EP1344464B1 - Procédé et dispositif pour assembler des articles à fumer - Google Patents
Procédé et dispositif pour assembler des articles à fumer Download PDFInfo
- Publication number
- EP1344464B1 EP1344464B1 EP03001144A EP03001144A EP1344464B1 EP 1344464 B1 EP1344464 B1 EP 1344464B1 EP 03001144 A EP03001144 A EP 03001144A EP 03001144 A EP03001144 A EP 03001144A EP 1344464 B1 EP1344464 B1 EP 1344464B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drum
- cigarette
- process according
- spacing
- components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
Definitions
- the invention relates to a method for uniting smoking article components in the form of supplied with a defined pitch on a suction roll, glued connection laminae and at least one on a trough drum supplied cigarette-mouthpiece group, wherein the cigarette-mouthpiece group from the connection leaflet in the transfer to the Partially surrounding the cigarette and mouthpiece group, and in a subsequent step, by rolling over the components, the connecting leaflet is wrapped around the butt joints of the cigarette and mouthpiece group,
- the invention also relates to a device for uniting smoking article components in the form of glued connection papers supplied with a defined pitch on a suction roll, with at least one cigarette-mouthpiece group fed on a drum, and with at least one means for partially connecting the smoking article components in the transfer of the Connection leaflets to the cigarette mouthpiece group.
- the invention relates to a machine of the tobacco processing industry, in particular Filteransetzmaschinen.
- a defined pitch is to be understood as the pitch determined by the predetermined length of the connecting blades.
- a device for connecting cigarette mouthpiece groups by wrapping with glued connection leaflets is known, for example, from EP-A-0 687 424, according to which said smoking article components are moved through a rolling channel while being rotated about its own axis during its forward movement.
- Method and device of the type described above are used in particular for the assembly of filter cigarettes conveyed on a so-called filter attachment machine transversely. Their performance with respect to the per unit time produced and ejected articles has increased over time again and again and had to be adapted to the increased performance of the upstream cigarette rod maker.
- the above-mentioned rolling device as a sub-unit on a filter attachment machine reaches a critical performance limit whose exceeding can inevitably lead to a reduction in quality or increased tobacco failure, damage, deformation or even destruction of the produced cigarettes.
- the published patent application DE 25 17 299 discloses a device for merging tipping paper and cigarette filter cigarette groups, is supplied to the tipping paper on a trough drum. When transferring the groups to the tipping paper feed drum, the tipping paper lays around the group.
- European Patent EP-B-0 821 887 describes a generic method and a generic device for uniting smoking articles.
- the smoking article components are connected to each other by two successive rolling operations.
- the first partial roll takes place in the receptacle of the drum during and during the transfer of the connecting sheet to a cigarette-mouthpiece group.
- the final rolling is carried out in the form of a multiple rewinding of the partially connected components in a further method step.
- a device for wrapping cigarettes and filter units with a connective band wherein smoking article groups consisting of tobacco rod filter unit tobacco rod groups are transferred to a suction roll on which a smoking article group tie band is placed is.
- the suction roll has depressions applied to depressions on which the connecting bands are arranged.
- the smoking article groups are dispensed into the wells such that the smoking article groups and the linking leaflet are partially interconnected. Subsequently, a roll of the partially connected components is performed.
- the invention has for its object to ensure a high product quality of smoking articles, even at higher production rates.
- This object is achieved in the method of the aforementioned type in that after the transfer of the compound leaflet to the cigarette mouthpiece group, the smoking article components are accelerated in a recording of the drum and / or postponed.
- the invention is based on the idea that in the transfer of the compound leaflet to the cigarette-mouthpiece group, a partial envelope of the group with a predetermined enclosure angle takes place.
- the cigarette-mouthpiece group does not change its position on or in the drum of the drum, ie it is not rolled in the partial looping. Due to the fact that, when transferring the connection leaflet to the cigarette-mouthpiece group, the partial cover takes place when the components are brought together, the free length of the connection leaflet is already shortened during this procedure, so that the leaflet end is released from a subsequent cigarette mouthpiece group or is not overtaken by this.
- a displacement of the partially connected components is carried out after the transfer of the connection leaflet to the cigarette and mouthpiece group.
- a positional shift or change of the partially connected components is made only after the assembly and partial cladding of the partially connected components. Due to the positional shift of the partially connected components, the cigarette-mouthpiece group is not further rolled up. This means that the length of the free end of the connection leaflet does not change.
- the relative arrangement of the topping flag changes to the cigarette and mouthpiece group. This is especially true for the relative position of the flag end to the central axis of the cigarette and mouthpiece group. Above all, the positional shift of the partially connected components can shorten the distance between the center the group and the free end of the connection leaflet.
- the displacement of the partially connected components is carried out in a receptacle of the hollow drum.
- the relative position of the free part of the tipping paper changes to the cigarette / mouthpiece group, the length of the free tipping paper flag remaining essentially constant.
- the distance between the protruding end of the leaflet to the central axis (symmetry axis) of the cigarette-mouthpiece group changes.
- the position of the leading edge of the tipping paper leaflet shifts.
- the cigarette mouthpiece group is at least partially introduced into a receptacle of the suction roll.
- the recording of the suction roller is in particular form and / or shape complementary to the cigarette-mouthpiece group formed so that the tipping paper leaflet can wrap around the group partially and is glued to it.
- connection leaflet A secure first contact between the connection leaflet and the cigarette and mouthpiece group is achieved when the connecting leaflet is arranged asymmetrically to receive the suction roller. This is particularly favorable for the method when the end of the connecting blade lying in the direction of movement of the suction roller before recording is shorter than the rear end.
- the group is also reliably partially wrapped when the leaflet is held asymmetrically and / or partially at handover.
- a secure partial envelope of the cigarette filter group is achieved in that the not held by the suction roll part of the connecting leaflet is at least partially bonded to the cigarette-mouthpiece group.
- the connecting blade is held by applying negative pressure of at least two suction holes of the suction roll.
- the cigarette mouthpiece group can be wrapped by the bonding sheet without wrinkling when the negative pressure at the suction holes is shut off in a predetermined order.
- the vacant part of the connecting sheet on the suction roll or on the suction hole can smoothly put around the cigarette-mouthpiece group.
- the suction air at the, relative to the direction of movement of the suction roll, arranged in front of the transfer trough of the roller suction hole is turned off, the front part of the connection leaflet can create by inserting the cigarette-mouthpiece group in the recording to the group and bonded to it become.
- the displacement is carried out by means of an acceleration process of the partially connected components.
- An acceleration applied to the partially connected components changes the position of the partially connected components in the receptacle of a well drum. Because the partially connected components are already moving with the bowl drum In addition, a relative acceleration must act on the components, so that they take on the moving recording a different position on the recording.
- the pitch of the partially connected components is reduced. After assembly of the partially bonded components and the partial wrapper, the distance between the free end of the connective leaflet and the subsequent partially enveloped cigarette and mouthpiece assembly is greater than for cigarette and mouthpiece assemblies in which the leaflet is at a position in the prior art is attached.
- the conveying means downstream of the trough drum can also be operated with a smaller pitch, so that the overall productivity of a machine can be increased with a high product quality. As a result of the change in division, more cigarettes per minute can thus be transported or produced in one machine. At the same time, the smoking article components are treated gently.
- the pitch of the receptacles of the hollow drum during and / or after the relocation is reduced.
- the reduction in pitch is based on the idea that the free-end of the tiling paper flag is not shortened by the positional shift.
- the partially connected components are transferred to a drum, in particular with a division corresponding to the reduced pitch of the drum, following the change in position.
- a Filteransetzer be operated after the acquisition of the components of a Strangeinheit with a lower pitch.
- the connecting leaflets and the cigarette mouthpiece groups are brought together at the same pitch.
- a secure adhesive connection is ensured by the fact that according to a further proposal after the transfer of the partially connected components to the drum a final rolling is performed.
- the final rolling is carried out in the form of a multiple rewinding of the components.
- the object of the invention is achieved by a device of the type mentioned, which is further developed in that at least one position change member for displacing the partially connected smoking article components is provided in a receptacle of the hollow drum.
- the displacement or displacement of the partially connected components causes a relative change in position of the cigarette mouthpiece group and the connecting leaflets to each other, without any further wrapping or wrapping of the group takes place.
- the suction roller in particular semicircular recesses.
- the front part in the direction of movement of the leaflet can be pressed after switching off the suction air to the cigarette-mouthpiece group.
- the rear part of the connecting leaflet forms as a kind of flag the free end.
- the suction roll has at least two suction holes for holding a connecting sheet.
- the suction holes are subjected to negative pressure and hold the connecting plate.
- At least one suction bore, with respect to the conveying direction of the suction roll, is arranged in front of and behind the recess.
- connection leaflet can be wrinkle-free with a partial wrap at the handover of the leaflet to create the cigarette-mouthpiece group, if the suction holes, preferably in a predetermined order, can be switched off.
- the recordings of the hollow drum with respect to the pitch can be changed.
- the partially connected components can be transferred to a transfer drum with a smaller pitch.
- a relative change in the position of the partially connected components can be easily performed when the receptacles of the drum are widened. Due to the broadening of the receptacles, the cigarette mouthpiece group can be unrolled in the receptacle, with the cigarette mouthpiece group not being further rolled up by the connective leaflet.
- the receptacles preferably have a holding shoulder and / or a roughened surface. This allows the cigarette-mouthpiece assembly to be accurately moved and positioned in the receptacle.
- At least one means for changing the pitch of the recordings is provided.
- a positional shift of the partially connected components in the receptacle of the hollow drum is achieved when the position change member between the suction roll and a transfer drum, with respect to the conveying direction of the hollow drum, is arranged.
- the position change member has at least one pushing means for the partially connected components.
- the pushing means exerts an acceleration on the partially connected components and causes a change in position of the components in the receptacle.
- a change of position is understood as meaning the shifting of the group about the axis without the tipping paper being wound around this group further.
- the position change member is designed as a rotational body.
- the partially connected components in the receptacle of the drum can be moved, if the sliding means are arranged at a greater pitch than the particular largest pitch of the receptacles of the drum dumbbells. Due to a greater pitch of the sliding means, the partially connected components in the receptacle experience a relative acceleration and assume a different position in the receptacle of the hollow drum.
- At least one roll station is provided for wrapping around the connecting leaflet about the joints of the cigarette and mouthpiece group.
- the roll station may be replaced by, for example, a roll block as shown in DT-PS 16 32 193, or alternatively a trained by means of bands rolling channel, as shown in DE-A-198 57 576, realized.
- the object of the invention is achieved by a machine of the tobacco processing industry, in particular Filteransetzmaschine, with a device according to the invention, as described above.
- the invention achieves a consistent or possibly even reduced article stress during the production process with a desired and achieved higher throughput and thus production performance of the filter cigarette lines.
- a speed reduction and a resulting reduction of the noise can be achieved, so that overall the efficiency of a filter attachment machine can be increased.
- Fig. 1 is a Inventive device 30 with a plurality of drums, as formed for example in a Filteransetzmaschine, shown in detail.
- the conveying means of the device 30 involved in the processes according to the invention comprise a suction roller 2 revolving in the direction of the arrow 1, onto which glued on the outside connecting blades 3 are fed with a defined pitch, which is predetermined by the length of the connecting blades 3.
- the present in the conveying direction (arrow 1) present end of a connecting blade 3 terminates with an edge 4 of the suction roller 2 from.
- the connecting blades 3 are arranged on holding pieces 28 of the suction roll 2 and are held in the holding pieces 28 by means of suction air openings 12.
- each holding piece 28 has an asymmetrically arranged recess 13 into which the cigarette mouthpiece groups 9 are introduced (see below).
- Another involved conveying means of the device 30 is formed as a hollow drum 6, which rotates in the direction of arrow 7 and is equipped with drum recesses 8 on movable hollow arms.
- a transfer device with movable arms for rod-shaped articles is e.g. in DE-C-31 37 223.
- the drum wells 8 each receive a cigarette mouthpiece group 9. To carry out a change in position of the group 9 in the drum trough 8, the drum troughs 8 are widened in cross section. Furthermore, the drum wells 8 in the middle of a retaining shoulder 21 to exactly accommodate the cigarette-mouthpiece group 9 or to change their position. Alternatively, the Recording surface of the drum tray 8 be roughened or rippled.
- the connecting leaflets 3 and the drum troughs 8 have at the transfer of the connecting leaflet 3 at the same pitch for receiving cigarette-mouthpiece groups 9. Further, the drum wells 8 are sized larger than the diameter of the cigarette mouthpiece groups 9 and are provided with Saug Kunststoffö réelleen 11 for holding the cigarette mouthpiece groups 9.
- the length of the front portion of the connecting leaflet 3 on the holding piece 28 is preferably dimensioned so that when introducing the cigarette-mouthpiece group 9 into the recess 13 of this front portion of the connecting leaflet 3 is almost completely pressed into the recess 13.
- the partially connected or teilumhüllten components 3, 9 are moved away from the suction roll 2 in the direction of a transfer drum 18.
- the partially wrapped combination 3, 9 of compound leaflet 3 and cigarette-mouthpiece group 9 is moved along a leaflet guide 24.
- the leaflet guide 24 prevents the detachment of the leaflet 3 from the partially wrapped group 9.
- the partially enveloped combination of connecting leaflets 3 and cigarette mouthpiece group 9 is fed to a rolling star 25 as shown in FIG. 1 along a leaflet guide 24, which has contact surfaces 26 arranged in a star shape on the outside as a rotational body.
- the pitch of the contact surfaces 26 of the rolling star 25 is (slightly) greater than the pitch of the drum troughs 8 on the suction roll 2 and the pitch of the holding pieces 28 of the suction roll 2.
- the contact surfaces 26 have a higher peripheral speed than the trough arms with the Drum troughs on.
- the contact surfaces 26 are synchronized with the receptacles 8 such that the contact surfaces 26 effect a change in position of the partially enveloped components 3, 9 in the receptacle 8.
- the rolling star 25 exerts a (small) relative acceleration of the partially connected components 3, 9, so that a positional shift of the components in the receptacle 8 is carried out. It changes the relative position of the cigarette mouthpiece group 9 to the free end 17 of the connecting leaflet on the receptacle. 8
- the pitch is shortened between the drum receivers 8, so that the drum receivers 8 on the roller drum 18 have a shortened distance.
- the distance between the drum receivers 8 is increased again, so that the pitch on the suction roll 2 again corresponds to the pitch of the connecting sheets 3.
- the roller drum 18 passes the partially wrapped combination of compound leaflet 3 and cigarette mouthpiece group 9 in the direction of arrow 19 to a (not shown here) rolling station on which, for example, between a roller block and the outer periphery of the roller drum 18 a rolling channel is formed.
- the rolling surface of the rolling block is considerably longer than the peripheral surface of the cigarette-mouthpiece groups 9, so that they are rolled over several times and connected to the connecting blade 3.
- the rolling instead of the roll block by means of bands, as shown for example in DE 198 57 576 A1, are performed.
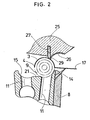
- FIG. 2 shows the start phase of an inventive displacement of partially connected components 3, 9 by the position change element in the form of the rolling star 25.
- the roller shutter 25 has a start bar 27 with a projection 29 which, with synchronous rotation of the roller shutter 25 and the drum 6, based on the conveying direction of the drum 6, approaches the cigarette mouthpiece group 9 from behind until the projection 29 the group 9 touched
- the roller star 25 has, adjacent to the projection 29, an inwardly curved contact surface 26 which abuts the partially connected components 3, 9 when the roller star 25 rotates.
- the contact surface 26 has a serrated or grooved surface therefor.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacture Of Tobacco Products (AREA)
Claims (30)
- Procédé pour assembler des composants d'articles à fumer (3, 9) sous la forme de feuillets de liaison (3) en collés, amenés avec un espacement de séparation défini sur un cylindre d'aspiration (2) et d'au moins un ensemble cigarette-embout (9) amené sur un tambour à auge (6), l'ensemble cigarette-embout (9) étant entouré partiellement par le feuillet de liaison (3) lors du transfert à l'ensemble cigarette-embout (9) et le feuillet de liaison (3) étant enroulée lors d'une étape consécutive par l'enroulement des composants (3, 9) tout autour des points de jonction de l'ensemble cigarette-embout (9), caractérisé en ce que, après le transfert du feuillet de liaison (3) à l'ensemble cigarette-embout (9), les composants d'articles à fumer (3, 9) sont accélérés dans un évidement (8) du tambour à auge (6) et/ou sont déplacés en position.
- Procédé selon la revendication 1, caractérisé en ce que l'ensemble cigarette-embout (9) est introduit au moins partiellement dans un évidement (13) du cylindre d'aspiration (2).
- Procédé selon la revendication 2, caractérisé en ce que le feuillet de liaison (3) est disposé de façon dissymétrique par rapport à l'évidement (13) du cylindre d'aspiration (2).
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que le feuillet de liaison (3) est maintenu de façon dissymétrique et/ou partielle lors du transfert.
- Procédé selon la revendication 4, caractérisé en ce que la partie, non maintenue par le cylindre d'aspiration (2), du feuillet de liaison (3) est collée au moins partiellement à l'ensemble cigarette-embout (9).
- Procédé selon l'une ou plusieurs des revendications 1 à 5, caractérisé en ce que le feuillet de liaison (3) est maintenu par application de dépression à travers au moins deux trous d'aspiration (12) du cylindre d'aspiration (2).
- Procédé selon la revendication 6, caractérisé en ce que la dépression sur les trous d'aspiration (12) est déconnectée dans un ordre de succession prédéfini.
- Procédé selon la revendication 1, caractérisé en ce que le déplacement est réalisé au moyen d'une opération d'accélération des composants (3, 9) partiellement reliés.
- Procédé selon la revendication 1, caractérisé en ce que l'espacement de séparation des composants (3, 9) partiellement reliés est réduit.
- Procédé selon l'une ou plusieurs des revendications 1 à 10, caractérisé en ce que l'espacement de séparation des évidements (8) du tambour à auge (6) est réduit pendant et/ou après le déplacement.
- Procédé selon l'une ou plusieurs des revendications 1 à 10, caractérisé en ce que les composants (3, 9) partiellement reliés sont transférés après le déplacement à un tambour (18), en particulier avec une séparation correspondant à la séparation réduite du tambour à auge (6).
- Procédé selon l'une ou plusieurs des revendications 1 à 11, caractérisé en ce que les feuillets de liaison (3) et les ensembles cigarette-embout (9) sont guidés ensemble avec le même espacement de séparation.
- Procédé selon la revendication 11 ou 12, caractérisé en ce que, après le transfert des composants (3, 9) partiellement reliés, l'espacement de séparation des évidements (8) du tambour à auge (6) est agrandi.
- Procédé selon l'une ou plusieurs des revendications 1 à 13, caractérisé en ce que, après le transfert au tambour (18) des composants (3, 9) partiellement reliés, un roulement est effectué.
- Procédé selon l'une ou plusieurs des revendications 1 à 14, caractérisé en ce que le roulement est effectué sous la forme d'un enroulement multiple des composants (3, 9).
- Dispositif (30) pour assembler des composants d'article à fumer (3, 9) sous la forme de feuillets de liaison (3) en collés et amenés avec un espacement de séparation défini sur un cylindre d'aspiration (2), avec au moins un ensemble cigarette-embout (9) amené sur un tambour à auge (6) et au moins un moyen pour l'assemblage partiel (13) des composants d'articles à fumer (3, 9) lors du transfert du feuillet de liaison (3) à l'ensemble cigarette-embout (9), caractérisé en ce qu'au moins un organe de modification de position (25) est prévu dans un évidement (8) du tambour à auge (6) pour déplacer les composants d'article à fumer (3, 9) partiellement reliés.
- Dispositif (30) selon la revendication 16, caractérisé en ce que le cylindre d'aspiration (2) présente des évidements (13), en particulier de forme hémisphérique.
- Dispositif (30) selon la revendication 17, caractérisé en ce que l'évidement (13) est réalisé de façon dissymétrique par rapport à la position du feuillet de liaison (3).
- Dispositif (30) selon l'une des revendications 16 à 18, caractérisé en ce que le cylindre d'aspiration (2) présente au moins deux trous d'aspiration (12) pour le maintien d'un feuillet de liaison (3).
- Dispositif (30) selon la revendication 19, caractérisé en ce que les trous d'aspiration (12) peuvent être déconnectés, de préférence dans un ordre de succession défini.
- Dispositif (30) selon la revendication 16, caractérisé en ce que les évidements (8) du tambour à auge (6) peuvent être modifiés en ce qui concerne leur espacement de séparation.
- Dispositif (30) selon la revendication 16 ou 21, caractérisé en ce que les évidements (8) sont élargis.
- Dispositif (30) selon la revendication 22, caractérisé en ce que les évidements (8) présentent un épaulement de maintien et/ou une surface rendue rugueuse.
- Dispositif (30) selon l'une ou plusieurs des revendications 21 à 23, caractérisé en ce qu'au moins un moyen est prévu pour modifier l'espacement de séparation des évidements (8).
- Dispositif (30) selon l'une ou plusieurs des revendications 18 à 24, caractérisé en ce que l'organe de modification de position (25) est disposé entre le cylindre d'aspiration (2) et un tambour de réception (18) par rapport au sens de transport du tambour à auge (6).
- Dispositif (30) selon l'une ou plusieurs des revendications 16 à 25, caractérisé en ce que l'organe de modification de position (25) présente au moins un moyen (26) pour pousser les composants (3, 9) partiellement reliés.
- Dispositif (30) selon l'une ou plusieurs des revendications 16 à 26, caractérisé en ce que l'organe de modification de position (25) est réalisé sous forme d'une pièce rotative.
- Dispositif (30) selon la revendication 26 ou 27, caractérisé en ce que les moyens de poussée (26) sont disposés à un espacement de séparation supérieur à l'espacement de séparation, en particulier le plus grand, des évidements (8) du tambour à auge (6).
- Dispositif (30) selon l'une ou plusieurs des revendications 16 à 28, caractérisé en ce qu'au moins une station d'enroulement est prévue pour l'enroulement du feuillet de liaison autour des points de jonction de l'ensemble cigarette-embout (9).
- Machine de l'industrie de tabac, en particulier machine de pose de filtre, comprenant un dispositif (30) selon l'une ou plusieurs des revendications 16 à 29.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10210760 | 2002-03-12 | ||
| DE10210760A DE10210760A1 (de) | 2002-03-12 | 2002-03-12 | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1344464A1 EP1344464A1 (fr) | 2003-09-17 |
| EP1344464B1 true EP1344464B1 (fr) | 2006-05-24 |
Family
ID=27762869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03001144A Expired - Lifetime EP1344464B1 (fr) | 2002-03-12 | 2003-01-21 | Procédé et dispositif pour assembler des articles à fumer |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7089944B2 (fr) |
| EP (1) | EP1344464B1 (fr) |
| JP (1) | JP2003265156A (fr) |
| CN (1) | CN1293837C (fr) |
| AT (1) | ATE326872T1 (fr) |
| DE (2) | DE10210760A1 (fr) |
| PL (1) | PL359058A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009016311A1 (de) | 2009-04-06 | 2010-11-18 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7434585B2 (en) * | 2003-11-13 | 2008-10-14 | R. J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| DE102004042106B3 (de) * | 2004-08-30 | 2006-02-09 | Hauni Maschinenbau Ag | Stegrad für eine Rolleinrichtung |
| DE102004050306B3 (de) * | 2004-10-14 | 2006-06-14 | Hauni Maschinenbau Ag | Einrichtung und Verfahren zum queraxialen Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| CN100528012C (zh) * | 2005-08-04 | 2009-08-19 | 龙岩烟草工业有限责任公司 | 卷烟滤棒成型机不降速接纸生产技术 |
| US20080017203A1 (en) * | 2006-07-19 | 2008-01-24 | Barry Smith Fagg | Apparatus and methods for manufacturing cigarette tubes |
| US7740019B2 (en) * | 2006-08-02 | 2010-06-22 | R.J. Reynolds Tobacco Company, Inc. | Equipment and associated method for insertion of material into cigarette filters |
| US7789089B2 (en) * | 2006-08-04 | 2010-09-07 | R. J. Reynolds Tobacco Company | Filtered cigarette possessing tipping material |
| US9232820B2 (en) | 2011-03-25 | 2016-01-12 | Hauni Maschinenbau Ag | High speed object inserter and related methods |
| US9055768B2 (en) * | 2011-03-25 | 2015-06-16 | Hauni Maschinenbau Ag | High speed object inserter and related methods |
| DE102014002907B3 (de) * | 2014-02-28 | 2015-03-05 | Heidelberger Druckmaschinen Ag | Vakuumtrommelsystem einer Bedruckstoffbogen verarbeitenden Maschine |
| WO2016028566A1 (fr) | 2014-08-20 | 2016-02-25 | R. J. Reynolds Tobacco Company | Appareil d'application d'adhésif de scellage de bords et procédé associé |
| DE102018110468A1 (de) * | 2018-05-02 | 2019-11-07 | Hauni Maschinenbau Gmbh | Entnahmetrommel für eine Maschine der Tabak verarbeitenden Industrie |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2189886A (en) * | 1936-01-31 | 1940-02-13 | Filter Tips Ltd | Cigarette |
| DE956208C (de) * | 1954-04-07 | 1957-02-21 | Kurt Koerber & Co K G | Vorrichtung zum Beleimen und Transportieren der Verbindungsblaettchen bei Maschinen zum Herstellen von Filtermundstueckzigaretten od. dgl. |
| US2808059A (en) * | 1954-04-07 | 1957-10-01 | Koerber & Co Kg | Machines for producing filter tip cigarettes |
| US2952105A (en) | 1957-08-06 | 1960-09-13 | Olin Mathieson | Wrapping device |
| DE1183000B (de) * | 1962-07-27 | 1964-12-03 | Zd Y V I Plzen Narodni Podnik | Vorrichtung zum Umwickeln von Zigaretten und Filtereinheiten mit einem Verbindungsblaettchen fuer das Herstellen von Filterzigaretten |
| US3348552A (en) | 1964-11-09 | 1967-10-24 | American Mach & Foundry | Filter tipping device |
| DE1258773B (de) * | 1964-11-14 | 1968-01-11 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Umrollen von stabfoermigen Tabakartikeln, wie Zigaretten, und von Filtern mit einem Umhuellungsblatt |
| GB1146206A (en) | 1966-05-20 | 1969-03-19 | Hauni Werke Koerber & Co Kg | Apparatus for producing rod-like articles |
| AT332281B (de) * | 1974-04-19 | 1976-09-27 | Schmermund Maschf Alfred | Vorrichtung zum befestigen von mundstucken an zigaretten |
| IT1188972B (it) | 1980-12-12 | 1988-01-28 | Gd Spa | Dispositivo di trasferimento per articoli a forma di barretta |
| GB8314509D0 (en) * | 1983-05-25 | 1983-06-29 | Molins Plc | Filter cigarette manufacture |
| ITBO940276A1 (it) | 1994-06-14 | 1995-12-14 | Gd Spa | Dispositivo di rullatura per elementi allungati, particolarmente per la produzione di articoli da fumo |
| IT1285618B1 (it) * | 1996-03-15 | 1998-06-18 | Gd Spa | Metodo e dispositivo di rullatura per macchine mettifiltro |
| DE19631515A1 (de) | 1996-08-03 | 1998-02-05 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Vereinigen von Rauchartikeln mit beleimten Verbindungsblättchen |
| IT1295223B1 (it) * | 1997-10-14 | 1999-05-04 | Gd Spa | Macchina mettifiltro per la produzione di prodotti di tabacco ventilati |
| DE19857576A1 (de) | 1998-12-14 | 2000-06-15 | Hauni Maschinenbau Ag | Vorrichtung zum Herumwickeln von Blättchen um stabförmige Gegenstände |
-
2002
- 2002-03-12 DE DE10210760A patent/DE10210760A1/de not_active Withdrawn
-
2003
- 2003-01-21 AT AT03001144T patent/ATE326872T1/de not_active IP Right Cessation
- 2003-01-21 EP EP03001144A patent/EP1344464B1/fr not_active Expired - Lifetime
- 2003-01-21 DE DE50303417T patent/DE50303417D1/de not_active Expired - Fee Related
- 2003-02-14 JP JP2003035951A patent/JP2003265156A/ja not_active Withdrawn
- 2003-03-07 US US10/382,491 patent/US7089944B2/en not_active Expired - Fee Related
- 2003-03-07 PL PL03359058A patent/PL359058A1/xx not_active Application Discontinuation
- 2003-03-12 CN CNB031199445A patent/CN1293837C/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009016311A1 (de) | 2009-04-06 | 2010-11-18 | Hauni Maschinenbau Ag | Fördertrommel der Tabak verarbeitenden Industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50303417D1 (de) | 2006-06-29 |
| US20030172942A1 (en) | 2003-09-18 |
| JP2003265156A (ja) | 2003-09-24 |
| DE10210760A1 (de) | 2003-10-02 |
| ATE326872T1 (de) | 2006-06-15 |
| EP1344464A1 (fr) | 2003-09-17 |
| PL359058A1 (en) | 2003-09-22 |
| CN1443494A (zh) | 2003-09-24 |
| CN1293837C (zh) | 2007-01-10 |
| US7089944B2 (en) | 2006-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3259999B1 (fr) | Acheminement d'articles en forme de tige de l'industrie de traitement du tabac | |
| DE4008475C2 (de) | Verfahren und Vorrichtung zum Herstellen von Filterzigaretten | |
| EP1344464B1 (fr) | Procédé et dispositif pour assembler des articles à fumer | |
| EP1691633B1 (fr) | Systeme de production de cigarettes-filtres | |
| EP1943909B1 (fr) | Production et transmission d'un article sous forme de tronçon de l'industrie de traitement du tabac | |
| DE102010002590B4 (de) | Verbinden von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| EP2661971B1 (fr) | Fabrication de cigarettes à filtre | |
| DE4007961A1 (de) | Kontinuierlich arbeitende einhuellmaschine | |
| EP1702523B1 (fr) | Procédé de fabrication de cigarettes à filtre | |
| EP1595463B1 (fr) | Tambour de transport pour des articles en forme de tige dans l'industrie du tabac | |
| EP2712509B1 (fr) | Transport d'articles en forme de tige de l'industrie de traitement du tabac | |
| EP1493340A1 (fr) | Assuembleuse cigarettes-filtres à double ligne | |
| DE3201859A1 (de) | Verfahren und vorrichtung zum verbinden von stabfoermigen artikeln der tabakverarbeitenden industrie mittels eines verbindungsstreifens | |
| EP3248477B1 (fr) | Dispositif d'insertion et machine de fabrication de tiges de l'industrie de traitement du tabac | |
| EP1413211B1 (fr) | Procédé et dispositif pour assembler des articles à fumer | |
| EP1510142B1 (fr) | Manipulation d'articles en forme de tige de l'industrie du tabac | |
| EP1827143B1 (fr) | Tambour poussoir | |
| EP3590362B1 (fr) | Fabrication de produits multisegmentaires de l'industrie de transformation du tabac | |
| EP1584247A1 (fr) | Machine d'assemblage de filtres | |
| EP1475002B1 (fr) | Assembleuse cigarettes-filtres avec double alimentation de bandes de liaison | |
| EP4265129A1 (fr) | Transport d'articles en forme de tige de l'industrie de traitement du tabac | |
| DE102021124107A1 (de) | Rollung von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| DE102005019682A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17P | Request for examination filed |
Effective date: 20040218 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20050311 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060524 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50303417 Country of ref document: DE Date of ref document: 20060629 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000438 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060824 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061024 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070227 |
|
| EN | Fr: translation not filed | ||
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060825 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060824 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20081222 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090211 Year of fee payment: 7 Ref country code: NL Payment date: 20090127 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090130 Year of fee payment: 7 Ref country code: GB Payment date: 20090122 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070121 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090123 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100801 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100122 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100801 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100121 |