EP1303003B1 - Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication - Google Patents
Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication Download PDFInfo
- Publication number
- EP1303003B1 EP1303003B1 EP01124547A EP01124547A EP1303003B1 EP 1303003 B1 EP1303003 B1 EP 1303003B1 EP 01124547 A EP01124547 A EP 01124547A EP 01124547 A EP01124547 A EP 01124547A EP 1303003 B1 EP1303003 B1 EP 1303003B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- components
- support element
- protective covering
- insulation layer
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000001681 protective effect Effects 0.000 title claims abstract description 108
- 238000000034 method Methods 0.000 title claims description 28
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 238000009413 insulation Methods 0.000 claims abstract description 38
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims abstract 3
- 239000000463 material Substances 0.000 claims description 59
- 239000006260 foam Substances 0.000 claims description 11
- 239000002131 composite material Substances 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 6
- 239000000843 powder Substances 0.000 claims description 6
- 238000005520 cutting process Methods 0.000 claims description 5
- 230000009467 reduction Effects 0.000 claims description 4
- 239000011151 fibre-reinforced plastic Substances 0.000 claims 2
- 239000011521 glass Substances 0.000 claims 2
- 239000003365 glass fiber Substances 0.000 abstract description 6
- 238000005253 cladding Methods 0.000 abstract 1
- 239000006261 foam material Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 97
- 238000010521 absorption reaction Methods 0.000 description 16
- 230000005670 electromagnetic radiation Effects 0.000 description 13
- 239000011152 fibreglass Substances 0.000 description 12
- 229920002635 polyurethane Polymers 0.000 description 7
- 239000004814 polyurethane Substances 0.000 description 7
- 229920005830 Polyurethane Foam Polymers 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 239000011496 polyurethane foam Substances 0.000 description 5
- 239000000088 plastic resin Substances 0.000 description 4
- 239000011253 protective coating Substances 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000001427 coherent effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000009415 formwork Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000012774 insulation material Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000003716 rejuvenation Effects 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920006328 Styrofoam Polymers 0.000 description 1
- 241000826860 Trapezium Species 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229910052704 radon Inorganic materials 0.000 description 1
- SYUHGPGVQRZVTB-UHFFFAOYSA-N radon atom Chemical compound [Rn] SYUHGPGVQRZVTB-UHFFFAOYSA-N 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000008261 styrofoam Substances 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images






Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/26—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups
- E04C2/284—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating
- E04C2/296—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating composed of insulating material and non-metallic or unspecified sheet-material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/24—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20
- E04C2/246—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20 combinations of materials fully covered by E04C2/16 and E04C2/20
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/30—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure
- E04C2/32—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure formed of corrugated or otherwise indented sheet-like material; composed of such layers with or without layers of flat sheet-like material
- E04C2/328—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure formed of corrugated or otherwise indented sheet-like material; composed of such layers with or without layers of flat sheet-like material slightly bowed or folded panels not otherwise provided for
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/42—Housings not intimately mechanically associated with radiating elements, e.g. radome
Definitions
- the invention relates to protective coatings for radio systems, methods for producing such protective coverings, components for such protective coatings, wherein the components comprise an insulating layer, and to methods for producing such components.
- Protective covers for radio systems are used to protect the radio or transmitter systems on transmission towers or radar systems from environmental and weather influences.
- radar systems such protective coverings often have the shape of a dome and are referred to as radomes.
- Such protective coverings should generally have a low absorption behavior for the electromagnetic radiation of the respective radio or radar system. As a result, the attenuation of the signal intensity of the electromagnetic radiation through the protective covering is only slight.
- FIG. 11 It is known to produce protective coverings of this type from a rigid polyurethane (PUR) foam.
- PUR polyurethane
- FIG. 11 Such a known protective cover is in FIG. 11 shown.
- the radio system is inside the in FIG. 11 arranged cylinder arranged.
- the individual components 21,22 of the protective cover 20 are produced as curved components 21,22 in molds and arranged side by side during assembly on site via a Jardinnfalz.
- the resulting joints 24 are foamed with the aid of formwork 23 with hardening foam so as to connect the components 21,22 together. Since the components 21, 22 are self-supporting, they must have a certain stability so that the material of which they are made typically has a density of 200 kg / m 3 to 250 kg / m 3 .
- a disadvantage of such protective coverings is that they tend to crack formation under strong temperature fluctuations and easily accumulates on the surface of the protective covering ice and snow. The weight of the ice and snow can pose a certain risk of collapse for the fairing.
- the object of the present invention is therefore to provide a component and a protective covering as well as the respective production methods with which a simple assembly of the components to form a protective lining is possible.
- the object is achieved by a protective covering according to claim 1 and a method for producing a protective lining according to claim 17.
- the component according to the invention has a support element which is provided on one side of the hard foam layer.
- the support element essentially assumes the supporting or self-supporting task of the component, so that the insulation layer can be optimized with respect to other criteria than the supporting function. For example, it is possible to optimize the insulation layer with respect to the insulating property. This makes it possible to improve the insulation properties so that can be largely dispensed within the protective cover on air conditioning, heating or cooling. Furthermore, it is possible to provide the insulating layer with a low density, so that overall the weight of the components kept as low as possible who can. The low weight is a great advantage for the assembly because it eliminates the need for cranes.
- the insulation layer may be made of a rigid foam, for example.
- An example of this is polyurethane (PUR) foam.
- PUR polyurethane
- any other insulation material is conceivable.
- PUR polyurethane
- An example of such a material is about Styrofoam.
- the support element is made of a composite material and in this case preferably made of a glass fiber reinforced plastic (GRP).
- Composite materials are materials that are made up of two different ones Composing materials, wherein a material is usually fibrous. For example, glass or carbon fibers are known.
- the second fabric is typically a cured plastic, such as polyester-derived polyester or the like.
- Composite materials can be produced in any shape and are resistant to bending and torsion, as well as being break-resistant, even with thin material thicknesses.
- the support element is in direct contact with the insulating layer. While between the support member and the insulating layer various other materials may be provided, such. As adhesive layers or layers that affect the permeability of certain liquids or gases, it is advantageous if the support element is provided in direct contact with the insulating layer.
- the as yet uncured foam has good adhesiveness, so that the insulating layer can be made in a very stable contact with the supporting element.
- a later detachment of the insulating layer from the support element is very unlikely.
- the support element during its manufacture or processing at least temporarily has strong adhesive properties, so that the support element has a good relationship with the insulation layer.
- a particularly advantageous embodiment of the component according to the invention results from the fact that the support element in the form of a layer is preferably provided on the entire surface of at least one side of the insulating layer.
- the protective cover absorbs the electromagnetic waves as homogeneously as possible in all spatial directions, if at all, only weakly. Characterized in that the support element over the entire surface of the insulating layer is provided, thus results in a homogeneous absorption of the in / out of the protective cover / exiting electromagnetic radiation. Furthermore, it is advantageous for the stability of the component when the support element extends over the entire surface of one side of the insulation layer.
- a particularly advantageous embodiment of the component according to the invention results from the fact that the component and / or the support element and / or the insulation layer tapers towards the ends of the component.
- the taper By the taper, it is possible to connect the components together so that no bead or such forms after connecting two adjacent components at the junction.
- the space obtained by the taper can thus be used to connect the components.
- This makes it possible to have a smooth, i. To obtain a bead-free surface, on the ice and snow on the surface can slip well, so that the protective cover is not loaded.
- the taper of the component can be realized both by a taper of the support element, as well as by a taper of the insulating layer or a combination of the two.
- the component is curved flat or in one direction.
- the planar embodiment of the component can be produced inexpensively, since components of different sizes can be produced on a single predetermined level.
- a component that is curved is particularly well suited if the entire protective covering is curved as a whole.
- the component according to the invention advantageously has blunt ends.
- the blunt ends can be easily glued together by insulation material, such as polyurethane foam.
- the insulating layer material preferably has a density in the range of 40 kg / m 3 to 160 kg / m 3 , in particular a density in the range of 80 kg / m 3 , both for the insulating properties, as well as for the weight of the component taking into account the stability requirements optimal.
- a further particularly advantageous embodiment of the invention consists in that the component has slots on one side, wherein the side is preferably the side opposite the support element.
- the slots may extend into the insulating layer and also form slots in the support member.
- the slitting of the component on one side results in the component being able to be curved by the action of an external force, so that even with a component that was flat prior to the slitting, it can be used to produce curved protective coatings.
- the slots advantageously have a depth of max. half the thickness of the component, however, the depth may also be much larger or substantially smaller.
- At least two slots or at least two groups of essentially parallel slots are provided which have different directions.
- a fan-shaped arrangement of the slots it is possible to bend the component to a conical shell part.
- the curvature at one end of the component is thus greater than the curvature at another end of the component.
- a particularly advantageous embodiment of the invention consists in that the support element comprises color particles in powder form.
- a later coat or other repair paints, which lead to further costs, can be avoided.
- An inventive method for producing a component according to the invention comprises the production of an insulating layer and a supporting element connected thereto.
- a component according to the invention there are several possibilities to produce the various components of the component and to connect them together. It is for example possible according to the invention to manufacture the support element and the insulating layer separately from each other and then to connect to each other, for example, to bond together.
- Particularly advantageous in this case is the production of the support element or the insulating layer in a component form.
- This smooth surface is of great advantage for the protective covering which is produced with such a component, since ice and snow can thereby slide down on the surface of the component and thus on the surface of the protective covering and do not remain exposed on the surface.
- a component form is advantageous in order to predetermine the outer shape of the component during manufacture.
- a subsequent aftertreatment for example by cutting or sawing, in order to achieve a desired outer geometry of the component is therefore not necessary.
- such a component form is advantageous in which the taper of the component results towards its ends. If, for example, a component tapering towards its ends is produced, then a corresponding component shape would have a deviation from the flat structure toward the ends of the component form, for example in the form of a bead or a bevel, so that the component is tapered.
- the support element can be made equal with a corresponding taper towards the ends.
- a post-processing is possible, so that a rejuvenation results from a mechanical processing.
- a component form is advantageous in which slots are already formed by the component shape in the finished manufactured component. It is also possible in the method according to the invention to produce the slots by mechanical means by sawing, milling or cutting or the like.
- connection means in which the individual components are connected to one another by means of a connection means, the connection preferably being gluing includes.
- the connecting means used for joining is advantageously the same material from which the insulating layer of the component was made.
- the components it is advantageous to connect the components to one another on the inside and / or outside of the protective covering with connecting material.
- the material is used, which is also the material of the support member of the components.
- This is of particular advantage for the homogeneity of the absorption of the electromagnetic radiation by the protective covering.
- it is possible to create a coherent surface on the outside of the protective covering, which consists entirely of the material of the support element or the support elements. It can be as a whole produce a very smooth surface on the ice and snow can easily slide down, so that the risk of collapse of such a protective cover is almost zero by the weight of ice and snow.
- fiberglass-reinforced plastic is used as the material for the support element, it is possible, for example, to apply one or more layers of glass fibers in the tapers of the components at their ends and then to apply a corresponding plastic resin in the region of the tapers of the ends of the components.
- a taper of the components has been realized by a taper of the support element, it is thus possible to ensure a uniform layer thickness of the material of the support element over the junction of two components.
- the layer thickness may in this case be equal to the layer thickness of the support element of the components.
- the protective covering according to the invention in which the entire protective covering consists exclusively of the material of the supporting element and the insulating layer material.
- the absorption behavior with respect to the electromagnetic radiation of the protective covering is very homogeneous or very low overall.
- Metal connecting parts or connecting parts protruding from the protective lining would greatly disturb this homogeneity.
- Embodiments of the component according to the invention for a protective covering of radio systems, the method according to the invention for producing a component for a protective covering of radio systems, a protective covering of radio systems according to the invention, and the method for producing a protective covering for radio systems will be explained below with reference to the attached figures.
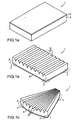
- a component 1 according to the invention which comprises an insulating layer 3 and a supporting element 2.
- the layer thickness of the support element 2 will generally be in the range of a few mm and that of the insulating layer 3 in the range of a few cm.
- the outer shape of the component 1 in Fig. 1a is rectangular in plan view.
- the dimensions along the longitudinal sides of the component 1 are typically between a few decimeters and a few meters.
- Fig. 1b an inventive component 1 is shown, in which at the ends tapers 7 of the support element 2 are provided and arranged on its upper side parallel, similar slots 14 in the region of the insulating layer 3 has. Because of the slots 14, the component 1 can be curved. As a result of the taper 7, the components 1, as described further below, can be connected to one another in a particularly advantageous manner to form a protective lining. Even if the rejuvenation 7 in Fig. 1b can be seen only on the right and left sides, it can also be provided according to the invention at the front and / or rear.
- a component 1 according to the invention which has the outer shape of a curvilinear trapezium in plan view.
- Such shapes are advantageous, for example, in the formation of domes for a radome.
- Such forms arise, for example, between latitude and longitude circles on the globe, or on maps of the globe.
- Fig. 1a to Fig. 1c shown rectangular or curvilinear trapezoidal shapes also round, triangular, hexagonal or interlocking forms of components 1 may be possible.
- the outer shape is arbitrary.
- the support element 2 in Fig. 1a to Fig. 1c is made of single or multi-layer glass fiber reinforced plastic and the insulation layer 3 made of PUR foam.
- the glass fiber reinforced plastic can be colored with color particles.
- the support element 2 is in the in Fig. 1a to Fig. 1c illustrated embodiment provided only on one side of the insulating layer 3. Furthermore, the support element 2 is provided in the form of a layer which extends over the entire side of the insulation layer 3. However, the support member 2 may also have the shape of one or more ribs or frames provided on the insulating layer 3.
- Fig. 2 a sectional drawing of the end of a component 1 according to the invention is shown.
- the insulating layer 3 is provided with the thickness 6.
- a support member 2 In the embodiment in FIG Fig. 2 is provided on both sides of the insulating layer 3, a support member 2.
- the thickness 4 and the thickness 5 of the support elements 2 on the top and bottom of the insulating layer 3 are generally different, but may be the same. As a rule, the thickness 4 and 5 is significantly smaller than the thickness 6 of the insulating layer 3.
- a taper 7 of the component 1 is provided towards its end. This is the case in the embodiment which is in Fig. 2 is achieved, characterized in that the thickness 4 of the upper support member 2 is reduced to the left to a thickness 8.
- the thickness 8 can also be zero.
- the layer thickness 6 of the insulating layer 3 between the tapers 7 remains unchanged.
- a further embodiment of a component 1 according to the invention is shown in which are also provided on the top and bottom tapers of the component 1 at the left end of the component 1.
- the layer thickness 6 of the insulating layer 3 is reduced to the left end of the component 1 out to a layer thickness 10, whereby the taper of the component 1 results towards its end.
- the layer thicknesses 4 and 5 of the support elements 2 can change to the left end in each case to the layer thicknesses 11 and 12.
- a stronger or less pronounced taper of the component 1 towards the left end can be achieved, in comparison to the sole tapering of the component 1 by the tapering of the layer thickness 6 to the layer thickness 10 of the insulation layer 3.
- the reduction of the layer thickness must be 4.5 , 6 on each of the layer thickness 11,12,10 non-linear, but may also be stepped or curvilinear.
- support elements 2 on both sides of the insulating layer 3 in the Fig. 2 and Fig. 3 is optional. According to the invention, it is also possible to provide the support element 2 only on one side.
- FIG. 4 various steps of an embodiment according to the invention of the method for producing a component 1 for a radio system are shown.
- a plane 13 is shown on which the component 1 is produced.
- the plane 13 here is the component form 13.
- At the right and left end of the plane 13 can also be provided upwardly extending walls that can limit the component 1 side.
- a layer of a material for the support member 2 is applied.
- a thin layer of a plastic powder provided with color powder is applied to the plane 13.
- glass fibers in the form of mats or mesh are placed and impregnated with the plastic resin.
- the application of synthetic resin and fiberglass material can be done alternately, which can be started both with fiberglass and plastic material.
- One or more layers of the plastic material used to make the support member 2 may be provided with colorant particles.
- an insulating layer 3 is connected to the support member 2.
- This insulating layer 3 can be produced, for example, by applying a polyurethane foam material to the support element 2 and curing it there. Before curing, the polyurethane foam is usually very sticky, so that there is a good connection with the support element 2 after curing. A rough top of the support member 2 is for a good connection with the insulating layer 3 is advantageous because so interlock both materials.
- the insulation layer 3 separately and then to apply it to the support element 2 with a connection step.
- This may include, for example, a gluing.
- Fig. 4d an optional step in the manufacture of a component 1 according to the invention is shown.
- one or more slots 14 are provided on the upper side of the component 1. These slots 14 can be made by cutting, milling, sawing, etc., ie generally by machining, in particular mechanical.
- the component 1 does not necessarily have to lie on the mold 13.
- the depth of the slots 14 may extend to close to the plane 13, but is advantageously not deeper than half the thickness of the component 1.
- a manufacturing step is shown, which is based on the in Fig. 4c can follow the step shown.
- a further support member 2 is applied to the top of the insulating layer 3.
- This further support element 2 can be made similar to the insulating layer 3, as the support element 2 in Fig. 4 b at level 13, as described above.
- the support element 2 shown in FIG. 2 above on the insulating layer 3 Fig. 5a manufacture separately and then connect with a connection step with the insulating layer 3.
- the bonding can be, for example, bonding with polyurethane foam or other suitable adhesives. It is also possible to apply the separately prepared, further top support element 2 prior to curing of the material of the insulating layer 3 and thus also exploit the adhesive properties of the insulating material 3 before curing.
- the illustrated process step can be adapted to the in Fig. 4d and to the in Fig. 5a Connect the step shown.
- Starting from the state in Fig. 4d is applied to the top of the insulating layer 3 in the areas in which no slot 14 is provided, a further layer of the material of the support member 2 so as to form a plurality of support elements 2 between the slots 14.
- Fig. 5a is again made by mechanical processing, ie milling, cutting, sawing, etc., one or more slots 14 on the top of the component 1. Again, the depth of the slots 14 is advantageously max. half the thickness of the component 1.
- Fig. 4d and Fig. 5b can be adapted to any requirements.
- the width is in Fig. 4d and 5b for the sake of clarity shown exaggerated.
- FIG. 6 Another possible embodiment of the method according to the invention is based on Fig. 6 explained.
- Fig. 6a a mold 13 is shown in which the top is curved is.
- the curvature can be from semicircular to almost flat.
- Fig. 4b, 4c and Fig. 5a be in the process steps that in Fig. 6b, 6c and 6d are shown, an inventive component 1 produced.
- the step in Fig. 6d is shown, ie the application of a further support member 2, is optional.
- the ends of the component 1 can be configured, for example, by borders of the component form 13 'at their upper ends so that they terminate perpendicular to the course of the surfaces of the component 1.
- a slit 14, which allows the components 1 to bend, is not absolutely necessary in the case of the curved components 1, but may also be provided according to the invention.
- Fig. 4c, 4d, 5a, 5b . 6c and 6d shown components 1 can be edited at a further process step at their ends. In this case, for example, by tapering the ends tapers 7 are attached. It is also possible to change the angle which the end surface encloses with the side surfaces of the component 1. In the embodiments as they are in Fig. 4c, 4d, 5a, 5b . 6c and 6d are shown, the angle is 90 °, but other angles are possible.
- Fig. 7a and 7b is a perspective and a sectional drawing of a protective panel 17 according to the invention shown.
- the protective cover 17 in Fig. 7a is cylindrical and consists of two rows of 6 components 1 together.
- the radio system to be protected is arranged inside the cylinder, but not shown here.
- the upper and lower ends are closed by appropriate documents or coverings.
- the pad or the cover must meet any special requirements regarding the absorption of electromagnetic radiation and therefore may be arbitrary.
- the components 1 are connected to one another along straight-line connecting lines. However, the connecting lines do not necessarily have to be straight, but can also be curvilinear.
- For producing a protective cover 17, as in Fig. 7a can be shown, for example, in Fig. 1b . 4d . 5b .
- FIG. 7b the possibility is shown in which a slotted component 1, for example as in Fig. 1b . 4d or 5b shown is used.
- the slotted components 1 are curved for assembly, the curvature being made possible by the slots 14 on one side of the components 1.
- FIG. 8a and 8b Another embodiment of a protective cover 18 according to the invention is in the Fig. 8a and 8b shown.
- the angle between the end surface and the lateral surface of the components 1 is not 90 °, but the end surface is slightly bevelled in comparison.
- the protective cover 18 is composed of three rows of 6 components 1 each.
- shown protective cover 17 and 18 is not limited to six. There are also significantly more components 1 in each row possible, for example, several 10 to several 100. However, in principle, a single component 1 for the protective cover 17, which forms a curved cylinder, according to the invention possible.
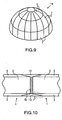
- a further embodiment of a protective covering 19 according to the invention is shown.
- the protective cover 19 here has the overall shape of a dome 19, as used for example in a radon.
- the radio system such as a radar can be arranged under the dome.
- the dome 19 will be placed on a suitable surface.
- the components 1 have no rectangular shape, but are substantially trapezoidal. There are provided here 3 rows of components 1, wherein the lower two rows have the same number of components 1. However, the rows can also have different number of components 1. For example, the third and top row has a smaller number of components 1 than the two bottom rows.
- the top row of components 1 can taper at its upper end, so that Seen from the outside, they have the overall shape of a curvilinear triangle, but the upper end of the dome 19 can also be formed by a type of closing element, as in FIG FIG. 9 shown.
- a protective cover 19 in the form of a dome, as in Fig. 9 can also be created by assembling planar components 1 without slots 14. The result is a polygon surface similar to the one in FIG. 8 , but closed up. A large number of components 1 is advantageous in this case, since then the angles at which the components 1 abut one another become approximately 180 °.
- the support member 2 of the components 1 on the outside of the protective cover.
- the outside can be very smooth, resulting in a very smooth outer surface of the protective covering. This allows ice and snow to slip well on the fairing and the weight that the protective fairing 17, 18, 19 must hold is not very large.
- FIG Fig. 10 The manner in which it is possible according to the invention to join the various components 1 to the protective coverings 17, 18 or 19 is shown in FIG Fig. 10 shown.
- the components 1 comprise the insulating layer 3 and, in the in Fig. 10 shown embodiment, respectively, an upper and an optional lower support element 2.
- the two workpieces 1 are each provided with a taper 7 at the ends facing each other.
- the taper 7 is realized here by the taper 7 of the support element 2, but can also, as shown above, additionally or exclusively by tapering 7 of the insulation layer 3 can be achieved.
- the components 1 are shown slightly spaced. However, the components 1 can also completely meet, so that the connecting means 16 is present only in the resulting cavities between the two components 1.
- the connecting means 16 may, for. B. be the same material from which the insulation layer 3 was made. Particularly suitable is the PUR foam, which is available for on-site assembly in pressure cans.
- the extension of the connecting means 16 upwards or downwards is preferably equal to the layer thickness of the insulating layer 3, but may also include the thickness of the insulating layer 3 plus the thickness of the supporting element (s) 2 at the ends. Other dimensions are possible according to the invention.
- the connecting means 16 In the event that the material of the connecting means 16 is equal to the insulating layer 3, and also in the case that the extension of the connecting means 16 along the thickness of the components 1 is equal to the thickness of the insulating layer 3, thus results in a continuous area, which is made of one and the same material with one and the same layer thickness and thus a completely homogeneous absorption with respect to the electromagnetic radiation of the radio system.
- other connecting means 16 than the material of the insulating layer 3 and other dimensions along the thickness of the component 1 of the connecting means 16 can also be selected.
- the connecting means 16 may also be omitted according to the invention, since the components can also be connected to one another at their outer / inner side.
- this empty space 15 can now be filled with connecting material in order to establish the connection between the components 1.
- the empty space 15 is preferably filled with the material from which the support element 2 of the components 1 was produced. This has the advantage that the absorption of the electromagnetic radiation in the region of the connection is the same as in the region of the components 1.
- the thickness of the material in the region 15 may be greater / smaller than the layer thickness of the support element 2 of the components 1.
- a protective covering 17,18,19 for a radio system as in Fig. 7a is shown, already curved components 1, as in Fig. 6c and 6d shown used. It is also possible slotted components 1, as in Fig. 1b, 1c . 4d and 5b shown to use.
- the slotted components 1 are curved by the action of an external force, in one direction, so that the slits 14 lie on the curvature inside and thus at least partially close.
- the components 1 are assembled with a connection technique which will be described later. It is advantageous here to assemble the protective covering 17, 18, 19 from a plurality of individual components 1. Thereby, the weight of the components 1 can be kept in a range which makes it possible to mount the components 1 solely with human power, ie in particular without cranes. Thus, protective coverings with several meters or several tens of meters can be built.
- a protective cover 18 for a radio system as in Fig. 8a and 8b can be shown, planar components 1, as shown in Fig. 4c and 5a are shown used.
- the ends of the components 1 will be provided obliquely angled.
- FIG. 9 For protective panels 19 in the form of a dome, as in FIG. 9 can be shown, advantageously components 1 of the type Fig. 1c be used, since a curvature in different directions at different points of the component 1 is possible.
- the other components 1 from the FIGS. 1a, 1b . 4c, 4d . 5a, 5b . 6c, 6d can be used.
- the components 1 of a protective cover 17, 18, 19 are assembled with the connection technique described below to form a protective cover 17, 18, 19.
- the components 1 are supported and held by appropriate devices or by hand at their predetermined place.
- a connecting means 16, e.g. PUR foam is injected into the space between the blunt ends of the components 1. It glues there with the ends of the components 1 and connects them firmly after curing.
- connection means 16 it is also possible according to the invention to first provide a surface, which abuts a component 1 to be assembled, with the connection means 16, then to insert the component 1 to be mounted and to let the connection means 16 dry or harden.
- the components 1 can thereby abut each other directly or even slightly spaced apart from each other.
- the connecting means 16 is optional, since the components 1 are also connected to one another by the step described below.
- the connecting material is applied, from which the support member 2 of the components 1 has been prepared. If tapers 7 are provided at the ends of the components 1, the application takes place in the space 15 created by the taper 7. If the support element 2 of the components 1 is made of fiberglass, the connecting material will advantageously also be fiberglass.
- the GRP is applied by applying thermosetting plastic resin and glass fibers in the form of mats or fabric. The plastic resin is advantageously colored with color particles, so that after joining the components 1, a uniform outer color or color scheme of the protective panel 17,18,19 results.
- the GRP material adheres to the components 1 outside and / or inside, hardens and connects the components 1 with each other so. On the outside, a smooth coherent layer of the material from which the support elements 2 of the components 1 are made is ideally obtained.
- connection of the components 1 can also take place on the inside of the protective covering 17,18,19. This is particularly useful if support elements 2 of the components 1 are also provided on the inside.
- connection with the connecting material in the voids 15 need not necessarily occur. However, it would then be advantageous to seal the joints between the support elements 2 of the various components 1, at least on the outside of the protective cover 17, 18, 19.
- the sealing can be done with suitable sealing materials or with a material from which the support elements 2 of the components 1, eg GRP or even just e.g. Polyestherharz are made.
- the components 1 according to the invention and the connection technology according to the invention it is possible to provide a protective covering 17, 18, 19 according to the invention whose absorption in the region of the connection points is virtually identical to the absorption of the components 1 in a region outside the connection points.
- the finished protective cover 17,18,19 may have a smooth surface on the ice and snow slip well. Due to the good insulation properties are special heating, cooling, or air conditioning systems for the interior of the protective cover 17,18,19 in which the radio system is located, not or only with very low power necessary.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Details Of Garments (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Details Of Aerials (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Telephone Set Structure (AREA)
- Burglar Alarm Systems (AREA)
Claims (27)
- Revêtement de protection (17, 18, 19) pour des installations radiotechniques avec des éléments constitutifs qui comprennent respectivement une couche d'isolation (3), respectivement un élément d'appui (2) lié à la couche d'isolation étant prévu au moins partiellement sur au moins une face de la couche d'isolation (3),
sachant que aux extrémités des éléments constitutifs (1), des amincissements (7) de l'épaisseur de l'élément d'appui (2) respectif sont prévus,
caractérisé en ce
que la zone d'espace créée par les amincissements (7) est remplie avec le matériau de l'élément d'appui (2) et joint les éléments constitutifs (1) contigus à ce matériau. - Revêtement de protection selon la revendication 1, caractérisé en ce que l'élément d'appui (2) respectif est réalisé à partir d'un matériau composite et de préférence à partir de matière plastique renforcée par de la fibre de verre et/ou en ce que la couche d'isolation (3) est une couche de mousse rigide (3).
- Revêtement de protection selon la revendication 1 ou 2, caractérisé en ce que l'élément d'appui (2) respectif est prévu en contact direct avec la couche d'isolation (3) respective.
- Revêtement de protection selon l'une quelconque des revendications 1 à 3, caractérisé en ce que l'élément d'appui (2) respectif est prévu sous la forme d'une couche de préférence sur la surface totale d'au moins une face de la couche d'isolation (3) respective.
- Revêtement de protection selon l'une quelconque des revendications 1 à 4, caractérisé en ce que des éléments d'appui (2) sont prévus sur deux faces opposées de la couche d'isolation (3) respective.
- Revêtement de protection selon l'une quelconque des revendications 1 à 5, caractérisé en ce que la couche d'isolation (3) respective présente une épaisseur de 30 à 120 mm, de préférence 60 mm.
- Revêtement de protection selon l'une quelconque des revendications 1 à 6, caractérisé en ce que les éléments constitutifs (1) sont plats ou courbés dans une direction.
- Revêtement de protection selon l'une quelconque des revendications 1 à 7, caractérisé en ce que les éléments constitutifs (1) présentent des extrémités tronquées.
- Revêtement de protection selon l'une quelconque des revendications 1 à 8, caractérisé en ce que le matériau de la couche d'isolation présente une densité située dans la gamme de 40 kg/m3 jusqu'à 160 kg/m3, de préférence dans la gamme de 80 kg/m3.
- Revêtement de protection selon l'une quelconque des revendications 1 à 9, caractérisé en ce que les éléments constitutifs (1) présentent des fentes (14) sur une face, la face étant de préférence la face opposée à l'élément d'appui (2) respectif et les fentes (14) s'étendant de préférence dans la direction de l'épaisseur de la couche, au maximum jusqu'à la moitié de l'épaisseur de l'élément constitutif (1).
- Revêtement de protection selon la revendication 10, caractérisé en ce que les éléments constitutifs (1) comportent au moins deux fentes (14) dans différentes directions.
- Revêtement de protection selon l'une quelconque des revendications 1 à 11, caractérisé en ce que l'élément d'appui (2) respectif comprend des particules de couleur sous forme de poudre.
- Revêtement de protection (17, 18, 19) selon l'une quelconque des revendications 1 à 12, caractérisé en ce que les éléments constitutifs (1) sont liés en supplément à un moyen de liaison (16), de préférence sont collés à celui-ci, le moyen de liaison (16) étant de préférence le même matériau avec lequel la couche d'isolation (3) des éléments constitutifs (1) a été réalisée.
- Revêtement de protection (17, 18, 19) selon l'une quelconque des revendications 1 à 13, caractérisé en ce que les éléments constitutifs (1) sont liés, à l'intérieur et à l'extérieur, au matériau de l'élément d'appui (2) respectif des éléments constitutifs (1).
- Revêtement de protection (17, 18, 19) selon l'une quelconque des revendications 1 à 14, caractérisé en ce que les éléments constitutifs (1) sont courbés, les fentes (14) se trouvant sur la face intérieure de la courbure.
- Revêtement de protection (17, 18, 19) selon l'une quelconque des revendications 1 à 15, caractérisé en ce que le revêtement de protection (17, 18, 19) se compose exclusivement du matériau de l'élément d'appui respectif (2) et du matériau de la couche d'isolation.
- Procédé pour fabriquer un revêtement de protection (17, 18, 19) pour des installations radiotechniques, dans lequel des éléments constitutifs sont assemblés, qui comportent respectivement une couche d'isolation (3) et, sur au moins une face de la couche d'isolation (3), respectivement un élément d'appui (2) lié à celle-ci,
sachant que
l'élément d'appui (2) respectif est fabriqué en s'effilant au moins vers une extrémité de l'élément constitutif (1) respectif,
caractérisé en ce
que le matériau de l'élément d'appui est appliqué dans la zone d'espace (15) créée par les amincissements (7) de l'épaisseur de l'élément d'appui respectif et en ce que des éléments constitutifs contigus sont ainsi liés. - Procédé selon la revendication 17, caractérisé en ce que l'élément d'appui (2) respectif comprend un matériau composite, de préférence une matière plastique renforcée par de la fibre de verre (2), et/ou en ce que la couche d'isolation (3) est une couche de mousse rigide.
- Procédé selon la revendication 17 ou 18, caractérisé en ce que la couche d'isolation (3) respective et l'élément d'appui (2) respectif sont liés pendant ou après la fabrication de l'élément d'appui (2) et/ou de la couche d'isolation (3) respective.
- Procédé selon l'une quelconque des revendications 17 à 19, caractérisé en ce que l'élément d'appui (2) respectif est fabriqué sous la forme d'une couche et/ou en ce que la couche d'isolation (3) respective est fabriquée dans ou sur un moule d'élément constitutif (13, 13').
- Procédé selon l'une quelconque des revendications 17 à 20, caractérisé en ce que l'élément d'appui (2) respectif est fabriqué sous la forme d'une couche sur la couche d'isolation (3) respective.
- Procédé selon l'une quelconque des revendications 17 à 21, caractérisé en ce qu'un élément constitutif (1) respectif est fabriqué avec des extrémités tronquées, à l'aide du moule pour élément constitutif (13, 13') et/ou en coupant les bords de l'élément constitutif (1) respectif.
- Procédé selon l'une quelconque des revendications 17 à 22, caractérisé en ce qu'un élément constitutif (1) respectif est fabriqué, de manière prédéfinie par le moule pour élément constitutif (13, 13') ou par les fentes (14) de la couche d'isolation (3) respective et/ou de l'élément d'appui (2) respectif, cet élément constitutif présentant des fentes (14) sur une face, qui s'étendent de préférence dans la direction de l'épaisseur de la couche d'isolation (3) respective, au maximum jusqu'à la moitié de l'épaisseur de l'élément constitutif (1) respectif.
- Procédé selon l'une quelconque des revendications 17 à 23, caractérisé en ce que l'élément constitutif (1) respectif est fabriqué sur une surface plane et/ou sur une surface courbée (13, 13').
- Procédé selon l'une quelconque des revendications 17 à 24, caractérisé en ce que l'élément d'appui respectif (2) est coloré, lors de sa fabrication, avec des particules de couleur sous forme de poudre.
- Procédé selon l'une quelconque des revendications 17 à 25, caractérisé en ce que l'assemblage des éléments constitutifs (1) respectifs comprend l'assemblage des éléments constitutifs (1) respectifs au niveau de leur face intérieure et extérieure du revêtement de protection (17, 18, 19) avec le matériau de l'élément d'appui (2) respectif de l'élément constitutif (1) respectif.
- Procédé selon l'une quelconque des revendications 17 à 26, caractérisé en ce que des éléments constitutifs (1) respectifs fendus sont utilisés, lesquels sont courbés.
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT01124547T ATE393972T1 (de) | 2001-10-12 | 2001-10-12 | Schutzverkleidung für funktechnische anlagen, bauteile dafür, sowie jeweilige herstellungsverfahren |
| EP01124547A EP1303003B1 (fr) | 2001-10-12 | 2001-10-12 | Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication |
| DE50113914T DE50113914D1 (de) | 2001-10-12 | 2001-10-12 | Schutzverkleidung für funktechnische Anlagen, Bauteile dafür, sowie jeweilige Herstellungsverfahren |
| DK01124547T DK1303003T3 (da) | 2001-10-12 | 2001-10-12 | Beskyttelsesbeklædning til radiotekniske anlæg, komponenter dertil samt respektive fremstillingsfremgangsmåder |
| PT01124547T PT1303003E (pt) | 2001-10-12 | 2001-10-12 | Cobertura de protecção para sistemas de rádio, componentes para a mesma, assim como o respectivo processo de produção |
| ES01124547T ES2305021T3 (es) | 2001-10-12 | 2001-10-12 | Revestimiento protector para instalaciones rediotecnicas,componentes para el mismo asi como metodos de produccion correspondientes. |
| SI200130837T SI1303003T1 (sl) | 2001-10-12 | 2001-10-12 | Zaĺ äśitni plaĺ äś za radijske sisteme, njegovi sestavni deli in postopki njihove izdelave |
| DE20210131U DE20210131U1 (de) | 2001-10-12 | 2002-07-01 | Schutzverkleidung für funktechnische Anlagen und Bauteile dafür |
| PCT/EP2002/007650 WO2003034540A1 (fr) | 2001-10-12 | 2002-07-09 | Revetement de protection pour installations radiotechniques, composants y relatifs et procedes de production de ceux-ci |
| NO20032624A NO326676B1 (no) | 2001-10-12 | 2003-06-10 | Beskyttelseskledning for radiotekniske anlegg, fremstillingsfremgangsmate for denne |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01124547A EP1303003B1 (fr) | 2001-10-12 | 2001-10-12 | Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1303003A1 EP1303003A1 (fr) | 2003-04-16 |
| EP1303003B1 true EP1303003B1 (fr) | 2008-04-30 |
Family
ID=8178960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01124547A Expired - Lifetime EP1303003B1 (fr) | 2001-10-12 | 2001-10-12 | Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP1303003B1 (fr) |
| AT (1) | ATE393972T1 (fr) |
| DE (2) | DE50113914D1 (fr) |
| DK (1) | DK1303003T3 (fr) |
| ES (1) | ES2305021T3 (fr) |
| NO (1) | NO326676B1 (fr) |
| PT (1) | PT1303003E (fr) |
| SI (1) | SI1303003T1 (fr) |
| WO (1) | WO2003034540A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20311428U1 (de) | 2003-07-24 | 2003-11-06 | FIBER-TECH Products GmbH, 09116 Chemnitz | Anordnung mit verbesserten elektromagnetischen Eigenschaften zur Verkleidung von großräumigen Antennenanlagen |
| DE20311442U1 (de) | 2003-07-24 | 2003-11-06 | MUGLER AG, 09353 Oberlungwitz | Verkleidungselement mit verbesserten elektromagnetischen Eigenschaften für Verkleidungen von Antennen und Antennenanlagen |
| EP2137363A1 (fr) * | 2007-03-15 | 2009-12-30 | Tache d'Or | Procédé de production d'une partie de paroi faite de panneaux en mousse |
| GB2543025A (en) * | 2015-08-27 | 2017-04-12 | Hunter Ian | Composite sheet structure |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3427626A (en) * | 1965-11-12 | 1969-02-11 | Whittaker Corp | Rigid sectional radome and method for erecting |
| DE2616294C3 (de) * | 1976-04-13 | 1981-10-29 | Großkopf, Peter Volker, Dipl.-Ing., 4300 Essen | Verfahren zum Herstellen einer selbsttragenden Mehrschichtenplatte oder -schale |
| DE3037727A1 (de) * | 1980-10-06 | 1982-05-19 | G + H Montage Gmbh, 6700 Ludwigshafen | Fassadenelement zum schutz funktechnischer anlagen |
| US6107976A (en) * | 1999-03-25 | 2000-08-22 | Bradley B. Teel | Hybrid core sandwich radome |
-
2001
- 2001-10-12 DK DK01124547T patent/DK1303003T3/da active
- 2001-10-12 ES ES01124547T patent/ES2305021T3/es not_active Expired - Lifetime
- 2001-10-12 EP EP01124547A patent/EP1303003B1/fr not_active Expired - Lifetime
- 2001-10-12 AT AT01124547T patent/ATE393972T1/de active
- 2001-10-12 DE DE50113914T patent/DE50113914D1/de not_active Expired - Lifetime
- 2001-10-12 SI SI200130837T patent/SI1303003T1/sl unknown
- 2001-10-12 PT PT01124547T patent/PT1303003E/pt unknown
-
2002
- 2002-07-01 DE DE20210131U patent/DE20210131U1/de not_active Expired - Lifetime
- 2002-07-09 WO PCT/EP2002/007650 patent/WO2003034540A1/fr not_active Ceased
-
2003
- 2003-06-10 NO NO20032624A patent/NO326676B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE50113914D1 (de) | 2008-06-12 |
| NO326676B1 (no) | 2009-01-26 |
| NO20032624L (no) | 2003-08-01 |
| ES2305021T3 (es) | 2008-11-01 |
| NO20032624D0 (no) | 2003-06-10 |
| PT1303003E (pt) | 2008-06-23 |
| EP1303003A1 (fr) | 2003-04-16 |
| SI1303003T1 (sl) | 2008-08-31 |
| DK1303003T3 (da) | 2008-08-25 |
| WO2003034540A1 (fr) | 2003-04-24 |
| DE20210131U1 (de) | 2002-10-24 |
| ATE393972T1 (de) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1288077B1 (fr) | Garniture de pavillon avec construction en sandwich et sa méthode de production | |
| DE3412846A1 (de) | Flaechenfoermiger sandwichformkoerper | |
| EP1815969A1 (fr) | Composant d'aéronef tout comme procédé de fabrication d'un composant d'aéronef | |
| DE4133416C2 (de) | Verfahren zum Herstellen von Formkörpern, insbesondere von Dämmplatten | |
| DE19828607A1 (de) | Verfahren zum Verstärken von Stahl- und Spannbetonbauteilen | |
| EP1136636B1 (fr) | Panneaux de bois, en particulier un panneau de coffrage | |
| DE202012007340U1 (de) | Kernelement sowie Kernschicht für ein Sandwichverbundbauteil, Sandwichverbundbauteil | |
| DE102007003273A1 (de) | Lokalisierte Bearbeitung von verstärkten Schaumwerkstoffen sowie Kernverbundbauteil | |
| EP1303003B1 (fr) | Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication | |
| DE2339796A1 (de) | Aus einem nicht steigfaehigen gemisch von faserstoffen und bindemitteln gepressten profilkoerpern zusammengesetztes bauelement | |
| DE60008841T2 (de) | Verbundverbindung zur Montage mindestens eines Aussenelementes auf einer Sandwichplatte | |
| DE2718002C3 (de) | Mehrschichtiger plattenförmiger Verbundwerkstoff | |
| DE3013223B1 (de) | Nichtbrennbares Mineralfaserprodukt mit einer Kaschierung | |
| WO1993009947A1 (fr) | Panneau sandwich leger | |
| DE20015725U1 (de) | Holzpartikelplatte, insbesondere Schalungsplatte | |
| DE3508888A1 (de) | Duennschichtabsorber fuer elektromagnetische wellen | |
| DE1907683A1 (de) | Tragfaehiges Wand- und Deckenelement fuer Fertighaeuser | |
| EP1247916B1 (fr) | Elément isolant, en particulier plaque isolante en fibres de bois | |
| DE202020102332U1 (de) | Plattenförmiges Bauelement | |
| DE3804311A1 (de) | Grossflaechige platte aus keramik, steinzeug, naturstein und/oder kunststein | |
| EP3873711A1 (fr) | Unité en bambou, procédé de fabrication d'une unité en bambou et application | |
| EP0076943A1 (fr) | Elément composite et son procédé de fabrication | |
| DE3010141A1 (de) | Bauelement, insbesondere platte, brett, balken o.dgl. | |
| EP3727814B1 (fr) | Panneau léger résistant aux rayures | |
| DE2126496C3 (de) | Mehrteilige Baukonstruktion mit hoher innerer Vibrationsdämpfung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20011012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AXX | Extension fees paid |
Extension state: MK Payment date: 20020702 Extension state: LT Payment date: 20020702 Extension state: LV Payment date: 20020702 Extension state: AL Payment date: 20020702 Extension state: RO Payment date: 20020702 Extension state: SI Payment date: 20020702 |
|
| 17Q | First examination report despatched |
Effective date: 20040715 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: G+H KUEHLLAGER- UND INDUSTRIEBAU GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE SA |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50113914 Country of ref document: DE Date of ref document: 20080612 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20080611 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20080401517 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080430 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2305021 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080731 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081012 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20101012 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111012 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20181002 Year of fee payment: 18 Ref country code: GR Payment date: 20181029 Year of fee payment: 18 Ref country code: DK Payment date: 20181025 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20181019 Year of fee payment: 18 Ref country code: FR Payment date: 20181026 Year of fee payment: 18 Ref country code: GB Payment date: 20181024 Year of fee payment: 18 Ref country code: CH Payment date: 20181025 Year of fee payment: 18 Ref country code: IT Payment date: 20181031 Year of fee payment: 18 Ref country code: ES Payment date: 20181115 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20191031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM9D Effective date: 20191012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200506 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191012 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191012 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20201030 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201022 Year of fee payment: 20 Ref country code: AT Payment date: 20201027 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191013 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50113914 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 393972 Country of ref document: AT Kind code of ref document: T Effective date: 20211012 |