Effects 0.000 claims description 7
- 239000000835 fiber Substances 0.000 claims description 6
- 239000002648 laminated material Substances 0.000 claims description 5
- 239000002313 adhesive film Substances 0.000 claims description 2
- 238000004513 sizing Methods 0.000 claims description 2
- 239000011162 core material Substances 0.000 description 65
- -1 polypropylene Polymers 0.000 description 14
- 239000002994 raw material Substances 0.000 description 14
- 239000004698 Polyethylene Substances 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 12
- 239000011810 insulating material Substances 0.000 description 12
- 229920000573 polyethylene Polymers 0.000 description 12
- 239000011491 glass wool Substances 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000002657 fibrous material Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- 239000012212 insulator Substances 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 230000003078 antioxidant effect Effects 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 241000238631 Hexapoda Species 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 241000283984 Rodentia Species 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 230000003750 conditioning effect Effects 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000001771 vacuum deposition Methods 0.000 description 2
- 238000005303 weighing Methods 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 241001465754 Metazoa Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 241001494479 Pecora Species 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000010425 asbestos Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 210000000080 chela (arthropods) Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000002329 infrared spectrum Methods 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 244000045947 parasite Species 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 238000009418 renovation Methods 0.000 description 1
- 230000000241 respiratory effect Effects 0.000 description 1
- 229910052895 riebeckite Inorganic materials 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- CYRMSUTZVYGINF-UHFFFAOYSA-N trichlorofluoromethane Chemical compound FC(Cl)(Cl)Cl CYRMSUTZVYGINF-UHFFFAOYSA-N 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
- E04B1/80—Heat insulating elements slab-shaped
- E04B1/806—Heat insulating elements slab-shaped with air or gas pockets included in the slab
Definitions
- the present invention relates to a multilayer material intended for thermal insulation and sound insulation, as well as a process for manufacturing such a material and a device for its implementation artwork.
- This type of material is widely used in the building, both for construction and for renovation of premises. he it is well known for example that the roof of a building constitutes a significant heat loss area if improperly isolated.
- glass wool mattress For the insulation of the slopes, we know in particular glass wool mattress.
- Glass wool has a low thermal conductivity because of the high proportion of air it contains and discontinuity of its fibrous material. In addition, the fibers block the air circulation within the mattress and prevent therefore the formation of convection currents.
- the mattresses of glass wool have disadvantages. They are permeable to water and vapor and, therefore, are likely to be wetted by water infiltration and condensation. Once wet, a mattress of glass wool loses a large part of its insulating properties because its thermal conductivity increases strongly. Another drawback is the thickness of these insulating materials, which must be 20 cm for obtain effective insulation. So when such material is inserted in the wall of a building, this thickness results in a loss of living area.
- glass wool mattress limits the curvature admissible by the glass wool mattress, so that it does not not optimally adapt to the shapes of the walls to be insulated and must be the subject of corner connections.
- glass wool loses also its insulating character if it is unduly packed.
- this air layer must be carefully adjusted: too thin, it allows a significant thermal conduction; too thick, it allows the establishment of convective currents which favor exchanges thermal. An air thickness of around 15 mm is considered optimal.
- the rigidity of the aluminum films used prevents this material to match the shapes of the walls to be insulated.
- the sheets aluminum of this material are welded through the plastic films along parallel lines spaced a few centimeters from each other other. At these weld lines, the material is completely crushed, so that these weld lines constitute as many bridges through which thermal conduction leaks are important.
- this material has no soundproofing, stiffness of aluminum sheets favoring the reflection of sounds.
- Document FR 2 792 668 proposes an insulating complex multilayer comprising twenty-three layers assembled by welding on edges.
- this document suggests inserting a polypropylene tape to the place of the welds.
- One of the drawbacks of this complex besides its large thickness and high cost, lies in the complete crushing of layers of material at the weld lines. This crushing promotes conduction losses by creating thermal bridges.
- Document FR 2 797 675 discloses a laminated material multilayer intended for thermal insulation, comprising a core including at least one layer of cotton wool formed from non-polyester fibers woven fabric inserted between two reflective aluminum sheets.
- this material is also vulnerable to water penetration liquid or vapor condensation.
- the assembly of different layers by gluing makes it difficult to recycle this material at end of life.
- Document US 3264165 relates to an insulator of which the interior is completely filled with a low conductivity gas thermal like monofluorotrichloromethane and whose envelope is protected by a thick coating of resilient polyurethane foam.
- US 4,985,106 discloses an insulation panel thermal and phonic insulation for equipment household appliances such as a dishwasher.
- the panel consists of an insulating fiberglass mat arranged between an upper polyethylene film and a lower polyethylene film the edges of which are sealed so as to completely enclose the insulating mattress.
- an anti-vibration pad of predetermined size and contour is applied to or in the insulation panel.
- the object of the present invention is to create a material thermal insulation that solves at least some of the drawbacks supra.
- the invention provides a laminated material multilayer intended for thermal insulation, comprising a core including at least one layer of fibrous synthetic material and / or alveolar inserted between upper and lower outer layers in material impermeable to liquid and gas, that is to say at least to the water vapor, said outer layers having surfaces reflective exterior, characterized in that said layers external are tightly connected along at least two edges opposites of said core without pinching said core.
- said outer layers have more greater width than said core so as to each comprise at least a marginal zone projecting laterally with respect to at least one said edges of the core, said marginal zones being assembled from tightly without pinching said core.
- the combination of reflective outer layers and at least minus a layer of fibrous and / or cellular synthetic material is insulating against all forms of transfer of the heat, namely radiation, conduction and convection.
- the outer layers can be made of any material impermeable to liquids and gases, such as metals and materials plastics.
- one where the two outer layers includes (s) a metallized plastic film, for example polyethylene metallized by vacuum deposition.
- a metallized plastic film for example polyethylene metallized by vacuum deposition.
- Such a film is, at thickness equal, less fragile, more flexible and less expensive than a metal sheet.
- the outer layers are connected so waterproof all around the insulating core without pinching said core.
- the waterproof assembly of the waterproof outer layers allows prevent water and vapor from entering the core of the material, so that degradation and aging generally caused by water leakage and condensation are effectively prevented.
- assembling the waterproof outer layers without pinching the core avoids create thermal bridges at the assembly areas of the outer layers, so that the material created has uniform insulating characteristics over its entire extent.
- At least one of said external layers is reinforced by a fiber mesh.
- This wire mesh improves the mechanical resistance of the outer layer against tear. It can be made for example of glass fibers or nylon, preferably on the outside of the outer layers.
- the core is made by including fibrous material and / or the foam material so as to have a low conductivity thermal.
- Fibrous materials for example wadding, and alveoli, for example foams, limit transfers by conduction and convection. Indeed, these materials trap a high proportion air.
- the fibrous material has a strongly material structure discontinuous, which gives it a low thermal conductivity. Else apart, the fibers impede the establishment of convective air currents within of the layer of fibrous material.
- the synthetic material present in in addition to the advantage of not attracting parasites, insects, rodents and others, and not to present the harmful nature of mineral fibers such as glass wool fibers.
- the core comprises a plurality of layers of material including at least one layer of fibrous synthetic material, at at least one layer of cellular plastic and at least one layer of film made of metallized plastic.
- a combination of layers has a good insulating character for the aforementioned reasons.
- closed cell plastic layers allow to trap an almost static layer of air, so that they also have low thermal conductivity.
- the foam material is a plastic film with closed air bubbles. The bubbles are preferably chosen with a dimension of less than 15 mm for effectively oppose convection movements within them.
- said multiple layers of material include at least two layers of film reflective arranged on either side of said at least one layer of fibrous and / or cellular synthetic material.
- These layers of materials are also chosen because of their flexibility, which makes it possible to obtain an insulating material which is easy to pack, for example in rolls, easy to lay and fits precisely the geometry of the walls to be insulated.
- said core insulation has several layers of synthetic foam foam, for example polyethylene or polypropylene, to improve sound insulation.
- synthetic foam foam for example polyethylene or polypropylene
- the core is not attached to the outer layers over substantially the whole extent of the material, except possibly at level of one or two end edges.
- said soul has a plurality of layers of material which are also not fixed together over substantially the whole extent of the said material, except optionally at one or two end edges.
- the material according to the invention has a thickness less than 40 mm, preferably less than 25 mm.
- a such thickness is generally quite sufficient to guarantee a satisfactory insulation, thanks to the excellent insulating properties of materials used.
- the use of the material according to the invention for insulating the walls of a building allows significant gains of floor space, compared to the use of thick insulators such as wool of glass.
- the material has the form of a strip, said outer layers being assembled at least along the edges of said strip extending longitudinally.
- Production of the material in the form of a strip facilitates the automation of its manufacturing process and allows condition material in rolls convenient to transport and use.
- At least one firm adhesive film sealingly said external layers at at least one longitudinal end edges of the strip without pinching said soul.
- the outer layers include a sheet of liquid and gas impermeable material folded around a said edges of the core so as to cover the two faces of said core, said marginal zones of the outer layers including two marginal zones of said sheet opposite to the fold zone.
- each of said outer layers comprises a sheet of material impervious to liquid and separate gas covering one side respective of said core and having two marginal zones protruding beyond said two opposite edges of said core, the marginal zones facing each other of said respective sheets being assembled so waterproof without pinching said core.
- a closing station arranged between said cutting station and said packaging station and suitable for laterally fixing at least one waterproof closure strip on the at least one of the two edges of multilayer tape created by said cut lateral for sealingly connecting said external layers to the level of said edge.
- At least one station is also provided glue placed immediately downstream of at least one support roller and comprising a gluing table capable of supporting so adjacent two end portions of the flexible material in the form of strip corresponding to said roller support and clamping means able to hold said end portions fixedly on said table sizing when said towing station is inactive.
- At least one station is also provided multiple loading with at least two roller supports adjacent, for example juxtaposed or superimposed, capable of supporting similar rollers and associated with the same gluing station.
- a discharge member arranged between said cutting station and said packaging station and able to expel excess air from said multilayer strip before it winding on said rotary axis.
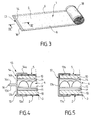
- the material is in the form of a width 1 in the form of tape conditioned in roll 18.
- the width can make a length from 10 to 15 m for a width of the order of 1.5 m.
- This material is made in the following way: we have a lower outer layer 2 in the form of a strip having example a width of 1600 or 1650 mm and a total thickness of 12 to 23 micrometers.
- the lower outer layer 2 is made of a film of complex polyethylene comprising several layers in its thickness, namely strata of tensile strength and several strata of metallization to obtain a very high reflection coefficient.
- This film complex is covered by vacuum deposition of an aluminum layer on the outer face or on both sides.
- the metallic faces of the film are also coated with an antioxidant treatment to avoid blackening of the aluminum layer.
- the outer face or the two faces of the outer layer 2 have a surface reflective, with an intensity reflection factor of up to 92% when the surfaces are free of dirt and scratches and commonly remaining more than 55% in use. Films of this type are used for example in the space industry.
- the layer lower external 2 carries a fiberglass mesh 3 to improve its mechanical resistance.
- a multilayer core 4 is placed on the outer layer 2 in the form of a band of lesser width than the lower outer layer, for example about 1550 mm.
- the composition of the core 4 is chosen from so as to obtain a flexible structure. It will be described below in reference to examples.
- Core 4 is placed in the middle of the layer lower external 2 so as to allow two marginal zones to protrude side 2a of the lower outer layer 2 not covered by the core 4.
- an upper outer layer 5 on the core 4 identical to the lower outer layer 2 and well aligned with the layer lower external 2, so as to completely cover the core 4 and allow two lateral marginal zones Sa to protrude from the outer layer upper 5 which are superimposed on the two lateral marginal zones 2a of the lower outer layer 2.
- the marginal areas are tightly assembled 2a and Sa superimposed, by twice two ultrasonic welding lines 6 or by gluing lines. Bonding is particularly preferred when the inner surface of the outer layers 2 and 5 is metallized, because the welding is then ineffective.
- a waterproof adhesive water vapor for example a thermosetting adhesive used commonly used in the building industry for concrete-glass assemblies.
- the assembly of the two external layers 2 and 5 is carried out beyond from the edge of the core 4 so as not to pinch the core 4, while ensuring a adjusted wrapping thereof. In other words, soul 4 is not crushed appreciably in its thickness but can only weakly float between said outer layers.
- the width 1 of material thus formed is wound on a axis (not shown) extending laterally relative thereto for obtain packaging in rolls.
- the width 1 is cut to a fixed length, for example about 10 to 15 m.
- the different layers forming the core 4 are simply superimposed without assemblies between them. Likewise, the layers 2 and 5 are not assembled to the core 4. However, to avoid the disintegration of the material during a subsequent cutting of the width 1 to near its ends, a punctual assembly of all layers of the core 4 and of the outer layers 2 and 5 is produced at the level of the two longitudinal ends of the width 1. For this, several 7 ultrasonic welds are made along a line lateral a few centimeters from each longitudinal end edge of the width 1. The welding points 7 are made through all the thickness of the width 1. For example, they are spaced about 100 mm apart one another.
- the process described above is carried out continuously so automated.
- the raw materials that should constitute the outer layers 2 and 5 and the core 4 are arranged in the form of rollers at a first end of the production line. These rolls are unwound at constant speed and the different layers of raw material are guided so as to overlap in the desired layout.
- Downstream, when the overlay is performed the assembly of the outer layers 2 and 5 is carried out at a first welding station with two heads on either side of the width.
- the width is wound at constant speed on an axis.
- a scroll sensor measures the length of wound material to control at fixed intervals a second welding station which produces two series of welding points 7 along two spaced parallel side lines. The width 1 is then cut between these two lines.
- the width 1 as well manufactured may have openings between the weld points 7 to level of the longitudinal end edges 13, only one of which is represented. However, it is essential for the effectiveness of the material insulator that the user seals the ends 13 of the width 1 during subsequent installation, as will be explained below.
- the width 1 is closed tightly from the manufacturing by means of two closure strips 14 and 15.
- the strips 14 and 15 are aluminum foil 10 to 12 micrometers thick reinforced with glass fibers. They are stuck on the width 1 and between them by means of the above-mentioned thermosetting adhesive, with which they are coated respective interior surface.
- the closure strips 14 and 15 are glued in the transverse direction of the width 1 after cutting it at the end 13. They have for example a width of about 30 mm.
- the strip 14 is stuck astride the outer layer 5, so as to adhere to it by an edge zone 14a, then the part remaining band 14 is folded down by means of a roller substantially perpendicular to the outer layer 5 so as to adhere by a middle zone 14b on the edge of the core 4, over about a half thickness thereof.
- band 15 from the outer layer 2 we do the same with band 15 from the outer layer 2.
- the edge zones 14c and 15c of the strips 14 and 15, opposite the edge zones 14a and 15a are glued one against the other the other by their interior surfaces so as to form a tongue 16, which projects substantially perpendicularly to the edge of the width 1 at its half thickness, for example about 15 mm.
- the tongue 16 can be used to fix the width 1 to the axis around which it is wound at the end of the manufacturing process.
- the width 1 thus produced has outer layers 2 and 5 tightly connected over their entire periphery without pinching the core 4. However, it remains essential that the user seals the ends of the widths which he cutout for installation, as will be explained below.
- a second mode is described. for producing insulating material according to the present invention.
- the same reference figures are used.
- the external layers 2 and 5 are not obtained from two separate film strips, but from a single strip.
- the material is manufactured in the following way: there is a strip 8 made of a material identical to that constituting the outer layers 2 and 5 of the first mode of achievement.
- the multilayer core 4 which has a width less than the half-width of the strip 8, on a lateral half of the strip 8, so as to leave a marginal zone 2a of strip 8 protrude laterally with respect to an edge 4a of the multilayer core 4.
- Half of the strip 8 supporting the core 4 is intended to form the lower outer layer 2 of the material.
- the upper outer layer 5 has a marginal zone Sa laterally projecting from the edge 4a of the multilayer core 4 of so as to be superimposed on the lower marginal zone 2a.
- the width obtained is rolled up and cut to the desired length, and an assembly punctual layers is carried out similarly at the level of longitudinal ends.
- This second embodiment is particularly suitable for making narrower widths that the first embodiment, for example of the order of 1 m large.
- the core 4 has five layers: in the center, a layer of bubble film 12 with a thickness of approximately 10 mm, with a bubble diameter of approximately 18 mm; on either side thereof, a reflective film 11 of polyethylene coated on both sides with an aluminum deposit and an antioxidant treatment, having a total thickness of 23 micrometers; outside each of the two films 11, a cotton polyester layer 10 having a thickness of about 5 mm, weighing for example 45g / m 2, preferably 60 to 70 g / m 2.
- the bubble film 12 traps a layer of air in and between its bubbles, to a thickness of about 10 mm, in a similar manner to the layer of air trapped in double glazing.
- the insulating material thus produced has a thickness total of approximately 20 mm and is equivalent, in terms of thermal insulation, to a 200 mm thick glass wool mattress. In the app to the insulation of a dwelling, such a reduction in thickness, to insulation constant, represents a gain in floor area of around 3%. Moreover, the heat capacity of the material is much lower than that of equivalent glass wool mattress.
- the insulating material thus produced is light, flexible, easy to apply, rot-proof, harmless because it burns flameless, and indigestible for insects, rodents and other animals living in the attic of the houses. It also has features sound insulation.
- the core 4 has nine layers: in the center, a layer of bubble film with a thickness of 10 mm, with a bubble diameter of approximately 18 mm; on either side thereof, a first reflective polyethylene film coated on both sides with an aluminum deposit and an antioxidant treatment, the film having a total thickness of 23 micrometers; on the outside of each of the first reflective films, a layer of polyethylene foam 1 mm thick; outside each layer of foam, a second reflecting film identical to the first; outside each of the second reflecting films, a polyester batting layer 10 with a thickness of 5 mm, weighing 45 g / m 2 or 60-70 g / m 2 preferably.
- the insulating material thus produced has a thickness total of approximately 20 mm and has advantages similar to that of example 1, the thermal and sound insulation obtained still being improved.
- the core 4 is produced as in Example 2 above, the central bubble wrap being replaced by four layers of foam polyethylene laminated together and assembled, each having 2 mm thick.
- the material obtained has a total thickness of approximately 22 to 25 mm. It is slightly stiffer than in previous examples, but still suitable for packaging in roll on an axis of larger diameter, for example around 300mm. he can also be conditioned in accordion. It is intended more particularly for fulfill the dual function of thermal and sound insulation and allows to obtain an attenuation of approximately -40dB.
- the core 4 is produced as in Example 2 above, the two layers of 1 mm thick polyethylene foam are replaced by four layers of polyethylene foam each having 1.5 mm thick. The sound insulation reaches -52dB.
- the composition of core 4 can easily be changed without changing depth the manufacturing process.
- certain layers of the core 4 can also be joined together, for example by bonding.
- the use of the multilayer material is now described. manufactured according to the various examples mentioned above.
- the material is packaged in a roll so that it can be easily cut to size length desired by the user, for example with scissors. Well of course, it can only be cut along a side line, and the cutting along a longitudinal line is excluded.
- the material is intended to be laid in parallel widths of substantial length, preferably greater than 2 m, preferably providing for overlap of widths adjacent over a width of 10 to 100 mm. For widths of this length, friction and spontaneous adhesion between the core 4 and the external layers 2 and 5 is sufficient to prevent them from separate. You just have to make sure to enter the entire thickness of the material when handling it. When the cut of the original width leaves remain a short fall at the end, the points of weld 7 and / or closure strips 14 and 15 prevent this fall does not disintegrate.
- the user sticks a strip 17 over the entire width of the width similar to the closure strips 14 and 15 mentioned above.
- the band 17, for example about 40 mm wide, is glued to the edge width 1, so as to adhere by a middle portion 17b on the edges of the different layers forming the core 4.
- two parts marginal 17a are folded down and glued to the outer layers 2 and 5 respectively.
- the material can be attached to the wall to be insulated at using any known means.
- any known means For example, when the nature of the support allows a satisfactory adhesion, one can use a tape with two adhesive sides.
- stapling is a method of attachment simple and versatile.
- the staples puncture the outer layers punctually, these attacks on the tightness of the external layers are not not critical due to the small number of perforations compared to the surface of the material, for example at the rate of a staple every meter of length on both sides of the width, and due to the minimal dimension the gap between the clip and the edge of the diaper hole external.
- the thermal bridges generated by the staples have a limited influence on the insulation performance of the material due to of their little section. However, their effect is further reduced when stapling is carried out in the lateral overlap zone of the widths.
- FIGS. 8A and 8B we now describe a automatic machine for the production of insulating material, suitable especially for the manufacture of the material shown in Figure 3.
- Figures 8A and 8B show a single machine made up of a plurality of carefully aligned workstations, on a total distance of around 30 m for example. The representation of this machine in two figures is for brevity only.
- the towing station 20 shown in the two figures indicates the manner which they are linked and does not need to be duplicated in reality.
- the machine has a plurality of roller supports 21 to 27.
- the raw materials for the manufacturing of the multilayer insulating material are flexible materials in rollers of suitable width.
- the supports 21, 22, 24 and 25 bear by example rolls of a 1550mm wide polyester wadding.
- the support 23 carries for example a roll of reflective film in complex metallized polyethylene of the same width.
- the supports 26 and 27 carry wider rollers for the outer layers, for example of width 1650mm.
- the machine From upstream to downstream, in the direction of travel imposed by the towing station 20, the machine also includes a welding station 30, the towing station 20 then, with reference to the figure 8B, a cutting station 40, a closing station 50 and a packaging 60.
- the roller supports 21 and 22 are superimposed in a double loading station 28.
- Roll supports 24 and 25 are also stacked in a double loading station 28.
- Each gluing table 29 includes a support plate 31 and, on its upstream edge, a pair of clamping rollers 32. The rollers of raw material are mounted crazy on the corresponding supports.
- the raw material strip passes on the gluing table 29 while being inserted between the pair of clamping rollers 32, then is deflected by a deflection roller 33 on a horizontal guide path 70 consisting of a plurality of supports guide 34 aligned. From upstream to downstream, raw materials from the different roller supports therefore overlap on the guide path 70. Roll supports, gluing tables 29 associated and the deflection rollers 33 are carefully aligned to produce a substantially centered and well parallel overlay of all the strips of material that overlap.
- the multilayer strip 36 intended to constitute the insulating core material is deflected and driven on a table 37 supporting both the welding station 30 and towing station 20.
- Roll supports 26 and 27 are arranged respectively above and below the plane of table 37.
- the material of the outer layers is unwound on the face upper and respectively the lower face of the multilayer strip 36.
- the outer layers thus form a margin of 50 mm from each side of the multilayer strip 36.
- the welding station 30 has four welding heads with ultrasound which form two parallel longitudinal weld lines of each side of the material 38, at the marginal zones of the layers External.
- the various strips of material forming the insulating core are not not linked to each other or to the outer layers.
- the entire material as well formed passes into the towing station 20 which consists of four pairs of motor rollers which press the strip of insulating material multilayer 38 so as to drive it by traction in the direction of scrolling indicated by arrow 41.
- the cutting station 40 is arranged downstream of the towing 20. It includes a cutting tool 43 and two presses hydraulic 42 on either side thereof. For cutting, the material 38 is stopped, hydraulic presses 42 press the strip of material 38 over its entire width and the cutting tool 43 cuts completely the strip of material between the two hydraulic presses 42.
- the cutting tool 43 is a non-motorized steel wheel, crazy rise which is therefore rotated by friction against the multilayer material 38 during lateral cutting. Between the post of towing 20 and cutting station 40, the strip of multilayer material 38 is pushed by the towing station 20 and is therefore not subjected to a voltage. The cutting therefore takes place in unstretched material.
- the packaging station 60 has a rotary axis motorized 46 to pull the strip of multilayer material 38 in synchronization with the towing station 20. After cutting by the post 40, the width of material 45 which is detached from the strip of material 38, is pulled only at the packaging station 60.
- the closing station 50 is arranged downstream of the cutout 40. It also includes two hydraulic presses 44 for block the strip of material when closing.
- the width 45 is wrapped around the axis 46 to form a roll 47.
- the axis 46 motor is stopped and hydraulic presses 44 are applied to immobilize the width 45.
- the closing tool 48 closes then the rear edge of the width 45 by two closure strips shown in detail in Figure 4, in figures 14 and 15.
- the width 45 is wound around the axis 46, excess air is expelled backwards out of the welded outer layers. However, this exhaust air is not possible after the edge rear was closed by the closing tool 48. In this case, it risks an excess of air remains in the end portion of the width between the positions 50 and 60.
- an organ can be provided evacuation, for example in the form of a pressing plate 53, which crushes the portion of width remaining between positions 50 and 60 before close the rear edge with the closing strips.
- a solution alternative is to omit the closing of the rear edge of the width 45 at station 50 and carry out this closing manually after full winding of the width on the roll 47.
- Yet another alternative is to close, as previously described, the rear edge of width 45 in post 50, then punch two holes in the external layers to allow the evacuation of air during the winding of the last portion of the width. Such holes can then be closed manually with adhesive pads after winding.
- the widths of material thus produced can, for example example, a length of 10 to 20 m.
- One double loading station 28 has a roller support upper and lower roller support which are associated with a same gluing table 29.
- the two supports for roller, 24 and 25 or 21 and 22, are used alternately, one of which can be recharged while the other is being dispensed.
- roll of raw material is exhausted, it is replaced and a connection using a gluing table 29.
- the connection can be made immediately with the second roller already in place.
- the scrolling is stopped at the level from the towing station 20.
- the final portion of the exhausted roll is positioned on the plate 31, the initial portion of the new roller is passed between the clamping rollers 32 and also positioned on the tray 31 to be glued to the aforementioned final portion.
- the pair of rollers 32 is mounted on an eccentric allowing tightening and manual or motorized loosening.
- the raw material rolls have predetermined lengths.
- the roller supports 21 to 27 are with tachometer, for example in the form of an optical detector which detects a marked mark at the end of the support mandrel roller.
- the towing station 20 can be stopped before exhaustion a roll of raw material, for example when a portion remains about 60 cm around the mandrel.
- the stop for towing station 20 is performed using a deceleration ramp to prevent the rollers of raw material are unwound by inertia.
- a system roller braking can also be provided.
- Return rollers 33 are fitted with force sensors which make it possible to verify that there is a tension on the strip of material first they route respectively to the guide path 70. Thus the rupture of a strip of raw material is detected by the fall tension at the corresponding return roller 33. During the restart of the machine after making a connection, the acceleration of the towing station 20 is also carried out along a ramp for avoid breaking the strips of material or excessive stretching.
- Figure 8A shows an example of realization in which the insulating core has two layers of cotton wool polyester with a reflective film in the center.
- the number roll holders and multiple loading stations can be adapted at will, by extending the machine upstream and always checking the correct alignment, to make an insulating core with a plus large number of layers.
- a roll of polyester batting can be 160 m long and a roll of reflective film, such as that mounted on the support 23, can comprise six to twelve km of length of material.
- the welding station 30 can be replaced by a station of bonding assembly operating in a similar manner.
- the axis 46 of the conditioning station 60 can also be mounted crazy, in which case the winding of the final portion of the width is done manually.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Acoustics & Sound (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Glass Compositions (AREA)
- Insulating Bodies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0204575A FR2838466B1 (fr) | 2002-04-12 | 2002-04-12 | Materiau stratifie d'isolation thermique et son procede de fabrication |
| FR0204575 | 2002-04-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1353018A1 true EP1353018A1 (de) | 2003-10-15 |
| EP1353018B1 EP1353018B1 (de) | 2006-06-14 |
Family
ID=28052270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03290855A Expired - Lifetime EP1353018B1 (de) | 2002-04-12 | 2003-04-07 | Schichtwerkstoff für Wärmeisolierung, sein Herstellungsverfahren und Vorrichtung zu seiner Durchführung |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1353018B1 (de) |
| AT (1) | ATE330081T1 (de) |
| DE (1) | DE60306007D1 (de) |
| ES (1) | ES2262953T3 (de) |
| FR (1) | FR2838466B1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2450494A1 (de) * | 2010-11-09 | 2012-05-09 | ATI Groupe | Mehrschichtenisolationsmaterial |
| EP2522786A1 (de) * | 2011-05-10 | 2012-11-14 | Politec Polimeri Tecnici S.A. | Dämmplatte |
| EP2777932B1 (de) * | 2013-03-12 | 2019-01-02 | The Boeing Company | Systeme und verfahren zur bereitstellung einer isolierung |
| IT202000020293A1 (it) * | 2020-08-20 | 2022-02-20 | Giuseppe Librizzi | Pannello di un condotto per il convogliamento di aria in un impianto di condizionamento ambientale, e relativi apparato e metodo per la realizzazione di detto pannello |
| CN114801264A (zh) * | 2022-04-18 | 2022-07-29 | 赵永梅 | 一种聚酯复合防水卷材及其制备方法 |
| FR3139837A1 (fr) * | 2022-09-21 | 2024-03-22 | A.D.I. | Matelas ou nappe coupe-feu à lames d’air pour joint de dilatation |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1462341A (fr) * | 1965-10-20 | 1966-04-15 | Panneaux et autres formes à double paroi et vide interne | |
| US3264165A (en) * | 1964-11-25 | 1966-08-02 | Gen Motors Corp | Insulating means |
| US4313993A (en) * | 1980-04-14 | 1982-02-02 | Mcglory Joseph J | Laminated insulation |
| US4726974A (en) * | 1986-10-08 | 1988-02-23 | Union Carbide Corporation | Vacuum insulation panel |
| WO1989009860A1 (en) * | 1988-04-15 | 1989-10-19 | Midwest Research Institute | Compact vacuum insulation |
| US4985106A (en) * | 1986-11-17 | 1991-01-15 | Soltech, Inc. | Insulation structure for appliances |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2726886B1 (fr) | 1994-11-15 | 1997-04-18 | Riedel Paul | Isolant thermique, phonique, decoratif |
| FR2792668B1 (fr) | 1999-04-21 | 2002-01-18 | Paul Riedel | Isolant thermique et phonique global destine au batiment et capable de reduire tous les transferts d'energies et d'inconforts rencontres dans les habitations habitees, dans les locaux occupes, particulierement dans les combles |
| FR2797675B1 (fr) | 1999-08-18 | 2001-10-12 | Serge Bedet | Materiau composite d'isolation et son procede de fabrication |
-
2002
- 2002-04-12 FR FR0204575A patent/FR2838466B1/fr not_active Expired - Fee Related
-
2003
- 2003-04-07 AT AT03290855T patent/ATE330081T1/de not_active IP Right Cessation
- 2003-04-07 EP EP03290855A patent/EP1353018B1/de not_active Expired - Lifetime
- 2003-04-07 DE DE60306007T patent/DE60306007D1/de not_active Expired - Lifetime
- 2003-04-07 ES ES03290855T patent/ES2262953T3/es not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3264165A (en) * | 1964-11-25 | 1966-08-02 | Gen Motors Corp | Insulating means |
| FR1462341A (fr) * | 1965-10-20 | 1966-04-15 | Panneaux et autres formes à double paroi et vide interne | |
| US4313993A (en) * | 1980-04-14 | 1982-02-02 | Mcglory Joseph J | Laminated insulation |
| US4726974A (en) * | 1986-10-08 | 1988-02-23 | Union Carbide Corporation | Vacuum insulation panel |
| US4985106A (en) * | 1986-11-17 | 1991-01-15 | Soltech, Inc. | Insulation structure for appliances |
| US4985106B1 (en) * | 1986-11-17 | 1997-06-17 | Soltech Inc | Insulation structure for appliances |
| WO1989009860A1 (en) * | 1988-04-15 | 1989-10-19 | Midwest Research Institute | Compact vacuum insulation |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2450494A1 (de) * | 2010-11-09 | 2012-05-09 | ATI Groupe | Mehrschichtenisolationsmaterial |
| FR2967177A1 (fr) * | 2010-11-09 | 2012-05-11 | Ati Groupe | Isolant multicouche |
| EP2522786A1 (de) * | 2011-05-10 | 2012-11-14 | Politec Polimeri Tecnici S.A. | Dämmplatte |
| EP2777932B1 (de) * | 2013-03-12 | 2019-01-02 | The Boeing Company | Systeme und verfahren zur bereitstellung einer isolierung |
| IT202000020293A1 (it) * | 2020-08-20 | 2022-02-20 | Giuseppe Librizzi | Pannello di un condotto per il convogliamento di aria in un impianto di condizionamento ambientale, e relativi apparato e metodo per la realizzazione di detto pannello |
| CN114801264A (zh) * | 2022-04-18 | 2022-07-29 | 赵永梅 | 一种聚酯复合防水卷材及其制备方法 |
| CN114801264B (zh) * | 2022-04-18 | 2023-12-15 | 苏州市月星建筑防水材料有限公司 | 一种聚酯复合防水卷材及其制备方法 |
| FR3139837A1 (fr) * | 2022-09-21 | 2024-03-22 | A.D.I. | Matelas ou nappe coupe-feu à lames d’air pour joint de dilatation |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60306007D1 (de) | 2006-07-27 |
| EP1353018B1 (de) | 2006-06-14 |
| ES2262953T3 (es) | 2006-12-01 |
| FR2838466A1 (fr) | 2003-10-17 |
| ATE330081T1 (de) | 2006-07-15 |
| FR2838466B1 (fr) | 2004-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1744875B1 (de) | Thermisches isolationsmaterial | |
| FR2830897A1 (fr) | Vitrage isolant et son procede de fabrication | |
| FR2657944A1 (fr) | Materiau d'isolation composite en plaque avec des encoches en v. | |
| FR2807783A1 (fr) | Vitrage isolant et son procede de fabrication | |
| EP0093677B1 (de) | Vorrichtung mit Hohlfasern | |
| EP2632404B1 (de) | Verfahren und anlage zur herstellung von kompressen mit kuehleffekt und kompressen in steriler verpackung | |
| FR2673158A1 (fr) | Produit isolant, notamment pour aeronef. | |
| WO2007141027A1 (fr) | Ecran de sous-toiture | |
| EP1353018B1 (de) | Schichtwerkstoff für Wärmeisolierung, sein Herstellungsverfahren und Vorrichtung zu seiner Durchführung | |
| EP0718447A1 (de) | Brandsicheres Schall- und Wärmeisolationsmaterial | |
| FR2616377A1 (fr) | Film a bulles d'air et isolant thermique anti-feu | |
| EP0622168B1 (de) | Verfahren und Vorrichtung zum Verkleben eines Kantenschutzklebebandes auf dem Rand einer mehrschichtigen Verbundplatte, wie eine Wärmeschutzplatte eines Raumfahrzeuges | |
| FR2917758A1 (fr) | Dispositif de fermeture etanche pour complexe d'isolation thermique et phonique | |
| FR2513303A1 (fr) | Store enroulable a pouvoir d'isolation thermique eleve | |
| EP0270462A1 (de) | Verfahren und Anordnung zur Herstellung eines Verbundkörpers mit konstantem Querschnitt zusammengesetzt aus einem Kern und einer äusseren Hülle und damit erhaltener Verbundkörper | |
| BE1001900A3 (fr) | Courroies transporteuses et leur fabrication. | |
| EP0255439A1 (de) | Herstellungsverfahren von biegsamen Vorhängen aller Dimensionen | |
| EP1448368B2 (de) | Eingekapseltes isolierungsprodukt und dessen herstellungsverfahren | |
| FR2775252A1 (fr) | Procede d'emballage, destine notamment a des produits alimentaires vendus au detail, et emballage correspondant | |
| FR2469519A1 (fr) | Materiau pour la realisation de parois, cloisons ou similaires | |
| FR2982523A1 (fr) | Procede de fabrication d'un materiau d'isolation multicouche a feuillure, materiau obtenu, dispositif d'isolation et procede de pose | |
| FR2572503A1 (fr) | Procede de fabrication de radiateurs de chauffage par le sol | |
| FR2881204A1 (fr) | Complexe d'isolation multicouche en forme de bande | |
| FR2861365A1 (fr) | Procede de conditionnement d'un materiau isolant aere souple en le | |
| FR2700794A1 (fr) | Procédé pour la fabrication de plaques de construction. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040410 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20050518 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BUBBLE AND FOAM INDUSTRIES |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: L'INVENTEUR A RENONCE AE SA DESIGNATION. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BRANLANT, SERGE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060614 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60306007 Country of ref document: DE Date of ref document: 20060727 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE SA |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060914 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060915 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061114 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2262953 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20070319 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20070327 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070412 Year of fee payment: 5 Ref country code: ES Payment date: 20070412 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20070508 Year of fee payment: 5 |
|
| 26N | No opposition filed |
Effective date: 20070315 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20070608 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070410 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070430 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 |
|
| BERE | Be: lapsed |
Owner name: *BUBBLE AND FOAM INDUSTRIES Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080407 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060614 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080407 |